Средство и станина для обеспечения предварительного нагрева канала подачи литейного металла - RU2113938C1
Код документа: RU2113938C1
Чертежи

Описание
Изобретение относится к технике предварительного нагрева канала подачи литейного металла. Это изобретение в первую очередь касается средства предварительного нагрева канала подачи, предназначенного для литья металла, содержащего по всей своей длине полую жаропрочную деталь с выходным отверстием, имеющую замкнутое поперечное сечение и окруженную изолирующим покрытием, которое в свою очередь охвачено электрическим индуктором, залитым жаропрочным бетоном, охваченным специальным каркасом или оболочкой.
Заявка на патент Франции N 9301497, поданная от имени заявителя данного изобретения, описывает канал подачи предназначенного для литья металла упомянутого выше типа. Такие подогреваемые каналы подачи предназначенного для литья расплавленного металла особенно выгодны для подачи металла с высокой литейной температурой, в частности, они выгодны для восходящего литья или литья снизу под небольшим давлением.
В тех случаях, когда операции литья не имеют непрерывного характера, жидкий металл может отсутствовать в канале подачи в течение более или менее продолжительного времени. При этом желательно на протяжении этого промежутка времени поддерживать этот канал в подогретом состоянии.
На существующем уровне техники в данной области упомянутый предварительный нагрев обеспечивается при помощи специальной муфты из графита, содержащей прямую часть и изогнутую часть, которая характеризуется некоторыми эксплуатационными недостатками связанными со сложностью изготовления канала: речь идет о трудностях, связанных с формованием, резкой и центрированием. Эти недостатки увеличивают стоимость изготовления такого канала подачи литейного металла.
Для устранения этих недостатков был использован некоторый орган, нагревающий канал подачи жидкого металла. Этот орган, имеющий замкнутое поперечное сечение, поднимается вверх и имеет на своей верхней поверхности выходное литейное отверстие для заливки по меньшей мере одной литейной формы. Он содержит по всей своей длине по меньшей мере одно нагревающее средство, образованное электрическим индуктором в форме катушки, через охлаждаемые витки которой пропускается переменный электрический ток.
Нагревание и поддержание в нагретом состоянии металла, содержащего в жаропрочном канале, обеспечивается электрическим индуктором, через который проходит переменный электрический ток средней или высокой частоты. Этот способ нагрева позволяет непосредственно передать жидкому металлу подводимую электрическую энергию в виде тепловой энергии. Поскольку в данном случае не используется промежуточный элемент типа графита, перенос энергии осуществляется непосредственно и коэффициент полезного действия имеет более высокое значение. Частота переменного электрического тока, пропускаемого через индуктор, составляет обычно 1000-15000 Гц.
Такой орган сам уже не обеспечивает свой внутренний предварительный нагрев как перед началом технологического процесса литья, так и в промежутках между двумя последовательно выполняемыми литейными операциями.
В упомянутой выше заявке на патент N 9301497 рассматривался вариант реализации предварительного нагрева при помощи некоторого вторичного средства, например, использующего горячие газы. Однако это средство предварительного нагрева не может быть использовано для каналов подачи предназначенного для литья жидкого металла большой протяженности и относительно малого диаметра, например, для канала протяженностью в один метр, внутренний диаметр которого составляет менее десяти сантиметров. Кроме того, нагрев при помощи горячего газа обычно является недостаточным по температуре.
В основу изобретения поставлена задача устранения отмеченных недостатков существующего уровня техники в данной области техники. Для решения поставленной задачи средство предварительного нагрева, в соответствии с данным изобретением, содержит электрический индуктор канала подачи предназначенного для литья жидкого металла и элемент, выполненный из жаропрочного и электропроводного материала и предназначенный для равномерного излучения тепловой энергии на внутреннюю поверхность упомянутого канала подачи жидкого металла в литейные формы.
В соответствии с другими
характеристиками предлагаемого изобретения
упомянутый элемент выполнен из жаропрочного и электропроводного материала, который представляет собой некоторый аустенитный металл, что позволяет
обеспечить достаточно высокий энергетический коэффициент полезного действия от самого начала и до конца процесса предварительного нагрева;
упомянутый элемент из жаропрочного материала
изготовлен из никелевого сплава, содержащего хром;
упомянутый элемент из жаропрочного материала изготовлен из графита;
поперечное сечение упомянутого элемента из жаропрочного
материала соответствующим образом центрировано и имеет меньшую величину по отношению к полости жаропрочной детали, образующей канал подачи литейного металла;
упомянутый элемент из
жаропрочного материала представляет собой прямую трубу или изогнутую трубу, с постоянным радиусом кривизны.
Объектом предлагаемого изобретения является также станина, предназначенная для быстрого и легкого демонтируемого позиционирования в литейном канале упомянутого элемента из жаропрочного материала, образующего средство предварительного нагрева, описанное выше. Такая станина разработана в целях минимизации тепловых потерь в упомянутом литейном канале в промежутке между окончанием предварительного нагрева и заполнением этого канала расплавленным металлом, подаваемым в литейные формы.
Для решения поставленной задачи предлагаемая станина содержит неподвижную часть и подвижную часть, на которой закреплен упомянутый элемент из жаропрочного материала. Неподвижная часть станины содержит направляющую систему для подвижной части этой станины, предназначенную для того, чтобы удержать в центрированном положении упомянутый элемент внутри канала в процессе его перемещения в этом канале.
В соответствии с другими отличительными признаками предлагаемого изобретения
неподвижная часть станины содержит спаренные ролики,
взаимодействующие с направляющими рельсами, принадлежащими подвижной части данной станины;
поскольку неподвижная часть данной станины является съемной, она содержит по меньшей мере одно
средство крепления на каркасе и центрирования по отношению к данному каналу;
средство центрирования содержит штырь, взаимодействующий с выемкой, специально выполненной в каркасе.
Ниже приведено описание примера практической реализации предлагаемого изобретения, где даются ссылки на приведенные в приложении фигуры, среди которых:
Фиг. 1 представляет собой
схематический вертикальный разрез станины и средства предварительного нагрева, адаптированного к некоторому каналу подачи, предназначенного для литья жидкого металла;
Фиг. 2 представляет
собой схематический вид сбоку станины и средства предварительного нагрева, выполненные в соответствии с предлагаемыми изобретением;
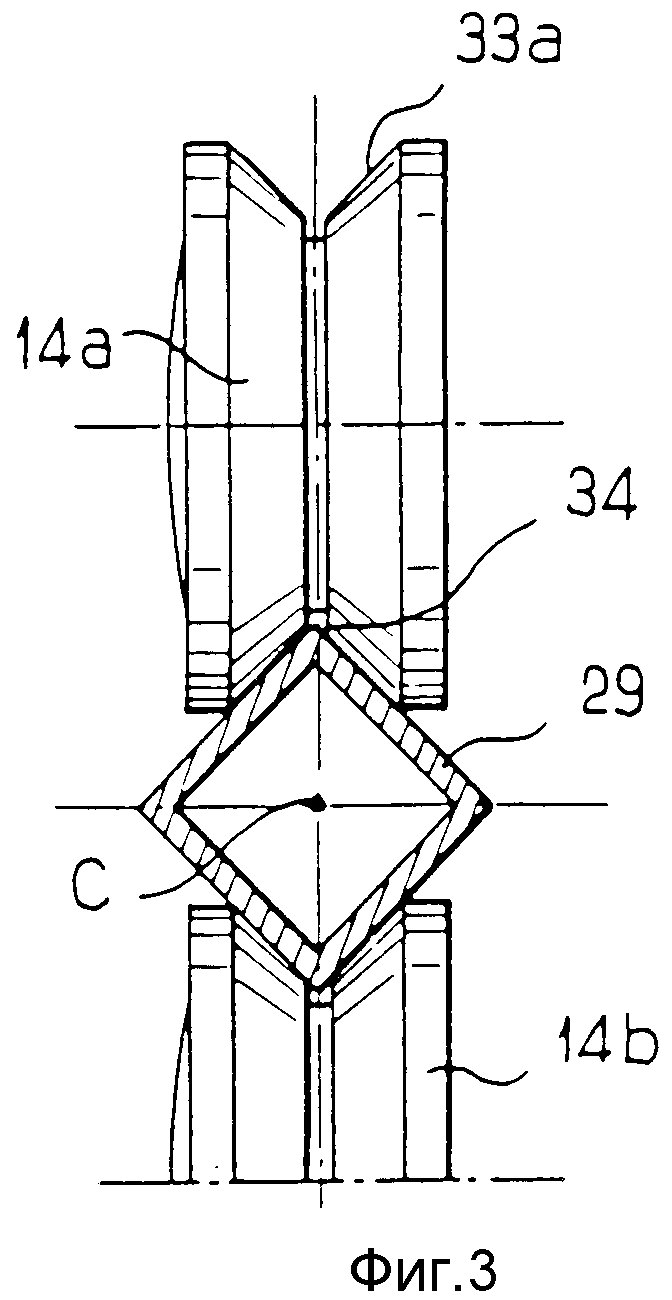
Фиг. 3 представляет собой схематический детальный вид
направляющего рельса, показанного на фиг. 2, между сдвоенными направляющими роликами.
Станина 1 и средство 2 предварительного нагрева, специальным образом адаптированное к данному литейному каналу 3, схематически представленному на фиг. 1, предназначены для литья под небольшим давлением с достаточно высокой температурой плавления (стали, специальные жаропрочные сплавы, чугуны). Средство предварительного нагрева представлено на фиг.1 жирными сплошными линиями в своем рабочем положении (осуществление предварительного нагрева канала подачи к литейным формам жидкого металла), и показано пунктиром в своем выведенном из упомянутого канала положении.
Канал 3 подачи жидкого металла к литейным формам присоединен к плавильной печи 4, которая может содержать жидкий расплавленный металл, подлежащий литью.
Канал 3 содержит
формообразующую деталь 5, изготовленную из жаропрочного глиноземистого керамического материала, и
имеющую ось 6 с
радиусом R кривизны постоянной величины, а также круглое поперечное сечение относительно небольшого диаметра;
электроизоляционное покрытие 7, выполненное из волокнистой ткани
и охватывающее
упомянутую формообразующую деталь 5;
спиральный электрический индуктор 8, образованный несколькими витками 9, залитыми жаропрочным бетоном 10, располагающимися внутри
металлического каркаса
11. При этом упомянутый электрический индуктор подключен к генератору переменного электрического тока и к его клеммам приложено переменное электрическое напряжение U с частотой
F.
Предлагаемое средство 2 предварительного нагрева представляет собой металлическую трубку, изготовленную из никелевого сплава, содержащего примерно 15% хрома. Эта трубка изогнута по дуге окружности радиуса R, представляющего собой радиус кривизны продольной оси упомянутой формообразующей детали 5.
Станина 1 содержит некоторую неподвижную часть в виде сварного металлического параллелепипеда 12. Сварные элементы упомянутой станины соединены между собой вертикально и горизонтально таким образом, чтобы образовать некое подобие беличьей клетки. Направляющая система 13 жестко связана с неподвижной частью 12 данной станины. Эта направляющая система образована группой роликов 14, располагающихся по три штуки (14a, 14b, 14c) в одной вертикальной плоскости. Два ролика 14a и 14c располагаются внутри окружности C, представляющей собой траекторию движения элемента 2 предварительного нагрева. Третий ролик 14b располагается снаружи по отношению к этой окружной траектории C. Направляющие ролики закреплены на панели 15, которая сама в свою очередь закреплена на нижнем горизонтально расположенном элементе 16 неподвижной части 12.
Эта неподвижная часть 12 предлагаемой станины может быть приподнята и смещена при помощи подъемного устройства 17, закрепленного на ее верхней части.
На нижнем горизонтальном элементе 16 закреплено устройство 18 позиционирования на каркасе бетонной оболочки данного канала. Это устройство 18 позиционирования содержит две вертикальные пластины 19 и 20, проходящие в направлении вниз и располагающиеся по обе стороны от упомянутого каркаса. Горизонтально расположенные опорные поверхности 21 и 22 приварены соответственно под пластинами 19 и 20. При этом опорная поверхность 22 жестко связана с коническим направляющим штифтом или штырем.
Упомянутые опорные поверхности 21 и 22 упираются соответственно в горизонтально расположенные выступы 24 и 25 металлического каркаса 11, выполненные на верней части упомянутого канала подачи, предназначенного для литья металла 1. На выступающей пластине 25 выполнены сквозные отверстия в вертикальном направлении, позволяющие обеспечить центрирование станины 1 при помощи входящих в эти отверстия штырей 23. Станина 1 содержит также подвижную часть 26, на которой закреплена муфта 27. позволяющая обеспечить крепление упомянутого средства предварительного нагрева 2. Это средство предварительного нагрева 2 удерживается в упомянутой муфте 27 при помощи крепежного винта 28.
Как показано на фиг.2, упомянутая подвижная часть содержит два направляющих рельса 29 и 30, каждый из которых располагается в вертикальной плоскости и изогнут в виде дуги окружности с радиусом R. Эти направляющие рельсы 29 и 30 располагаются по обе стороны от упомянутого элемента предварительного нагрева 2 на достаточном расстоянии от литейного канала 3. Каждый из нижних концов упомянутых направляющих рельсов 29 и 30 содержит стопорные упоры 31 и 32. Каждый из упомянутых выше рельсов 29 и 30 направляется группой из трех роликов 14a, 14b, 14c. Плоскость расположения каждого из упомянутых рельсов 29 и 30 совпадает с плоскостью, в которой располагаются три упомянутых ролика 14a, 14b и 14c.
Рельс 29, схематически представленный в поперечном разрезе на фиг.3, направляется в своем движении между двумя спаренными роликами 14a и 14b, которые в совокупности образуют канавку 33, имеющую V-образную форму, обеспечивающую возможность выдерживания заданного направления движения упомянутого рельса путем центрирования ребра 34 данного рельса 29.
Упомянутый рельс удерживается в заданном положении при помощи второго ролика 14b, располагающегося с противоположной стороны поперечного сечения упомянутого рельса 29.
Предлагаемое изобретение ни в коем случае не ограничивается описанным выше примером его практической реализации, где даются ссылки на приведенные в приложении фигуры. Так, например, в качестве варианта упомянутый выше элемент 2 предварительного нагрева может быть образован цепочкой шариков или ядер, определенным образом связанных между собой, которая может быть размещена в канале подачи подлежащего литью металла сложной формы или извлечена из этого канала.
В зависимости от используемой в данном случае частоты электрического тока F, обеспечивающего нагревание канала, упомянутый элемент 2 предварительного нагрева может быть выполнен полым или сплошным. Действительно, в случае использования достаточно высокой частоты электрического тока (составляющей, например, 10000 Гц) выгоднее использовать полый элемент 2 предварительного нагрева, тогда как при использовании относительно небольшой частоты электрического тока (например, 1000 Гц) предпочтительным является использование сплошного элемента 2 предварительного нагрева.
Упомянутый элемент 2 предварительного нагрева, выполненный в соответствии с предлагаемым изобретением, позволяет обеспечить равномерное и однородное повышение температуры во всех точках внутренней поверхности канала 3 подачи расплавленного металла, что дает возможность, с одной стороны, исключить растрескивание полой жаропрочной детали 5 в процессе упомянутого предварительного нагрева этого канала, а с другой стороны, предотвратить возможное застывание жидкого металла в процессе его подачи к литейным формам через упомянутый канал 3.
Реферат
Использование: для равномерного и однородного нагрева канала подачи литейного металла. Средство предварительного нагрева канала подачи предназначенного для литья жидкого металла устанавливается быстро и демонтируемым образом при помощи специальной станины. Эта станина состоит из неподвижной части и подвижной части. Упомянутый канал содержит жаропрочную деталь, охваченную изолирующей оболочкой, индуктором и слоем жаропрочного бетона, заключенного в каркас. Средство предварительного нагрева содержит индуктор и специальный элемент, изготовленный из жаропрочного и электропроводного материала. Изобретение уменьшает стоимость изготовления канала подачи литейного металла. 2 с. и 6 з.п. ф-лы, 3 ил.

Комментарии