Блок индукционных катушек - RU2372753C2
Код документа: RU2372753C2
Чертежи








Описание
Изобретение относится к блоку индукционных катушек для нагрева вращательно-симметричной относительно оси детали из электропроводящего материала, в частности, втулочной детали, удерживающей прессовой посадкой изделие вытянутой формы в центральном относительно оси установочном отверстии, предпочтительно для нагрева втулочной детали приспособления для крепления инструмента, удерживающего прессовой посадкой в центральном относительно оси вращения установочном отверстии хвостовик вращательного инструмента, в частности, сверла или фрезы.
Широко известен нагрев деталей, в частности, вращательно-симметричных относительно оси деталей, индуктивными вихревыми токами, например, при отпуске, выдержке или же поверхностной закалке. Также известен индуктивный нагрев для горячей посадки втулочной детали, охватывающей вал или хвостовик посредством прессовой посадки, например, кольца подшипника и пр., и, следовательно, для такого расширения, при котором втулочная деталь может сниматься с вала.
Также известна горячая запрессовка цилиндрического хвостовика приводного вращательного инструмента, например сверла или фрезы, по существу, в цилиндрическое установочное отверстие приспособления для крепления инструмента. Приспособление для крепления инструмента может служить неотъемлемой составной частью машинного шпинделя или же, в свою очередь, содержать участок муфты, например, в виде конического концевого участка, с помощью которого оно крепится на шпинделе изделия. По отношению к внутреннему диаметру установочного отверстия хвостовик инструмента имеет завышенный размер. Для установки или удаления хвостовика инструмента нагревают втулочную деталь приспособления для крепления инструмента, содержащую установочное отверстие, до тех пор, пока внутренний диаметр установочного отверстия не увеличится настолько, чтобы можно было установить или извлечь хвостовик инструмента. После охлаждения втулочная деталь удерживает хвостовик инструмента благодаря прессовой посадке.
Из WO 02/24965 А1 известен узел индукционных катушек для нагрева втулочной детали приспособления для крепления инструмента в центральном относительно оси вращения инструмента установочном отверстии посредством прессовой посадки, в котором на радиально противоположных сторонах втулочной детали расположены два сердечника с одной катушкой на каждом, при этом рабочие поверхности их полюса располагаются на расстоянии друг от друга таким образом, что в зазор между обращенными друг к другу рабочими поверхностями полюса может быть заведена втулочная деталь приспособления для крепления инструмента. Ширина зазора может изменяться путем перемещения сердечников и приводиться в соответствие с втулочными деталями разных диаметров. В известном блоке индукционных катушек сердечники и их катушки жестко связаны между собой, при этом известный блок индукционных катушек индуктирует во втулочной детали токи, текущие по ее периметру.
Также известен из US 2003/0168445 А1 блок индукционных катушек для нагрева участка втулки приспособления для крепления инструмента. В этом блоке индукционных катушек полюсные башмаки, охваченные катушками и распределенные по периметру втулочной детали, расположены на двух соединенных между собой с возможностью складывания сегментах кольцевого ярма, благодаря чему при открытом ярме втулочная деталь может радиально вводиться в установочную полость блока индукционных катушек. Таким образом усадочной запрессовке могут подвергаться также инструменты, диаметр головки которых превышает расстояние между рабочими поверхностями полюса сердечников.
Наконец, из выкладного описания к акцептованной заявке Германии №1094893 и патента Германии №922700 известны блоки индукционных катушек, сердечники которых установлены с возможностью радиального смещения относительно стационарно расположенных катушек. Эти блоки индукционных катушек позволяют производить съем насаженных горячей запрессовкой колец подшипников качения с вала, причем и в этом случае образуемый катушками магнитный поток создает в нагреваемой втулочной детали текущие по периметру индукционные токи.
При этом обнаружилось, что в традиционных блоках индукционных катушек описанного выше типа вращательно-симметричная деталь нагревается в осевом направлении и/или по периметру часто недостаточно равномерно. Это оказывает отрицательное воздействие, в частности, в том случае, когда втулочная деталь горячей посадки, особенно втулочная деталь приспособления для крепления инструмента, подлежит нагреву для горячей запрессовки и извлечения вращательных инструментов из приспособления для крепления инструмента. Недостаточно равномерный нагрев ведет к неравномерному тепловому расширению втулочной детали, и в отдельных случаях из-за местного перегрева могут происходить повреждения втулочной детали.
Задача предлагаемого изобретения состоит в создании блока индукционных катушек для нагрева вращательно-симметричной детали, в частности, втулочной детали, например, для приспособления для крепления инструмента, который позволял бы более равномерно, чем ранее нагревать втулочную деталь.
Изобретение касается блока индукционных катушек для нагрева вращательно-симметричной относительно оси детали из электропроводящего материала, в частности, втулочной детали, удерживающей прессовой посадкой изделие продолговатой формы в центральном относительно оси установочном отверстии, предпочтительно для нагрева втулочной детали приспособления для крепления инструмента, который удерживает прессовой посадкой в центральном относительно оси вращения установочном отверстии хвостовик вращательного инструмента, в частности, сверла или фрезы, причем этот блок индукционных катушек содержит:
- центральную относительно оси установочную полость для детали,
- в частности, четное число установленных под одинаковым углом вокруг оси полюсных башмаков из материала с магнитномягкими, проводящими магнитный поток свойствами,
- несколько питаемых переменным током катушек для формирования магнитных потоков в полюсных башмаках таким образом, чтобы магнитный поток в расположенных смежно по периметру полюсных башмаках имел противоположное направление.
Приведенная выше задача решается согласно изобретению в результате того, что полюсные башмаки содержат радиально обращенные к оси торцевые поверхности, которые на большей части своей осевой высоты могут быть расположены на первом участке вдоль образующей наружной периферийной поверхности детали с линейным или плоским опорным контактом или приблизительно с таким контактом с наружной периферийной поверхностью детали, и что, по меньшей мере, по оси на стороне первого участка, по меньшей мере, одной из торцевых поверхностей, в частности, каждой из торцевых поверхностей, к первому участку примыкает второй участок, на котором торцевая поверхность располагается на большем радиальном расстоянии от образующей наружной периферийной поверхности, чем на первом участке.
Под образующей наружной периферийной поверхности в виду имеется ограничивающий контур в математическом значении. Если здесь и далее по тексту будет упоминаться радиальное, осевое направления или периметр, то эти направления постоянно соотносятся с указанной осью вращения.
Было установлено, что на осевых концевых участках полюсных башмаков происходит концентрация поля, которая, в свою очередь, приводит к неоднородному нагреву детали вблизи концевых участков полюсных башмаков. Увеличение радиального расстояния между торцевой поверхностью полюсного башмака и периферийной поверхностью детали в зоне этих осевых торцевых участков обеспечивает более равномерный нагрев. Поскольку полюсные башмаки подходят очень близко к наружной периферийной поверхности детали и предпочтительно примыкают к ней, то на участке детали в значительной степени предупреждаются магнитные поля рассеяния, что эффективно, в частности, при разъединении деталей горячей посадки, например, приспособления для крепления инструмента.
На втором участке расстояние между торцевой поверхностью и образующей периферийной поверхности детали может быть резко увеличено. Однако для обеспечения равномерности нагрева оптимально, чтобы торцевая поверхность на втором участке располагалась наклонно относительно образующей периферийной поверхности, причем радиальное расстояние от образующей возрастает с увеличением осевого расстояния от первого участка.
Образующая может создавать конусную периферийную поверхность детали, как это обычно, например, в традиционных приспособлениях для крепления инструмента с конусными, сужающимися к выходной стороне инструмента втулочными деталями. Поскольку магнитное сопротивление детали из-за ее конусности изменяется по оси, то эта деталь вследствие своей формы может нагреваться с разной интенсивностью в осевом направлении. Этому можно противодействовать в том случае, когда второй участок торцевых поверхностей будет примыкать на имеющей меньший диаметр стороне первого участка, применительно к приспособлению для крепления инструмента - это означает на стороне выходной части инструмента.
Концентрации потока в детали вблизи осевых концов торцевых поверхностей можно также противодействовать за счет того, что радиально обращенная к оси торцевая поверхность каждого полюсного башмака будет содержать на одном из своих осевых концов или на обоих осевых концах расположенную в сторону от оси, в частности, закругленную краевую поверхность. Радиальное расстояние до наружной периферийной поверхности детали, возрастающее, например, из-за закругления краевой поверхности, уменьшает плотность магнитного потока на этом участке и предупреждает местный перегрев детали, например, втулочной детали приспособления для крепления инструмента.
С учетом описанного выше аспекта изобретения можно обеспечить более равномерный нагрев детали в осевом направлении. Однако было установлено, что традиционные блоки индукционных катушек часто вызывают также неравномерность нагрева детали по периметру. Для обеспечения более равномерного нагрева по периметру предусмотрено согласно второму аспекту изобретения выполнение полюсных башмаков в виде плоских дисков, плоские стороны которых расположены, по существу, параллельно оси, а их радиально обращенные к оси торцевые поверхности могут располагаться на большей части их осевой высоты с обеспечением линейного или плоского опорного контакта или почти такого контакта с наружной периферийной поверхностью детали.
В этом варианте выполнения, обладающем независимо от первого аспекта изобретения изобретательским уровнем, опорный контакт полюсных башмаков ограничивается узким участком от общей длины по периметру для обеспечения положения, при котором достаточно большая доля магнитного потока проходит в детали по периметру, эффективно обеспечивая равномерный нагрев. Эта цель достигается, в частности, в том случае, когда обращенная к оси торцевая поверхность каждого полюсного башмака суживается в направлении к оси, по меньшей мере, на участке своего опорного контакта. Если смотреть в направлении плоскости с нормальной осью, то благодаря возрастающему радиальному расстоянию между торцевой и периферийной поверхностями детали магнитный поток переходит в деталь, по существу, на узком участке поверхности опорного контакта. Кроме того, сужение торцевых поверхностей увеличивает расстояние между смежными по периметру полюсными башмаками, вследствие чего уменьшаются магнитные потоки рассеяния между полюсными башмаками, особенно в том случае, когда полюсные башмаки втулочных деталей с малым диаметром радиально сближены между собой. Торцевые поверхности на участке опорного контакта могут быть выполнены выпукло закругленными, например, в виде части кругового цилиндра, они могут также сужаться конусообразно на участке опорного контакта.
Для уменьшения магнитного потока рассеяния и связанных с этим магнитных потерь в предпочтительном варианте выполнения предусмотрено, чтобы полюсные башмаки были выполнены радиально подвижными относительно кольцевого ярма, охватывающего установочную полость концентрически относительно оси и выполненного из магнитномягкого, проводящего магнитный поток материала, и чтобы катушки располагались радиально внутри кольцевого ярма.
Хотя нескольким полюсным башмакам и может придаваться одна общая катушка, однако более предпочтительно предусмотреть для каждого полюсного башмака отдельную катушку, охватывающую полюсный башмак. Такой вариант выполнения упрощает магнитное симметрирование индуктируемого внутри детали магнитного потока.
Трудоемкость и стоимость изготовления могут быть снижены, если кольцевое ярмо будет состоять из сегментов. Это преимущество достигается, в частности, в том случае, когда каждый сегмент объединяется с одной из катушек и одним из полюсных башмаков в единый узел. Само собой разумеется, что также может быть объединен и один из сегментов с одним из полюсных башмаков с образованием в целом радиально подвижного Т-образного узла.
При этом полюсные башмаки могут быть пропущены в отверстия кольцевого ярма или сегментов с сохранением своей подвижности предпочтительно таким образом, чтобы кольцевое ярмо перекрывало со всех сторон обращенные к нему осевые торцевые поверхности катушек. Благодаря этому становится возможным особенно эффективно уменьшить магнитный поток рассеяния. При этом каждая катушка может также заходить в радиально выполненную в кольцевом ярме выемку, по меньшей мере, частью своей осевой высоты.
По соображениям безопасности кольцевое ярмо и катушки крепятся в кольцевом корпусе, выполненном из электроизолирующего материала. В качестве такого корпуса может применяться сборная втулочная деталь, в которую вставляются кольцевое ярмо и катушки. Однако предпочтительно, чтобы корпус содержал кольцо, приформованное к кольцевому ярму и катушкам, охватывающее, по меньшей мере, катушки, выполненное из заливочной пластмассы и обеспечивающее позиционирование и изоляцию катушек и, при необходимости, кольцевого ярма. Такая конструкция обладает механической стойкостью и низкой стоимостью изготовления, даже если для крепления блока индукционных катушек на прочной направляющей аппарата горячей запрессовки и пр. потребуется расположить дополнительные держатели или элементы корпуса. Эти элементы корпуса могут служить, при необходимости, также «временной литейной формой» для отливки кольца из заливочной массы.
Установочная полость блока индукционных катушек для установки детали, например, втулочной детали приспособления для крепления инструмента, может иметь относительно большой диаметр, так как полюсные башмаки выполнены радиально подвижными для приведения в соответствие с действительным диаметром детали во время работы. Целесообразно, чтобы кольцевое ярмо содержало поэтому на одной из своих торцевых сторон или на обеих торцевых сторонах, например, на осевой торцевой стороне, смежной с выходной стороной инструмента втулочной детали, кольцевой диск со сквозным отверстием для инструмента, выполненный из магнитномягкого, проводящего магнитный поток материала и расположенный на осевом расстоянии от полюсных башмаков. Кольцевой диск служит магнитным экраном для пространства вокруг блока индукционных катушек.
Блок индукционных катушек содержит предпочтительно четыре или более радиально подвижных полюсных башмака. Поэтому в целях упрощения обслуживания все полюсные башмаки должны быть способны совершать совместное принудительное движение. С другой стороны, корпус, содержащий подвижные полюсные башмаки и катушки, должен быть радиально разъемными для того, чтобы можно было известным образом запрессовывать горячим способом также и инструменты в приспособлении для их крепления в том случае, когда диаметр головки инструментов превышает диаметр установочной выемки, вследствие чего инструмент не может вставляться в установочную полость по оси.
В предпочтительном варианте выполнения, который может применяться в соответствии с третьим аспектом изобретения в блоках индукционных катушек, отличных от описанных выше, и который, следовательно, обладает самостоятельным изобретательским уровнем, предусмотрено, чтобы полюсные башмаки располагались радиально подвижными относительно корпуса, кольцеобразно охватывающего установочную полость, и были бы связаны с установочным кольцом, расположенным соосно и с возможностью вращения на охватывающей установочную выемку кольцевой направляющей корпуса таким образом, чтобы при вращательном движении установочного кольца полюсные башмаки могли совместно совершать радиальное смещение. При этом корпус вместе с расположенным на нем с возможностью соосного вращения установочным кольцом разделен для радиального открытия установочной полости на два относительно оси радиально подвижные между собой узла, в частности, две половины, причем узлы соединены соединительным устройством с возможностью разъема во время работы. Пока обе половины корпуса остаются соединенными в виде замкнутого кольца, половины установочного кольца также могут вращаться в соответствии с замкнутым кольцом, так как каждая из обеих половин установочного кольца установлена на одной из половин корпуса с возможностью вращения.
Для радиального открытия установочной полости один из двух узлов может быть полностью отсоединен от другого узла или же может сместиться по линейной направляющей. Конструктивно простым и тем не менее надежным является вариант выполнения, при котором оба узла соединены между собой шарнирно с возможностью складывания. Устройство для соединения обоих узлов целесообразно выполнить таким образом, чтобы оно попеременно либо соединяло оба сегмента корпуса между собой, либо жестко фиксировало сегмент установочного кольца на сегменте корпуса, на котором он расположен с возможностью вращения.
В зависимости от детали, например, типоразмера приспособления для крепления инструмента, конусообразная деталь может характеризоваться разными углами конусности. В соответствии с этим угол наклона торцевой поверхности полюсных башмаков должен соответствовать разным углам конусности. Согласно первому варианту предусмотрено, что для приведения в соответствие полюсные башмаки крепятся на блоке индукционных катушек съемно, благодаря чему возможно применение полюсных башмаков, соответствующих углу конусности. В вариантах выполнения с использованием установочного кольца описанного выше типа, перемещающего совместно все полюсные башмаки, может быть предусмотрено, чтобы установочное кольцо содержало спиральные направляющие, взаимодействующие с соединительными элементами и преобразующими вращательное движение установочного кольца в совместное радиальное смещение полюсных башмаков, при этом спиральные направляющие простираются по периметру установочного кольца, в частности, по его наружному периметру, а полюсные башмаки установлены в корпусе с возможностью радиального извлечения. Само собой разумеется, что спиральные направляющие могут быть установлены и по внутреннему периметру установочного кольца, причем в таком случае полюсные башмаки будут извлекаться внутрь.
В качестве альтернативы может быть также предусмотрено, чтобы торцевые поверхности полюсных башмаков, приводимые в опорный контакт с наружной периферийной поверхностью детали, имели изменяющийся во время работы контур, в результате чего для приведения в соответствие с разными контурами детали не потребуется заменять полюсные башмаки. В соответствии с четвертым аспектом изобретения этот замысел является применимым в блоках индукционных катушек, отличных от описанных выше, и поэтому обладает самостоятельным изобретательским уровнем.
Согласно первому варианту выполнения торцевая поверхность может быть предусмотрена на наконечнике, закрепленном на полюсном башмаке с возможностью поворота вокруг касательной к оси поворота и соответствующем благодаря шарниру наклону наружной периферийной поверхности детали. В качестве альтернативы торцевая поверхность может быть также выполнена на наконечнике, закрепленном на полюсном башмаке с возможностью съема во время работы. При этом производится замена не всего полюсного башмака, а только смежного с осью наконечника.
В другом возможном варианте полюсный башмак может содержать несколько радиально подвижных относительно оси и по отношению друг к другу наконечников, торцевые поверхности которых, радиально обращенные к оси, совместно образуют торцевую поверхность полюсного башмака.
В описанных выше вариантах выполнения блоков индукционных катушек полюсные башмаки выполнены радиально подвижными. В альтернативном варианте с самостоятельным уровнем изобретения согласно пятому аспекту изобретения предусматривается, чтобы полюсные башмаки были выполнены как радиально подвижными, так и радиально неподвижными и образовывали, по существу, плоские стенные пластины кольцевого ярма в виде усеченной пирамиды, охватывающего установочную полость, при этом стенные пластины своими внутренними стенными поверхностями, образующими торцевую поверхность полюсных башмаков, могут быть приведены, по меньшей мере, приблизительно в линейный опорный контакт или почти в такой контакт с наружной конусообразной периферийной поверхностью детали. Иначе говоря, в этом варианте выполнения кольцевое ярмо образует одновременно полюсные башмаки. И в этом случае блок индукционных катушек может быть приведен в соответствие с деталями разного диаметра или/и разного угла конусности в том случае, когда стенные пластины для приведения в соответствие с диаметром детали установлены с возможностью тангенциального и/или радиального смещения к оси или/и для приведения в соответствие с углом конусности детали они выполнены наклонными относительно оси.
Само собой разумеется, что описанные выше и предназначенные для обеспечения равномерности нагрева варианты контуров торцевых поверхностей полюсных башмаков применимы и во всех приведенных выше вариантах полюсных башмаков.
Во время работы индукционные катушки блока возбуждаются переменным током, в частности, переменным током с частотой в несколько килогерц и более. Для предупреждения перегрева детали производится управление или регулировка длительности протекания и/или силы вырабатываемого генератором переменного тока. Также известно применение бесконтактного температурного датчика, например, инфракрасного, для измерения температуры поверхности детали и управления работой генератора в зависимости от измеренной температуры. Однако такие методы измерения температуры показали себя в прошлом подверженными ошибкам. Поэтому согласно шестому аспекту задачей изобретения является обеспечение надежного предупреждения перегрева детали. Данная задача решается в блоке индукционных катушек описанного выше типа или в любом другом таком блоке за счет того, что на торцевой поверхности, по меньшей мере, одного из полюсных башмаков, находящейся в опорном контакте или приблизительно в опорном контакте с наружной периферийной поверхностью детали, расположен температурный датчик с непосредственным опорным контактом с периферийной поверхностью.
Катушки подключены к генератору переменного тока. Генератор может срабатывать на сигнал температурного датчика и соответственно прекращать подачу переменного тока в том случае, когда температурный датчик регистрирует достижение или превышение заданной температуры.
В качестве альтернативы или дополнения может быть предусмотрено сигнальное или тревожное устройство, которое срабатывает на сигнал температурного датчика и подает оптический и/или акустический тревожный сигнал в том случае, когда температурный датчик регистрирует температуру, равную или превышающую заданную величину. Также может быть предусмотрено срабатывающее на сигнал температурного датчика индикаторное устройство, на экране которого, например, появляется значение температуры, зарегистрированной температурным датчиком.
Учитывая, что температурный датчик измеряет фактическую температуру детали при непосредственном опорном контакте, то температура определяется точно и бесперебойно и используется для управления работой генератора.
Для обеспечения воспроизводимого нагрева деталей принято фиксировать корпус блока индукционных катушек с помощью проставки, располагаемой на заданном осевом расстоянии от детали во время работы. В соответствии с седьмым аспектом изобретения, имеющим самостоятельное значение, блок индукционных катушек служит для нагрева втулочной детали приспособления для крепления инструмента, используемой для крепления хвостовика вращательного инструмента в установочном отверстии посредством прессовой посадки по центру относительно оси вращения. При этом полюсные башмаки установлены на охватывающем кольцеобразно установочную полость корпусе с возможностью перемещения, причем на этом корпусе установлена распорка, положение которой регулируется смещением в осевом или/и радиальном направлении. Регулируемая распорка позволяет применять блок индукционных катушек с возможностью воспроизведения в приспособлениях для крепления инструмента разного типоразмера. Регулируемая распорка упрощает режим работы особенно в том случае, когда для совершения совместного движения полюсные башмаки и распорки принудительно соединены между собой, например, с помощью рычажной или зубчатой или наклонной передачи.
Обычно генератор переменного тока необходимо настраивать на тип или типоразмер приспособления для крепления инструмента. В соответствии с восьмым аспектом изобретения, имеющим самостоятельное значение, обеспечивается отдельная настройка генератора на подлежащую нагреву деталь. Для этого на корпусе могут располагаться полюсные башмаки или/и подвижный в осевом или/и радиальном направлении упорный элемент, например, уже упомянутая распорка, для опоры во время работы на нагреваемую деталь. По меньшей мере, одному из полюсных башмаков или/и упорному элементу или/и конструктивному элементу, принудительно связанному, по меньшей мере, с одним из этих компонентов, придан датчик пути, регистрирующий положение полюсного башмака или упорного элемента, или конструктивного элемента по отношению к корпусу. Генератор, питающий катушки переменным током, может срабатывать на сигнал датчика пути таким образом, что мощность или/и сила переменного тока или/и продолжительность его подачи будет управляться в зависимости от зарегистрированного положения. Такой аппарат горячей запрессовки автоматически настраивается на типоразмер нагреваемого приспособления для крепления инструмента.
Катушки могут быть соединены между собой последовательно. Однако более целесообразно соединять все катушки между собой параллельно, так как в этом случае можно поддерживать на низком уровне общее, нагружающее генератор сопротивление катушек, а также при необходимости регулировать его. Для обеспечения однородного магнитного потока по периметру детали важно, чтобы катушки обладали одинаковыми свойствами и располагались симметрично вокруг оси вращения. Это может быть достигнуто в числе прочего за счет того, что все катушки имеют обмотку в одинаковом радиальном направлении и одинаковое число витков.
Для сокращения продолжительности усадочной запрессовки нагретую деталь обычно охлаждают сразу после индукционного нагрева. Для этого деталь может быть переведена в специальную охлаждающую камеру. Согласно оптимальному варианту выполнения деталь охлаждают непосредственно в блоке индукционных катушек. Для этого в зоне установочной полости расположено, по меньшей мере, одно направленное на деталь сопло с хладагентом, например, холодной водой или холодным воздухом.
Ниже подробнее поясняются примеры выполнения изобретения с помощью чертежей, на которых изображено:
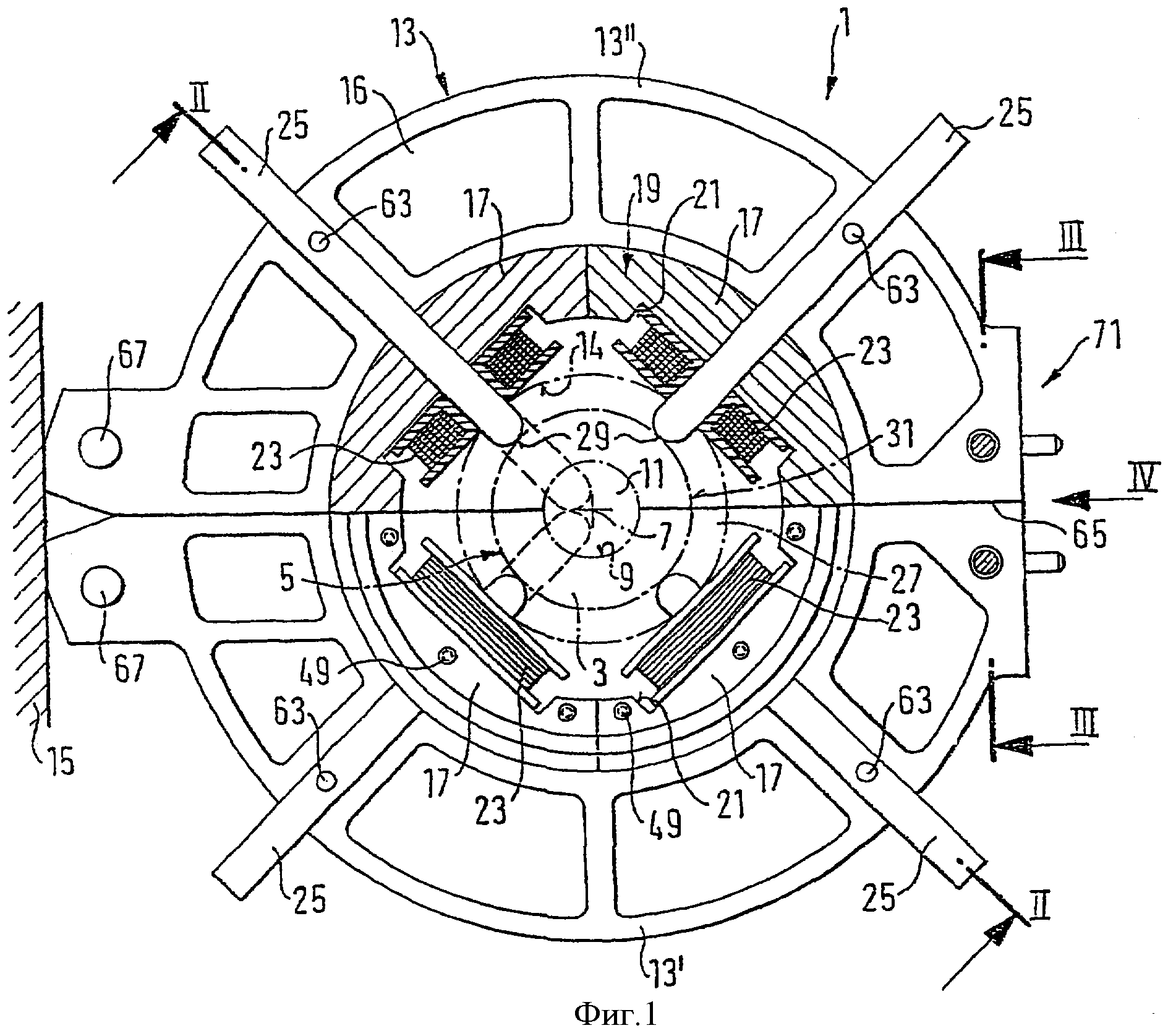
фиг.1 - вид по оси на блок индукционных катушек согласно изобретению, по I-I на фиг.2, наполовину в разрезе, наполовину вид сверху;
фиг.2 - вид в продольном разрезе по оси на блок индукционных катушек, по II-II на фиг.1;
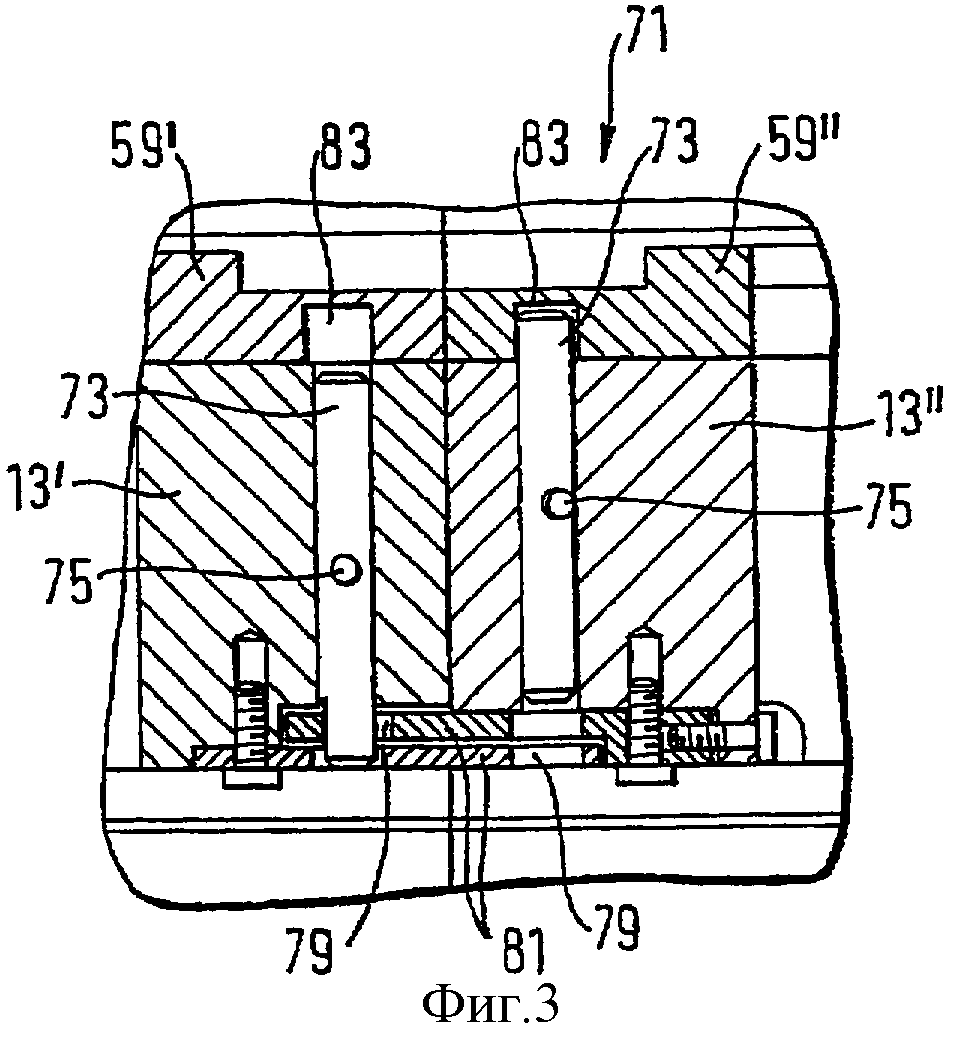
фиг.3 - частичный радиальный вид на блок индукционных катушек, по III-III на фиг.1;
фиг.4 - частичный радиальный вид на блок индукционных катушек в направлении стрелки IV на фиг.1;
фиг.5 - детальный разрез по V-V на фиг.4;
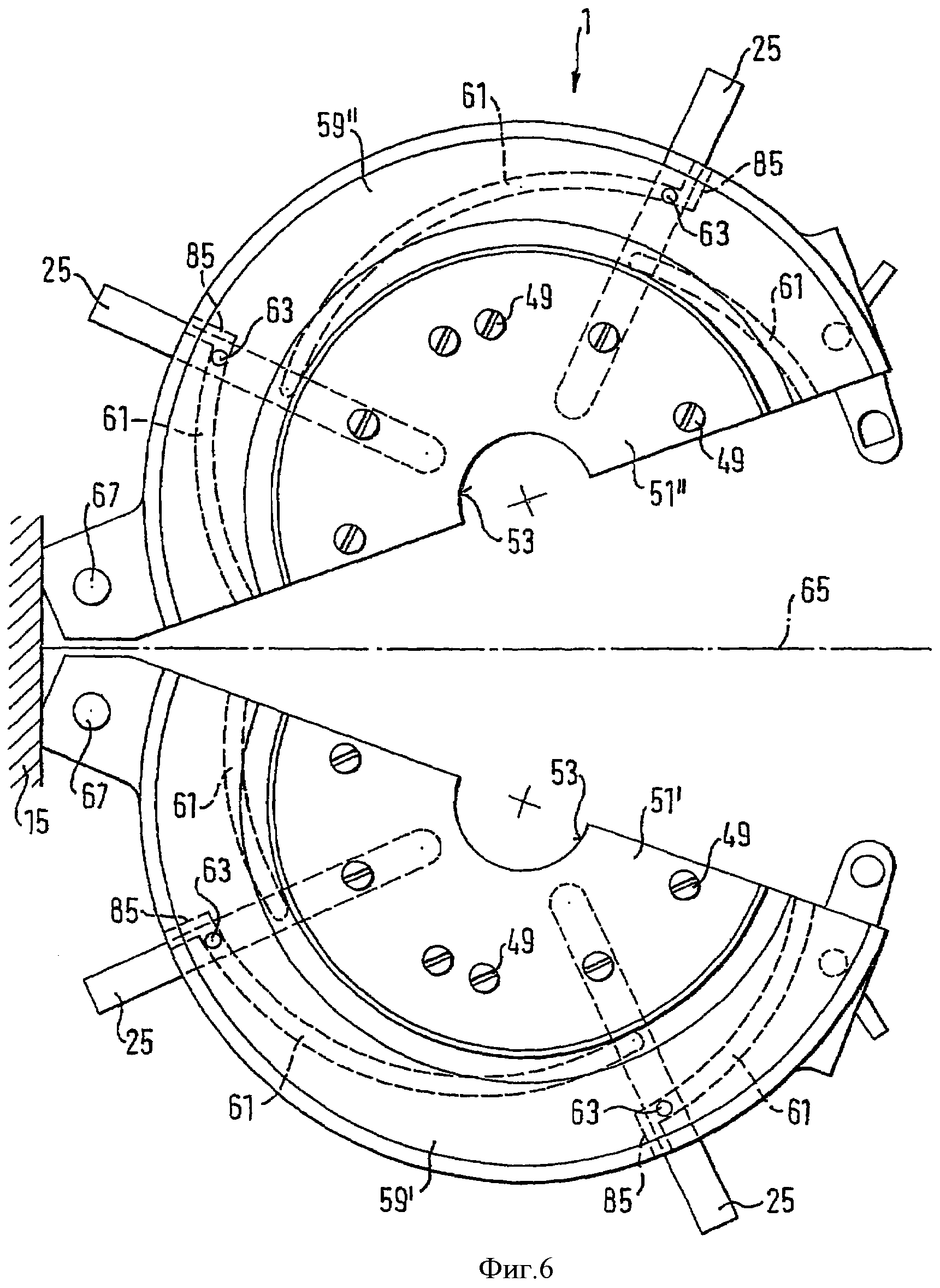
фиг.6 - вид по оси на блок индукционных катушек в радиально раскрытом положении;
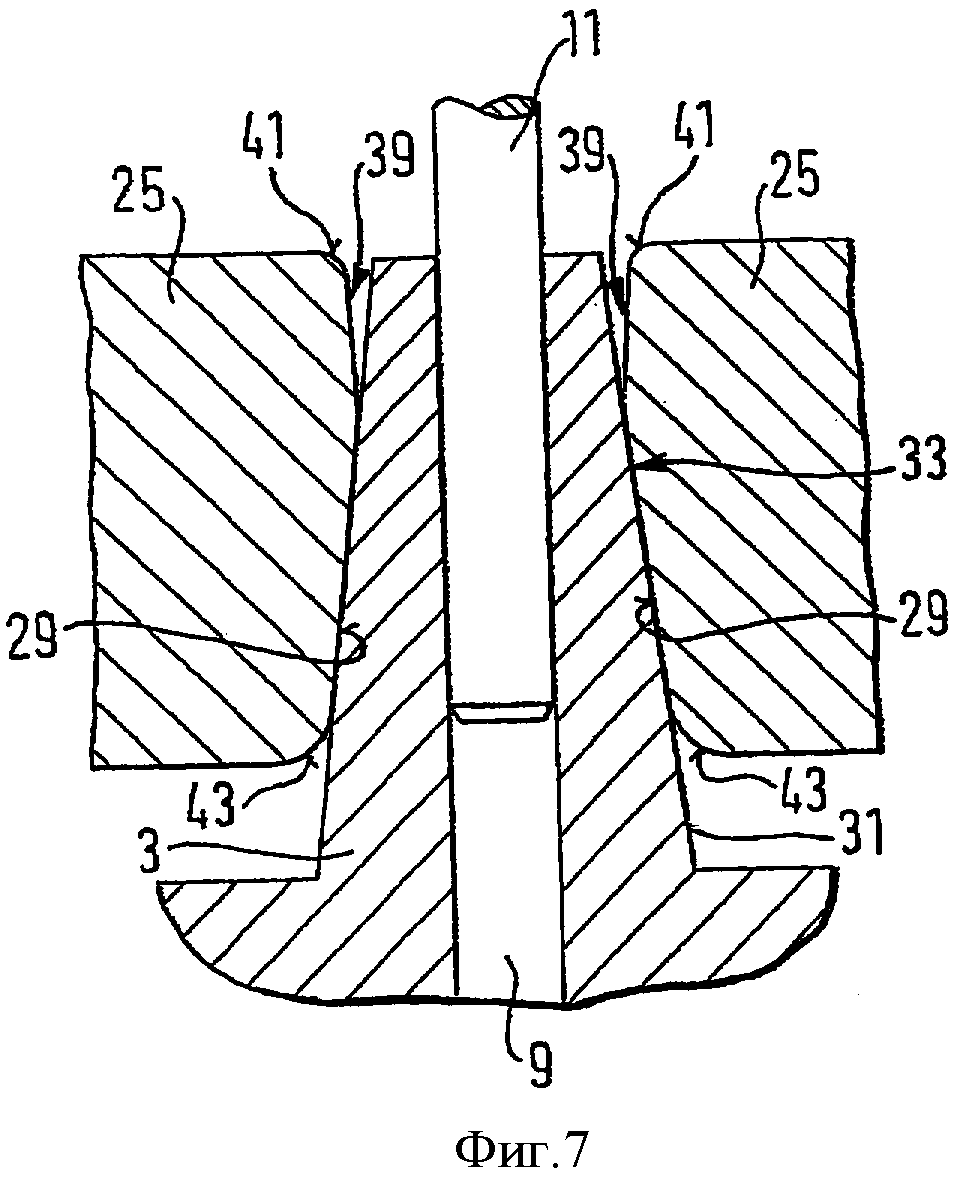
фиг.7, 8 - осевые продольные разрезы по полюсным башмакам блока индукционных катушек для пояснения принципа действия;
фиг.9 - осевой разрез по полюсным башмакам для пояснения принципа действия;
фиг.10 - вид сбоку на первый вариант полюсного башмака в блоке индукционных катушек на фиг.1;
фиг.11 - полюсный башмак в поперечном сечении по XI-XI на фиг.10;
фиг.12 - вид сбоку на второй вариант полюсного башмака в блоке индукционных катушек на фиг.1;
фиг.13 - вид в разрезе на полюсный башмак по XIII-XIII на фиг.2;
фиг.14 - вид сбоку на третий вариант полюсного башмака в блоке индукционных катушек на фиг.1;
фиг.15 - вид в разрезе на полюсный башмак по XV-XV на фиг.14;
фиг.16 - вид сбоку на четвертый вариант полюсного башмака в блоке индукционных катушек на фиг.1;
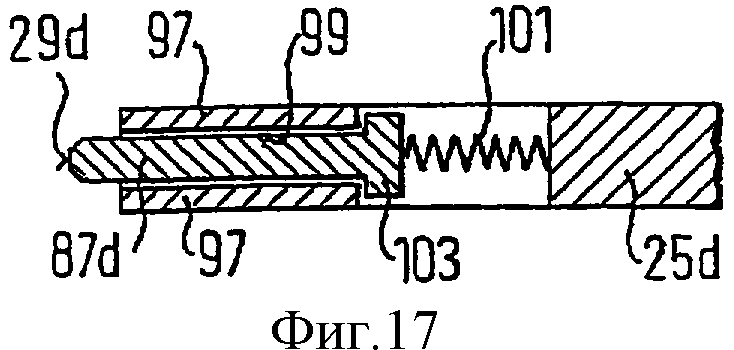
фиг.17 - вид в разрезе на полюсный башмак по XVII-XVII на фиг.16;
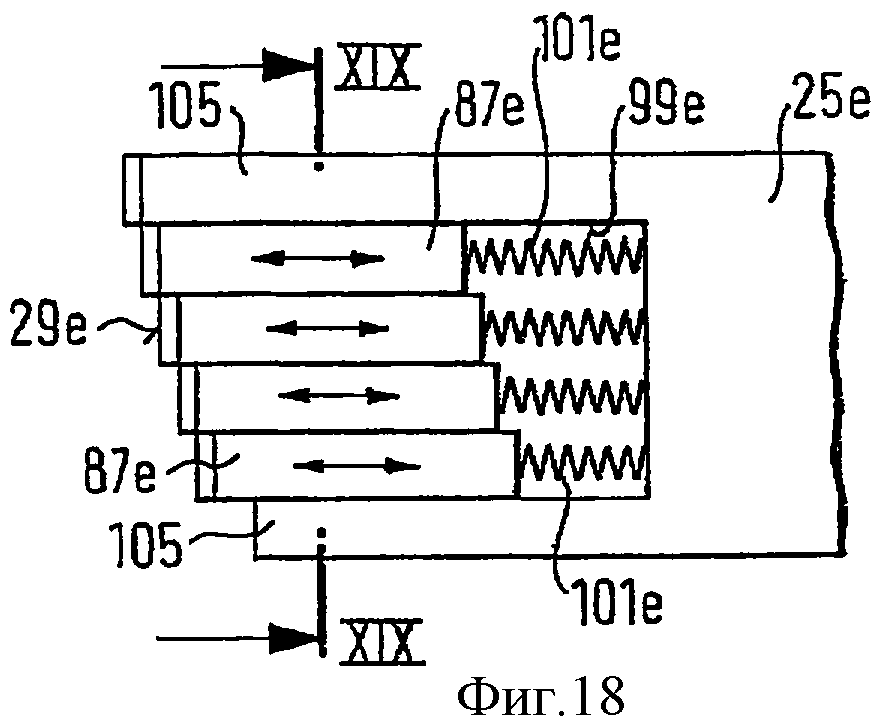
фиг.18 - вид сбоку на пятый вариант полюсного башмака в блоке индукционных катушек на фиг.1;
фиг.19 - вид в разрезе на полюсный башмак по XIX-XIX на фиг.18;
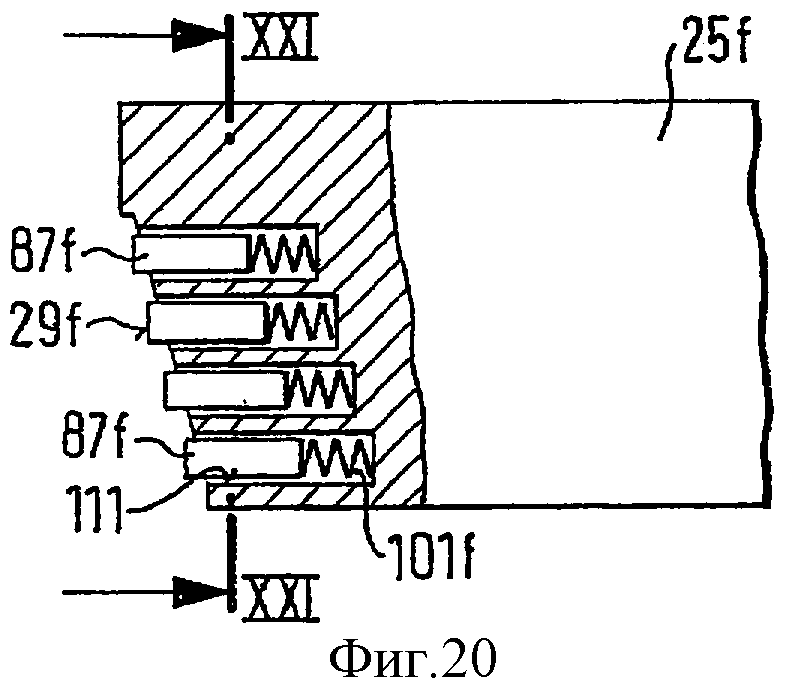
фиг.20 - вид сбоку в частичном разрезе на шестой вариант полюсного башмака в блоке индукционных катушек на фиг.1;
фиг.21 - вид в разрезе на полюсный башмак по XXI-XXI на фиг.20;
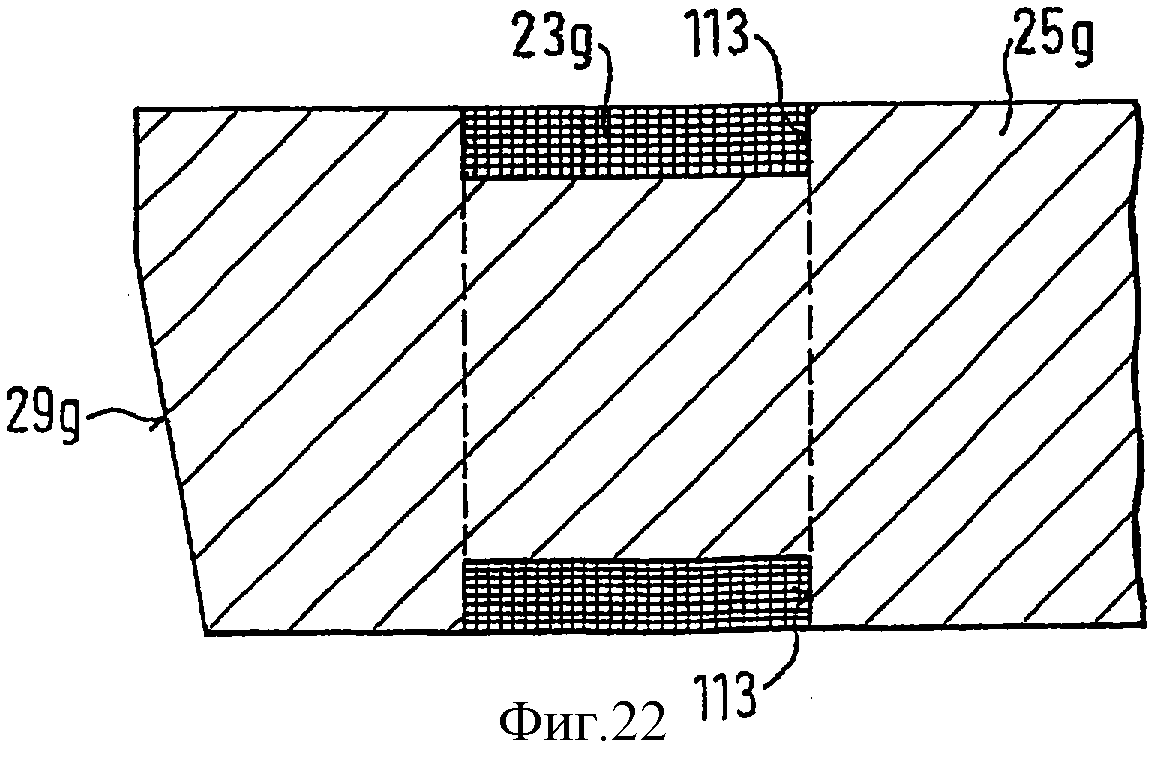
фиг.22 - вид в разрезе на узел, состоящий из полюсного башмака и катушки и используемый в блоке индукционных катушек на фиг.1;
фиг.23 - схематическое изображение в перспективе варианта блока индукционных катушек;
фиг.24 - осевой разрез блока индукционных катушек по XXIV-XXIV на фиг.23;
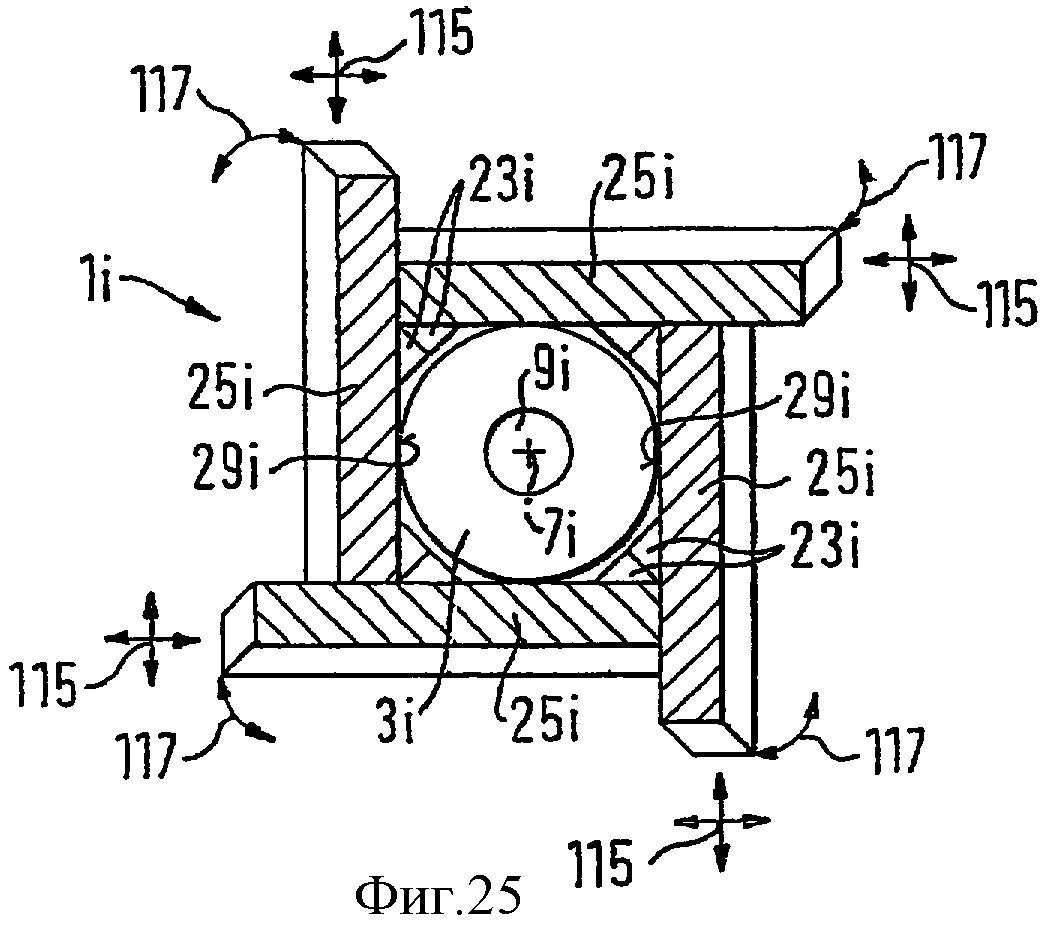
фиг.25 - осевой разрез варианта блока индукционных катушек на фиг.23;
фиг.26 - блок-схема для пояснения устройства питания током блоков индукционных катушек на фиг.1-15 с применением температурного контроля.
На фиг.1 и 2 изображен узел 1 индукционных катушек, с помощью которого может производиться индуктивный нагрев показанной штрихпунктирной линией втулочной детали 3 из электропроводящего материала, в данном случае из стали, предназначенной для приспособления 5 для крепления инструмента. Приспособление 5 для крепления инструмента, являющееся, по существу, вращательно-симметричным по отношению к своей рабочей оси 7 вращения, содержит центральное относительно рабочей оси 7 вращения установочное отверстие 9 для прессовой посадки в нем хвостовика 11 не показанного вращающегося в рабочем состоянии вокруг оси 7 вращения вращательного инструмента, например сверла или фрезы. Хвостовик 11 инструмента имеет больший размер, чем внутренний диаметр цилиндрического установочного отверстия 9, и запрессован в горячем состоянии во втулочную деталь 3. При нагреве втулочная деталь 3 расширяется, в результате чего хвостовик 11 инструмента может вводиться в установочное отверстие 9 или извлекаться из него. После охлаждения вставленный в установочное отверстие 9 хвостовик 11 инструмента удерживается во втулочной детали 3 посредством прессовой посадки. Приспособление 5 для крепления инструмента может служить составной частью шпинделя изделия станка или может быть снабжено на обращенной по оси от втулочной детали 3 стороне обычной муфтой шпинделя, например муфтой в виде крутого конуса или пустотелой муфтой.
Блок 1 индукционных катушек содержит выполненный из электроизоляционного материала, по существу, кольцевой корпус 13, установленный с возможностью осевого смещения во время работы, что детально не показано, на направляющей 15 аппарата усадочной запрессовки. В изображенном примере корпус 13 выполнен в виде жесткой литой фасонной детали, снабженной для снижения веса камерами 16 и содержащей встроенные элементы блока 1 индукционных катушек. Несущий элемент корпуса может быть также выполнен в виде кольца из заливочной массы, в который, как отмечено позицией 14, надежно залиты элементы, в частности, таким образом, что они, по существу, полностью охвачены кольцом из заливочной массы. При этом корпус 13 может быть использован в случае необходимости в качестве «временной формы».
Корпус 13 охватывает состоящее из сегментов 17 кольцевое ярмо 19 из магнитномягкого, проводящего магнитный поток материала, например феррита, несущее на внутренней стороне каждого кольцевого ярма 17 в выемке 21 катушку 23 с намотанным на нее высокочастотным многопроволочным гибким проводом. В отношении своего диаметра катушки 23 выполнены плоскими и расположены по оси, радиальной относительно оси 11 вращения.
Каждая катушка 23 содержит полюсный башмак 25 из магнитномягкого, проводящего магнитный поток материала, например феррита, установленный на корпусе 13, кольцевом ярме 19 и при необходимости на катушках 23 с возможностью радиального перемещения в направлении к оси 7 вращения. При этом каждый полюсный башмак 25 пропущен через катушку 23 и входит в ограниченную катушками 23 установочную полость 27 для установки втулочной детали 3 приспособления 5 для крепления инструмента. Как показано на фиг.1, слева, штрихпунктирной линией, полюсные башмаки 25 могут радиально перемещаться до оси вращения 7, в результате чего нагреваются втулочные детали 3 с сильно отличающимися диаметрами, как это изображено на фиг.7 и 8.
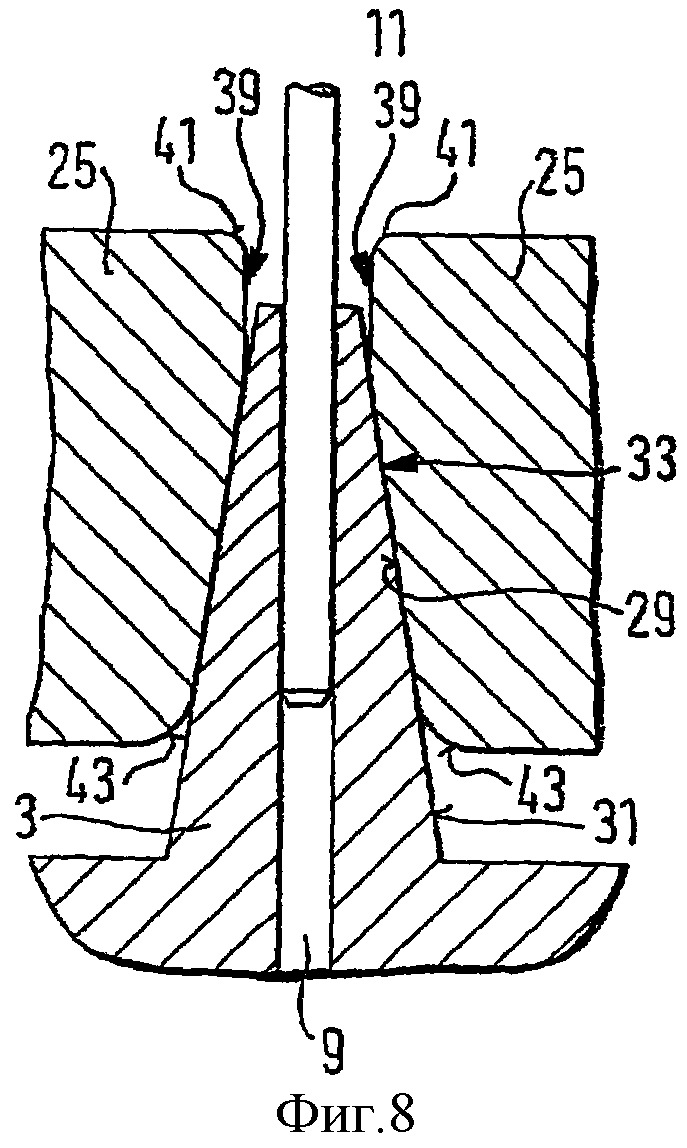
Полюсные башмаки 25 выполнены в виде плоских пластин, плоские стороны которых расположены параллельно оси 7 вращения. Полюсные башмаки 25 содержат обращенные к оси 7 вращения торцевые поверхности 29, которыми они прилегают к наружной периферийной поверхности 31 втулочной детали 3 в виде линейного или узкого по периметру плоского контакта. Периферийная поверхность 31 выполнена конической, как это обычно принято для традиционных приспособлений для крепления инструмента, и поэтому торцевые поверхности 29 полюсных башмаков 25 имеют наклон на первом участке 33 в соответствии с углом конусности периферийной поверхности 31 в том же направлении к оси 7 вращения.
Полюсные башмаки 25 расположены вращательно-симметрично относительно оси 7 вращения на одинаковом угловом расстоянии и образуют вместе с кольцевым ярмом 19 магнитные проводящие цепи для концентрации образуемого во время работы катушками 23 магнитного потока на втулочной детали 3. Катушки 23 возбуждают таким образом, чтобы, как изображено на фиг.9, показанный штрихпунктирными линиями 35 магнитный поток протекал в смежных, расположенных по периметру полюсных башмаках 25 в противоположном направлении. В соответствии с этим количество полюсных башмаков 25 составляет четное число. Целесообразно применять четыре или более полюсных башмаков. Поскольку полюсные башмаки 25 прилегают к периферийной поверхности 31 втулочной детали 3 линейно или только на относительно узком участке периметра, то магнитный поток течет между смежными полюсными башмаками 25 большей частью по втулочной детали 3. Торцевые поверхности 29 сужаются, как это показано на фиг.9 осевым разрезом, в направлении оси 7 вращения, вследствие чего, с одной стороны, уменьшается поверхность прилегания каждого полюсного башмака 25 к втулочной детали 3 и, с другой стороны, увеличивается расстояние 37 по периметру между смежными полюсными башмаками 25 для уменьшения возможных магнитных потоков рассеяния. Для этого на торцевых поверхностях 29 может быть выполнена клинообразная фаска, как показано на фиг.9, или же, как показано на фиг.1, они могут быть выполнены с бочкообразным закруглением, в частности, иметь полукруглую форму.
Поскольку периферийная поверхность 31 втулочной детали 3 является конической, то периметр периферийной поверхности 31 уменьшается в направлении сужения, т.е. в направлении выходной стороны хвостовика 11 инструмента. Однако с уменьшением периметра снижается также и сопротивление току, индуцированному магнитным переменным полем во втулочной детали 3 и нагревающему ее. Для обеспечения по возможности равномерного нагрева в осевом направлении на выходной стороне инструмента к первому участку 33 торцевой поверхности 29 примыкает второй участок 39, на котором торцевая поверхность 29 располагается на радиальном расстоянии от образующей периферийной поверхности 31, которое превышает радиальное расстояние торцевой поверхности 29 от образующей на первом участке 33. В изображенном примере выполнения торцевая поверхность 29 располагается на участке 39 параллельно оси 7 вращения; она может также располагаться на участке 39 наискось к оси 7 вращения, в частности, она может быть направлена от оси 7 вращения к выходной стороне инструмента. На фиг.7 показаны условия применения втулочной детали 3 большого диаметра, в которой полюсные башмаки 25 вторым участком 39 полностью накладываются на периферийную поверхность 31 в осевом направлении. На фиг.8 показаны условия применения втулочной детали 3 меньшего диаметра, которая предназначена для зажатия небольших хвостовиков 11 инструмента и выполнена, как правило, соответственно короткой в осевом направлении. Для нагрева также втулочных деталей 3 меньшего диаметра без замены полюсных башмаков 25 последние могут выступать по оси участком 39 своих торцевых поверхностей 29 в направлении к выходной стороне инструмента без риска того, что одновременно будет происходить нагрев и хвостовика 11 инструмента, что осложнило бы освобождение инструмента. Участок 39 торцевых поверхностей 29 обеспечивает увеличение радиального расстояния между полюсными башмаками 25 и хвостовиком 11 инструмента и, следовательно, благодаря увеличенному воздушному промежутку - ослабление возможно воздействующих на хвостовик 11 инструмента магнитных полей рассеяния.
Было установлено, что на участке разнесенных между собой концов торцевых поверхностей 29 образуется повышенная концентрация магнитного потока и что соответственно на этих участках втулочная деталь 3 нагревается нежелательно сильнее, чем остальная ее часть. Для того, чтобы это исключить, края 41 и 43 торцевых поверхностей 29, расположенные по оси на расстоянии друг от друга, выполнены закругленными. Возросший в результате закругления воздушный зазор втулочной детали 3 обеспечивает более равномерный нагрев также и в зоне осевых краевых участков полюсных башмаков 25. Закругление края 41 на выходной стороне инструмента, при необходимости, может не проводиться, так как здесь благодаря наличию участка 39 торцевой поверхности 29 происходит противодействие чрезмерному нагреву.
Как отчетливо показано на фиг.2, сегменты 17 ярма закреплены на корпусе 13, на участке 45 они привинчены и на обращенной от выходной стороны инструмента стороне содержат выступающий радиально внутрь кольцевой буртик 47 для магнитного экранирования установочной полости 27. На противоположенной относительно оси стороне с помощью болтов 49 закреплена экранирующая пластина 51, имеющая, по существу, форму кольцевого диска, экранирующая установочную полость 27 на выходной стороне инструмента.
Во время работы хвостовик 11 инструмента заходит в центральное отверстие 53 экранирующей пластины 51. Регулируемая осевым элементом (стрелка 55) деталь 57 на корпусе 13 обеспечивает благодаря прилеганию к торцу втулочной детали 3 воспроизводимое задаваемое позиционирование блока 1 индукционных катушек относительно втулочной детали 3.
Для удобства пользования на корпусе 13 установлен соосно оси 7 вращения кольцевой установочный диск 59 с возможностью вращения. Установочный диск 59 содержит, как показано на фиг.2 и 6, спиральные, пересекающие полюсные башмаки канавки 61, в которые заходят штифты 63, выступающие по оси над полюсными башмаками 25. Спиральные канавки 61 образуют наклонные приводы для полюсных башмаков 25, благодаря которым при вращении установочного диска 59 все полюсные башмаки 25 совместно смещаются в направлении оси 7 вращения или от нее. При этом штифты 63 располагаются в спиральных канавках 61 с радиальным люфтом, в результате чего во время работы под действием магнитного поля полюсные башмаки 25 могут притягиваться к втулочной детали 3, создавая опорный контакт и компенсируя возможные допуски.
Все расположенные вокруг оси 7 вращения элементы блока 1 индукционных катушек разделены на две половины, лежащие вдоль включающей в себя ось 7 вращения диаметральной плоскости 65, связанные шарниром 67 с осью поворота, параллельной оси 7 вращения, и способные поворачиваться между показанным на фиг.1 кольцеобразно замкнутым положением и показанным на фиг.6 открытым положением. Следовательно, корпус 13 разделен на две половины 13' и 13''. Сегменты 17 кольцевого ярма 19 расположены таким образом, что они примыкают друг к другу в плоскости разъема 65. Установочное кольцо 59 состоит из двух половин 59', 59'', из которых каждая половина расположена соосно оси 7 вращения с возможностью вращения на затылованном кольцевом буртике 69 сегментов 17 кольцевого ярма 19 и закреплена по оси между корпусом 13 и экранирующим кольцом 51. Экранирующее кольцо 51 состоит из двух половин 51', 51''.
На диаметрально противоположной шарниру 67 стороне корпус 13 снабжен соединительным устройством 71, которое соединяет между собой половины 13', 13'' корпуса в замкнутом положении и блокирует половины 59', 59'' установочного кольца 59 в открытом положении относительно половин 13', 13'' корпуса. Как отчетливо показано на фиг.3-5, соединительное устройство 71 содержит расположенные в половинах 13', 13'' корпуса параллельно оси 7 вращения стопорные пальцы 73, исполнительные штифты 75 которых выступают через угловые пазы 77 наружу из половин 13', 13'' корпуса. В соответствии с этим стопорные пальцы 73 могут перемещаться вручную между своими осевыми конечными положениями и стопориться в угловых пазах 77 поворотом исполнительных штифтов 75. В своем дальнем от установочного кольца 59 конечном положении стопорные пальцы 73 заходят в отверстия 79 стопорных пластин 81, привинченных к другой половине корпуса, и сцепляют половины 13', 13'' корпуса между собой в закрытом положении (фиг.1).
В противоположном относительно оси положении смещения стопорные пальцы 79 освобождают стопорные пластины 81, при этом они заходят в отверстия 83 половин 59', 59'' установочного кольца и фиксируют их на половинах 13', 13'' корпуса. Для пояснения на фиг.3 показаны стопорные пальцы 73 половины 13' корпуса в положении сцепления корпуса 13, при этом стопорный палец 73 половины 13'' корпуса прочно фиксирует половину 59'' установочного кольца на половине 13'' корпуса.
В приспособлениях для крепления инструмента втулочные детали могут иметь разные углы конусности. Поэтому для обеспечения требуемого линейного контакта полюсных башмаков 25 необходимо в случае необходимости привести в соответствие также и угол наклона торцевой поверхности 29 на участке 33 с углом конусности периферийной поверхности 31. В примере выполнения, представленном на фиг.1-6, комплект полюсных башмаков 25 может радиально извлекаться из корпуса 13 и заменяться другим комплектом полюсных башмаков с измененной величиной наклона торцевой поверхности 29. Для замены полюсных башмаков 25 без разборки блока 1 индукционных катушек спиральные канавки 61 снабжены на одном из своих концов, в данном случае, на своих радиальных наружных концах, отверстием 85, открытым в направлении периметра установочного кольца 59 и обеспечивающим высвобождение штифтов 63 при извлечении полюсных башмаков 25 (фиг.6). Отверстие 85 располагается радиально или встречно примыкающему к нему спиральному пазу 61 для предупреждения освобождения полюсных башмаков 25 при вращении установочного кольца 59. Само собой разумеется, что отверстие 85 может быть выполнено альтернативно или дополнительно в направлении внутрь объема установочного кольца 59 таким образом, чтобы полюсные башмаки 25 могли извлекаться радиально внутрь.
Регулируемая распорка 57 служит для ориентации радиально регулируемых полюсных башмаков 25 по оси в сторону участка втулочной детали, зажимающей хвостовик 11 инструмента. Обычно радиальная ширина свободного торца втулочной детали 3 уменьшается с уменьшением диаметра хвостовика 11 инструмента. Кроме того, как правило, осевая длина зажимаемой части втулочной детали 3 уменьшается с уменьшением диаметра хвостовика 11 инструмента. С учетом этого целесообразно устанавливать распорку 57 наискось к оси 7 вращения.
С помощью установочного кольца 59 полюсные башмаки 25 могут совместно радиально перемещаться. Для упрощения регулировки распорки 57 целесообразно принудительно соединять последнюю, по меньшей мере, с одним полюсным башмаком 25 или установочным кольцом 59 с помощью регулирующего привода, например рычажного или наклонного приводов, в результате чего при радиальном регулирующем движении полюсных башмаков 25 происходит также необходимая регулировка проставок 57.
Обычно приспособление 5 для крепления инструмента после запрессовки или извлечения инструмента в горячем состоянии переводится в особую камеру охлаждения до комнатной температуры. Перевод в охлаждающую камеру может и не потребоваться в том случае, когда, как показано на фиг.2, на участке установочной полости 27 расположено, по меньшей мере, одно, направленное на втулочную деталь 3 сопло 86, однако предпочтительно установить по периметру несколько таких сопел, подающих на втулочную деталь 3 струю 88 хладагента, например холодной воды или холодного воздуха.
Ниже приводится пояснение вариантов блока индукционных катушек или его отдельных элементов. Поскольку здесь и далее упоминаются уже описанные элементы, то они обозначены одинаковыми позициями, которые для различия дополнены буквой. При этом делается ссылка на предшествующее описание, в т.ч. описание возможных вариантов. Следует отметить, что признаки отдельных примеров выполнения могут комбинироваться между собой.
В описанном выше варианте выполнения блока индукционных катушек проводится замена всех полюсных башмаков для приведения в соответствие с разными контурами втулочных деталей приспособления для крепления инструмента. На фиг.10 и 11 показан полюсный башмак 25а, снабженный на своем обращенном к оси вращения конце наконечником 87, установленным с возможностью замены и образующим торцевую поверхность 29а с участками 33а и 39а. В этом случае из нескольких элементов таких наконечников 87, имеющих соответственно разные углы наклона торцевой поверхности 29а, можно выбрать комплект наконечников, угол наклона которых соответствует углу конусности втулочной детали приспособления для крепления инструмента. В изображенном примере выполнения наконечники 87 соединены с полюсным башмаком 25а с помощью установленной вдоль оси вращения передвижной направляющей 89 в виде затылованных направляющих планок с канавками.
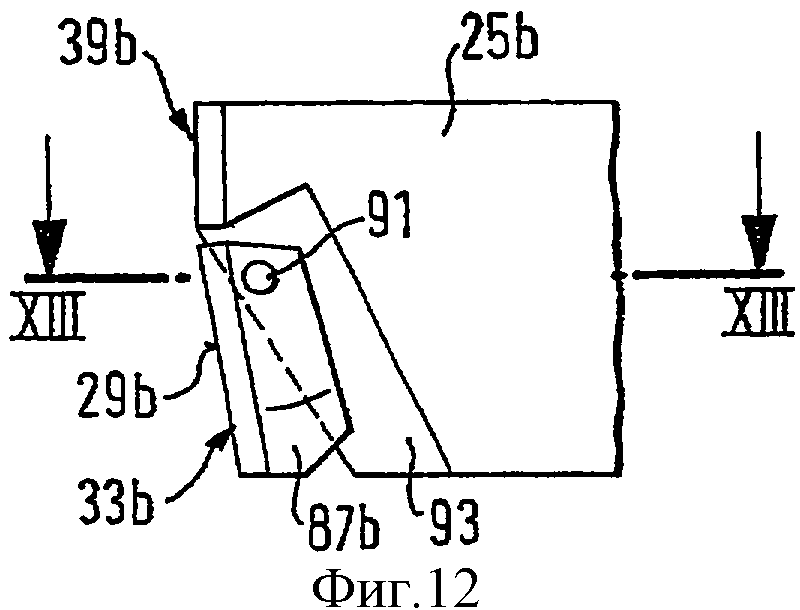
На фиг.12 и 13 изображен полюсный башмак 25b, в котором наконечник 87b, образующий на первом участке 33b торцевую поверхность 29b, установлен на полюсном башмаке 25b с возможностью поворота с помощью оси 91, расположенной касательно оси вращения. При этом наконечник 87 установлен в образованной полюсным башмаком 25b выемке 93, которая направляет наконечник 87. Подобно полюсному башмаку 25а также и полюсный башмак 25b имеет, по существу, форму пластины.
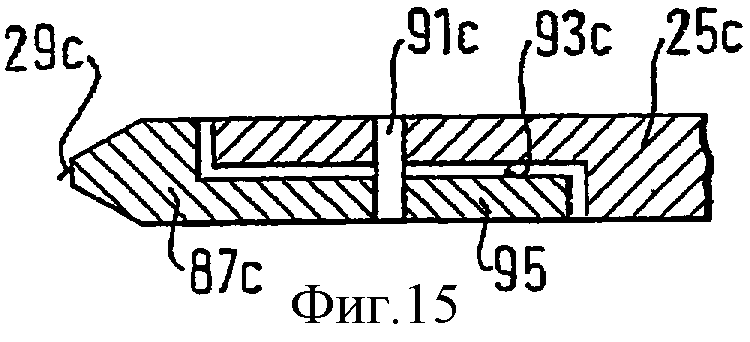
В отличие от полюсного башмака 25b, в котором второй участок 39b торцевой поверхности 29b прочно соединен с полюсным башмаком 25b, на фиг.14 и 15 показан полюсный башмак 25с, в котором образующий торцевую поверхность 29с наконечник 87с выполнен по всей осевой высоте полюсного башмака 25с и также связан с возможностью поворота с полюсным башмаком 25с по оси, проходящей по касательной к оси вращения. Наконечник 87с содержит хвостовую часть 95, заведенную в выемку 93с полюсного башмака 25с.
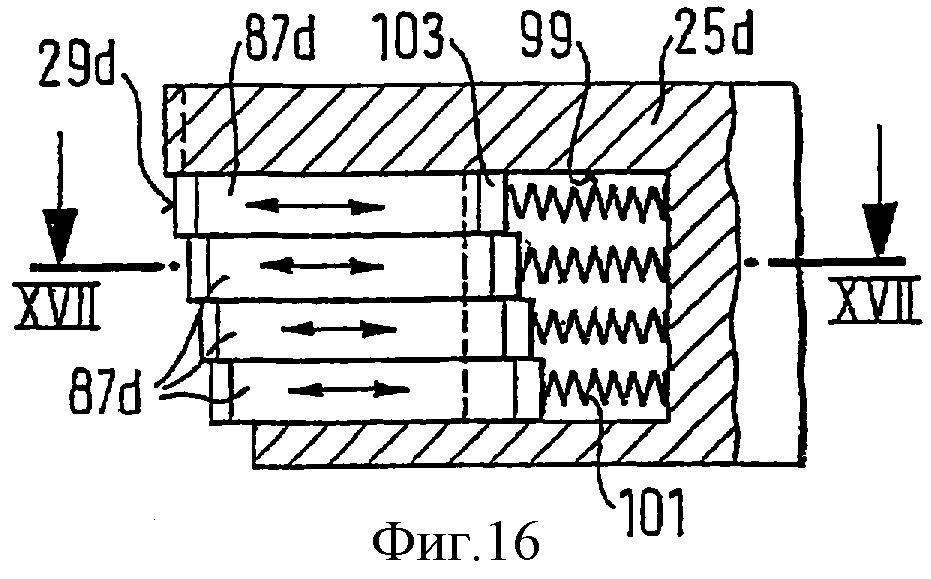
На фиг.16 и 17 показан полюсный башмак 25d с камерой 99, ограниченной боковыми стенками 97 и открытой в сторону торцевой поверхности 29d, в которой с возможностью радиального смещения в сторону оси вращения расположен пакет наконечников 87d. Наконечники 87d образуют отдельные участки торцевой поверхности 29d и нагружены пружинами 101 в направлении оси вращения, вследствие чего они способны самостоятельно прилегать к конической периферийной поверхности 31 втулочной детали 3 приспособления 5 для крепления инструмента. В сторону от участков 29d торцевой поверхности наконечники 87d содержат в радиальном направлении головки 103, предупреждающие выталкивание наконечников 87d из камеры 99. Пружины 101 состоят из немагнитного, предпочтительно не проводящего электричество материала, например из теплостойкого эластичного полимерного материала, или могут вообще не применяться, так как наконечники 87d притягиваются к втулочной детали под действием магнитного поля. Участки 29d торцевой поверхности расположены параллельно оси вращения и служат для аппроксимации конической периферийной поверхности втулочной детали.
На фиг.18, 19 показан полюсный башмак 25е, отличающийся от полюсного башмака 25d на фиг.16, 17, по существу, только типом наконечников 87е, образующих участки 29е торцевой поверхности и расположенных в виде пакета. Пакет радиально подвижных относительно оси вращения наконечников 87е расположен в камере 99е, ограниченной по оси вилочными выступами 105, причем наконечники 87е установлены с возможностью радиального перемещения по отношению друг к другу и к вилочным выступам 105 благодаря направляющим ребрам одной части, входящим радиально в направляющие канавки 107 другой части. Входящие в направляющие канавки 107 направляющие ребра 109 направляют части по касательной к оси вращения. Наконечники 87е поджаты также пружинами 101е, которые и в этом случае могут не применяться.
На фиг.20, 21 показан дополнительный вариант полюсного башмака 25f с множеством расположенных рядом друг с другом в направлении оси вращения цилиндрических наконечников 87f, установленных в радиально высверленных отверстиях 111 с возможностью перемещения и способных при необходимости нагружаться пружинами 101f в направлении оси вращения. Выступающие из отверстий 111 концы наконечников 87f образуют торцевую поверхность 29f.
В варианте блока 1 индукционных катушек, показанном на фиг.1-6, катушки 23 закреплены на кольцевом ярме 19. На фиг.22 показан вариант полюсного башмака 25g, торцевая поверхность 29 которого сформирована аналогично варианту выполнения на фиг.1-6. Однако приданные полюсным башмакам 25g катушки 23g не расположены на имеющемся здесь кольцевом ярме с пропущенными через него полюсными башмаками 25g, а образуют вместе с полюсным башмаком 25g радиально подвижный узел. В изображенном примере выполнения охватывающая полюсный башмак 25g обмотка катушки 23g находится в углублениях 113. Обмотка катушки 23g может иметь со всех сторон контур, одинаковый с полюсным башмаком 25g, или же она может выступать полностью или частично над его кольцевым контуром.
В описанных выше вариантах блока индукционных катушек полюсные башмаки, находящиеся в линейном опорном контакте с втулочной деталью приспособления для крепления инструмента, выполнены в виде радиально подвижных относительно кольцевого ярма полюсных башмаков. На фиг.23, 24 показан вариант блока 1h индукционных катушек, полюсные катушки 25h которого образуют, по существу, плоские стеновые пластины кольцевого ярма 19h в виде усеченной пирамиды, охватывающего установочную полость 27h для втулочной детали 3h. Стенные пластины 25h с помощью своих внутренних стенных поверхностей 29h образуют торцевую поверхность полюсных башмаков, примыкая внутренними стенными поверхностями 29h, по меньшей мере, приблизительно в виде линейного опорного контакта к наружной конусной периферийной поверхности втулочной детали. Предназначенные для стенных пластин 25h катушки 23 расположены на угловых участках на внутренней стороне кольцевого ярма 19 в виде усеченной пирамиды, где они могут заходить при необходимости в кольцевые углубления стенных пластин 25h. Само собой разумеется, что при необходимости и пирамидальное кольцевое ярмо 19h может быть выполнено разъемным по диагональной поверхности, по которой проходит ось 7 вращения, как это пояснялось с помощью фиг.6.
На фиг.25 показан вариант блока 1i индукционных катушек на фиг.23, 24, отличающийся от изображенного на этих чертежах блока, по существу, только тем, что образующие полюсные башмаки стенные пластины 25i для приведения в соответствие с диаметром втулочной детали 3i выполнены подвижными по касательной или/и радиально к оси вращения, как показано стрелками 115. Для приведения в соответствие наклона стенных пластин 25i с углом конусности втулочной детали 3i стенные пластины 25i могут быть выполнены наклонными относительно оси 7i вращения, как показано стрелками 117.
В описанных выше вариантах выполнения блока индукционных катушек полюсные башмаки располагаются во время работы на наружной периферийной поверхности втулочной детали приспособления для крепления инструмента в опорном контакте с ней или же в непосредственной близости от периферийной поверхности. Такое положение, как показано на фиг.2, может быть использовано для размещения температурного датчика 119 на предназначенном для опорного контакта торцевой поверхности 29 полюсного башмака 25, например, в углублении 131 полюсного башмака 25, открытого со стороны торцевой поверхности 29. Температурный датчик 119 может быть поджат в этом случае при необходимости во время работы пружиной при непосредственном опорном контакте с периферийной поверхностью 31 втулочной детали, что гарантирует очень точное измерение температуры на поверхности втулочной детали 3.
На фиг.26 схематически показана электрическая блок-схема блока индукционных катушек, в котором все индукционные катушки 23, соединенные параллельно между собой, подключены к генератору 123 переменного тока. Генератор 123 переменного тока срабатывает на сигнал температурного датчика 119 и прекращает подачу тока на катушки 23, как только периферийная поверхность 31 втулочной детали 3 достигнет температуры, достаточной для заданной величины расширения. Само собой разумеется, что при необходимости могут быть установлены несколько таких температурных датчиков по оси или/и по периметру. Для обеспечения симметрии в радиальном направлении все катушки имеют одинаково направленную обмотку, причем благодаря полярности их выводов достигается чередование направленности магнитного потока по периметру, как это пояснялось с помощью фиг.9.
В качестве альтернативы или дополнительно к описанной выше функции отключения генератора 123 переменного тока в зависимости от температуры может быть применено срабатывающее на сигнал температурного датчика 119 предупредительное устройство 125, которое при достижении или превышении заданной температуры подает оптический или/и акустический предупредительный сигнал для ручного окончания нагревательного процесса. В качестве альтернативы или же в виде дополнения может быть также предусмотрено наличие индикаторного устройства 127, подключенного к температурному датчику 119 и показывающего на экране, например, в виде цифры зарегистрированное текущее значение температуры.
Обычно мощность или/и начальная сила тока или/и продолжительность возбуждения катушки задаются заранее на генераторе 123 переменного тока с учетом нагреваемого приспособления для крепления инструмента, так как для нагрева приспособления для крепления инструмента малого диаметра требуется меньшая энергия, чем для приспособления для крепления инструмента большого диаметра. Для автоматического управления генератором 123 переменного тока он выполнен срабатывающим на сигнал датчика 129 пути, регистрирующего радиальное положение, по меньшей мере, одного из полюсных башмаков 25. Радиальное положение полюсного башмака 25 служит мерой энергии, необходимой для нагрева приспособления для крепления инструмента. Само собой разумеется, что датчик пути 129 регистрирует также и положение установочного кольца 59 при вращении, как это показано на фиг.2 позицией 129'. В частности, в последнем варианте датчик пути 129' может регистрировать положение на внешней периферии установочного кольца 59 при относительно большом пути установочного движения.
Само собой разумеется, что показанное на фиг.26 коммутационное устройство может применяться и в других, описанных выше вариантах выполнения блока индукционных катушек.
Реферат
Для запрессовки и извлечения в горячем состоянии инструментов из втулочной детали (3) приспособления для крепления инструмента предложен блок (1) индукционных катушек, в котором по периметру расположены несколько полюсных башмаков (25) из магнитномягкого материала с возможностью радиального перемещения в кольцевом ярме из магнитномягкого материала. Полюсные башмаки содержат торцевые поверхности (29), расположенные наискось к оси (7) вращения втулочной детали (3) и размещаемые с обеспечением линейного опорного контакта с конической периферийной поверхностью (31) втулочной детали (3), удерживающей инструмент (11) прессовой посадкой. Для исключения местных перегревов втулочной детали (3) параллельный оси участок (39) торцевой поверхности (29) примыкает на выходной стороне инструмента втулочной детали (3) к участку (33) торцевой поверхности (29), выполненному наклонным относительно оси (7) вращения. 48 з.п. ф-лы, 26 ил.
Формула
центральную относительно оси (7) установочную полость (27) для детали (3),
в частности четное число расположенных на одинаковом угловом расстоянии вокруг оси (7) полюсных башмаков (25) из материала с магнитномягкими проводящими магнитный поток свойствами,
несколько питаемых переменным током катушек (23) для формирования магнитных потоков в полюсных башмаках (25) таким образом, чтобы магнитный поток смежных по периметру полюсных башмаков (25) имел противоположную направленность,
отличающийся тем, что полюсные башмаки (25) содержат радиально обращенные к оси (7) торцевые поверхности (29), которые большей частью своей осевой высоты могут располагаться на первом участке (33) по образующей наружной периферийной поверхности (31) детали (3) при линейном или плоском опорном контакте или приблизительно при таком контакте с наружной периферийной поверхностью (31) детали (3), и что, по меньшей мере, по оси на стороне первого участка (33), по меньшей мере, одной из торцевых поверхностей (29), в частности каждой из торцевых поверхностей (29), к первому участку (33) примыкает второй участок (39), на котором торцевая поверхность (29) располагается с большим радиальным расстоянием от образующей наружной периферийной поверхности (31), чем на первом участке (33).
Комментарии