Электрически обогреваемое сотовое тело с несколькими электрически соединенными с соединительным штырьком слоями листового металла - RU2595463C2
Код документа: RU2595463C2
Чертежи


Описание
Настоящее изобретение относится к области электрически обогреваемых сотовых тел, прежде всего, для систем обработки отработавшего газа (ОГ) двигателей внутреннего сгорания (ДВС), предпочтительно в автомобилях. Электрически обогреваемые сотовые тела требуются, например, чтобы нагревать компоненты в системе нейтрализации ОГ, чтобы тем самым достигнуть определенной минимальной температуры для определенных химических реакций, прежде всего также для каталитически активируемых реакций. Это находит применение в катализаторах ОГ, пылевых фильтрах или системах восстановления оксидов азота.
Типичная конструкция такого электрически обогреваемого сотового тела описана, например, в WO 96/10127. EP 1967712 B1 также показывает конструкцию электрически обогреваемого сотового тела. В обоих документах представлена возможность крепить такое электрически обогреваемое сотовое тело на расположенном рядом сотовом теле.
Для возможности обеспечения достаточно высокого для электрического обогрева омического сопротивления существуют типичные электрически обогреваемые сотовые тела из стопки нескольких слоев листового металла, которые совместно образуют по меньшей мере одну центральную электрически проводящую токовую цепь, и которые структурированы так, что они образуют проходимые для газа в осевом направлении каналы. Типичным образом, для этого грубоструктурированные и тонкоструктурированные или гладкие листы металла попеременно наслаиваются друг на друга, например, всего от пяти до пятнадцати листов. За счет противоположной петли стопки по типу S-формы она приобретает такую форму, что она заполняет круглое или овальное поперечное сечение, причем соседние витки стопки должны быть электрически изолированы друг от друга. Это может быть достигнуто с помощью изолирующих слоев или с помощью электрически изолирующих воздушных зазоров, причем воздушные зазоры при сильных термических расширениях в процессе эксплуатации могут быть стабилизированы за счет того, что витки стопки закрепляются опорными штырями на соседнем сотовом теле и, тем самым, фиксируются в своем положении. Таким образом могут быть стабилизированы также и в осевом направлении относительно короткие электрически обогреваемые сотовые тела, например дискообразные сотовые тела с осевой протяженностью всего в 1-5 см.
Оказалось, что для стабильности и электрических свойств электрически обогреваемого сотового тела является благоприятным конструировать его из попеременных грубоструктурированных и тонкоструктурированных слоев листового металла, прежде всего листового металла с мелкой первой волнистостью, с малой первой высотой волны и малой первой длиной волны и из слоев листового металла со второй грубой структурой, прежде всего, со второй волнистостью с большой второй высотой волны и большой второй длиной волны. Предпочтительно, волнистые слои в пределах одной стопки спаиваются между собой в точках их соприкосновения.
Однако проблему представляет собой электрическое соединение стопки с внешним источником тока. Так как петлеобразная электрически проводящая стопка должна быть расположена внутри металлической трубы-оболочки, требуется по меньшей мере один электрически изолированный от трубы-оболочки подвод к стопке, причем типично через стопку должны проводиться такие высокие силы тока, что является желательным как можно более равномерное распределение тока на отдельные слои листового металла стопки также в области контактирования, или даже требуется в целях предотвращения повреждений.
Кроме того, электрическое сопротивление на единицу длины в области подсоединения не должно быть слишком высоким по сравнению с электрическим сопротивлением на единицу длины в дальнейшем прохождении стопки, чтобы область подсоединения слишком сильно не нагревалась омическим теплом. Это важно, так как, с одной стороны, электрический контакт снаружи не должен становиться слишком горячим, а с другой стороны, именно в области подсоединения охлаждение протекающим ОГ не может быть обеспечено в той мере, как в остальном прохождении стопки.
Поэтому в известных в уровне техники конструктивных формах типично имеются токораспределительные структуры, на которых заканчиваются отдельные слои листового металла стопки, причем токораспределительная структура, в свою очередь, контактируется через изолирующим образом проведенный через металлическую оболочку сотового тела соединительный штырек. Типичная для описанной конструктивной формы токораспределительная структура является чем-то типа чаши, которая проходит параллельно металлической оболочке, и на которой заканчиваются и металлически соединены, прежде всего припаяны, отдельные слои листового металла. Эта чаша, в свою очередь, должна быть электрически изолирована от металлической оболочки изоляционным слоем. Это может быть достигнуто посредством воздушного зазора, однако, для этого требуется, чтобы чаша тоже стабилизировалась в своем положении, что, предпочтительно, происходит с помощью дополнительных опорных штырей, причем и здесь всегда необходимо обращать внимание на электрическую изоляцию от структур, на которых происходит крепление.
Проблема контактирования в случае с электрически обогреваемым сотовым телом, по меньшей мере, на одном конце стопки, возникает именно тогда, когда другой конец стопки может быть напрямую присоединен к металлической оболочке. Если оба конца стопки не должны быть соединены с массой, то оба конца стопки необходимо соответственно контактировать.
Задача настоящего изобретения заключается в том, чтобы, по меньшей мере частично, решить указанные со ссылкой на уровень техники проблемы и, прежде всего, создать сотовое тело с электрическим подсоединением нескольких слоев листового металла к соединительному штырьку, которое просто и экономично в изготовлении, в значительной мере предотвращает наличие токораспределительной структуры и, прежде всего, делает возможной стабильную конструкцию электрически обогреваемого сотового тела без чаш между металлической оболочкой и стопкой из листового металла.
Для решения этих задач служит сотовое тело по п. 1 формулы изобретения. Благоприятные варианты описаны в зависимых пунктах формулы изобретения, причем они технически рациональным образом могут быть комбинированы между собой.
Соответствующее изобретению сотовое тело с несколькими электрически соединенными с соединительным штырьком, совместно образующими по меньшей мере одну электрически проводящую центральную токовую цепь слоями листового металла имеет металлическую оболочку с внутренним периметром, через которую электрически изолировано проведен соединительный штырек. При этом слои листового металла являются попеременно расположенными грубоструктурированными и тонкоструктурированными или гладкими листами, которые совместно образуют стопку с самым верхним и самым нижним слоем листового металла, которая имеет проходимые для газа в осевом направлении каналы между слоями листового металла. Соединительный штырек проходит в радиальном направлении через металлическую оболочку и посредством электрически проводящего соединения, прежде всего сваркой сопротивлением, напрямую или по меньшей мере через одну промежуточную деталь металлически соединен по меньшей мере с двумя из слоев листового металла, предпочтительно, по меньшей мере, половиной слоев листового металла, прежде всего всеми слоями листового металла, причем электрическое сопротивление на единицу длины центрального электрически проводящей токовой цепи в области подсоединения максимально на 10% больше, чем среднее электрическое сопротивление на единицу длины центральной электрически проводящей токовой цепи в стопке.
Хотя кажется трудным соединить относительно толстый соединительный штырек с несколькими (по сравнению с ним) относительно тонкими слоями листового металла, которые к тому же могут быть еще и структурированными, оказалось, что непосредственное соединение с двумя или более лежащими один на другом или сжатыми вместе слоями листового металла не только является возможным, но и ведет к очень стабильному креплению стопки. Это, в свою очередь, делает возможным стабильное образование воздушного зазора между стопкой и металлической оболочкой, без того, чтобы требовались стабилизирующие структуры, такие как чаши, или токораспределительные структуры. Два или более соединенных с соединительным штырьком слоя листового металла окачиваются практически на одном и том же месте, то есть не подсоединены к токораспределительной структуре на расстоянии друг от друга. В области подсоединения центральная электрически проводящая токовая цепь, исходя из соединительного штырька, возможно имеет изогнутую или неправильную форму, прежде чем она проходит примерно параллельно стопке. Это также может рассматриваться как определение области подсоединения, так что область подсоединения как раз является областью поблизости от соединительного штырька, в которой центральная электрически проводящая токовая цепь еще не проходит по существу параллельно стопке и/или имеет другое электрическое сопротивление на единицу длины, по сравнению с дальнейшим прохождением стопки. Следует указать на то, что токовая цепь везде должен быть сформирована так, чтобы она не имела частичных областей, в которых сопротивление по отношению текущего там в процессе работы тока так высоко, что это грозит перегревом или даже расплавлением структуры. Это является существенным аспектом при оформлении области подсоединения. Хотя возникающее локально омическое тепло в определенных пределах может быть отведено в соседние области или окружающий газ, прежде всего, если по сотовому телу проходит поток газа, тем не менее, является желательным предотвращение особо горячих областей при всех условиях эксплуатации именно поблизости от соединительного штырька.
Соединительный штырек, предпочтительно, представляет собой вид (жесткого) штыря, который служит для проведения тока от, например, одного соединительного кабеля к слоям листового металла. Хотя, в принципе, в сотовом теле может быть предусмотрено несколько соединительных штырьков, все-таки выполнение с одним соединительным штырьком (на электрическое контактирование стопки) является предпочтительным. При этом соединительный штырек, предпочтительно, простирается по обе стороны металлической оболочки и через образованный в ней проходной изолятор. Проходной изолятор может быть адаптированным к поперечному сечению или же форме соединительного штырька отверстием в металлической оболочке. Проходной изолятор выполнен, прежде всего, так, что между соединительным штырьком и металлической оболочкой не может выходить газ, при необходимости, с использованием уплотнительного материала. Кроме того, может быть предусмотрено, что в/на проходном изоляторе предусмотрен по меньшей мере один удерживающий элемент или элемент компенсации движения, так что соединительный штырек надежно зафиксирован этими вспомогательными средствами и при высокой термической и/или динамической нагрузке.
При выполнении слоя листового металла могут быть использованы различные основные формы. Если в слое листового металла не выдавлены никакие структуры, то, как правило, речь идет о гладких слоях листового металла, даже если они в целом расположены в металлической оболочке в изогнутом/скрученном, например, S-образно, спиралеобразно, U-образно и т.д. виде. Если слои листового металла имеют выдавленные структуры (гофры, ступени, бобышки и т.п.), они называются структурированными листами листового металла. Если предусмотрены слои листового металла с разными структурами, то слои с более крупным структурированием (относительно высоты структуры/высоты волны поперек слоя и/или относительно ширины структуры/длины волны) называются «грубоструктурированными», а слои с (по сравнению) меньшим структурированием - «тонкоструктурированными». Является возможным, что все слои листового металла сотового тела образуют одну (единственную) или несколько стопок, которые тогда расположены электрически изолированными друг от друга.
Посредством (структурированных) слоев листового металла могут быть образованы каналы, так что поток газа может пронизывать сотовое тело. Поскольку этот поток газа входит с первого торца и выходит со второго торца, газ может проводиться через сотовое тело в «осевом» направлении. Даже если, при определенных условиях, по причинам простого изготовления и малого аэродинамического сопротивления является предпочтительным, чтобы сами каналы проходили по существу параллельно осевому направлению, это не является настоятельным. Также является возможным, что, по меньшей мере, часть каналов (при определенных условиях и все каналы) проходит под наклоном к осевому направлению, волнообразно, спиралеобразно и т.п. (но имеют по меньшей мере одно соединение в направлении обоих торцов).
Электрически проводящее соединение может быть реализовано путем непосредственного контакта между соединительным штырьком и слоем листового металла («напрямую») и/или (по меньшей мере) через одну промежуточную деталь, причем промежуточная деталь (электрически проводящим образом) расположена между соединительным штырьком и слоем листового металла и, прежде всего, закреплена на обеих конструктивных деталях (сплошным образом). Промежуточная деталь может быть выполнена, например, более стабильной (по форме), чем слои листового металла, иметь соответствующее гнездо для одного конца соединительного штырька и/или реализовать токораспределительную функцию от малого поперечного сечения соединительного штырька к (например, максимально до 300%) большей области по меньшей мере одного слоя листового металла. Прежде всего, при конструктивных формах, в которых соединительный штырек имеет значительно меньший диаметр, чем осевая протяженность стопки (то есть, ширина слоев листового металла), полезной является промежуточная деталь, чтобы равномерно распределить ток в области подсоединения по осевой протяженности стопки. Промежуточная деталь имеет в периферическом направлении металлической оболочки лишь очень малую протяженность, например от 2 до 10 мм. Она также может быть расположена внутри стопки, так что, по меньшей мере, часть слоев листового металла закреплена снаружи на промежуточной детали.
Слой листового металла, прежде всего, не представляет собой внутреннюю оболочку и/или внутреннюю трубку, которая расположена (концентрично металлической оболочке или же) в металлической оболочке. Слой листового металла простирается, начиная от края сотового тела (около металлической оболочки) к центральной области или же середине сотового тела (и, при определенных условиях, снова по меньшей мере один раз снова к краю).
Кроме того, самый верхний слой листового металла в стопке проходит по меньшей мере по 35% внутреннего периметра примерно параллельно металлической оболочке и там отделен от нее воздушным зазором. Относительно воздушного зазора, следует отметить, что под этим подразумевается, прежде всего, пространство по существу свободное от встроенных элементов или конструктивных деталей, что, однако, не исключает того, что имеются электрически изолирующие встроенные элементы для стабилизации воздушного зазора или электрически изолирующие покрытия на граничащих поверхностях. Следовательно, воздушный зазор простирается, прежде всего, от внутренней поверхности металлической оболочки до поверхности противолежащего слоя листового металла. При этом воздушный зазор простирается (сплошным образом) в периферическом направлении по меньшей мере по 35% внутреннего периметра металлической оболочки. Чтобы стопка проходила (примерно) параллельно металлической оболочке, другими словами должно быть выражено, что воздушный зазор (по меньшей мере, в дальнейших областях) имеет (примерно) постоянную ширину (если пренебречь при определенных условиях предусмотренной структурой самого верхнего/крайнего слоя листового металла и/или периферическими краевыми областями воздушного зазора). Такой воздушный зазор, предпочтительно, предусмотрен, по меньшей мере, между соединительным штырьком и в периферическом направлении соседним местом опоры (опорным штырем) слоя листового металла до металлической оболочки. Воздушный зазор также образован именно в (осевой) области/поперечном сечении сотового тела, в которой предусмотрен соединительный штырек.
В одной предпочтительной конструктивной форме самый верхний слой листового металла в стопке проходит даже по меньшей мере по 40% длины внутреннего периметра (примерно) параллельно металлической оболочке и отделен от нее воздушным зазором. Если рассматривать сотовое тело с одного торца в осевом направлении и разделить его в угловом диапазоне в 360°, то самый верхний слой листового металла проходит, предпочтительно, в угловом диапазоне несколько меньше чем 180° параллельно металлической оболочке, но, по меньшей мере, примерно 144°, в зависимости от точной формы области подсоединения и прохождения стопки внутрь сотового тела.
В еще одной предпочтительной конструктивной форме самый верхний слой листового металла, предпочтительно, и самый нижний слой листового металла стопки являются тонкоструктурированным или гладким слоем. Это является особо благоприятным, так как, предпочтительно, самый верхний и/или самый нижний слой листового металла стопки могут быть металлически соединены с соединительным штырьком, посредством чего могут быть как бы включены остальные слои листового металла, и их концы, даже если они не могут быть соединены с соединительным штырьком, не имеют свободы движения и поэтому не могут стать причиной электрических коротких замыканий.
Функция самого верхнего и/или самого нижнего слоя листового металла может быть поддержана тем, что один или оба имеют, по меньшей мере, в частичных областях увеличение толщины и/или толще, чем остальные слои листового металла. Прежде всего, более толстые частичные области могут иметь толщину листа от 80 до 200 микрон, особо предпочтительно от 110 до 170 микрон, в то время как остальные слои листового металла типично имеют толщину от 20 до 60 микрон. Большая толщина может быть достигнута, или за счет того, что в желаемой области используются более толстые листы, и/или за счет того, что самый верхний или же самый нижний слой листового металла в соответствующей области состоят из двух или трех прилегающих друг к другу и, при, при определенных условиях, совместно структурированных слоев листового металла. Во всяком случае, является предпочтительным, чтобы и этот более толстый слой листового металла был все еще явно тоньше, чем металлическая оболочка, которая имеет, например, толщину более 1 мм.
В еще одной предпочтительной конструктивной форме самый нижний слой листового металла имеет, по меньшей мере, в области подсоединения и вдоль части стопки увеличение толщины, и/или толще, чем остальные слои листового металла. Делать оба крайних слоя листового металла толще облегчает металлическое соединение с соединительным штырьком, прежде всего, когда применяется сварка сопротивлением.
В одной особой форме осуществления изобретения, по меньшей мере, самый верхний слой листового металла состоит из стали, содержащей никель, хром и железо, также известной под названием NiCroFer. Механические и электрические свойства, прежде всего, хорошая электрическая проводимость и высокотемпературная коррозионная стойкость обусловливают особую пригодность относительно требований к самому верхнему слою листового металла.
Для равномерного распределения тока в стопке, естественно, является особо предпочтительным соединять все слои листового металла с соединительным штырьком, причем слои для этого, или сдавливаются, чтобы сгладить имеющуюся структуру, и/или слои листового металла не структурированы на концах.
В другой конструктивной форме с равномерным сужением стопки из грубоструктурированных и тонкоструктурированных листов металла перед соединением с соединительным штырьком является благоприятным грубоструктурированные листы делать короче, чем гладкие или тонкоструктурированные слои листового металла, так что грубоструктурированные слои листового металла оканчиваются до достижения соединительного штырька, и лишь гладкие или тонкоструктурированные слои листового металла в области подсоединения проходят до соединительного штырька. Хотя, в принципе, имеются различные возможности сдавливать несколько структурированных слов листового металла в области подсоединения или дать структурированию сойти на нет, но технологически применение разных по длине слоев листового металла в стопке проще, чем особое формообразование в области подсоединения. Даже если грубоструктурированные слои листового металла, каждый оканчивается в другом месте, технологически это не особо трудно, если при симметричном петлеобразовании сотового тела с соответствующими контактами на обоих концах изменения длины взаимно компенсируются, так что волнистые слои листового металла несмотря на разные концевые точки могут быть одинаково длинными.
На самом деле, опыты показали, что особо стабильные конструкции возникают тогда, когда грубоструктурированные и тонкоструктурированные листы являются соответственно волнистыми, причем вторая высота волны грубоструктурированных листов больше, чем первая высота волны тонкоструктурированных листов, а именно в 3-10 раз, предпочтительно 4-6 раз. Оказалось, что с разных точек зрения этот вид структурирования является благоприятным. Заделка опорных штырей облегчается определенной эластичностью всех слоев листового металла, которая вопреки ожиданиям едва ли затрудняет электрически проводящее соединение с соединительным штырьком.
При использовании волнистых листов для всех слоев стопки является благоприятным, если грубоструктурированные слои листового металла имеют вторую длину волны, которая больше, чем первая длина волны тонкоструктурированных слоев листового металла, а именно по меньшей мере в 1,5 раза. Также является предпочтительным, чтобы этот фактор не превышал величину 5, прежде всего не превышал величину 3. При выборе высот волны и длин волны грубо- и тонкоструктурированных слоев листового металла должны соблюдаться технически разумные пределы. Прежде всего, отношения и формы волн следует выбирать так, чтобы по возможности не возникали каналы с очень малым поперечным сечением, которые могут засоряться при нанесении покрытия.
При соединении соединительного штырька с двумя или более слоями листового металла стопки это соединение происходит, предпочтительно, только с гладкими или тонкоструктурированными слоями, а именно, прежде всего, посредством сварки сопротивлением.
В зависимости от пространственных и технических условий в другой конструктивной форме соединительный штырек также может быть металлически соединен со слоями листового металла с включением промежуточной детали, причем промежуточная деталь охватывает несколько слоев листового металла стопки в области подсоединения. Использование промежуточной детали может быть полезным, если толщина слоев листового металла по сравнению с поперечным сечением соединительного штырька слишком мала для прямого сварного соединения, или не могут быть достигнуты достаточные силы прижима в процессе сварки. Несмотря на это соединение соединительного штырька, промежуточной детали и слоев листового металла при некоторых вариантах осуществления в процессе сварки является возможным.
С помощью различных описанных мер может быть обеспечено то, что область подсоединения имеет примерно постоянное (максимально на 10% большее) или даже меньшее электрическое сопротивление на единицу длины, чем стопка в дальнейшем прохождении, прежде всего минимум на 10%, а особо предпочтительно максимально на 20%, меньшее электрическое сопротивление на единицу длины, так что область подсоединения не может нагреваться слишком сильно, так как возникающее там незначительное омическое тепло в достаточной мере отводится в стопку или соединительный штырек. В принципе является желательным поддерживать сопротивление в области подсоединения на низком уровне, так как эта область меньше охлаждается, и соединительный штырек в процессе эксплуатации не должен становиться слишком горячим. Однако это не всегда является достижимым, если отказаться от токораспределительных структур, прежде всего чашеобразных токораспределительных структур. Но согласно изобретению должно быть получено такое соединение слоев листового металла с соединительным штырьком или промежуточной деталью, чтобы сопротивление на единицу длины в области подсоединения было не более чем на 10% выше среднего сопротивления на единицу длины стопки. Предпочтительно, сопротивление на единицу длины в области подсоединения должно еще меньше отличаться от сопротивления на единицу длины стопки или даже быть меньше его.
В одной предпочтительной форме осуществления изобретения соединительный штырек на площади по меньшей мере 10 мм2 металлически соединен с двумя (2) - пятью (5) слоями листового металла стопки, причем соединительный конец соединительного штырька находится на расстоянии 3-8 мм, предпочтительно 4-6 мм, от внутреннего периметра металлической оболочки. Таким образом электрическое подключение может вводить в стопку необходимые электрические токи и одновременно стабилизировать ее на достаточном расстоянии от металлической оболочки, так что воздушным зазором обеспечивается электрическая изоляция между стопкой и металлической оболочкой.
Предпочтительной формой осуществления изобретения является противоположное петлеобразование стопки по типу S-формы, причем витки стопки электрически изолированы друг от друга воздушными зазорами. Эта конструктивная форма сама по себе известна, однако, из-за имеющих место при сильных изменениях температуры механических движений слоев листового металла не могла быть реализована без токораспределительных структур или чаш, что с помощью настоящего изобретения становится возможным, так что может быть реализована и электрическая изоляция стопки посредством воздушного зазора относительно металлической оболочки.
Кроме того, предусмотрено, что, по меньшей мере, более толстый самый верхний слой листового металла стопки или его утолщение простирается только по части длины стопки, предпочтительно до внутреннего конца примерно в середине сотового тела.
Согласно изобретению именно самый верхний слой листового металла стопки имеет особые функции. При S-образной конструктивной форме этот самый верхний слой почти на половине внутреннего периметра образует ограничение к изолирующему воздушному зазору относительно металлической оболочки, он служит для электрического соединения с соединительным штырьком и ограничивает не соединенные с соединительным штырьком внутренние слои листового металла. Если самый верхний слой листового металла имеет утолщение или же толще, чем другие слои, то оказалось благоприятным, если это происходит только на части длины стопки, предпочтительно примерно до середины сотового тела. Оказалось, что в этой частичной области стопки самый верхний слой листового металла одновременно может служить распределению электрического тока в стопке. Ток всегда ищет кратчайший путь или же путь наименьшего сопротивления, поэтому он тенденциозно течет к внутренней области стопки, что компенсируется более толстым самым верхним слоем. Но в центральной области сотового тела в результате противоположного петлеобразования стопки самый верхний слой листового металла становится самым нижним слоем листового металла, поэтому является благоприятным сделать так, чтобы он заканчивался самое позднее там или же, начиная оттуда, проводить дальше более тонкий слой. Это может происходить, например, в одной из точек, в которых также и петлеобразование меняет свое направление.
При подключенной на обоих концах согласно настоящему изобретению стопке вышеизложенные соображения относятся соответственно к обоим концам, причем внутри сотового тела самый верхний и самый нижний слой листового металла стопки меняются своим положением и функцией.
Для стабилизации области подсоединения является особо благоприятным стабилизировать стопку в ее форме посредством множества опорных штырей, причем по меньшей мере один штырь расположен на расстоянии менее 10 см, предпочтительно менее 5 см, особо предпочтительно менее 2 см, от соединительного штырька при измерении вдоль прохождения стопки. Это служит, прежде всего, стабилизации воздушного зазора относительно металлической оболочки.
Более детальные подробности и примеры осуществления изобретения, которыми оно, однако, не ограничено, представлены на чертеже, а именно, показано на:
Фиг. 1: схематическое поперечное сечение через область электрического подсоединения электрически обогреваемого сотового тела,
Фиг. 2: схематическая иллюстрация используемых в соответствующем изобретению сотовом теле структур слоев листового металла,
Фиг. 3, 4, 5, 6, 7: различные примеры осуществления электрического подсоединения в сотовом теле согласно изобретению,
Фиг. 8: общий вид сотового тела согласно изобретению с торца,
Фиг. 9 и 10: другие примеры осуществления для электрического подсоединения сотового тела согласно изобретению.
На фиг. 1 в схематическом представлении показана частичная область электрически обогреваемого сотового тела 14, которое расположено в металлической оболочке 7. Сотовое тело 14 содержит стопку 5 из гладких или тонкоструктурированных слоев 1 листового металла, расположенных попеременно с волнистыми или грубоструктурированными слоями 2 листового металла, причем стопка 5 имеет самый верхний слой 3 листового металла и самый нижний слой 4 листового металла, которые в настоящем примере осуществления оба являются тонкоструктурированными. Грубоструктурированные слои 2 листового металла оканчиваются друг за другом внутри стопки 5, в то время как тонкоструктурированные слои 1 листового металла проведены дальше в область 6 подсоединения, где они соединены с соединительным концом соединительного штырька 12, предпочтительно сварены, прежде всего сваркой сопротивлением. Соединительный штырек 12 через проходной изолятор 10 проведен сквозь металлическую оболочку 7 и изолирован от нее электрическим изолирующим слоем 11. Изолированный штырек 12 проходит в радиальном направлении R, которое обозначено стрелкой. Грубо- и тонкоструктурированные слои 1, 2 листового металла образуют каналы 18, которые проходят в также обозначенном стрелкой осевом направлении A. Металлическая оболочка 7 имеет внутренний периметр I, который тоже обозначен стрелками. По меньшей мере, самый верхний слой 3 листового металла и самый нижний слой 4 листового металла, а также, предпочтительно, и дальнейшие тонкоструктурированные слои 1 листового металла соединены с соединительным штырьком 12 в электрически проводящем соединении. Стопка стабилизируется опорными штырями 17, которые закреплены на здесь не показанном соседнем еще одном сотовом теле. Слои 1, 2, 3, 4 в стопке 5 совместно образуют центральную (теоретическую) токовую цепь 23, как обозначено стрелками, которая имеет среднее электрическое сопротивление на единицу длины, то есть типичное среднее сопротивление вдоль прохождения стопки 5.
Фиг. 2 наглядно показывает отношения размеров структур и волнистостей слоев 1, 2, 3, 4 листового металла. Тонкоструктурированные слои 1 в стопке имеют первую волнистость с первой высотой H1 волны и первой длиной L1 волны, которые обе меньше, чем вторая волнистость грубоструктурированных слоев 2, которые имеют вторую высоту H2 волны и вторую длину L2 волны. Самый верхний слой 3 листового металла, кроме этого, может иметь большую толщину T, чем остальные слои 1, 2 стопки.
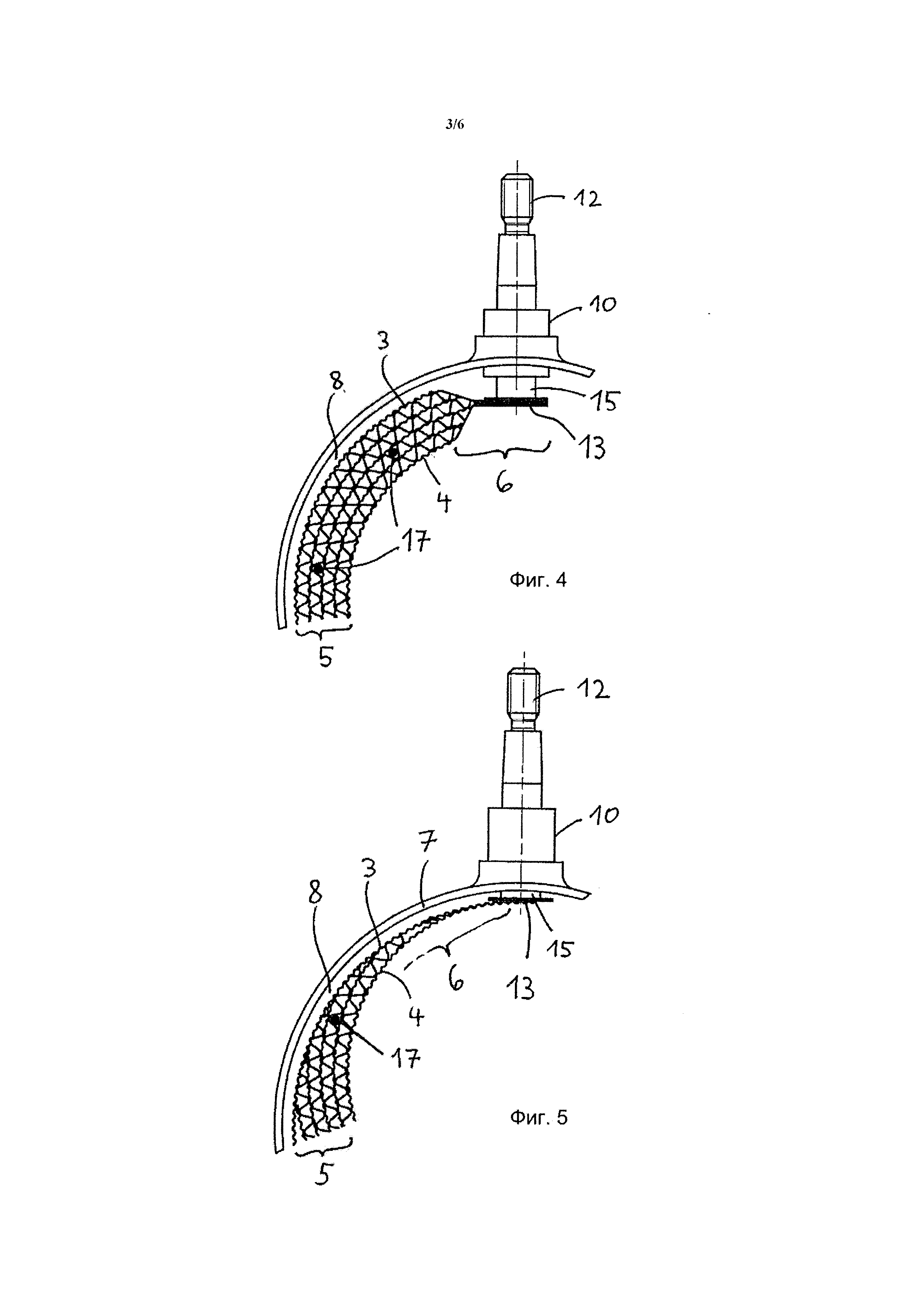
На фиг. 3, 4 и 5 схематически показаны различные соответствующие изобретению возможности того, как стопка 5 может образовывать область 6 подсоединения и быть закреплена на соединительном конце 15 соединительного штырька 12.
На фиг. 3 наглядно показана конструктивная форма, при которой стопка 5 в области 6 подсоединения все сильнее сдавливается в направлении соединительного штырька 12, причем все или большинство слоев 1, 2, 3, 4 листового металла имеют электрически проводящее соединение 13 с соединительным концом 15 соединительного штырька 12, прежде всего самый верхний 3 и самый нижний 4 слой листового металла.
На фиг. 4 показана несколько модифицированная по сравнению с конструктивным примером по фиг. 3 форма области 6 подсоединения, в которой волнистые слои 2 листового металла не сдавлены, а заканчиваются в области 6 подсоединения, так что только самый верхний 3 и самый нижний 4 слой листового металла и, при определенных условиях, часть или все из гладких или тонкоструктурированных слоев 1 электрически проводящим образом соединены с соединительным концом 15 соединительного штырька 12.
На фиг. 5 наглядно показан еще один вариант области 6 подсоединения, в которой все или часть внутренних слоев 1, 2 листового металла друг за другом оканчиваются в области 6 подсоединения, предпочтительно, сходят на нет на самом верхнем слое 3, так что область 6 подсоединения медленно сужается в направлении соединительного конца 15 соединительного штырька 12, причем, по меньшей мере, самый верхний 3 и самый нижний 4 слой листового металла образуют электрически проводящее соединение 13 с соединительным концом 15 соединительного штырька.
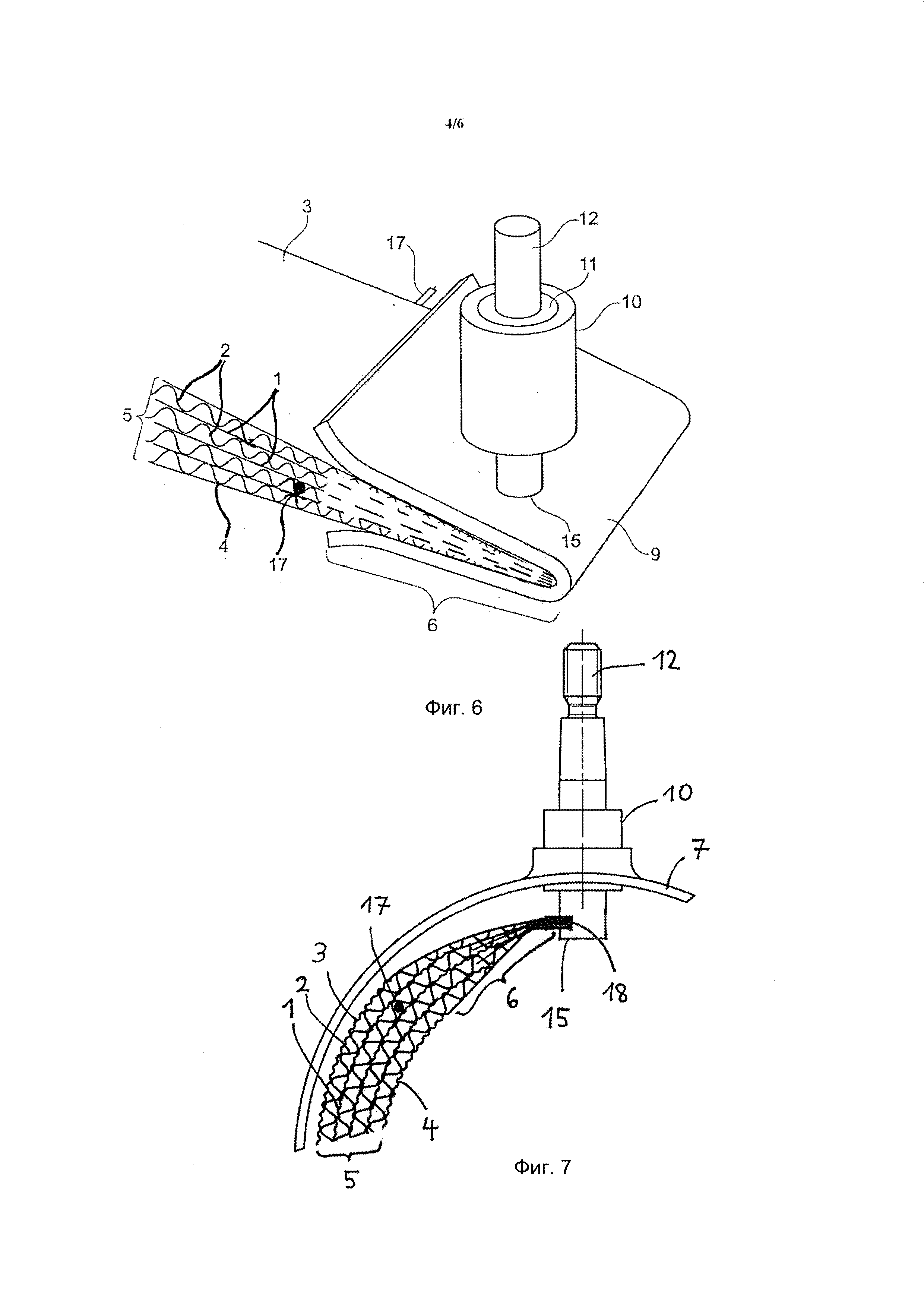
На фиг. 6 схематически показано, как область 6 подсоединения стопки 5 из тонкоструктурированных 1 и грубоструктурированных 2 слое листового металла выполнена в другой конструктивной форме. Соединительный штырек 12, который так же посредством электрического изолирующего слоя 11 изолирован от проходного изолятора 10 сквозь не показанную металлическую оболочку, оканчивается соединительным концом 15 на промежуточной детали 9 и электрически проводящим образом соединен с ней и, при определенных условиях, с лежащими ниже концами слоев 1, 2 листового металла, предпочтительно, сварен или спаян. Промежуточная деталь 9 в настоящем примере осуществления охватывает конец стопки 5 в области 6 подсоединения, причем точное выполнение области 6 подсоединения аналогично тому, как описано выше, возможно в разных формах осуществления. Все слои листового металла, предпочтительно, могут все сильнее сдавливаться или быть выполнены с постоянно уменьшающейся высотой волны, чтобы получить желаемую сужающуюся форму. Опять же, опорный штырь 17 может стабилизировать всю структуру.
На фиг. 7 схематически описан другой вариант выполнения соединительного штырька 12, который на своем соединительном конце 15 имеет выемку 18, в которую вложены два или более слоев 1, 2 листового металла стопки 5, предпочтительно, все слои 1, 2. И здесь рассматриваются различные способы сужения стопки 5. Электрически проводящее соединение происходит, предпочтительно, посредством сварки и пайки.
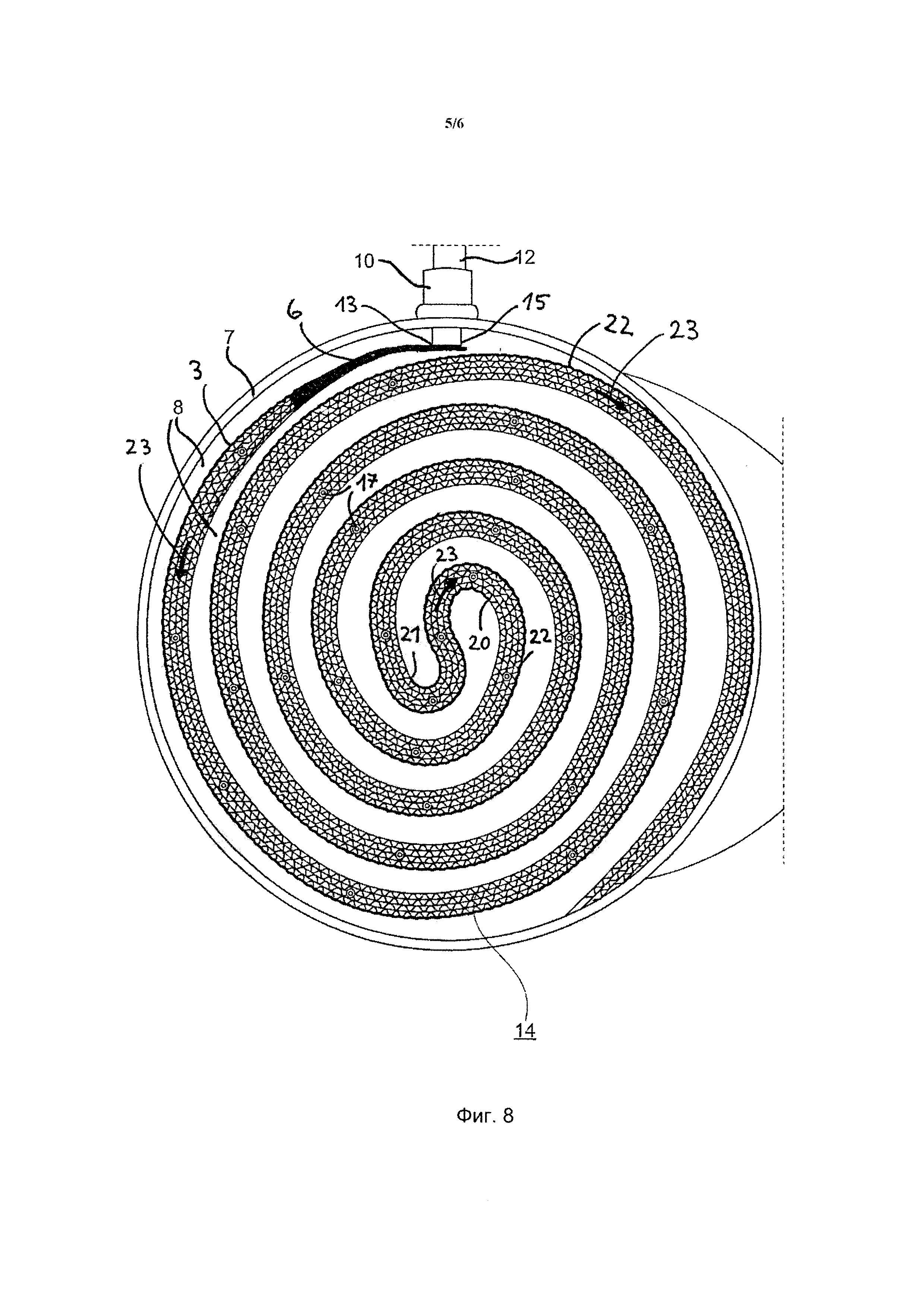
На фиг. 8 показан общий вид с торца других примеров осуществления сотового тела 14 согласно изобретению с имеющей форму противоположной петли, S-образной стопкой 5 слоев 1, 2 листового металла. Стопка 5 имеет самый верхний слой 3 листового металла, который, начиная от области 6 подсоединения, до своего внутреннего конца 20 примерно в середине сотового тела 14 имеет большую толщину T, чем остальные слои 1, 2 листового металла. В дальнейшем прохождении стопки 5 самый верхний слой 3 листового металла стал бы самым нижним слоем, из-за чего он оканчивается внутри. Зато до сих пор самый нижний слой 4 листового металла, который тогда становится другим верхним слоем 22, начиная с внутреннего конца 21 этого другого верхнего слоя 22, может быть выполнен толще и также состоять из другого материала, прежде всего сплава с никелем, хромом и железом. Стопка 5 имеет также самый нижний слой 4 листового металла, который, начиная от области 6 подсоединения, в частичной области в 5-30 см тоже имеет большую толщину T, чем остальные слои 1, 2. Множество опорных штырей 17 распределено по длине 5 стопки. Один конец стопки 5 выполнен как сужающаяся область 6 подсоединения и соединен с соединительным концом 15 соединительного штырька 12. При этом, предпочтительно, все слои 1, 2 листового металла могут быть доведены до соединительного штырька или, как описано выше, только часть слоев 1, 2. Соединительный штырек 12 проведен сквозь металлическую оболочку 7 через проходной изолятор 10 с изолирующим слоем 11 радиально наружу. Стопка 5 электрически изолирована от металлической оболочки 7 воздушным зазором 8. Также и отдельные витки стопки 5 электрически изолированы друг от друга воздушным зазором. Слои 1, 2, 3, 4 листового металла стопки 5 образуют обозначенную стрелками центральную токовую цепь 23.
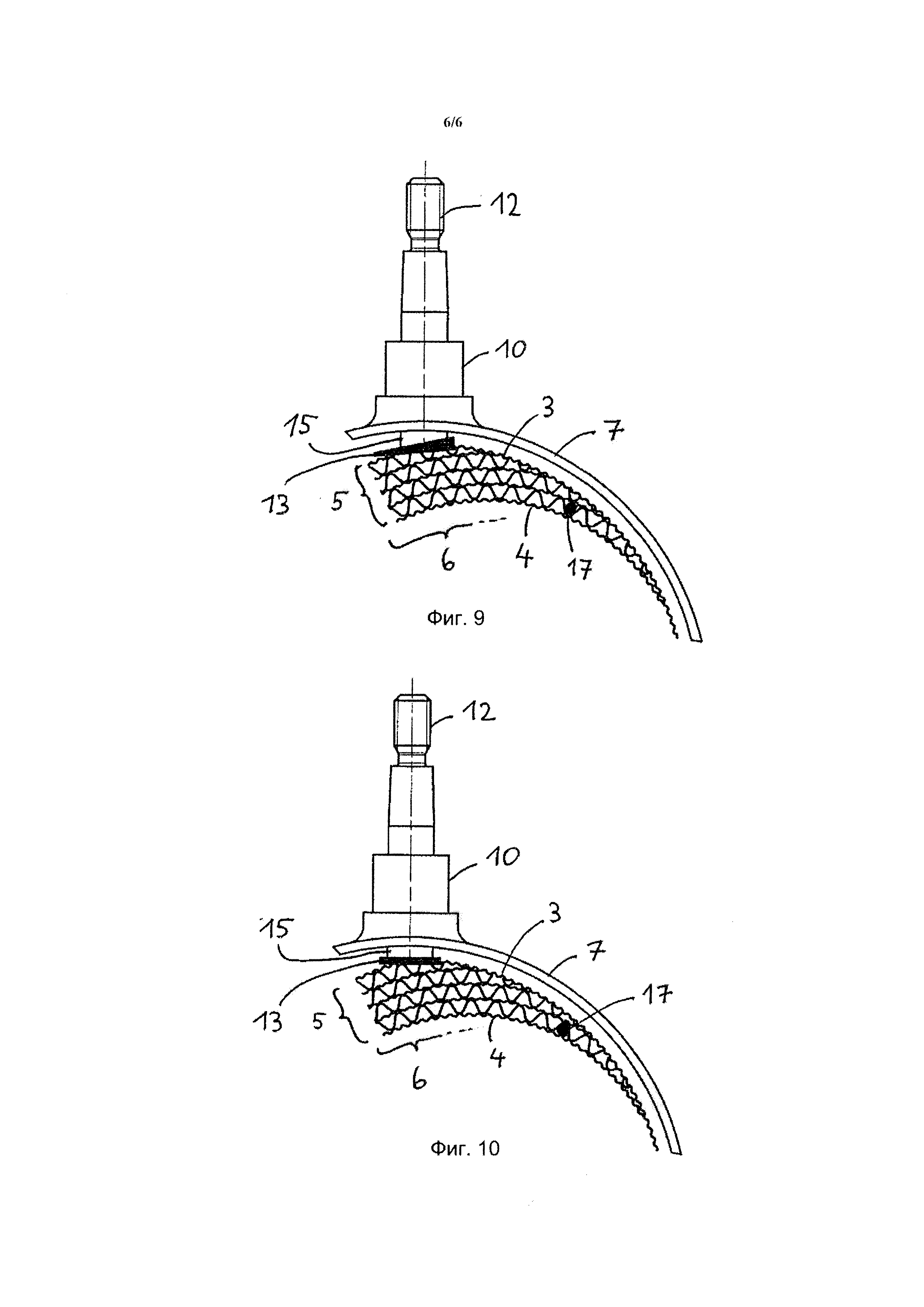
Фиг. 9 и 10 схематически иллюстрируют, что согласно изобретению не является настоятельным, чтобы область 6 подсоединения заканчивалась точно на соединительном конце 15 соединительного штырька 12. Например, по технологическим причинам, является вполне возможным, контактировать стопку 5 перед ее концом, причем конструкция тем не менее может обойтись без чаш или аналогичных токораспределительных структур. Это объясняется тем, что критическая область стопки 5 около соединительного штырька 12, где во время эксплуатации могут возникать относительно высокие электрические плотности тока, за счет самого массивного соединительного штырька 12 и «выступающей» части стопки 5, эксплуатация имеет лишь незначительные плотности тока, хорошо охлаждается. Хорошо электрически проводящий самый верхний слой 3 листового металла, при определенных условиях, и с большей толщиной T, в этих конструктивных формах является преимуществом. Кроме того, по меньшей мере, еще один слой 1, 2 листового металла должен быть хорошо электрически проводящим образом соединен с соединительным концом 15 соединительного штырька 12, чтобы не создавать слишком высокие плотности тока в самом верхнем слое 3. Это может быть достигнуто, например, охватывающим два или несколько слоев листового металла сварным соединением или подходящим паяным соединением. Для увеличения площади контакта до 200-300% площади поперечного сечения соединительного штырька 12 между соединительным штырьком 12 и стопкой 5 может быть также использована промежуточная деталь 9. В зависимости от длины выступающей над соединительным штырьком 12 части стопки 5 является рациональным защитить эту часть с помощью по меньшей мере одного опорного штыря 17 от вибраций и от деформации, которая могла бы привести к электрическому контактированию металлической оболочки 7.
Даже если на фигурах ради простоты несколько технических признаков раскрыты вместе, их комбинация не является настоятельно необходимой. Более того, может иметь место обмен техническими деталями, и/или они могут быть комбинированы с другими техническими деталями из описания / других фигур, если это здесь явно не было исключено.
Настоящее изобретение делает возможной простую и экономично изготавливаемую конструкцию электрически обогреваемого сотового тела, которое и без токораспределительных структур или поддерживающих чаш во внешней области обеспечивает возможность очень равномерного распределения тока и, тем самым, нагрева.
ПЕРЕЧЕНЬ ССЫЛОЧНЫХ ОБОЗНАЧЕНИЙ
Реферат
Изобретение относится к электрически обогреваемым сотовым телам для обработки отработавшего газа. Сотовое тело (14) с несколькими совместно образующими по меньшей мере одну центральную электрически проводящую токовую цепь (23) слоями (1, 2, 3, 4) листового металла, электрически соединенными с соединительным штырьком (12). Сотовое тело (14) имеет определяющую внутренний периметр (I) металлическую оболочку (7), сквозь которую в проходном изоляторе (10) электрически изолированно проведен соединительный штырек (12). Слои (1, 2, 3, 4) листового металла являются попеременно расположенными грубоструктурированными слоями (2) и тонкоструктурированными или гладкими слоями (1), которые совместно образуют стопку (5) с самым верхним (3) и самым нижним (4) слоем листового металла, которая между слоями (1, 2, 3, 4) листового металла имеет проходимые для потока газа в осевом направлении (А) каналы (19). Соединительный штырек (12) в радиальном направлении (R) проходит сквозь металлическую оболочку (7) и посредством электрически проводящего соединения (13) в области (6) подсоединения напрямую или по меньшей мере через одну промежуточную деталь (9) металлически соединен по меньшей мере с двумя из слоев (1, 2, 3, 4) листового металла. Электрическое сопротивление на единицу длины центральной токовой цепи (23) в области (6) подсоединения максимально на 10% больше, чем среднее электрическое сопротивление на единицу длины центральной токовой цепи (23) в стопке (5). Техническим результатом изобретения является обеспечение простоты изготовления безопасного в эксплуатации и очень равномерно электрически обогреваемого сотового тела. 15 з.п. ф-лы, 10 ил.
Комментарии