Устройство для фиксации соединительной головки на отлитом в форму электроде, соответствующее устройство и способ - RU2610992C2
Код документа: RU2610992C2
Чертежи

Описание
Настоящее изобретение предлагает устройство для фиксации соединительной головки на отлитом в форму электроде, содержащее:
опору соединительной головки, продолжающуюся вдоль продольной оси;
основание формы, поддерживаемое опорой, причем основание формы определяет аксиальное отверстие для прохождения соединительной головки;
наконечник для установки опоры на элемент для перемещения устройства в форме; и
механизм для продольной иммобилизации соединительной головки на опоре.
Такое устройство предназначается, в частности, для использования в печи с плазменной горелкой прямого нагрева в целях плазменного дугового плавления в плазменном дуговом рафинировании с холодным подом или в электронно-лучевой печи для электронно-лучевого рафинирования с холодным подом.
Чтобы получить высококачественные металлические сплавы, используя металлолом в качестве исходного материала, необходимо рафинировать металл в печи с холодным подом после его плавления в печи вышеупомянутого типа. Затем в печи изготавливают металлический электрод в процессе непрерывного литья. Электрод представляет собой цилиндрический слиток, предназначенный для переплавки.
Металлический лом преимущественно состоит из титанового сплава. Вообще говоря, он может состоять из других металлических материалов, таких как благородные металлы.
Электрод подвергается переплавке в вакуумной дуговой печи для переплавки. В этой печи электрод помещают в вакуум и пропускают через него ток плавления в форме, называемой термином «изложница». Электрическая дуга образуется между свободным концом электрода и основанием изложницы, вызывая постепенное плавление электрода.
В процессе плавления регулируется расстояние между поверхностью расплавленного металла и электродом.
Как известно, чтобы обеспечивать перемещение электрода и его электрическое соединение, к его концу приваривается короткая металлическая стойка, называемая термином «соединительная головка», после того как электрод извлекается из плавильно- рафинировочной печи.
Однако электрод непрерывно отливается литейным кольцом плавильно- рафинировочной печи в процессе постепенного извлечения электрода из литейной формы с использованием тяговой системы. Для этой цели используется литейная форма типа «ласточкин хвост».
Чтобы зафиксировать соединительную головку, как правило, необходимо отпилить конец электрода, чтобы удалить «ласточкин хвост», а затем аккуратно приварить соединительную головку. Сварка служит одновременно для выдерживания веса электрода и передачи тока переплавки.
Такой способ является не вполне удовлетворительным. Для многочисленных операций данного способа требуются трудоемкие и продолжительные технологические манипуляции.
В качестве частичного решения этой проблемы патент США №6273179 описывает способ, согласно которому элемент для установки соединительной головки приваривается к концу электрода, непосредственно в литейном кольце плавильно- рафинировочной печи, в процессе изготовления электрода. Установочный элемент первоначально находится в полости основания литейной формы.
После этого соединительная головка механически устанавливается на установочный элемент и блок вставляется в печь для переплавки.
Таким образом, данный способ является более простым в осуществлении. Тем не менее, для него требуются многочисленные манипуляции и установочные операции, которые необходимо осуществлять после литья, для чего расходуется рабочее время.
Кроме того, при данной конфигурации литейной формы размеры установочного элемента должны точно соответствовать размерам сопряженной литейной форме, что препятствует любому повторному использованию установочных элементов. Таким образом, данный способ является дорогостоящим.
Одна цель настоящего изобретения заключается в том, чтобы упростить осуществление способа переплавки металлических электродов, сделав его экономичным при одновременном сбережении рабочего времени.
Для этой цели настоящее изобретение предлагает устройство вышеупомянутого типа, отличающееся тем, что механизм для продольной иммобилизации регулируется в продольном направлении по отношению к опоре в целях иммобилизации соединительной головки по отношению к опоре по меньшей мере в двух различных продольных положениях вдоль продольной оси.
Устройство согласно настоящему изобретению может включать один или несколько из следующих отличительных признаков, которые могут присутствовать отдельно или в любых технически возможных сочетаниях:
продольный иммобилизующий механизм содержит по меньшей мере один поперечный иммобилизующий элемент для соединительной головки и блок для фиксации поперечного иммобилизующего элемента на опоре в каждом из отдельных продольных положений;
опора определяет по меньшей мере одно поперечное проходное отверстие, причем поперечный иммобилизующий элемент проходит через это поперечное отверстие и запорный блок располагается на внешней поверхности опоры вне поперечного отверстия;
запорный блок содержит по меньшей мере один кронштейн, установленный на поперечный иммобилизующий элемент, причем данный кронштейн выполнен с возможностью отсоединения по отношению к опоре и запорный блок содержит фиксирующий выступ для фиксации кронштейна по отношению к опоре, установленный на опоре;
кронштейн содержит продольный фиксирующий стержень, причем фиксирующий выступ содержит удерживающую скобку для удерживания продольного фиксирующего стержня;
поперечное отверстие представляет собой поперечную щель;
устройство содержит механизм для радиальной иммобилизации соединительной головки по отношению к продольной оси;
основание формы содержит:
первую часть основания формы, определяющую первую часть контура аксиального проходного отверстия;
вторую часть основания формы, определяющую вторую часть контура аксиального проходного отверстия, причем первая часть и/или вторая часть устанавливаются с возможностью перемещения в поперечном направлении на опоре между конфигурацией вставки соединительной головки и конфигурацией работы;
механизм для направления перемещения первой части и/или второй части по отношению к опоре;
основание формы содержит охлаждающий блок;
опора содержит трубчатую муфту, определяющую центральное отверстие для вставки соединительной головки, причем основание формы устанавливается на одном продольном конце трубчатой муфты и установочный наконечник находится на противоположном продольном конце трубчатой муфты;
устройство содержит соединительную головку на электроде, иммобилизованную в продольном направлении по отношению к опоре иммобилизующим механизмом, соединительная головка выступает за пределы основания формы через аксиальное проходное отверстие основания формы.
Настоящее изобретение также предлагает установку для изготовления металлических изделий, содержащую
рафинировочный подовый блок, содержащий по меньшей мере одну форму для изготовления электрода посредством литья,
устройство, которое описано выше, подвижно установлено в форме, причем данное устройство поддерживает соединительную головку;
подовый блок содержит элемент перемещения для перемещения устройства в форме, причем установочный наконечник опоры устройства устанавливается на элемент перемещения.
Установка согласно настоящему изобретению может содержать один или несколько из следующих признаков, которые могут присутствовать отдельно или в любых технически возможных сочетаниях:
печь для переплавки электрода, изготовленного в подовом блоке, причем данная печь для переплавки содержит дополнительный элемент перемещения для перемещения и электрического соединения соединительной головки в печи для переплавки, способный вмещать соединительную головку.
Настоящее изобретение также предлагает способ изготовления металлических изделий, включающий следующие этапы:
помещение соединительной головки в устройство, которое определено выше;
корректировку продольного положения соединительной головки по отношению к опоре в выбранном продольном положении;
иммобилизацию соединительной головки в выбранном продольном положении с использованием продольного иммобилизующего механизма;
вставку основания формы в форму для изготовления электрода посредством литья, причем по меньшей мере часть соединительной головки выступает за, выровнена или установлена сзади от основания формы;
заливку расплавленного металла в форму на вышеупомянутую часть соединительной головки;
перемещение устройства с использованием подвижного элемента формы для изготовления электрода.
Способ согласно настоящему изобретению может включать один или несколько из следующих отличительных признаков, которые могут присутствовать отдельно или в любых технически возможных сочетаниях:
получение электрода, снабженного соединительной головкой;
установка соединительной головки на дополнительный элемент перемещения и электрического соединения печи для переплавки;
переплавка электрода в печи для переплавки.
Настоящее изобретение становится более понятным после ознакомления со следующим описанием, приведенным исключительно в качестве примера и представленным со ссылками на сопровождающие чертежи, в числе которых:
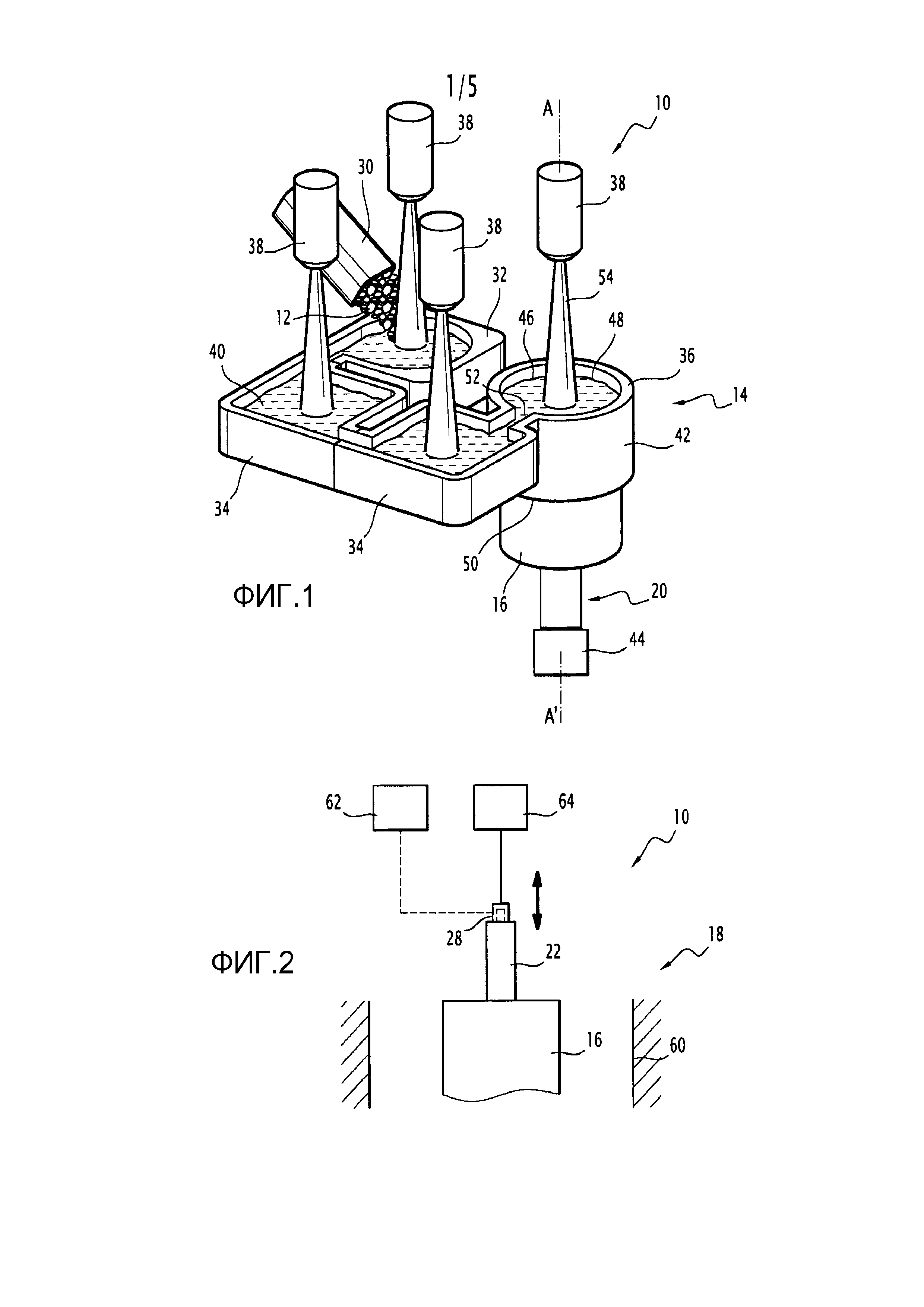
фиг. 1 представляет частичный схематический вид в перспективе плавильно- рафинировочной печи в первой установке согласно настоящему изобретению;
фиг. 2 представляет схематический вид в разрезе соответствующих частей печи для переплавки первой установки согласно настоящему изобретению;
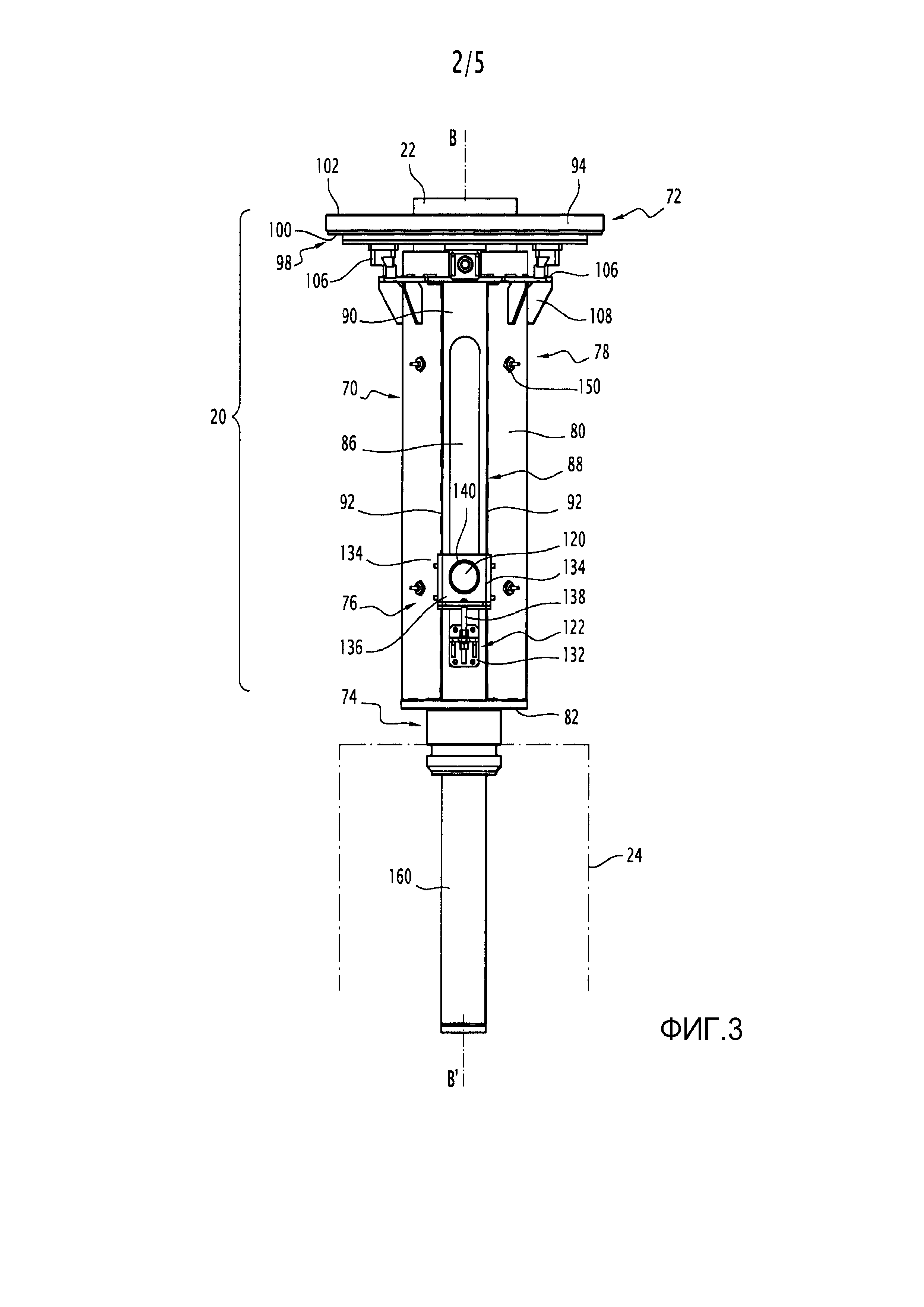
фиг. 3 представляет вертикальную проекцию первого устройства согласно настоящему изобретению;
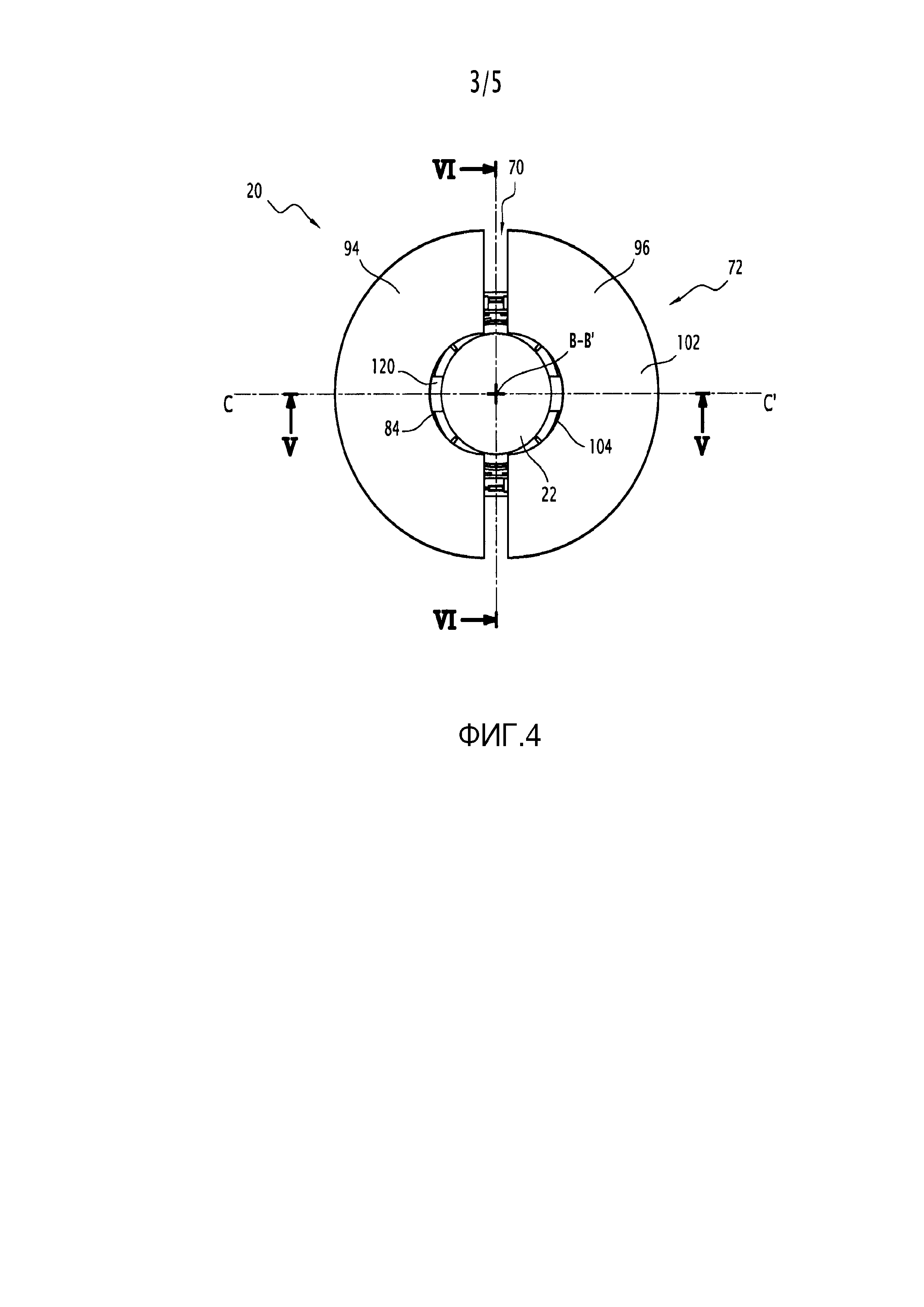
фиг. 4 представляет вид сверху устройства согласно настоящему изобретению;
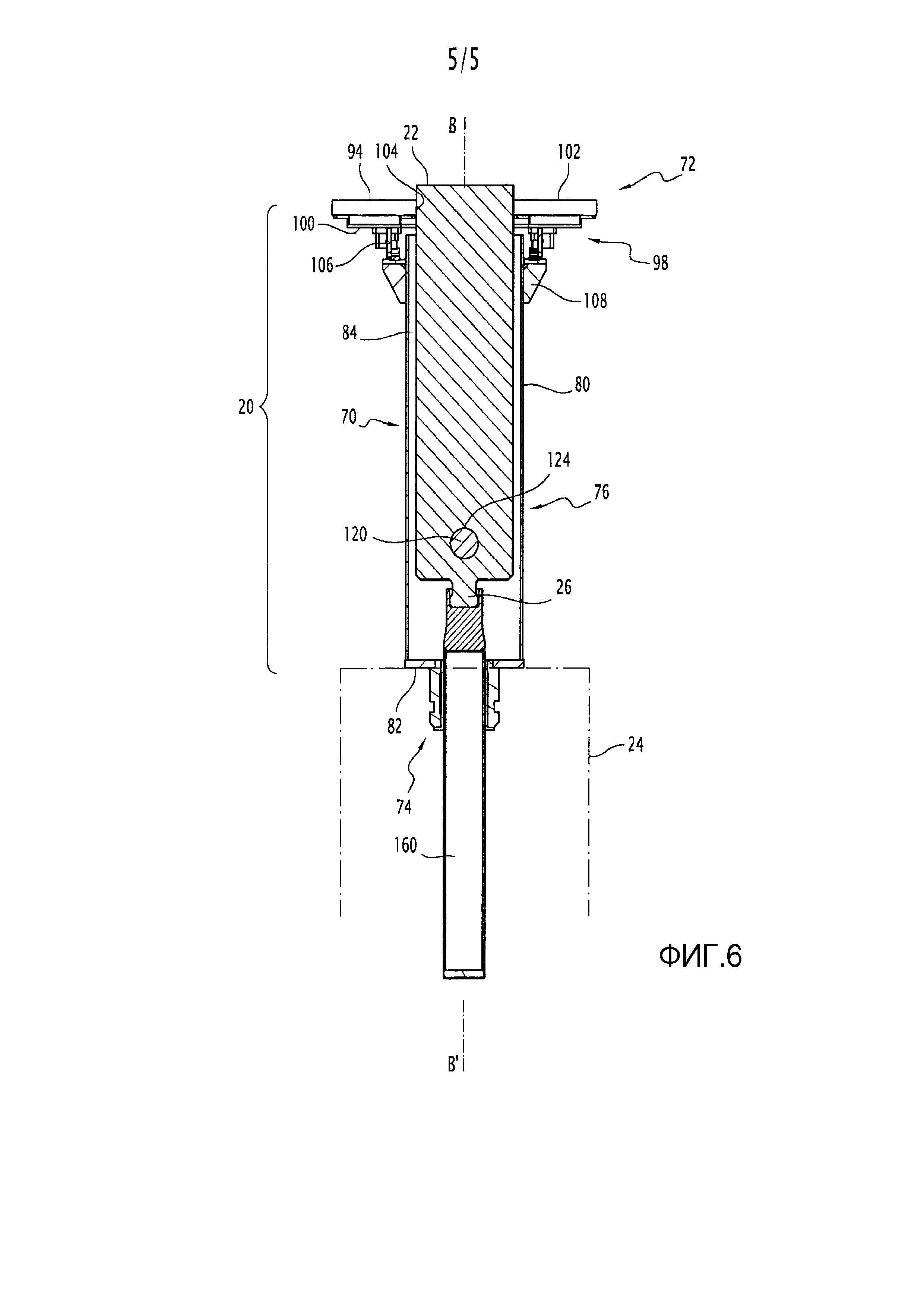
фиг. 5 представляет вид в разрезе по средней аксиальной плоскости V устройства согласно настоящему изобретению; и
фиг. 6 представляет вид в разрезе по средней аксиальной плоскости VI, перпендикулярной средней аксиальной плоскости V, устройства согласно настоящему изобретению.
Первая установка 10 согласно настоящему изобретению, которая предназначается для изготовления металлических изделий посредством рафинирования и плавления, проиллюстрирована на фиг. 1 и 2.
Металлические изделия, изготовленные в установке 10 согласно настоящему изобретению, представляют собой, например, слитки или отливки, которые состоят, в частности, из металлических сплавов.
Металлические изделия изготовлены из исходного металла, присутствующего, в частности, в форме уплотненных металлических стружек 12, в частности металлолома.
Металлолом преимущественно представляет собой титановый сплав. Вообще говоря, он может представлять собой другие металлические материалы, такие как благородные металлы.
Установка 10 содержит подовый блок 14, проиллюстрированный на фиг. 1, предназначенный для изготовления электрода 16 в процессе непрерывного литья, и печь 18 для переплавки электрода 16, соответствующие части которой проиллюстрированы на фиг. 2.
Согласно настоящему изобретению, установка 10 содержит устройство 20, которое проиллюстрировано на фиг. 3-5 и которое может быть установлено в литейном кольце подового блока 14, чтобы вмещать соединительную головку 22 на электроде 16. Установка 10 преимущественно содержит станцию 24 для сборки устройства 20, как проиллюстрировано на фиг. 3.
Электрод 16 получается в процессе непрерывного литья в подовом блоке 14. Электрод 16 является преимущественно цилиндрическим и его диаметр составляет, например, от 100 до 1300 мм, преимущественно от 700 до 900 мм, в частности от 730 до 840 мм, а его высота составляет, например, от 500 до 5000 мм, в частности от 2000 до 4000 мм.
Соединительная головка 22 представляет собой металлическую деталь, изготовленную из металла, способного образовывать сплав с металлом, из которого изготовлен электрод 16. Таким образом, в процессе изготовления электрода 16 в подовом блоке 14 соединительная головка 22 прикрепляется к одному концу электрода 16. Соединительная головка 22 называется также термином «стойка». Она представляет собой единую цельную деталь.
В данном примере соединительная головка 22 имеет цилиндрическую форму, причем ее диаметр и высота, соответственно, являются меньше, чем диаметр и высота электрода 16.
Благодаря устройству 20 согласно настоящему изобретению, в зависимости от конкретного электрода 16, соединительная головка 22 может иметь переменную высоту составляющую, например, от 600 до 1300 мм.
В примере, проиллюстрированном на фиг. 6, соединительная головка 22 содержит, на своем свободном конце, форму 26, чтобы присоединять другой элемент 28 перемещения и электрического соединения, находящийся в печи для переплавки 18, как будет описано ниже.
Таким образом, соединительная головка 22 может механически и электрически присоединять и элемент 28 перемещения и электрического соединения к электроду 16 в процессе операции переплавки в печи 18, без необходимости осуществления какой-либо промежуточной операции сварки или механической сборки между соединительной головкой 22 и электродом 16.
Как показывает фиг. 1, подовый блок 14 содержит источник исходного металла 30, плавильный резервуар 32, принимающий металл из источника 30, и по меньшей мере один под 34 для рафинирования расплавленного металла в резервуаре 32.
Подовый блок 14 дополнительно содержит литейное кольцо 36 для непрерывного литья рафинированного расплавленного металла в каждый под 34 и множество устройств 38 для плавления металла, расположенных по другую сторону от плавильного резервуара 32, каждого рафинировочного пода 34 и литейного кольца 36, соответственно.
Исходный металл 30 выходит из плавильного резервуара 32. Можно загружать исходный металл в форме стружки или твердого металлолома 12 в резервуар 32, чтобы плавить исходный металл с использованием плавильного устройство 38.
По меньшей мере один рафинировочный под 34 присоединяется выше по потоку относительно плавильного резервуара 32, чтобы принимать расплавленный металл, поступающий из резервуара 32 и содержать его в форме ванны 40 расплавленного металла, используя плавильное устройство 38. По меньшей мере один рафинировочный под 34 присоединяется ниже по потоку относительно литейного кольца 36, чтобы распределять рафинированный расплавленный металл в литейное кольцо 36.
Литейное кольцо 36 содержит литейную форму 42, предназначенную, чтобы вмещать устройство 20 и элемент 44 перемещения, предназначенный для перемещения устройствао 20, обеспечивая непрерывное литье электрода 16.
Литейная форма 42 определяет литейную полость 46, имеющую вертикальную ось A-A'. Форму изготавливают, используя, например, металл, в частности медь. К ней присоединяется охлаждающая система (не представлена на чертеже), такая как охлаждающая система с использованием циркулирующей воды.
В данном примере литейная форма 42 имеет цилиндрическую кольцевую форму.
Литейная форма 42 выходит вверх через верхнее отверстие 48, расположенное напротив плавильного устройства 38, и выходит вниз через нижнее тяговое отверстие 50 для вытягивания электрода 16. Она имеет верхний боковой канал 52 для распределения расплавленного металла, присоединенный к поду 34.
Элемент 44 перемещения предпочтительно представляет собой толкатель, содержащий цилиндр и шток цилиндра (не представлен на чертеже) или аналогичную электромеханическую систему.
Устройство 20 можно обратимо устанавливать на элемент 44 перемещения в целях перемещения вдоль оси A-A' посредством элемента 44 перемещения.
В примере, представленном на фиг. 1, подовый блок 14 представляет собой печи с плазменной горелкой прямого нагрева для плазменного дугового рафинирования с холодным подом.
В этом случае каждое плавильное устройство 38 представляет собой плазменную горелку. Плазменная горелка может производить плазменный пучок 54, ориентированный вниз, по направлению к плавильному резервуару 32, по направлению к каждому рафинировочному поду 34 и по направлению к литейному кольцу 36 через верхнее отверстие 48, соответственно.
В качестве альтернативы подовый блок 14 используется в электронно-лучевой печи для электронно-лучевого рафинирования с холодным подом.
В этом случае каждое плавильное устройство 38 способно производить электронный луч 54, ориентированный вниз, по направлению к плавильному резервуару 32, каждому рафинировочному поду 34 и литейному кольцу 36 через верхнее отверстие 48, соответственно.
Печь для переплавки 18, как правило, представляет собой вакуумную дуговую печь для переплавки.
Помимо элемента 28 перемещения и электрического соединения, который описан выше, печь содержит металлический под 60 (также называется термином «изложница»), где создается частичный вакуум, источник питания 62, с которым электрически соединяется элемент 28 перемещения и электрического соединения, и блок 64, которым приводится в действие элемент 28 перемещения и электрического соединения.
Источник питания 62 электрически присоединяется к электроду 16 через элемент 28 перемещения и через соединительную головку 22, создавая электрическое напряжение и электрическую дугу между свободным концом электрода 16 и противоположной ему металлической поверхностью на дне пода 60.
Электрическая дуга вызывает постепенное плавление свободного конца электрода 16. Приводной блок 64 способен перемещать электрод 16 по отношению к металлической поверхности с использованием элемента 28 перемещения и электрического соединения и с использованием соединительной головки 22, чтобы регулировать расстояние, которое в любое время разделяет свободный конец электрода 16 и металлическую поверхность в процессе постепенного плавления этого электрода 16.
Как показывают фиг. 3-6, устройство 20 содержит опору 70, в которой помещается соединительная головка 22, с вертикальной продольной осью B-B' на фиг. 3.
Устройство содержит основание формы 72, которое поддерживает опора 70 в верхнем конце опоры 70, и установочный наконечник 74 для установки опоры 70 на элемент 44 перемещения, расположенный на нижнем конце опоры 70.
Согласно настоящему изобретению, устройство 20 дополнительно содержит механизм 76 для продольной иммобилизации соединительной головки 22 по отношению к опоре 70, который можно регулировать в продольном направлении в целях иммобилизации соединительной головке 22 во множестве различных продольных положений в направлении продольной оси B-B'.
Устройство 20 также содержит механизм 78 для радиальной иммобилизации соединительной головки 22 по отношению к продольной оси B-B'.
В данном примере опора 70 содержит трубчатую муфту 80, имеющую ось B-B', которая направлена вниз и частично закрыта нижней стенкой 82.
Трубчатая муфта 80 определяет центральное отверстие 84 для помещения соединительной головки 22 и поперечные сквозные установочные отверстия 86 для продольного иммобилизующего механизма 76.
В данном примере муфта 80 имеет, вокруг каждого поперечного отверстия 86, продольную реборду 88 для иммобилизующего механизма 76, через который проходит поперечное отверстие 86.
Центральное отверстие 84 проходит вдоль оси B-B'. Оно выходит вверх из основания формы 72 на верхнем конце опоры 70.
В данном примере центральное отверстие 84 внизу частично закрыто нижней стенкой 82. Она выходит аксиально вниз через установочный наконечник 74.
Трубчатая муфта 80 здесь определяет два поперечных отверстия 86, расположенных напротив друг друга по обеим сторонам от оси B-B'.
Каждое поперечное отверстие 86 выходит в центральное отверстие 84 по направлению к оси B-B' и вне муфты 80, отделенной от оси B-B'.
В данном примере каждое поперечное отверстие 86 представляет собой продольную щель с осью B-B', проходящей на протяжении части длины муфты 70.
Длина поперечного отверстия 86, измеряемая вдоль оси B-B', составляет, например, от 50 до 75% длины муфты 80.
Каждая продольная реборда 88 выступает радиально по отношению к оси B-B' на внешней поверхности муфты 80.
Реборда 88 определяет плоскую часть 90, предназначенную для поддержки механизма 76, а продольные края 92 - для крепления механизма 76.
Как проиллюстрировано на фиг. 3-6, основание формы 72 содержит первую полуформу 94 и вторую полуформу 96, которые установлены с возможностью перемещения по отношению друг к другу и по отношению к опоре 70, между открытой конфигурацией для вставки соединительной головки 22 и закрытой конфигурацией для введения соединительной головки 22 в литейное кольцо 36.
Основание формы 72 дополнительно содержит механизм 98 для направления перемещения каждой полуформы 94, 96 и блок 100 для охлаждения каждой полуформы 94, 96.
Каждая полуформа 94, 96 изготовлена из металлического материала, аналогичного материалу, который составляет форму 42 литейного кольца 36, например медь.
В данном примере каждая полуформа 94, 96 образует полудиск, определяющий центральную выемку. Следовательно, она имеет, как правило, C-образную форму.
Каждая полуформа 94, 96 определяет практически плоскую верхнюю поверхность 102, предназначенную для помещения расплавленного металла на дне формы 42, и обеспечивать охлаждение для затвердевания металла. Верхняя поверхность 102 преимущественно проходит в плоскости, практически перпендикулярной по отношению к оси B-B'.
Полуформы 94, 96 имеют возможность перемещения в поперечном направлении по направлению к оси B-B' между открытой конфигурацией и закрытой конфигурацией, преимущественно в направлении вдоль оси C-C перпендикулярно по отношению к оси B-B', как проиллюстрировано на фиг. 4.
Полуформы 94, 96 определяют аксиальное отверстие 104 между ними для введения соединительной головки 22 в центральное отверстие 84 опоры 70.
В открытой конфигурации, проиллюстрированной на фиг. 4, вводное отверстие 104 имеет большую площадь, чем та, которую оно имеет в закрытой конфигурации.
В закрытой конфигурации полуформы 94, 96 практически находятся в контакте друг с другом. Вводное отверстие 104 является практически закрытой и имеет контур, практически соответствующий внешнему контуру соединительной головки 22.
Кроме того, полуформы 94, 96 имеют внешний контур, практически соответствующий внутреннему контуру формы 42.
Направляющий механизм 98 содержит направляющие 106, фиксированные на внешней поверхности муфты 80 скобками 108. Каждая полуформа 94, 96 поддерживается двумя направляющими 06, расположенными на каждой стороне относительно оси B-B'.
Охлаждающий блок 100 содержит полые плиты 110, определяющие проточные каналы для хладагента и соединительные трубопроводы для хладагента (не представлены на чертеже). Полые плиты 110 прикрепляются под каждой полуформой 94, 96.
Хладагент, например вода, может протекать в каналах, определенных между полыми плитами 110 и каждой полуформой 94, 96, чтобы охлаждать верхнюю поверхность 102.
Согласно настоящему изобретению, продольный иммобилизующий механизм 76 содержит поперечный элемент 120 для иммобилизации соединительной головки 22 и запорный блок 122 для фиксации поперечного иммобилизующего элемента 120 на опоре 70 в продольном положении, которое можно установить вдоль оси B-B'.
В данном примере поперечный элемент 120 представляет собой стержень.
Поперечный элемент 120 введен через проходное отверстие 124, проходящее в поперечном направлении в соединительной головке 22 и через каждый поперечное отверстие 86. Его концы выступают в поперечном направлении с каждой стороны опоры 70, и их захватывает запорный блок 122.
Запорный блок 122 содержит съемные кронштейны 130 для установки на поперечный элемент 120 и для каждого кронштейна 130 удерживающая скобка 132 удерживает запирающий кронштейн 130 на опоре 70.
Запорный блок 122 дополнительно содержит преимущественно дополнительные фиксирующие элементы 134 для фиксации каждого кронштейна 130 на опоре 70.
Каждый кронштейн 130 содержит карабин 136 для установки одного конца поперечного элемента 120 и фиксирующего стержня 138 на скобке 132.
Карабин 136 определяет канал 140, в котором помещается один конец поперечного элемента 120 для его фиксации при перемещении вдоль оси B-B'.
Фиксирующий стержень 138 выступает по отношению к карабину 136. Он может входить в скобку 132, чтобы удерживать карабин 136 в аксиальном положении вдоль оси B-B'.
Скобка 132 установлена на опоре 70, преимущественно под сквозным отверстием 86.
Совмещающиеся фиксирующие элементы 134 образуют винтовые системы, установленные через карабин 136 в опоре 70, преимущественно в отверстиях, изготовленных в боковых краях 92 реборды 88.
Каждый кронштейн 130 может обратимо устанавливаться на опоре 70 между разобранной конфигурацией, отделенной от опоры 70, и множеством конфигураций установки на опоре 70, разделенных вдоль оси B-B'.
В конфигурации установки на опоре 70 в канале 140 карабина 136 помещается конец поперечного элемента 120. Стержень 138 выступает по отношению к карабину 136, чтобы входить в скобку 132. Его удерживают в скобке 132 съемные фиксирующие элементы типа гайки.
Карабин 136 прижимается к опоре 70, преимущественно в плоской части 90. Его удерживают в прижатом положении совмещающиеся фиксирующие элементы 134.
В примере, представленном на фиг. 3, каждый кронштейн 130 может находиться на опоре 70 в ограниченном числе установленных конфигураций, взаимно разделенных в продольном направлении и расположенных вдоль оси B-B'.
Эти конфигурации определяются положением отверстий, расположенных в боковых краях 92 реборды 88.
В качестве альтернативы, положение установленных конфигураций можно непрерывно регулировать в направлении поперечного отверстия 86 вдоль оси B-B'.
Продольное регулирование кронштейнов 130 изменяет относительное положение соединительной головки 22 по отношению к опоре 70 и по отношению к основанию формы 72, таким образом, что длина сегмента соединительной головки 22, который выступает выше основания формы 72, является постоянной, независимо от длины соединительной головки 22.
Это позволяет использовать соединительные головки 22 различных размеров, в частности, позволяет повторно использовать уже бывшие в употреблении соединительные оловки 22.
Радиальный иммобилизующий механизм 78 содержит регулируемые нажимные винты 150, вставленные радиально через опору 70 в центральное отверстие 84.
Каждый нажимной винт 150 может устанавливаться радиально на соединительной головке 22, чтобы фиксировать ее радиально по отношению к оси B-B' по меньшей мере в одном направлении.
Как показывают фиг. 3, сборочная станция 24 содержит сборочное основание 160 для сборки соединительной головки 22 и опоры 70, в также загрузочный блок (не представлен на чертеже).
Далее будет описан способ изготовления металлического изделия на установке 10 согласно настоящему изобретению.
Данный способ содержит этап сборки устройства 20, этап изготовления электрода 16 в подовом блоке 14 с использованием устройства 20, а затем этап переплавки электрода 16 в печи 18 для переплавки.
Этап сборки можно осуществлять в холостом режиме за пределами основного корпуса, в котором находится медный подовый блок 14.
Сначала осуществляется помещение опоры 70 на сборочное основание 160. Преимущественно свободный конец сборочного основания 160 выступает в центральное отверстие 84 через установочный наконечник 74.
Полуформы 94, 96 основания формы 72 затем приводятся в открытую конфигурацию.
После этого соединительная головка 22 вводится сверху в центральное отверстие 84 через аксиальное отверстие 104, определенное между полуформами 94, 96.
Соединительная головка 22 обратимо прикрепляется на свободный конец сборочного основания 160 в центральное отверстие 84.
Аксиальное положение соединительной головки 22 вдоль оси B-B' затем регулируется посредством перемещения сборочного основания 160 по отношению к опоре 70 в зависимости от желательной высоты сегмента головки 22, выступающего за пределы основания 72 формы, выровненного с основанием 72 формы или установленного сзади от основания 72 формы.
После этого поперечный элемент 120 последовательно вводится в первое поперечное отверстие 86 через отверстие 124, а затем во второе поперечное отверстие 86.
Свободные концы поперечного элемента 120 затем выступают в поперечном направлении за пределами опоры 70 через соответствующие поперечные отверстия 86.
Кронштейны 130 затем устанавливаются вокруг каждого свободного конца поперечного элемента 120 и фиксируются по отношению к опоре 70.
Для этой цели каждый свободный конец поперечного элемента 120 вводится в канал 140, определенный в карабине 136. В то же время, фиксирующий стержень 138 вставляется в удерживающую скобку 132.
Карабин 136 прижимается к плоской части 90. Фиксирующие элементы помещаются для фиксации стержня 138 на скобку 132. Кроме того, устанавливаются дополнительные фиксирующие элементы 134 между карабином 136 и ребордой 88.
Каждый кронштейн 130 занимает конфигурацию установки на опоре 70 в заданном аксиальном положении.
Соединительная головка 22 затем аксиально иммобилизуется вдоль оси B-B' в выбранном положении посредством запорного блока 122, включая поперечный элемент 120 и кронштейны 130.
После этого полуформы 94, 96 устанавливаются в закрытой конфигурации, окружая конец соединительной головки 22.
Устройство 20, содержащее соединительную головку 22, затем перемещаются к литейному кольцу 36 подового блока 14.
Установочный наконечник 74 устанавливается на элемент 44 перемещения. Подающие хладагент трубопроводы (не представлены на чертеже) присоединяются к охлаждающему блоку 100.
Элемент 44 перемещения приводится в действие, перемещая основание 72 формы в полость 46 форме, которая определена в форме 42.
Конец соединительной головки 22 затем частично плавится, например, посредством луча 54 плавильного устройства 38, расположенного над литейным кольцом 36.
Расплавленный металл из рафинировочного пода 34 затем вводится в литейную полость 46 и постепенно заполняет литейную полость 46. В процессе этого литья соединительная головка 22 оказывается приваренной на электроде 16, не выступая за его пределы.
После этого элемент 44 перемещения своим действием совместно тянет вниз опору соединительной головки 70, основание 72 формы и электрод 16, изготовленный на основании 72 формы. Непрерывное литье электрода 16 осуществляется постепенно.
После изготовления электрода 16 он извлекается из подового блока 14, причем соединительная головка 22 уже приварена к одному из его концов.
После разборки устройства 20 согласно настоящему изобретению электрод 16, снабженный соответствующей соединительной головкой 22, вводится в печь 18 для переплавки и устанавливается непосредственно на элемент 28 перемещения и электрического соединения печи 18 для переплавки.
Не требуются никакие операции сварки или механической сборки, что в значительной степени упрощает осуществление данного способа и сокращает продолжительность цикла.
Кроме того, соединительная головка 22 имеет электрическое соединение с источником питания 62, чтобы осуществлялась переплавка электрода 16 на поде 60 и получалось желательное металлическое изделие.
Таким образом, устройство 20 согласно настоящему изобретению является особенно простым в использовании и может быть приспособлено к широкому разнообразию соединительных головок 22. Это обеспечивает повторное использование соединительных головок 22.
Устройство 20 может быть установлено в течение холостого режима, что повышает производительность данного способа.
Кроме того, соединительная головка 22 устанавливается на электроде 16 непосредственно в процессе его изготовления без внешнего вмешательства, причем она может быть установлена прямо в печи для переплавки 18 без необходимости какой-либо дополнительной механической сборки.
Реферат
Изобретение относится к металлургии. Устройство 20 для фиксации соединительной головки содержит опору (70) соединительной головки (22), основание (72) формы, поддерживаемое опорой (70), причем основание (72) формы определяет аксиальное отверстие (104) для прохождения соединительной головки (22), наконечник (74) для установки опоры (70) на элемент (44) перемещения устройства (20) в форме (42) и механизм (76) для продольной иммобилизации соединительной головки (22) на опоре (70). Механизм (76) регулируется по меньшей мере в двух различных продольных положениях вдоль продольной оси (B-B'). Устройство 20 перемещают к литейному кольцу подового блока и в литейную полость подают расплавленный металл. В процессе непрерывного литья электрода соединительная головка приваривается к электроду. Обеспечивается упрощение процесса фиксации соединительной головки на электроде. 3 н. и 12 з.п. ф-лы, 6 ил.
Комментарии