Способ и устройство для пайки оплавленным припоемс возможностью управления объемным потоком - RU2329624C2
Код документа: RU2329624C2
Чертежи
Описание
Изобретение относится к способу и устройству для пайки оплавленным припоем, в котором предметы для спаивания, смонтированные вместе с электронными компонентами, подвергают пайке, при которой паяльную пасту, контактирующую с этими компонентами в некоторых местах, после предварительного нагревания расплавляют в зоне пайки для получения необходимого паяного соединения.
При крупномасштабном промышленном производстве модулей с электронными компонентами обычно существует необходимость в припаивании большого количества чувствительных к температуре компонентов к соответствующим контактным площадкам монтажной платы. Для этого электронные компоненты имеют соответствующие паяльные поверхности, которые обычно выполнены в виде соединительных проводов, контактных штырей или металлических поверхностей, размещенных в требуемых местах. Последнее характерно для компонентов с поверхностным монтажом (SMD). Тенденция к непрерывной миниатюризации модулей электронного оборудования обуславливает постоянное уменьшение размеров его отдельных компонентов, причем их тип и назначение в некоторой степени определяют их малые размеры. Например, корпуса сопротивлений, диодов и малосигнальных транзисторов очень малы, тогда как корпуса других компонентов, таких как катушки индуктивности, конденсаторы или мощные транзисторы имеют значительно большие размеры. Усиливающаяся тенденция к электронному управлению устройствами всех типов обуславливает необходимость использования в одном предмете большого количества небольших компонентов и ряда компонентов, обладающих повышенной мощностью или занимающих больший объем. Поэтому надлежащим образом выполненный модуль электронного оборудования обычно содержит компоненты различных форм и размеров и, следовательно, различных температурных характеристик.
Для установления надежного механического и электрического соединения компонента или его металлической соединительной поверхности с соответствующей контактной площадкой на плате необходимо не более чем за одну минуту расплавить паяльную пасту, причем отдельный компонент в зависимости от его параметров может быть подвергнут воздействию заданной температуры только в пределах ограниченного временного промежутка. Для большинства используемых компонентов не является критичным воздействие на них в течение нескольких минут температурой ликвидуса обычных паяльных паст (183-227°С). Соответственно нагревание модуля до температуры, немного превышающей указанное значение, позволяет избежать риска перегрева небольших компонентов, которые быстро нагреваются, но приводит к увеличению продолжительности пайки, поскольку на металлических поверхностях небольших компонентов температура может превышать температуру ликвидуса, в то время как на металлических поверхностях крупных компонентов температура может еще не достигать значения, при котором паяльная паста расплавляется. Однако для небольших компонентов такое увеличение продолжительности пайки в целом приводит к паяльному браку, что снижает привлекательность описанного способа. Медленный и, следовательно, равномерный нагрев всех компонентов до температуры немного ниже температуры ликвидуса паяльной пасты может решить описанную выше проблему, но на практике он приводит к потере активаторами припойной пасты своих свойств до начала пайки и дополнительному нежелательному окислению подлежащих спаиванию металлических поверхностей, ухудшающему смачиваемость расплавленным припоем контактов под пайку.
Во многих известных устройствах подлежащий спаиванию предмет нагревают в зоне предварительного нагрева до температуры 150-160°С (при использовании содержащих свинец припоев) или 160-200°С (при использовании бессвинцовых припоев), причем нагревают так, чтобы сформировать в указанном предмете по существу температурное равновесие. Затем этот предмет подают в зону пайки, где подвергают воздействию значительно более высокой температуры, так что уже на начальном этапе его компоненты оказываются нагреты до температуры, превышающей температуру ликвидуса паяльной пасты, при расплавлении которой происходит процесс пайки. Поскольку общая продолжительность нагревания и пайки не должны превышать 50-60 секунд, то в зоне пайки обычно используют температуры 240-300°С. Как отмечено выше, в целом небольшие компоненты разогреваются до высоких температур быстрее крупных и теплоемких компонентов, так что в зоне пайки возникает опасность перегрева первых, который может привести к их неисправностям или преждевременному выходу из строя, и, следовательно, к неисправности всего модуля. Поэтому ранее уже предпринимались попытки, с одной стороны, ускорить нагревание компонентов выше температуры ликвидуса, а с другой стороны, снизить риск перегрева небольших компонентов. В связи с этим в описании патента ФРГ №19741192 приведен способ пайки оплавленным припоем в конвейерной печи, в котором подлежащий спаиванию предмет нагревают в зоне предварительного нагрева устройствами для предварительного нагрева до температуры ниже температуры плавления припоя, а затем спаивают в зоне пайки нагревательным устройством с последующим охлаждением в зоне охлаждения до температуры ниже температуры плавления припоя. Описанный в упомянутом патенте способ пайки отличается тем, что подлежащий спаиванию предмет поступает сначала в первую часть зоны пайки, в которой его первым конвекционным нагревателем нагревают до температуры, значительно превышающей температуру плавления припоя. Затем он поступает во вторую часть зоны пайки, в которой его вторым конвекционным нагревателем нагревают до температуры, которая уступает предыдущей, но также превышает температуру плавления припоя. При использовании описанного способа пайки оплавленным припоем начальная высокая температура позволяет нагреть в частности небольшие компоненты выше температуры ликвидуса, но при этом на следующем этапе с пониженной температурой необходимо избежать перегрева небольших компонентов и одновременно продолжить повышение температуры крупных компонентов до требуемой температуры ликвидуса.
Хотя описанный выше способ позволяет обеспечить более сбалансированный температурный режим при пайке крупных и небольших компонентов, при его использовании необходимо найти точное соотношение между первой и второй температурами и соответствующим временем нахождения подлежащего спаиванию модуля в первой части при высокой температуре, поскольку в противном случае возможен перегрев небольших компонентов на первом, высокотемпературной этапе. При этом при обработке большого количества различных модулей из-за необходимости изменения температурного режима происходит уменьшение эффективности загрузки оборудования и увеличение риска его выхода из строя вследствие перегрева небольших компонентов, обусловленного использованием одинаковых режимов работы оборудования для различных модулей.
Целью настоящего изобретения является создание способа и устройства для пайки оплавленным припоем подлежащих спаиванию предметов с обеспечением высокой технологической гибкости обработки различных модулей при одновременном существенном снижении риска перегрева небольших компонентов.
В соответствии с одним из аспектов изобретения для достижения данной цели предложен способ пайки подлежащего спаиванию предмета в конвейерной печи, согласно которому указанный предмет нагревают в зоне предварительного нагрева устройством для предварительного нагрева до температуры, уступающей температуре плавления припоя, который находится в контакте с указанным предметом; а затем на подлежащий спаиванию предмет воздействуют объемным потоком текучей среды, который имеет первичную температуру и который создан конвекционным нагревателем. Далее после воздействия на подлежащий спаиванию предмет первичным объемным потоком воздействуют на него в зоне пайки вторичным объемным потоком текучей среды, который имеет вторичную температуру, равную первичной температуре или отличающуюся от нее, и который получен конвекционным нагревателем, причем вторичный объемный поток больше первичного объемного потока, а первичная и вторичная температура превышают температуру плавления припоя. В заключение подлежащий спаиванию предмет охлаждают до температуры, уступающей температуре плавления припоя.
Управление эффективной температурой компонентов подлежащего спаиванию предмета частично осуществляют путем изменения параметров потока нагретого газа, что обеспечивает более быструю и точную регулировку текущего температурного профиля модуля по сравнению с относительно медлительным управлением температурой путем разделения зоны пайки на несколько частей с постоянной температурой на каждом отдельном этапе. Напротив, предлагаемое решение способствует получению эффективного температурного профиля на обрабатываемом модуле благодаря замкнутой системе управления объемным потоком и, при необходимости, температурой в течение относительно коротких временных промежутков, которое выполняют, при необходимости, в пределах одной части зоны пайки. При этом можно выбрать такую температуру потока, чтобы она не превышала некоторого критического для компонентов значения.
Еще в одном предпочтительном варианте изобретения зона пайки содержит первую часть, предназначенную для создания первичного объемного потока, и вторую часть, предназначенную для образования вторичного объемного потока. Вследствие разделения зон пайки по меньшей мере на одну первую часть и по меньшей мере на одну вторую часть регулирование первичного и вторичного объемных потоков может быть независимым друг от друга, что обеспечивает высокую технологическую гибкость при любых необходимых изменениях технологического процесса, вызванного изменением конструкции подлежащего спаиванию предмета. В частности система с раздельным нагреванием первой и второй частей независимыми нагревателями может быть гораздо быстрее приспособлена к работе с другими подлежащими спаиванию предметами, чем описанная выше система с температурным управлением, и при этом с высокой степенью вероятности предотвращен перегрев небольших компонентов даже в тех случаях, когда температура потока во второй части равна температуре потока в первой части или превышает ее, поскольку изменение количества объемного потока обеспечивает более эффективное управление теплопередачей, чем изменение разности температур между предметом и потоком.
Еще в одном предпочтительном варианте изобретения в первой зоне пайки имеется по меньшей мере первичный конвекционный нагревательный элемент конвекционного нагревателя, а во второй зоне пайки имеется по меньшей мере вторичный конвекционный нагревательный элемент конвекционного нагревателя.
Еще в одном предпочтительном варианте изобретения объемный поток уменьшают статически. Иными словами, объемный поток (и соответственно температура, до которой могут быть нагреты компоненты подлежащего спаиванию предмета) может быть отрегулирован его уменьшением, осуществляемым по меньшей мере в течение некоторого времени без перемещения указанного предмета.
Как объяснено выше, при изменении объемного потока его фактическая температура может быть изменена в зависимости от конструкции и способа управления соответствующим конвекционным нагревателем. Тем не менее, управление объемным потоком, которое может быть очень точным при регулировании, например, скорости вращения вентиляторного двигателя, позволяет получить необходимый температурный профиль подлежащего спаиванию предмета. В частности, благодаря управлению объемным потоком весь процесс пайки при необходимости может быть осуществлен в одной зоне пайки. Возможно также создание в этой зоне нескольких частей, что позволяет очень точно управлять температурой компонентов подлежащего спаиванию предмета.
Еще в одном предпочтительном варианте осуществления изобретения часть первичного объемного потока перед поступлением в зону пайки может быть отведена для получения из его оставшейся части вторичного объемного потока. В такой замкнутой системе управления первичным и вторичным объемными потоками их фактические температуры поддерживают по существу постоянными, поскольку нагрузка на соответствующий конвекционный нагреватель остается по существу постоянной, а для формирования вторичного объемного потока изменяют только положение соответствующих деталей.
В другом предпочтительном варианте осуществления изобретения отведенная часть первичного объемного потока может быть использована для предварительного нагревания другого предназначенного для спаивания предмета, что повышает эффективность использования затрачиваемой энергии.
Еще в одном предпочтительном варианте осуществления изобретения предложен способ, включающий выбор максимально допустимой температуры подлежащего спаиванию предмета и регулирование температуры второго объемного потока до выбранного значения.
В другом варианте осуществления изобретения вторичную температуру устанавливают на указанное максимально допустимое значение. Таким образом, обеспечено отсутствие превышения указанной максимально допустимой температуры на всем протяжении процесса пайки. Однако в предпочтительном варианте температурный профиль таков, что температура в целом существенно меньше этого максимально допустимого значения. Изменение типов предметов, подлежащих спаиванию, обуславливает изменение распределения их эффективной температуры при исключении возможности превышения максимально допустимой температуры, соответствующей типу обрабатываемого предмета.
В соответствии еще с одним аспектом изобретения предложен способ пайки в конвейерной печи подлежащего спаиванию предмета, включающий следующее. Сначала этот предмет нагревают до температуры, уступающей температуре плавления припоя. Затем на этот предмет с помощью объемного потока воздействуют первичной температурой, превышающей температуру плавления припоя. Далее его подвергают воздействию вторичной температуры, превышающей температуру плавления, но уступающей первичной температуре, при этом изменяют интенсивность объемного потока.
В соответствии еще с одним аспектом изобретения первичный объемный поток уменьшают на основе показаний диагностического сигнала, получаемого от подлежащего спаиванию предмета.
Согласно изобретению, температурный профиль подлежащего спаиванию предмета, получаемый, как описано, например, во введении, на этапе пайки при высокой первичной температуре и пониженной вторичной температуре, может быть значительно усовершенствован более точным и гибким его регулированием посредством соответствующего изменения подаваемого на этот предмет объемного потока. Так, например, при помощи ограниченного объемного потока с относительно высокой входной температурой можно получить значительно отличающиеся друг от друга значения температуры объемного потока и температуры подлежащего спаиванию предмета с одновременным быстрым нагреванием как небольших, так и крупных компонентов. Подбором времени воздействия первичной температуры можно предотвратить перегрев быстро нагреваемых небольших компонентов, после чего на подлежащий спаиванию предмет воздействуют пониженной вторичной температурой, которая тем не менее превышает температуру плавления, причем температурный профиль данного предмета можно значительно улучшить объемным потоком, поскольку интенсивность теплопередачи от потока на предмет зависит, в частности, от свойств потока в непосредственной близости от подлежащего спаиванию предмета. Например, по одному из вариантов изобретения при воздействии первичной (высокой) температуры можно получить относительно небольшой объемный поток, поскольку в областях, по существу содержащих только небольшие компоненты, возможно формирование относительно ламинарного потока. Эффективность теплопередачи ламинарного потока меньше эффективности теплопередачи турбулентного потока, образуемого крупногабаритными компонентами. Поэтому теплопередача на крупногабаритные компоненты может быть непропорционально большой по сравнению с теплопередачей на небольшие компоненты при их размещении в областях подлежащего спаиванию предмета, не подвергаемых воздействию турбулентного потока. При последующем воздействии пониженной вторичной температуры соответствующим увеличением объемного потока можно значительно увеличить общую теплопередачу на этот предмет, при этом будет продолжено быстрое нагревание крупногабаритных компонентов, тогда как температура небольших компонентов не превысит вторичной температуры, и таким образом будет исключена возможность их перегрева. Более того, усовершенствованием процесса теплопередачи, осуществляемого в увеличенном вторичном потоке, можно эффективно охладить какой-либо небольшой компонент, который в некоторых условиях на начальном этапе может быть поврежден быстрым нагреванием, до вторичной температуры с выводом его из диапазона критических температур.
В других случаях предпочтительно поддержать начальный нагрев подлежащего спаиванию предмета высокоинтенсивным объемным потоком с использованием на следующем этапе пайки с пониженной вторичной температурой уменьшенного объемного потока, который необходим, например, для сохранения механического закрепления небольших компонентов, при этом, однако, вследствие большей турбулентности потока на крупногабаритных компонентах облегчено их дальнейшее нагревание.
Согласно еще одному аспекту изобретения предложено устройство для пайки предмета, которое содержит зону предварительного нагрева, зону пайки, выполненную с возможностью подачи в нее конвекционным нагревателем по меньшей мере первичного и вторичного регулируемого объемного потока горячего газа с регулируемой температурой, и зону охлаждения. Также данное устройство содержит блок управления, который по меньшей мере функционально соединен с конвекционным нагревателем и сформирован с возможностью воздействия на подлежащий спаиванию предмет в зоне пайки первичным и вторичным объемным потоком, каждый из которых имеет заданную величину и температуру с последующим воздействием на него вторичным объемным потоком меньшей величины или меньшей температуры.
В следующем предпочтительном варианте осуществления изобретения зона пайки содержит по меньшей мере одну первую часть и одну вторую часть, в каждой из которых можно получить первичный и вторичный объемный поток различной величины.
В следующем предпочтительном варианте осуществления изобретения имеются по меньшей мере одна зона предварительного нагрева и по меньшей мере одна зона охлаждения.
В следующем предпочтительном варианте осуществления изобретения предложена размещаемая в конвекционном нагревателе система управления газовым потоком, которая предназначена для регулируемой подачи горячего газа заданной температуры и с заданным объемным расходом по меньшей мере в зону предварительного нагрева и зону пайки. Предложенная система управления газовым потоком способствует более эффективному использованию требуемой для работы устройства энергии, поскольку здесь тепловая энергия конвекционного нагревателя может быть использована с большей эффективностью, при этом, например, часть горячего газа, которую не нужно использовать при возможном уменьшении объемного потока в одной зоне, может быть использована для формирования соответствующего объемного потока в другой зоне.
Далее варианты осуществления изобретения подробно описаны со ссылкой на сопроводительные чертежи, на которых:
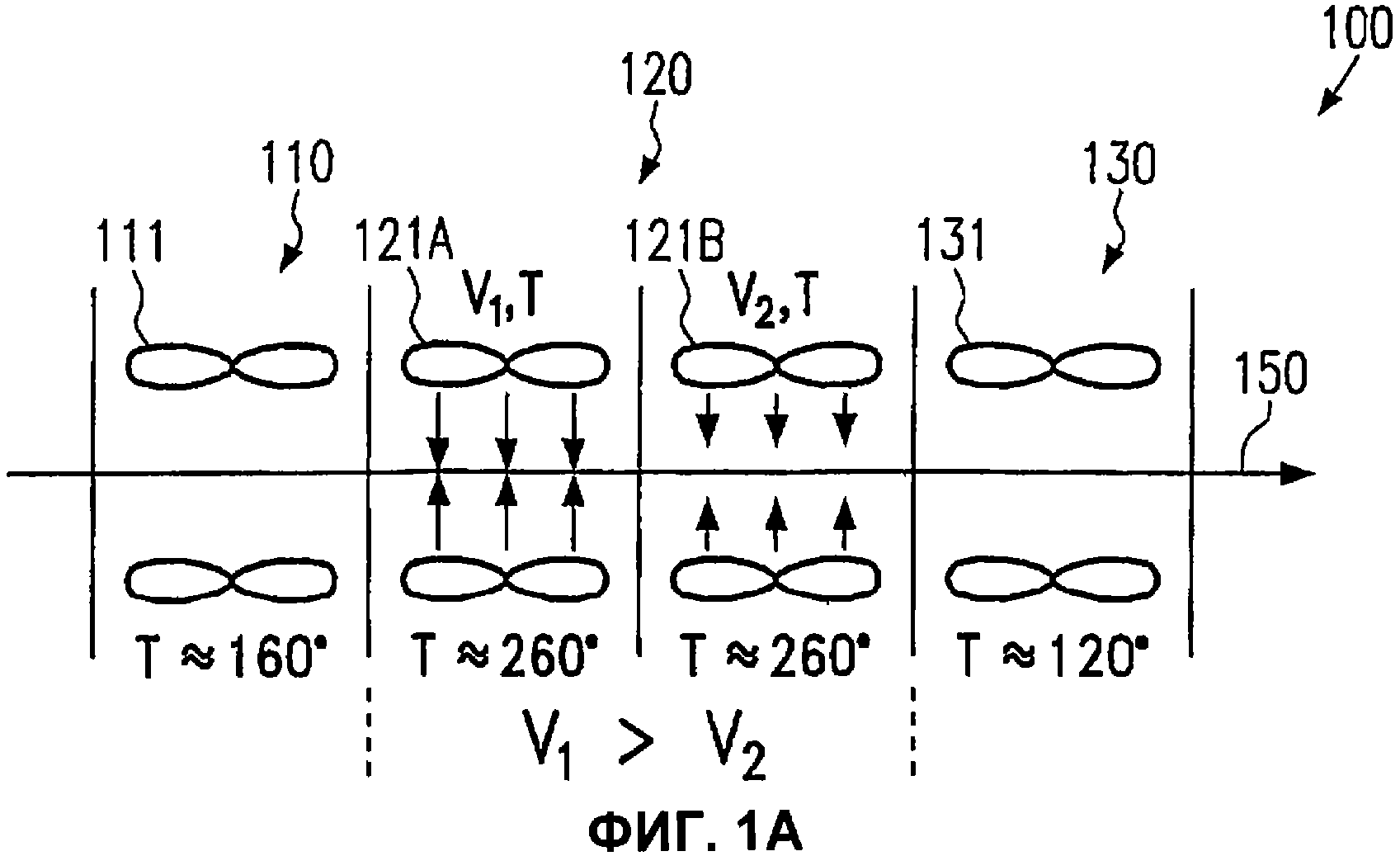
Фиг.1а схематически изображает конвейерную печь, эксплуатируемую согласно данному изобретению, так что интенсивность объемного потока первого этапа превышает интенсивность объемного потока второго этапа с сохранением приблизительного равенства температур обоих потоков.
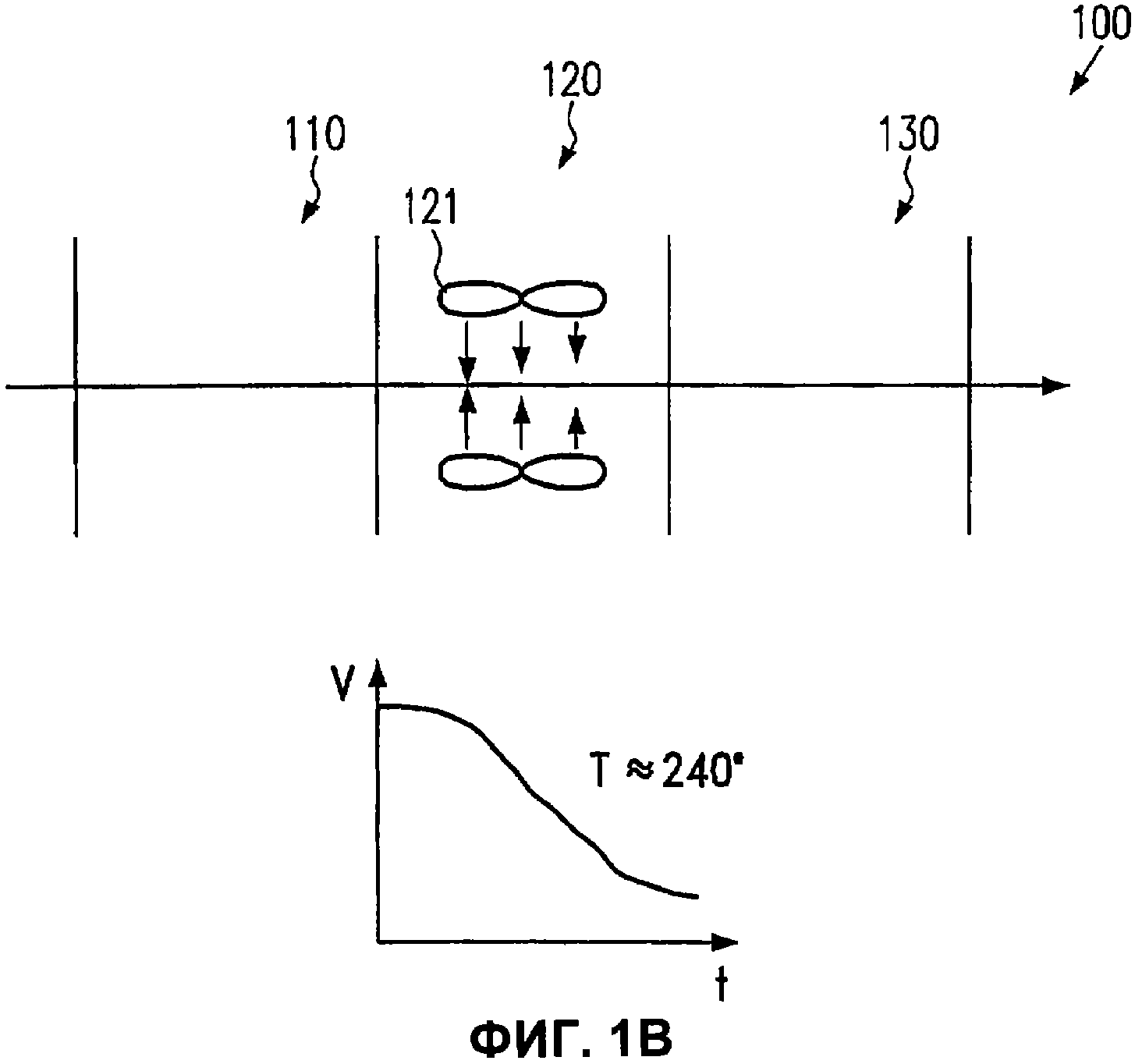
Фиг.1b изображает конвейерную печь, в которой интенсивность объемного потока при относительно постоянной температуре непрерывно уменьшают от первоначально высокого значения, при котором это изменение может быть статическим, т.е. без перемещения подлежащего спаиванию предмета.
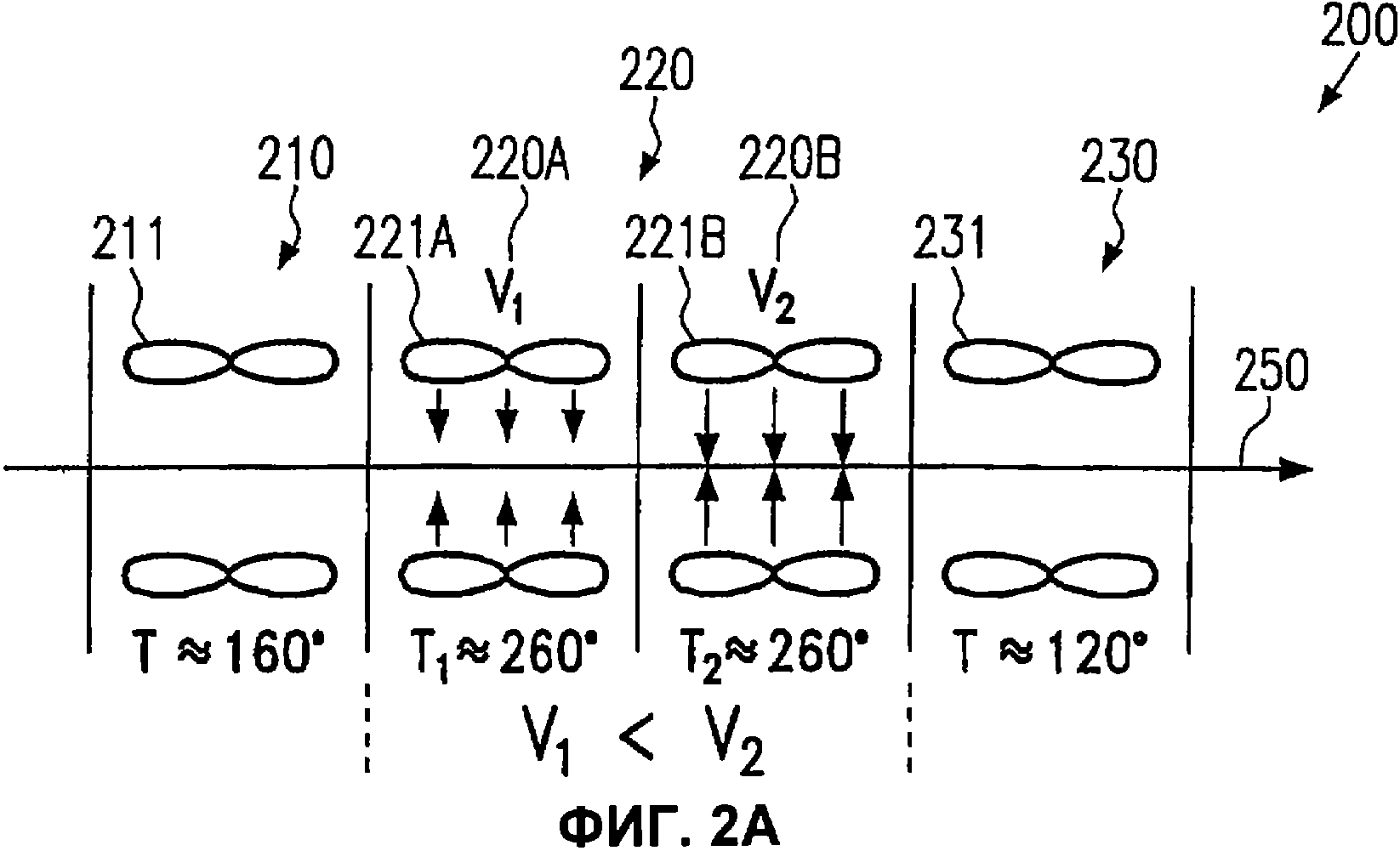
Фиг.2а изображает конвейерную печь, в которой в первой части зоны пайки поддерживают высокую первичную температуру, а во второй части зоны пайки пониженную вторичную температуру, при этом согласно данному изобретению объемный поток изменен и, как показано на чертеже, имеет большую интенсивность, чем объемный поток с повышенной температурой.
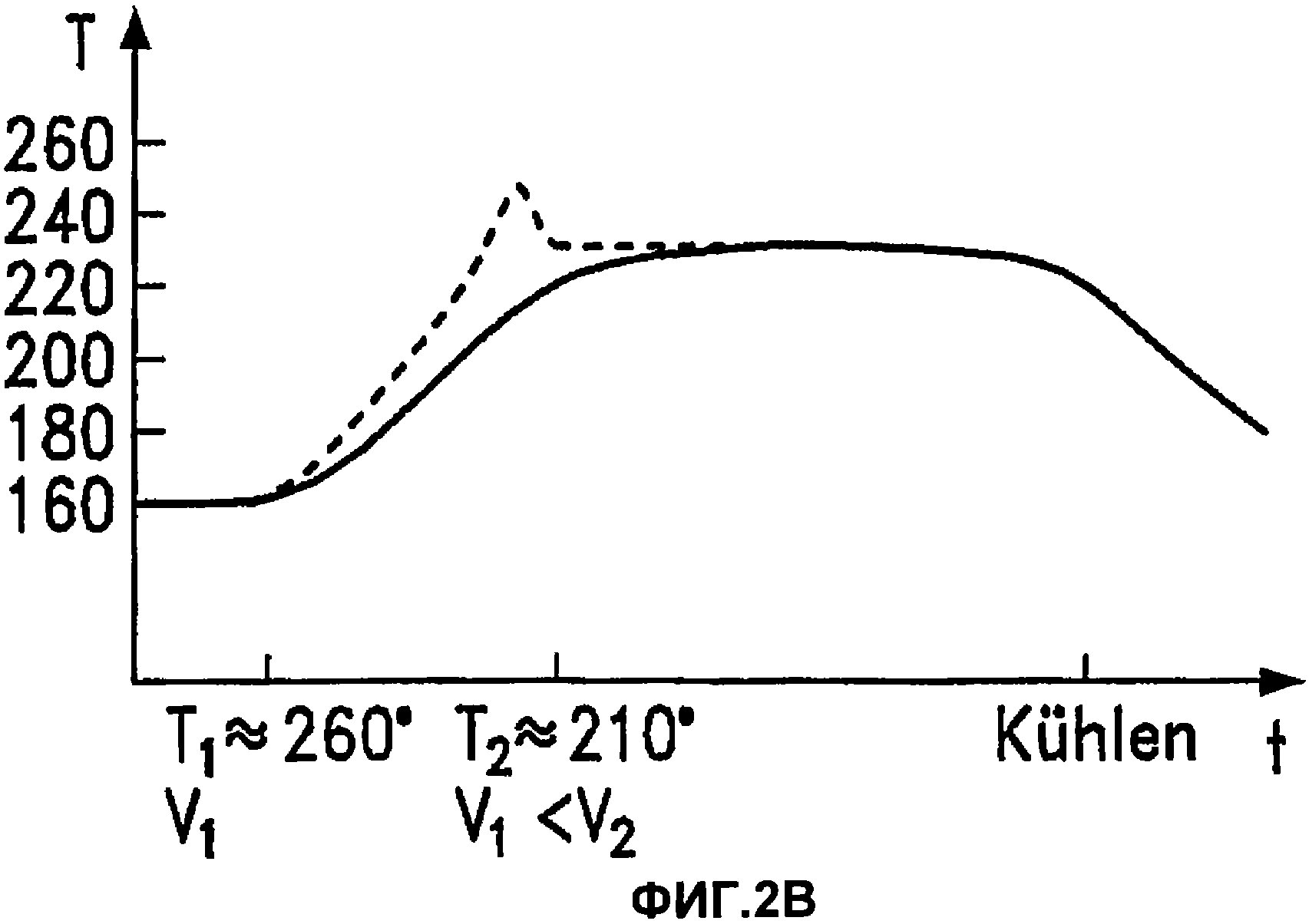
Фиг.2b изображает пример температурной кривой небольшого и крупного компонентов при их обработке указанным на фиг.2а устройством.
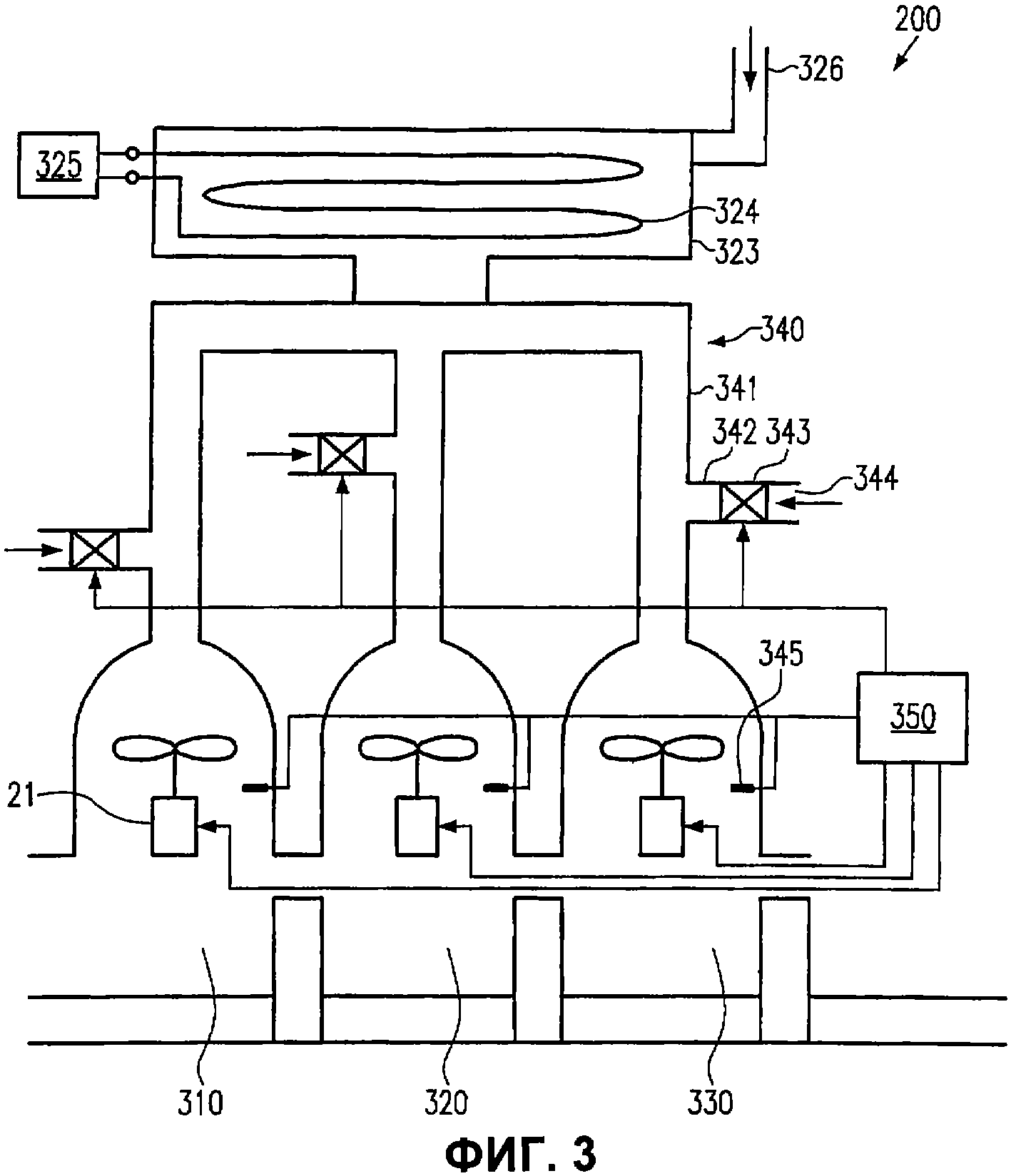
Фиг.3 изображает устройство согласно данному изобретению, содержащее систему управления газовым потоком для эффективного и регулируемого получения объемных потоков заданной температуры для нескольких зон конвейерной печи.
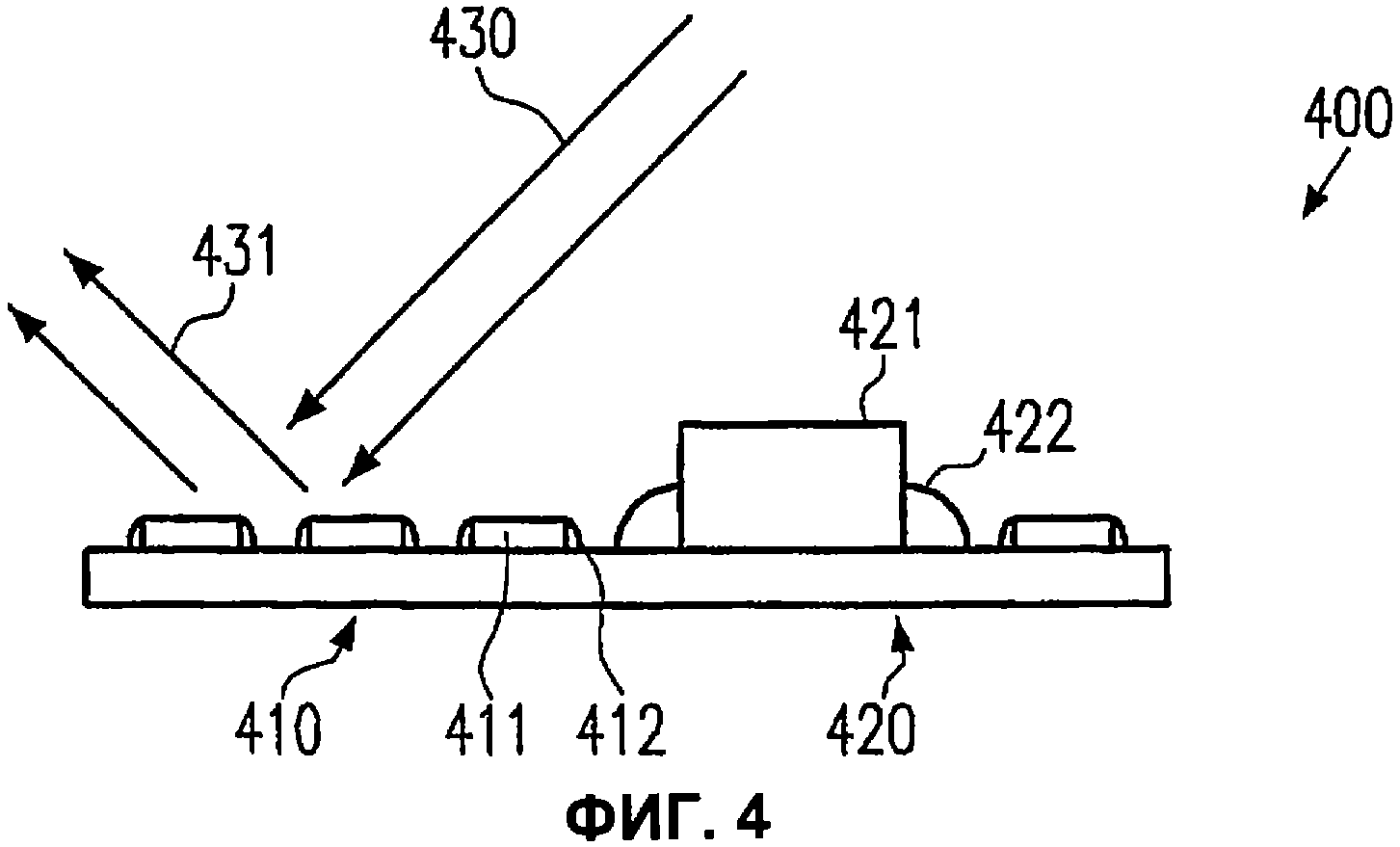
Фиг.4 схематически иллюстрирует способ управления изменением объемного потока в зависимости от оптических характеристик некоторых частей подлежащего спаиванию предмета.
На фиг.1а схематически показан пример устройства для пайки оплавленным припоем, выполненного в форме конвейерной печи 100, которая здесь содержит по меньшей мере зону предварительного нагрева 110, зону пайки 120 и зону охлаждения 130. Также предложен транспортер 150, с помощью которого через отдельные зоны 110, 120 и 130 перемещают предназначенный для спаивания предмет (не показан), выполненный, например, в форме электронной монтажной платы, на которой паяльной пастой могут быть закреплены различные компоненты. Показанная на чертеже зона 120 разделена на две части 120а и 120b, причем в части 120а объемный поток горячих газов с заданной температурой Т первичным конвекционным нагревающим элементом 121а направлен на транспортер 150 и при необходимости на размещенный на нем подлежащий спаиванию предмет. Аналогично, часть 120b содержит конвекционный нагревающий элемент 121b, которым объемный поток горячих газов, имеющий предварительно заданные параметры и заданную температуру Т, направляют на транспортер 150 или на расположенный на нем подлежащий спаиванию предмет. В показанном на чертеже варианте выполнения изобретения элементы 121а, 121b выполнены с возможностью подачи на указанный предмет соответствующего объемного потока заданной температуры с обеих сторон. В других вариантах выполнения изобретения элементы 121а, 121b могут быть выполнены с возможностью подачи на указанный предмет объемного потока при заданной температуре только с одной стороны. Кроме того, в зоне 120 возможно создание большого числа частей 120а, 120b с последующим комплектованием их соответственно элементами 121а, 121b, что обеспечивает возможность регулирования температурного профиля подлежащего спаиванию предмета, который размещен на транспортере 150. В зоне 110 также размещен соответствующий конвекционный нагреватель 111, а при необходимости в зоне 130 аналогичным образом размещен соответствующий конвекционный нагреватель 131. В других вариантах выполнения изобретения зона 110 и/или 130 может иметь по меньшей мере одну часть с отдельным конвекционным нагревателем.
Кроме того, конвекционные нагреватели 121а, 121b и при необходимости нагреватели 111 и 131 могут содержать отдельные нагревающие элементы, предназначенные для нагревания технологического газа, например, воздуха с последующей подачей соответствующими вентиляторами в отдельные зоны объемного потока, имеющего предварительно заданную интенсивность при заданной температуре.
В других вариантах выполнения изобретения, например в описанном ниже со ссылкой на фиг.3, для создания в отдельных зонах объемного потока требуемой величины и температуры нагреватели могут содержать центральный нагревательный элемент и соответственно выполненную систему управления газовым потоком. В частности, отдельные зоны 110, 130 и части 120а, 120b могут быть реализованы схожим образом, поскольку их работа зависит только от величины объемного потока и от его температуры.
При работе устройства 100 подлежащий спаиванию предмет, содержащий обычно компоненты различного размера, транспортером 150 подают в зону 110 и относительно медленно там нагревают, например, до 160°С, обеспечивая в указанном предмете по существу равномерное распределение температуры, так что небольшие и крупные компоненты по существу имеют одинаковую температуру. Как объяснено выше, такое медленное и, следовательно, относительно равномерное повышение температуры не должно достигать температуры плавления паяльной пасты, поскольку при этом ее активаторы преждевременно проявляют свои свойства и их содержание уменьшается, и, кроме того, происходит окисление паяльных контактов. Затем подлежащий спаиванию предмет транспортером 150 подают в зону 120, а именно, как показано на чертеже, в первую часть 120а, причем для получения качественных паяных соединений продолжительность его нахождения здесь должна быть существенно меньше 60 секунд. В приведенном варианте осуществления изобретения нагреватель 121а настроен так, что на подлежащий спаиванию предмет воздействуют потоком V1, имеющим заранее заданную величину и заданную температуру, например 260°С. Величину объемного потока V1 выбирают такой, чтобы вблизи подлежащего спаиванию предмета преобладала высокая температура для быстрого нагревания этого предмета выше температуры плавления паяльной пасты. Из-за относительно высокой температуры и большой интенсивности объемного потока на небольших компонентах температура очень быстро повышается, тогда как крупные компоненты нагреваются несколько медленнее. После выдержки, составляющей для обычного процесса 5-40 секунд, подлежащий спаиванию предмет подают во вторую часть 120b, значительно уменьшенный поток V2 в которой при той же температуре, например 260°С, обуславливает снижение эффективной температуры обрабатываемого предмета и, следовательно, предотвращение перегрева небольших компонентов, тогда как крупные компоненты продолжают нагреваться с превышением температуры плавления паяльной пасты. Через некоторый временной промежуток, например, 15-35 секунд, спаиваемый предмет подают в зону 130, где он остывает благодаря принудительной или естественной конвекции. Уменьшение потока V1 до значения V2 при относительно постоянной температуре может эффективно предотвратить перегрев небольших компонентов, тогда как крупные компоненты надежно спаиваются по меньшей мере в части 120b. Указанные выше цифровые значения времени и температуры являются примерными и могут быть изменены в зависимости от технологического процесса. Например, предпочтительно заранее выбрать максимально допустимую температуру для критических компонентов и установить ее в части 120b с тем, чтобы ни при каких условиях не превышать ее при пайке больших компонентов. В другом варианте осуществления изобретения предпочтительным может быть поддержание максимально допустимой температуры в первой части 120а, в которой последующее быстрое нагревание всего предмета получают соответствующим увеличением объемного потока V1. Например, для отдельного компонента максимально допустимая температура может быть 220°С, а для последующего быстрого нагревания выше температуры плавления паяльной пасты используют соответственно увеличенный поток V1. Поскольку в этом случае из-за ускоренного роста температуры паяльная паста сначала плавится на небольших компонентах, соответственно увеличенный поток может вызвать ее нежелательное растекание, поэтому соответственным уменьшением потока V1 можно предотвратить ее плавление на небольших компонентах. Момент начала такого плавления может быть найден экспериментально в результате одной или нескольких проб или получен по результатам измерений.
На фиг.4 показан примерный подлежащий спаиванию предмет 400, выполненный в форме электронной печатной платы, которая содержит первую часть 410 и вторую часть 420. В части 410 размещено несколько небольших компонентов 411, которые прикреплены к печатной плате пастой 412. В части 420 крупный компонент 421 закреплен соответствующими областями 422, на которые нанесена паяльная паста. Интенсивный перенос тепла, обусловленный высокоинтенсивным потоком V1 на предмет 400, при относительно низкой температуре вызывает быстрое нагревание компонентов 411 и 421, при этом компоненты 411 нагреваются быстрее, и паста 412 скорее приобретает температуру плавления. Плавление пасты 412 вызывает изменение ее оптических характеристик; например, в расплавленном состоянии она по существу лучше отражает свет, чем в твердом, поэтому отражающие свойства светового луча 430, падающего на область 410, также меняются, что можно обнаружить по отраженному лучу 431. После индикации лучом 431 соответствующего изменения свойств пасты 412 в области 410 поток V1 в части 120а может быть уменьшен до значения, которое по существу не оказывает влияния на расплавленную пасту 412. Поскольку величину объемного потока можно очень быстро изменить, например в течение нескольких миллисекунд, к примеру, изменением скорости вращения вентилятора, то для соответствующей фиксации компонентов поток V1 может быть быстро уменьшен в момент расплавления пасты в области 410. Кроме того, относительно низкой температурой объемного потока эффективно предотвращено превышение допустимой температуры. Далее пайку можно продолжать как описано выше.
Фиг.1b схематически показывает другой вариант выполнения изобретения, в котором объемный поток изменяют относительно непрерывно, например, на основе диагностического сигнала, получаемого описанным ранее для фиг.4 способом, с последующим полным процессом пайки, осуществляемым, например, в одной зоне пайки. В связи с этим приведенное на фиг.1b устройство 100 содержит одну зону 120 с присоединенным к ней нагревателем 121, при этом объемный поток регулируют так, чтобы сформировать на подлежащем обработке предмете необходимый температурный профиль. Например, с введением указанного предмета в зону 120 могут быть получены относительно высокая температура и объемный поток большой интенсивности, затем его непрерывно или ступенчато уменьшают, например, при постоянной температуре, так что крупные компоненты продолжают нагреваться, а температура небольших компонентов по существу не увеличивается.
Таким образом, управление эффективной температурой подлежащего пайке предмета, т.е. в данном случае температурой этого предмета воздействием объемного потока, упрощает формирование его высокоточного температурного профиля в пределах одной зоны, осуществляемое благодаря возможности быстрой и точной регулировки скорости вращения электродвигателя и, следовательно, параметров объемного потока. Кроме этого, полученная таким образом температура подлежащего спаиванию предмета с помощью замкнутой системы управления объемным потоком может быть эффективно связана с диагностическим сигналом, который нельзя использовать при только температурном управлении пайкой вследствие тепловой инерции. График на фиг.1b показывает типичное изменение объемного потока V в зависимости от времени при температуре потока, например, 240°С для выполнения пайки в течение 40-60 секунд в одной зоне 120.
Благодаря используемому в данном изобретении замкнутому управлению объемным потоком можно не только увеличить производительность конвейерной печи с одной зоной пайки, но и быстро изменять последовательность технологических операций, т.е. изменять рабочие температуры и величины объемных потоков, поскольку эффективность теплопередачи обеспечивается по существу управлением объемным потоком, и лишь во вторую очередь фактической температурой газа. Например, при спайке подлежащего спаиванию предмета с компонентами, имеющими существенно большие габариты по сравнению с предыдущим предметом, может возникнуть необходимость в общем увеличении рабочей температуры, причем поддержание ее на заданном значении не столь важно, так как переносом тепла на предмет можно управлять по существу объемным потоком, параметры которого можно быстро и гибко изменять. Например, повышением рабочей температуры указанного нового предмета можно уменьшить продолжительность производственного цикла, причем при повышении температуры качество пайки в течение перехода от одного рабочего этапа к другому также обеспечено соответствующим управлением объемным потоком, например, с помощью диагностического сигнала.
В описанных выше вариантах осуществления изобретения при изменении объемного потока рабочая температура относительно постоянна. В некоторых конвейерных печах конвекционные нагреватели, например 121а, 121b, выполнены раздельно управляемыми, так что изменение объемного потока, например его уменьшение, может привести к изменению температуры, например ее увеличению, обусловленному уменьшением отвода тепла от этого нагревателя, сопровождаемому соответствующим дополнительным нагреванием технологического газа. Это означает, что в некоторых вариантах осуществления изобретения температура уменьшенного объемного потока может превышать температуру высокоинтенсивного объемного потока, что, однако, не оказывает отрицательного влияния на процесс пайки, так как возможным уменьшением потока не допускают повышения эффективной температуры на небольших компонентах до критического значения. В других случаях повышенная температура может даже являться преимуществом, так как с уменьшением объемного потока небольшие компоненты подвержены воздействию, по существу, ламинарного потока, теплопередача которого существенно меньше, а крупные компоненты своими поверхностями обусловливают появление турбулентности, интенсивность теплопередачи которой в сравнении с небольшими компонентами увеличена, что ведет к непропорциональному нагреванию, которое в сочетании с увеличенной в целом рабочей температурой потока приводит к более эффективному нагреванию крупных компонентов.
Фиг.2а схематически изображает печь 200, которая имеет зону 210 для предварительного нагрева, зону 220 для пайки, содержащей первую часть 220а и вторую часть 220b, и зону 230 для охлаждения. Отдельные зоны 210, 220 и 230 содержат соответствующие конвекционные нагреватели 211, 221а, 221b и 231, которые могут быть выполнены аналогично устройствам, указанным на фиг.1а.
При работе печи 200 нагреватели 221а и 221b настраивают так, чтобы рабочая температура, т.е. температура технологического газа, была относительно высока, например 280°С, и соответствовала первичному умеренному объемному потоку V1, который направляют на соответствующий подлежащий спаиванию предмет, тогда как в части 220b рабочая температура существенно ниже, но превышает температуру плавления паяльной пасты, например 210° С. При этом поток V2 при 210°С значительно больше потока V1 части 220а. При вводе указанного предмета в часть 220а вследствие высокой рабочей температуры происходит быстрое нагревание небольших и крупных компонентов, при этом малая продолжительность его пребывания здесь исключает возможность перегрева небольших компонентов, нагревающихся быстрее крупных компонентов. Далее подлежащий спаиванию предмет подают в часть 220b, где на него воздействуют пониженной температурой Т2, однако при этом значительно увеличивают поток V2, так что благодаря ему продолжается эффективное нагревание крупных компонентов, тогда как температуру небольших компонентов поддерживают или быстро доводят до уровня Т2.
На фиг.2b показан примерный температурный профиль небольшого компонента (пунктирная линия) и крупного компонента (сплошная линия). После ввода подлежащего спаиванию предмета в часть 220а с рабочей температурой, например, 280°С и умеренным потоком V1 происходит быстрое нагревание небольшого компонента приблизительно до 230°С, тогда как конечная температура нагревания здесь крупного компонента приблизительно 200°С. После ввода указанного предмета в часть 220b "охлаждением" высокоинтенсивным потоком с пониженной температурой быстро уменьшают температуру небольшого компонента и сохраняют ее постоянной на докритическом значении. Но, несмотря на понижение рабочей температуры, высокоинтенсивный поток V2 обеспечивает эффективный перенос тепла на крупный компонент, температура которого быстро увеличивается. В отличие от описанного во введении способа изменение потока при заданной температуре позволяет уменьшить продолжительность производственного цикла и/или повысить надежность, поскольку увеличение потока при низкой температуре надежно обеспечивает охлаждение небольших компонентов до температуры, которая не является критической, но может быть очень высокой.
В других вариантах осуществления изобретения для очень быстрого нагревания и последующего использования значительно уменьшенной рабочей температуры можно предпочтительно выбрать высокоинтенсивный объемный поток с высокой начальной температурой, причем его последующее уменьшение также эффективно уменьшает интенсивности переноса тепла на небольшие компоненты с одновременным продолжением эффективного нагревания крупных компонентов, которые могут являться причиной турбулентности потока.
Фиг.3 схематически показывает еще один вариант устройства для пайки оплавленным припоем, которое выполнено в виде конвейерной печи 300 и содержит блок управления 350, предназначенный для управления потоком и рабочей температурой, в частности, способом, описанным для фиг.1а и 1b. Кроме того, печь 300 содержит нагреватель 323, содержащий нагревательные змеевики 324, питаемые, например, электроэнергией от подходящего источника питания 325. Для подачи технологического газа, например воздуха, азота или аналогичного газа, предложен соединитель 326. Нагреватель 323 соединен системой управления газовым потоком 340, которая в свою очередь взаимодействует по меньшей мере с одним электрическим вентилятором 321. Система 340 содержит по меньшей мере один трубопровод 341 горячего газа, соединенный с нагревателем 323, а также несколько трубопроводов 342 для подачи технологического газа, которые через управляемый вентиль 343 соединены с источником 344 охлажденного технологического газа. Кроме того, для измерения температуры потока, подаваемого в соответствующую зону печи 300, предложены температурные датчики 345. Электрические вентиляторы 321, вентили 343 и датчики 345 соединены с блоком 350.
Во время работы печи 300 для нагревания технологического газа, подаваемого трубопроводом 326, энергию от источника 325 подают на змеевики 324 в количестве, достаточном для получения высокой температуры, например 300°С или более. Обусловленный технологическими требованиями поток получают в соответствующих зонах печи 300 при помощи блока 350 путем регулирования скорости вращения вентилятора, при этом датчиками 345 измеряют температуру соответствующего потока, на основе которой вентилями 343 получают газовую смесь необходимой температуры из горячего технологического газа, поступающего от элемента 323, и охлажденного технологического газа, поступающего через трубопровод 344. Таким способом при изменении потока можно эффективно поддерживать рабочую температуру постоянной или быстро ее изменять в соответствии с технологическими требованиями. Например, каждая из отдельных зон 310, 320, 330 может быть зоной пайки, в которой одновременно обрабатывают три подлежащих спаиванию предмета, при этом в каждой зоне объемный поток и рабочую температуру можно регулировать как описано выше в соответствии с технологическим требованиями или получаемыми от указанного предмета диагностическими сигналами. В других вариантах осуществления изобретения зоны 310, 320 и 330 могут быть соответственно зонами предварительного нагрева, пайки и охлаждения, при этом подлежащий спаиванию предмет последовательно через них перемещают с одновременным управлением соответствующими объемными потоками и температурами. В частности, при отличии объемных потоков, например, в зоне 320, часть технологического газа, высвободившаяся с уменьшением интенсивности объемного потока, может быть эффективно использована в других зонах. С другой стороны, вследствие высоких требований к потоку в зоне 320 поток в зоне 310 и/или 330 может быть уменьшен, например, при сохранении температуры, и при этом необходима только настройка нагревателя 323 на непрерывную работу, т.е., например, на пайку при уменьшенном потоке без необходимости постоянной подстройки к возрастающему потреблению энергии (соответствующей пиковой нагрузке), имеющему место при кратковременном увеличении потока. В других вариантах осуществления изобретения блок 350 может быть дополнительно соединен с соответствующей диагностической системой, например оптической, способной обнаружить изменение оптических свойств определенных участков подлежащего спаиванию предмета с последующим управлением пайкой на основе диагностических сигналов. Использование блока 350 во взаимосвязи с принципами данного изобретения, согласно которым для управления температурным профилем подлежащего спаиванию предмета изменяют объемный поток с возможным сочетанием с соответствующим диагностическим устройством, обуславливает чрезвычайно высокую технологическую гибкость работы устройства для пайки оплавленным припоем, в котором вследствие равномерного нагревания крупных и небольших компонентов обеспечена не только высокая надежность пайки, но и упрощено быстрое подстраивание к измененному технологическому процессу, например, при смене указанного предмета.
Реферат
Согласно одному из аспектов данного изобретения решена задача быстрого нагревания спаиваемого предмета путем уменьшения начального большого объемного потока при постоянной или увеличивающейся температуре, таким образом эффективно предотвращен перегрев небольших компонентов. Применением объемного потока конвекционного нагревателя для управления фактической подачей тепла на спаиваемый предмет также можно гибко подстраивать процесс пайки под конкретные требования за счет быстрого и точного регулирования измененного объемного расхода. 2 н. и 12 з.п. ф-лы, 6 ил.
Формула
Документы, цитированные в отчёте о поиске
Модуль микросхемы и способ изготовления модуля микросхемы
Комментарии