Устройство для индукционной закалки, способ индукционной закалки, катушка для индукционного нагрева, устройство для термообработки и способ термообработки - RU2520569C2
Код документа: RU2520569C2
Чертежи










Описание
Область техники, к которой относится изобретение
Данное изобретение относится к устройству для индукционной закалки, способу индукционной закалки, катушке для индукционного нагрева, устройству для термообработки и способу термообработки, а более конкретно - к технологии повышения эффективности термообработки и осуществления равномерной обработки.
Предшествующий уровень техники
В части способа индукционной закалки для осуществления термообработки, такой как высокочастотная закалка по отношению к металлическому элементу, известно устройство для термообработки, в котором применяется процесс быстрого однократного нагрева с целью использования катушки для индукционного нагрева, обращенной ко всей целевой области обработки в целом, для совместного осуществления обработки (см., например, публикацию заявки на патент Японии № 2005-120415, публикацию заявки на патент Японии № 2002-174251 или публикацию заявки на патент Японии № 2004-44802). В таком устройстве для термообработки, где применяется процесс быстрого однократного нагрева, катушке для индукционного нагрева придана форма, адаптированная ко всей целевой области нагрева в целом. Например, кольцевую катушку для индукционного нагрева выполняют так, что она обращена к обрабатываемому целевому участку, когда обрабатываемый целевой участок имеет круглую форму, а пластинчатую катушку для индукционного нагрева выполняют так, что она обращена к обрабатываемому целевому участку, когда обрабатываемый целевой участок имеет плоскую форму. Поскольку такое нагревательное устройство, в котором применяется процесс быстрого однократного нагрева, использует катушку для индукционного нагрева, чтобы справиться с задачей в случае различных форм и размеров объекта обработки и обрабатываемого целевого участка, требуется массивная катушка для индукционного нагрева и необходима большая отдаваемая мощность, когда объект обработки и обрабатываемый целевой участок велики.
С другой стороны, известно устройство для сканирующей термообработки, предназначенное для последовательного осуществления термообработки и обработки охлаждением во время относительного движения катушки для индукционного нагрева, которая обращена лишь к части обрабатываемого целевого участка, относительно обрабатываемого целевого участка (см, например, публикацию заявки на патент Японии № 2005-89803 или публикацию заявки на патент Японии № Sho 60-116724). В таком устройстве для сканирующей термообработки катушке для индукционного нагрева придана форма, адаптированная к части обрабатываемого целевого участка.
Краткое изложение существа изобретения
Для технологии индукционного нагрева характерны следующие проблемы. То есть, поскольку в устройстве для индукционной закалки, где применяется процесс быстрого однократного нагрева, следует использовать катушку для индукционного нагрева, адаптированную к размерам или форме обрабатываемого целевого участка, то, например, когда обрабатываемый целевой участок имеет усложненную форму, усложняется и задание формы или рабочих условий для катушки для индукционного нагрева, а воплощение устройства оказывается невозможным. Кроме того, когда обрабатываемый целевой участок велик и требуется массивная катушка для индукционного нагрева, это приводит к проблеме, заключающейся в том, что требуется большая отдаваемая мощность. Более того, когда объект обработки деформируется, например, благодаря тепловому расширению, трудно поддерживать надлежащее размерное отношение между катушкой для индукционного нагрева и объектом обработки. Поэтому следует устанавливать катушку для индукционного нагрева, заранее имеющую больший размер, и поэтому возникает проблема недостаточной тепловой эффективности.
С другой стороны, при осуществлении способа сканирующей тепловой обработки, когда катушке для индукционного нагрева придана форма, адаптированная с частью обрабатываемого целевого участка, площадь обработки в единицу времени мала, время обработки увеличивается, а теплопроизводительность снижается. Кроме того, в случае движения катушки для индукционного нагрева при осуществлении при этом термообработки и обработки охлаждением, например, когда надлежит обработать кольцевой обрабатываемый целевой участок, возникает проблема образования зоны размягчения, а это означает, что нельзя получить необходимую твердость на границе между участком, где обработку начинают, и участком, где ее заканчивают.
Поэтому задача данного изобретения состоит в том, чтобы разработать технологию, которая способствует простому осуществлению термообработки для желаемой области, подлежащей нагреву, не требуя большой мощности, технологию, которая гарантирует равномерную обработку, и технологию, которая гарантирует повышение кпд термообработки при осуществлении индукционного нагрева даже на крупногабаритном объекте обработки.
В соответствии с одним вариантом осуществления устройство для индукционной закалки содержит катушки для нагрева, содержащие теплопроводные участки, которые индуктивно нагревают различные части обрабатываемого целевого участка в осевом направлении, пересекающем окружное направление, а, по меньшей мере, одна из катушек для нагрева имеет теплопроводный участок, имеющий зигзагообразную форму, и на нем коленчатый участок, который раскрывается в одну сторону в осевом направлении, и коленчатый участок, раскрывающийся в другую сторону в осевом направлении, расположены, непрерывно чередуясь в противоположных направлениях вдоль окружного направления, при этом объект обработки и катушка для нагрева движутся относительно друг друга вдоль окружного направления обрабатываемого целевого участка объекта обработки на основе вращательного движения, по меньшей мере, одного из объекта обработки и катушки для нагрева.
В соответствии с другим вариантом осуществления способ индукционной закалки включает в себя этап движения и нагрева, на котором располагают катушки для нагрева, которые имеют теплопроводные участки, которые индуктивно нагревают разные части обрабатываемого целевого участка объекта обработки в осевом направлении, пересекающем окружное направление, обращая эти катушки, по меньшей мере, к части обрабатываемого целевого участка, и осуществляют относительное движение обрабатываемого целевого участка и катушек для нагрева вдоль окружного направления обрабатываемого целевого участка, одновременно осуществляя термообработку на обрабатываемом целевом участке с помощью катушек для нагрева, причем соответствующие области обрабатываемого целевого участка, нагреваемые теплопроводными участками катушек для нагрева, образуют непрерывную область нагрева, а
по меньшей мере, одна из катушек для нагрева имеет зигзагообразную форму, и в ней коленчатый участок, который раскрывается в одну сторону в осевом направлении, и коленчатый участок, раскрывающийся в другую сторону в осевом направлении, расположены, непрерывно чередуясь в противоположных направлениях вдоль окружного направления.
В соответствии с еще одним вариантом осуществления катушка для индукционного нагрева содержит теплопроводный участок, который обращен, по меньшей мере, к части обрабатываемого целевого участка и осуществляет термообработку для обрабатываемого целевого участка, одновременно совершая относительное вращательное движение относительно обрабатываемого целевого участка, причем теплопроводный участок содержит проводящий участок, который проходит, пересекая окружное направление вращения, и имеет такую конфигурацию, что длина в окружном направлении части, отстоящей от центра вращательного движения, больше, чем длина в окружном направлении части, близкой к этому центру.
В соответствии с еще одним вариантом осуществления катушка для индукционного нагрева содержит теплопроводный участок, который образован из проводящего элемента, имеет зигзагообразную форму и на котором коленчатый участок, который раскрывается в одну сторону в первом направлении, и коленчатый участок, раскрывающийся в другую сторону в первом направлении, расположены, непрерывно чередуясь в противоположных направлениях вдоль второго направления, пересекающего первое направление.
Краткое описание чертежей
На фиг. 1 представлено сечение, проведенное вдоль линии F2-F2, показанной на фиг. 2, и иллюстрирующее - с направления по стрелке, показанной на фиг. 2, - устройство для индукционной закалки в соответствии с первым вариантом осуществления данного изобретения;
на фиг. 2 представлен вид в плане, иллюстрирующий устройство для индукционной закалки в соответствии с первым вариантом осуществления;
на фиг. 3 представлен вид в плане, иллюстрирующий первое устройство для индукционной закалки в соответствии с первым вариантом осуществления;
на фиг. 4 представлен вид спереди, иллюстрирующий первую катушку для нагрева в соответствии с первым вариантом осуществления;
на фиг. 5 представлен вид в плане, иллюстрирующий второе устройство для индукционной закалки в соответствии с первым вариантом осуществления;
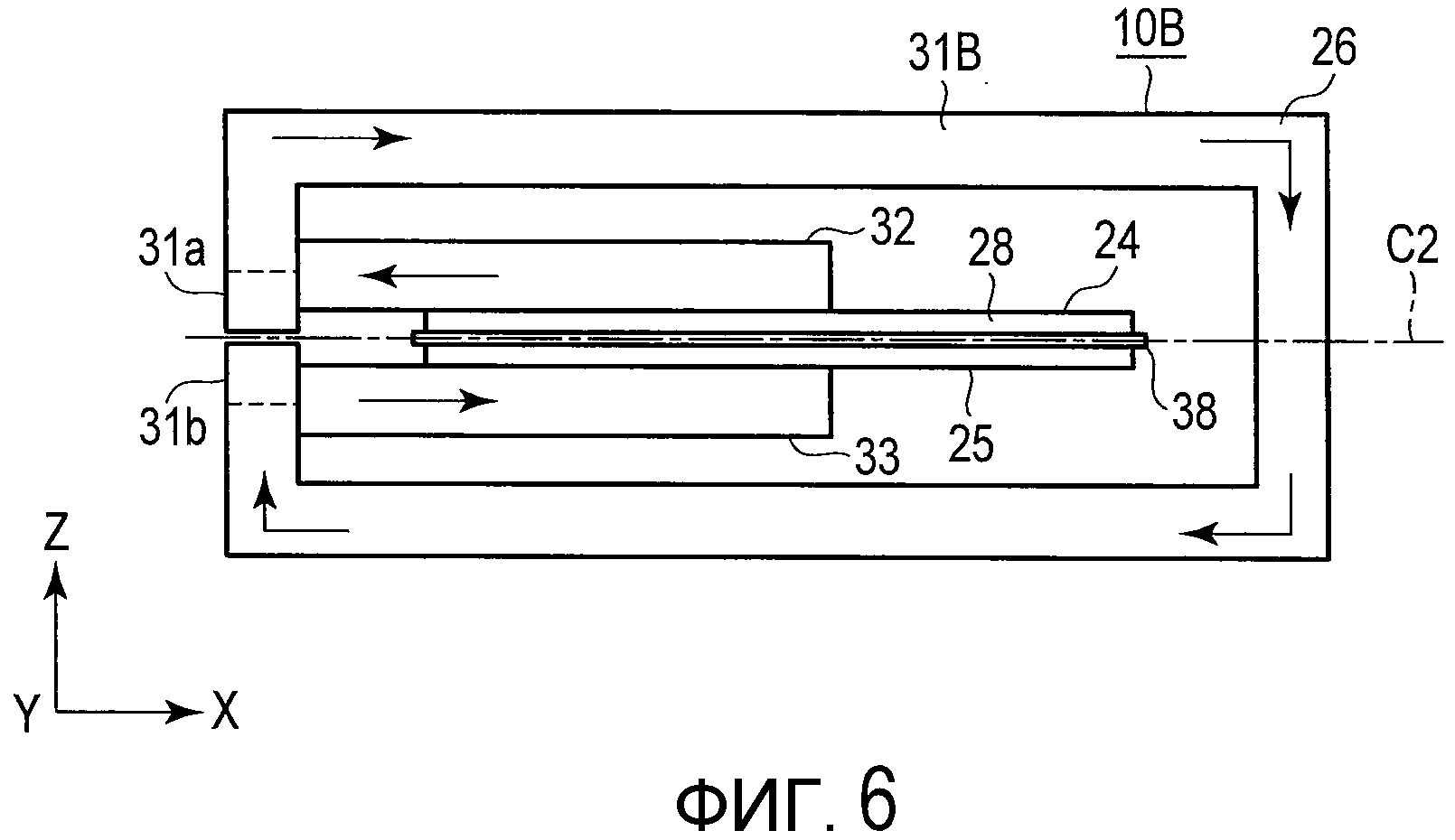
на фиг. 6 представлен вид спереди, иллюстрирующий вторую катушку для нагрева в соответствии с первым вариантом осуществления;
на фиг. 7 представлен пояснительный вид, иллюстрирующий конфигурацию сечения катушки для нагрева в соответствии с первым вариантом осуществления;
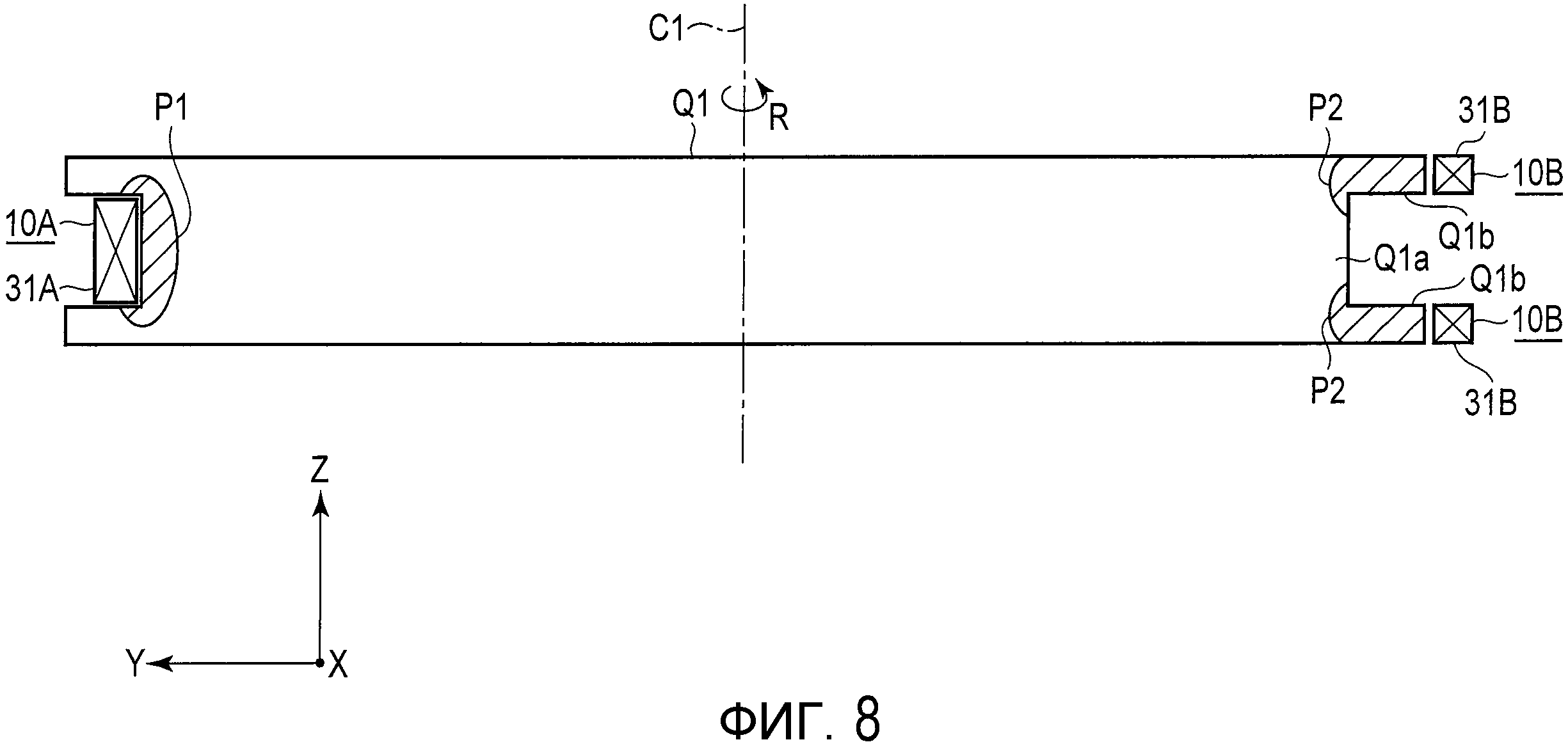
на фиг. 8 представлен пояснительный вид, иллюстрирующий первую и вторую области нагрева в соответствии с первым вариантом осуществления;
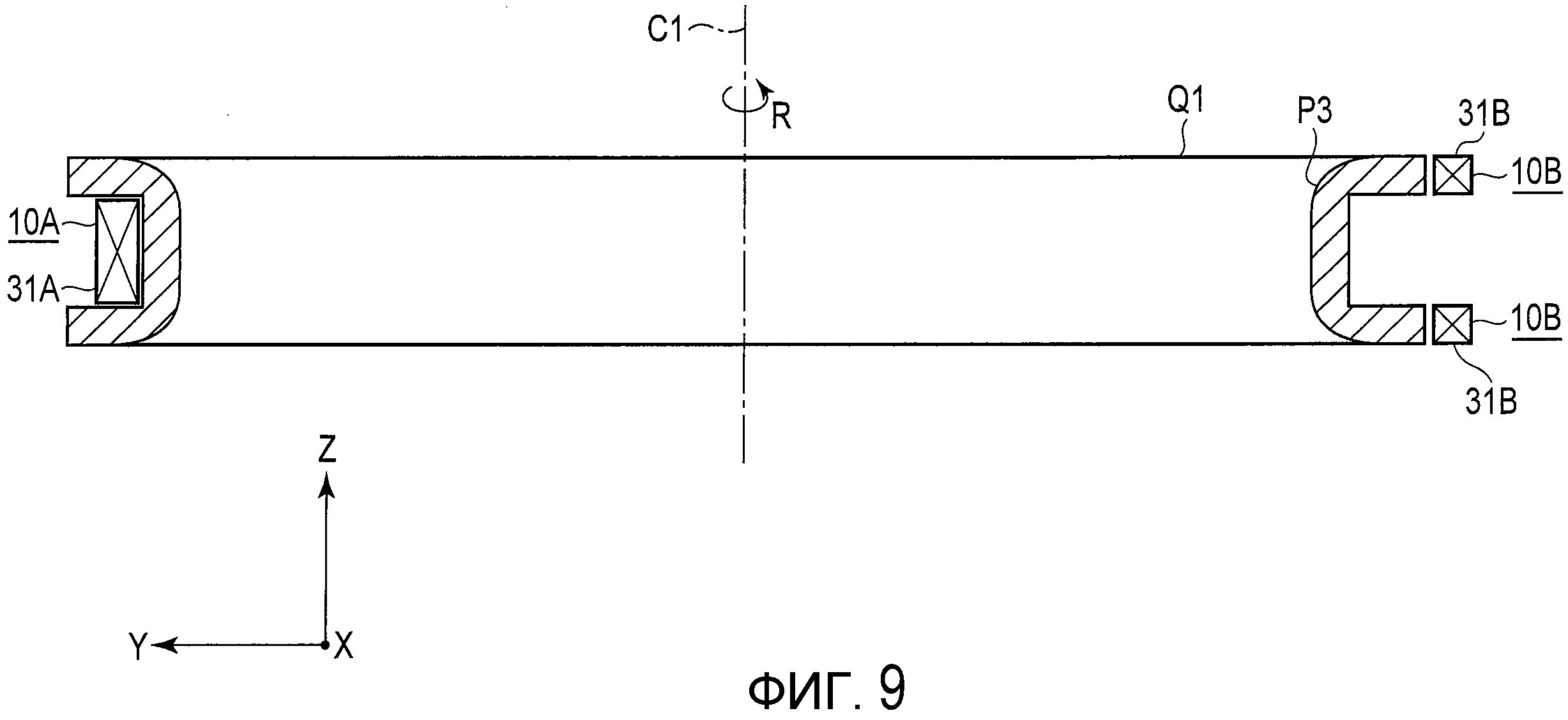
на фиг. 9 представлен пояснительный вид, иллюстрирующий третью область нагрева в соответствии с первым вариантом осуществления;
на фиг. 10 представлен пояснительный вид, иллюстрирующий конфигурацию теплопроводного участка в устройстве для индукционной закалки в соответствии со вторым вариантом осуществления данного изобретения;
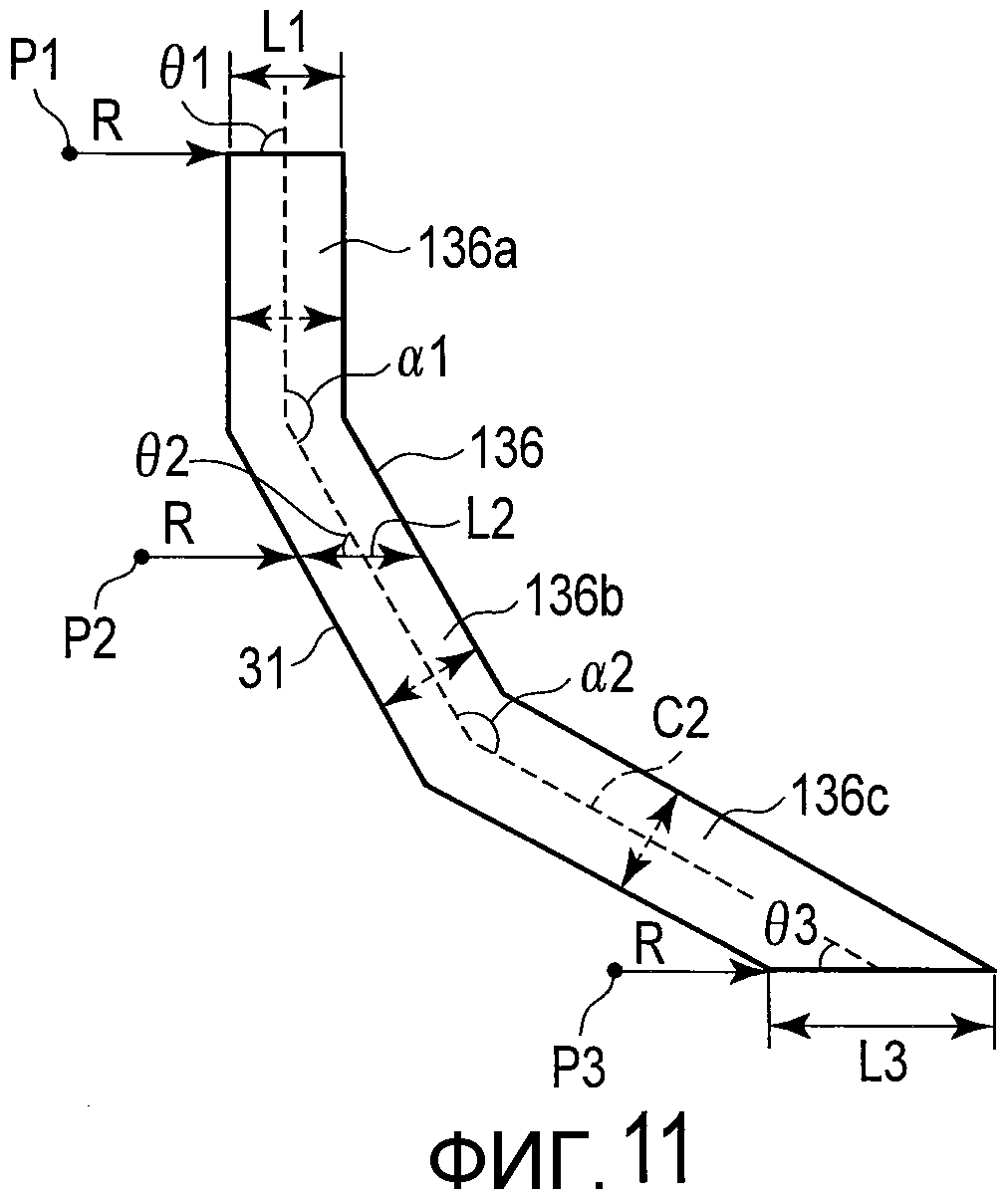
на фиг. 11 представлен пояснительный вид, иллюстрирующий конфигурацию теплопроводного участка в устройстве для индукционной закалки;
на фиг. 12 представлен пояснительный вид, иллюстрирующий устройство для индукционной закалки в соответствии с третьим вариантом осуществления данного изобретения;
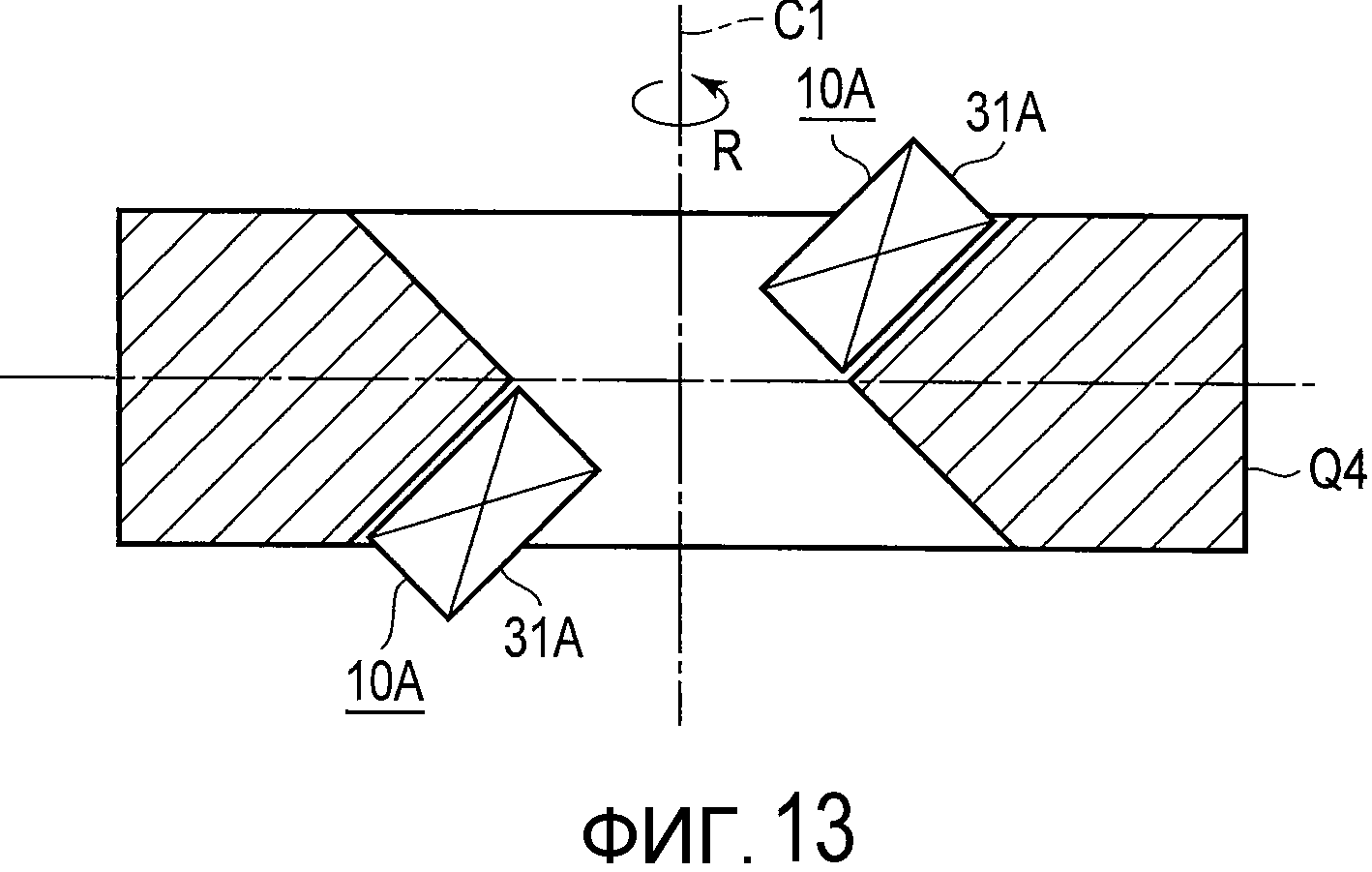
на фиг. 13 представлен пояснительный вид, иллюстрирующий главную часть устройства для индукционной закалки в соответствии с четвертым вариантом осуществления данного изобретения;
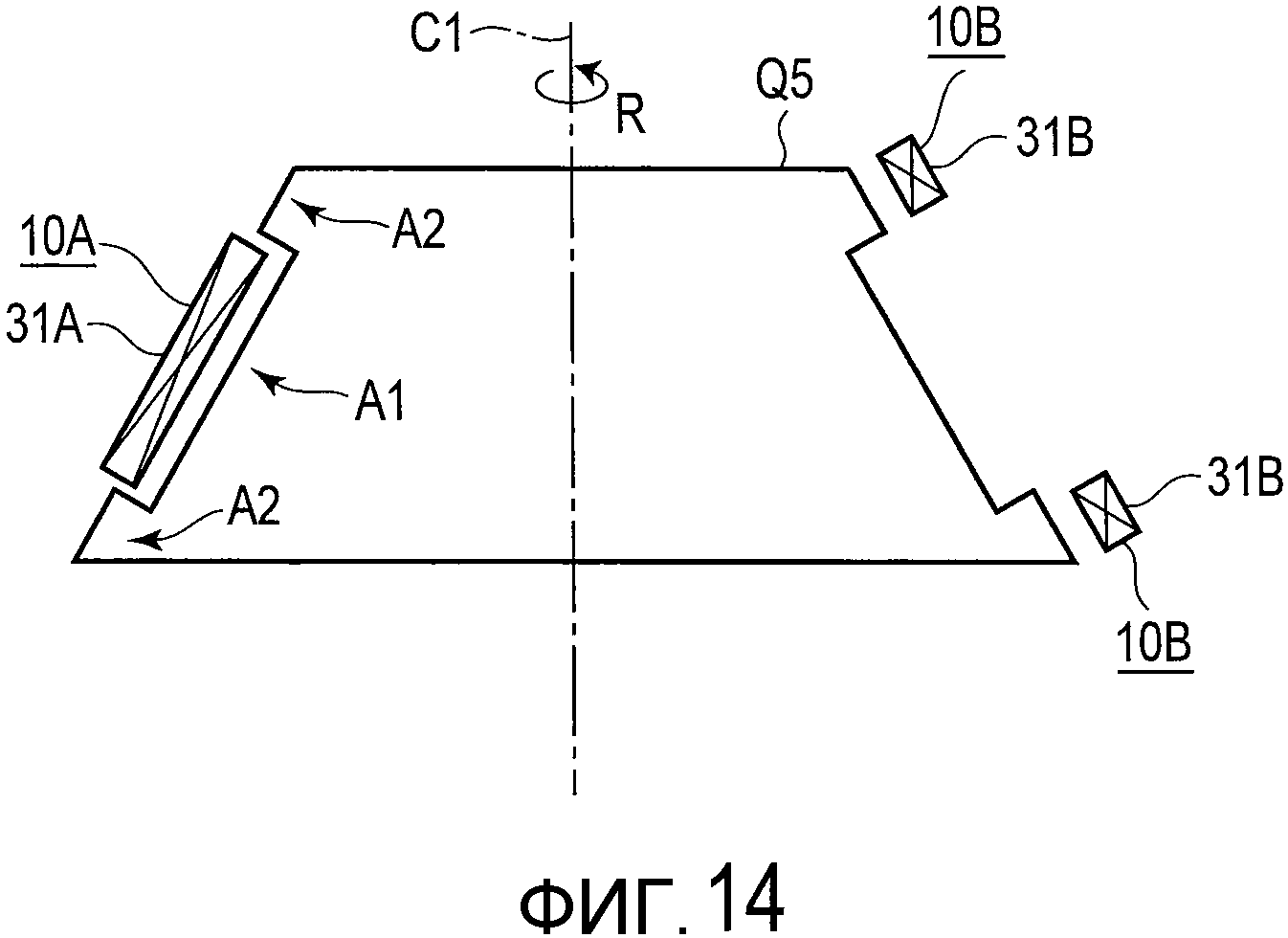
на фиг. 14 представлен пояснительный вид, иллюстрирующий устройство для индукционной закалки в соответствии с пятым вариантом осуществления данного изобретения;
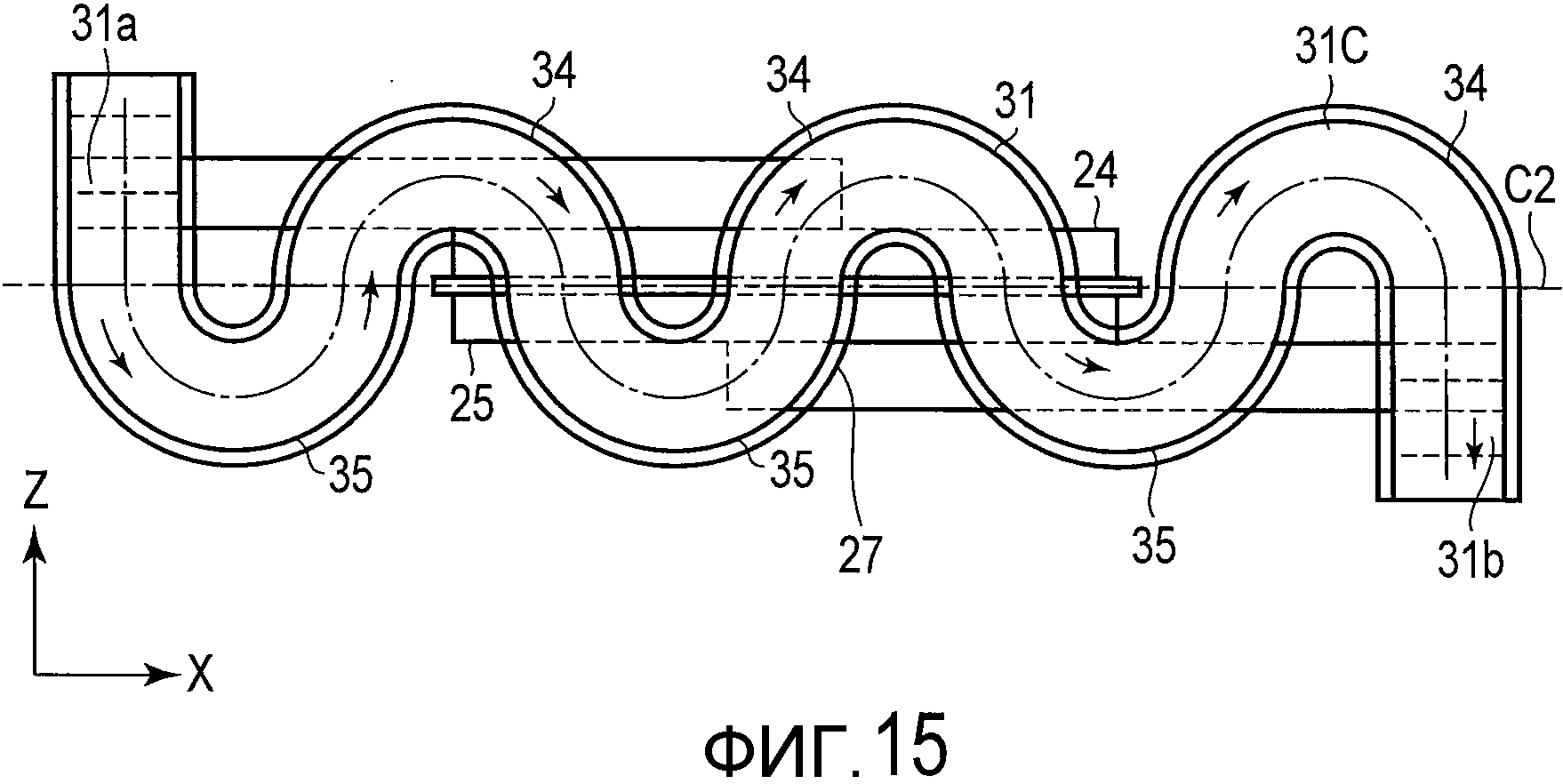
на фиг. 15 представлен пояснительный вид катушки для нагрева, встроенной в устройство для индукционной закалки, в соответствии с шестым вариантом осуществления данного изобретения;
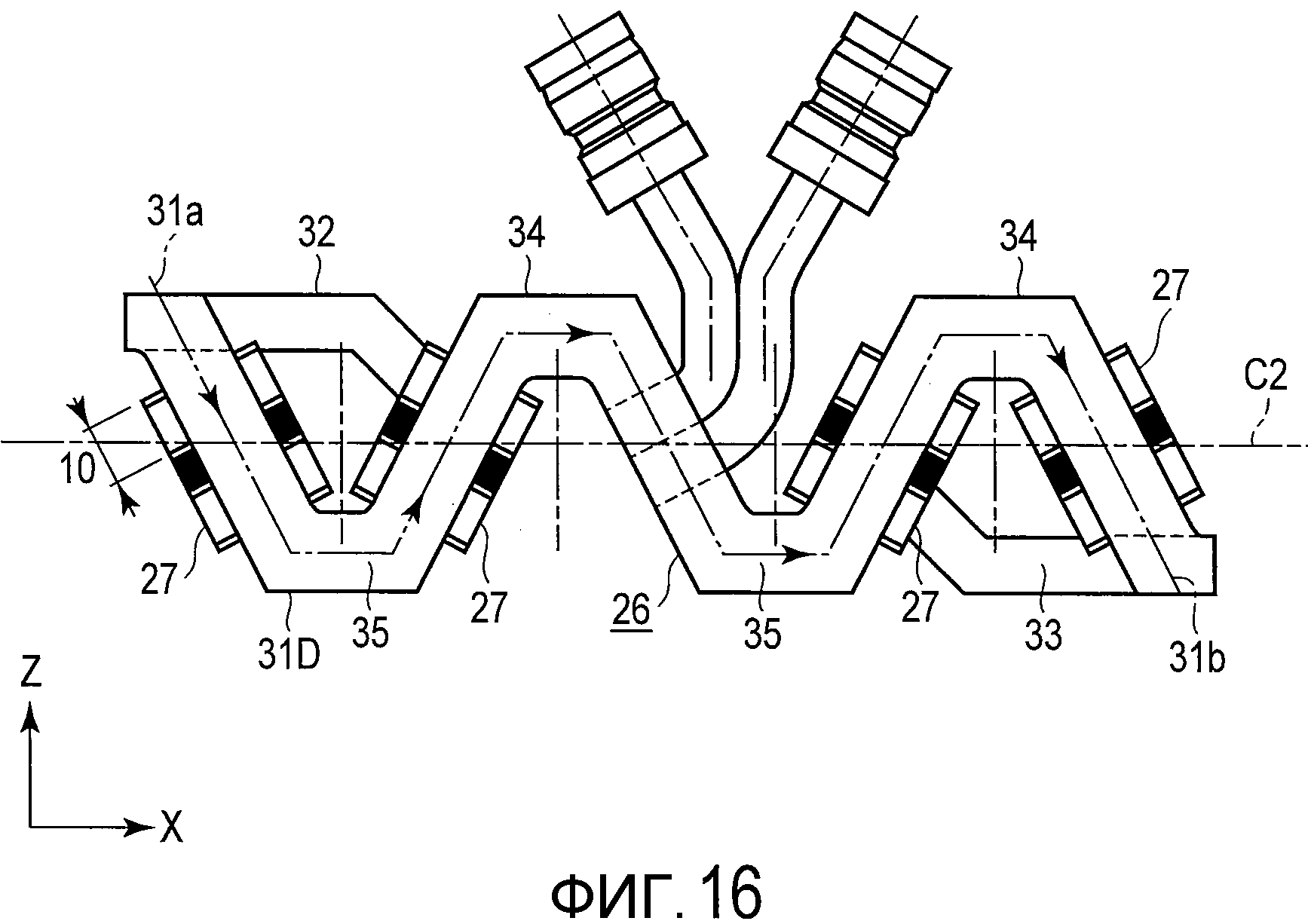
на фиг. 16 представлен пояснительный вид катушки для нагрева, встроенной в устройство для индукционной закалки, в соответствии с седьмым вариантом осуществления данного изобретения;
на фиг. 17 представлен пояснительный вид, иллюстрирующий устройство для индукционной закалки в соответствии с восьмым вариантом осуществления данного изобретения;
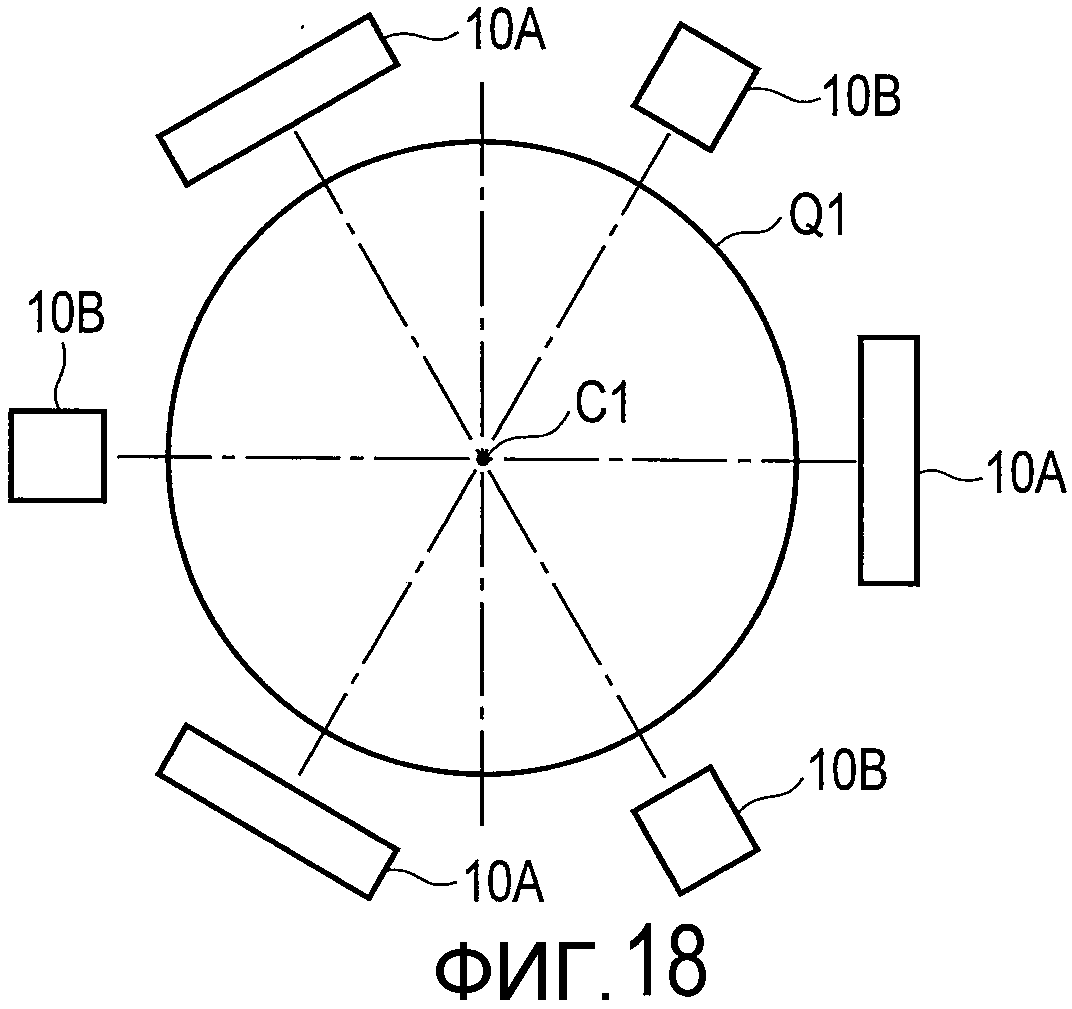
на фиг. 18 представлен пояснительный вид, иллюстрирующий устройство для индукционной закалки в соответствии с девятым вариантом осуществления данного изобретения;
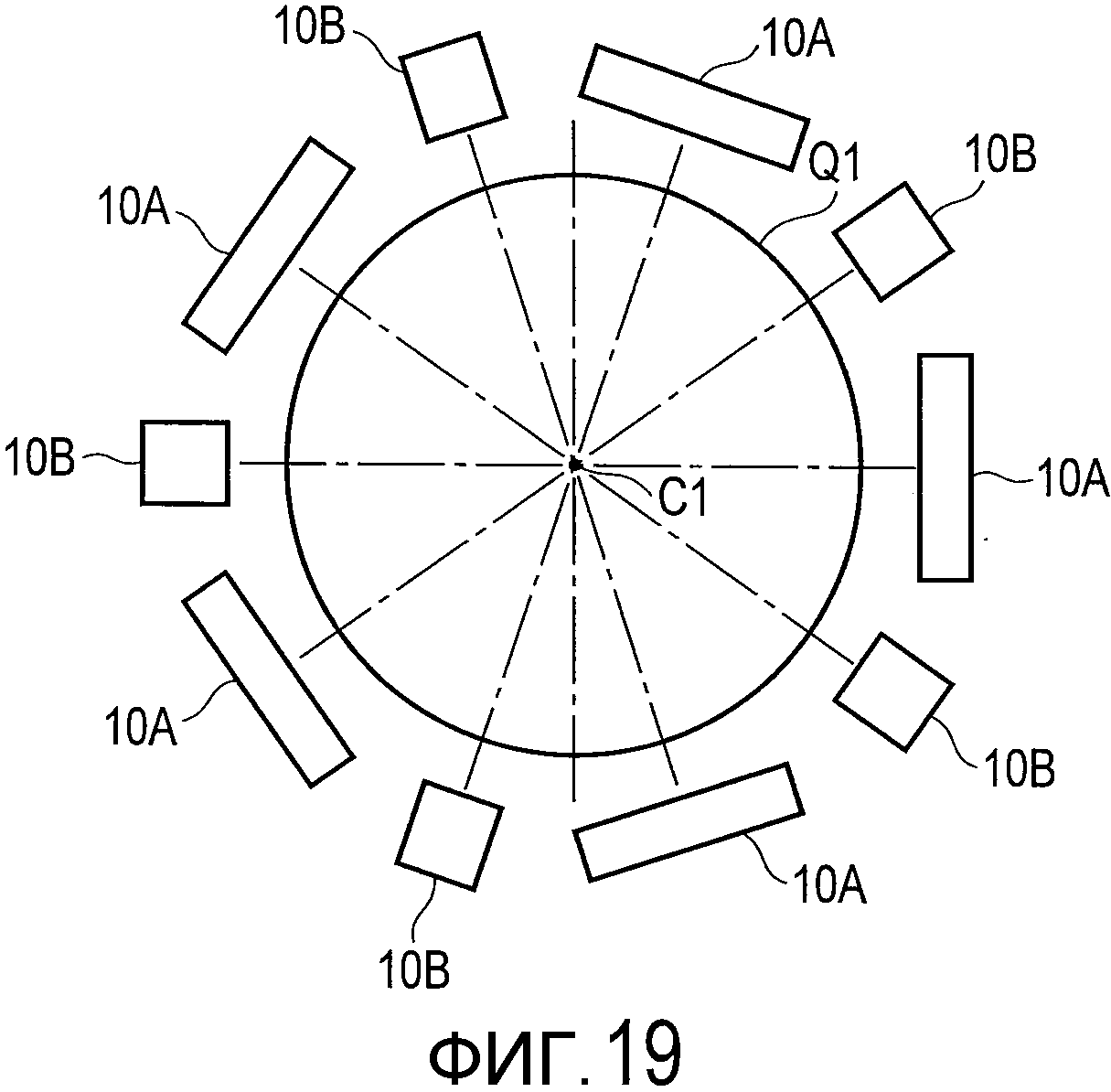
на фиг. 19 представлен пояснительный вид, иллюстрирующий устройство для индукционной закалки в соответствии с 10-м вариантом осуществления данного изобретения;
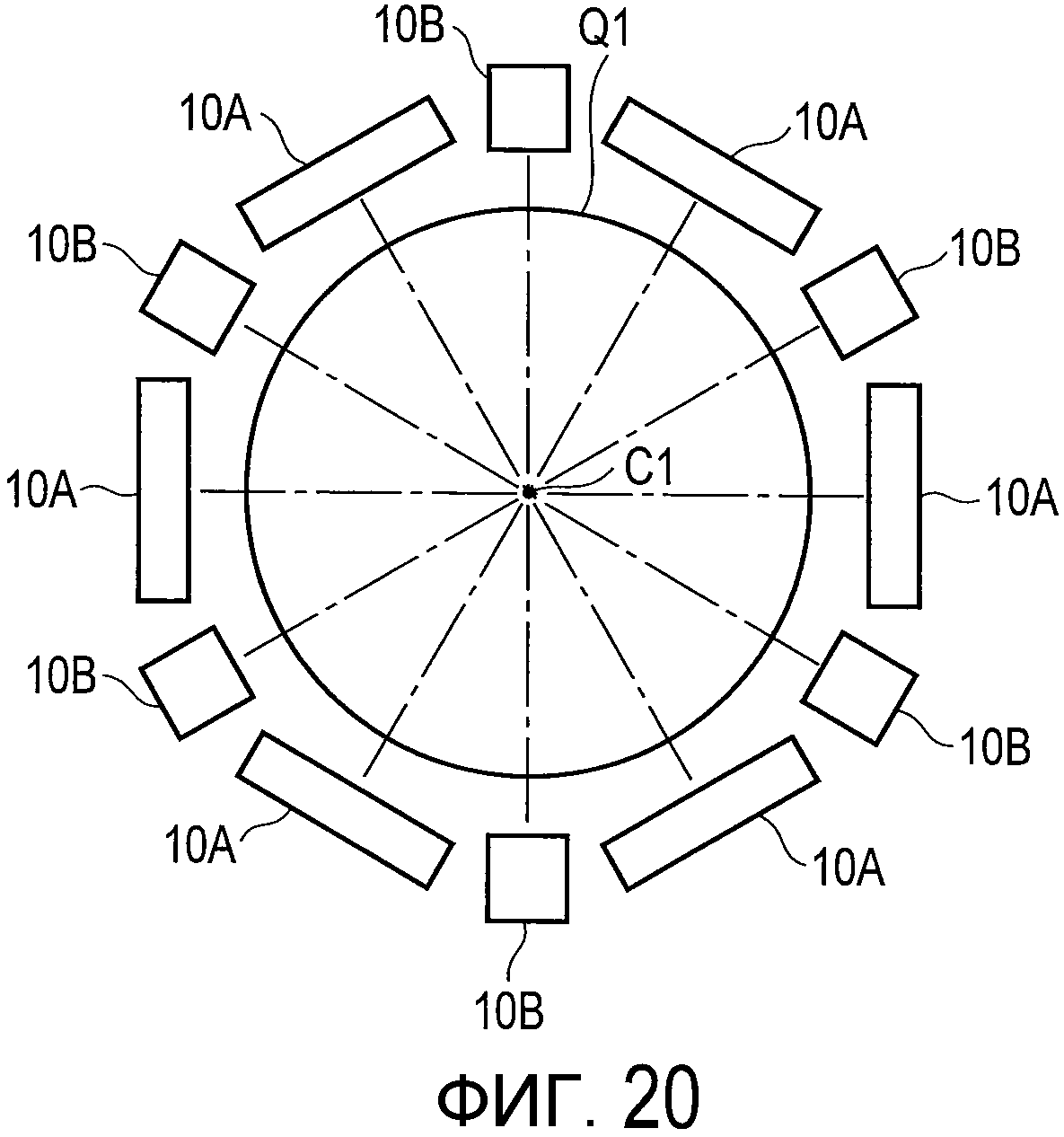
на фиг. 20 представлен пояснительный вид, иллюстрирующий устройство для индукционной закалки в соответствии с 11-м вариантом осуществления данного изобретения;
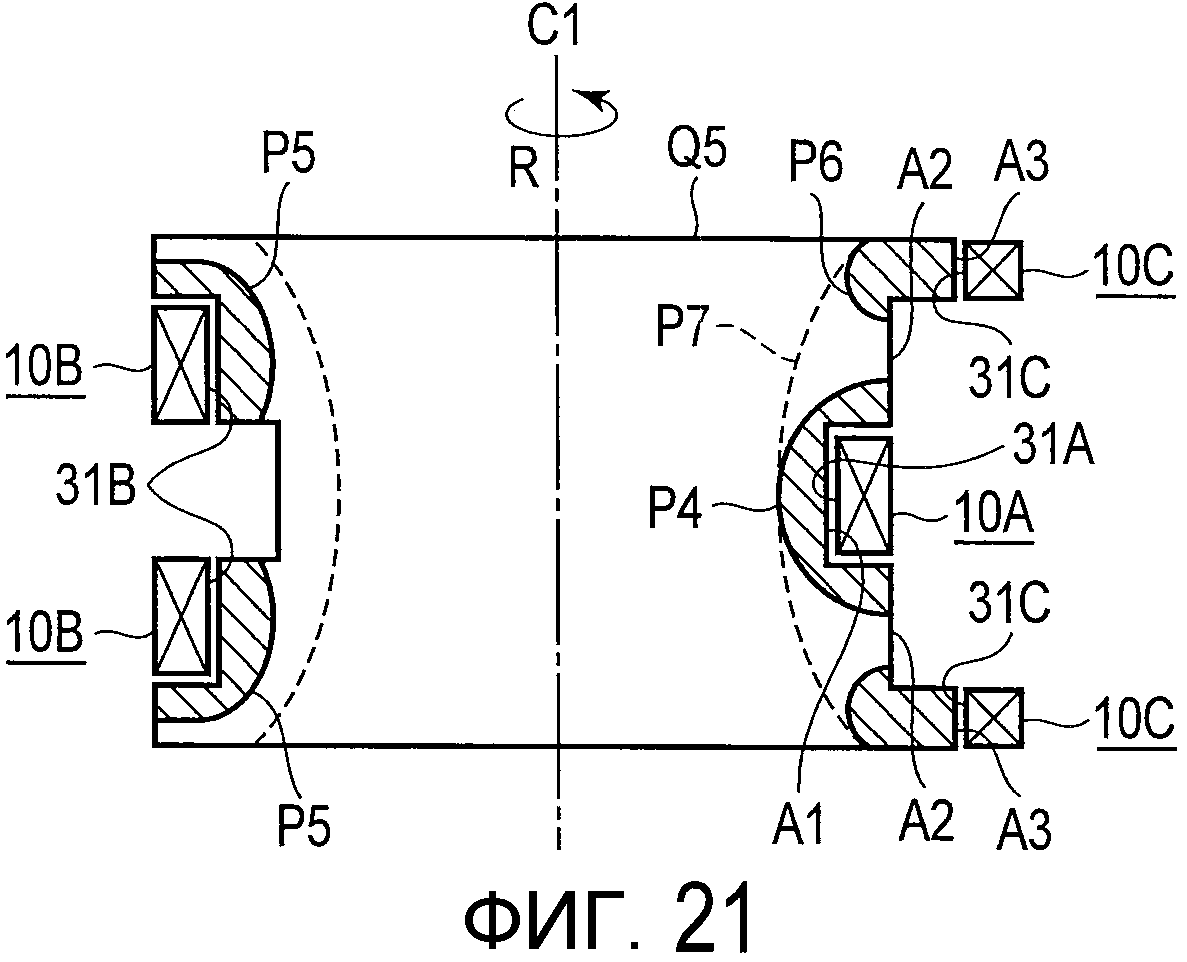
на фиг. 21 представлен пояснительный вид, иллюстрирующий устройство для индукционной закалки в соответствии с 12-м вариантом осуществления данного изобретения;
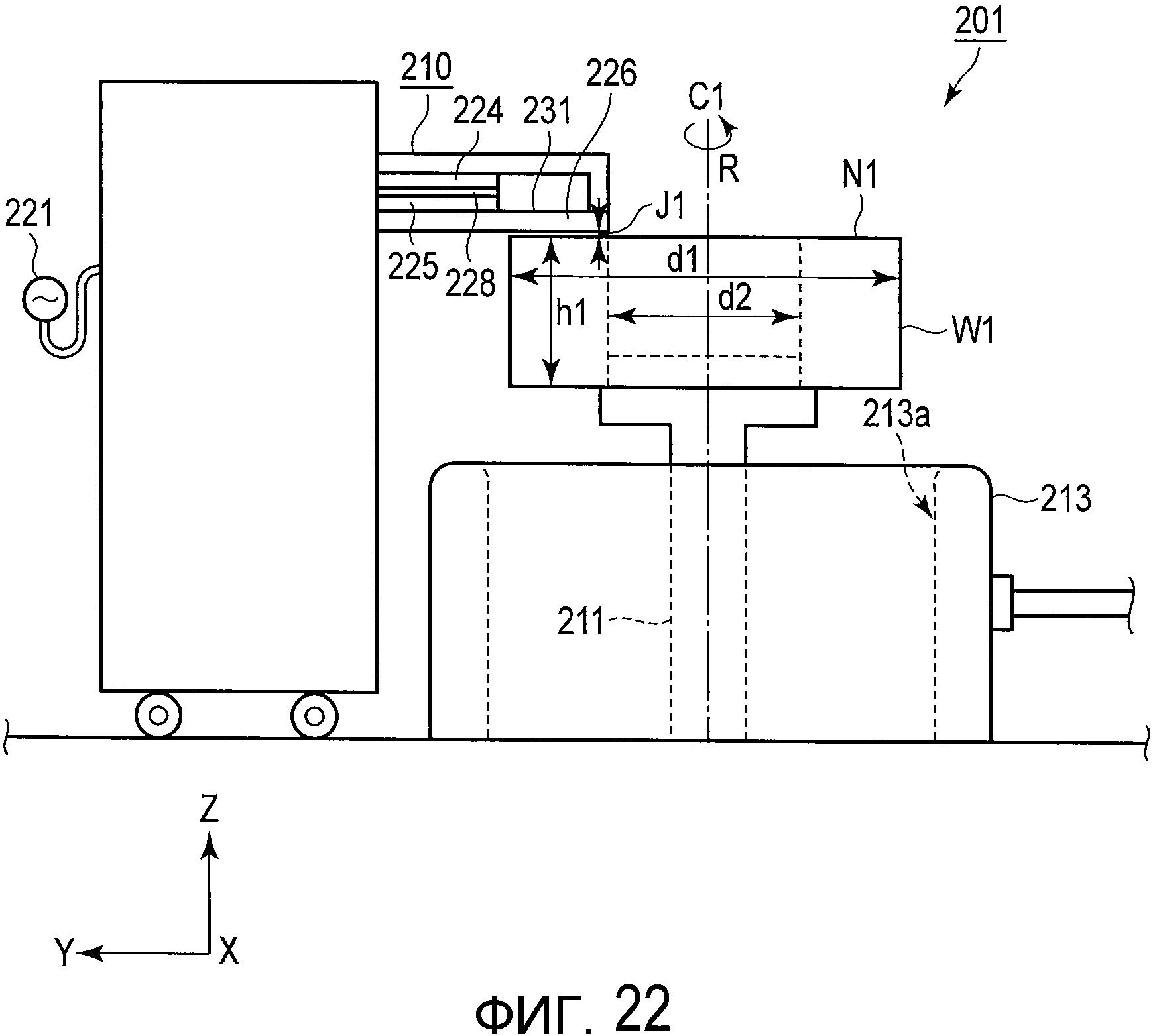
на фиг. 22 представлен пояснительный вид, иллюстрирующий устройство для индукционной закалки в соответствии с 13-м вариантом осуществления данного изобретения;
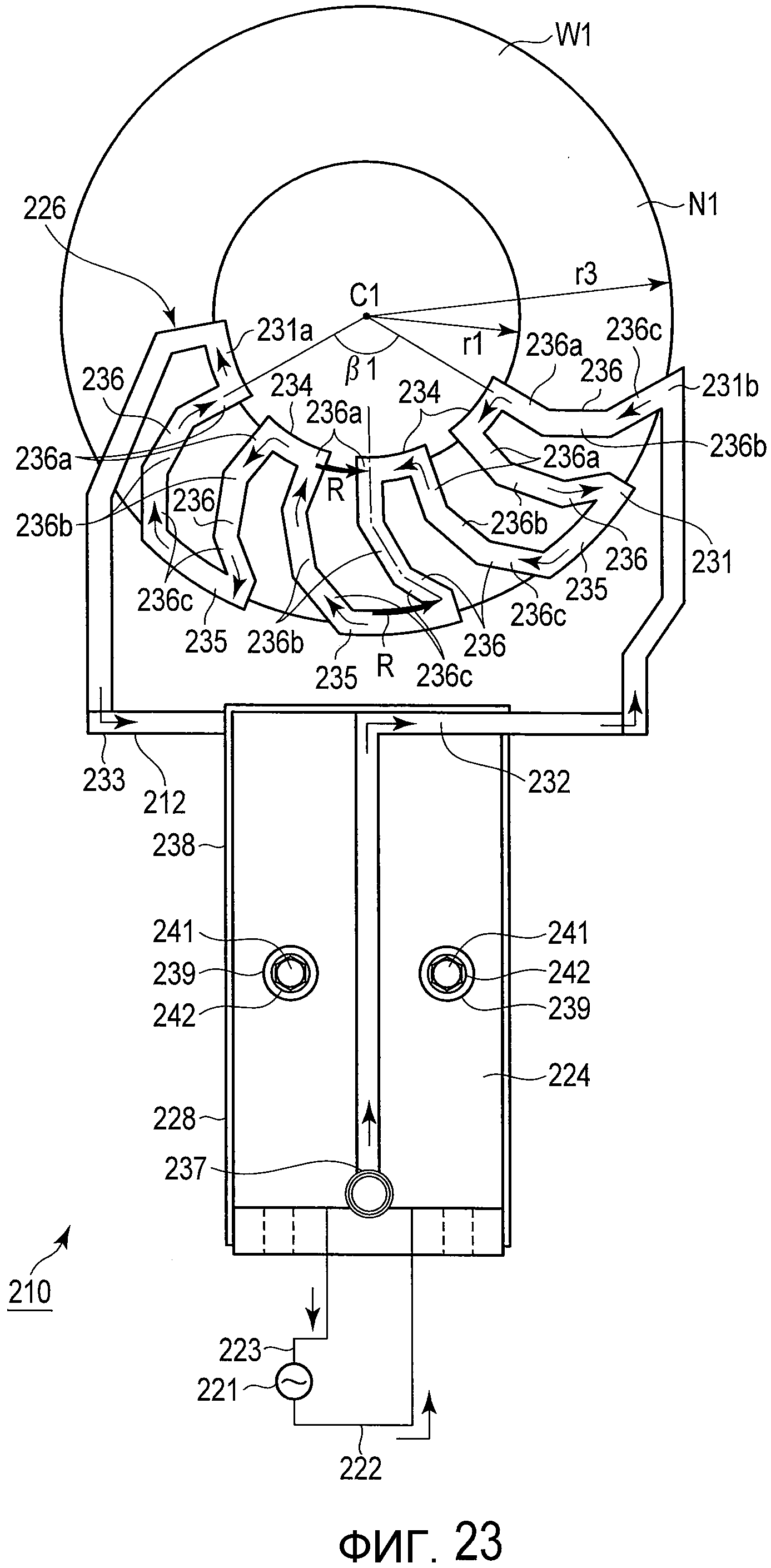
на фиг. 23 представлен вид в плане, иллюстрирующий устройство для индукционного нагрева в соответствии с 13-м вариантом осуществления данного изобретения;
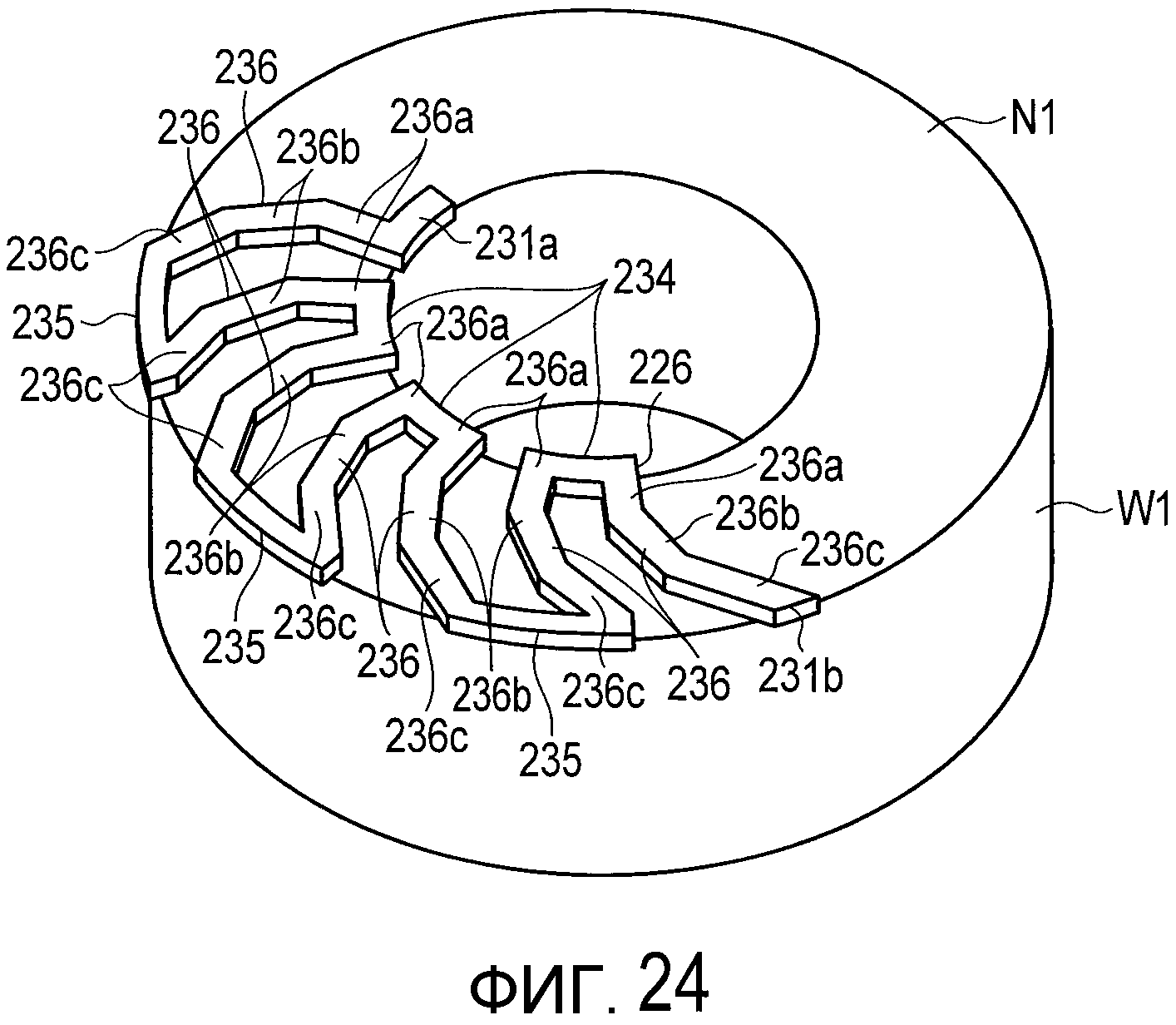
на фиг. 24 представлено перспективное изображение, иллюстрирующее катушку для нагрева в соответствии с 13-м вариантом осуществления;
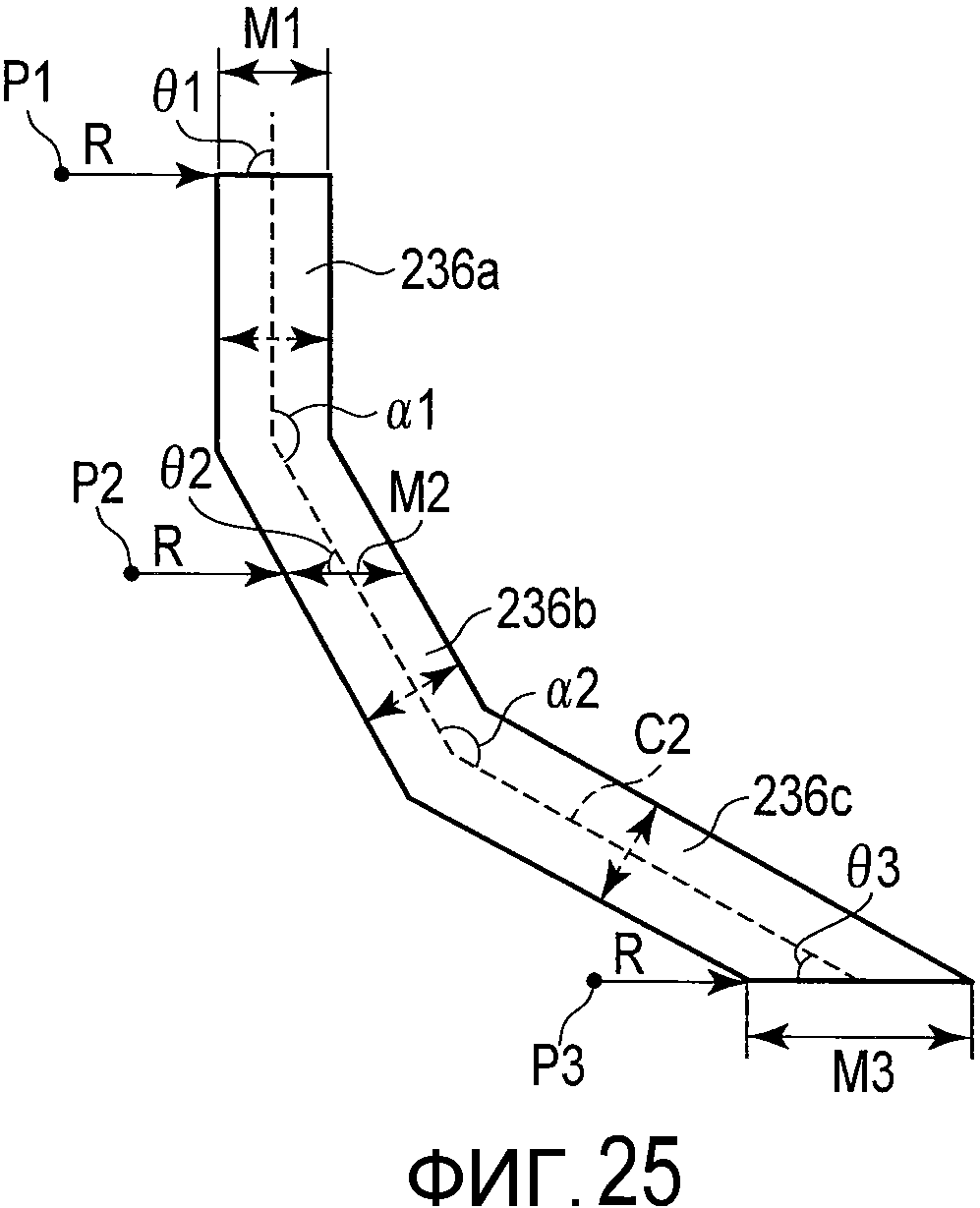
на фиг. 25 представлен пояснительный вид, иллюстрирующий проводящий участок катушки для нагрева в соответствии с 13-м вариантом осуществления;
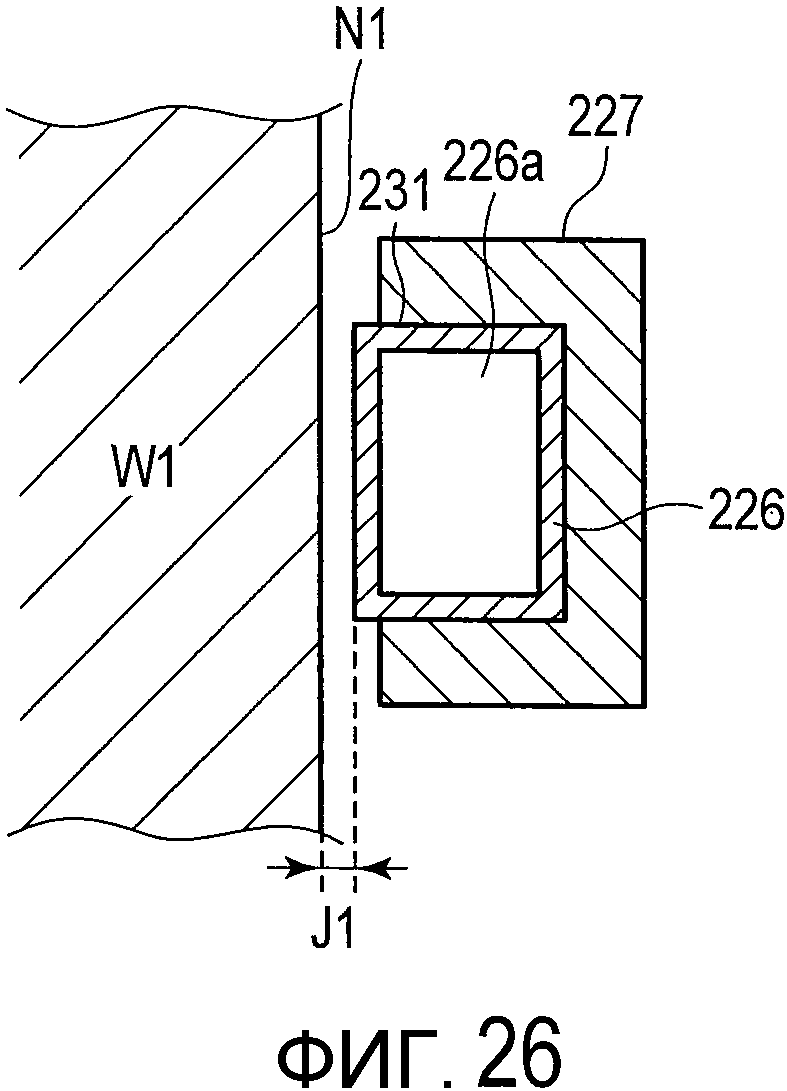
на фиг. 26 представлен пояснительный вид, иллюстрирующий конфигурацию сечения катушки для нагрева в соответствии с 13-м вариантом осуществления;
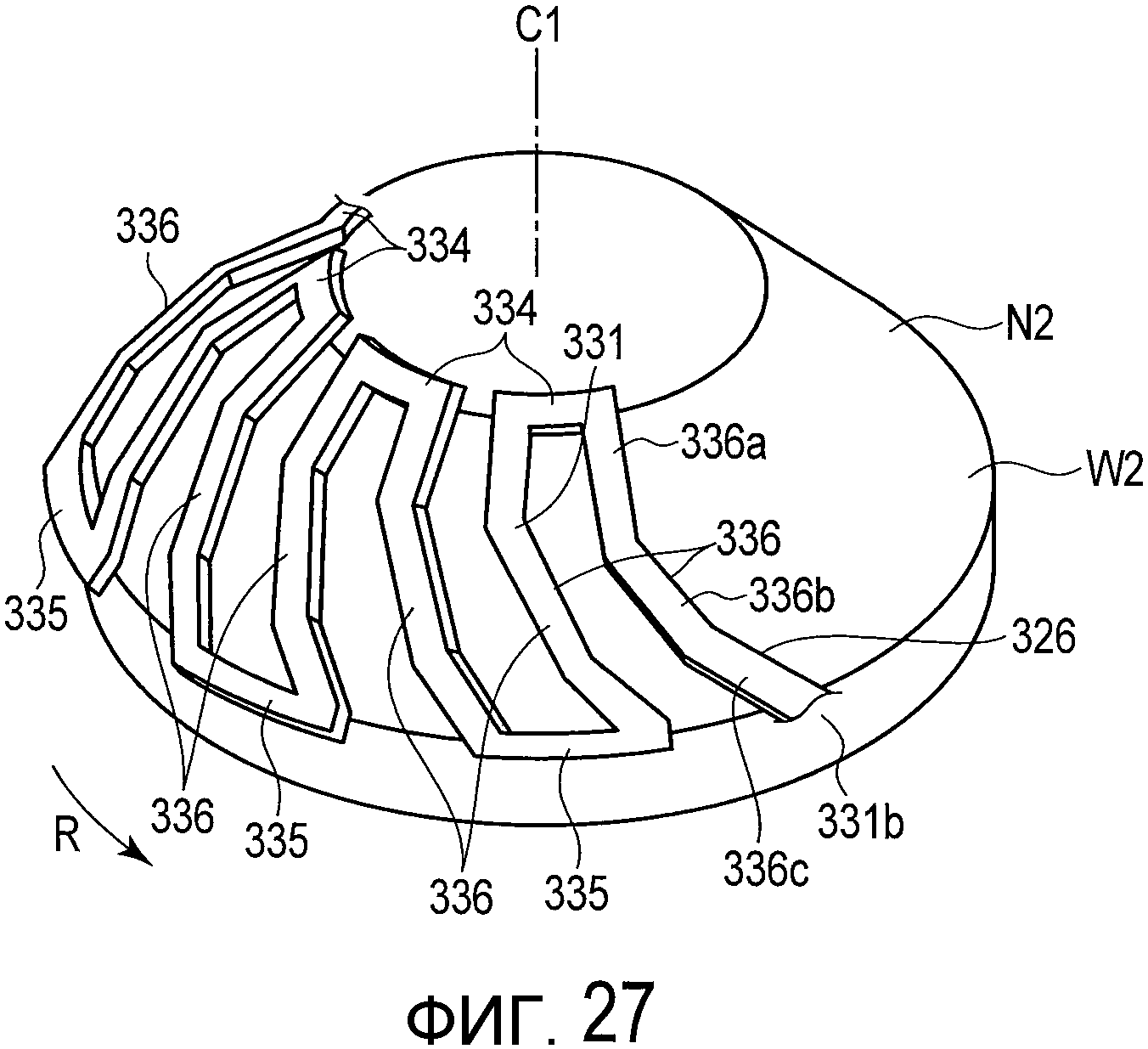
на фиг. 27 представлен вид в перспективе, иллюстрирующий катушку для нагрева в устройстве для индукционной закалки в соответствии с 14-м вариантом осуществления;
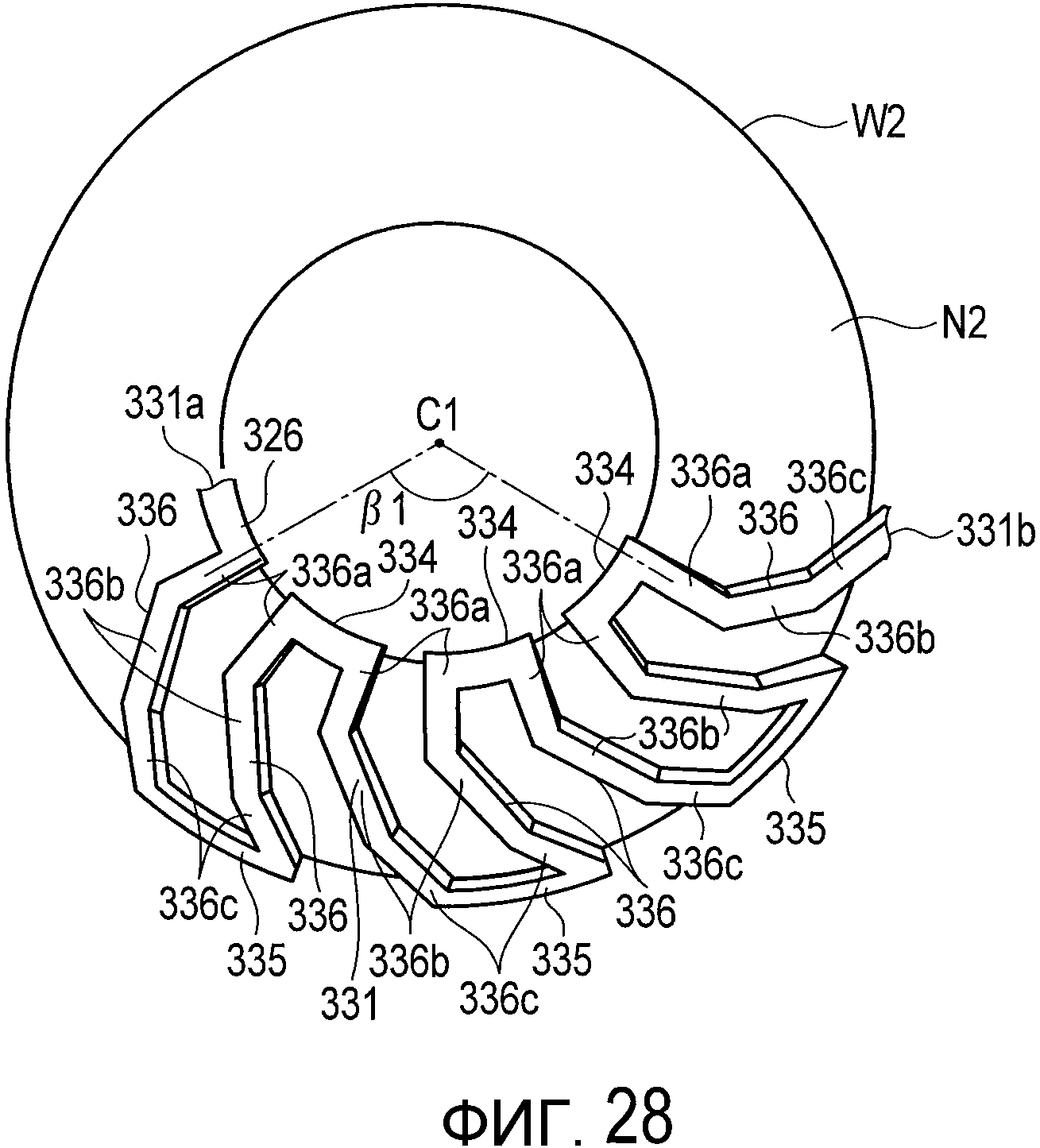
на фиг. 28 представлен вид в плане, иллюстрирующий катушку для нагрева;
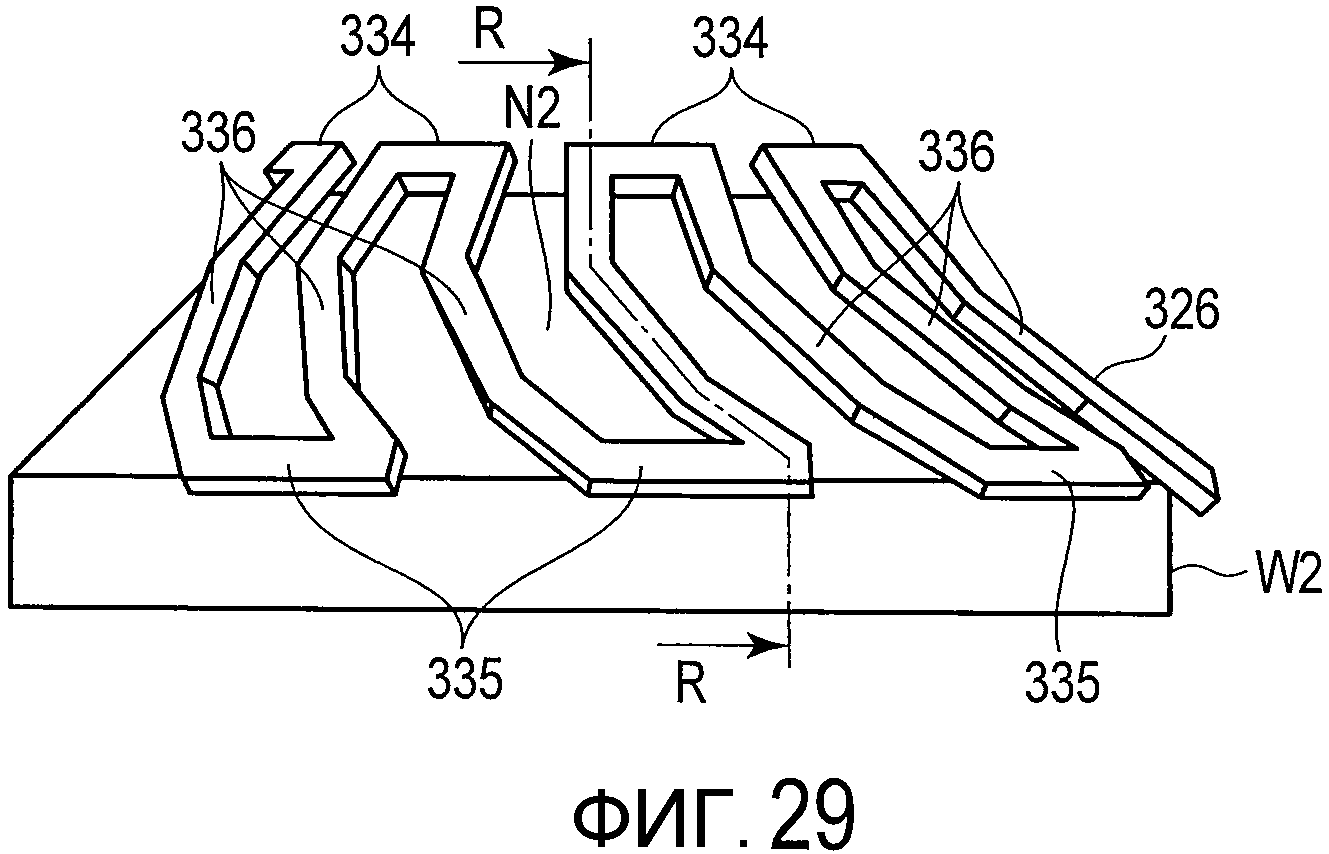
на фиг. 29 представлен вид сбоку, иллюстрирующий катушку для нагрева;
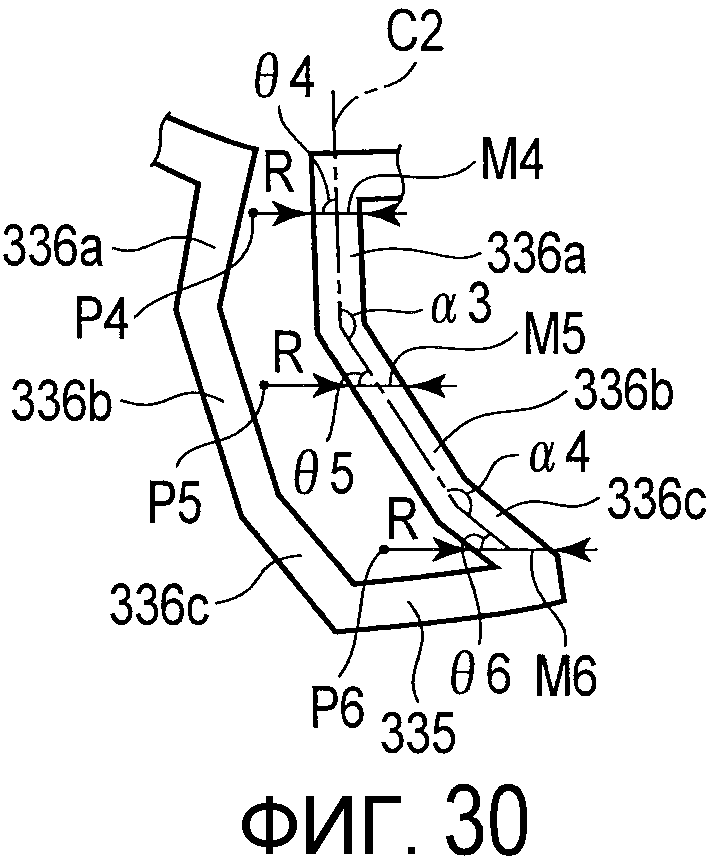
на фиг. 30 представлен пояснительный вид, иллюстрирующий конфигурацию проводящего участка катушки для нагрева;
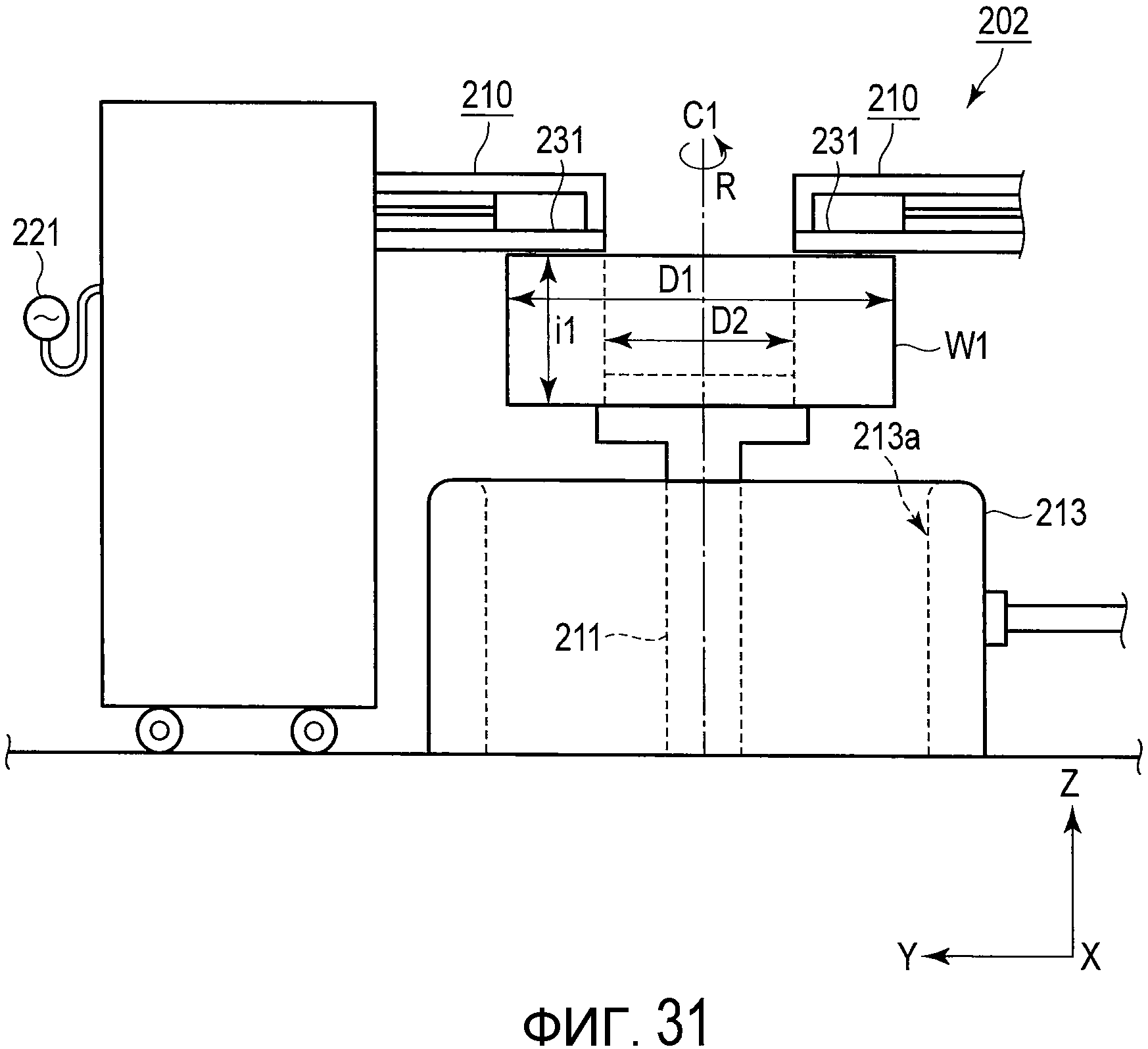
на фиг. 31 представлен пояснительный вид, иллюстрирующий устройство для индукционной закалки в соответствии с 15-м вариантом осуществления данного изобретения;
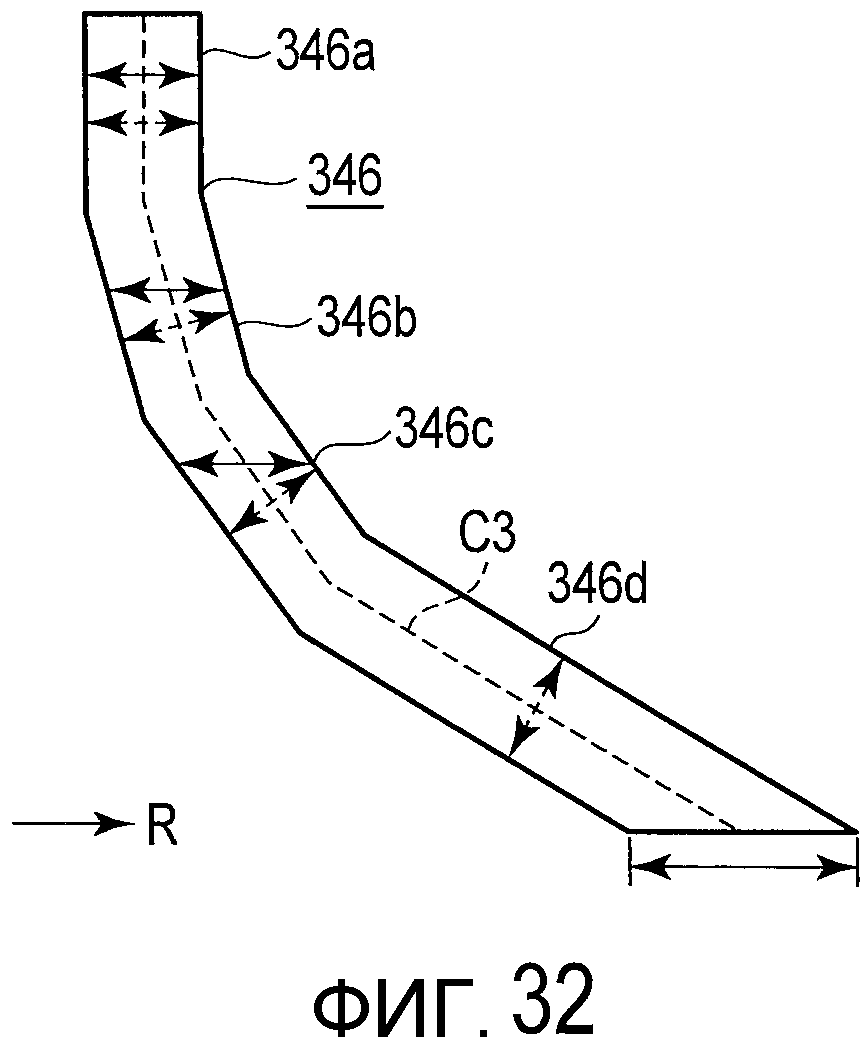
на фиг. 32 представлен пояснительный вид, иллюстрирующий конфигурацию проводящего участка в соответствии с 16-м вариантом осуществления данного изобретения;
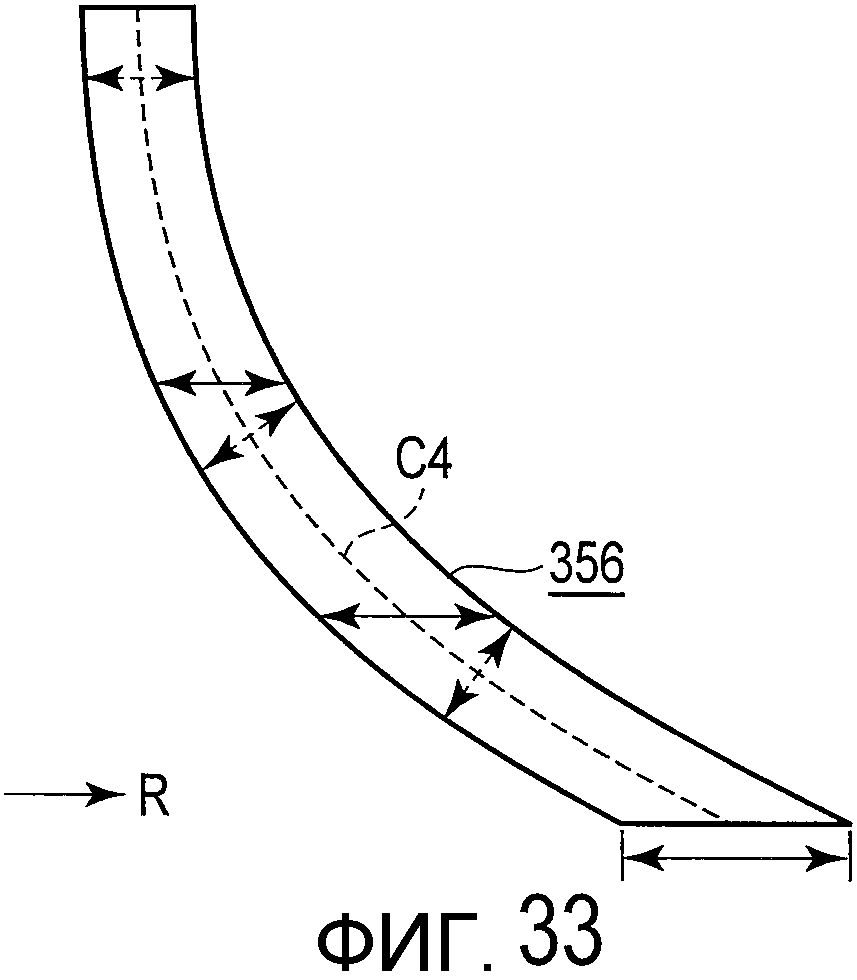
на фиг. 33 представлен пояснительный вид, иллюстрирующий конфигурацию проводящего участка в соответствии с 17-м вариантом осуществления данного изобретения;
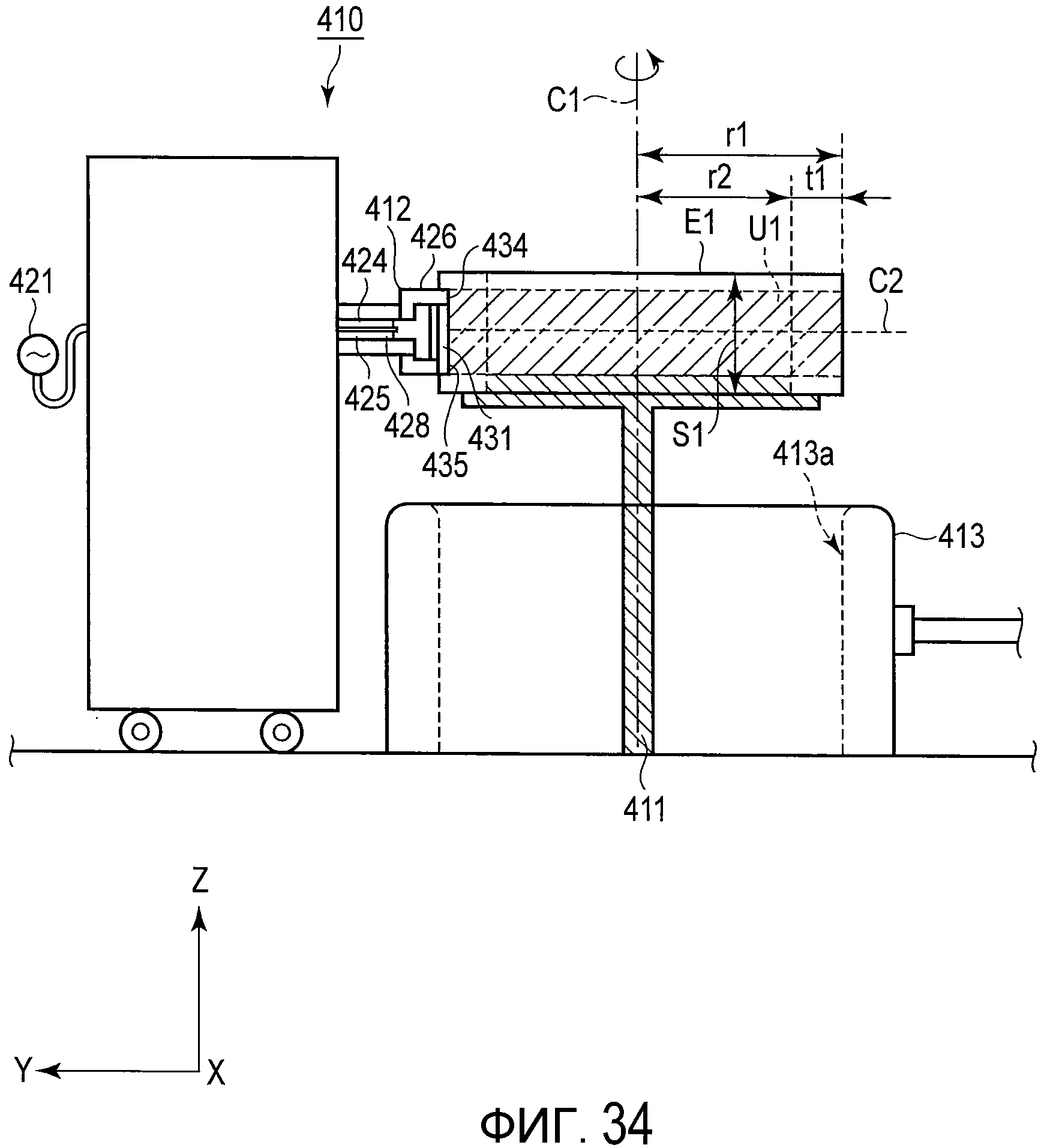
на фиг. 34 представлен пояснительный вид, иллюстрирующий устройство для термообработки в соответствии с 18-м вариантом осуществления данного изобретения;
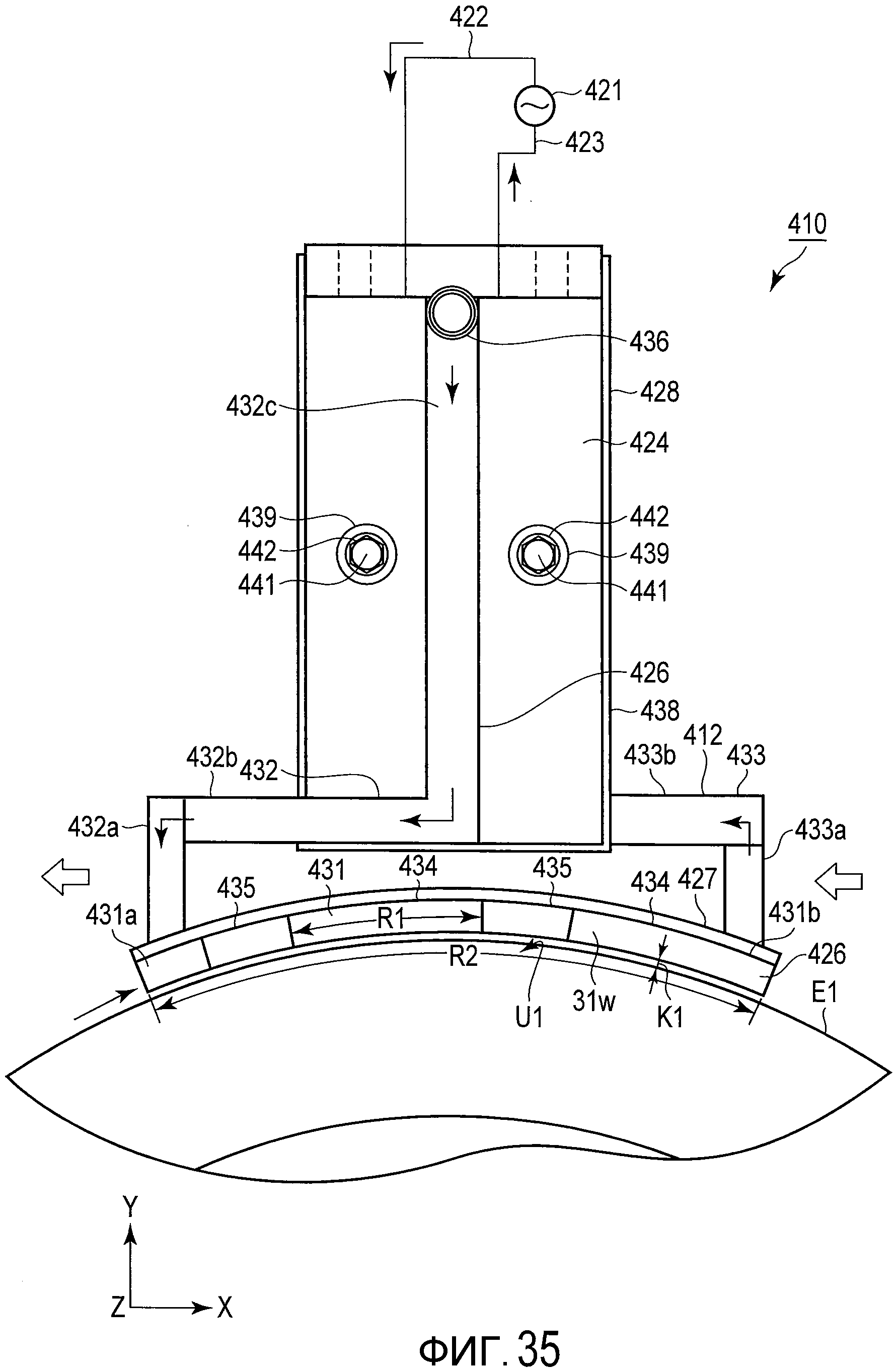
на фиг. 35 представлен вид в плане, иллюстрирующий устройство для термообработки в соответствии с 18-м вариантом осуществления данного изобретения;
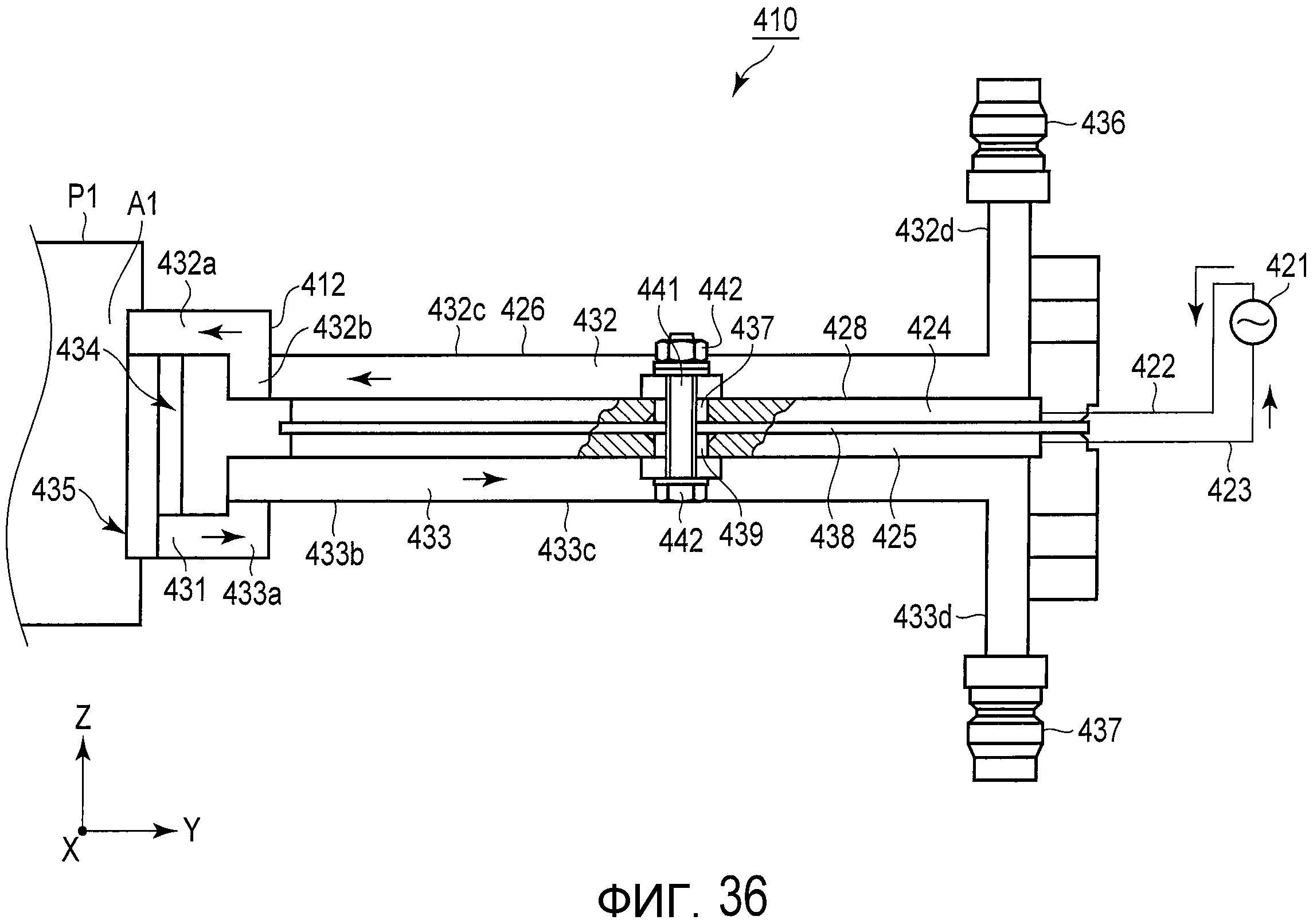
на фиг. 36 представлен вид сбоку, иллюстрирующий устройство для термообработки в соответствии с 18-м вариантом осуществления данного изобретения;
на фиг. 37 представлен вид спереди, иллюстрирующий устройство для термообработки в соответствии с 18-м вариантом осуществления данного изобретения;
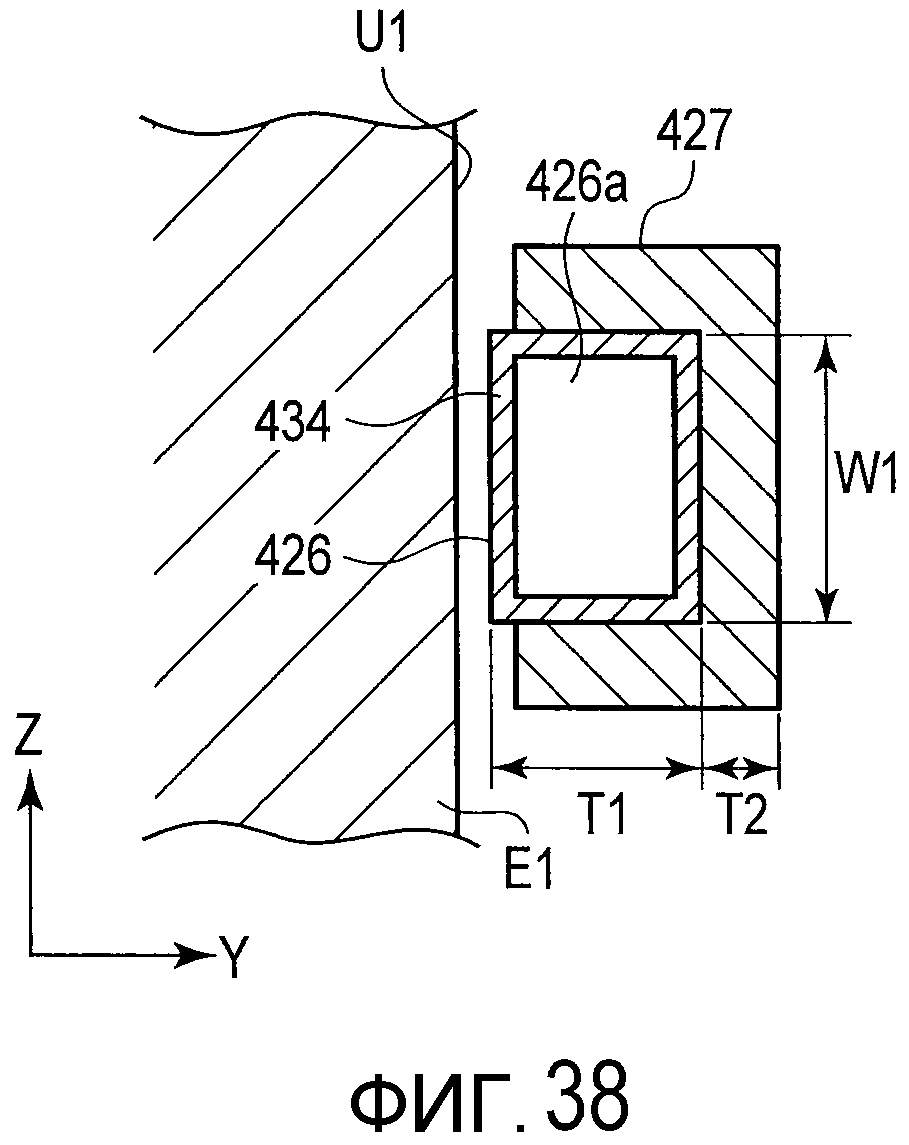
на фиг. 38 представлен пояснительный вид, иллюстрирующий конфигурацию сечения катушки для нагрева в соответствии с 18-м вариантом осуществления;
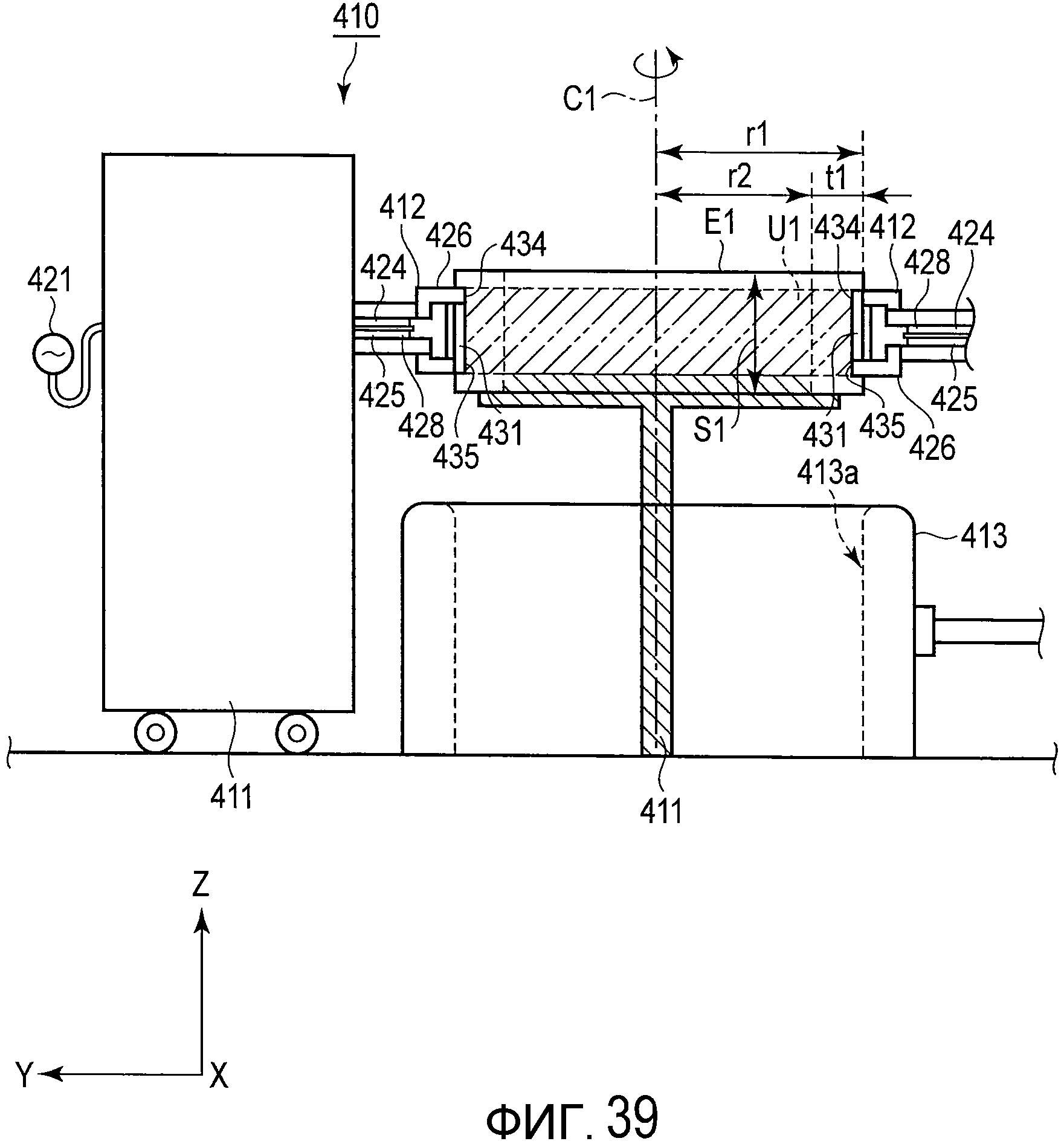
на фиг. 39 представлен пояснительный вид, иллюстрирующий устройство для термообработки в соответствии с 19-м вариантом осуществления данного изобретения;
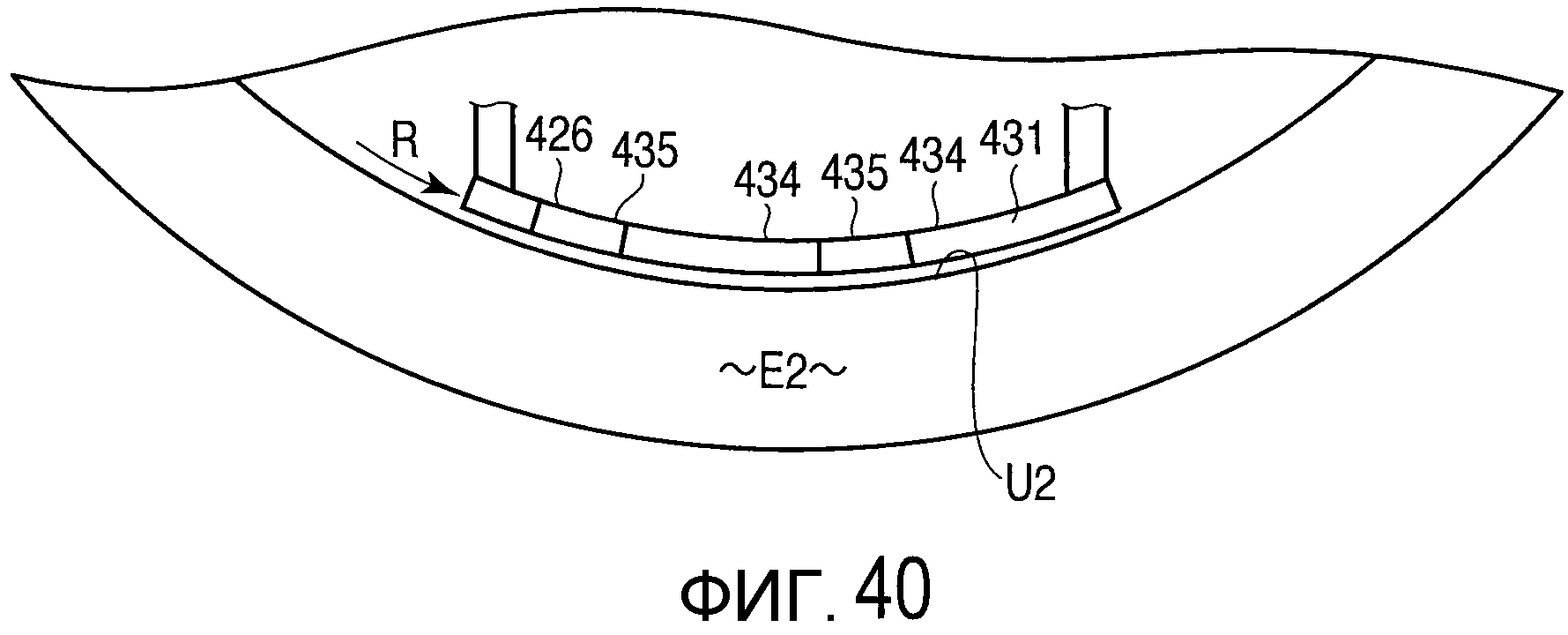
на фиг. 40 представлен пояснительный вид, иллюстрирующий устройство для термообработки в соответствии с 20-м вариантом осуществления данного изобретения;
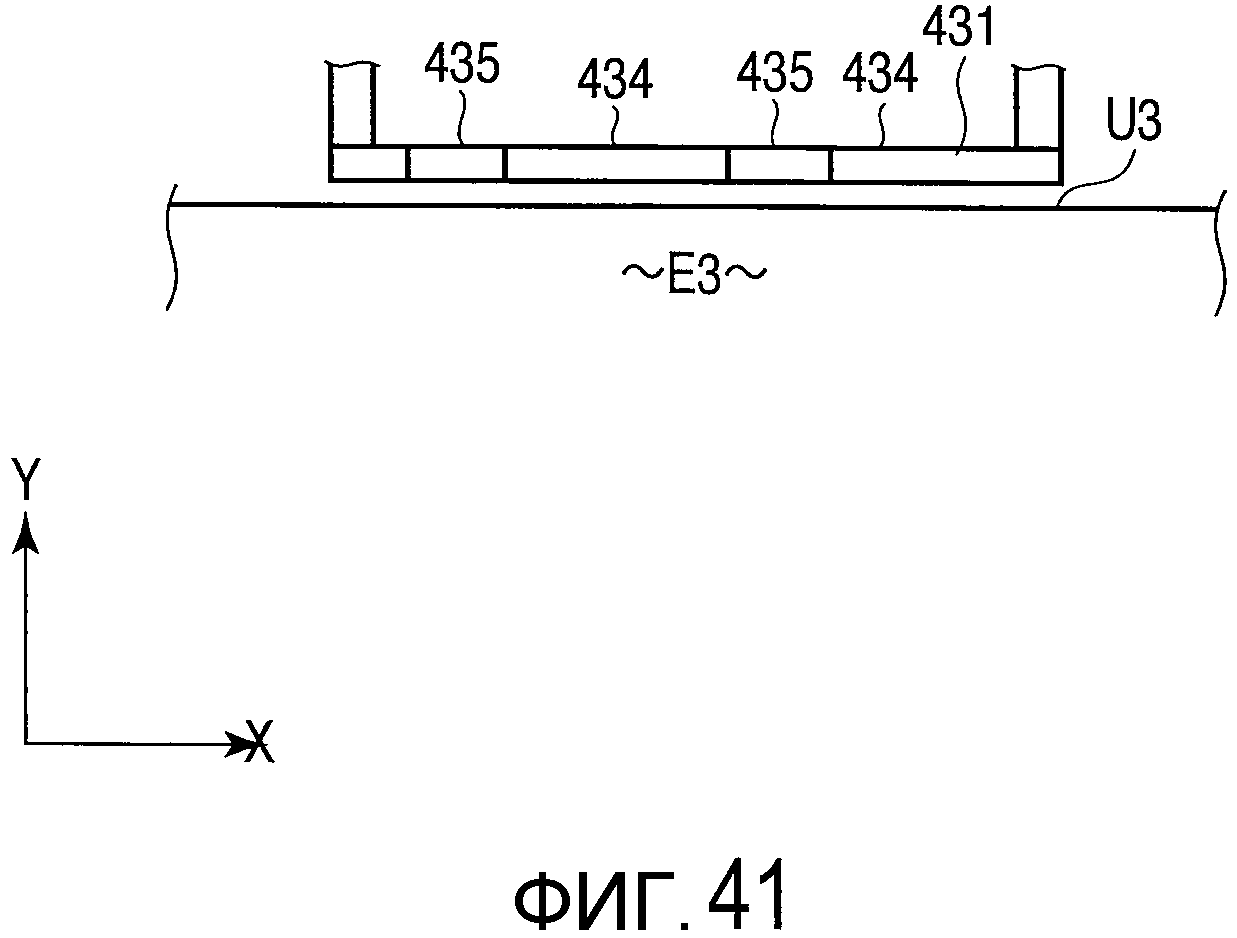
на фиг. 41 представлен пояснительный вид, иллюстрирующий устройство для термообработки в соответствии с 21-м вариантом осуществления данного изобретения;
на фиг. 42 представлен пояснительный вид, иллюстрирующий устройство для термообработки в соответствии с 22-м вариантом осуществления данного изобретения; и
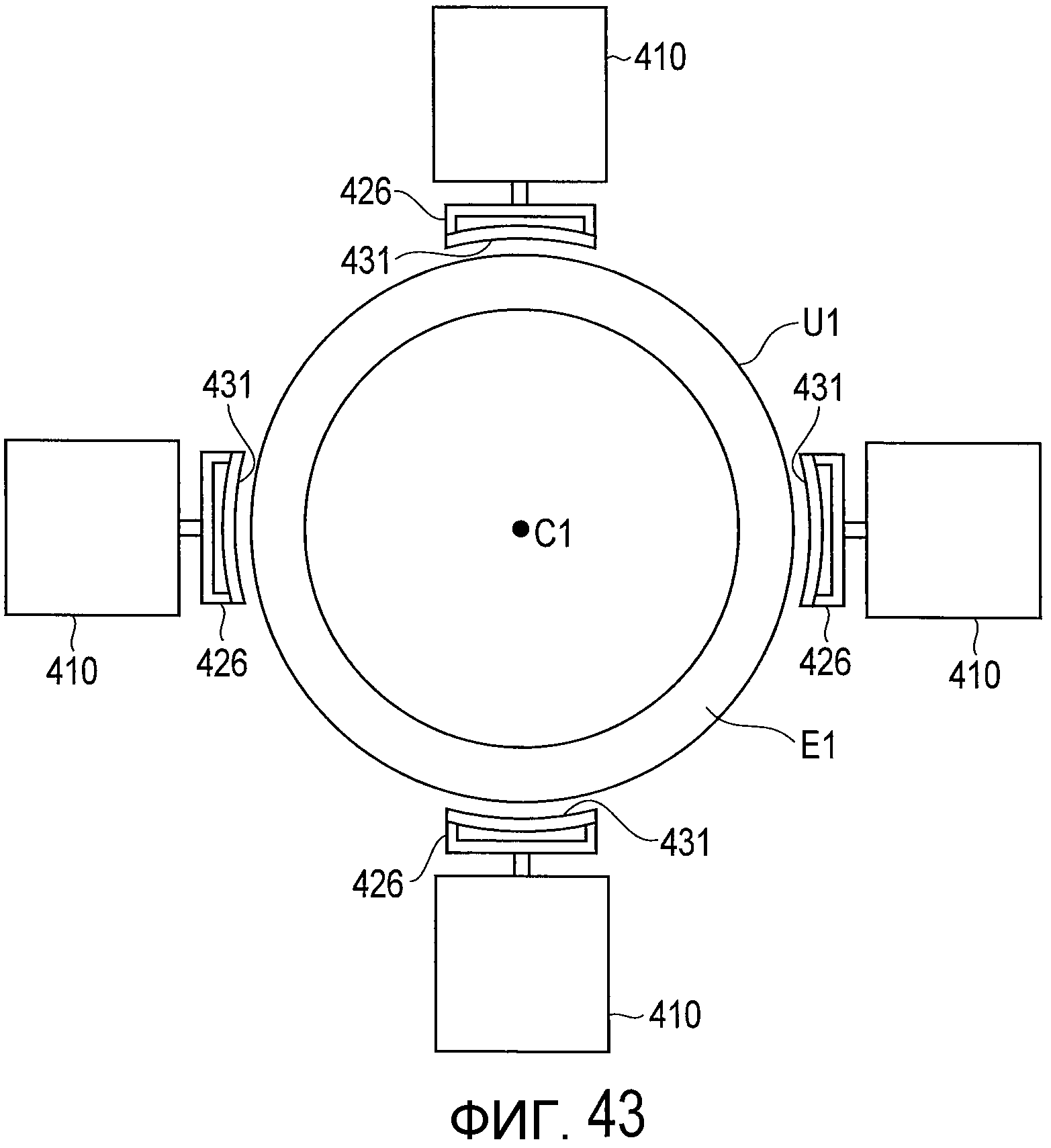
на фиг. 43 представлен пояснительный вид, иллюстрирующий устройство для термообработки в соответствии с 23-им вариантом осуществления данного изобретения.
Лучший способ осуществления изобретения
Ниже будет описан каждый вариант осуществления в соответствии с изобретение. Следует отметить, что стрелки X, Y и Z на чертежах обозначают три направления, которые перпендикулярны друг другу. Кроме того, в целях иллюстрации, конструкции на каждом чертеже изображены с надлежащим увеличением, уменьшением или вообще не показаны.
Первый вариант осуществления
Теперь, со ссылками на фиг. 1 - 9, ниже будет приведено описание устройства для индукционной закалки и способа индукционной закалки в соответствии с первым вариантом осуществления данного изобретения. На фиг. 1 представлено сечение, иллюстрирующее конфигурацию устройства 1 для индукционной закалки в соответствии с этим вариантом осуществления, а на фиг. 2 представлен вид в плане. Как показано на фиг. 1 и 2, устройство 1 для индукционной закалки содержит узел поддержания движения (средство поддержания движения), который (которое) поддерживает с возможностью движения заготовку Q1 как объект обработки, соответствующие нагревательные устройства 10A и 10B, расположенные на внешней окружности заготовки Q1, и узел 13 охлаждения (средство охлаждения), который (которое) охлаждает заготовку Q1 после проведения этапа термообработки для заготовки Q1. Узлу 13 охлаждения, предусмотренному на нижней стороне, придана цилиндрическая форма, чтобы он окружал внешнюю сторону заготовки Q1, которая переместилась к нижней стороне после нагрева термообработки, и он охлаждает заготовку Q1, расположенную во внутреннем пространстве 13a.
В этом варианте осуществления, например, используется цилиндрическая заготовка Q1, имеющая ступеньку, и ступенчатую внешнюю поверхность этой заготовки определяют как обрабатываемый целевой участок A.
Заготовка Q1 как пример объекта обработки представляет собой ступенчатый цилиндрический элемент, имеющий ось C1 в центре, вогнутый участок Q1a, который выполнен заглубленным внутрь в осевом направлении в центре, и выпуклый участок Q1b, который выполнен выступающим наружу в осевом направлении на обоих концах. Например, в данном случае применяется заготовка Q1, имеющая внешний радиус выпуклого участка r1 = 1800 мм, внешний радиус вогнутого участка r2 = 1780 мм, внутренний радиус r3 = 1700 мм и длину h1 в осевом направлении (первом направлении), равную 250 мм. Следует отметить, что толщина δ1 внешней стенки равна 100 мм, а толщина δ2 внутренней стенки равна 80 мм.
Обрабатываемый целевой участок A, который имеет форму бесконечной петли и подвергается непрерывному окружному нагреву по всей окружной области - как бы непрерывно в направлении петли - посредством первых нагревательных устройств 10A и вторых нагревательных устройств 10B, расположенных вдоль заранее определенной траектории вокруг заготовки Q1, а заготовка Q1 при этом вращается вокруг оси C1.
На обрабатываемом целевом участке A область внешней периферийной поверхности вогнутого участка Q1a в центре в осевом направлении определяют как первую область A1, а каждую из областей внешней периферийной поверхности пары выпуклых участков Q1b на обоих концах в осевом направлении определяют как вторую область A2. Первая область A1 и каждая вторая область A2 отстоят друг от друга в осевом направлении объекта обработки, и они также отстоят друг от друга в радиальном направлении. Первая область A1 представляет собой область, подобную круговой полосе, имеющую длину h2 в осевом направлении, равную 150 мм, а каждая из пары вторых областей A2 представляет собой область, подобную круговой полосе, имеющую длину h3 в осевом направлении, равную 50 мм.
Как показано на фиг. 2, первые нагревательные устройства 10A расположены на траектории вдоль окружного направления в четырех положениях, отстоящих друг от друга на центральный угол 90 градусов. Вторые нагревательные устройства 10B расположены на траектории вдоль окружного направления в четырех положениях, отстоящих друг от друга на центральный угол 90 градусов, а два вторых нагревательных устройства 10B расположены параллельно вдоль осевого направления, нависая над парой, состоящей из верхнего и нижнего выпуклых участков Q1b в каждом положении.
Первые нагревательные устройства 10A и вторые нагревательные устройства 10B расположены в чередующемся порядке на расстоянии друг от друга в окружном направлении и осевом направлении.
Первый теплопроводный участок 31A первого нагревательного устройства 10A расположен так, что обращен к первой области A1 с гарантией заранее определенного размера G1 зазора. Первое нагревательное устройство 10A осуществляет интенсивный индуктивный нагрев первой области A1 на обрабатываемом целевом участке A на внешней периферии заготовки Q1. Теплопроводный участок 31B второго нагревательного устройства 10B расположен так, что обращен ко второй области A2 с гарантией заранее определенного размера G2 зазора. Второе нагревательное устройство 10B осуществляет интенсивный индуктивный нагрев второй области A2.
В этом варианте осуществления, окружное направление R вдоль внешней периферийной поверхности заготовки Q1 с осью C1 в центре определяют как второе направление, а направление Z в качестве осевого направления заготовки Q1 определяют как первое направление. Следует отметить, что, поскольку заготовка Q1 имеет ступенчатую форму, радиальный размер в окружном направлении R первого теплопроводного участка отличается от радиального размера второго теплопроводного участка, а заготовка Q1 движется вдоль обоих окружных направлений, когда вращается вокруг оси C1. Траектории, включающие в себя окружные направления R1 и R2, определяют как траектории движения, а направление вращения, включающее в себя направления R1 и R2 с осью C1 в центре, определяют как второе направление R. Радиус окружного направления R1 - это величина, получаемая путем прибавления размера G1 зазора к радиальному размеру r2, который представляет собой размер внешнего диаметра вогнутого участка Q1a, и поэтому равная r2+G1. Радиус в окружном направлении R2 - это величина, получаемая путем прибавления размера G2 зазора к радиальному размеру r1, который представляет собой размер внешнего диаметра выпуклого участка Q1b, и поэтому равная r1+G2.
Как показано на фиг. 1 - 4, каждое из первых нагревательных устройств 10A и вторых нагревательных устройств 10B имеет источник 21 питания высокой частоты в качестве средства подачи питания, токоподводящие проводники 22 и 23, соединенные с источником 21 питания высокой частоты, дистанцирующую прокладку 28, включающую в себя пару проводящих пластин 24 и 25, соединенных с токоподводящими проводниками 22 и 23, катушку 26 для индукционного нагрева, оба конца которой соединены с парой проводящих пластин 24 и 25, и сердечник 27, расположенный на задней стороне теплопроводного участка 31A или 31B катушки 26 для индукционного нагрева.
Катушка 26 для индукционного нагрева нагревательного устройства 10A целиком и полностью включает в себя зигзагообразный теплопроводный участок 31A, обращенный к первой области A1 заготовки Q1, первый соединительный проводящий участок 32, неразрывный со стороной 31a одного конца теплопроводного участка 31A, и второй соединительный проводящий участок 33, неразрывный со стороной 31b другого конца теплопроводного участка 31A.
Как показано на фиг. 4, теплопроводный участок 31A первого нагревательного устройства 10A имеет зигзагообразную форму, так что U-образные коленчатые участки 34 и 35 раскрываются по направлению к центру в направлении Z и расположены, непрерывно чередуясь вдоль окружного направления R, таким образом, что эти коленчатые участки обращены друг к другу. Коленчатый участок 34 имеет U-образную форму, раскрывающуюся по направлению к нижней стороне, а коленчатый участок 35 имеет U-образную форму, раскрывающуюся по направлению к верхней стороне. Интервал R5 между катушками, соседствующими друг с другом, задан не меньшим, чем однократный, и не большим, чем двукратный размер R4 ширины катушки. В данном случае, например, сумму размеров L1 четырех теплопроводных участков 31A во втором направлении задают составляющей приблизительно 1/3 размера всей окружности во втором направлении первой области A1. То есть, коэффициент покрытия как отношение размера во втором направлении одного теплопроводного участка 31A к размеру первой области A1 задан равным 1/12, а центральный угол задан равным 30 градусов.
Как показано на фиг. 5 и 6, катушка 26 для индукционного нагрева второго нагревательного устройства 10B целиком и полностью включает в себя шпилькообразный теплопроводный участок 31B, который обращен ко второй области A2 заготовки Q1, первый соединительный проводящий участок 32, который неразрывен со стороной 31а одного конца теплопроводного участка 31B, и второй соединительный проводящий участок 33, который неразрывен со стороной 31b другого конца теплопроводного участка 31B. Если смотреть с фронтальной стороны, то теплопроводный участок 31B загнут с приданием ему формы прямоугольной рамки от стороны 31а одного конца на левой стороне на фиг. 6, а сторона 31b другого конца имеет такую конфигурацию, что возвращается к нижней стороне стороны 31а одного конца на чертеже, и теплопроводный участок 31 неразрывен с соединительными проводящими участками 32 и 33 на обоих концах 31a и 31b на левой стороне на чертеже. Следует отметить, что коэффициент покрытия второго нагревательного устройства 10B не обязательно задавать имеющим такое же значение, как коэффициент покрытия первого нагревательного устройства 10A, и этот коэффициент изменяется в соответствии с формой заготовки.
В каждом из нагревательных устройств 10A и 10B, первый соединительный проводящий участок 32 и второй соединительный проводящий участок 33 расположены в форме сэндвича так, что между ними заключена дистанцирующая прокладка 28. Эта прокладка 28 образована за счет перекрытия пары проводящих пластин 24 и 25, каждая из которых имеет прямоугольную плоскую форму, а между проводящими пластинами 24 и 25 этой пары заключена прямоугольная плоская пластина 38, причем проводящие пластины 24 и 25 и изолирующая пластина 38 скреплены посредством изолирующих втулок 39 с помощью болтов 41 и гаек 42. Соответствующие проводящие пластины 24 и 25 соединены с источником 21 питания высокой частоты посредством токоподводящих проводников 22 и 23. В концевых положениях первого соединительного проводящего участка 32 и второго соединительного проводящего участка 33 предусмотрены соединители 36 и 36 (показан только один соединитель), конфигурация которых обеспечивает подсоединение такого компонента, как шланг для охлаждающего вещества.
Как показано в сечении согласно фиг. 7, катушке 26 для индукционного нагрева, выполненной из такого материала, как медь, придана прямоугольная полая форма. Ее полый участок 26a служит путем, по которому циркулирует охлаждающее вещество. Сердечник 27 выполнен из материала, обладающего большой магнитной проницаемостью, такого как лист кремнистой стали, полироновый стержень или FERROTRON, и расположен на задних сторонах теплопроводных участков 31A и 31B. Сердечнику 27 придана форма, имеющая U-образное поперечное сечение, которое целиком включает в себя оба участка боковых стенок каждого из теплопроводных участков 31A и 31B и участок задней стенки.
Узел 11 поддержания движения, изображенный на фиг. 1, имеет функцию вращательного движения заготовки Q1 вокруг оси C1 в состоянии, в котором заготовка Q1 установлена в заранее определенном положении. При этом узел 11 поддержания движения осуществляет управление таким образом, что размер G1 зазора между теплопроводным участком 31A и первой областью A1 можно поддерживать имеющим заранее определенное значение и размер G2 зазора между теплопроводным участком 31В и второй областью A2 можно поддерживать имеющим заранее определенное значение.
Как описано выше, первый теплопроводный участок 31A и второй теплопроводный участок 31B имеют формы, отличающиеся друг от друга, и отстоят друг от друга в осевом направлении, а размеры, формы и положения соответствующих областей A1 и A2 также отличаются друг от друга. Поэтому, как показано на фиг. 8, первая область P1 нагрева, образованная центральной частью вогнутого участка Q1a в направлении Z в центре, и вторая область P2 нагрева, образованная центром каждого из пары верхнего и нижнего выпуклых участков Q1b в центре, являются областями нагрева, разнесенными в осевом направлении.
Теперь будет описан способ индукционной закалки в соответствии с этим вариантом осуществления. Способ индукционной закалки в соответствии с этим вариантом осуществления состоит из этапа движения и нагрева, на котором осуществляют относительное движение обрабатываемого целевого участка A и теплопроводных участков 31A и 31B, нагревая обрабатываемый целевой участок A, и этапа охлаждения, на котором охлаждают обрабатываемый целевой участок A после этапа движения и нагрева.
На этапе движения и нагрева первую область A1 как часть обрабатываемого целевого участка A располагают так, что она обращена к первому теплопроводному участку 31A, вторую область A2, которая представляет собой, по меньшей мере, часть обрабатываемого целевого участка A, располагают так, что она обращена ко второму теплопроводному участку 31B, имеющему вторую область P2 нагрева, отличающуюся от первой области Р1 нагрева, обеспечиваемой первым теплопроводным участком 31A, и осуществляют движение областей A1 и A2 относительно первого теплопроводного участка 31A и второго теплопроводного участка 31B вдоль заранее определенного второго направления R, нагревая обрабатываемый целевой участок A посредством первого теплопроводного участка 31A и второго теплопроводного участка 31B.
В частности, когда источник 21 питания высокой частоты включают в состоянии, в котором теплопроводные участки 31A и 31B обращены к первой и второй областям A1 и A2, ток высокой частоты протекает по токоподводящему проводнику 22, первой проводящей пластине 24, первому соединительному проводящему участку 32, теплопроводному участку 31, второму соединительному проводящему участку 33, второй проводящей пластине 25 и токоподводящему проводнику 23 в упомянутом порядке и возвращается в источник 21 питания высокой частоты. При этом на теплопроводных участках 31A и 31B ток высокой частоты протекает от стороны 31а одного конца к стороне 31b другого конца, а на поверхностях теплопроводных участков 31A и 31B генерируется индукционный ток, индукционно нагревая области А1 и А2, расположенные напротив. Тогда нагрев происходит одновременно в положениях, отстоящих друг от друга на фиксированное расстояние в осевом направлении и радиальном направлении. То есть, противоположная поверхность заготовки Q1 подвергается термообработке в соответствующих положениях, отстоящих друг от друга.
Когда заготовку Q1 вращают вокруг оси C1 в состоянии, в котором каждый из размеров G1 и G2 зазора поддерживается равным заранее определенному значению посредством узла 11 поддержания движения в процессе осуществления этой термообработки, обрабатываемый целевой участок A движется относительно теплопроводных участков 31A и 31B вдоль второго направления R с заранее определенной скоростью. Например, в данном случае относительное движение осуществляется со скоростью 200-300 мм/сек при поддержании мощности 100-150 кВт и размера G1 или G2 зазора, равного 2,5 мм.
На основе этого этапа движения и нагрева последовательно осуществляют первую термообработку с использованием первого теплопроводного участка и вторую термообработку с использованием второго теплопроводного участка в каждой области обрабатываемого целевого участка A. В данном случае, когда заготовка Q1 поворачивается на 90 градусов, первый и второй процессы термообработки осуществляются по всей окружной поверхности обрабатываемого целевого участка A. Соответствующие области Р1 и Р2 нагрева обрабатываемого целевого участка A, нагреваемые теплопроводными участками 31A и 31B, образуют одну непрерывную область Р3 нагрева. Поэтому, как показано на фиг. 8 и 9, происходит объединение первой и второй областей Р1 и Р2 нагрева, а термообработка осуществляется в желаемой области Р3 нагрева.
Затем, после этапа движения и нагрева на всем протяжении рабочего хода во втором направлении обрабатываемого целевого участка, узел поддержания движения перемещает заготовку Q1 к нижележащему узлу 13 охлаждения вдоль осевого направления. Узел 13 охлаждения использует хладагент для охлаждения заготовки Q1, расположенной в пространстве 13a, которое представляет собой область охлаждения, окруженную рубашкой охлаждения (этап охлаждения).
С использованием катушки для индукционного нагрева, устройства 1 для индукционной закалки и способа индукционной закалки согласно этому варианту осуществления можно получить следующие эффекты.
В соответствии с вариантом осуществления, при объединении теплопроводных участков 31A и 31B для осуществления термообработки, области нагрева, предусмотренные в разных положениях, можно объединять, получая непрерывную область нагрева, и поэтому термообработку для желаемой области нагрева можно воплотить с помощью простой конфигурации. Когда обрабатываемый целевой участок имеет усложненную форму, желаемую равномерную термообработку тоже можно воплотить с помощью простой конфигурации.
Кроме того, поскольку первому теплопроводному участку 31A, который нагревает первую область A1, являющуюся областью, большой в осевом направлении, придана зигзагообразная форма, предусматривающая неразрывные коленчатые участки, можно гарантировать поле ферромагнетика и можно получить приемлемый профиль распределения температур. Поэтому можно осуществить высокоскоростную равномерную термообработку с малой величиной мощности. Когда используется теплопроводный участок 31, имеющий зигзагообразную форму и соответствующий этому варианту осуществления, можно воплотить термообработку со скоростью 200 - 300 мм/сек и временем нагрева, равным 300 с, в случае достижения конечной температуры 850°С на поверхности первой области A1 при используемой мощности 100 кВт. То есть, когда используется катушка 26 для индукционного нагрева, имеющая зигзагообразный теплопроводный участок 31, появляется, например, возможность воплотить термообработку для крупногабаритной заготовки на основе сканирующего частичного нагрева, который нельзя воплотить посредством шпилькообразной катушки для индукционного нагрева, связанной с первой областью A1. Например, хотя при использовании шпилькообразной катушки для индукционного нагрева кпд катушки составляет от 30% до 40% при планарном (торцевом) нагреве, кпд катушки превышает 70% в случае зигзагообразной катушки для индукционного нагрева.
Кроме того, использование такой высокоэффективной катушки для нагрева обеспечивает равномерную термообработку при отсутствии зоны размягчения на конце, где обработку начинают, и конце, где ее заканчивают, когда обрабатываемый целевой участок A имеет петлеобразную форму. Поэтому, например, если заготовкой является роликовый подшипник, а обрабатываемым целевым участком А является поверхность дорожки качения, по которой проходит катящийся элемент, можно сформировать равномерный закаленный слой без зоны размягчения, тем самым получая, в частности, превосходные характеристики.
Поскольку термообработку проводят, располагая нагревательные устройства так, что они оказываются обращенными лишь к части обрабатываемого целевого участка A, и осуществляют относительное движение, размер теплопроводного участка 31 можно уменьшить, даже несмотря на то, что обрабатываемый целевой участок A и заготовка Q1 являются крупными, и можно уменьшить габариты соответствующих нагревательных устройств 10A и 10B. Поэтому можно уменьшить необходимую мощность и можно снизить затраты на изготовления.
Кроме того, поскольку термообработку проводят, располагая нагревательные устройства так, что они оказываются обращенными лишь к части обрабатываемого целевого участка A, и осуществляют относительное движение, например, когда заготовкой является круглый элемент, имеющий коленчатый участок, можно легко поддерживать подходящие размеры зазора, даже несмотря на деформацию заготовки из-за такого фактора, как тепловое расширение. Например, в случае использования кольцевой катушки для индукционного нагрева, связанной с круглым обрабатываемым целевым участком, для осуществления термообработки с применением процесса однократного быстрого нагрева, поскольку заготовка деформируется из-за теплового расширения, нужно заранее делать катушку для индукционного нагрева больше, и поэтому возникает проблема недостаточной теплопроизводительности, но поддерживать надлежащие зазоры можно именно регулированием расположения катушки относительно заготовки, когда коэффициент покрытия мал, как в этом варианте осуществления.
Второй вариант осуществления
Теперь, со ссылками на фиг. 10 и 11, будет описано устройство 2 для индукционной закалки в соответствии со вторым вариантом осуществления изобретения. Чтобы исключить повторное описание, следует отметить, что, за исключением форм заготовки Q2 и теплопроводного участка 31, элементы идентичны тем, которые указаны в первом варианте осуществления. Следует отметить, что заготовка Q2 имеет цилиндрическую форму, имеющую кольцевой плоский участок.
На фиг. 10 представлен вид в плане, иллюстрирующий компоновку устройства 2 для индукционной закалки в соответствии с этим вариантом осуществления, а на фиг. 11 представлен пояснительный вид, иллюстрирующий форму теплопроводного участка 31 в устройстве 2 для индукционной закалки.
В этом варианте осуществления, как показано на фиг. 10, каждая из верхней и нижней торцевых поверхностей заготовки Q2 имеет плоскую цилиндрическую форму, и каждую торцевую поверхность определяют как обрабатываемый целевой участок A. Кроме того, теплопроводному участку 31 первого нагревательного устройства 10A придана зигзагообразная форма, так что коленчатые участки 134 и 135 в чередующемся порядке расположены неразрывно, выступая в противоположные стороны, вдоль окружного направления R, а каждый коленчатый участок 136 расположен между коленчатыми участками 134 и 135, обращенными друг к другу. Каждому из коленчатых участков 134 придана форма колена, раскрывающаяся по направлению к внешней стороне, которая является одной стороной согласно направлению, пересекающему направление движения, а каждому коленчатому участку 135 придана форма колена, раскрывающаяся по направлению к внутренней стороне, в радиальном направлении, которая является другой стороной согласно тому же направлению.
Как показано на фиг. 10 и 11, каждый из проводящих участков 136 проходит, пересекая окружное направление R, имеет такую конфигурацию, что окружная длина части, отстоящей от оси C1, которая является центром вращения, больше, чем окружная длина части, близкой к этой оси, и выполнен так, что длину в окружном направлении можно связать со скоростью в окружном направлении. Поскольку проводящий участок 136 изогнут так, что угол протяженности части, отстоящей от оси C1, относительно окружного направления R меньше, чем угол протяженности части, близкой к оси C1, при поддержании площади поперечного сечения и формы поперечного сечения в направления, перпендикулярном к направлению протяженности, постоянными, скорость и длину в окружном направлении можно связать друг с другом.
В этом варианте осуществления, каждый из проводящих участков 136 разделен на три части в радиальном направлении, а центральная линия C2 проводящего участка 136 изогнута под углом α1=α2=150 градусов на соответствующих границах между частями, соседствующими друг с другом. Эта центральная линия параллельна направлению протяженности каждой части. Первая часть 136a на внутренней стороне в радиальном направлении образует угол θ1=90 градусов относительно окружного направления R, промежуточная вторая часть 136b наклонена, образуя угол θ2=60 градусов относительно окружного направления R, крайняя снаружи третья часть 136c наклонена, образуя угол θ3=30 градусов относительно окружного направления R. То есть, достигается соотношение θ1>θ2>θ3.
Например, в данном случае размеры задают на основе двух положений, т.е. внутренней точки Р1 и внешней точки Р3 заготовки. Предполагая, что r4 - радиус вращения (расстояние от центра на оси C1) базисной точки P1 на обрабатываемом целевом участке A1, обращенном к первой части 136a, r5 - радиус вращения (расстояние от центра на оси C1) базисной точки P3 на обрабатываемом целевом участке A1, обращенном к третьей части 136c, L1 - окружной размер первой части 136a, обращенной к точке P1, а L3 - окружной размер третьей части 136с, обращенной к точке Р3, тогда для проводящего участка 136 имеет место пропорция L1:L3=r4:r5, а расстояние от оси C1 как центра вращения связано с окружным размером. В этом случае, исходя из P1 и P3, окружной размер (расстояние) обратно пропорционален окружной скорости, которая пропорциональна радиусу вращения, а время, необходимое для прохождения, т.е. время нагрева, поддерживается постоянным. Кроме того, размер L2 средней второй части 136b задают так, чтобы достичь соотношения L1 В этом варианте осуществления можно получить такой же эффект, как в первом варианте осуществления. Более того, устройство 2 для индукционной закалки в соответствии с этим вариантом осуществления выполнено так, что размер теплопроводного участка 31 в направлении движения становится большим на внешней периферийной стороне, где скорость заготовки Q2, движущейся напротив теплопроводного участка 31 и проходящей его, когда заготовка Q2 вращается вокруг оси C1, увеличивается, а не на внутренней стороне, где эта скорость уменьшается, и поэтому время, требуемое для прохождения, можно сделать одинаковым, а также можно сделать одинаковым время термообработки. Третий вариант осуществления Теперь, со ссылками на фиг. 12, будет описано устройство 2 для индукционной закалки в соответствии с третьим вариантом осуществления данного изобретения. Следует отметить, что за исключением того, что форма заготовки Q3 является другой, а теплопроводный участок 31 параллелен наклонной поверхности заготовки Q3, конструкции идентичны тем, которые присутствуют в предыдущих вариантах осуществления, вследствие чего повторное описание будет опущено. Поскольку вид в плане устройства 2 для индукционной закалки идентичен приведенному на фиг. 10, а вид в плане теплопроводного участка 31 идентичен приведенному на фиг. 11, эти виды будут опущены. В этом варианте осуществления, как показано на фиг. 12, заготовка Q3 имеет форму бочонка, так что верхняя и нижняя периферийные поверхности наклонены, и эти внешние периферийные поверхности определяют как обрабатываемый целевой участок A. Наклонную верхнюю периферийную поверхность заготовки Q3 определяют как первую область A1, а наклонную нижнюю периферийную поверхность определяют как вторую область A2. Устройство 3 для индукционной закалки в соответствии с этим вариантом осуществления содержит первое нагревательное устройство 10A, которое индуктивно нагревает первую область A1 на верхней поверхности, и второе нагревательное устройство 10A, которое индуктивно нагревает вторую область A2 на нижней поверхности. Соответствующие теплопроводные участки 31A в соответствии с этим вариантом осуществления наклонены относительно осевого направления и окружного направления, и они имеют такую конфигурацию, что проходят вдоль верхней и нижней внешних периферийных поверхностей заготовки Q3. Как показано на фиг. 10, теплопроводный участок 31A первого нагревательного устройства 10A имеет зигзагообразную форму, в которой коленчатые участки 134 и 135 расположены, непрерывно чередуясь вдоль окружного направления R, а каждый коленчатый проводящий участок 136 расположен между коленчатыми участками 134 и 135, обращенными друг к другу. Каждый из коленчатых участков 134 имеет форму колена, раскрывающуюся по направлению к внешней стороне, которая является одной стороной согласно направлению, пересекающему направление движения, и коленчатый участок 136 имеет форму колена, раскрывающуюся по направлению к радиально внутренней стороне, которая является другой стороной согласно тому же направлению. Каждый из проводящих участков 136 имеет такую конфигурацию, что окружная длина части, отстоящей от оси C1, которая является центром вращения, оказывается большей, чем окружная длина части, близкой к оси С1, и выполнен так, что длина в окружном направлении связана со скоростью в окружном направлении. Поскольку проводящий участок 136 загнут так, что угол протяженности части, отстоящей от оси C1, относительно окружного направления R меньше, чем угол протяженности части, близкой к оси C1, при поддержании площади поперечного сечения и формы поперечного сечения в направления, перпендикулярном к направлению протяженности, постоянными, скорость и длину в окружном направлении можно связать друг с другом. В этом варианте осуществления можно получить такой же эффект, как в первом варианте осуществления. Четвертый вариант осуществления Теперь, со ссылками на фиг. 13, будет описано устройство 3 для индукционной закалки в соответствии с четвертым вариантом осуществления данного изобретения. На фиг. 13 представлен пояснительный вид, иллюстрирующий компоновку устройства для индукционной закалки в соответствии с этим вариантом осуществления. Следует отметить, что за исключением другой формы заготовки Q4, конструкции идентичны тем, которые присутствуют во втором варианте осуществления, вследствие чего повторное описание будет опущено. Заготовка Q4 имеет полую форму и внутренние периферийные поверхности, наклоненные относительно осевого направления и окружного направления. Все соответствующие теплопроводные участки 31A в соответствии с этим вариантом осуществления наклонены в осевом направлении и окружном направлении, и они выполнены проходящими вдоль верхней и нижней внутренних периферийных поверхностей заготовки Q4. Как показано на фиг. 10, теплопроводный участок 31A первого нагревательного устройства 10A имеет зигзагообразную форму, и на нем коленчатые участки 134 и 135 расположены, непрерывно чередуясь в противоположных направлениях вдоль окружного направления R, а каждый коленчатый проводящий каждый участок 136 расположен между коленчатыми участками 134 и 135, обращенными друг к другу. Каждый из коленчатых участков 134 имеет форму колена, раскрывающуюся по направлению к внешней стороне, которая является одной стороной согласно направлению, пересекающему направление движения, а коленчатый участок 135 имеет форму колена, раскрывающуюся по направлению к радиально внутренней стороне, которая является другой стороной согласно тому же направлению. Каждый из проводящих участков 136 проходит, пересекая окружное направление R, и имеет такую конфигурацию, что окружная длина части, отстоящей от оси C1, которая является центром вращения, оказывается больше, чем окружная длина части, близкой к оси C1, и выполнен так, что длина в окружном направлении связана со скоростью в окружном направлении. Поскольку проводящий участок 136 изогнут так, что угол протяженности части, отстоящей от оси C1, относительно окружного направления R меньше, чем угол протяженности части, близкой к оси C1, при поддержании площади поперечного сечения и формы поперечного сечения в направления, перпендикулярном к направлению протяженности, постоянными, скорость и длину в окружном направлении можно связать друг с другом. В этом варианте осуществления можно получить такой же эффект, как в первом варианте осуществления. Пятый вариант осуществления Теперь, со ссылками на фиг. 14, будет описано устройство 4 для индукционной закалки в соответствии с пятым вариантом осуществления данного изобретения. Следует отметить, что за исключением того, что форма заготовки Q5 является другой, а обрабатываемый целевой участок А наклонен, конструкции идентичны тем, которые присутствуют в первом варианте осуществления, вследствие чего повторное описание будет опущено. На фиг. 14 представлен вид сбоку, иллюстрирующий устройство 4 для индукционной закалки в соответствии с этим вариантом осуществления изобретения. В этом варианте осуществления, как показано на фиг. 14, периферийную поверхность заготовки Q5, имеющей ступенчатое трапецеидальное поперечное сечение, определят как обрабатываемый целевой участок A. Внешнюю периферийную поверхность центральной части в осевом направлении определяют как первую область A1, а внешнюю периферийную поверхность участка каждой ступеньки, выступающего по направлению к внешней стороне на каждом из обоих концов в осевом направлении, определяют как вторую область A2. Устройство 4 для индукционной закалки содержит первое нагревательное устройство 10A, которое индукционно нагревает первый обрабатываемый целевой участок A1 в центральной части в осевом направлении, и вторые нагревательные устройства 10B, которые индукционно нагревает вторые обрабатываемые целевые участки A2, предусмотренные в двух положениях на обоих концах в осевом направлении. Каждая из областей A1 и A2 образует поверхность, наклоненную относительно оси, и расстояние от центра вращения изменяется. Все теплопроводные участки 31A и 31B в соответствии с этим вариантом осуществления наклонены относительно осевого направления и окружного направления, и они расположены параллельно верхней и нижней внешним периферийным поверхностям заготовки Q5. Что касается, например, формы теплопроводного участка 31A, то используется такой же теплопроводный участок 31A, как в третьем варианте осуществления. То есть, теплопроводный участок наклонен в осевом направлении и имеет зигзагообразную форму с коленчатыми участками 134 и 135, обращенными друг к другу, а проводящий участок 136 загнут таким образом, что угол протяженности части, отстоящей от оси C1, относительно окружного направления R меньше, чем угол протяженности части, близкой к оси C1, при поддержании площади поперечного сечения и формы поперечного сечения в направлении, перпендикулярном к направлению протяженности, постоянными. В этом варианте осуществления можно получить такой же эффект, как в вариантах осуществления с первого по четвертый. Хотя в вышеизложенном варианте осуществления в качестве примеров коленчатых участков 34 и 35 приведены коленчатые участки, каждый из которых загнут с приданием ему прямоугольной формы, имеющей U-образное поперечное сечение, это не является ограничением данного изобретения. Шестой вариант осуществления на фиг. 15 показан первый теплопроводный участок 31C, конфигурация которого предусматривает наличие криволинейных участков (изогнутых участков) 34 и 35, каждый из которых имеет профиль, изогнутый с приданием формы полукруга, и этот участок применим в качестве шестого варианта осуществления данного изобретения. Аналогичным образом, в этом варианте осуществления можно получить такой же эффект, как в вариантах осуществления с первого по пятый. Седьмой вариант осуществления На фиг. 16 показан первый теплопроводный участок 31D, конфигурация которого предусматривает наличие коленчатых участков 34 и 35, каждый из которых загнут с приданием трапецеидальной формы, и этот участок применим в качестве седьмого варианта осуществления данного изобретения. Аналогичным образом, в этом варианте осуществления можно получить такой же эффект, как в вариантах осуществления с первого по пятый. Кроме того, вместо коленчатой формы можно позаимствовать зигзагообразную форму, подобную упомянутой в первом варианте осуществления. Хотя в связи с предыдущим вариантом осуществления пояснен пример, где относительное движение осуществляется за счет вращения заготовки Q1, это не является ограничением данного изобретения, и относительное движение можно осуществлять за счет движения теплопроводных участков 31A и 31B. Восьмой вариант осуществления Хотя в связи с вариантами осуществления с первого по пятый описан пример, где каждое из первого нагревательного устройства 10A и второго нагревательного устройства 10B может находиться в четырех положениях, это не является ограничением данного изобретения. На фиг. 17 схематически показана позиционная взаимосвязь, когда в качестве восьмого варианта применяется компоновка, предусматривающая два первых нагревательных устройства 10A и два вторых нагревательных устройства 10B. В этом варианте осуществления можно получить такой же эффект, как в вариантах осуществления с первого по пятый. Девятый вариант осуществления На фиг. 18 схематически показана позиционная взаимосвязь, когда в качестве девятого варианта применяется компоновка, предусматривающая три первых нагревательных устройства 10A и три вторых нагревательных устройства 10B. В этом варианте осуществления можно получить такой же эффект, как в вариантах осуществления с первого по пятый. 10-й вариант осуществления На фиг. 19 схематически показана позиционная взаимосвязь, когда в качестве десятого варианта применяется компоновка, предусматривающая пять первых нагревательных устройств 10A и пять вторых нагревательных устройства 10B. В этом варианте осуществления можно получить такой же эффект, как в вариантах осуществления с первого по пятый. 11-й вариант осуществления На фиг. 20 схематически показана позиционная взаимосвязь, когда в качестве десятого варианта применяется компоновка, предусматривающая шесть первых нагревательных устройств 10A и шесть вторых нагревательных устройства 10B. В этом варианте осуществления можно получить такой же эффект, как в вариантах осуществления с первого по пятый. 12-й вариант осуществления Хотя расположение катушки пояснено посредством примеров чередующегося расположения или противоположного расположения, это не является ограничением данного изобретения, и можно позаимствовать произвольное расположение, например, с соотношением 1:3. Хотя в предыдущем варианте осуществления в качестве примера описана заготовка Q1, имеющая одну ступеньку, это не является ограничением данного изобретения, и данное изобретение равным образом применимо к случаю, в котором объектом является заготовка, имеющая две или более ступеньки. На фиг. 21 в качестве 12-го варианта осуществления в соответствии с данным изобретением показана заготовка Q5, имеющая две ступеньки, и когда это имеет место, на обрабатываемом целевом участке А, который является внешней периферийной поверхностью заготовки, задают три области, т.е. области A1, A2, и A3 с первой по третью, в соответствии с положениями ступенек. Следует отметить, что заготовка Q5 является симметричной в вертикальном направлении и имеет верхнюю и нижнюю ступеньки в этом примере, так что каждая из второй области А2 и третьей области А3 предусмотрена в двух положениях в осевом направлении. В данном случае используются три устройства 10A, 10B и 10C для индукционной закалки, а теплопроводные участки 31A, 31B и 31C расположены так, что обращены к областям A1, A2 и A3 соответственно. В этом случае, подобно предыдущему варианту осуществления, когда объединены первая область Р4 нагрева, нагреваемая теплопроводным участком 31A, вторая область Р5 нагрева, нагреваемая теплопроводным участком 31B, и третья область Р6 нагрева, нагреваемая теплопроводным участком 31C, можно легко обработать желаемую непрерывную область P7 нагрева. Кроме того, заготовка не обязательно должна быть полого типа и может быть заготовкой сплошного типа. 13-й вариант осуществления Теперь, со ссылками на фиг. 22 - 26, будет описано устройство 201 для индукционной закалки (устройство для термообработки) в соответствии с 13-м вариантом осуществления данного изобретения. На фиг. 22 представлен пояснительный вид, схематически иллюстрирующий устройство 201 для индукционной закалки в соответствии с этим вариантом осуществления данного изобретения. Как показано на фиг. 22, устройство 201 для индукционной закалки - это устройство, которое осуществляет высокочастотную закалку, и оно содержит узел 211 поддержания движения (платформу для опоры заготовки при поступательном движении и вращении), которая поддерживает заготовку W1 - как объект обработки - с возможностью поступательного движения, устройство 210 для индукционного нагрева (устройство для термообработки), которое индукционно нагревает обрабатываемый целевой участок N1 заготовки W1, и узел 213 охлаждения (средство охлаждения), предназначенный для охлаждения заготовки W1 после этапа термообработки для обрабатываемого целевого участка N1. Устройство 210 для индукционного нагрева имеет встроенную плату согласования, соединенную с источником 221 питания высокой частоты. Узел 211 поддержания движения вращает заготовку W1 вокруг оси C1 в направлении вращения (окружном направлении) в таком состоянии, что заготовка W1 устанавливается в заранее определенном положении. При этом узел 211 поддержания движения осуществляет управление, поддерживая размер J1 зазора между теплопроводным участком 231 и заготовкой W1 равным заранее определенному значению. Кроме того, после окончания термообработки, осуществляемой по всей окружной поверхности обрабатываемого целевого участка N1 (т.е. в течение всего рабочего хода), узел 211 поддержания движения перемещает заготовку W1 к узлу 213 охлаждения. Узел 213 охлаждения охлаждает заготовку W1 после окончания термообработки. Как показано на фиг. 23 - 26, устройство 210 для индукционного нагрева содержит источник 221 питания высокой частоты в качестве средства подачи питания, токоподводящие проводники 222 и 223, соединенные с источником 221 питания высокой частоты, дистанцирующую прокладку 228, включающую в себя пару проводящих пластин 224 и 225, соединенных с токоподводящими проводниками 222 и 223, катушку 226 для индукционного нагрева, имеющую два конца, соединенные с парой проводящих пластин 224 и 225, и сердечник 227 (показанный лишь на фиг. 26), расположенный на задней стороне теплопроводного участка 231 катушки 226 для индукционного нагрева. Как показано на фиг. 22, заготовка W1 как пример объекта обработки представляет собой радиально толстый компонент, имеющий толщину 25 мм или более, и в этом примере используется цилиндрический элемент, имеющий, например, внешний диаметр d1=500 мм, внутренний диаметр d2=250 мм и осевую длину h1=100 мм с осью С1 в центре. В этом варианте осуществления, например, кольцевую плоскую область заготовки W1, перпендикулярную оси C1 и являющуюся одной торцевой поверхностью в осевом направлении, определяют как обрабатываемый целевой участок N1. Обрабатываемый целевой участок N1 имеет форму бесконечной петли, которая неразрывна вдоль окружного направления заготовки W1. Описание здесь будет приведено для случая, когда - в состоянии, в котором теплопроводный участок 231 расположен так, что обращен к части обрабатываемого целевого участка N1, - заготовка W1 вращается вокруг оси C1 посредством узла 211 поддержания движения, вследствие чего обрабатываемый целевой участок N1 совершает относительное движение относительно теплопроводного участка 231 вдоль окружного направления R (направления вращения) с осью C1 в центре, а термообработка осуществляется по отношению ко всей окружной поверхности обрабатываемого целевого участка N1. Как показано на фиг. 22 и 23, катушка 226 для индукционного нагрева целиков и полностью содержит зигзагообразный теплопроводный участок 231, который обращен к части обрабатываемого целевого участка N1 заготовки W1, первый соединительный проводящий участок 232, который неразрывен со стороной 231b одного конца теплопроводного участка 231, и второй соединительный проводящий участок 233, который неразрывен со стороной 231а другого конца теплопроводного участка 231. Первый соединительный проводящий участок 232 проходит неразрывно с концевой частью 231b на стороне одного конца теплопроводного участка 231, а на конце этого участка 232 предусмотрен соединитель 237, конфигурация которого обеспечивает подсоединение такого компонента, как шланг для охлаждающего вещества. Второй соединительный проводящий участок 233 проходит неразрывно с концевой частью 231a на стороне другого конца теплопроводного участка 231, а на конце этого участка 233 предусмотрен соединитель 237, конфигурация которого обеспечивает подсоединение такого компонента, как шланг для охлаждающего вещества. Первый соединительный проводящий участок 232 и второй соединительный проводящий участок 233 расположены так, что между ними заключена дистанцирующая прокладка 228. Эта прокладка 228 имеет такую конфигурацию, что в ней пара проводящих пластин 224 и 225, каждая из которых имеет прямоугольную плоскую форму, и прямоугольная плоская пластина 238, которая заключена между проводящими пластинами 224 и 225 этой пары, расположены, перекрываясь, а проводящие пластины 224 и 225 и изолирующая пластина 238 скреплены с помощью болтов 241 и гаек 242 посредством изолирующих втулок 339. Соответствующие проводящие пластины 224 и 225 соединены с источником 221 питания высокой частоты посредством токоподводящих проводников 222 и 223. Как показано на фиг. 23 - 25, теплопроводный участок 231 имеет зигзагообразную форму, так что коленчатые участки 234 и 235 расположены, непрерывно чередуясь в противоположных направлениях вдоль окружного направления R, а каждый коленчатый участок 236 расположен между коленчатыми участками 234 и 235, обращенными друг к другу. Каждый из коленчатых участков 234 имеет форму колена, раскрывающуюся по направлению к внешней стороне, которая является одной стороной в направлении, пересекающем направление движения, а каждому коленчатому участку 235 придана форма колена, раскрывающаяся по направлению к радиально внутренней стороне, которая является другой стороной. Размер в окружном направлении R теплопроводного участка 231, на котором коленчатые участки 234 и 235 и проводящие участки 236, соединяющие эти участки, имеют конфигурацию, задающую коэффициент покрытия, установлен на величину значение 1/3 и представляет собой отношение размера теплопроводного участка 231 в окружном направлении R ко всей окружной длине обрабатываемого целевого участка N1, а также задающую, например, центральный угол β1 = 120 градусов. Каждый из проводящих участков 236 проходит, пересекая окружное направление R, а конфигурация такова, что окружная длина части, отстоящей от оси C1, которая является центром вращения, больше, чем окружная длина части, близкой к этой оси, и выполнен так, что длину в окружном направлении можно связать со скоростью в окружном направлении. Поскольку проводящий участок 236 изогнут таким образом, что угол протяженности части, отстоящей от оси C1, относительно окружного направления R меньше, чем угол протяженности части, близкой к оси C1 при поддержании площади поперечного сечения и формы поперечного сечения в направлении, перпендикулярном направлению протяженности, постоянными, скорость и длину в окружном направлении можно связать друг с другом. В этом варианте осуществления, как показано на фиг. 25, каждый из проводящих участков 236 разделен на три части в радиальном направлении, а центральная линия C2 проводящего участка 236 загнута под углом α1 = α2 = 150 градусов на соответствующих границах между частями, соседствующими друг с другом. Эта центральная линия параллельна направлению протяженности каждой части. Первая часть 136a на внутренней стороне в радиальном направлении образует угол θ1=90 градусов относительно окружного направления R, промежуточная вторая часть 136b наклонена, образуя угол θ2=60 градусов относительно окружного направления R, а крайняя снаружи третья часть 236c наклонена, образуя угол θ3=30 градусов относительно окружного направления R. То есть, достигается соотношение θ1>θ2>θ3. Например, в данном случае размеры задают на основе двух положений, т.е. внутренней точки Р1 и внешней точки Р3 заготовки. Предполагая, что радиус вращения (расстояние от центра на оси C1) базисной точки P1 на обрабатываемом целевом участке N1, обращенном к первой части 236а, составляет r1=250 мм, радиус вращения (расстояние от центра на оси C1) базисной точки P3 на обрабатываемом целевом участке N1, обращенном к третьей части 236c, составляет r3=500 мм, окружной размер первой части 236a, обращенной к точке P1, составляет М1=15 мм, а окружной размер третьей части 236с, обращенной к точке Р3, составляет М2-30 мм. То есть, для проводящего участка 236 имеет место пропорция М1:М3=r1:r3, а расстояние от оси C1 как центра вращения связано с окружным размером. Следовательно, исходя из P1 и P3, окружной размер (расстояние) обратно пропорционален окружной скорости, которая пропорциональна радиусу вращения, а время, необходимое для прохождения, т.е. время нагрева, поддерживается постоянным. Кроме того, размер М2 средней второй части 236b задают так, чтобы достичь соотношения М1<М2<М3, вследствие чего М2 становится размером в диапазоне между М1 и М3. То есть, размер теплопроводного участка 231 в направлении движения задают большим на внешней периферийной стороне, где скорость обрабатываемого целевого участка N1, движущегося напротив теплопроводного участка 231 и проходящего мимо него, увеличивается, а не на внутренней стороне, где эта скорость уменьшается, когда заготовка W1 вращается вокруг оси С1, что приводит к равномерной по времени термообработке. Как показано в сечении согласно фиг. 26, катушке 226 для индукционного нагрева, выполненной из такого материала, как медь, придана прямоугольная полая форма. Ее полый участок 226a служит путем, по которому циркулирует охлаждающее вещество. Сердечник 227 выполнен из материала, обладающего большой магнитной проницаемостью, такого как лист кремнистой стали, полироновый стержень или FERROTRON, и расположен на задней стороне теплопроводного участка 231. Сердечнику 27 придана форма, имеющая U-образное поперечное сечение, которое целиком включает в себя оба участка боковых стенок теплопроводного участка 231 и участок задней стенки. Теперь будет описан способ индукционной закалки (способ термообработки) в соответствии с этим вариантом осуществления. Способ индукционной закалки в соответствии с этим вариантом осуществления состоит из этапа движения и нагрева, на котором осуществляют относительное движение обрабатываемого целевого участка N1, нагревая его, и этапа охлаждения, на котором охлаждают обрабатываемый целевой участок N1 после этапа движения и нагрева. На этапе движения и нагрева, как показано на фиг. 22 - 25, когда источник 221 питания высокой частоты включают в состоянии, в котором теплопроводный участок 231 обращен к части обрабатываемого целевого участка N1, ток высокой частоты протекает по токоподводящему проводнику 222, первой проводящей пластине 224, первому соединительному проводящему участку 232, теплопроводному участку 231, второму соединительному проводящему участку 233, второй проводящей пластине 225 и токоподводящему проводнику 223 в упомянутом порядке и возвращается в источник 221 питания высокой частоты. На теплопроводном участке 231, как указано стрелками на чертеже, ток высокой частоты протекает от стороны 231b одного конца к стороне 231a другого конца через коленчатые участки 234, проводящие участки 236 и коленчатые участки 235, а на поверхности теплопроводного участка 231 генерируется индукционный ток, индукционно нагревая обрабатываемый целевой участок N1, расположенный напротив. Когда заготовку W1 вращают в состоянии, в котором размер J1 зазора между поверхностью обрабатываемого целевого участка N1 заготовки W1 и поверхностью теплопроводного участка 231 поддерживается равным заранее определенному значению посредством узла 211 поддержания движения, обрабатываемый целевой участок N1 совершает относительное движение относительно теплопроводного участка 231 вдоль окружного направления R с заранее определенной скоростью. Например, в данном случае относительное движение осуществляется со скоростью 200-300 мм/сек при поддержании мощности 100 - 150 кВт и размера J1 зазора, равного 2,5 мм. При вращении заготовки W1 оказывается возможным равномерный нагрев всей области обрабатываемого целевого участка N1, которая является кольцевой областью на торцевой поверхности заготовки W1, расположенной так, что она обращена к теплопроводному участку 231. В данном случае, с учетом степени обработки в базисных точках P1, P2 и P3 проводящего участка 236, время, требуемое для прохождения мимо обрабатываемого целевого участка N1, расположенного напротив, поддерживается постоянным даже несмотря на то, что окружная скорость в каждый из базисных точек P1, P2 и P3 является разной. Следовательно, степень нагрева, прикладываемого к обрабатываемому целевому участку N1, можно сделать одинаковой. Затем, после этапа движения и нагрева на всем протяжении рабочего хода в окружном направлении обрабатываемого целевого участка, узел 211 поддержания движения перемещает заготовку W1 к нижележащему узлу 213 охлаждения вдоль осевого направления. Узел 13 охлаждения использует хладагент для охлаждения заготовки W1, расположенной в пространстве 213a, которое представляет собой область охлаждения, окруженную рубашкой охлаждения (этап охлаждения). Далее, когда охлаждающее вещество протекает по полому участку 226a в катушке 226 для индукционного нагрева через первый соединительный проводящий участок 232, теплопроводный участок 231 и второй соединительный проводящий участок 223, катушка 226 для индукционного нагрева и проводящие пластины 224 и 225 охлаждаются. Посредством катушки для индукционного нагрева, устройства для индукционного нагрева и способа индукционного нагрева согласно этому варианту осуществления можно получить следующий эффект. То есть, поскольку проводящий участок 236 теплопроводного участка 231 изменен таким образом, что размер в окружном направлении можно связать с расстоянием от оси C1, время, требуемое для прохождения, поддерживается постоянным, и поэтому время нагрева поддерживается неизменным. Следовательно, равномерную обработку можно воплотить даже несмотря на то, что скорость движения каждой части является разной из-за вращения. Кроме того, температуру нагрева легко можно сделать неизменной за счет простой конфигурации, т.е. как раз посредством изгиба на угол, связанный с окружной скоростью, при фиксированной площади поперечного сечения и без усложнения условий термообработки. Поскольку теплопроводный участок 231 имеет зигзагообразную форму, предусматривающую неразрывно расположенные коленчатые участки с противоположным изгибом, можно гарантировать поле ферромагнетика и можно получить приемлемый профиль распределения температур. Поэтому можно осуществить высокоскоростную равномерную термообработку с меньшей мощностью. Когда используется зигзагообразный теплопроводный участок 231 в соответствии с этим вариантом осуществления, можно воплотить термообработку со скоростью 200 - 300 мм/сек и временем нагрева, равным 300 с, в случае достижения конечной температуры 850 градусов на поверхности обрабатываемого целевого участка N1 с помощью мощности 100 кВт. Следовательно, когда заготовка имеет большой диаметр - приблизительно 3,5 м, - можно воплотить нагрев с превышением точки А3 (фазового) превращения и с коэффициентом покрытия приблизительно 1/3. Когда используется катушка 226 для индукционного нагрева, имеющая зигзагообразный теплопроводный участок 231, появляется возможность осуществить термообработку для крупногабаритной заготовки на основе сканирующего частичного нагрева, который нельзя воплотить, например, посредством щпилькообразной катушки для индукционного нагрева. Кроме того, поскольку таким образом можно увеличить скорость обработки, обработку можно проводить в соответствии с процедурой, предусматривающей осуществление сначала термообработки при движении всего обрабатываемого целевого участка N1, а затем осуществление охлаждения. Следовательно, даже посредством частичного нагрева можно воплотить равномерную термообработку без зоны размягчения на конце, где обработку начинают, и конце, где ее закачивают, даже несмотря на то, что обрабатываемый целевой участок N1 имеет форму петли. Поскольку термообработку осуществляют, когда напротив находится часть обрабатываемого целевого участка N1, и при этом происходит относительное движение, размер теплопроводного участка 231 можно уменьшить, даже несмотря на то, что обрабатываемый целевой участок N1 и заготовка W1 велики, и можно уменьшить габариты всего устройства 210 для индукционного нагрева. Поэтому можно снизить необходимую мощность и можно сократить стоимость производства. Более того, поскольку термообработку осуществляют, когда напротив находится лишь часть обрабатываемого целевого участка N1, и при этом происходит относительное движение, даже если заготовка деформируется из-за такого фактора, как тепловое расширение, легко можно поддерживать надлежащий размер зазора. Например, когда в связи с кольцевым обрабатываемым целевым участком используют кольцевую катушку для индукционного нагрева, чтобы провести термообработку на основе однократного нагрева, поскольку заготовка деформируется из-за теплового расширения, нужно заранее делать катушку для индукционного нагрева большой, и поэтому возникает проблема недостаточной теплопроизводительности, но поддерживать надлежащие зазоры можно именно регулированием расположения катушки относительно заготовки, когда коэффициент покрытия мал, как в этом варианте осуществления. 14-й вариант осуществления Теперь, со ссылками на фиг. 27 - 30, будет описано устройство 210 для индукционного нагрева в соответствии с 14-м вариантом осуществления данного изобретения. Следует отметить, что за исключением наклона обрабатываемого целевого участка N2 и теплопроводного участка 331 относительно оси C1, конструкции идентичны тем, которые присутствуют в 13-м варианте осуществления, поэтому повторное описание опущено. На фиг. 27 представлено перспективное изображение, иллюстрирующее конфигурации теплопроводного участка 331 устройства 210 для индукционного нагрева и заготовки W2 в соответствии с этим вариантом осуществления, на фиг. 28 представлен вид в плане, на фиг. 29 представлен вид сбоку, а на фиг. 30 представлен пояснительный вид, иллюстрирующий часть конфигураций. В этом варианте осуществления, заготовка W2 имеет форму, подобную сплошному усеченному конусу, а обрабатываемый целевой участок N2, который представляет собой поверхность на стороне одного конца в осевом направлении, наклонен относительно осевого направления и радиального направления. То есть, обрабатываемый целевой участок N1 в первом варианте осуществления представляет собой плоскую поверхность, перпендикулярную оси, а обрабатываемый целевой участок N2 в этом, 14-м, варианте осуществления, образует наклонную поверхность, которая наклонена относительно оси. Базовая конфигурация теплопроводного участка 331 является такой же, как конфигурация теплопроводного участка 231 в соответствии с первым вариантом осуществления, а конфигурация коленчатых участков 334 и 335 и проводящего участка 336, который соединяет эти коленчатые участки, такова, что они неразрывны. Каждый из проводящих участков 336 проходит, пересекая окружное направление R, и имеет такую конфигурацию, что окружная длина части, отстоящей от оси C1, которая является центром вращения, больше, чем окружная длина части, близкой к оси С1, и выполнен так, что длину в окружном направлении можно связать со скоростью в окружном направлении. Поскольку проводящий участок 336 изогнут так, что угол протяженности части, отстоящей от оси C1, относительно окружного направления R меньше, чем угол протяженности части, близкой к оси C1, при поддержании площади поперечного сечения и формы поперечного сечения в направления, перпендикулярном направлению протяженности, постоянными, скорость и длину в окружном направлении можно связать друг с другом. Например, в данном случае, как показано на фиг. 30, заданы углы изгиба α3=α4=150 градусов, θ4=90 градусов, θ6=60 градусов и θ6=30 градусов, а между радиусом r1 вращения базисной точки Р4 на обрабатываемом целевом участке N2, обращенной к первой части 336a, радиусом r3 вращения базисной точки Р6, обращенной к третьей части 336с, окружным размером M4 первой части 336a и окружным размером M6 третьей части 336c установлена пропорция r1:r3=M4:M6. То есть, расстояние от оси C1 и окружной размер изменяются в связи друг с другом таким образом, что скорость движения и размер в направлении движения можно связать друг с другом. В этом варианте осуществления можно получить такой же эффект, как в 13-м варианте осуществления. Скажем, в качестве примера осуществления относительного движения в предыдущем варианте осуществления приведен пример вращения заготовки W1 для осуществления относительного движения, но это не является ограничением данного изобретения, и относительное движение можно осуществить за счет движения стороны теплопроводного участка 231 по заранее определенной траектории вдоль окружного направления R. 15-й вариант осуществления Хотя выше описан пример, в котором теплопроводный участок 231 или 331 находится лишь в одном положении относительно одного обрабатываемого целевого участка N1 или N2, это не является ограничением данного изобретения, и устройства 210 для индукционного нагрева можно располагать вдоль окружного направления R через одинаковые интервалы. Фиг. 31 иллюстрирует 15-й вариант осуществления данного изобретения. То есть, когда устанавливают два устройства 210 для индукционного нагрева, эти два устройства 210 для индукционного нагрева размещают в положениях с центральными углами 180 градусов, так что эти устройства обращены друг к другу, как в устройстве 202 для индукционной закалки. Кроме того, в случае трех устройств для индукционного нагрева их устанавливают в положениях с центральными углами 120 градусов. Когда используется множество устройств 210 для индукционной закалки, можно уменьшить коэффициент покрытия для одного теплопроводного участка и можно уменьшить время обработки, чтобы быстро закончить термообработку, вследствие чего эта конфигурация удобна, в частности, когда заготовка имеет большой размер. Хотя в предыдущих вариантах осуществления пример каждого из обрабатываемых целевых участков N1 и N2 представлен плоской или наклонной кольцевой поверхностью, это не является ограничением данного изобретения, и применим обрабатываемый целевой участок круглой формы или любой другой формы, предусматривающей наличие вогнутого участка или ступеньки. Кроме того, в качестве примера в 14-м варианте осуществления описана форма сплошного усеченного конуса, но можно позаимствовать и форму полого усеченного конуса. Хотя в предыдущем варианте осуществления в качестве примера приведен изогнутый участок, сформированный путем изгибания конца коленчатого участка с приданием прямоугольной формы, это не является ограничением данного изобретения, и можно позаимствовать конфигурацию, предусматривающую наличие криволинейного участка, изогнутого с приданием ему формы полукруга. Кроме того, хотя описан пример, в котором данное изобретение применяется лишь к одной торцевой поверхности в осевом направлении, с равным успехом его возможно применение к обеим торцевым поверхностям, когда каждой из двух торцевых поверхностей придана форма круговой плоскости или наклонной поверхности. 16-й вариант осуществления Хотя в предыдущем варианте осуществления проводящий участок разделен на три части в радиальном направлении, это не является ограничением данного изобретения. Возможно разделение на две, четыре или более части. Фиг. 32 иллюстрирует 16-й вариант осуществления в соответствии с данным изобретением. Например, подобно проводящему участку 346, показанному на фиг. 32, можно задать наличие четырех или более частей 346a, 346b, 346c и 346d с небольшим промежутком между ними, связывая при этом радиальную скорость и окружное направление друг с другом. 17-й вариант осуществления Фиг. 33 иллюстрирует 17-й вариант осуществления в соответствии с данным изобретением. Подобно проводящему участку 356, изображенному на фиг. 33, возможен плавный изгиб проводящего участка таким образом, что угол будет постепенно увеличиваться с уменьшением расстояния до внешней стороны в радиальном направлении, вследствие чего осуществляется связывание окружной скорости и окружного направления друг с другом. На каждом из проводящего участка 346 и проводящего участка 356 размер, перпендикулярный направлению C3 или C4 протяженности, обозначенному пунктирной линией на чертеже (см. пунктирные стрелки), является фиксированным, а размер в направлении R движения (см. сплошные стрелки) изменяется в связи со скоростью в направлении R движения, а площадь поперечного сечения при этом поддерживается неизменной. Более того, деление на части в радиальном направлении может быть делением на одинаковые части. Кроме того, в качестве примера, в котором расстояние от центра вращения связано с окружным размером, описана конфигурация, в которой расстояние от центра вращения пропорционально окружному расстоянию, но это не является ограничением данного изобретения, и данное изобретение применимо даже в случае, если точная пропорциональность не достигается. 18-й вариант осуществления на фиг. 34 представлен пояснительный вид, схематически иллюстрирующий всю конфигурацию устройства для термообработки в соответствии с 18-м вариантом осуществления данного изобретения. На фиг. 35 - 37 соответственно представлены вид в плане, вид сбоку и вид спереди (фронтальный вид) устройства для термообработки. Как показано на фиг. 34, устройство 410 для термообработки содержит узел 411 поддержания движения, который поддерживает с возможностью движения заготовку E1 как объект обработки, участок 412 индукционного нагрева, который индукционно нагревает обрабатываемый целевой участок U1 заготовки E1 во время движения относительно обрабатываемого целевого участка U1, и узел 413 охлаждения (средство охлаждения), предназначенный для охлаждения заготовки E1 после этапа термообработки для обрабатываемого целевого участка U1. Как показано на фиг. 35 - 38, участок 412 индукционного нагрева содержит источник 421 питания высокой частоты в качестве средства подачи питания, токоподводящие проводники 422 и 423, соединенные с источником 421 питания высокой частоты, дистанцирующую прокладку 428, включающую в себя пару проводящих пластин 424 и 425, соединенных с токоподводящими проводниками 422 и 423, катушку 426 для индукционного нагрева, имеющую два конца, соединенные с парой проводящих пластин 424 и 425, и сердечник 427 (показанный лишь на фиг. 36), расположенный на задней стороне теплопроводного участка 431 катушки 426 для индукционного нагрева. Заготовка E1 как пример объекта обработки представляет собой радиально толстый компонент (радиально толстый участок), имеющий толщину 25 мм или более, и в этом примере используется цилиндрический участок, имеющий внешний радиус r1=250 мм, внутренний радиус r2=200 мм, размер толщины стенки t1=50 мм и осевую длину (длину в первом направлении) S1=100 мм с осью С1 в центре. Теплопроводный участок 431 расположен так, что обращен к части обрабатываемого целевого участка U1 заготовки E1, гарантируя заранее определенный размер K1 зазора. В этом варианте осуществления, описание будет приведено, например, для случая, в котором область, подобную круговой полосе, в центральной части в осевом направлении на внешней поверхности заготовки Е1 определяют как обрабатываемый целевой участок U1, а термообработку осуществляют по всей окружной поверхности этого обрабатываемого целевого участка U1 как радиально толстой части. В этом варианте осуществления, направление Z, которое представляет собой осевое направление заготовки E1, является первым направлением, а окружное направление R, параллельное внешней периферийной поверхности заготовки E1 с центром на оси C1, является вторым направлением. В данном случае, радиальный размер в окружном направлении R - это величина, получаемая путем прибавления размера K1 зазора к радиальному размеру r1 внешней периферийной поверхности заготовки и поэтому равная r1+K1. Обрабатываемый целевой участок U1 имеет форму, подобную бесконечной петле, которая непрерывна вдоль окружного направления на внешней периферийной поверхности заготовки E1. Когда заготовка E1 вращается вокруг оси С1, находящейся в центре, обрабатываемый целевой участок U1 и теплопроводный участок 431 совершают относительное движение вдоль окружного направления R посредством узла 411 поддержания движения. Как показано на фиг. 35 - 37, катушка 426 для индукционного нагрева целиком и полностью включает в себя зигзагообразный теплопроводный участок 431, обращенный к обрабатываемому целевому участку U1 заготовки E1, первый соединительный проводящий участок 432, неразрывный со стороной 431a одного конца теплопроводного участка 431, и второй соединительный проводящий участок 433, неразрывный со стороной 431b другого конца теплопроводного участка 431. Как показано на фиг. 37, теплопроводный участок 431 сформирован из проводящих элементов 431w и имеет зигзагообразную форму, так что U-образные коленчатые участки 434 и 435 раскрываются по направлению к центру C2 в направлении Z и расположены, непрерывно чередуясь вдоль окружного направления R, таким образом, что эти коленчатые участки обращены друг к другу. Коленчатый участок 434 имеет U-образную форму, раскрывающуюся по направлению к нижней стороне, а коленчатый участок 435 имеет U-образную форму, раскрывающуюся по направлению к верхней стороне. Суммарный размер R2 теплопроводного участка 431 во втором направлении составляет не менее 1/10 и не более 1/2 размера всей окружной поверхности во втором направлении обрабатываемого целевого участка U1, обращенного к теплопроводному участку 431. Коэффициент покрытия, который является отношением размера теплопроводного участка 431 во втором направлении к размеру обрабатываемого целевого участка U1, в данном случае задан как составляющий приблизительно 1/10. Следует отметить, что размер R5, который представляет собой интервал между проводящими элементами 431w, соседствующими друг с другом, задан не меньшим, чем однократный, и не большим, чем двукратный размер R4, который представляет собой ширину проводящего элемента 431w. Это сделано потому, что токи, соседние друг с другом, имеют противоположные направления, смещая магнитные потоки, когда интервал между проводящими элементами 431w, соседствующими друг с другом, не превышает размер ширины проводящего элемента 431w, или интервал слишком велик, ухудшая теплопроизводительность, когда этот интервал вдвое больше ширины. В этом варианте осуществления, размеры на фиг. 37 заданы следующим образом: R4=15 мм и R5=20 мм. Первый соединительный проводящий участок 432 целиком и полностью содержит проводящий участок 432a, который проходит от концевой части стороны 431а одного конца теплопроводного участка 431 в направлении Y, проводящий участок 432b, который изогнут от концевой части проводящего участка 432a и проходит по направлению к центральной стороне в осевом направлении проводящей пластины 424 вдоль направления X, проводящий участок 432c, который изогнут в центре проводящей пластины 424 и проходит в направлении Y, и проводящий участок 432d, который изогнут и проходит в направлении Z. В концевой части первого соединительного проводящего участка 432 предусмотрен соединитель 436, конфигурация которого обеспечивает подсоединение такого компонента, как шланг для охлаждающего вещества. Второй соединительный проводящий участок 433 целиком и полностью содержит проводящий участок 433а, который проходит от концевой части стороны 431b другого конца теплопроводного участка 431 в направлении Y, проводящий участок 433b, который изогнут от концевой части проводящего участка 433a и проходит по направлению к центральной стороне в осевом направлении проводящей пластины 425 вдоль направления X, проводящий участок 433c, который изогнут в центре проводящей пластины 425 и проходит в направлении Y, и проводящий участок 433d, который изогнут и проходит в направлении Z. В концевой части второго соединительного проводящего участка 433 предусмотрен соединитель 438, конфигурация которого обеспечивает подсоединение такого компонента, как шланг для охлаждающего вещества. Первый соединительный проводящий участок 432 и второй соединительный проводящий участок 433 расположены так, что отстоят друг от друга в направлении толщины (оси Z), а между ними заключена прокладка 428. Прокладка 428 образована за счет перекрытия пары проводящих пластин 424 и 425, каждая из которых имеет прямоугольную плоскую форму, а между проводящими пластинами 424 и 425 этой пары заключена прямоугольная плоская пластина 438, причем проводящие пластины 424 и 425 и изолирующая пластина 438 скреплены посредством изолирующих втулок 439 с помощью болтов 441 и гаек 442. Соответствующие проводящие пластины 424 и 425 соединены с источником 421 питания высокой частоты посредством токоподводящих проводников 422 и 423. Как показано в сечении согласно фиг. 38, катушке 426 для индукционного нагрева, выполненной из такого материала, как медь, придана, например, прямоугольная полая форма. Ее полый участок 426a служит путем, по которому циркулирует охлаждающее вещество. Катушка 426 для индукционного нагрева выполнена имеющей размер ширины W1=15 мм и размер T1 толщины в направлении Y, равный 10 мм. Сердечник 427 выполнен из материала, обладающего большой магнитной проницаемостью, такого как лист кремнистой стали, полироновый стержень или FERROTRON, и расположен на задней стороне теплопроводного участка 431. Сердечник 427 имеет толщину Т2 приблизительно 5 мм, и ему придана форма, имеющая U-образное поперечное сечение, которое целиком включает в себя оба участка боковых стенок теплопроводного участка 431 и участок задней стенки. Узел 411 поддержания движения, показанный на фиг. 34, вращает заготовку E1 вокруг центра на оси C1 в состоянии, в котором заготовка E1 устанавливается в заранее определенном положении. При этом узел поддержания движения осуществляет управление таким образом, что можно поддерживать размер К1 зазора между теплопроводным участком 431 и заготовкой Е1 равным заранее определенному значению. Кроме того, после окончания термообработки, осуществляемой по всей окружной поверхности обрабатываемого целевого участка U1 (т.е. в течение всего рабочего хода), узел 411 поддержания движения перемещает заготовку Е1 к узлу 413 охлаждения вдоль осевого направления. Узлу 413 охлаждения, предусмотренному под катушкой 426 для нагрева, придана цилиндрическая форма, чтобы он окружал внешнюю сторону заготовки E1, которая переместилась к нижней стороне после термообработки, и этот узел охлаждает заготовку Е1, расположенную во внутреннем пространстве. Теперь будет описан способ термообработки в соответствии с этим вариантом осуществления. Способ термообработки в соответствии с этим вариантом осуществления включает в себя этап движения и нагрева, на котором осуществляют относительное движение обрабатываемого целевого участка U1, нагревая его, и этап охлаждения, на котором охлаждают обрабатываемый целевой участок U1 после этапа движения и нагрева. На этапе движения и нагрева, когда источник 421 питания высокой частоты включают в состоянии, в котором теплопроводный участок 431 обращен к части обрабатываемого целевого участка U1, как показано на фиг. 34 - 37, ток высокой частоты протекает по токоподводящему проводнику 422, первой проводящей пластине 424, первому соединительному проводящему участку 432, теплопроводному участку 431, второму соединительному проводящему участку 433, второй проводящей пластине 425 и токоподводящему проводнику 423 в упомянутом порядке и возвращается в источник 421 питания высокой частоты. При этом ток высокой частоты течет на теплопроводном участке 431 от стороны одного конца 431а к стороне другого конца 431b, как показано стрелками на фиг. 35 - 37, а на поверхности теплопроводного участка 431 генерируется индукционный ток, нагревая обрабатываемый целевой участок U1, расположенный напротив. Тогда нагрев происходит одновременно в положениях, отстоящих друг от друга на фиксированное расстояние в осевом направлении и радиальном направлении. При этом, когда заготовку Е1 вращают в состоянии, в котором размер К1 зазора между поверхностью обрабатываемого целевого участка U1 заготовки E1 и поверхностью теплопроводного участка 431 поддерживается равным заранее определенному значению, теплопроводный участок 431 совершает относительное движение относительно обрабатываемого целевого участка U1 во втором направлении с заранее определенной скоростью. Например, в данном случае относительное движение осуществляется со скоростью 200-300 мм/сек при поддержании мощности 100-150 кВт и размера K1 зазора, равного 2,5 мм. При проведении вышеописанной операции происходит равномерный нагрев всей области обрабатываемого целевого участка U1, которая является областью, подобной полосе, на внешней периферийной поверхности заготовки E1, расположенной так, что она обращена к теплопроводному участку 431. После окончания термообработки, осуществляемой по всей окружной поверхности обрабатываемого целевого участка U1, узел 411 поддержания движения перемещает заготовку Е1 к нижележащему узлу 413 охлаждения вдоль направления Z. Узел 413 охлаждения использует охлаждающее вещество для охлаждения заготовки Е1, расположенной в пространстве 413а, которая является областью охлаждения, окруженной рубашкой охлаждения. Далее, когда охлаждающее вещество протекает по полому участку 426a в катушке 426 для индукционного нагрева через первый соединительный проводящий участок 432, теплопроводный участок 431 и второй соединительный проводящий участок 433, катушка 426 для индукционного нагрева и проводящие пластины 424 и 425 охлаждаются. В соответствии с катушкой для индукционного нагрева, устройством для термообработки и способом термообработки согласно этому варианту осуществления можно получить следующий эффект. То есть, поскольку теплопроводному участку 431 придана зигзагообразная форма, предусматривающая неразрывные коленчатые участки, можно гарантировать поле ферромагнетика и можно получить приемлемый профиль распределения температур. Поэтому можно осуществить высокоскоростную равномерную термообработку с помощью малой мощности. Например, при использовании шпилькообразной катушки, кпд катушки составляет приблизительно 30%, тогда как можно гарантировать кпд катушки приблизительно 70%, когда используют зигзагообразную форму, как в этом варианте осуществления. Кроме того, когда интервал между проводящими элементами 431w, соседствующими друг с другом, задан не меньшим, чем однократный, и не большим, чем двукратный размер ширины проводящего элемента 431w теплопроводного участка 431, можно избежать смещения магнитных потоков и можно уменьшить собственные потери катушки. Когда используют зигзагообразный теплопроводный участок 431 в соответствии с этим вариантом осуществления, конечную температуру 850°С на поверхности обрабатываемого целевого участка U1 можно воплотить с помощью мощности 100 кВт, задавая скорость 200-300 мм/сек и время нагрева, равное 300 с. То есть, когда используют катушку 426 для индукционного нагрева, имеющую зигзагообразный теплопроводный участок 431, можно воплотить термообработку для крупногабаритной заготовки на основе сканирующего частичного нагрева, который нельзя воплотить посредством плоской катушки для индукционного нагрева. Кроме того, когда обрабатываемый целевой участок U1 имеет петлеобразную форму, появляется возможность осуществить термообработку при отсутствии зоны размягчения на конце, где обработку начинают, и конце, где ее заканчивают, даже несмотря на использование частичного нагрева. Поэтому, например, когда заготовкой является роликовый подшипник, а обрабатываемым целевым участком U1 является поверхность дорожки качения, по которой проходит катящийся элемент, можно сформировать равномерный закаленный слой без зоны размягчения, тем самым получая, в частности, превосходные характеристики. Поскольку термообработку проводят, располагая проводящий участок так, что он оказывается обращенным к части обрабатываемого целевого участка U1, когда обрабатываемый целевой участок U1 и заготовка Е1 являются крупными, можно уменьшить размер теплопроводного участка 431, предусматривая множество теплопроводных участков 431 и тем самым осуществляя миниатюризацию устройства 410 для термообработки. Поэтому можно уменьшить необходимую мощность и можно снизить стоимость изготовления. Кроме того, поскольку термообработку проводят, располагая проводящий участок так, что он оказывается обращенным к части обрабатываемого целевого участка U1, и осуществляют относительное движение, например, когда заготовкой является круглый элемент, имеющий коленчатые участки, можно легко поддерживать подходящий размер зазора, даже несмотря на деформацию заготовки из-за такого фактора, как тепловое расширение во время индукционного нагрева. Например, в случае использования кольцевой катушки для индукционного нагрева в связи с круглым обрабатываемым целевым участком для осуществления термообработки с применением процесса однократного нагрева, поскольку заготовка деформируется из-за теплового расширения, нужно заранее делать катушку для индукционного нагрева имеющей больший размер, и поэтому теплопроизводительность ухудшается, но поддерживать надлежащий зазор можно именно регулированием расположения катушки относительно заготовки, когда коэффициент покрытия мал, как в этом варианте осуществления. Следует отметить, что часть заготовки, имеющую толщину 25 мм или более, определяют как радиально толстый компонент (радиально толстый участок). Например, хотя в связи с предыдущим вариантом осуществления описание приведено для случая, где относительное движение осуществляется за счет вращения заготовки Е1, это не является ограничением данного изобретения, и относительное движение можно осуществлять за счет движения стороны 412 участка индукционного нагрева по заранее определенной траектории, параллельной второму направлению. Хотя описана компоновка с двумя коленчатыми участками 434 и двумя коленчатыми участками 435, это не является ограничением данного изобретения, и количество коленчатых участков 434 или 435 может быть равно одному, трем или более, и количество коленчатых участков 434 может отличаться от количества коленчатых участков 435. Хотя в связи с предыдущим вариантом осуществления приведено описание примера, в котором один участок 412 находится в одном положении относительно обрабатываемого целевого участка U1, это не является ограничением данного изобретения, и возможна компоновка, предусматривающая множество участков 412 индукционного нагрева вдоль второго направления. 19-й вариант осуществления Например, в случае установки двух участков 412 индукционного нагрева две катушки 426 для индукционного нагрева находятся в положениях, имеющих центральные углы, отличающиеся на 180 градусов, так что катушки обращены друг к другу, а когда предусматривается компоновка с тремя катушками для индукционного нагрева, каждый центральный угол задают равным 120 градусов. 20-й вариант осуществления Хотя теплопроводный участок 431 в предыдущем варианте осуществления имеет изогнутую конфигурацию, так что его центр выступает за пределы обоих его концов, если смотреть на виде в плане, это не является ограничением данного изобретения, и теплопроводный участок 431 можно надлежащим образом изменять в соответствии с формой заготовки. Фиг. 40 иллюстрирует 20-й вариант осуществления в соответствии с данным изобретением. Когда обрабатываемым целевым участком U2 является внутренняя периферийная поверхность круглой заготовки E2, теплопроводному участку 431 придают такую конфигурацию, что он оказывается изогнутым в направлении, противоположном вышеупомянутому направлению, так что обе его концевые части выступают за пределы центральной стороны. 21-й вариант осуществления Фиг. 41 иллюстрирует 21-й вариант осуществления в соответствии с данным изобретением. Когда обрабатываемым целевым участком U3 является плоская поверхность заготовки E3, теплопроводному участку 431 придают такую конфигурацию, что он имеет линейную форму, если смотреть на виде в плане. Следует отметить, что линейное направление X является первым направлением. В таком случае, можно аналогичным образом получить те же эффекты, что и в предыдущих вариантах осуществления. 22-й вариант осуществления Фиг. 42 иллюстрирует 22-й вариант осуществления в соответствии с данным изобретением. Хотя в качестве примера изогнутого участка в предыдущем варианте осуществления описан коленчатый участок 434 или 435, изогнутый с приданием ему U-образной прямоугольной формы, это не является ограничением данного изобретения. Например, как показано на фиг. 42, возможно формирование криволинейных участков 534 и 535, изогнутых с приданием им формы полукруга. В этом случае, нагрев проводят при таком профиле изменения температур, что нагрев концентрируется по центру С2 в первом направлении. Следовательно, эта конфигурация оказывается предпочтительной, когда желательно увеличение температуры нагрева на стороне центра С2. Хотя в качестве примера в предыдущем варианте осуществления описана конфигурация, при наличии которой обрабатываемым целевым участком U1 является дугообразная поверхность, имеющая неизменную толщину, это не является ограничением данного изобретения, и поверхность обрабатываемого целевого участка может быть наклонной, или обрабатываемый целевой участок может иметь ступенчатый участок, например вогнутый участок. Хотя в связи с предыдущим вариантом осуществления описан случай, в котором заготовка имеет радиус приблизительно 250 мм и коэффициент покрытия приблизительно 1/10, это не является ограничением данного изобретения. Например, диапазон коэффициента покрытия можно надлежащим образом изменять в соответствии с условиями, такими как диаметр заготовки, и предпочтительным является, например, коэффициент покрытия от 1/10 или более до 1/2 или менее, а также диапазон от 1/10 до 1/3. Когда коэффициент покрытия меньше 1/10, нельзя провести достаточный нагрев. Когда коэффициент покрытия превышает 1/2, трудно гарантировать, что катушка будет отслеживать расширение заготовки во время нагрева. Более того, увеличивается стоимость оборудования. В качестве еще одного варианта осуществления в соответствии с данным изобретением, например, в связи с размерами обрабатываемого целевого участка U1, отметим, что когда заданы внешний диаметр r1 заготовки ϕ = 1000 мм и высота S1=110 мм, теплопроводные участки 431 устанавливают в двух положениях так, что они оказываются обращенными к обрабатываемому целевому участку U1, суммарный окружной размер теплопроводных участков 431 в этих двух положениях задают равным 600 мм, а коэффициент покрытия задают составляющим приблизительно 1/5. В этом случае, условиями термообработки являются мощность 140 кВт и время нагрева, равное 310 с, а конечную температуру на поверхности обрабатываемого целевого участка U1 задают равной 900 градусов, чтобы воплотить эту термообработку. Кроме того, в качестве еще одного варианта осуществления в соответствии с данным изобретением, например, в связи с размерами обрабатываемого целевого участка U1, отметим, что когда внешний диаметр r1 заготовки ϕ=3000 мм и высота S1=135 мм, теплопроводные участки 431 устанавливают в четырех положениях так, что они оказываются обращенными к обрабатываемому целевому участку U1, суммарный окружной размер теплопроводных участков 431 в этих четырех положениях задают равным 2400 мм, а коэффициент покрытия задают составляющим приблизительно 1/4. В этом случае, условиями термообработки являются мощность 185 кВт и время нагрева, равное 280 с, а конечную температуру на поверхности обрабатываемого целевого участка U1 задают равной 920 градусов, чтобы воплотить эту термообработку. 23-й вариант осуществления На фиг. 43 представлен вид в плане, на котором - в качестве 23-го варианта осуществления в соответствии с данным изобретением - четыре катушки 426 для индуктивного нагрева показаны расположенными со сдвигом на центральный угол 90 градусов. Коэффициент покрытия задан равным 1/3, а вдоль второго направления расположены четыре теплопроводных участка 431. В данном случае, суммарный коэффициент покрытия четырех теплопроводных участков 431, расположенных через одинаковые интервалы, составляет 1/3. Когда коэффициент покрытия задан таким образом, устройство для индукционного нагрева можно минимизировать, поддерживая при этом желаемое время обработки и эффективность обработки. Кроме того, когда используют более одного участка 410 индукционного нагрева, можно уменьшить время обработки и можно быстро завершить термообработку, что предпочтительно, когда размер заготовки велик. Следует отметить, что данное изобретение не ограничивается предыдущими вариантами осуществления. Например, условия обработки или конкретные формы, материалы, размеры и другие аспекты соответствующих составляющих элементов, таких как заготовка или катушка, не ограничиваются примерами, описанными в предыдущих вариантах осуществления, и их можно изменять надлежащим образом. Более того, некоторые составляющие элементы из всех составляющих элементов, описанных в этих вариантах осуществления, можно исключать. Помимо этого, составляющие элементы из разных вариантов осуществления можно объединять. Кроме того, излишне говорить, что в рамках существа данного изобретения возможны различные модификации. Промышленная применимость В соответствии с данным изобретением можно разработать технологию, которая поможет легко воплотить термообработку для желаемой области нагрева, технологию, которая гарантирует равномерную обработку, и технологию, которая может повысить эффективность термообработки даже в случае, когда индуктивному нагреву подлежит крупногабаритный объект обработки.
Реферат
Изобретение относится к термообработке, такой как, например, высокочастотная закалка металлических деталей. Устройство для индукционной закалки содержит катушки (26) для индукционного нагрева, которые индуктивно нагревают различные части обрабатываемого целевого участка (A) в осевом направлении заготовки (12), причем заготовка (12) и катушка (26) для нагрева совершают относительное движение вдоль окружного направления (R) обрабатываемого целевого участка (A). Катушка (26) для нагрева имеет зигзагообразную форму, и в ней коленчатый участок (34), который раскрывается в одну сторону в осевом направлении, и коленчатый участок (35), раскрывающийся в другую сторону в осевом направлении, расположены, непрерывно чередуясь в противоположных направлениях вдоль окружного направления (R). Изобретение позволяет разработать технологию для простого осуществления термообработки любой желаемой области. 8 н. и 23 з.п. ф-лы, 43 ил.
Формула
отличающееся тем, оно предусматривает относительное движение объекта обработки и катушки для нагрева вдоль окружного направления обрабатываемого целевого участка объекта обработки посредством вращательного движения, по меньшей мере, одного из объекта обработки и катушки для нагрева,
причем устройство содержит катушки для нагрева, имеющие теплопроводные участки, которые индуктивно нагревают различные части обрабатываемого целевого участка в осевом направлении, пересекающем окружное направление, а
по меньшей мере, одна из катушек для нагрева содержит теплопроводный участок, имеющий зигзагообразную форму, и на нем предусмотрен коленчатый участок, который раскрывается в одну сторону в осевом направлении, и коленчатый участок, раскрывающийся в другую сторону в осевом направлении, причем упомянутые участки расположены, непрерывно чередуясь в противоположных направлениях вдоль окружного направления.
отличающееся тем, что интервал между коленчатыми участками, соседствующими друг с другом, является не меньшим, чем однократный, и не большим, чем двукратный размер ширины теплопроводного участка.
отличающееся тем, что, по меньшей мере, одна из катушек содержит теплопроводный участок, который проходит, пересекая окружное направление вращения, и имеет такую конфигурацию, что длина в окружном направлении части, отстоящей от центра вращения, больше, чем длина в окружном направлении части, близкой к этому центру.
отличающееся тем, что теплопроводный участок имеет фиксированную площадь поперечного сечения и изогнут таким образом, что угол протяженности части, отстоящей от упомянутого центра, относительно окружного направления оказывается меньшим, чем угол протяженности части, близкой к этому центру.
отличающееся тем, что размер катушки для нагрева в окружном направлении составляет не менее 1/10 и не более 1/2 размера обрабатываемого целевого участка в окружном направлении.
отличающееся тем, что обрабатываемому целевому участку придана форма, подобная бесконечной петле, непрерывной вдоль окружного направления.
отличающееся тем, что обрабатываемый целевой участок объекта обработки содержит одну или более ступенек.
отличающееся тем, что объект обработки имеет форму, подобную бочонку.
отличающееся тем, что объект обработки представляет собой полое тело и имеет внутреннюю периферийную поверхность, выполненную наклонной относительно осевого направления и окружного направления.
отличающееся тем, что соответствующие области обрабатываемого целевого участка, нагреваемые посредством теплопроводных участков катушек для нагрева, образуют одну непрерывную область нагрева.
отличающееся тем, что содержит узел охлаждения, который осуществляет обработку охлаждением для обрабатываемого целевого участка после осуществления термообработки посредством катушек для нагрева на протяжении всего рабочего хода обрабатываемого целевого участка в окружном направлении.
этап движения и нагрева, на котором располагают катушки для нагрева, которые имеют теплопроводные участки, которые индуктивно нагревают разные части обрабатываемого целевого участка объекта обработки в осевом направлении, пересекающем окружное направление, обращая эти катушки, по меньшей мере, к части обрабатываемого целевого участка, и осуществляют относительное движение обрабатываемого целевого участка и катушек для нагрева вдоль окружного направления обрабатываемого целевого участка, одновременно осуществляя термообработку на обрабатываемом целевом участке с помощью катушек для нагрева,
причем соответствующие области обрабатываемого целевого участка, нагреваемые теплопроводными участками катушек для нагрева, образуют непрерывную область нагрева, причем
по меньшей мере, одна из катушек для нагрева имеет зигзагообразную форму, и в ней коленчатый участок, раскрывающийся в одну сторону в осевом направлении, и коленчатый участок, раскрывающийся в другую сторону в осевом направлении, расположены, непрерывно чередуясь в противоположных направлениях вдоль окружного направления.
отличающийся тем, что включает в себя этап охлаждения, на котором охлаждают обрабатываемый целевой участок после этапа движения и нагрева на протяжении всего рабочего хода обрабатываемого целевого участка в окружном направлении.
причем теплопроводный участок содержит проводящий участок, который проходит, пересекая окружное направление вращения, и имеет такую конфигурацию, что длина в окружном направлении части, отстоящей от центра вращательного движения, больше, чем длина в окружном направлении части, близкой к этому центру.
отличающаяся тем, что проводящий участок имеет фиксированную площадь поперечного сечения и изогнут таким образом, что угол протяженности части, отстоящей от упомянутого центра, относительно окружного направления оказывается меньшим, чем угол протяженности части, близкой к этому центру.
отличающаяся тем, что теплопроводный участок имеет зигзагообразную форму, и на нем коленчатый участок, раскрывающийся в одну сторону в направлении, пересекающем окружное направление, и коленчатый участок, раскрывающийся в другую сторону, расположены, непрерывно чередуясь в противоположных направлениях вдоль окружного направления, а проводящий участок расположен между коленчатыми участками, обращенными друг к другу.
отличающаяся тем, что обрабатываемый целевой участок образует плоскую поверхность, перпендикулярную осевому направлению вращения, а
проводящий участок расположен так, что обращен к обрабатываемому целевому участку вдоль этой плоской поверхности.
отличающаяся тем, что обрабатываемый целевой участок образует наклонную поверхность, которая наклонена относительно осевого направления вращения, а
проводящий участок расположен так, что обращен к обрабатываемому целевому участку вдоль этой наклонной поверхности.
катушку для индукционного нагрева по любому из пп.14-18,
источник питания высокой частоты, соединенный с катушкой для индукционного нагрева, и
средство движения, предназначенное для обеспечения относительного движения обрабатываемого целевого участка и катушки для индукционного нагрева в окружном направлении.
отличающееся тем, что катушки для индукционного нагрева расположены вдоль окружного направления.
отличающееся тем, что содержит блок охлаждения, который охлаждает обрабатываемый целевой участок после термообработки на протяжении всего рабочего хода обрабатываемого целевого участка в окружном направлении.
отличающийся тем, что включает в себя этап охлаждения, на котором охлаждают обрабатываемый целевой участок после термообработки на протяжении всего рабочего хода обрабатываемого целевого участка в окружном направлении.
отличающаяся тем, что на теплопроводном участке интервал между проводящими элементами, образующими коленчатые участки, соседствующие друг с другом, является не меньшим, чем однократный, и не большим, чем двукратный размер ширины проводящего элемента, образующего коленчатый участок.
отличающаяся тем, что размер теплопроводного участка во втором направлении составляет не менее 1/10 и не более 1/2 размера обрабатываемого целевого участка, обращенного к теплопроводному участку, во втором направлении.
отличающаяся тем, что каждый коленчатый участок изогнут с приданием ему U-образной формы.
отличающаяся тем, что обрабатываемый целевой участок является радиально толстым участком.
катушку для индукционного нагрева по любому из пп.24-28,
источник питания высокой частоты, соединенный с катушкой для индукционного нагрева, и
средство движения, предназначенное для обеспечения относительного движения обрабатываемого целевого участка относительно катушки для индукционного нагрева вдоль второго направления.
отличающееся тем, что обрабатываемому целевому участку придана форма бесконечной петли, непрерывной вдоль второго направления, а
устройство содержит узел охлаждения, который осуществляет обработку охлаждением для обрабатываемого целевого участка после нагрева на протяжении всего рабочего хода обрабатываемого целевого участка во втором направлении при одновременном движении обрабатываемого целевого участка относительно катушки для индукционного нагрева вдоль второго направления.
этап движения и нагрева, на котором располагают катушку для индукционного нагрева по любому из пп.24-28 так, что она оказывается обращенной к части обрабатываемого целевого участка в форме, подобной бесконечной петле, которая непрерывна во втором направлении, и осуществляют относительное движение обрабатываемого целевого участка относительно катушки для индукционного нагрева вдоль второго направления, одновременно нагревая обрабатываемый целевой участок посредством индукционного нагрева, и
этап охлаждения, на котором охлаждают обрабатываемый целевой участок после термообработки на протяжении всего рабочего хода обрабатываемого целевого участка во втором направлении.
Комментарии