Способ и устройство для измерения, по меньшей мере, одного свойства расплавленного или полурасплавленого материала и обработки расплавленного или полурасплавленного материала - RU2497059C2
Код документа: RU2497059C2
Чертежи










Описание
Настоящее изобретение, в общем, относится к устройству и способу обработки расплавленного и/или полурасплавленного металла; в частности, к устройству и способу, по меньшей мере, для частичного мониторинга и/или контролирования нагрева, охлаждения и/или перемешивания расплавленного и/или полурасплавленного материала; более конкретно к устройству и способу, по меньшей мере, для частичного мониторинга и/или контролирования нагрева, охлаждения и/или перемешивания расплавленного и/или полурасплавленного материала и определения состояния расплавленного и/или полурасплавленного материала; еще более конкретно, к устройству и способу, по меньшей мере, для частичного мониторинга и/или контролирования нагрева, охлаждения и/или перемешивания расплавленного и/или полурасплавленного материала и определения состояния расплавленного и/или полурасплавленного материала, и к средству для перемещения расплавленного и/или полурасплавленного материала в устройство для формования.
Уровень техники
Обработка и формование металла представляет собой важный промышленный процесс. Часто является желательным формование или литье металлического изделия из металла, который находится в расплавленном состоянии, которое не является полностью жидким. В то же время, является необходимым контролировать выбранные свойства материала, такие как вязкость. Один из известных способов контролирования свойств материала состоит в сдвиговом перемешивании расплавленного сплава с помощью перемешивающего устройства, в то же время, охлаждая металл в диапазоне температур, соответствующем полутвердому состоянию сплава (то есть, в диапазоне температур между температурой ликвидуса и температурой солидуса), в течение этого времени материал будет иметь различную долю твердой фазы (fs), но будет иметь консистенцию скорее твердую, чем жидкую. Температура ликвидуса представляет собой минимальную температуру, при которой все компоненты смеси (такой как сплав металлов) могут находиться в жидком состоянии. Ниже температуры ликвидуса, смесь будет частично или полностью твердой. Температура солидуса представляет собой максимальную температуру, при которой все компоненты смеси (такой как сплав металлов) могут находиться в твердом состоянии. Выше температуры солидуса некоторая часть смеси или вся она будет находиться в жидком состоянии.
Этот тип обработки металла приводит к инициированию зародышеобразования в смеси, когда температура плавления смеси падает ниже температуры ликвидуса, тем самым предотвращая происходящее обычно образование дендритов (то есть, иглообразной, кристаллической структуры в материале). В течение этого типа обработки металла, и когда полутвердый материал имеет конкретную долю твердой фазы, многокомпонентный материал сплава имеет структуру, состоящую из твердых, сфероидальных «б-частиц» (то есть, твердых частиц, имеющих главный компонент с более высокой температурой плавления), которые окружены эвтектической жидкостью (то есть, жидкостью, содержащей компоненты с более низкой температурой плавления). Как таковой, во время обработки смеси, полутвердый материал, упоминаемый ниже как «ПТМ», имеет вязкость, которая позволяет манипуляции со смесью как с полужесткой массой. Такая полужесткая масса смеси может инжектироваться в форму для формования при условиях ламинарного потока, в отличие от турбулентного потока, обычно характеризующего обычный способ формования и инжектирования полностью расплавленного сплава. Инжектирование ПТМ в форму для формования в виде ламинарного потока может устранить многие распространенные дефекты, связываемые с обычным способом с расплавленным металлом для получения отливок в матрицах, отливок в многократных формах для формования и с другими способами литья. Эти дефекты включают усадочную пористость, образование оксидов и газовую пористость. Каждый из этих дефектов может вызвать ухудшение механических свойств формуемой смеси, например, уменьшение прочности, уменьшение срока службы при усталостных нагрузках и/или уменьшение возможности удовлетворительной термической обработки отливок, которую обычно используют для оптимизации прочности и для вытяжки отлитого продукта.
Другой полезной особенностью способа, который включает сдвиговое перемешивание расплавленного сплава, является то, что после обработки ПТМ, материал может получить возможность для полного отверждения, и при последующем повторном нагреве, материал сохраняет структуру ПТМ со сфероидальными «б-частицами» во всем своем полутвердом диапазоне температур. Этот последний процесс повторного нагрева является распространенным и предпочтительным, благодаря способности создавать металлическую заготовку, имеющую структуру ПТМ с помощью операции отливки чушек большого объема. Чушки могут легко транспортироваться к промышленному оборудованию, разрезаться до выбранного размера, а затем повторно нагреваться до полутвердого состояния при приготовлении к операции формования или литья. Однако этот способ является дорогостоящим из-за затрат, связанных с оборудованием, используемым для повторного нагрева ПТМ и литья заготовки из обработанной чушки, а также из-за невозможности повторного использования обработанного материала и отходов на месте, сохраняя при этом структуру ПТМ.
Плавление, охлаждение и обработка материала ПТМ на месте из стандартной заготовки из сырого металла может приводить к экономии, как на оборудовании, так и на повторном использовании материала, по сравнению со способом с повторным нагревом, в большой части потому, что не требуется дорогостоящее оборудование для повторного нагрева, и большие количества материала не удерживаются в технологическом материале, который может стать бесполезным, если должен произойти перерыв в процессе нагрева или формования. Этот стандартный способ получения металла осуществляют с помощью стандартных печей и оборудования для транспортировки расплавленного металла. Отходы металла могут легко повторно использоваться и обрабатываться с получением состояния ПТМ при необходимости. Некоторые затраты связаны с установкой для обработки на месте, но они, как правило, значительно меньше чем общая стоимость всего специализированного оборудования, необходимого для процесса повторного нагрева.
Как в способе с повторным нагревом, так и в обычном способе получения, целью является создание выбранной микроструктуры конечного металла. Значительное преимущество способа с ПТМ и последующим формованием материала в виде конечных продуктов представляет собой способность вязкого материала ПТМ протекать ламинарным образом в форму для формования, что сводит к минимуму появление дефектов. Преимущества этого способа включают улучшение механических свойств и срока службы при усталостных нагрузках, на основании сведения к минимуму оксидов, газовой пористости и усадочной пористости. Компоненты, критичные по безопасности и чувствительные к давлению, являются главными кандидатами для этих способов формования ПТМ.
Обычно требуемое состояние ПТМ определяют по температуре загрузки расплавленного металла с использованием термопары. Термопару либо погружают в материал, либо погружают в емкость, удерживающую материал. Альтернативный способ заключается в получении образца материала, и в резке или замешивании материала с помощью шпателя для получения «ощущения» вязкости. Однако такие альтернативные способы являются неточными, разрушающими и включают отдельный этап способа, который не включен в «общий» технологический поток с основным процессом плавки и литья. Термопара имеет ограничения, поскольку она является эффективно расходуемой и может деградировать, эродировать или загрязняться во время использования.
Другие способы контроля процесса осуществляют на временной основе, они программируются с помощью алгоритма, который принимает во внимание только начальную температуру расплавленного металла, измеренную с помощью термопары, и известные термические характеристики сплава металлов. Такой способ контроля является ненадежным, поскольку он не учитывает всех переменных, таких как температуры емкости и температуры окружающей среды. Существующие способы также не обеспечивают непрерывный мониторинг состояния материала ПТМ во время этапов загрузки, обработки, доставки или транспортировки процесса формования.
Полужидкий материал, ниже упоминаемый как «ПЖМ» также имеет температуру, находящуюся в пределах между температурой ликвидуса и температурой солидуса, но с консистенцией скорее жидкой, чем твердой. ПЖМ также используют для операций формования и литья. Существующие способы с ПЖМ также имеют ограничения. Такие способы не учитывают нерегулярные времена цикла формования, связанные с перерывами в работе следующего по ходу способа оборудования, перерывами в работе оператора или перерывами на кратковременное техническое обслуживание. Если стандартный цикл охлаждения замедляется или прерывается, загрузка ПЖМ должна удаляться в отходы и другая загрузка металла должна обрабатываться, когда перерыв в работе оборудования заканчивается. Это может приводить к возникновению отходов материала и к соответствующему увеличению затрат. Также, существующие способы ПЖМ не могут контролировать способ ПЖМ таким способом, который обеспечивает, чтобы условия температуры и вязкости загрузки ПЖМ были по существу одинаковыми для каждой загрузки металла.
С учетом современного состояния данной области, имеется необходимость в устройстве и способе, которые преодолевают прошлые недостатки, связанные с обработкой ПТМ/ПЖМ. В частности, имеется необходимость в устройстве и способе, которые могут использоваться для контроля способа с ПТМ/ПЖМ таким образом, который обеспечивает, чтобы условия температуры и/или вязкости загрузки ПТМ/ПЖМ были по существу одинаковыми для каждой загрузки металла, и эти устройство и способ обеспечивают непрерывный мониторинг состояния материала ПТМ/ПЖМ в течение стадий загрузки, обработки и доставки или транспортировки способа формования.
Раскрытие изобретения
Настоящее изобретение относится к устройству для обработки и измерения полужидкого металла (ПЖМ) и/или полутвердого металла (ПТМ), которое преодолевает вышеуказанные недостатки, связанные с обработкой ПТМ/ПЖМ. Как используется в настоящем документе, термины ПТМ и ПЖМ будут использоваться взаимозаменяемо, и оба они относятся к металлу или сплаву металлов, который находится при температуре в пределах между температурой ликвидуса и температурой солидуса металла или сплава металлов.
В одном из неограничивающих вариантов осуществления настоящего изобретения, предлагается устройство для измерения, по меньшей мере, одного свойства расплавленного или полурасплавленного материала и обработки расплавленного или полурасплавленного материала, которое содержит систему тигля или емкости, которая является, по меньшей мере, частично окруженной, по меньшей мере, одной индукционной катушкой. Полужидкое состояние металла или сплава металлов в системе тигля или емкости может измеряться и/или активно контролироваться подачей индукционной мощности посредством анализа в реальном времени или вне реального времени электрических сигналов обратной связи, которые получают, по меньшей мере, от одной индукционной катушки. В одном из неограничивающих аспектов настоящего варианта осуществления. Одна или более индукционных нагревательных катушек могут представлять собой охлаждаемые водой соленоидные индукционные катушки; хотя это не является обязательным. В другом и/или альтернативном неограничивающем аспекте настоящего варианта осуществления, одна или более индукционных катушек могут быть выполнены с возможностью генерирования магнитного поля с переменной мощностью и/или переменной частотой, которая может модулироваться для контроля охлаждения загрузки расплавленного металла в системе тигля или емкости от температуры жидкого расплавленного металла до выбранной энтальпии, удельного сопротивления и/или вязкости ниже температуры ликвидуса материала. Еще в одном и/или альтернативном неограничивающем аспекте настоящего варианта осуществления, одна или более индукционной катушек могут быть выполнены с возможностью создания магнитного поля, которое вызывает тороидальное перемешивание загрузки металла в системе тигля или емкости. Еще в одном и/или альтернативном неограничивающем аспекте настоящего варианта осуществления, одна или более индукционных катушек могут быть выполнены с возможностью создания одной зоны нагрева и/или перемешивания в системе тигля или емкости, или множество индукционных катушек могут использоваться для создания множества зон нагрева и/или перемешивания в системе тигля или емкости. Несколько известных из уровня техники конструкций устройств и способов, которые могут использоваться в настоящем изобретении для обработки металлов и сплавов металлов между температурой ликвидуса и температурой солидуса металла или сплава металлов, описаны в патентах США 7216690; 7169350; 7132077; 6991970; 6932938; 6796362; 6637927; 6443216; 6432160; 6402367; 6399017; 5219018 и 4434837; и в публикации заявки на патент США №2007/187060; которые включены сюда во всей полноте путем ссылки. Например, в патентах США 7169350; 6991970 и 6432160 описаны устройство и способ для получения «по требованию» полутвердого материала для использования в процессе литья. Устройство может содержать различные станции, которые имеют необходимые компоненты и структурные системы, которые должны использоваться как часть способа. Устройство и способ включают использование электромагнитного перемешивания и различных технологий контроля температуры и контроля охлаждения, и устройство, которое используют для облегчения получения полутвердого материала в пределах сравнительно короткого времени цикла. Устройство и способ также содержат структурные системы и технологии, которые используют для выпуска полутвердого материала непосредственно в разливочную гильзу литейной машины. Устройство и способ, описанные в патентах США 7169350; 6991970 и 6432160, могут полностью или частично использоваться в настоящем изобретении. В патентах США 7132077; 6932938; 6796362; 6443216 и 6399017 описана систему тигля или емкости для удерживания металлов и сплавов металлов между температурой ликвидуса и температурой солидуса металла или сплава металлов. Система тигля или емкости может содержать систему механического или электромагнитного извлечения для выпуска обработанного металла или сплава металлов из системы тигля или емкости. Система тигля или емкости может содержать охлаждающую систему и/или изолирующую систему. Системы тигля или емкости, описанные в патентах США 7132077; 6932938; 6796362; 6443,216 и 6399017, могут полностью или частично использоваться в настоящем изобретении. В патентах США 7169350; 6991970; 6637927; 6432160; 6402367; 5219018 и 4434837 описаны устройство и способ для механического или электромагнитного перемешивания металлов и сплавов металлов, которые находятся в системе тигля или емкости, между температурой ликвидуса и температурой солидуса металла или сплава металлов. Системы перемешивания, описанные в патентах США 7169350; 6991970; 6637927; 6432160; 6402367; 5219018 и 4434837, могут полностью или частично использоваться в настоящем изобретении.
В другом и/или альтернативном неограничивающем варианте осуществления предлагается устройство для измерения, по меньшей мере, одного свойства расплавленного или полурасплавленного материала и обработки расплавленного или полурасплавленного материала, которое включает использование системы тигля или емкости, который является, по меньшей мере, частично окруженным, по меньшей мере, одной индукционной катушкой и в которой температура металла или сплава металлов в тигле может определяться посредством анализа в реальном времени или вне реального времени электрических сигналов обратной связи, которые получают, по меньшей мере, от одной индукционной катушки. В такой системе, использование термопар, известных из уровня техники, может быть устранено. Как указано выше, термопары, известные из уровня техники, представляют собой контактные термопары, расположенные в системе тигля или емкости или вокруг нее. Такие известные из уровня техники термопары имеют склонность к коррозии со временем, выдавая, таким образом, неточные данные, которые могли бы приводить к получению ошибочных температур в системе тигля или емкости. Кроме того, обслуживание этих известных из уровня техники термопар может быть сложным, трудоемким и дорогостоящим.
В другом и/или альтернативном неограничивающем варианте осуществления настоящего изобретения, предлагается устройство для измерения, по меньшей мере, одного свойства расплавленного или полурасплавленного материала и обработки расплавленного или полурасплавленного материала, которое включает использование системы тигля или емкости, который является, по меньшей мере, частично окруженным, по меньшей мере, одной индукционной катушкой, и эта индукционная катушка может быть выполнена с возможностью измерения и активного контроля посредством подачи индукционной мощности с помощью анализа в реальном времени или вне реального времени электрических сигналов обратной связи, которые получают, по меньшей мере, от одной индукционной катушки. Как таковой, известный из уровня техники способ контроля процесса нагрева, охлаждения и/или распределения металла или сплава металлов из системы тигля или емкости на основании заданного времени и/или предварительно запрограммированного алгоритма, который учитывает только начальную температуру металла или сплава металлов, когда такой металл или сплав металлов изначально помещается в систему тигля или емкости, устраняется с помощью способа по настоящему изобретению. Такие известные из уровня техники способы контроля являются ненадежными, поскольку известный из уровня техники способ не учитывает и не может учитывать все переменные, связанные с металлом или сплавом металлов в системе тигля или емкости (например, температуру емкости, температуру окружающей среды, и т.п.). Система контроля в соответствии с настоящим изобретением имеет возможность постоянного или периодического мониторинга температуры металла или сплава металлов в системе тигля или емкости и тем самым обеспечения контроля в реальном времени или почти в реальном времени температуры металла или сплава металлов в системе тигля или емкости во время этапа загрузки, обработки и доставки/транспортировки металла или сплава металлов. Известные из уровня техники системы контроля не могут учитывать нерегулярные времена цикла формования, вызываемые перерывами в работе следующего по ходу способа оборудования, перерывами в работе оператора или кратковременными перерывами на техническое обслуживание. При этом если стандартный цикл охлаждения замедляется или прерывается, металл или сплав металлов в системе тигля или емкости вероятно должен превращаться в отходы и должна обрабатываться другая загрузка, когда машина готова возобновить литье. Система контроля в соответствии с настоящим изобретением имеет возможность мониторинга и поддержания температуры металла или сплава металлов в системе тигля или емкости во время таких перерывов, так что металл или сплав металлов не должен превращаться в отходы и металл или сплав металлов доставляется на литье и/или в разливочную гильзу при требуемой температуре. Известные из уровня техники системы контроля не имеют удовлетворительной возможности для контроля температуры металла или сплава металлов в системе тигля или емкости для того чтобы гарантировать, что состояние/консистентность/вязкость металла или сплава металлов, распределяемого из системы тигля или емкости, имеет одинаковые физические характеристики (например, температуру, вязкость, и т.п.). Система контроля в соответствии с настоящим изобретением имеет возможность мониторинга и поддержания физических характеристик металла или сплава металлов каждый раз, когда металл или сплав металлов распределяется из системы тигля или емкости. Как таковая, система контроля в соответствии с настоящим изобретением устраняет множество недостатков известных из уровня техники систем контроля и должна обеспечить систему контроля, которая является более экономичной, воспроизводимой и устойчивой, чем та, которая осуществляется в настоящее время в литейной промышленности.
В одной из неограничивающих конкретных конструкций по настоящему изобретению предлагается система контроля, которая содержит генератор (то есть устройство для обработки), эта система контроля выполнена с возможностью 1) периодического или непрерывного измерения состояния металла или сплава металлов в генераторе от момента времени, когда металл или сплав металлов вводится в генератор, до момента времени, когда металл или сплав металлов разливают или иным образом выпускают из генератора в емкость машины для формования (то есть в разливочную гильзу, литник, воронку, и т.п.), 2) контроля охлаждения, нагрева и/или перемешивания (для термической гомогенности) металла или сплава металлов в генераторе с тем, чтобы обеспечить, что металл или сплав металлов, доставленный в машину для формования, находится в воспроизводимом, термически однородном, микроструктурированном и вязком состоянии от удаления с предыдущего этапа и до поступления на следующую этап, и/или 3) создания непрерывных средств для переноса материала (например, после того как расплавленный металл или сплав металлов вводят в генератор) из генератора в машину для формования. Генератор может быть не соединен либо с источником расплавленного металла и/или с емкостью машины для формования; однако это не является обязательным; однако следует понимать, что генератор является физически соединенным с источником расплавленного металла и/или с емкостью машины для формования. В одной из неограничивающих конструкций, генератор содержит, по существу, цилиндрическую камеру или тигель (например, из графита, керамики/огнеупорного материала, комбинации металла и графита и/или керамики, и т.п.), который удерживает расплавленный металл (например, расплавленный алюминий, расплавленный сплав алюминия, и т.п.), который изначально разливают или иным способом вводят в генератор. По существу, цилиндрическая камера или тигель может быть, по меньшей мере, частично окружен снаружи в пределах примерно 0,01-1 дюйма от наружной поверхности, по существу, цилиндрической камеры или тигля соленоидной индукционной катушкой. Эта катушка, по существу, фиксируется на, по существу, одинаковом расстоянии от наружной поверхности, по существу, цилиндрической камеры или тигля с огнеупорными прокладками с тем, чтобы обеспечить центровку, по существу, цилиндрической камеры или тигля внутри индукционной катушки; однако это не является обязательным. Высота навитой катушки является, по существу, достаточной для заключения внутри нее всей, по существу, цилиндрической камеры или тигля, и может содержать выступ за высоту тигля в верхней и/или нижней части по существу, цилиндрической камеры или тигля на расстояние до одной трети от высоты, по существу, цилиндрической камеры или тигля (например, для тигля высотой 6 дюймов (15,2 см), общая длина индукционной катушки может составлять примерно до 10 дюймов(25,4 см)). Эта дополнительная протяженность индукционной катушки при использовании облегчает 1) равномерный нагрев, по существу, цилиндрической камеры или тигля в верхней и нижней части, по существу, цилиндрической камеры или тигля и/или 2) правильное перемешивание металла или сплава металлов внутри, по существу, цилиндрической камеры или тигля с помощью электромагнитной силы индукционного поля, генерируемого с помощью индукционной катушки. Кольцевое пространство между индукционной катушкой и, по существу, цилиндрической камерой или тиглем может, по меньшей мере, частично заполняться либо утрамбованным/спрессованным сухим огнеупорным материалом, слюдяной бумагой или заливаться по месту в индукционной катушке с использованием огнеупорного типа цемента; однако это не является обязательным. Целью утрамбованного/спрессованного сухого огнеупорного материала, слюдяной бумаги или заливки огнеупорного типа цемента, когда он используются, является создание тесного контакта между индукционной катушкой и, по существу, цилиндрической камерой или тиглем. Этот тесный контакт, когда он создается, обеспечивает отведение тепла из, по существу, цилиндрической камеры или тигля в охлаждаемую водой индукционную катушку, при этом, в то же время, с помощью индукционной катушки может обеспечиваться нагрев металла или сплава металлов в, по существу, цилиндрической камере или тигле. Общий эффект охлаждающей способности индукционной катушки и нагревательной способности индукционной катушки заключается в создании способа с быстрой реакцией для контроля температуры, вязкости и/или содержания доли твердой фазы (fs) металла или сплава металлов в, по существу, цилиндрической камере или тигле. Способность контролировать скорость охлаждения и температуру металла или сплава металлов в, по существу, цилиндрической камере или в тигле делает возможной доставку загрузки металла или сплава металлов воспроизводимым образом в устройство для формования, даже в случае замедления цикла или перерыва в производстве. Весь узел из тигля и катушки может находиться внутри защитного не проводящего электричества кожуха для безопасности и защиты оборудования; однако это не является обязательным. Индукционную катушку, как правило, запитывают с помощью источника питания переменной частоты (например, 10-10000 Гц и т.п.). Этот источник питания может быть выполнен с возможностью работы в одном частотном диапазоне или одновременно в многочастотном режиме для усиления тороидального перемешивания, для гомогенности и/или для лучшего контролирования процесса нагрева/охлаждения. Система контроля для генератора может быть выполнена с возможностью 1) измерения состояния загрузки расплавленного/полутвердого/жидкого металла или сплава металлов в генераторе и/или 2) контроля скоростей нагрева и/или охлаждения загрузка металла или сплава металлов в генераторе на основании сигнала контроля от индукционной катушки. В одной из неограничивающих конструкций, получают сигнал обратной связи или контроля от индукционной катушки, которая осуществляет нагрев и охлаждение. Этот сигнал может быть также или альтернативно получен от второй, незапитываемой соленоидной катушки рядом с загрузкой металла или сплава металлов в генераторе. Как таковой, сигнал обратной связи или контроля может быть получен от непосредственного контакта с индукционной катушки или косвенно (то есть, от неконтактного источника) от индукционной катушки. Например, в пульт контроля энергетической индукционной установки может быть передан сигнал соблюдения условий, который отслеживает (например, непрерывно, периодически) нагрузку на индукционной катушке. Эта нагрузка представляет собой индукционную катушку и проводящий материал внутри индукционной катушки. В качестве проводящего материала может рассматриваться загрузка металла или сплава металлов в генераторе и сам генератор, если материал генератора является проводящим (например, графит, металл, и т.п.). Электрически измеренные изменения нагрузки вызываются термическими изменениями и металлургическими изменениями в загрузке металла или сплава металлов в генераторе, когда металл или сплав металлов охлаждается и нагревается. Одно из изменений электрических параметров, которое может определяться, представляет собой изменение удельного сопротивления загрузки металла или сплава металлов в генераторе, которое производит изменения напряжения индукционной катушки. Следует понимать, что и другие или дополнительные электрические параметры могут быть определены для мониторинга и/или контролирования работы генератора. Эти один или более измеренных электрических параметров, которые могут использоваться для частичного, по меньшей мере, определения, мониторинга и/или контролирования свойств загрузки металла, включают, но, не ограничиваясь этим, сопротивление нагрузки в области, которая является, по меньшей мере, частично окруженной индукционной катушкой, удельное сопротивление загрузки металла, температуру загрузки металла, долю твердой фазы в загрузке металла и/или долю жидкой фазы в загрузке металла. Следует понимать, что и другие свойства загрузки металла могут отслеживаться, определяться и/или контролироваться посредством измерения одного или более электрических параметров. Это изменение напряжения может использоваться как сигнал обратной связи для контроля процесса нагрева и охлаждения для загрузки металла или сплава металлов в генераторе. Используя различные особенности сигнала соблюдения условий в индукционной системе контроля, этот сигнал напряжения и/или другие доступные сигналы, отражающие состояние загрузки металла или сплава металлов в генераторе, могут использоваться для модулирования и контроля физического процесса охлаждения, нагрева и/или поддерживания температуры загрузки металла или сплава металлов в генераторе. Система индукционного контроля может быть выполнена с возможностью создания сигнала и мониторинга сигнала, даже при модулировании выходной мощности. По этой причине контроль процесса нагрева и охлаждения загрузки металла или сплава металлов в генераторе может быть 1) непрерывным, 2) бесконтактным (то есть не требуется термопары в расплавленном металле или сплаве металлов или в стенке тигля), 3) регулируемым до требуемой рабочей точки и/или 4) позволяющим доставлять загрузку металла или сплава металлов в генераторе на станцию формования. Система контроля нагрева и охлаждения загрузки металла или сплава металлов в генераторе может использоваться в комбинации с одним из других способов получения ПТМ/ПЖМ. Например, некоторая другая система контроля может использоваться для инициирования процесса зародышеобразования металла или сплава металлов, а затем может использоваться контроль процесса для контроля нагрева и охлаждения металла или сплава металлов в генераторе для обеспечения гомогенной температуры металла или сплава металлов. Система контроля может также использоваться для получения, а затем поддержания, если это необходимо, требуемой температуры металла или сплава металлов в генераторе до того момента, когда металл или сплав металлов доставляют на станцию формования. В зависимости от конструкции машины для формования и ее загрузочной емкости, генератор может быть выполнен с возможностью наклона для того чтобы разливать загрузку в вертикально или горизонтально ориентированную разливочную гильзу. Генератор и соединительные проводники для индукционной мощности могут закрепляться на многоосном (например, как правило, с 3 или более осями) роботизированном/механическом манипуляторе; однако это не является обязательным. Этот роботизированный манипулятор при использовании может иметь достаточное перемещение для перемещения генератора в положение для приема загрузки расплавленного металла (например, из ковша, насоса для металла, дозирующей печи, и т.п.). Роботизированный манипулятор может быть выполнен с возможностью перемещения генератора и соединительных проводников для индукционной мощности в промежуточное положение для создания структуры ПЖМ в отдельном устройстве для зародышеобразования или для создания структуры ПЖМ внутри генератора при переходе в точку доставки на станции формования. Роботизированный манипулятор также может быть выполнен с возможностью перемещения генератора и соединительных проводников для индукционной мощности к станции формования, где генератор наклоняют для разливания или для выскальзывания загрузки металла или сплава металлов, или для активного зацепления через плунжер/поршень, для инжектирования загрузки металла или сплава металлов в камеру для формования или инжектирования машины для формования. Индукционный источник питания может либо представлять собой встроенную часть узла доставки, либо помещаться отдельно, на удалении от манипулятора робота и области осуществления способа. Следует понимать, генератор может представлять собой часть полностью соединенной установки. При такой системе, генератор принимает отмеренную загрузку через нагреваемую транспортную трубу непосредственно от дозирующей печи или насоса для расплавленного металла. Расплавленный металл подводят через генератор, где загрузку охлаждают и перемешивают. Индукционная катушка может представлять собой отдельный соленоид, запитываемый с помощью одночастотного генератора, или катушку с тремя независимыми обмотками, запитываемыми с помощью трехфазного индукционного частотного генератора, для усиления движения металла в генераторе. Загрузка поддерживалась бы в секции генератора в контролируемом состоянии. Когда цикл запрашивает металл для инжектирования, устройство для подачи металла (насос или узел дозирования) приводится в действие и генератор работает для перемещения загрузки вдоль нагреваемого подвода в камеру для формования/инжектирования, когда новый объем расплавленного металла вводится в генератор. Некоторые неограничивающие особенности системы контроля представляют собой:
- Технологическое оборудование и способ могут конструироваться для непрерывного или периодического измерения уровня полутвердого/жидкого материала, который присутствует в объеме материала, в ходе способа без физического контакта с загрузкой металла.
- Устройство для удерживания или тигель может выполняться из графита.
- Устройство для удерживания или тигель может выполняться из сплавов нержавеющей стали и футероваться графитом, нитридом кремния и/или другими огнеупорными керамическими материалами.
- Устройство для удерживания или тигель может представлять собой керамический огнеупорный материал.
- Устройство для удерживания или тигель могут закрепляться внутри соленоидной нагревательной охлаждающей катушки, набитой сухим огнеупорным материалом.
- Устройство для удерживания или тигель может закрепляться внутри соленоидной нагревательной охлаждающей катушки посредством налива огнеупорного цемента.
- Соленоидная индукционная катушка, окружающая тигель, может служить в качестве охлаждающего устройства.
- Соленоидная индукционная катушка, окружающая тигель, может служить в качестве нагревательного устройства.
- Соленоидная индукционная катушка, окружающая тигель, может служить в качестве устройства для измерения.
- Настоящее изобретение может использоваться для обработки сплавов, не содержащих железа.
- Сплавы алюминия представляют собой предпочтительный материал загрузки для генератора.
- Настоящее изобретение может использоваться для обработки сплавов железа.
- Измерение сигнала для контроля способа может осуществляться посредством обратной связи индукционной нагревательной/охлаждающей катушки с индукционным источником питания.
- Измерение сигнала для контроля способа может осуществляться с помощью отдельной соленоидной катушки вблизи загрузки.
- Оборудование и способ могут контролировать способ, используемый для получения и удерживания материала таким образом, что полутвердая загрузка материала может доставляться в устройство для формования при требуемой доле твердой фазы периодически, от цикла к циклу.
- Генератор может закрепляться на многоосном роботизированном манипуляторе для предотвращения любого переноса материалов в способе, который может внести загрязнение в загрузку.
- Оборудование может непосредственно соединяться с источником расплавленного металла и/или с устройством для формования металла.
- Оборудование может использоваться в режиме без соединения с источником металла и устройством для формования.
- Металл или сплав металлов в генераторе может использоваться для непрерывного мониторинга доли твердой фазы и/или доли жидкой фазы загрузки металла.
- Система контроля для генератора может конструироваться для непрерывного контролирования металлургического состояния загрузки металла до выбранного состояния периодическим образом.
- Перемешивание загрузки металла в генераторе может представлять собой тороидальное перемешивание.
- Не соединенный генератор может иметь оболочку поверх верхнего отверстия с тем, чтобы инертный газ мог вводиться поверх загрузки металла для ограничения или предотвращения генерирования оксидов.
Одной из неограничивающих целью настоящего изобретения является создание устройства и способа, который может определять, осуществлять мониторинг и/или контролировать одно или более физических свойств металла или сплава металлов в системе тигля или емкости с помощью анализа одного или нескольких измеренных электрических параметров (например, электрических сигналов обратной связи, получаемых, по меньшей мере, от одной индукционной катушки, которая позиционируется, по меньшей мере, частично вокруг системы тигля или емкости, и т.п.).
Другой и/или альтернативной неограничивающей задачей настоящего изобретения является создание устройства и способа, которые могут определять температуру, долю твердой фазы и/или долю жидкой фазы для металла или сплава металлов в системе тигля или емкости с помощью анализа электрических сигналов обратной связи, получаемых, по меньшей мере, от одной индукционной катушки, которая позиционируется, по меньшей мере, частично, вокруг системы тигля или емкости.
Еще одной и/или альтернативной неограничивающей задачей настоящего изобретения является создание устройства и способа, которые могут определять и/или контролировать температуры металла или сплава металлов в системе тигля или емкости посредством анализа электрических сигналов обратной связи, получаемых, по меньшей мере, от одной индукционной катушки, которая позиционируется, по меньшей мере, частично, вокруг системы тигля или емкости.
Еще одной и/или альтернативной неограничивающей задачей настоящего изобретения является создание устройства и способа, которые могут контролировать обработку металла или сплава металлов от момента времени, когда металл или сплав металлов помещают в систему тигля или емкости, до момента времени, когда металл или сплав металлов разливают или выпускают из системы тигля или емкости, при этом, по меньшей мере, часть информации для такого контроля процесса получают от анализа электрических сигналов обратной связи получаемых, по меньшей мере, от одной индукционной катушки, которая располагается, по меньшей мере, частично вокруг системы тигля или емкости.
Еще одной и/или альтернативной неограничивающей задачей настоящего изобретения является создание устройства и способа, которые могут определять температуру металла или сплава металлов в системе тигля или емкости без использования термопары.
Другой и/или альтернативной неограничивающей задачей настоящего изобретения создание устройства и способа, которые могут определять и контролировать температуру металла или сплава металлов в системе тигля или емкости без использования термопары.
Еще одной и/или альтернативной неограничивающей задачей настоящего изобретения является создание устройства и способа, которые могут определять, осуществлять мониторинг и/или контролировать, по меньшей мере, одно свойство загрузки металла в генераторе, который подвергается воздействию магнитного поля, создаваемого с помощью, по меньшей мере, одной индукционной катушки, посредством использования системы измерения для непосредственного измерения и/или косвенного измерения, по меньшей мере, одного электрического параметра, который может использоваться, по меньшей мере, для частичного определения сопротивления нагрузки в области, которая является, по меньшеймере, частично окруженной, по меньшей мере, одной индукционной катушкой, удельного сопротивления загрузки металла, температуры загрузки металла, доли твердой фазы загрузки металла и/или доли жидкой фазы загрузки металла.
Еще одной и/или альтернативной неограничивающей задачей настоящего изобретения является создание устройства и способа, который включает использование контроллера, по меньшей мере, для частичного регулирования уровня мощности к, по меньшей мере, одной индукционной катушке на основании, по меньшей мере, одного измеренного электрического параметра.
Еще одной и/или альтернативной неограничивающей задачей настоящего изобретения является создание устройства и способа, который включает использование контроллера, по меньшей мере, для частичного контроля уменьшения температуры загрузки металла от температуры ликвидуса загрузки металла до температуры более высокой, чем температура солидуса загрузки металла, так что загрузка металла имеет определенную долю твердой фазы и долю жидкой фазы непосредственно перед моментом времени, когда загрузка металла разливается или иным образом выпускается из генератора.
Еще одной и/или альтернативной неограничивающей задачей настоящего изобретения является создание устройства и способа, которые измеряют, по меньшей мере, один электрический параметр по обратной связи с, по меньшей мере, одной индукционной катушки.
Другой и/или альтернативной неограничивающей задачей настоящего изобретения является создание устройства и способа, которые измеряют, по меньшей мере, один электрический параметр от соленоидной катушки вблизи, по меньшей мере, одной индукционной катушки.
Еще одной и/или альтернативной неограничивающей задачей настоящего изобретения является создание устройства и способа, которые математически манипулируют (например, вычисляет производные параметров, осуществляет корреляцию данных, подгонку кривых, и т.п.), по меньшей мере, с одним измеренным электрическим параметром чтобы, по меньшей мере, частично использовать его для определения одной или более тенденций физических свойств (например, температуры загрузки металла как функции времени, удельного сопротивления загрузки металла как функции времени, сопротивления нагрузки, ощущаемого индукционной катушкой, как функции времени, удельного сопротивления загрузки металла как функции мощности на индукционной катушке, удельного сопротивления загрузки металла как функции температуры загрузки металла, и т.п.) для загрузки металла.
Эти и другие цели и преимущества станут понятными специалистам в данной области техники при прочтении последующего описания в комбинации с прилагаемыми чертежами.
Краткое описание чертежей
Далее будет сделаны ссылка на чертежи, которые иллюстрируют различные варианты осуществления, которые может принимать настоящее изобретение в физической форме и в определенных элементах и конструкциях из элементов, на которых:
Фиг.1 представляет собой схематичный вид неограничивающей установки для литья металла, содержащей устройство для обработки и измерения полужидкого металла в соответствии с настоящим изобретением.
Фиг.2 представляет собой схематичный вид в разрезе неограничивающего устройства для обработки и измерения полужидкого металла, показанного на фиг.1;
Фиг.3 представляет собой вид неограничивающей приведенной в качестве примера кривой, показывающий зависимость энтальпии от времени и зависимость температуры от времени для металла или сплава металлов, обрабатываемого в неограничивающем устройстве для обработки и измерения полужидкого металла на фиг.1;
Фиг.4 представляет собой вид известной из уровня техники приведенной в качестве примера кривой, показывающий зависимость сопротивления от энтальпии для металла или сплава металлов, обрабатываемого в устройстве для обработки и измерения полужидкого металла на фиг.1;
Фиг.5 представляет собой схематичный вид, аналогичный показанному на фиг.2, устройства для обработки и измерения полужидкого металла, иллюстрирующий тороидальный поток расплавленного металла или сплава металлов в устройстве для обработки и измерения полужидкого металла;
Фиг.6 представляет собой вид известной из уровня техники приведенной в качестве примера кривой, показывающий зависимость вязкости от температуры для загрузки сплава металлов, содержащего сплав алюминия марки A356, имеющего примерно 7% кремния;
Фиг.7 представляет собой вид известной из уровня техники приведенной в качестве примера кривой, показывающей зависимость температуры от доли твердой фазы для загрузки сплава металлов, содержащей сплав алюминия марки A356;
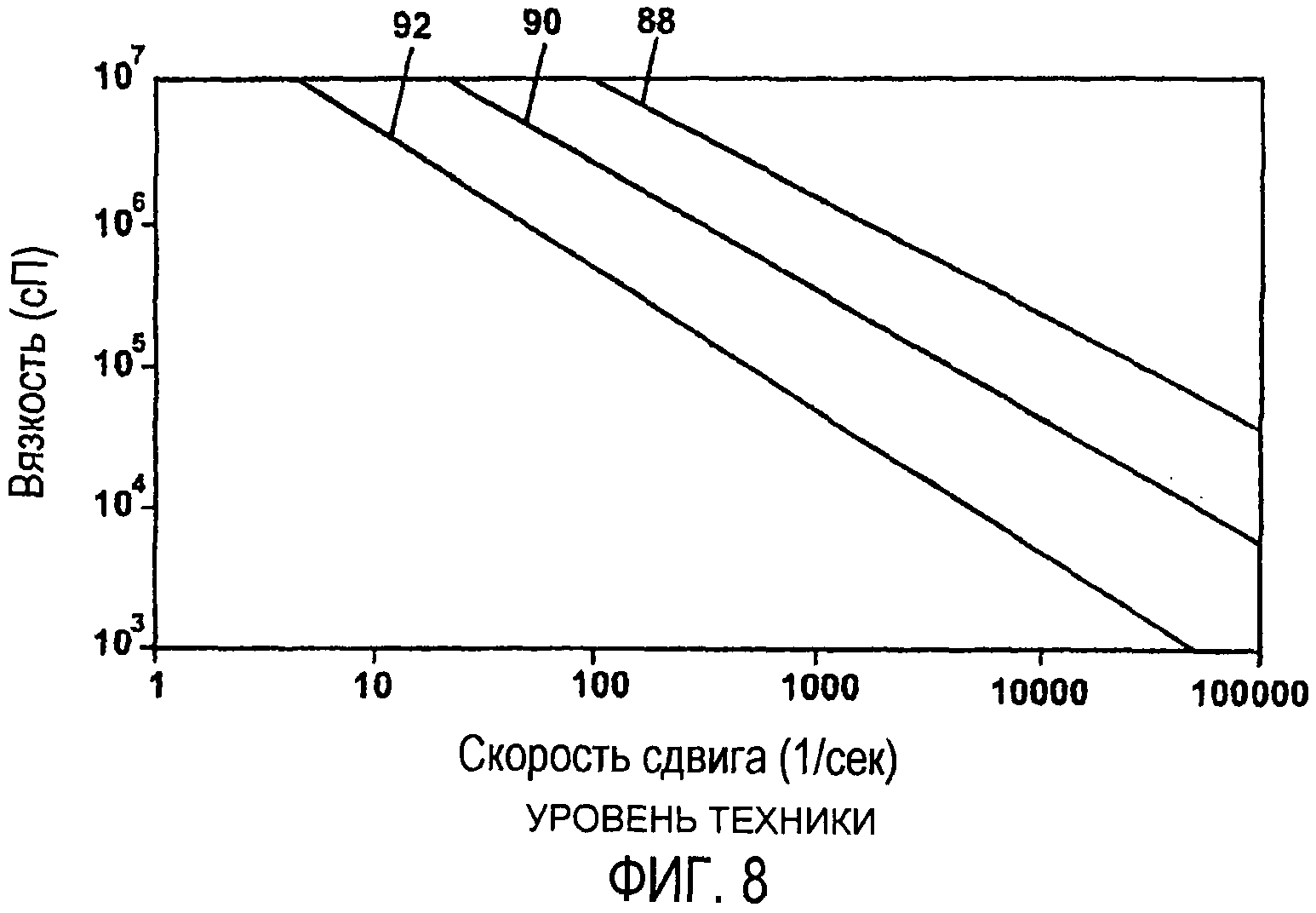
Фиг.8 представляет собой вид известного из уровня техники примерного семейства кривых, показывающий зависимость вязкости от скорости сдвига для сплава алюминия марки A356, имеющего различные доли твердой фазы;
Фиг.9 представляет собой график, иллюстрирующий соотношение между данными температуры от сопротивления и температуры от общего сопротивления в индукционной катушке;
Фиг.10 представляет собой график, иллюстрирующий соотношение между температурой и реальной нагрузкой на индукционной катушке в течение определенного периода времени;
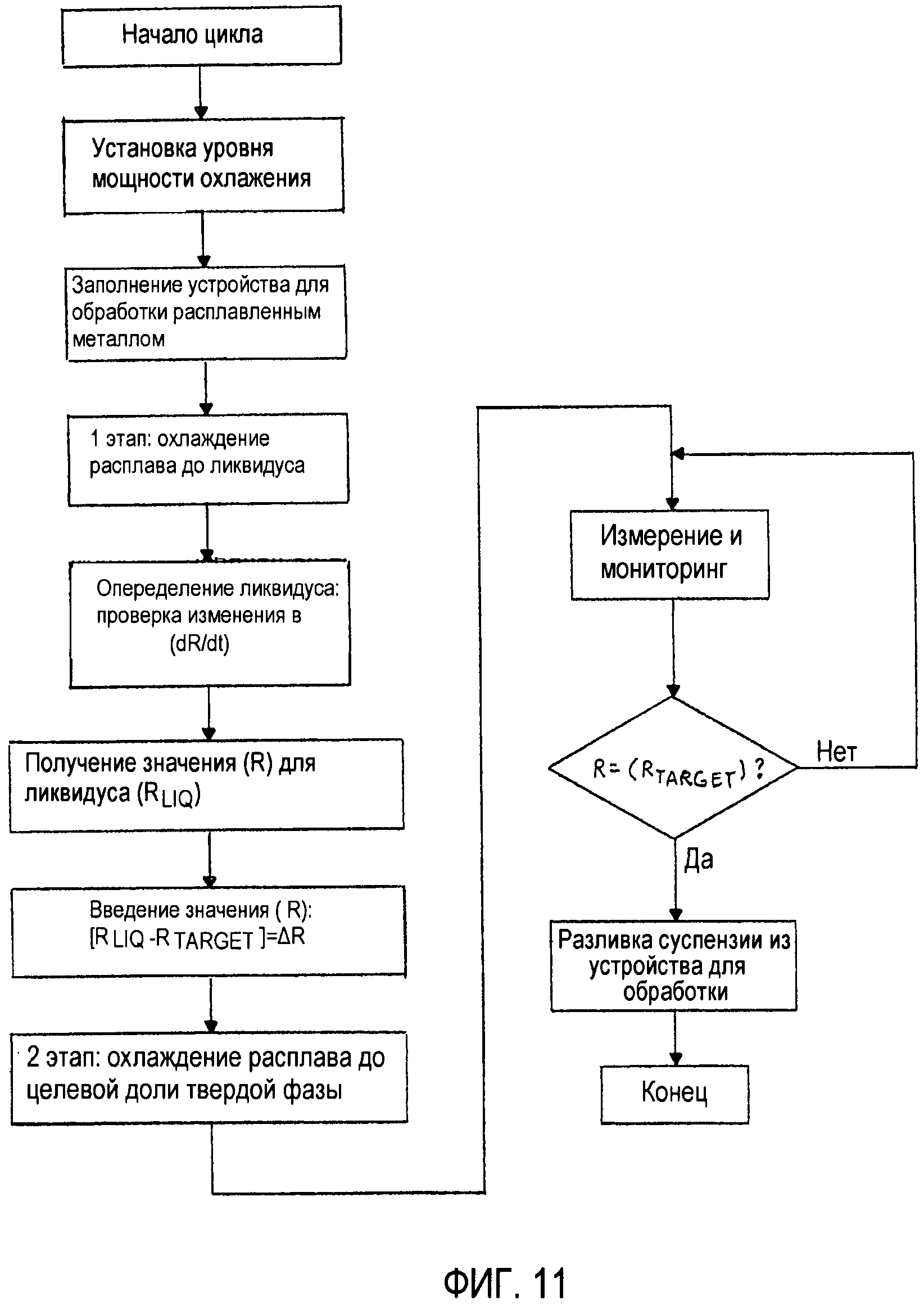
Фиг.11 представляет собой блок-схему способа, иллюстрирующую один из неограничивающих способов в соответствии с настоящим изобретением; и
Фиг.12 представляет собой неограничивающую простую иллюстрацию способа обработки загрузки металла в соответствии с настоящим изобретением.
Описание неограничивающих вариантов осуществления настоящего изобретения
Рассмотрим теперь более подробно чертежи, которые приводятся только для иллюстрации различных вариантов осуществления настоящего изобретения, а не для ограничения настоящего изобретения. Настоящее изобретение относится к устройству для обработки и измерения ПЖМ/ПТМ, упоминаемого также далее как «генератор», для получения ПЖМ/ПТМ для использования в операциях формования или литья металла. Как правило, способ включает охлаждение загрузки металла до температуры жидкого расплавленного металла в загрузке металла после того как загрузку металла вводят в генератор, затем дополнительное охлаждение загрузки металла контролируемым образом посредством электромагнитного перемешивания и/или других типов перемешивания для сведения к минимуму образования дендритной кристаллической структуры и/или облегчения образования или зародышеобразования структуры сфероидальных 6-частиц в загрузке металла. Скорость охлаждения и состояние загрузки расплавленного металла ниже температуры ликвидуса может, по меньшей мере, частично определяться посредством измерения энтальпии загрузки расплавленного металла. В соответствии с одним из неограничивающих аспектов настоящего изобретения. Энтальпия расплавленного металла и/или ПЖМ/ПТМ в генераторе может, по меньшей мере, частично определяться косвенно посредством определения удельного электрического сопротивления загрузки расплавленного металла и/или ПЖМ/ПТМ в генераторе посредством измерения изменения напряжения, тока, сопротивления и/или мощности, которые отражаются в обратной связи нагревательной/охлаждающей катушки, когда состояние и температура загрузки расплавленного металла и/или ПЖМ/ПТМ в генераторе изменяются. В соответствии с другим неограничивающим аспектом настоящего изобретения, загрузка расплавленного металла и/или ПЖМ/ПТМ в генераторе может перемешиваться посредством воздействия на загрузку расплавленного металла и/или ПЖМ/ПТМ переменным магнитным полем. В соответствии еще с одним неограничивающим аспектом настоящего изобретения, ПЖМ/ПТМ в генераторе может поддерживаться в требуемом диапазоне температур и/или поддерживаться при требуемых физических свойствах вплоть до момента доставки ПЖМ/ПТМ в устройство для формования или литья.
Со ссылкой на фиг.1, показан генератор 10 в соответствии с настоящим изобретением. Генератор 10 содержит часть установки 12 для литья металла, содержащую известную печь 14 (например, дозирующую печь, и т.п.) для подачи расплавленного металла. Как показано на фиг.1, расплавленный металл подается в генератор 10 с помощью использования установки роботизированного манипулятора 16. Следует понимать, что расплавленный металл может подаваться в генератор с помощью других или альтернативных средств, таких как, но, не ограничиваясь этим, автоматическое ковшевое транспортное устройство, устройство для наклона генератора 10, для разливания загрузки ПЖМ/ПТМ и/или известного устройства для формования или литья для приема загрузки ПЖМ/ПТМ. Использование и тип печи для плавления загрузки металла хорошо известны в данной области техники и, таким образом, не будут описываться подробно здесь. Аналогично, формование загрузки металла в устройстве для формования или литья хорошо известны в данной области техники и, таким образом, также не будут описываться подробно здесь. Неограничивающие типы устройств для обработки, которые включают использование печи и устройства для формования или литья, которые могут использоваться в настоящем изобретении, описываются в патентах США 7169350; 6991970 и 6432160, которые включены сюда путем ссылки.
Со ссылкой на фиг.2, генератор 10 показан как содержащий тигель 20 с открытым верхом для удерживания загрузки 22 металла из расплавленного металла и/или ПЖМ/ПТМ, такого как, но, не ограничиваясь эти, алюминий или сплав алюминия. Тигель имеет полость, с, по существу, круглой формой поперечного сечения; однако следует понимать, что могут использоваться и другие формы поперечного сечения. Наружная форма тигля также имеет, по существу, круглую форму поперечного сечения; однако следует понять, что могут использоваться и другие формы поперечного сечения. Площадь поперечного сечения полости и/или наружной формы тигля может быть постоянной или переменной. Как показано на фиг.2, площадь поперечного сечения полости и наружной формы тигля является конической, таким образом, изменяется по длине тигля. Коническая полость тигля имеет преимущества, позволяя более легкую очистку полости и более легкое удаление загрузки металла из полости. Коническая наружная форма тигля имеет преимущества, делая более легкой замену тигля в генераторе. Следует понимать, что тигель может иметь и другие формы. Настоящее изобретение будет описываться здесь по отношению к приведенной в качестве примера загрузке сплава алюминия, хотя настоящее изобретение также является пригодным для обработки других расплавленных материалов, таких как, но, не ограничиваясь этим, сплавы железа и сплавы, не содержащие железа, благородные металлы, и т.п.
Тигель 20, как правило, выполняют из материала, имеющего соответствующую прочность, долговечность и термические свойства для тех температур и массы загрузки металла, с которыми тигель 20 будет контактировать. Соответствующие материалы могут включать, но не ограничиваясь этим, графит, известные керамические или огнеупорные материалы, или комбинации металла и графита или керамических материалов. Открытый край тигля 20 может быть окружен кольцевым верхним фланцем 32, переходящим в тигель 20 через круговой огнеупорный стакан 34; однако это не является обязательным. Кольцевой верхний фланец может быть выполнен со средствами для закрывания отверстия тигля для введения инертного газа (то есть азота и или аргона, и т.п.) с тем, чтобы ингибировать или уменьшить образование оксидов в материале ПЖМ/ПТМ; однако это не является обязательным.
По окружности вокруг тигля 20 простирается, по существу, хорошо известная соленоидная индукционная катушка 24. Следует понимать, что вокруг тигля могут простираться, по меньшей мере, частично, более одной катушки. В одном из неограничивающих вариантов осуществления, индукционная катушка 24 охлаждается изнутри с помощью охладителя, такого как, но, не ограничиваясь этим, вода. Следует понимать, что индукционная катушка 24 может конструироваться так, чтобы она не охлаждалась с помощью протекающего внутри охладителя. Следует также понимать, что вокруг тигля могут располагаться одна или более охлаждающих катушек с тем, чтобы охлаждать тигель в одной или более зонах и/или одна или более нагревательных катушек могут располагаться вокруг тигля, чтобы нагревать тигель в одной или более зонах; однако это не является обязательным. Индукционная катушка 24 может содержать пару подводов 44, 46 для охлаждающей текучей среды. В одном из неограничивающих вариантов осуществления, подводы 44, 46 для охлаждающей текучей среды могут содержать шланг или трубу усиленного типа, заключающий внутри медный кабель, такой как используют в сварочном оборудовании; однако следует понимать, что подводы 44, 46 для охлаждающей текучей среды могут выполняться иначе. Труба, когда она используется для подводов 44, 46, для охлаждающей текучей может включать медную трубу; однако это не является обязательным. Охлаждающая текучая среда может представлять собой воду W или какой-то другой тип охлаждающей текучей среды. Как показано на фиг.1, резервуар 48 для охлаждающей текучей среды может использоваться для удержания требуемого количества охлаждающей текучей среды, протекающей через подводы 44, 46 для охлаждающей текучей среды. Труба 49 может использоваться для подачи охлаждающей текучей среды из резервуара 48 для охлаждающей текучей среды в подводы 44, 46 для охлаждающей текучей среды или в индукционную катушку вокруг тигля с тем, чтобы поддерживать требуемое количество охлаждающей текучей среды, циркулирующей через индукционную катушку и подводы 44, 46 для охлаждающей текучей среды. Подводы 44, 46, для охлаждающей текучей среды при использовании могут смыкаться или соединяться с источником 42 питания, чтобы сделать возможной подачу тока в катушку 24; однако это не является обязательным. Ток от источника питания через подводы 44, 46 и индукционную катушку 24 является переменным, с одной или более требуемыми частотами, для получения магнитного поля. Как правило, требуемые частоты переменного тока представляют собой высокую частоту (например, по меньшей мере, примерно 10 Гц); однако это не является обязательным. Магнитное поле, создаваемое переменным током, имеет воздействие нагрева загрузки 22 металла в тигле 20. Охладитель может использоваться для циркуляции через индукционную катушку 24 для поддержания катушки 24 при выбранной температуре, в то время как переменное магнитное поле нагревает загрузку 22 металла; однако это не является обязательным.
В другом неограничивающем варианте осуществления, индукционная катушка 24 отделена некоторым расстоянием от тигля 20. Когда индукционная нагревательная катушка отделена некоторым расстоянием от тигля 20, это расстояние, как правило, является одинаковым; однако это не является обязательным. Кроме того, когда индукционная нагревательная катушка отделена некоторым расстоянием от тигля 20, расстояние, как правило, составляет, по меньшей мере, примерно 0,01 дюйма (0,025 см), как правило, по меньшей мере, примерно 0,02 дюйма (0,06 см), чаще, меньше примерно, чем 10 дюймов (25,4 см), еще чаще, примерно 0,05-5 дюймов (0,128-12,8 см), а еще чаще, примерно 0,1-1 дюйм (0,25-2,54 см). Индукционная катушка 24 может отделяться одинаковым расстоянием от периметра тигля с помощью огнеупорных прокладок, которые облегчают центрирование тигля 20 внутри катушки 24; однако это не является обязательным.
В другом неограничивающем варианте осуществления, высота индукционной катушки 24 может выбираться так, чтобы она полностью окружала тигель 20, по меньшей мере, частично окружала тигель, и/или выступала за верхнюю и/или нижнюю часть тигля 20. Как правило, высота индукционной катушки 24 выбирается, чтобы она окружала тигель 20 полностью, так чтобы мог достигаться равномерный нагрев загрузки металла в тигле. Высота индукционной катушки 24 может выбираться, чтобы она не только окружала тигель 20 полностью, но также и выступала выше верхней части и/или ниже нижней части тигля; однако это не является обязательным. Когда высота индукционной катушки 24 выступает выше верхней части и/или ниже нижней части тигля, верхний и нижний выступы, каждый или оба, могут составлять до одной трети от высоты тигля выше верхней части и/или ниже нижней части тигля. Например, для высоты тигля шесть дюймов, индукционная катушка 24 может выступать до двух дюймов (5 см) выше верхней части тигля и/или до двух дюймом ниже нижней части тигля; однако следует понимать, что индукционная катушка 24 может составлять более одной трети от высоты тигля выше и/или ниже тигля. Выступы индукционной катушки выше верхней части и/или ниже нижней части тигля облегчают достижение равномерного нагрева и/или перемешивания загрузки 22 металла как в верхней, так и в нижней части тигля 20.
Индукционная катушка 24 может, по меньшей мере, частично заключаться внутри связующего материала 26, этот который вступает в контакт с окружностью периметра тигля 20. Как показано на фиг.2, связующий материал 26 может также вступать контакт с нижней частью тигля 20; однако это не является обязательным. Связующий материал при использовании может включать утрамбованный или спрессованный сухой огнеупорный материал, слюдяную бумагу, налитый по месту цемент огнеупорного типа или какой-нибудь другой материал огнеупорного типа, пригодный для создания термического связывания индукционной катушки 24 с тиглем 20. Следует понимать, что и другие или дополнительные материалы могут использоваться для связующего материала 26. Термическое связывание, создаваемое с помощью связующего материала 26, делает возможным одновременный поток тепла от тигля 20 к охлаждаемой водой индукционной катушке 24 и/или другой охлаждающей катушке при ее использовании, и нагрев тигля 20 и загрузки расплавленного металла 22 посредством индукционного поля, генерируемого индукционной катушкой 24. Как таковой, охладитель, протекающий через индукционную катушку 24 и/или другие охлаждающий катушки, может использоваться для обеспечения охлаждения тигля 20 и загрузки 22 металла посредством термического связывания катушки 24 и/или других охлаждающих катушек, связующего материала 26 и тигля 20. В одной из конструкции, соленоидная индукционная катушка 24 может использоваться как для охлаждения, так и для нагрева, и таким образом может использоваться для создания средств быстрого контроля температуры, вязкости и доли твердой фазы (fs) загрузки 22 металла в тигле 20.
Тигель 20 и индукционная катушка 24 могут, по меньшей мере, частично заключаться внутри кожуха, содержащего защитную не проводящую электричество наружную оболочку 28. Кожух при его использовании может содержать промежуточный узел 30 из фенольных прокладок и структурных элементов; однако это не является обязательным. Вдоль закрытого края или нижней части тигля 20, связующий материал 26 может выполняться с изолирующим слоем 36, а торцевая крышка 38 может проходить поверх закрытого края в контакте с наружной оболочкой 28; однако это не является обязательным.
Со ссылкой снова на фиг.1 и 2, индукционная катушка 24 электрически связывается или соединяется с источником 42 питания переменной частоты таким как, но, не ограничиваясь этим, источник питания, 150 киловатт, 480 вольт, с питанием от 3-фазной сети переменного тока. В одном из неограничивающих вариантов осуществления, диапазон выходных частот источника питания с питанием от сети переменного тока, который может использоваться, составляет 10-10000 Гц. Источник питания может быть выполнен с возможностью работы на выбранной частоте, или в одновременном, многочастотном режиме, для улучшения перемешивания и/или размешивания, для гомогенности и/или для лучшего контроля процесса нагрева и охлаждения. Например, может выбираться конкретная частота, причем скорость охлаждения материала является первичным параметром, а вторичный параметр представляет собой перемешивание материала для достижения выбранной гомогенности. Следует понимать, что и другие или дополнительные параметры могут использоваться для выбора одной или более частот, генерируемых источником питания с питанием от сети переменного тока.
Переменный ток в индукционной катушке 24 задает электромагнитное поле, которое создает вихревой ток в загрузке 22 металла. Протекание переменного тока в катушке генерирует или вызывает протекание противоположного тока в загрузке проводящего металла, и в зависимости от удельного сопротивления загрузки металла, заставляет загрузку металла нагреваться с более высокой или с более никой скоростью нагрева. В качестве примера, для загрузки металла, содержащей 20 фунтов (8 кг) алюминия, приблизительно 25 кВт мощности будет достаточно для поддержания алюминия в расплавленном состоянии. В одной из неограничивающих систем, 3-фазное питание переменного тока может преобразовываться в постоянное напряжение, а затем инвертироваться в однофазную мощность переменного тока на выбранной частоте; однако это не является обязательным. Выбор индукционного источника питания с переменной частотой дает возможность подбора частоты для облегчения согласования с нагрузкой. Более низкие частоты прикладывают более высокую электрическую пондеромоторную отталкивающую силу к загрузке металла в тигле.
Индукционный источник 42 питания может контролироваться с помощью контроллера 40, содержащего известную систему обратной связи с замкнутым контуром, на основании обратной связи по напряжению, фазе, мощности и/или по току; однако это не является обязательным. Система обратной связи с замкнутым контуром при ее использовании может применяться для поддержания загрузки 22 металла при заданной энтальпии, fs, и/или вязкости, и/или при заданной скорости охлаждения во время обработки. В одном из неограничивающих вариантов осуществления, контроль системы может основываться на изменениях разности фаз между напряжением и током от индукционной катушки. Поскольку разность фаз не зависит от амплитуды тока и напряжения, она может обеспечивать надежный сигнал, даже когда мощность модулируется вверх или вниз, чтобы соответствовать профилю или наклону кривой охлаждения и/или нагрева.
Индукционная катушка 24 может быть снабжена одним или более датчиками (не показаны). Эти один или более датчиков, как правило, не соединяются с индукционным источником питания. Один или более датчиков могут быть предназначены для мониторинга одного или более электрических параметров, таких как, но, не ограничиваясь этим, ток, напряжение, потребляемая мощность и/или частота. По выходному сигналу от одного или более датчиков, в частности, напряжение, ток, истинное сопротивление нагрузки для мощности на индукционной катушке и/или сопротивление загрузки металла, могут определяться с помощью математических соотношений. Эти вычисления могут осуществляться с помощью формул, запрограммированных в программируемом логическом контроллере или в другом типе устройства, которое, в свою очередь, используется в общем для контроля процесса нагрева и охлаждения. Способность к определению состояния расплавленной загрузки по обратной связи с индукционной катушкой устраняет необходимость в обычных расходуемых термопарах, которые используют для контроля большинства известных из уровня техники способов металлообработки и литья.
В приведенной ниже таблице 1 приведены марки и составляющие для выбранных коммерчески доступных сплавов алюминия. Как показано в таблице 1, пропорции компонентов могут изменяться от одной марки к другой и в пределах выбранной марки, включая пропорции алюминия. Этот разброс будет влиять на свойства ПЖМ/ПТМ, включая температуру ликвидуса, температуру солидуса, вязкость при выбранных температурах, удельное электрическое сопротивление при выбранных температурах, долю твердой фазы при выбранных температурах и энтальпию при выбранных температурах.
Генератор 10 может быть выполнен с возможностью контроля охлаждения загрузки 22 металла, которую нагревают, по меньшей мере, до температуры ликвидуса, пока загрузка расплавленного металла не достигает выбранного состояния ПЖМ/ПТМ, и она может затем доставляться к устройству для формования для изготовления выбранного продукта. Охлаждение загрузки металла может, по меньшей мере, частично контролироваться посредством мониторинга поведения удельного сопротивления загрузки металла. Этот тип контроля основывается на тех принципах, что а) удельное сопротивление загрузки металла изменяется вместе с энтальпией и/или температурой загрузки металла, b) энтальпия и/или температура загрузки металла контролируют долю твердой фазы в загрузке металла и с) доля твердой фазы загрузки металла коррелирует с вязкостью загрузки металла. В конечном счете, желательно приготовить загрузку ПЖМ/ПТМ, имеющую выбранную вязкость для выбранной операции формования. Выбранная вязкость может идентифицироваться по поведению сопротивления загрузки металла как следствие взаимоотношения сопротивления, энтальпии, доли твердой фазы и/или вязкости для выбранной загрузки металла.
На фиг.3 показана приведенная в качестве примера кривая 50, показывающая зависимость энтальпии от времени и соответствующая примерная кривая 52, показывающая зависимость температуры от времени для загрузки металла, нагреваемой при постоянной входной мощности и частоте. Кривая 52 температуры является, по существу, круто линейной вплоть до первого значения 60 температуры, температуры солидуса загрузки, характеризуемой участком плато между первым значением 60 температуры и вторым 64 значением температуры, эвтектической температурой загрузки, отличающейся умеренным повышением до третьего значения 68 температуры, температуры ликвидуса загрузки, а после этого является, по существу, круто линейной, что представляет сплав в расплавленной форме. Периоды времени t1, t2 и t3, как представлено с помощью ссылочных позиций 54, 56, 58, соответственно, соответствуют периодам времени, когда металл или сплав металлов достигает температуры солидуса, эвтектической температуры и температуры ликвидуса, соответственно, когда металл или сплав металлов подвергается воздействию определенной величины мощности. Участок плато на кривой, по существу, представляет загрузку металла в состоянии ПЖМ/ПТМ. Например, сплав алюминия марки A356, имеющий примерно 7% кремния, имеет температуру ликвидуса примерно 612°C и энтальпию примерно 260 кал/г (то есть, значение 68 температуры и энтальпия 70 в момент времени t3) и температуру солидуса примерно 557°C и энтальпию примерно 130 кал/г (значение 60 температуры и энтальпии 62 при t1), и эвтектическую температуру примерно 572°C и энтальпию примерно 225 кал/г (значение 64 температуры и энтальпии 66 в момент времени t2). Энтальпия и температура могут коррелироваться для выбранной массы загрузки металла, для выбранного материала в генераторе 10, имеющем выбранную конфигурацию.
На фиг.4 показана приведенная в качестве примера кривая 80, показывающая зависимость сопротивления от энтальпии для выбранной массы загрузки металла для выбранного материала в генераторе 10, имеющем выбранную конфигурацию.
На фиг.6 показана приведенная в качестве примера кривая 82, показывающая зависимость вязкости от температуры для загрузки металла, содержащей сплав алюминия марки А356, имеющий примерно 7% кремния. Примерный диапазон 84 вязкости для обработки ПЖМ/ПТМ в соответствии с настоящим изобретением соответствует начальной температуре (~630°C) выше температуры ликвидуса 612°C, с окончанием при температуре ПЖМ/ПТМ примерно 590°C. Это соответствует конечной вязкости примерно 4 сантипуаза.
На фиг.7 показана приведенная в качестве примера кривая 86, показывающая зависимость температуры от доли твердой фазы для загрузки, содержащей сплав алюминия марки А356.
На фиг.8 показано семейство кривых, показывающих зависимость вязкости от скорости сдвига для сплава алюминия марки А356, имеющего долю твердой фазы примерно 70% (кривая 88), долю твердой фазы примерно 60% (кривая 90) и долю твердой фазы примерно 50% (кривая 92). Фиг.8 иллюстрирует уменьшение вязкости при увеличении скорости сдвига для всех долей твердой фазы.
Со ссылкой на фиг.5 переменный ток не только нагревает загрузку 22, но также может вызывать перемешивание или перемещение загрузки 22 металла в тигле 20. Перемешивание не происходит по окружности или не происходит по окружности вокруг вертикальной оси в тигле 20. Скорее, перемешивающее действие является тороидальным, как иллюстрируется с помощью линий 100 тока. Это тороидальное движение приводит к циркуляции загрузки 22 металла в вертикальном направлении вдоль внутренней стенки тигля как вверх, так и вниз от средней плоскости загрузки и к возвращению через аксиальный центр загрузки металла. Это тороидальное перемешивание является более эффективным при получении гомогенности расплава во внутренней области поверхности тигля к центру расплава и по вертикальной оси тигля, чем перемешивание вдоль внешней окружности, которое не вызывает циркуляцию материала от края к центру, а только движение в слоях вокруг центральной оси тигля.
Со ссылкой снова на фиг.1 генератор 10 и соединительные проводники 44, 46 для индукционной мощности крепятся на узле многоосного (как правило, с 3 или более осями) роботизированного или механического манипулятора 16. Следует понимать, что генератор 10 не должен соединяться с любым типом узла роботизированного или механического манипулятора. Например, генератор может устанавливаться на стационарной опоре, рядом с приемной частью (с помощью разливочной гильзы или через нее) машины для литья в матрице/литья под давлением. Когда загрузка ПЖМ/ПТМ готова для разливки в разливочную гильзу, генератор 10 наклоняется для разливки загрузки в разливочную гильзу, устраняя, таким образом, необходимость в роботизированном устройстве; однако это не является обязательным. Узел 16 манипулятора, показанный на фиг.1 при его использовании может манипулировать генератором 10 в положении для приема загрузки расплавленного металла из источника 14, такого как, но не ограничиваясь этим, дозирующая печь, насос для металла или ковш. Это положение генератора 10 обозначено на фиг.1 как положение «А». Ожидается, что загрузка 22 металла будет предварительно нагреваться до температуры при температуре ликвидуса загрузки металла или выше нее, когда загрузку металла разливают в генератор. После того как генератор принимает загрузку металла, узел 16 манипулятора может перемещать генератор 10 в точку доставки на станции для формования, в то время когда создается ПЖМ/ПТМ; однако это не является обязательным. На станции для формования, узел 16 манипулятора может наклонить генератор 10 для доставки загрузки металла 22 в машину 18 для формования или генератор 10 может быть снабжен плунжером или поршнем для инжектирования загрузки 22 металла в машину 18 для формования. Это положение генератора 10 обозначено на фиг.1 как положение «В». Индукционный источник 42 питания может либо представлять собой встроенную часть узла 16 манипулятора, либо располагаться на удалении. В любой конфигурации, загрузка 22 металла может обрабатываться непрерывно для обеспечения того, что условия температуры и вязкости, доли твердой фазы и/или ламинарного потока для загрузки металла поддерживаются при выбранных значениях. Загрузка металла в генераторе может обрабатываться непрерывно с помощью а) мониторинга сопротивления системы нагрузки и/или сопротивления загрузки металла, и/или генератора 10, b) регулирования мощности и/или частоты на индукционной катушке, и/или с) регулирования потока охладителя через индукционную катушку 24 и/или через охлаждающие катушки для охлаждения загрузки 22 металла в высшей степени регулируемым образом до тех пор, пока не будут достигнуты выбранная температура и вязкость загрузки 22 металла, как показывают сопротивление и/или удельное сопротивление. Устройство для обработки и измерения ПЖМ/ПТМ по настоящему изобретению делает возможным точный контроль скорости охлаждения и/или нагрева загрузки металла в генераторе и точное, воспроизводимое определение того, когда достигаются выбранная температура и/или вязкость загрузки металла. Из-за разброса свойств компонентов загрузки металла, как показано в таблице 1, и разброса свойств рабочей и структурной конфигурации генератора 10, взаимосвязь между сопротивлением, температурой загрузки металла и вязкостью, как правило, определяют эмпирически. Эта взаимосвязь основывается частично на эмпирическом соотношении между энтальпией и долей твердой фазы, как показано, например, на фиг.3 и 7. Соотношение между долей твердой фазы и вязкостью загрузки металла, как показано, например, на фиг.6 и 7, может быть получено из анализа металлургических образцов и экспериментальных данных для выбранного состава загрузки металла.
Как вкратце описано выше, температура и вязкость загрузки 22 металла в генераторе 10 может определяться эмпирически посредством сравнения измерений удельного сопротивления и/или сопротивления. Это эмпирическое соотношение будет описано более подробно ниже. Соотношение сопротивления нагрузки (RL) индукционной катушки и температуры загрузки 22 металла в генераторе может основываться на информации, которую вычисляют посредством использования эмпирических методов. Основой этого метода является изменение сопротивления загрузки металла (например, сплава алюминия в генераторе), как оно отражается на реакции обратной связи запитываемой индукционной катушки, окружающей генератор. Запитываемая индукционная катушка, располагаемая рядом с генератором, работает на определенной известной переменной частоте (например, 10-10000 Гц, 500-5000 Гц и т.п.). Благодаря тому, что протекание переменного тока в проводящей катушке проходит через витки обмотки, вблизи катушки устанавливается переменное магнитное поле, которое вызывает протекание противоположного тока в загружаемом материале нагрузки (например, в загрузке 22 металла и в генераторе, когда генератор образован из проводящего материала). Оно представляет собой протекание этого быстро изменяющегося тока, вызываемого в загружаемом материале, которое генерирует тепло, а также физические силы, которые действуют на загрузку, которые, в данном случае, вызывают эффект тороидального перемешивания в загрузке расплавленного металла в генераторе. Например, сила Лоренца действует на загрузку металла в генераторе, эту силу получают из уравнения F=(Jx,yX B). Эта сила представляет собой отталкивание между приложенным током, создающим индукцию магнитного поля В, и индуцируемым током J в загрузке расплавленного металла.
Индукционная катушка, используемая в настоящем изобретении, является многофункциональной, поскольку она предназначена как для нагрева загрузки металла в генераторе, так и, также, для регулирования охлаждения загрузки металла в генераторе. Охлаждение загрузки металла осуществляется посредством теплопроводности с помощью охлаждающей воды внутри катушки через генератор и любого промежуточного материала, используемого для электрической изоляции индукционной катушки от загрузки металла и/или тигля генератора. Как указано выше, индукционная катушка также служит в качестве источника тепла для загрузки металла, благодаря генерированию вихревых токов непосредственно в загрузке металла от создания переменных магнитных полей, что представляет собой обычное применение для индукционной технологии. Эффекты одновременного нагрева и охлаждения делают возможным точный и быстрый контроль скорости нагрева и/или охлаждения загрузки металла в генераторе.
Индукционная система состоит из источника питания, средств согласования/настройки нагрузки и катушки, которые действуют на проводящую нагрузку. Обычный индукционный источник питания низкой - средней частоты (PS) сначала создает мощность постоянного тока посредством выпрямления поступающей 3-фазной сетевой мощности, а затем посредством использования инвертора, который создает 1-фазную переменную выходную мощность. Этот источник переменной мощности, для получения высокой эффективности использования мощности, должен согласовываться или настраиваться на нагрузку для создания эффекта резонанса. При резонансе в настраиваемой цепи существует соотношение между частотой f, емкостью С и индуктивностью L, следующее: при резонансе: f=1/((2пи)·(L·С)1/2). При правильной настройке, PS будет иметь выходной сигнал, который будет иметь фиксированную частоту. Это уменьшает воздействие разброса частоты на измерение и контроль. Частота в индукционной системе также устанавливает эффективную глубину проникновения наводимого тока. Соотношение основывается на следующей формуле: глубина проникновения/характерная глубина д=3160 (с/мf)1/2 дюймов (1244…см); где с представляет собой удельное сопротивление загрузки металла, м представляет собой относительную магнитную проницаемость загрузки металла и f представляет собой частоту источника переменной мощности. Для немагнитных материалов, таких как керамика, и для металлов, отличных от железа, м=1. Хотя реальное поле проникает до центра загрузки металла, плотность наводимого тока выше всего на поверхности загрузки металла или генератора, если он образован из проводящего материала, и затухает экспоненциально, так что характерная глубина учитывает основную часть генерируемого тепла в загрузке металла.
Амплитуда выходного напряжения от PS в индукционной катушке определяет протекание тока в витках катушки. Он представляет собой тот переменный ток, который создает переменное магнитное поле. Реальная мощность (киловатты) на катушке определяется по напряжению, току и коэффициенту мощности в цепи нагрузки. Мощность представляется с помощью следующей формулы: Pc=Ic·Vc·cos и; где и представляет собой разность фаз между переменным током и напряжением. Коэффициент мощности или разность фаз зависит от динамического взаимодействия настраиваемых компонентов, частоты PS, связи между индукционной катушкой и материалом нагрузки (например, от геометрического соотношения и свойств материала индукционной катушки). Вблизи резонанса в практической параллельной цепи LCR, импеданс нагрузки определяется, прежде всего, сопротивлением линии передачи индукционной катушки и загрузки металла, и генератора, если он образован из проводящего материала, таким образом, емкостная часть цепи не имеет компонента чистого сопротивления. Как таковые, XL и соответствующее сопротивление RL составляют соотношение импеданса, представляющего интерес. Часть цепи, представляющая интерес, в этом случае представляет собой индуктивную ветвь цепи, в которой может измеряться реакция нагрузки. Это соотношение определяется следующими формулами: Ic=V/RL; Pc=I2·RL; и следовательно, RL=Pc/I2. Следует понимать, что если частота имеет фиксированное значение, тогда единственные переменные, которые будут изменяться, представляют собой сопротивление компонентов, на которые влияют температура и геометрия, а именно, система нагрузки (например, тигель с загрузкой металла и индукционная катушка).
Напряжение, ток и мощность изменяются как функция изменения свойств материала системы нагрузки (загрузки металла, тигля и индукционной катушки). Эти изменения, как правило, связаны с температурой, когда система нагрузки нагревается или охлаждается. Конкретное свойство материала системы нагрузки, которая подвергается действию температуры и в то же самое время влияет на электрические характеристики системы нагрузки, представляет собой удельное сопротивление с, которое, в свою очередь, отражается в сопротивлении системы нагрузки RL. Это соотношение представлено следующей формулой: RL=c·(1/A); где 1 представляет собой длину материала нагрузки, а А представляет собой площадь поперечного сечения материала поперек длины 1. Таким образом, А представляет собой поперечное сечение проводящего пути, представленного A=д·hL; где д представляет собой характерную глубину. Напряжение, ток и мощность также являются чувствительными к величине и форме загрузки металла в генераторе, поскольку это связано с геометрической связью индукционной катушки с системой нагрузки. По этой причине реакция напряжения, тока и мощности цепи может использоваться для определения того, какие температурные изменения имеют место в системе нагрузки, посредством получения значений RL и/или с.
Индукционные катушки обычно выполняют из меди и охлаждают водой. Как таковые, изменения температуры в индукционной катушке являются минимальными; таким образом, ее удельное сопротивление является относительно стабильным и может считаться постоянным, оказывая при этом небольшое воздействие на электрические параметры. Цемент или изолирующий материал, который может использоваться между индукционной катушкой и тиглем генератора, представляет собой, как правило, керамическую смесь, которая является стабильной, и значения удельного сопротивления таких материалов находятся при таком большом значении, что они могут считаться непроводящими и, таким образом, они не имеют значения. Такие же принципы могут применяться к тиглю генератора, если тигель выполняется из керамических материалов. Однако если материал тигля графит, который является проводящим, тигель будет иметь значение удельного сопротивления, которое изменяется вместе с конечными температурными эффектами. Загрузка металла в генераторе не только подвергается влиянию передаваемых с помощью теплопроводности температур от индукционной катушки и генератора, но загрузка металла также генерирует свое собственное индукционное тепло. Тепло, генерируемое загрузкой металла, зависит от диапазона рабочих температур загрузки металла и от частоты переменного магнитного поля. Увеличение тепла, генерируемого в графитовом тигле, составляет приблизительно 0,7%, при постоянной частоте 1200 Гц и в диапазоне температур 550-650°C. Соответственно, сплав алюминия А356 увеличивает свое генерируемое тепло на 39,0% в том же диапазоне температур, при таких же электрических условиях, условиях нагрева и физических условиях. По этой причине вклад сопротивления графитового тигля может считаться постоянным в диапазоне температур, представляющем интерес, который описан выше. Изменение свойств (удельного сопротивления) загрузки металла в генераторе, связанное с температурой, отражается в электрических сигналах обратной связи, измеряемых на катушке нагрузки. В случае металлов и сплавов металлов, имеются фазовые превращения, которые происходят во время нагрева металла и сплава металлов от твердого до жидкого состояния, а также в режиме обратного охлаждения. Температура плавления твердого продукта (температура солидуса) и температура плавления жидкой фазы (температура ликвидуса) определяют нижнюю и верхнюю температуры для диапазона температур плавления металла или сплава металлов, соответственно. В этом диапазоне для многофазных, не содержащих железа сплавов, эти температуры часто сложно измерить точно и использовать для измерения степени плавления или доли твердого продукта (fs) металла или сплава металлов. Кроме того, большинство этих способов измерения зависят от датчиков, напрямую контактирующих с расплавленным металлом и склонных к повреждению и деградации со временем, таких как термопары. Однако несколько других свойств материалов изменяются более нормальным или квазилинейным образом, в этом диапазоне, и они могут транслироваться/коррелироваться в значение температуры для металла или сплава металлов. Некоторые из этих свойств материалов представляют собой fs, относительную энтальпию и удельное сопротивление металла или сплава металлов. Соотношения для энтальпии как функции температуры, fs как функции температуры и удельного сопротивления как функции температуры могут использоваться для мониторинга и/или определения нескольких свойств загрузки металла в генераторе. Посредством измерения сопротивления (RTOT) и/или удельного сопротивления от электрической обратной связи индукционной катушки, могут извлекаться различные параметры, относящиеся к загрузке металла в генераторе. Например, различные принципы индукции могут использоваться для измерения и последующего контроля процесса (образования суспензии) косвенным образом. Как таковая, индукционная катушка с одной или более обмотками может использоваться для измерения электрического отклика реакции нагрузки независимо от нагревательной/охлаждающей катушки. Отдельно навитая катушка, как правило, из тонкого изолированного провода, охлаждаемая или неохлаждаемая, может располагаться очень близко от емкости нагрузки, так что она может испытывать влияние поля, вызываемого в нагрузке с помощью главной нагревательной/охлаждающей катушки; однако это не является обязательным. Это называется измерением «вихревого тока». Катушка для измерения может запитываться независимо или не запитываться, и генерируемые сигналы обратной связи могут использоваться таким же образом, как и в случае связанной системы, как обсуждалось выше, для установления состояния материала нагрузки.
Ниже будет описана конкретная неограничивающая система контроля способа в соответствии с настоящим изобретением. Система контроля способа может включать использование узла «Coil Monitor», Ajax TOCCO Magnethermic, преобразователя тока и преобразователя напряжения (РТ) для измерения напряжения. Преобразователь тока (СТ) может соединяться с одним из проводников, подающих 1-фазную высокочастотную мощность на индукционную катушку. Проводники от РТ могут соединяться непосредственно с индукционной катушкой; один подводиться через все витки индукционной катушки, а другой подводиться через половину витков индукционной катушки в нижней половине индукционной катушки. Сигналы от СТ и первого РТ могут соединяться с входами узла монитора катушки. Следует понимать, что и другие конфигурации могут использоваться в соответствии с настоящим изобретением.
Загрузка металла, которая должна вводиться в тигель генератора, поддерживается в плавильной/удерживающей печи. Эта плавильная/удерживающая печь конструируется для поддержания воспроизводимой и точной температуры (±3,0°C) от заданной температуры. Когда загрузку металла вводят в тигель, уровень мощности индукционной катушки вокруг генератора (Р initial) является таким, что загрузка металла в тигле не начинает немедленно охлаждаться, и уровень мощности в индукционной катушке является таким, что она вызывает силы в загрузке расплавленного металла, чтобы вызвать действие тороидального перемешивания загрузки металла в тигле. Действие перемешивания считается важным при создании гомогенного расплава от края тигля до центра массы расплавленного металла.
Настройка мощности от PS на индукционной катушке уменьшается (Р cooling), чтобы заставить охлаждающую способность системы нагрузки превысить нагревательную способность индукционной системы, заставляя тем самым загрузку металла в тигле начать охлаждение. Загрузка металла продолжает перемешиваться во время процесса охлаждения, поскольку мощность по-прежнему прикладывается индукционной катушкой к загрузке металла. Во время процесса охлаждения, загрузка металла начинает быстро охлаждаться от расплавленной фазы до полужидкой/твердой фазы, проходя, таким образом, через температуру ликвидуса загрузки металла. Поскольку температура ликвидуса находится на фазовом переходе между полностью жидкой/расплавленной загрузкой металла и началом отверждения загрузки металла, твердые частицы из компонентов с высокой температурой плавления начинают образовывать зародыши и диспергироваться посредством перемешивания в гомогенной массе. Это зародышеобразование массы частиц имеет место из-за высокой скорости охлаждения в присутствии перемешивания загрузки металла. Как правило, в системах расплавленных сплавов металлов происходит рост дендритных кристаллов, когда сплав находится в контакте с охлажденной стационарной поверхностью, где нет присутствия перемешивания в ванне с расплавленным металлом. Образование дендритной структуры, таким образом, понижает способность материала к протеканию при этих температурах и уровнях fs, и таким образом увеличивает силу, необходимую для перемещения материала в форму для формования, для формования литой детали. В противоположность этому, в форме системы суспензии, получаемой с помощью способа по настоящему изобретению, создание отдельных свободно перемещающихся индивидуальных, частично скругленных частиц, является полезным для протекания суспензии полутвердого материала, поскольку они позволяют массе демонстрировать более низкую вязкость, чем у дендритного материала, и требуют меньшего усилия для перемещения материала в форму для формования.
Мониторинг генератора может осуществляться посредством мониторинга однофазной высокочастотной обратной связи по переменному электрическому току и напряжению и преобразования обратной связи в сигналы переменного тока 0-5 В с помощью узлов СТ и РТ. Эти сигналы затем могут вводиться в узел Ajax TOCCO Magnethermic «Coil Monitor», где сигналы усиливаются для получения сигнала истиной мощности, сравниваемого с видимой мощностью, с тем, чтобы определить фазовое соотношение, а затем выдаваться на выходе как сигналы постоянного тока в масштабе 0-10 В для тока (Ic), напряжения (Vc) и истиной мощности (PT) на катушке. Это соотношение устанавливается с помощью следующих двух формул: PT=(Ic·Vc)·cos и, где и представляет собой разность фаз между фазами высокочастотного переменного напряжения и тока; и Papp=(Ic·Vc), где (Ic) и (Vc) представляют собой скалярные значения напряжения и тока на индукционной катушке. Выходные сигналы от узла «Coil Monitor», Ajax TOCCO Magnethermic могут соединяться с аналоговыми входами системы программируемого логического контроллера. В программе управления, измеренная истинная мощность, видимая на индукционной катушке (PT), делится на квадрат измеренного значения тока индукционной катушки (Ic2). Это значение дает значение для R (РТОТ=РТ/Ic2). Эквивалентное сопротивление нагрузки вычисляют с помощью следующей формулы: Reql=Rtot-Rc-Rcr-Rb, где Rc представляет собой сопротивление катушки, Rcr представляет собой сопротивление тигля и Rb представляет собой сопротивление шины катушки. Реальное сопротивление нагрузки системы вычисляют с помощью следующей формулы: R Load=Reql/N2, где N представляет собой количество витков катушки для индукционной катушки. Удельное сопротивление нагрузки системы вычисляют с помощью следующей формулы: cl=[(Reql·hl·3160)/(2·π·rl·N2)]2·l/f, где hl представляет собой длину нагрузки, π представляет собой значение числа Пи и f представляет собой частоту тока в индукционной катушке. Значение (РТОТ)/ как показывают датчики, хорошо коррелирует со значением удельного сопротивления с (нагрузки). Эта корреляция иллюстрируется на фиг.9.
Как показано на фиг.9, данные РТОТ, которые представлены нижней линией, очень похожи на данные cl и образуют очень похожую кривую, которая представлена верхней линией. На самом деле, измеренные результаты хорошо коррелируют с вычисленными значениями. Результат вычисления измеренных значений R(RTOT) представляет собой сигнал обратной связи сопротивления, который воспроизводится от цикла к циклу и может использоваться в качестве параметра контроля для нагрева и охлаждения загрузки металла в генераторе.
На фиг.10 показано соотношение ликвидуса для загрузки металла. Более конкретно, на фиг.10 показано RTOT и соответствующие температуры. Поведение измеренного значения RTOT, когда загрузка металла охлаждается в генераторе от жидкой фазы до полутвердой области, наблюдается как небольшая отрицательная постоянная скорость изменения от более высокой величины жидкой фазы, соответствующей температуре жидкого сплава. Когда материал загрузки металла охлаждается, он достигает температуры ликвидуса, где возникает зародышеобразование твердых частиц. Также, при температуре ликвидуса, значение RTOT изменяется от небольшой крутизны до более выраженного отрицательного значения крутизны. Причина для этого в том, что загрузка металла охлаждается от области низкого изменения удельного сопротивления при изменении температуры до области, где изменения удельного сопротивления при изменении температуры являются более значительными. Поскольку загрузка металла представляет собой единственный параметр в системе, который значительно изменяется, остальные компоненты системы способа либо остаются постоянными, либо слегка изменяются, по существу, линейным образом. Как таковые, измеряемые изменения вызываются, прежде всего, температурой загрузки металла и соответствующим изменением сопротивления.
Использование этого сигнала «R Load» или «RTOT» Для контроля имеет место в программируемом логическом контроллере. Вычисленный сигнал «R Load» или «RTOT» может отслеживаться как первая производная по времени. Когда загрузку жидкого металла сначала разливают в тигель генератора, значение мощности на индукционной катушке уменьшают до заданного значения, позволяя начать охлаждение загрузки металла в тигле. Несколько секунд, как правило, даются сигналу для стабилизации и для установления значения d(R)/dt, и для мониторинга этого значения. Когда загрузка металла охлаждается до температуры ликвидуса, скорость изменения температуры уменьшается, когда материал становится полутвердым. Соответственно, сигнал сопротивления также изменяется. Однако изменение сопротивления является таким, что d(R)/dt уменьшается. Это изменение сопротивления при температуре ликвидуса может использоваться в схеме контроля как начальная точка отсчета для определения уровня полутвердого состояния, fs и требований контроля; однако это не является обязательным.
Программируемый логический контроллер может программироваться для осуществления итеративной проверки заданного диапазона времен и амплитуд для сигнала, когда происходит изменение сопротивления. Эта проверка может функционировать как верификация того, что наблюдаемое изменение является реальным, а не является реакцией на случайный сигнал шума (флуктуацию). Верифицированный сигнал «R Load» или «RTOT» может измеряться и продолжает уменьшаться по величине до тех пор, пока не будет достигнуто заданное ДR=(RLIQ-R). Заданное значение R может выбираться в качестве представления требуемой доли твердой фазы в загрузке металла для следующей далее операции формования. Следует понимать, что значение обратной связи по сопротивлению, которое отражает температуру/fs, склонно к некоторой степени разброса во время охлаждения загрузки металла.
Конечный разброс по времени цикла охлаждения загрузки металла в генераторе будет вводить последующий разброс в способ формования, и как следствие доставлять потенциальные проблемы, относящиеся к качеству деталей и к дефектам, которые формируются в машине для формования. Может осуществляться способ коррекции в программируемом логическом контроллере, который измеряет сигнал обратной связи dR/dt и вычисляет реально проецируемое время цикла, а затем сравнивает это значение с целевым временем цикла. На основании этого проецируемого времени, новый уровень мощности охлаждения может определяться и вводиться в высокочастотный источник питания. В результате этой коррекции, скорость охлаждения, которая доходит до целевого времени цикла, когда значение R достигает заданного RTARGET может достигаться так, чтобы не препятствовать доставке загрузки металла из генератора в машину для формования.
Дополнительный активный контроль может использоваться, чтобы способствовать достижению воспроизводимого времени цикла, такой как сегмент программы программируемого логического контроллера «Hold». Если значение RTARGET достигается до того как завершается окно времени цикла, тогда программа может осуществлять внутреннее ПИД регулирование с целевым значением (RTARGET) в качестве рабочей точки. Регулирование будут поддерживать целевое значение R до тех пор, пока время цикла не завершится. Когда условия RTARGET и время цикла удовлетворяются, дается сигнал для разливки в систему обработки и механизм наклона разливает содержимое генератора непосредственно в емкость или в разливочную гильзу устройства для формования. Устройство для формования может представлять собой машину для литья под давлением (либо горизонтальную, либо вертикальную установку), машину для формования без применения давления полунепрерывного действия, для литья в песчаные формы или другую конфигурацию. Как правило, используют машину для литья под давлением, которая имеет преимущество контроля загрузки суспензии и короткого времени цикла, что может привести к увеличению производительности. В то же время, когда увеличивается производительность, качество продукта будет улучшено благодаря структуре материала суспензии с высокой fs.
Со ссылкой далее на фиг.11, показана блок-схема способа, иллюстрирующая один из неограничивающих способов в соответствии с настоящим изобретением. Первый этап процесса управления заключается в начале рабочего цикла. Следующий этап заключается в настройке уровня охлаждающей мощности для индукционной катушки. Следующий этап представляет собой заполнение тигля генератора загрузкой расплавленного металла. В момент времени, когда тигель заполняется загрузкой расплавленного металла из печи, уровень мощности на индукционной катушке является достаточным для предотвращения падения температуры загрузки расплавленного металла ниже температуры ликвидуса загрузки металла; однако это не является обязательным. В общем, уровень мощности на индукционной катушке сначала устанавливается так, что имеется очень небольшое падение температуры в загрузке расплавленного металла, когда загрузка расплавленного металла переносится из печи в тигель в генераторе. Когда тигель заполняется до требуемого уровня загрузкой расплавленного металла, следующий этап способа, показанный на фиг.11, заключается в охлаждении загрузки металла в тигле до температуры ликвидуса загрузки металла. Для каждого типа металла или сплава металлов, который составляет загрузку металла, имеется конкретная температура ликвидуса для такой загрузки. Удельное сопротивление загрузки металла при температуре ликвидуса показано на блок-схеме как Rliq. В течение способа охлаждения загрузки металла до температуры ликвидуса, сопротивление нагрузки внутри индукционной катушки (например, загрузки металла с тиглем, если тигель образован из проводящего материала) определятся (R), и может регистрироваться. Отслеживается 1-ая производная измеренного сопротивления (R) по времени. Тренд этой 1-ой производной в полностью расплавленной фазе сплава является слегка положительным. Когда достигается температура ликвидуса сплава, тренд 1-ой производной, отражаемый R, становится отрицательным. Изменение производной определяется посредством программирования нескольких рамочных условий в программируемом логическом контроллере, которые определяют на фоне любого сигнала шума, что достигается температура ликвидуса. После того как определяется, что загрузка металла в тигле достигает температуры ликвидуса, начинается второй этап способа, где загрузка металла охлаждается ниже температуры ликвидуса, но выше температуры солидуса. Новая рабочая точка сопротивления нагрузки RTARGET вычисляется в системе контроля. Заданное значение ДР используют вместе с Rliq для определения Rtarget. RTARGET связано с измеренным значением Rliq. Это новая рабочая точка сопротивления нагрузки RTARGET представляет собой определенную температуру для загрузки металла, где загрузка металла имеет определенную долю твердой фазы и долю жидкой фазы, которые являются желательными для доставки в машину для литья или формования. Уровень мощности на индукционной катушке может регулироваться или считываться с программируемого логического контроллера в течение второго этапа охлаждения загрузки металла так, что загрузка металла находится при требуемой температуре и содержит долю твердой фазы и долю жидкой фазы в то время, когда загрузка металла должна доставляться в машину для литья или формования. Как таковой, уровень мощности на индукционной катушке может 1) дополнительно уменьшаться для увеличения скорости охлаждения загрузки металла в тигле и/или 2) увеличиваться для уменьшения скорости охлаждения загрузки металла в тигле. Следует понимать, что уровень мощности на индукционной катушке может регулироваться один или более раз в течение второго этапа охлаждения загрузки металла с тем, чтобы получить целевое время, в течение которого загрузка металла должна доставляться в машину для литья или формования. В течение второго этапа охлаждения сопротивление нагрузки индукционной катушки измеряется (R) и может регистрироваться. Измеренное сопротивление затем сравнивается со второй рабочей точкой сопротивления Rtarget. Если определяемое сопротивление R равно Rtarget, тогда определяется, что загрузка металла находится при требуемой температуре и имеет требуемую долю жидкой фазы и твердой фазы, и таким образом может разливаться или иным образом поступать в машину для литья или формования. Если машина для литья или формования не может легко принять загрузку металла, система обработки по настоящему изобретению может поддерживать загрузку металла в тигле при RTARGET до тех пор, пока машина для литья или формования не сможет принять загрузку металла. Если измеренное сопротивление нагрузки индукционной катушки не равно рабочей точке сопротивления RTARGET, уровень мощности на индукционной катушке уменьшают, увеличивают или поддерживают, чтобы заставить измеренное удельное сопротивление R стать равным RTARGET. Различные математические методики могут использоваться для определения скорости, при которой измеренное сопротивление R достигает RTARGET, и того является ли правильным тренд измеренного сопротивления R по направлению к RTARGET со временем, или он требует регулирования посредством изменения уровня мощности на индукционной катушке. Как показано на блок-схеме способ, измеренное сопротивление R сравнивается с RTARGET до тех пор, пока два значения не сравняются. Предполагается, что способы программирования контроля для этого способа идеально позволяют достижение состояния материала с RTARGET одновременно с требуемым временем цикла машины для формования. После того как загрузку металла разливают или иным образом вводят в машину для литья или формования, процесс контроля завершается и может начинаться новый процесс.
Со ссылкой теперь на фиг.12, показан неограничивающий упрощенный вид обработки загрузки металла в соответствии с настоящим изобретением. Первое изображение иллюстрирует загрузку расплавленного металла, разливаемую в тигель генератора. Температура загрузки металла в этот момент времени выше температуры ликвидуса. Способ, которым загрузку металла переносят в тигель из печи, не является ограничивающим. Тип печи, используемой для плавления загрузки металла, также не является ограничивающим. После того, как загрузка металла поступает в тигель, загрузку металла перемешивают и охлаждают до тех пор, пока загрузка металла не достигнет температуры ликвидуса загрузки металла. Этот этап обработки является таким же, что и первый этап охлаждения, как описано выше относительно блок-схемы способа, показанной на фиг.11, или сходным с ним. От момента времени, когда загрузка металла поступает в тигель, до момента времени, когда загрузку металла извлекают из тигля, система контроля способа используется для контроля скорости охлаждения загрузки металла в тигле, температуры загрузки металла в тигле и доли твердой фазы и жидкой фазы загрузки металла в тигле. Один из неограничивающих примеров системы контроля процесса, которая может использоваться, показана на фиг.11. Эта система контроля процесса иллюстрируется как активный контроль процесса на фиг.12. В одной из неограничивающих систем, активный контроль процесса включает использование (3) заданных значений для высокочастотной мощности на индукционной катушке, а именно 1) заданного значения в момент времени, когда загрузку металла разливают в тигель, 2) заданного значения для цикла охлаждения загрузки металла в тигле и 3) заданного значения для загрузки металла в момент времени, когда загрузку металла должны извлекать из тигля. Активный контроль процесса может включать несколько режимов работы. Один режим работы представляет собой режим целевого времени цикла, который используют для определения скорости охлаждения (dR/dt) после того, как загрузку металла охлаждают до ее температуры ликвидуса. Режим целевого времени цикла изменяет охлаждающую мощность на индукционной катушке, чтобы позволить достижение RTARGET в момент времени, совпадающий с целевым временем цикла. Другой режим работы представляет собой режим удерживания. Режим удерживания позволяет удерживать постоянное значение RTARGET посредством изменения охлаждающей мощности на индукционной катушке посредством программируемого логического контроллера на основании контура ПИД регулирования до тех пор, пока не будет достигнуто целевое время цикла. Другой режим представляет собой режим измерения 1 уровня загрузки. Этот режим измерения 1 уровня загрузки позволяет определить величину загрузки металла в тигле после разливки в тигель. Поскольку значение «R Load» или «RTOT» является стабильным и относительно постоянным в течение охлаждения загрузки металла в жидкой фазе; величина загрузки металла в тигле будет изменять геометрию загрузки металла так, что уровень сигнал «R Load» или «RTOT» может отражать величину загрузки металла в тигле. Программируемый логический контроллер на основании уровня «R Load» или «RTOT» может либо принимать загрузку металла, как находящуюся в пределах способа, либо прерывать цикл, если загрузка металла содержит слишком много или слишком мало материала для получения воспроизводимой, качественной операции формования. Другой режим представляет собой режим измерения 2 уровня загрузки. Режим измерения 2 уровня загрузки использует такую же логику измерения уровня загрузки металла, как и в режиме измерения 1 уровня загрузки. Режим измерения 2 уровня загрузки принимает решение на основании эмпирических данных в зависимости dR/dt от объема при данном уровне мощности и температуре расплава, о том, необходимо ли регулировать охлаждающую мощность для уровня индукции выше или ниже для получения разумного целевого времени для получения RLIQ или для получения целевого времени цикла. Другой режим представляет собой режим компенсации температуры расплава. Режим компенсации температуры расплава определяет начальный уровень охлаждающей мощности на основании температуры поступающей загрузки жидкого металла. Если загрузка жидкого металла холоднее, чем значение для рабочей точки, будет осуществляться пропорциональное регулирование мощности с увеличением, чтобы позволить получение RLIQ в приемлемом временном окне и получение общего временного цикла в разумном временном окне. Этот режим удерживает все другие режимы контроля от того, чтобы они сделали возможными резкие изменения мощности во время их компенсирующего действия. Один или более этих режимов могут использоваться при активном контроле процесса по настоящему изобретению. Следует понимать, что в настоящем изобретении могут использоваться другие или дополнительные режимы контроля. После того как загрузка металла в тигле окажется при RTARGET и fsTARGET, загрузка металла может разливаться или иным образом извлекаться из тигля в разливочную гильзу или в другую емкость машины для литья в матрицы или формования, как показано на фиг.12. Затем загрузка металла может формоваться в виде детали, полученной литьем под давлением. Тигель может вновь заполняться новым расплавленным металлом из печи, и активный контроль процесса может повторяться для новой загрузки металла.
Как описано выше, генератор 10 может осуществлять одну или более из следующих функций:
- Непрерывного измерения или периодического измерения состояния, начинающегося, когда появляется ПЖМ/ПТМ, при введении загрузки 22 расплавленного металла в генератор 10 и заканчивающегося при доставке обработанного ПЖМ/ПТМ в машину для формования, то есть, в разливочную гильзу, литник, воронку, и т.п.
- Контроля охлаждения, нагрева и/или перемешивания ПЖМ/ПТМ для обеспечения того, что материал, доставляемый в машину для формования, находится в воспроизводимом, термически консистентном, микроструктурированном и/или вязком состоянии.
- Транспортировки загрузки 22 металла в устройство для формования непосредственно из генератора 10 без промежуточного емкости или этапа транспортировки. Генератор 10 может быть не связан механически с каким-либо источником расплавленного металла и/или с машиной для формования; однако это не является обязательным.
Неограничивающей особенностью генератора 10 является способность определять на расстоянии состояние загрузки ПЖМ/ПТМ и/или контроля процесса нагрева и/или охлаждения на основании обратной связи от бесконтактного устройства измерения, то есть, индукционной катушки 24. Кроме того или в качестве альтернативы, сигнал обратной связи может быть получен от второй, незапитываемой катушки (не показана), расположенной рядом с загрузкой 22 расплавленного металла. Установка индукционной мощности может содержать контроллер 40, как показано на фиг.1, который снабжен электроникой для преобразования сигнала, выполненной с возможностью непрерывного или периодического мониторинга нагрузки от индукционной катушки и/или незапитываемой катушки. В большинстве случаев, нагрузка будет содержать индукционную катушку 24 и проводящий материал, отслеживаемый с помощью катушки 24. Проводящий материал может содержать загрузку ПЖМ/ПТМ 22 в тигле 20, и может дополнительно содержать сам тигель 20, если материал тигля является проводящим, например, представляет собой графит или металл. В другом и/или альтернативном неограничивающем варианте осуществления, генератор 10 может быть снабжен индукционной катушкой, которая является «секционированной» в выбранных положениях вдоль ее длины; однако это не является обязательным. Эта конфигурация делает возможным селективное питание выбранных частей катушки для обеспечения дополнительного уровня контроля генератора 10. Более конкретно, запитываемая часть катушки может выбираться на основании размера загрузки металла, с более короткими запитываемыми отрезками катушки для меньших количеств загрузки металла в тигле. Еще в одном или альтернативном неограничивающем варианте осуществления, различные генераторы 10, имеющие катушки различной длины, могут использоваться для загрузок металла с различной массой; однако это не является обязательным.
Электрически измеренные изменения в нагрузке вызываются термическими изменениями и металлургическими изменениями в загрузке расплавленного металла, когда она либо охлаждается, либо нагревается. Одно из изменений представляет собой изменение удельного сопротивления загрузки металла, которое производит изменение напряжения индукционной катушки. Это напряжение может использоваться как сигнал обратной связи для контроля процесса нагрева/охлаждения загрузки металла в тигле. Используя особенности преобразования сигнала в системе индукционного контроля, это напряжение и/или другие доступные сигналы, отражающие состояние загрузки металла, могут использоваться для модулирования и контроля физического процесса охлаждения, нагрева и/или поддержания состояния загрузки металла в генераторе. Множество систем индукционного контроля имеют способность генерировать и отслеживать сигнал, даже при модулировании выходной мощности. По этой причине, контроль процесса с ПЖМ/ПТМ может осуществляться с получением системы непрерывного бесконтактного контроля (то есть, термопары в загрузке металла и/или стенке тигля не требуется), и/или с получением возможности регулирования до требуемой рабочей точки, когда загрузка металла доставляется в станцию формования.
Другой неограничивающий вариант осуществления устройства и его применение представляет собой использование генератора 10 в комбинации с другими способами получения ПТМ/ПЖМ. Например, генератор 10 может объединяться для работы с устройством, которое может инициировать процесс зародышеобразования. Генератор 10 может использоваться для поддержания гомогенной температуры расплава. После зародышеобразования, смесь с зародышами ПЖМ/ПТМ может дополнительно охлаждаться и поддерживаться при контролируемых условиях доставки с помощью генератора 10.
Генератор 10 может также контролировать доставку загрузки 22 металла в тщательно контролируемом состоянии в станцию 18 формования. В зависимости от конструкции машины для формования и ее емкости для загрузки, генератор 10 может либо наклоняться для разливки загрузки металла в разливочную гильзу ориентированную либо вертикально, либо горизонтально, как обычно используют в машине для литья под давление или в устройстве для непрерывного формования без приложения давления. В способе формования, который требует, чтобы загрузка металла была очень вязкой, подобно чушкам из ПТМ, загрузку металла могут обрабатывать в генераторе 10, и генератор может доставлять загрузку металла в специальную гильзу, предназначенную для приема еще более вязкого ПЖМ/ПТМ в форме чушки (например, чушки цилиндрической формы, и т.п.). Генератор 10 может выполняться с уплотняемым огнеупорным или металлическим поршнем в нижней части, который может функционировать как физический плунжер для извлечения загрузки 22 металла из тигля 20, и соединяться с гидравлическим цилиндром, чтобы функционировать как встроенный стержень для литья под давлением и наконечник плунжера; однако это не является обязательным.
Поскольку генератор 10 запитывается индукционно, непреднамеренное охлаждение или замораживание, которое могло бы произойти в тигле 20, может устраняться расплавлением. Способность генератора 10 к нагреву может также использоваться для предотвращения аккумуляции отвержденной оксидной окалины или настыли в тигле 20, эти окалина и настыль могут вызывать дефекты изделия, такие как предварительно отвержденные включения. Способность генератора 10 к «самоочистке» без использования отдельного физического контактного устройства является очень выгодной.
Альтернативный неограничивающий вариант осуществления генератора 10 заключается в том, что он может представлять собой часть полностью соединенной установки. Соединенный генератор может быть выполнен с возможностью приема отмеренной загрузки металла через нагреваемую транспортную трубу непосредственно из дозирующей печи или насоса из расплавленного металла. Загрузка расплавленного металла может проходить через генератор, где загрузка металла охлаждается и перемешивается, как в описанном выше генераторе. Индукционная катушка может представлять собой отдельную соленоидную катушку, запитываемую с помощью одночастотного генератора, или независимую катушку с тремя обмотками, питаемую с помощью трехфазного частотного индукционного генератора для усиления движения металла через часть генератора. Загрузка металла может выдерживаться в части генератора в контролируемом состоянии. Когда цикл способа требует инжектирования ПЖМ/ПТМ, устройство для подачи металла (например, насос или дозирующий узел) приводится в движение, и часть генератора позволяет или заставляет загрузку металла переходить в нагреваемый подвод и в камеру для формования или инжектирования, когда новый объем расплавленного металла поступает в часть генератора. Этот способ является подходящим для специальной станции формования, которая производит исключительно детали из ПЖМ/ПТМ.
Устройство для обработки и измерения полужидкого металла по настоящему изобретению обеспечивает возможность точного контроля процесса охлаждения и/или удерживания для загрузки металла в генераторе посредством контроля скорости охлаждения и конечного состояния, что делает возможной доставку загрузки ПЖМ/ПТМ воспроизводимым образом в устройство для формования, даже в случае замедления цикла или перерыва в производстве. Эта система представляет собой уникальную особенность генератора 10, которая не является в настоящее время доступной для известных из уровня техники устройств с ПЖМ/ПТМ.
Генератор 10 может быть относительно простым в работе и не требовать дорогостоящего обучения, и/или способен доставлять воспроизводимую, консистентную загрузку металла в станцию формования. Бесконтактное измерение и контроль, а также способность к полному контролю термического поведения загрузки металла в генераторе делает возможным в высшей степени эффективный и экономичный способ производства. Генератор 10 может легко встраиваться в производственную линию и может легко обслуживаться посредством простой замены узлов генератора на манипуляторе робота.
Таким образом, очевидно, что цели, приведенные выше, среди тех, которые стали понятны из приведенного выше описания, эффективно достигаются, и поскольку определенные изменения могут быть выполнены в приведенных выше конструкциях, не выходя за рамки сущности и объема настоящего изобретения, предполагается, что вся информация, содержащаяся в приведенном выше описании и показанная на прилагаемых чертежах, будет интерпретироваться в иллюстративном, а не в ограничивающем смысле. Настоящее изобретение описано со ссылками на предпочтительные и альтернативные варианты осуществления. Дополнения и изменения станут понятны специалистам в данной области техники при прочтении и понимании подробного описания настоящего изобретения, приведенного здесь. Настоящее изобретение, как предполагается, охватывает все такие дополнения и изменения, насколько они попадают в рамки настоящего изобретения. Следует также понимать, что приведенная ниже формула изобретения охватывает все общие и конкретные особенности настоящего изобретения, описанные здесь. Настоящее изобретение описано со ссылками на предпочтительные варианты осуществления. Эти и другие дополнения предпочтительных вариантов осуществления, а также другие варианты осуществления настоящего изобретения будут очевидны из описания, приведенного здесь, при этом приведенное выше описание должно интерпретироваться только как иллюстрация настоящего изобретения, а не как ограничение. Предполагается включение всех таких дополнения и изменений постольку, поскольку они попадают в рамки приложенной формулы изобретения.
Реферат
Изобретение относится к области металлургии и может быть использовано для обработки и определения свойств жидкого или полужидкого металла. Устройство содержит тигель, который, по меньшей мере, частично окружен, по меньшей мере, одной индукционной катушкой, измерительное средство для непосредственного измерения, косвенного измерения и их комбинации, по меньшей мере, одного электрического параметра, выбранного из группы, состоящей из тока, напряжения, потребляемой мощности и частоты, при этом, по меньшей мере, один электрический параметр используется для частичного определения сопротивления нагрузки в области, по меньшей мере, частично окруженной индукционной катушкой, удельного сопротивления материала, температуры материала, доли твердой фазы материала, доли жидкой фазы материала и их комбинации. Одна или более индукционных катушек выполнены с возможностью генерирования переменной мощности и/или магнитного поля переменной частоты, которые могут модулироваться для контроля охлаждения загрузки расплавленного металла в тигле от температуры ликвидуса до выбранной энтальпии, сопротивления и/или вязкости. Изобретение позволяет активно контролировать полужидкое состояние металла подачей индукционной мощности посредством анализа в реальном времени или вне реального времени электрических сигналов обратной связи, которые получают от индукционных катушек. 2 н. и 39 з.п. ф-лы, 12 ил., 1 табл.
Формула
введение расплавленного или полурасплавленного материала в полость емкости для материала, по меньшей мере, частично окруженной, по меньшей мере, одной индукционной катушкой;
приложение мощности к, по меньшей мере, одной индукционной катушке, функционирующей в качестве устройства нагрева, устройства охлаждения и их комбинаций для указанного материала;
непосредственное измерение, косвенное измерение и их комбинации, по меньшей мере, одного электрического параметра, при приложении мощности к, по меньшей мере, одной индукционной катушке, при этом, по меньшей мере, один электрический параметр выбирают из группы, состоящей из тока, напряжения, потребляемой мощности и частоты, причем измерение по меньшей мере, одного электрического параметра получают от i) обратной связи с, по меньшей мере, одной индукционной катушки, которая отделена некоторым расстоянием от указанного материала, ii) информации от соленоидной катушки вблизи, по меньшей мере, одной индукционной катушки и отделенной некоторым расстоянием от указанного материала, или их комбинации; и определение сопротивления нагрузки в области, по меньшей мере, частично окруженной индукционной катушкой, удельного сопротивления материала, температуры материала, доли твердой фазы материала, доли жидкой фазы материала и их комбинации на основании, по меньшей мере, частично измеренного, по меньшей мере, одного электрического параметра.
Комментарии