Композит с медной фольгой, формованный продукт и способ их получения - RU2570030C1
Код документа: RU2570030C1
Чертежи

Описание
Область техники, к которой относится изобретение
Настоящее изобретение относится к композиту с медной фольгой, содержащему медную фольгу и ламинированный на нее полимерный слой, к формованному продукту и к способу их получения.
Описание уровня техники
Композит с медной фольгой, содержащий медную фольгу и ламинированный на нее полимерный слой, используют в качестве ГПП (гибкой печатной платы), материала для экранирования электромагнитного поля, метки радиочастотной идентификации (беспроводной ИС метки), пленочных нагревательных элементов, радиаторов и аналогичного. В качестве примера ГПП, на базовом полимерном слое формируют печатную схему с медной фольгой, и на данную плату накладывают слой покрывающей пленки для защиты платы, получая слоистую структуру, содержащую полимерный слой/медную фольгу/полимерный слой.
Для формуемости такого композита с медной фольгой необходимы свойства при изгибе, представленные гибкостью MIT и гибкостью при высоких циклических нагрузках IPC. Был предложен композит с медной фольгой, имеющий превосходные свойства при изгибе и гибкость (см. патентную литературу 1-3). В качестве примера, ГПП сгибают и используют в подвижных частях, таких как шарнирная часть мобильных телефонов; или для экономии объема печатной платы. Ее режим деформации является однонаправленным, как представлено вышеописанным испытанием на гибкость MIT и испытанием на гибкость IPC. Таким образом, ГПП не предназначена для режима глубокой деформации.
Когда композит с медной фольгой используют в качестве материала, экранирующего магнитное поле, и аналогичного, композит с медной фольгой содержит слоистую структуру, имеющую полимерный слой/медную фольгу. Требуется, чтобы поверхность композита с медной фольгой обеспечивала коррозионную стойкость и свойства длительного устойчивого электрического контакта.
Литература уровня техники
Патентная литература
1. Публикация нерассмотренной патентной заявки Японии №2010-100887.
2. Публикация нерассмотренной патентной заявки Японии №2009-111203.
3. Публикация нерассмотренной патентной заявки Японии №2007-207812.
Сущность изобретения
Проблемы, которые должно решить изобретение
Однако, как только вышеуказанный композит с медной фольгой подвергают штамповке, это вызывает режим глубокой (сложной) деформации, который отличается от режима деформации в испытании на гибкость MIT и испытании на гибкость IPC. Это может вызвать проблему, заключающуюся в том, что медная фольга разрывается. И, если композит с медной фольгой нужно штамповать, конструкция, включающая плату, должна быть адаптирована, чтобы соответствовать форме продукта.
Соответственно, цель настоящего изобретения состоит в предложении композита с медной фольгой, имеющего превосходную формуемость, в то же время, в котором предотвращается разрыв медной фольги, даже если глубокая (сложная) деформация, которая отличается от однонаправленного изгиба, вызывается штамповкой, и предоставляющего коррозионную стойкость и свойства электрического контакта стабильно в течение длительного времени; формованного продукта и способа их получения.
Средства решения проблем
Авторы настоящего изобретения обнаружили, что при передаче деформационного поведения с полимерного слоя на медную фольгу, медная фольга деформируется вместе с полимерным слоем, в результате чего медная фольга почти не сжимается, пластичность увеличивается и предотвращается растрескивание медной фольги. Таким образом, было осуществлено настоящее изобретение. Другими словами, свойства полимерного слоя и медной фольги задают так, что деформационное поведение полимерного слоя передается на медную фольгу. Кроме того, задают слой покрытия на поверхности медной фольги так, что стабильно в течение длительного времени получают коррозионную стойкость и свойства электрического контакта.
Другими словами, настоящее изобретение предлагает композит с медной фольгой, содержащий медную фольгу и ламинированный на нее полимерный слой, удовлетворяющий уравнению 1: (f3 × t3)/(f2 × t2) =>1, где t2 (мм) представляет собой толщину медной фольги, f2 (МПа) представляет собой напряжение медной фольги при относительном удлинении 4%, t3 (мм) представляет собой толщину полимерного слоя, f3 (МПа) представляет собой напряжение полимерного слоя при относительном удлинении 4%, и уравнению 2: 1<= 33f1/(F×T), где f1 (Н/мм) представляет собой 180° прочность на отслаивание между медной фольгой и полимерным слоем, F (МПа) представляет собой прочность композита с медной фольгой при относительном удлинении 30%, и T (мм) представляет собой толщину композита с медной фольгой, где слой олова, имеющий толщину от 0,2 до 3,0 мкм формируют на поверхности медной фольги, на которую не нанесен полимерный слой.
Предпочтительно, уравнения 1 и 2 справедливы при температуре ниже, чем температура стеклования полимерного слоя.
Предпочтительно, отношение I/L деформации при разрушении композита с медной фольгой I к деформации при разрушении только одного полимерного слоя L составляет от 0,7 до 1.
Предпочтительно, слой никеля или слой меди формируют между слоем олова и медной фольгой, или слой никеля и слой меди формируют между слоем олова и медной фольгой в порядке расположения слой никеля и слой меди от медной фольги, и где слой никеля и слой меди, каждый, имеет толщину от 0,1 до 2,0 мкм.
Кроме того, настоящее изобретение предлагает формованный продукт, полученный обработкой композита с медной фольгой. Формованный продукт по настоящему изобретению можно обработать пространственно, например, прессованием, рельефной формовкой с использованием верхней и нижней формы, другой обработкой с вытягиванием.
Кроме того, настоящее изобретение предлагает способ получения формованного продукта, включающий обработку композита с медной фольгой.
Эффект изобретения
Согласно настоящему изобретению предлагается композит с медной фольгой, имеющий превосходную формуемость, в то же время предотвращается разрыв медной фольги, даже если глубокая (сложная) деформация, которая отличается от однонаправленного изгиба, вызывается штамповкой, и предоставляющего коррозионную стойкость и стабильные свойства электрического контакта в течение длительного времени.
Краткое описание чертежей
Фиг. 1 представляет собой график, показывающий взаимосвязь между f1 и (F×T), которые получены с помощью экспериментов, и
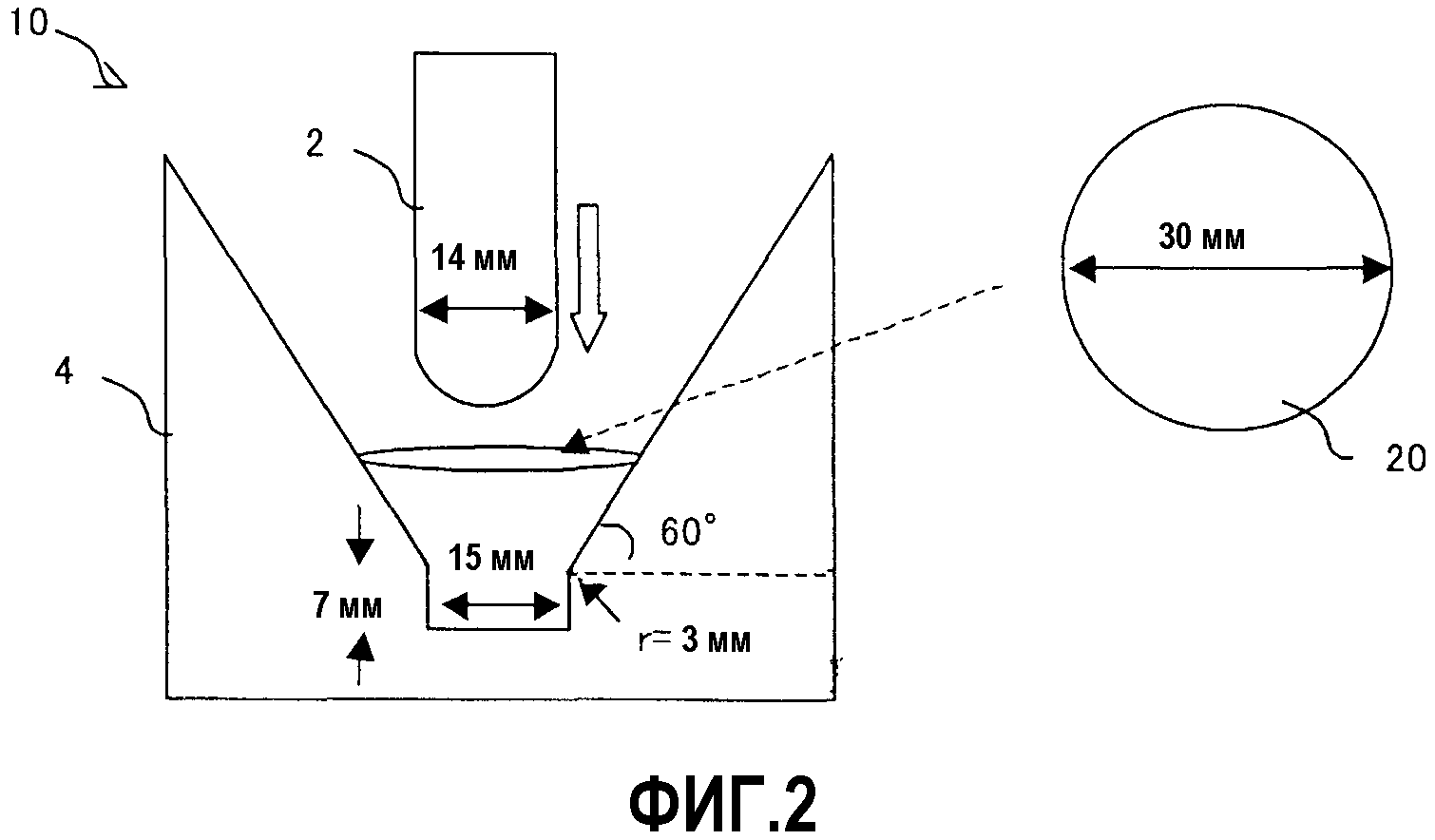
Фиг. 2 показывает схематическую конфигурацию устройства для испытания текучести методом стакана для оценки формуемости.
Подробное описание изобретения
Композит с медной фольгой по настоящему изобретению содержит медную фольгу и ламинированный на нее полимерный слой. Неограничивающий пример использования композита с медной фольгой по настоящему изобретению включает ГПП (гибкую печатную плату), материал для экранирования электромагнитного поля, метку радиочастотной идентификации (беспроводную ИС метку), пленочный нагревательный элемент, радиатор.
Медная фольга
Толщина t2 медной фольги составляет, предпочтительно, от 0,004 до 0,05 мм (от 4 до 50 мкм). Когда t2 составляет менее 0,004 мм (4 мкм), пластичность медной фольги значительно снижается, и формуемость композита с медной фольгой может ухудшиться. Предпочтительно, деформация при разрушении медной фольги составляет 4% или более. Когда t2 превышает 0,05 мм (50 мкм), в композите с медной фольгой проявляются свойства, принадлежащие только медной фольге, и формуемость композита с медной фольгой не может быть улучшена.
В качестве медной фольги можно использовать прокатанную медную фольгу, электроосажденную медную фольгу, металлизированную медную фольгу и аналогичную. Предпочтительной является прокатанная медная фольга, поскольку она имеет превосходную формуемость, основанную на рекристаллизации, и может снизить напряжение (f2). Когда на поверхности медной фольги формируют обработанный слой для того, чтобы получить адгезионные свойства и предотвратить коррозию, считается, что обработанный слой включен в медную фольгу.
Полимерный слой
Полимерный слой конкретно не ограничивается. Полимерный слой может быть сформирован нанесением полимерного материала на медную фольгу. Предпочтительно, полимерную пленку можно приклеить к медной фольге. Примеры полимерной пленки включают ПЭТФ (полиэтилентерефталатную) пленку, ПЭН (полиэтиленнафталатную), ПИ (полиимидную) пленку, пленку жидкокристаллического полимера (ЖКП) и ПП (полипропиленовую) пленку.
Для получения слоистого материала из полимерной пленки и медной фольги можно использовать связующее вещество между полимерной пленкой и медной фольгой, или полимерную пленку можно термически прессовать на полимерную пленку. Когда прочность слоя связующего вещества является низкой, формуемость композита с медной фольгой трудно улучшить. Следовательно, предпочтительно, чтобы прочность слоя связующего вещества составляла 1/3 или более от напряжения (f3) полимерного слоя. Таким образом, техническая идея настоящего изобретения состоит в улучшении пластичности посредством передачи деформационного поведения полимерного слоя на медную фольгу, посредством деформации медной фольги аналогично полимерному слою, и посредством предотвращения образования шейки на медной фольге. Таким образом, слой связующего вещества может не являться хорошо деформируемым, когда прочность слоя связующего вещества является низкой, и поведение полимера не передается на медную фольгу.
Когда используется связующее вещество, подразумевается, что свойства полимерного слоя включают свойства слоя связующего вещества и полимерного слоя, как описано позднее.
Толщина t3 полимерного слоя, предпочтительно, составляет от 0,012 до 0,12 мм (от 12 до 120 мкм). Когда t3 составляет менее 0,012 мм (12 мкм), (f3 × t3)/(f2 × t2) может быть <1. Когда t3 превышает 0,12 мм (120 мкм), гибкость полимерного слоя снижается, жесткость становится слишком высокой и формовочные свойства ухудшаются. Предпочтительно, чтобы деформация при разрушении полимерного слоя составляла 40% или более.
Композит с медной фольгой
Комбинация композита с медной фольгой, содержащего медную фольгу и ламинированный на нее полимерный слой, как описано выше, включает двухслойную структуру, такую как медная фольга/полимерный слой, или трехслойную структуру, такую как медная фольга/полимерный слой/медная фольга. В случае (медная фольга/полимерный слой/медная фольга), когда медная фольга расположена на обеих сторонах полимерного слоя, общее значение (f2 × t2) получают, добавляя каждое значение (f2 × t2), рассчитанное для двух медных фольг.
180° прочность на отслаивание
Поскольку медная фольга является тонкой, в поперечном направлении легко происходит образование шейки. Когда образуется шейка, медная фольга разрывается и, следовательно, пластичность уменьшается. С другой стороны, полимерный слой имеет свойство, состоящее в том, что образование шейки происходит с трудом, когда прикладывают растяжение (т.е. полимерный слой имеет широкую площадь с однородной деформацией). Таким образом, в композите, включающем медную фольгу и полимерный слой, когда характер деформации полимерного слоя передается на медную фольгу, медная фольга деформируется вместе с полимерным слоем, образование шейки на медной фольге почти не происходит и пластичность увеличивается. Когда адгезионная прочность между медной фольгой и полимерным слоем является низкой, характер деформации полимерного слой не может быть передан на медную фольгу, так что пластичность не улучшается (медная фольга отслаивается или растрескивается).
Поэтому необходима высокая адгезионная прочность. Считается, что прочность связи при сдвиге является прямым показателем адгезионной прочности. Если адгезионная прочность увеличивается, так что прочность связи при сдвиге имеет аналогичный уровень прочности композита с медной фольгой, разрывается область, отличная от поверхности связи, делая измерение затруднительным.
Принимая во внимание вышеуказанное, используют значение f1 180° прочности на отслаивание. Хотя абсолютные значения прочности связи при сдвиге и 180° прочности на отслаивание, в общем, различаются, имеется корреляция между формуемостью, относительным удлинением при растяжении и 180° прочностью на отслаивание. Поэтому 180° прочность на отслаивание считают в качестве показателя адгезионной прочности.
Фактически, считается, что «прочность в момент разрыва материала» эквивалентна «прочности связи при сдвиге». В качестве примера, считается, что, когда требуется относительное удлинение равное 30% или более, «30% напряжения текучести <= прочности связи при сдвиге». Когда требуется относительное удлинение равное 50% или более, «50% напряжения текучести <= прочности связи при сдвиге». Согласно экспериментам, осуществленным авторами настоящего изобретения, формуемость была превосходной, когда относительное удлинение превышало 30% или более. Поэтому прочность, полученную, когда относительное удлинение составляет 30%, определяют в качестве прочности F композита с медной фольгой, как описано позднее.
Фиг. 1 представляет собой график, показывающий взаимосвязь между f1 и (F×T), которые получены с помощью экспериментов, и графически изображает значения f1 и (F×T) в каждом примере и примере сравнения. (F×T) представляет собой силу, прилагаемую к композиту с медной фольгой при относительном удлинении 30%. Если это рассматривается в качестве минимальной прочности связи при сдвиге, требующейся для увеличения формуемости, f1 и (F×T) коррелируют при наклоне 1 при условии, что абсолютные значения данных величин являются одинаковыми.
Однако на Фиг. 1, значения f1 и (F×T) во всех данных не являются скоррелированными аналогичным образом. В каждом примере сравнения с плохой формуемостью, коэффициент корреляции f1 к (F×T) (другими словами, наклон f1 к (F×T) из исходной точки на Фиг. 1) является плавным и 180° прочность на отслаивание, соответственно, является плохой. С другой стороны, наклон в каждом примере больше, чем наклон в примерах сравнения. Наклон примера 18 (разорванного сразу при деформации 30%) является наиболее плавным и составляет 1/33. Таким образом, данное значение рассматривается в качестве корреляционной функции между минимальной прочностью связи при сдвиге и 180° прочностью на отслаивание, требующейся для увеличения формуемости. Другими словами, считается, что прочность связи при сдвиге в 33 раза больше чем 180° прочность на отслаивание.
В примере сравнения 3 наклон на Фиг. 1 превышает 1/33. Однако уравнение 1: (f3 × t3)/(f2 × t2), описанное позднее, меньше 1, что в результате приводит к плохой формуемости.
180° прочность на отслаивание представлена силой на единицу ширины (Н/мм).
Когда композит с медной фольгой имеет трехслойную структуру, включающую множество связывающих поверхностей, используют наименьшее значение 180° прочности на отслаивание из данных связывающих поверхностей. Это обусловлено тем, что отслаивается наиболее слабая связывающая поверхность.
Чтобы увеличить адгезионную прочность между медной фольгой и полимерным слоем, на поверхности медной фольги (на поверхности полимерного слоя, в дальнейшем называемой «связывающей поверхностью» для удобства) формируют слой оксида хрома с помощью обработки хроматом и так далее, поверхности медной фольги придают шероховатость, или слой оксида хрома осаждают после того, как поверхность медной фольги покрывают слоем никеля или сплава никеля. Как описано далее, слой олова формируют на поверхности (на несвязывающей поверхности) медной фольги с противоположной стороны от полимерного слоя. Когда слой олова также формируют на связывающей поверхности, адгезионная прочность к полимерному слою улучшается.
Толщина слоя оксида хрома может составлять от 5 до 100 мг/дм2, исходя из массы хрома. Толщину рассчитывают из содержания хрома мокрым анализом. Присутствие слоя оксида хрома можно определить рентгеновской фотоэлектронной спектроскопией (РФЭС) для определения хрома (Пик хрома сдвигается окислением).
Нанесенное в виде покрытия (присоединенное) количество слоя никеля или сплава никеля может составлять от 90 до 5000 мкг/дм2. Если нанесенное количество никеля превышает 5000 мкг/дм2 (что соответствует толщине никеля 56 нм), положительный эффект насыщается и никакого дальнейшего улучшения обеспечить нельзя.
Предпочтительно, слой никелевого сплава содержит 50% масс. или более никеля и один или более элементов, выбранных из Zn, Sn, Co, Cr, Mn, V, P, B, W, Mo и Fe; причем остальное количество составляют случайные примеси. Слой олова может иметь толщину от 0,2 до 3,0 мкм на связывающей поверхности медной фольги.
Кроме того, адгезионную прочность можно увеличить, изменяя условия давления и температуры, когда создают слоистую структуру и объединяют медную фольгу и полимерный слой. Поскольку полимер не поврежден, как давление, так и температуру при ламинировании можно увеличить.
На поверхности медной фольги, на которой нет полимерного слоя, формируют слой олова, имеющий толщину от 0,2 до 3,0 мкм для того, чтобы обеспечить коррозионную стойкость и свойства длительного устойчивого электрического контакта.
Если толщина слоя олова меньше нижнего предела, нельзя обеспечить коррозионную стойкость и стабильные свойства электрического контакта медной фольги. С другой стороны, чем толще слой олова, тем сильнее улучшаются коррозионная стойкость и стабильность свойств электрического контакта. Однако, поскольку положительные эффекты насыщаются, и стоимость увеличивается, определяют верхний предел. Толщина слоя олова, предпочтительно, составляет от 0,3 до 2,0 мкм, более предпочтительно, от 0,5 до 1,5 мкм.
Слой олова и медная фольга образуют диффузионный слой. Для предотвращения этого, можно сформировать слой никеля или слой меди между слоем олова и медной фольгой (на поверхности полимерного слоя). Альтернативно, между слоем олова и медной фольгой можно сформировать слой никеля и слой меди в порядке расположения слой никеля и слой меди от медной фольги. Предпочтительно, слой никеля и слой меди, каждый, имеет толщину от 0,1 до 2,0 мкм.
Между слоем олова и медной фольгой можно сформировать слой никеля сплава вместо слоя никеля. Предпочтительно, слой никеля сплава содержит 50% масс. или более никеля и один или более элементов, выбранных из Zn, Sn, Co, Cr, Mn, V, P, B, W, Mo и Fe; причем остальное количество составляют случайные примеси.
(f3 × t3)/(f2 × t2)
Далее будет описано значение ((f3 × t3)/(f2 × t2)) (в дальнейшем называемое «уравнением 1») в формуле изобретения. Поскольку композит с медной фольгой содержит медную фольгу и ламинированный на нее полимерный слой, которые имеют одну и ту же ширину (размер), уравнение 1 представляет отношение силы, приложенной к медной фольге, к силе, приложенной к полимерному слою в композите с медной фольгой. Когда данное отношение равно 1 или более, больше силы прикладывается к полимерному слою, и полимерный слой является прочнее, чем медная фольга. В результате, медная фольга не рвется и показывает хорошую формуемость.
Когда (f3 × t3)/(f2 × t2) <1, слишком большая сила прикладывается к медной фольге, и вышеуказанные эффекты не обеспечиваются, т.е. деформационное поведение полимерного слоя не передается медной фольге, и медная фольга не деформируется с полимером.
В данном случае, f2 и f3 могут представлять собой напряжение при одной и той же величине деформации после того, как вызвана пластическая деформация. Рассматривая деформацию при разрушении медной фольги и деформацию во время начала пластической деформации полимерного слоя (например, ПЭТФ пленки), f2 и f3 устанавливают до относительного удлинения 4%. Все значения f2 и f3 (и f1) получены в MD (направлении обработки).
33f1/(F×T)
Затем, будет описано обозначение 33f1/(F×T) (в дальнейшем называемое уравнением 2) в формуле изобретения. Как описано выше, минимальная прочность связи при сдвиге, которая непосредственно показывает минимальную адгезионную прочность между медной фольгой и полимерным слоем, требующуюся для увеличения формуемости, примерно в 33 раза больше 180° прочности на отслаивание f1. Другими словами, 33 f1 представляет минимальную адгезионную прочность, требующуюся для улучшения формуемости медной фольги и полимерного слоя. С другой стороны, (F×T) представляет собой силу, прикладываемую к композиту с медной фольгой, и уравнение 2 представляет отношение адгезионной прочности между медной фольгой и полимерным слоем к силе растяжения композита с медной фольгой. Когда композит с медной фольгой вытягивают, сдвиговое напряжение вызывается медной фольгой, которая локально деформируется, и полимером, который подвергается однородному относительному удлинению на поверхности раздела между медной фольгой и полимерным слоем. Соответственно, когда адгезионная прочность ниже сдвигового напряжения, медный и полимерный слои расслаиваются. В результате, деформационное поведение полимерного слоя не может быть передано на медную фольгу, и пластичность медной фольги не улучшается.
Другими словами, когда отношение в уравнении 2 составляет менее 1, адгезионная прочность ниже, чем сила, прикладываемая к композиту с медной фольгой, и медная фольга и полимер имеют тенденцию легко отслаиваться. Тогда, медная фольга может разорваться под обработкой, такой как штамповка.
Когда отношение в уравнении 2 составляет 1 или более, медный и полимерный слои не расслаиваются, и деформационное поведение полимерного слоя может передаваться медной фольге, посредством этого улучшая пластичности медной фольги. Более высокое отношение в уравнении 2 является предпочтительным. Однако обычно трудно получить значение, равное 10 или более. Верхний предел в уравнении 2 может составлять 10.
Кроме того, считается, что чем выше формуемость, тем выше значение 33f1/(F×T). Однако деформация при разрушении I не пропорциональна 33f1/(F×T). Это происходит из-за эффектов величины (f3 × t3)/(f2 × t2) и пластичности медной фольги или одного только полимерного слоя. Однако комбинация медной фольги и полимерного слоя, удовлетворяющая уравнениям: 33f1/(F×T) =>1 и (f3 × t3)/(f2 × t2) =>1, может обеспечить композит, имеющий требуемую формуемость.
В данном случае, причина использования прочности, полученной, когда относительное удлинение составляет 30%, в качестве прочности F композита с медной фольгой, состоит в том, что формуемость была превосходной, когда относительное удлинение превышало 30% или более, как описано выше. Другая причина состоит в следующем: когда композит с медной фольгой подвергали испытанию на растяжение, получили большую разницу в напряжении текучести вследствие деформации, пока относительное удлинение не достигло 30%. Однако никакой существенной разницы не получили в напряжении текучести вследствие деформации, после того, как относительное удлинение достигло 30% (хотя композит с медной фольгой был достаточно деформационно упрочнен, наклон кривой становился плавным).
Когда относительное удлинение композита с медной фольгой составляет менее 30%, прочность при растяжении композита с медной фольгой определяется как F.
Как описано выше, композит с медной фольгой по настоящему изобретению имеет превосходную формуемость, в то же время предотвращается разрыв медной фольги, даже если глубокая (сложная) деформация, которая отличается от однонаправленного изгиба, вызывается штамповкой и т.д. В частности, настоящее изобретение подходит для трехмерного формования, включая прессование. Когда композит с медной фольгой подвергают трехмерному формованию, композит с медной фольгой может иметь сложную форму и улучшенную прочность. Например, сам композит с медной фольгой может представлять собой кожух, используемый для различных силовых цепей, в результате давая уменьшенное количество частей и уменьшенную стоимость.
I/L
Отношение I/L деформации при разрушении композита с медной фольгой I к деформации при разрушении только одного полимерного слоя L, предпочтительно, составляет от 0,7 до 1.
В общем, деформация при разрушении полимерного слоя значительно выше, чем деформация при разрушении медной фольги. Аналогичным образом, деформация при разрушении одного только полимерного слоя значительно выше деформации при разрушении композита с медной фольгой. С другой стороны, согласно настоящему изобретению, деформационное поведение полимерного слоя передается на медную фольгу так, что пластичность медной фольги улучшается, как описано выше. Деформацию при разрушении под действием растяжения для композита с медной фольгой, соответственно, можно улучшить до величины от 70 до 100% от деформации при разрушении только одного полимерного слоя. Когда отношение I/L составляет 0,7 или более, формуемость прессованием может быть дополнительно улучшена.
Деформация при разрушении под действием растяжения I для композита с медной фольгой представляет собой деформацию разрушения, полученную в испытании на растяжение. И, когда как полимерный слой, так и медная фольга разрываются в один и тот же момент, значение данной точки определяют в качестве деформации при разрушении под действием растяжения. Когда медная фольга разрывается первой, значение, когда медная фольга разрывается, определяют как деформацию при разрушении под действием растяжения.
Тстекл. полимерного слоя
Типично, полимерный слой имеет сниженную прочность и адгезионную прочность при высокой температуре. Поэтому, трудно удовлетворить (f3 × t3)/(f2 × t2) =>1 и 1 <= 33f1/(F×T) при высокой температуре. Конкретно, при температуре полимерного слоя равной или выше температуры стеклования (Тстекл.), может быть трудным сохранить прочность и адгезионную прочность полимерного слоя. При температуре ниже Тстекл. прочность и адгезионная прочность полимерного слоя поддерживается легко. Другими словами, при температуре ниже, чем температура стеклования (Тстекл.) (например, от 5°C до 215°C) полимерного слоя, композит с медной фольгой легко удовлетворяет (f3 × t3)/(f2 × t2) =>1 и 1 <= 33f1/(F×T). В данном случае, при более высокой температуре, но ниже чем Тстекл., прочность и адгезионная прочность полимерного слоя может быть снижена, и выполнение уравнений 1 и 2 может иметь тенденцию быть затруднительным (см. примеры 16-18, описанные позднее).
Когда уравнения 1 и 2 выполняются, обнаруживается, что пластичность композита с медной фольгой можно поддерживать даже при относительно высокой температуре (например, от 40°C до 215°C), которая ниже чем Тстекл. полимерного слоя. Если пластичность композита с медной фольгой можно сохранить даже при относительно высокой температуре (например, от 40°C до 215°C), но ниже Тстекл. полимерного слоя, демонстрируется превосходная формуемость даже при теплом прессовании. Предпочтительно, чтобы температура была более высокой для получения полимерного слоя с хорошей формуемостью. Более того, композит с медной фольгой подвергают полугорячему прессованию, чтобы сохранить форму после прессования (чтобы она не вернулась в исходную из-за упругой деформации). С данной точки зрения, предпочтительно, чтобы пластичность композита с медной фольгой можно было бы поддерживать при относительно высокой температуре (например, от 40°C до 215°C), но ниже чем Tстекл. полимерного слоя.
Если композит с медной фольгой содержит слой связующего вещества и полимерный слой, используют наиболее низкую температуру стеклования (Tстекл.) слоя.
Пример
Получение композита с медной фольгой
Слиток технически чистой меди подвергали горячей прокатке, плоскому шлифованию для удаления оксидов, прокатывали в холодном состоянии, отжигали и многократно протравливали кислотой, чтобы снизить толщину t2 (мм), как показано в таблице 1, в конечном счете, отжигали, чтобы обеспечить формуемость, и защищали антикоррозийным материалом, используя бензотриазол, таким образом, получая медную фольгу. Напряжение при прокатке в холодном состоянии и условия вытяжки прокатываемого материала в поперечном направлении были однородными так, что медная фольга имела однородную текстуру в поперечном направлении. При последующем отжиге использовали множество нагревающих устройств, чтобы контролировать температуру так, что достигалось однородное распределение температуры в поперечном направлении, и температуру меди измеряли и контролировали.
Далее, обе поверхности каждой, полученной в результате медной фольги подвергали обработке, как показано в таблице 1. После этого, на нее наслаивали каждую полимерную пленку (полимерный слой), показанную в таблице 1, с помощью вакуумной штамповки (давление штамповки 200 Н/см2) при температуре (Tстекл. полимерного слоя + 50°C) или более, получая композит с медной фольгой, имеющий структуру каждого слоя, показанную в таблице 1. В примере 5 использовали связующее вещество для ламинирования медной фольги и полимерной пленки, посредством этого получая композит с медной фольгой.
В таблице 1 медь представляет медную фольгу, ПИ представляет полиимидную пленку и ПЭТФ представляет полиэтилентерефталатную пленку. Tстекл. ПИ и ПЭТФ составляли 220°C и 70°C.
На одну поверхность медной фольги (поверхность, не сцепленную с полимерный слоем) осаждали олово, и противоположную поверхность медной фольги (поверхность, сцепленную с полимерный слоем) обрабатывали, как показано в таблице 1. Условия обработки поверхности были следующими.
Обработка хроматом: использовали хроматную ванну (K2Cr2O7: от 0,5 до 5 г/л), и осуществляли электролитическую обработку при плотности тока от 1 до 10 А/дм2. Устанавливали, что количество нанесенного покрытия слоя оксида хрома равно 35 мкм/дм2.
Покрытие Ni + обработка хроматом: использовали ванну для осаждения Ni (концентрация иона Ni: от 1 до 30 г/л ванны Уатта), осаждение Ni проводили при температуре ванны для осаждения от 25 до 60°C и плотности тока от 0,5 до 10 А/дм2, и затем осуществляли хроматную обработку, как описано выше. Устанавливали, что толщина покрытия никеля составляет 0,010 мкм.
Придание шероховатости: использовали жидкость для обработки (Cu: от 10 до 25 г/л, H2SO4: от 20 до 100 г/л), и электролитическую обработку проводили при температуре от 20 до 40°C и плотности тока от 30 до 70 А/дм2 в течение от 1 до 5 секунд. После этого, использовали жидкость для Ni-Co электролитического покрытия (концентрация ионов Co: от 5 до 20 г/л, концентрация ионов Ni: от 5 до 20 г/л, pH: от 1,0 до 4,0), чтобы провести осаждение Ni-Co при температуре от 25 до 60°C и плотности тока от 0,5 до 10 А/дм2.
Осаждение олова: использовали ванну с фенолсульфоновой кислотой, содержащую от 20 до 60 г/л оксида олова, осаждение олова проводили при температуре от 35 до 55°C и плотность тока составляла от 2,0 до 6,0 А/дм2. Толщину осажденного слоя олова регулировали в зависимости от времени электроосаждения.
В каждом из примеров 24-27, после того как на несвязывающую поверхность медной фольги осадили никель или медь с толщиной, показанной в таблице 1, проводили осаждение олова. Условия осаждения никеля были такими же, как в описанном выше нанесении покрытия никеля. При осаждении медь использовали ванну для осаждения меди, содержащую 200 г/л сульфата меди и 60 г/л серной кислоты, и использовали температуру 30°C и плотность тока 2,3 А/дм2.
В примере 28 после того как на несвязывающую поверхность медной фольги осадили никель и медь с толщинами, показанными в таблице 1 в указанном порядке, проводили осаждение олова. Условия осаждения никеля и меди были такими же, как в примерах 24-27.
В примере 21 формировали слой Ni-Zn с толщиной 0,30 мкм на несвязывающей поверхности медной фольги, и на поверхности слоя Ni-Zn проводили осаждение олова. С другой стороны, формировали слой Ni-Zn с толщиной 0,030 мкм на связывающей поверхности медной фольги, и формировали слой оксида хрома при количестве нанесенного покрытия, составляющем 35 мкг/дм2, обработкой хроматом. Слой Ni-Zn формировали, используя ванну осаждения Ni-Zn (концентрация ионов Ni: от 15 до 20 г/л; концентрация ионов Zn: от 10 до 20 г/л) и использовали температуру осаждающей жидкости 50°C и плотность тока 4,0 А/дм2. В результате анализа слоя Ni-Zn, состав сплава оказался Ni:Zn=75:25 (масс.%).
В примере 22 формировали слой Ni-P с толщиной 0,30 мкм на несвязывающей поверхности медной фольги и на поверхности слоя Ni-P проводили осаждение олова. С другой стороны, формировали слой Ni-P с толщиной 0,030 мкм на связывающей поверхности медной фольги, и формировали слой оксида хрома при количестве нанесенного покрытия, составляющем 35 мкг/дм2, на поверхности слоя Ni-P обработкой хроматом. Слой Ni-P формировали, используя ванну осаждения Ni-P (концентрация ионов Ni: от 15 до 20 г/л; концентрация ионов P: 5 г/л), для осуществления осаждения при температуре жидкости электроосаждения от 50 до 60°C и плотности тока 4 А/дм2. В результате анализа слоя Ni-P, состав сплава оказался Ni:P=95:5 (масс.%).
В примере 23 формировали слой Ni-Sn с толщиной 0,30 мкм на несвязывающей поверхности медной фольги и на поверхности слоя Ni-Sn проводили осаждение олова. С другой стороны, формировали слой Ni-Sn с толщиной 0,030 мкм на связывающей поверхности медной фольги, и на поверхности слоя Ni-Sn формировали слой оксида хрома при количестве покрытия, составляющем 35 мкг/дм2, обработкой хроматом. Слой Ni-Sn формировали, используя ванну осаждения Ni-Sn (концентрация ионов Ni: от 15 до 20 г/л; концентрация ионов Sn: от 10 до 15 г/л), для осуществления осаждения при температуре жидкости для электроосаждения 45°C и плотности тока 4,0 А/дм2. В результате анализа слоя Ni-Sn, состав сплава оказался Ni:Sn=80:20 (масс.%).
Количество нанесенного покрытия слоя оксида хрома и толщины слоя никеля, слоя меди, слоя сплава никеля и слоя олова, каждого, измеряли прибором для измерения толщины покрытия методом рентгеновской флуоресценции (изготовленным SII Nano Technology Inc., модель SEA5100). Каждый образец измеряли 5 раз и получали среднее значение в качестве количества нанесенного покрытия (толщины).
Массу каждого металла, количественно определенную вышеописанным методом, конвертировали в толщину слоя никеля, слоя меди, слоя сплава никеля и слоя олова, используя известную удельную массу.
Испытание на растяжение
Из композита с медной фольгой получали множество тестируемых образцов в виде полосок, имеющих ширину 12,7 мм. Что касается медной фольги и полимерной пленки для испытания на растяжение, тестируемые образцы в виде полосок с шириной 12,7 мм получали из одной только медной фольги и одной только полимерной пленки перед ламинированием.
Используя динамометр, испытание на растяжение проводили в направлении параллельном направлению прокатки медной фольги в соответствии с JIS-Z2241. Температура испытания в течение каждого испытания на растяжение показана в таблице 1.
Испытание 180° прочности на отслаивание
Испытание 180° прочности на отслаивание проводили для измерения 180° прочности на отслаивание f1. Из композита с медной фольгой получали множество образцов для испытания на отслаивание, каждый из которых имел ширину 12,7 мм. Поверхность медной фольги в тестируемых образцах закрепляли на пластине SUS, и полимерный слой отслаивали в направлении под углом 180°. В примерах, в которых медная фольга располагалась на обеих сторонах полимерного слоя, после удаления медной фольги с одной поверхности, медную фольгу на противоположной поверхности закрепляли на пластине SUS и полимерный слой отслаивали в направлении под углом 180°. Другие условия соответствовали JIS-C5016.
Хотя слой медной фольги подвергали отслаиванию в соответствии со стандартом JIS, полимерный слой подвергали отслаиванию в примерах для того, чтобы минимизировать эффекты толщины и жесткости медной фольги.
Оценка формуемости
Формуемость оценивали, используя устройство для испытания текучести методом стакана 10, показанное на Фиг. 2. Устройство для испытания текучести методом стакана 10 включало основу 4 и пуансон 2. Основа 4 имела усеченную форму. Усеченная форма сходила на конус сверху вниз. Наклон данной усеченной формы имел угол 60° от горизонтальной поверхности. Нижняя часть усеченной формы заканчивалась круглым отверстием с диаметром 15 мм и глубиной 7 мм. Пуансон 2 представлял собой цилиндр и имел концевую часть полусферической формы с диаметром 14 мм. Полусферическую концевую часть пуансона 2 можно было вставить в круглое отверстие усеченной формы.
Соединительная часть конусообразного наконечника усеченной формы и круглое отверстие в нижней части усеченной формы были скругленные с радиусом (r)=3 мм.
Из композита с медной фольгой вырубали образец для испытаний 20 в форме круглой пластины с диаметром 30 мм, и его располагали на наклонной части усеченной формы основания 4. Пуансон 2 надавливал на верхнюю часть образца для испытаний 20, чтобы вставить его в круговое отверстие основания 4. Таким образом, образец для испытаний 20 формовали в виде конической чашки.
В случае, когда полимерный слой располагался на одной поверхности композита с медной фольгой, композит с медной фольгой располагали на основании 4 так, что полимерный слой был обращен лицевой частью вверх. В случае, когда полимерные слои располагались на обеих поверхностях композита с медной фольгой, композит с медной фольгой располагали на основании 4 так, что полимерный слой, связанный с поверхностью М, был обращен лицевой частью вверх. В случае, когда обе поверхности композита с медной фольгой были изготовлены из меди, вверх могла быть обращена любая поверхность.
После формования, трещины на медной фольге в образце для испытаний 20 идентифицировали визуально. Формуемость оценивали по следующей шкале.
Превосходная: медная фольга не имела трещин и не имела складок.
Хорошая: медная фольга не имела трещин и имела некоторое количество складок.
Неподходящая: медная фольга потрескалась.
Оценка коррозионной стойкости
Соленую воду с концентрацией хлорида натрия 5±1% масс., pH=6,5-7,2 при 35±2°C и давлении 98±10 кПа распыляли на поверхность слоистого материала с медной фольгой, на которую не был нанесен полимерный слой, в течение 460 часов, и затем визуально осматривали внешний вид. Присутствие или отсутствие компонента медной фольги на поверхности анализировали, используя РФЭС.
Превосходная: медная фольга не потеряла блеск и не подверглась воздействию (никакие компоненты медной фольги не фиксировались с поверхности)
Хорошая: медная фольга побелела и не подверглась воздействию (никакие компоненты медной фольги не фиксировались с поверхности)
Неподходящая: медная фольга почернела из-за окисления, или потеряла блеск до зеленого из-за коррозии; медная фольга подверглась воздействию (компоненты медной фольги фиксировались с поверхности).
Оценка свойств электрического контакта
Сопротивление контакта на поверхности медной фольги, на которую не был нанесен полимерный слой, измеряли после того, как каждый тестируемый образец нагревали при 180°C в течение 1000 часов в атмосфере. Измерения проводили, используя симулятор электрического контакта CRS-1, изготовленный Yamazaki Seiki Co., Ltd посредством четырех-контактного метода. Зонд: золотой зонд, контактная нагрузка: 40 г, скорость скольжения: 1 мм/мин и расстояние скольжения: 1 мм.
Хорошие: сопротивление контакта составляло менее 10 мОм
Неподходящие: сопротивление контакта составляло 10 мОм или более
Результаты показаны в таблицах 1 и 2. Температуры испытаний в таблице 1 показывают температуры оценки F, f1, f2, f3 и формуемости.
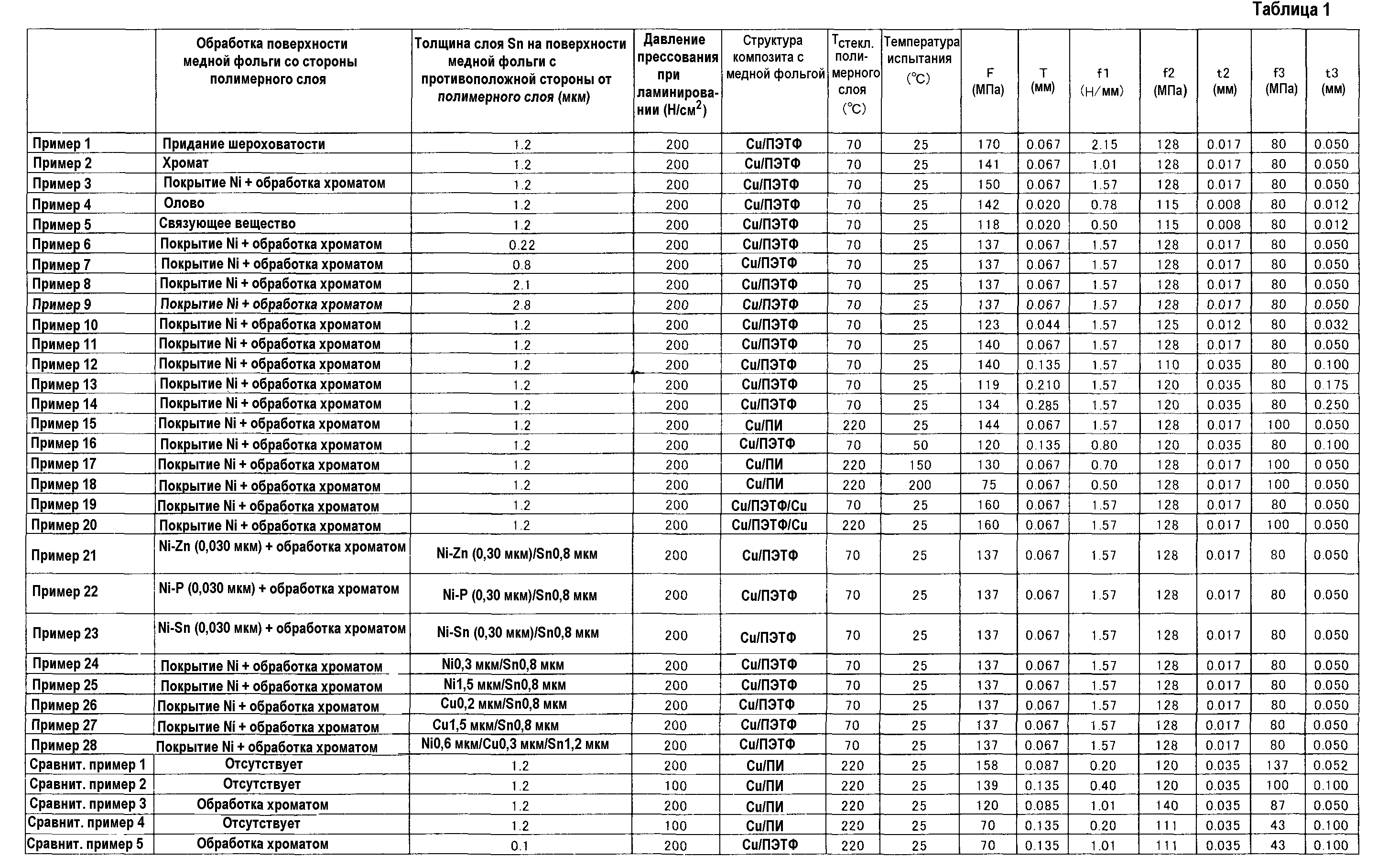

Как следует от таблиц 1 и 2, в каждом примере удовлетворяется как (f3 × t3)/(f2 × t2) => 1, так и 1 <= 33f1/(F×T), и формуемость была превосходной. Кроме того, в каждом примере свойства электрического контакта и коррозионная стойкость были превосходными.
При сравнении примера 12 с примером 16, каждый из которых имеет одну и ту же структуру слоистого материала с медной фольгой, значение (f3 × t3)/(f2 × t2) в примере 12 было больше, чем значение в примере 16, поскольку в примере 12 значение F и т.д. измеряли, проводя испытание на растяжение при комнатной температуре (примерно 25°C). Можно сделать заключение, что полимерный слой в примере 16 был слабым (т.е. f3 является маленьким) вследствие высокой температуры испытания.
С другой стороны, в примере сравнения 1, в котором полимерную пленку ламинировали, не проводя обработку поверхности медной фольги, адгезионная прочность снизилась, 33f1/(F×T) было меньше 1, и формуемость была плохой.
В примерах сравнения 2 и 4, в которых давление прессования при ламинировании снизили до 100 Н/см2, адгезионная прочность снизилась, 33f1/(F×T) было меньше 1, и формуемость была плохой.
В примере сравнения 3, в котором толщину полимерной пленки уменьшили, прочность полимерной пленки снизилась по сравнению с медной фольгой, (f3 × t3)/(f2 × t2) было меньше 1, и формуемость была плохой.
В примере сравнения 5, в котором уменьшили толщину слоя олова, нанесенного на поверхность, не соединенную с полимерным слоем, свойства электрического контакта и коррозионная стойкость были плохими.
Реферат
Изобретение относится к композиционным материалам для применения в радиолектронной технике и касается композита с медной фольгой, формованного из него изделия и способа их получения. Композит получают ламинированием медной фольги и полимерного слоя. На поверхности медной фольги формируют слой олова толщиной от 0,2 до 0,3 мкм. Параметры композиционного материала определяют с помощью математических выражений. Изобретение обеспечивает создание композита с медной фольгой, имеющего превосходную формуемость, который предотвращает отслаивание медной фольги даже в течение предельной деформации, имеет превосходную обрабатываемость, коррозионную стойкость и характеристики электрического контакта стабильно в течение длительного времени. 3 н. и 4 з.п. ф-лы, 2 ил., 2 табл., 1 пр.
Формула
Документы, цитированные в отчёте о поиске
Медная фольга для производства печатных плат и способ ее получения
Слоистые структуры, способы их изготовления
Комментарии