Монолитный металлический сотовый элемент с варьируемым количеством каналов и способ его изготовления - RU2215163C2
Код документа: RU2215163C2
Чертежи




Описание
Настоящее изобретение относится к монолитному металлическому сотовому элементу, который преимущественно используется в качестве корпуса-носителя катализатора для каталитического превращения отработавших газов (ОГ) двигателей внутреннего сгорания (ДВС), а также к способу изготовления такого сотового элемента.
Известно большое количество различных конструкций подобных сотовых элементов, например, из ЕР 0245737 В1 и ЕР 0430945 В1.
Известно также, что для максимально эффективной нейтрализации ОГ может оказаться целесообразным размещать один за другим в направлении потока несколько дисков, которые при необходимости имеют также различную сотовую структуру или размер ячеек сотовой структуры. Однако такой корпус-носитель не является достаточно монолитным, в результате чего увеличиваются затраты на изготовление сотового элемента, на его помещение в трубчатый кожух и соединение с ним, а в некоторых случаях и на нанесение на сотовый элемент покрытия. Поэтому также известно, например, из ЕР 0484364 В1, что внутри металлических сотовых элементов предусматривают дополнительные входные кромки, которые получают путем заворачивания вершины или впадины гофр на отдельных участках по типу манжеты. Хотя с точки зрения распределения потока внутри сотового элемента в результате и удается получить эффект, аналогичный создаваемому при расположении друг за другом дисков с каналами различных размеров, тем не менее доступная площадь каталитически активной поверхности остается неизменной, что не позволяет в итоге фактически достичь всех преимуществ, связанных с последовательным расположением дисков с каналами различных размеров.
Из US 5549873 также известен монолитный сотовый элемент, в передней части которого количество каналов уменьшено за счет выполнения вырезов в слоях металлических листов и который обладает в этой передней части меньшей теплоемкостью в сравнении с его остальной частью.
Сотовый элемент, чтобы его можно было назвать монолитным, должен обладать внутренней "цельностью", т.е. должен иметь внутри взаимосвязанную цельную структуру. Из ЕР 0542775 В1 уже известен монолитный сотовый элемент, внутренняя цельность которого обеспечивается за счет использования гладких или слабо профилированных (структурированных) по сравнению с размерами каналов металлических листов, часть которых проходит насквозь через сотовый элемент от его входного торца до выходного. На различных последовательно расположенных в направлении потока участках сотовый элемент имеет различное количество слоев металлических листов и различное количество каналов в плоскости поперечного сечения, т.е. имеет каналы различной величины. У известного из ЕР 0543775 В1 сотового элемента требуемое варьирование количества каналов, а следовательно, и доступной площади каталитически активной поверхности достигается за счет того, что в конструкции монолитного сотового элемента использованы металлические листы различной ширины и со структурами (профильными элементами) различных размеров. В качестве прототипа настоящего изобретения выбрано описанное в WO 92/02716 техническое решение, представляющее монолитный проточный в направлении потока для текучей среды сотовый элемент с входным торцом, расположенным со стороны набегания потока, и отстоящим от него выходным торцом, расположенным со стороны истечения потока. Сотовый элемент имеет расположенные слоями, по меньшей мере частично структурированные металлические листы, структуры которых образуют в направлении потока стенки каналов, при этом размер указанных каналов варьируется на различных последовательно расположенных в направлении потока участках.
Технология изготовления подобного сотового элемента является сравнительно трудоемкой, поскольку необходимо набирать пакет из укладываемых друг на друга и рядом один с другим слоев нескольких различно профилированных металлических листов. Оперировать с набранным подобным образом многослойным пакетом достаточно сложно прежде всего в тех случаях, когда оба конца этого пакета необходимо S-образно свертывать вокруг по меньшей мере двух фиксированных точек.
Исходя из вышеизложенного, в основу настоящего изобретения была положена задача разработать такой монолитный сотовый элемент, изготовление которого с варьируемым количеством каналов и при необходимости также с варьируемой на определенных участках теплоемкостью было бы более простым, а также разработать соответствующий способ изготовления этого сотового элемента.
Указанная задача решается с помощью монолитного проточного в направлении потока для текучей среды сотового элемента с входным торцом, расположенным со стороны набегания потока, и отстоящим от него выходным торцом, расположенным со стороны истечения потока, имеющего расположенные слоями, по меньшей мере частично структурированные металлические листы, структуры которых образуют в направлении потока стенки каналов, при этом количество указанных каналов варьируется на различных последовательно расположенных в направлении потока участках. Внутренняя цельность сотового элемента достигается благодаря тому, что согласно изобретению по меньшей мере часть структурированных металлических листов проходит от входного торца до выходного торца, при этом каждый из указанных металлических листов имеет по меньшей мере одну первую и одну вторую структуру различных размеров и по меньшей мере одна из этих структур проходит лишь на одном участке сотового элемента.
В отличие от известных монолитных сотовых элементов внутренняя цельность предлагаемого сотового элемента обеспечивается не гладкими или не только гладкими либо слабо структурированными по сравнению с размерами каналов металлическими листами, но и структурированными листами, структуры которых образуют в направлении потока каналы. Благодаря этому повышается цельность сотового элемента и/или упрощается его изготовление, поскольку в этом случае приходится оперировать с меньшим количеством отдельных структурированных полос металла.
В одном из вариантов сотовый элемент предпочтительно выполнять с гладкими или слабо структурированными по сравнению с размерами каналов металлическими листами, располагаемыми между структурированными металлическими листами. Эти гладкие или слабо структурированные по сравнению с размерами каналов металлические листы проходят по меньшей мере на одном участке сотового элемента. Помимо этого можно также предусмотреть гладкие металлические листы, проходящие по всей длине сотового элемента. Указанные гладкие или слабо структурированные по сравнению с размерами каналов металлические листы придают сотовому элементу дополнительную внутреннюю жесткость, что еще больше повышает "монолитность" этого сотового элемента.
В соответствии с другим вариантом предлагается предусматривать в сотовом элементе дополнительные структурированные металлические листы, проходящие по меньшей мере на одном участке сотового элемента. В результате подобный сотовый элемент будет состоять из металлических листов различной ширины и со структурами различных размеров, что обеспечивает варьирование количества каналов, а следовательно, и площади каталитически активной поверхности. Дополнительные структурированные листы предпочтительно располагать между металлическими листами, проходящими от входного торца до выходного торца, и заполнять ими тем самым промежутки между последними из указанных металлических листов.
Дополнительные структурированные металлические листы предпочтительно располагать таким образом, чтобы сотовый элемент имел в направлении потока постоянное поперечное сечение. Для такого сотового элемента требуется конструктивно простой кожух, который может быть выполнен трубчатым для установки в него сотового элемента с круглым сечением.
В другом варианте предпочтительно, чтобы каждый из проходящих от входного торца до выходного торца сотового элемента структурированных металлических листов имел структуры, выполненные симметрично относительно некоторой общей плоскости. Состоящий из выполненных подобным образом листов сотовый элемент более прост в обращении с ним, поскольку не требуется учитывать его ориентацию.
Согласно еще одному предпочтительному варианту выполнения сотового элемента проходящие насквозь через него структурированные металлические листы имеют материальные разделительные линии, которые расположены на определенном расстоянии одна от другой между смежными структурами различных размеров в основном перпендикулярно направлению потока. Преимущество таких металлических листов состоит в том, что между смежными структурами различных размеров существует ступенчатый переход от одной структуры к другой. Развернутая длина структур различного размера соответствует длине материальной разделительной линии. Эти структуры могут иметь различную высоту или форму.
Соединение между смежными структурами различного размера сохраняется благодаря участкам, расположенным между материальными разделительными линиями. Участок между двумя соседними разделительными линиями по меньшей мере частично расположен на кромке общей боковой стороны смежных структур. Структуры могут иметь, например, волнистую или меандрообразную форму. В случае меандрообразной структуры указанный участок проходит по всей кромке общей боковой стороны смежных структур. Если структуры имеют волнистую форму с гофрами различной высоты, то смежные структуры предпочтительно имеют боковые поверхности с одинаковым углом подъема. Участки между двумя материальными разделительными линиями расположены в этом случае на кромках указанных боковых сторон.
Вместо общих боковых сторон смежные структуры могут иметь также общие вершины и/или впадины.
В еще одном предпочтительном варианте участок между двумя соседними разделительными линиями по меньшей мере частично может быть расположен на общей вершине или в общей впадине смежных структур.
Смежные структурированные металлические листы в сотовом элементе согласно изобретению могут также иметь проходящие наклонно друг к другу структуры, но которые не могут входить одна в другую.
Для некоторых областей применения целесообразно, чтобы внутри сотовый элемент обладал большей теплоемкостью, чем на его входном торцовом участке. При применении сотового элемента в качестве корпуса-носителя катализатора в системе выпуска ОГ двигателя внутреннего сгорания это свойство улучшает характеристики нейтрализатора при повторном пуске двигателя после некоторого перерыва в работе и обеспечивает непрерывное каталитическое превращение ОГ, например, у дизельных двигателей и двигателей, работающих на обедненных рабочих смесях, даже при интенсивно изменяющихся рабочих условиях с периодами, в которые в каталитический нейтрализатор поступают сравнительно холодные ОГ. Для изменения теплоемкости внутри сотового элемента предпочтительно толщина по меньшей мере части металлических листов должна быть больше толщины остальных листов, прежде всего толщина дополнительных металлических листов на внутреннем участке должна быть больше толщины проходящих через весь сотовый элемент металлических листов.
Известны конструкции сотовых элементов, которые могут состоять из нескольких отдельных металлических листов. Кроме того, известны конструкции, в которых весь сотовый элемент выполнен лишь из одного или двух спирально свернутых в рулон или меандрообразно набранных в пакет металлических листов. В формуле изобретения и в описании в качестве общего термина используется понятие "скрученные", при этом не играет никакой роли то, свернуты ли отдельные металлические листы в рулон или сфальцованы. Настоящее изобретение применимо также в конструкциях, в которых структурированные металлические листы не отделены гладкими металлическими листами, а вместо этого смежные структурированные металлические листы имеют структуры, расположенные под углом одна к другой.
Для изготовления монолитного сотового элемента предлагается перед структурированием или в процессе структурирования выполнять в каждом металлическом листе вдоль общей воображаемой линии, проходящей в основном перпендикулярно направлению потока, на определенном расстоянии одна от другой материальные разделительные линии и по обе стороны от указанной воображаемой линии выполнять различные структуры. Выполнять различные структуры можно последовательно либо одновременно.
Разделительную линию можно выполнять в металлическом листе резанием. Для самой операции резания можно использовать нож, предпочтительно ротационный нож. Согласно еще одному варианту разделительную линию можно выполнять в металлическом листе лазерной резкой.
Разделительную линию и структуры предпочтительно выполнять одновременно, пропуская полосу металла через два расположенных рядом друг с другом на одной оси различных валка для прокатки волнистых листов.
Ниже изобретение более подробно рассмотрено на примере некоторых вариантов его выполнения со ссылкой на
прилагаемые чертежи, на которых показано
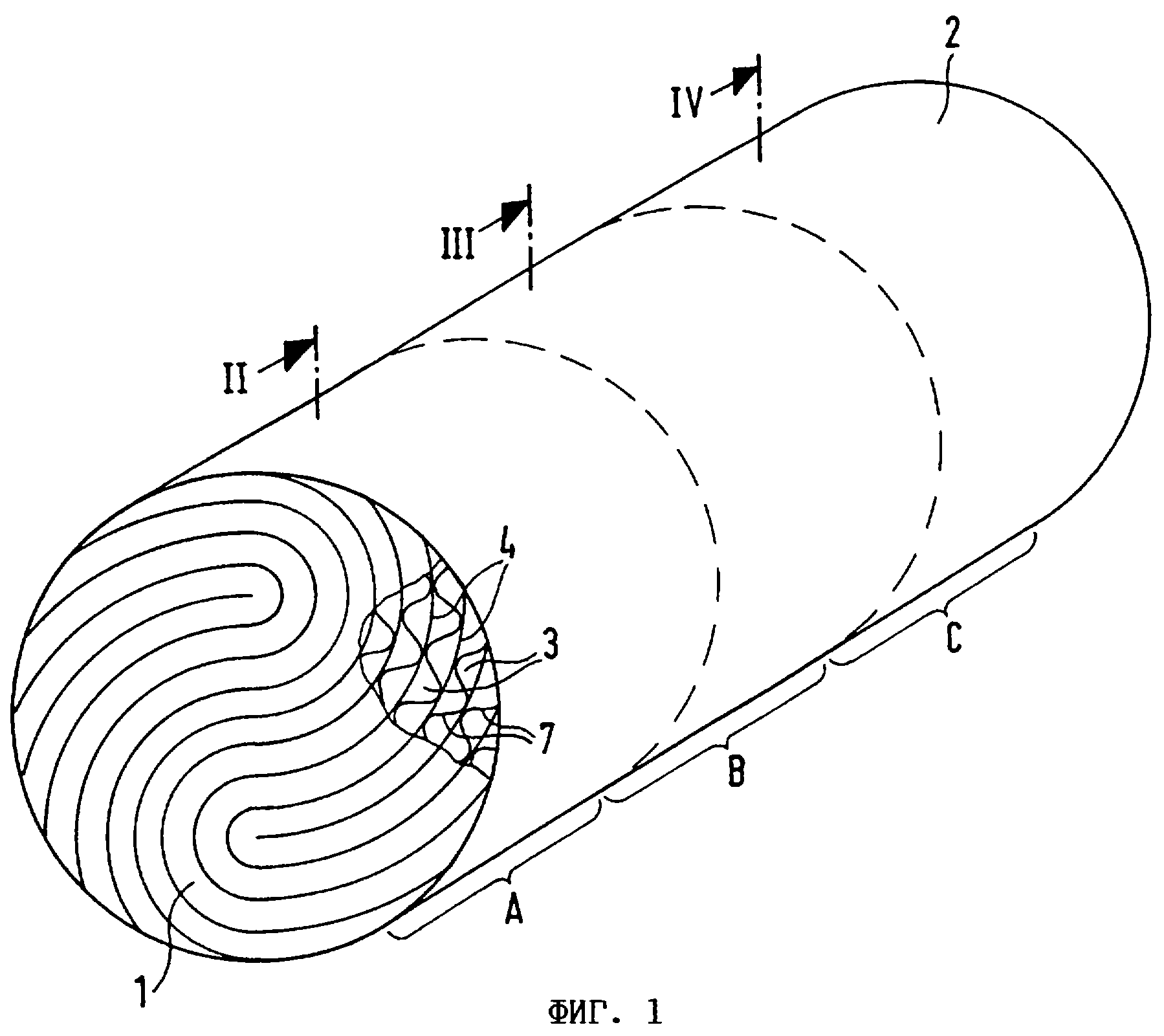
на фиг.1 - схематичное изображение в перспективе сотового элемента;
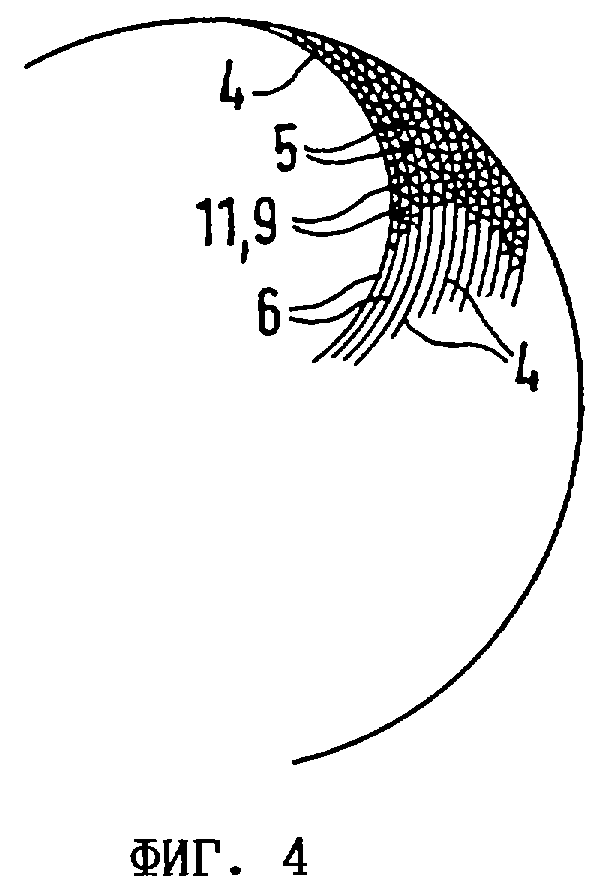
на фиг. 2, 3 и 4 - фрагменты сотового элемента в сечении плоскостями
соответственно II-II, III-III и IV-IV по фиг.1;
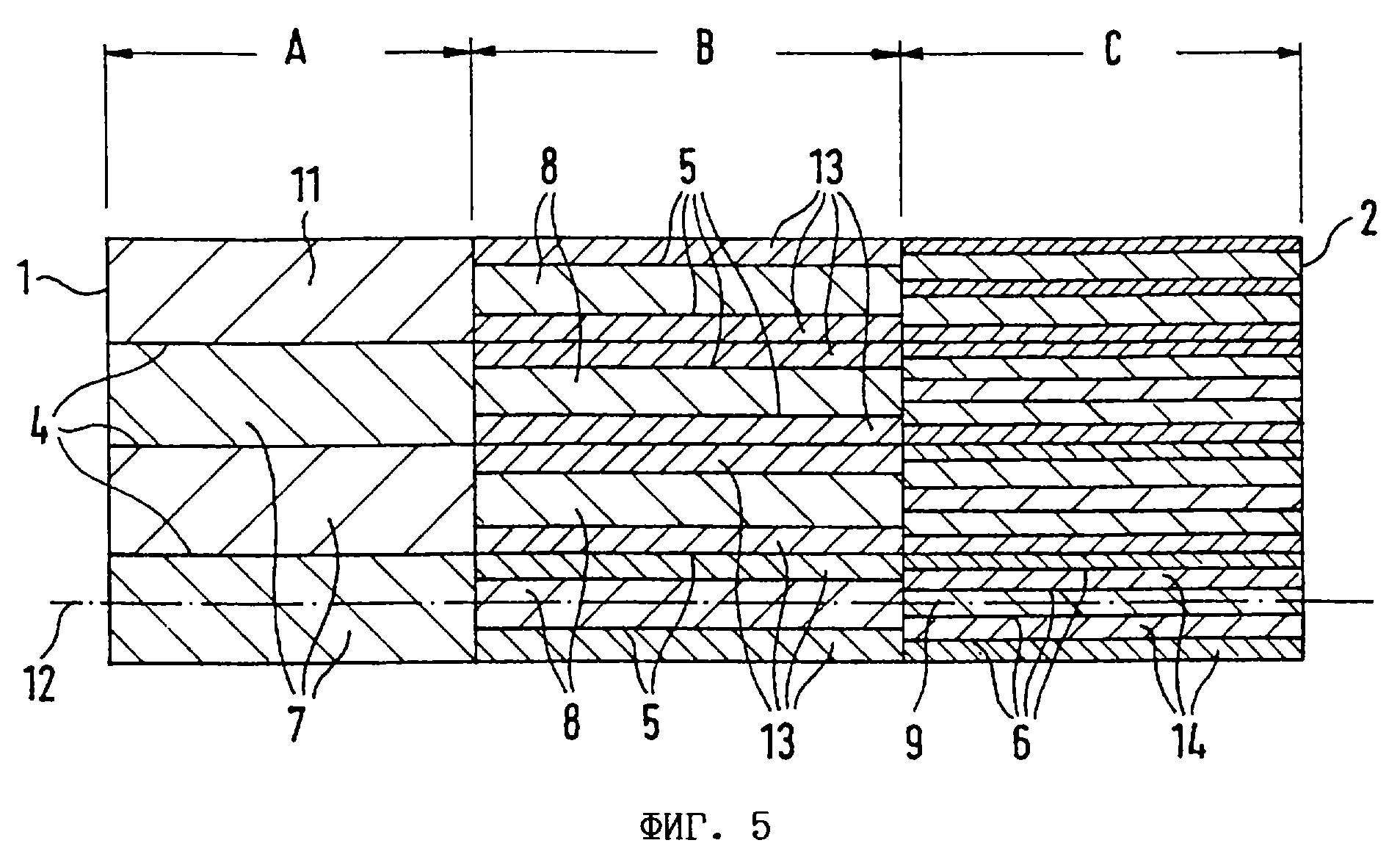
на фиг. 5 - схематичное изображение сотового элемента в продольном разрезе по фиг.1;
на фиг. 6 - изображение в перспективе
структурированного металлического листа и
на фиг. 7 - схематичное изображение в продольном разрезе сотового элемента, выполненного по другому варианту.
На фиг. 1 в перспективе показан предлагаемый в изобретении сотовый элемент, выполненный по одному из вариантов и имеющий входной торец 1, т.е. торец со стороны набегания потока, и выходной торец 2, т.е. торец со стороны истечения потока. Внутренняя цельность сотового элемента обеспечивается структурированными (профилированными) металлическими листами 11, проходящими насквозь через весь сотовый элемент. Структурированные металлические листы 11, как показано на фиг.2, 3 и 4, S-образно свернуты в рулон. На каждом из участков А, В и С эти структурированные листы 11 имеют свою, отличную от других структуру, обозначенную позициями 7, 8 и 9. Между структурированными металлическими листами 11 расположены гладкие металлические листы 4. Структуры 7, 8 и 9 вместе с гладкими металлическими листами 4 образуют стенки соответствующих проточных каналов 3 с различной на участках А, В и С площадью поперечного сечения.
На фиг. 5 сотовый элемент схематично показан в продольном разрезе. При этом гладкие металлические листы показаны сплошными линиями, а штриховкой на фиг.5 изображены структуры гофрированных листов.
Сотовый элемент имеет три участка А, В и С. Количество каналов, приходящихся на площадь его поперечного сечения, различно на каждом участке. На участке А проходящие от входного торца 1 до выходного торца 2 структурированные металлические листы 11 имеют структуру 7 с наибольшей по сравнению с последующими участками В, С высотой. Структурированные металлические листы 11 отделены один от другого гладкими металлическими листами 4. Гладкие металлические листы 4 проходят в показанном на фиг.5 варианте от входного торца 1 до выходного торца 2. Обусловлено это тем, что суммарная высота структур между металлическими листами 11 на участках В, С соответствует высоте структуры 7 на участке А. Как показано далее на фиг.5, эта структура расположена по высоте симметрично относительно показанной штрихпунктирной линией плоскости 12. На участке В расположены дополнительные гладкие 5 и структурированные 13 металлические листы. Структурированные 13 и гладкие 5 металлические листы проходят только на участке В. При этом структурированные металлические листы 13 заполняют промежуток между структурами 8 сквозных структурированных металлических листов 11.
На участке С между структурированными металлическими листами 11, 14 расположены дополнительные гладкие металлические листы 6.
На фиг. 6 в перспективе схематично изображен структурированный металлический лист 11. Этот структурированный металлический лист 11 имеет гофрированную структуру. Такую гофрировку получают прокаткой в валках с эвольвентным зацеплением. Как показано на фиг.6, структурированный металлический лист 11 имеет первую структуру 7, к которой примыкает вторая структура 8. Структуры 7 и 8 различаются по своей высоте, а также расстоянием от вершины 17 до впадины 18 гофра. Развернутое расстояние между местами 16А, 16В соединения у структуры 7 соответствует развернутой длине структуры 8. Структуры 8 и 7 отделены материальными разделительными линиями 15. Эти структуры соединяются по кромкам общих боковых сторон 19 гофр. Такие боковые стороны 19 гофр обеих структур 7, 8 имеют в местах их соединения одинаковый угол подъема. Участок между двумя соседними разделительными линиями 15 может быть по меньшей мере частично расположен на общей вершине 17 или в общей впадине 18 смежных структур 7, 8.
На фиг.7 схематично показан другой вариант выполнения сотового элемента. Изображенный на этом чертеже сотовый элемент имеет два участка А, В. Помимо этого сотовый элемент имеет проходящие насквозь по всей длине структурированные металлические листы 20, 21 и 22. Эти структурированные металлические листы 20, 21 и 22 имеют две структуры 7, 8. Структура 7 по своим размерам больше структуры 8.
Толщина по меньшей мере части металлических листов может быть больше толщины остальных листов, прежде всего толщина дополнительных металлических листов на внутреннем участке В может быть больше толщины проходящих через весь сотовый элемент металлических листов 11, 20, 21, 22.
На участке А предусмотрены дополнительные структурированные металлические листы 13, 14. Расположенный с входной стороны участок А сотового элемента имеет центральную зону, каналы в которой имеют больший размер, чем во внешней зоне. Благодаря этому во внешней проточной зоне сотового элемента увеличивается площадь каталитически активной поверхности. Как показано далее на фиг.7, количество каналов, приходящееся на площадь поперечного сечения, можно также варьировать в направлении, перпендикулярном направлению потока. Структурированные металлические листы 20, 21 и 22 выполнены одинаковыми. Показанную на фиг.7 конфигурацию получают поворотом листа 22 на 180o вокруг оси, проходящей практически перпендикулярно направлению потока.
Реферат
Изобретение может быть использовано в системах каталитической нейтрализации отработавших газов ДВС. Монолитный, проточный в направлении потока для текучей среды сотовый элемент имеет входной торец, расположенный со стороны набегания потока, и отстоящий от него выходной торец, расположенный со стороны истечения потока. Элемент имеет расположенные слоями, по меньшей мере частично структурированные металлические листы. Структуры этих металлических листов образуют в направлении потока стенки каналов. При этом количество, соответственно размер указанных каналов варьируется на различных последовательно расположенных в направлении потока участках. По меньшей мере часть структурированных металлических листов проходит от входного торца до выходного торца сотового элемента. Каждый из указанных металлических листов имеет по меньшей мере одну первую и одну вторую структуру различных размеров. По меньшей мере одна из этих структур проходит лишь на одном осевом участке сотового элемента. Между проходящими насквозь через сотовый элемент металлическими листами расположены дополнительные металлические листы, благодаря которым на отдельных участках увеличивается количество каналов, приходящееся на ту же площадь поперечного сечения. Для повышения теплоемкости на этих отдельных участках указанные дополнительные металлические листы могут также быть выполнены более толстыми. На структурированных металлических листах между смежными структурами различных размеров выполнены материальные разделительные линии, расположенные в основном перпендикулярно направлению потока на определенном расстоянии друг от друга. Приведен способ изготовления монолитного сотового элемента. Изобретение позволяет снизить трудоемкость изготовления сотового элемента и упростить его конструкцию. 2 c. и 14 з. п. ф-лы, 7 ил.