Конверсия окислов азота в присутствии катализатора, нанесенного на структуру в виде сетки - RU2252064C2
Код документа: RU2252064C2
Чертежи



















Описание
Данное изобретение относится к конверсии окислов азота, таких как NO и NО2, и более конкретно, к конверсии окислов азота в присутствии катализатора, нанесенного на структуру в виде сетки.
Перекрестные ссылки на родственные заявки
Представляют интерес одновременно находящиеся на рассмотрении заявки США общего владения: заявка 09/181186 под заглавием "Method and Apparatus for Making a Catalyst Carrier Device Element", поданная 28 октября 1998 на имя Vogt et al. (в наст. время выдан Патент США № 6276045) и соответствующая заявке PCT/US99/24907 от 21 октября 1999; заявка 09/265164 под заглавием "Exhaust Gas Catalytic Converter", поданная 9 марта 1999 на имя J.Lloyd et al. и соответствующая PCT/US00/06137 от 8 марта 2000; заявка 09/156023 под заглавием "Coated Products", поданная 17 сентября 1998 на имя L.Schuh et al. и соответствующая PCT/US98/198111 от 23 сентября 1998; заявка 09/589817 под заглавием "Heat Exchanger/Reactor Apparatus", поданная 7 июня 2000 на имя Timothy Griffin et al.; заявка 09/322534 под заглавием "Structured Packing and Element Therefor", поданная 28 мая 1999 на имя Rudolf A.Overbeek et al. (в наст. время заявитель от заявки отказался) и соответствующая PCT/US99/10784 от 14 мая 1999; заявка 09/002539 под заглавием "Structured Packing and Element Therefor", поданная 2 января 1998 на имя Bettina Paikert et al. (в наст. время выдан Патент США №627734) и соответствующая PCT/US98/27699 от 29 декабря 1998, все указанные выше заявки и патенты упомянуты здесь для сведения во всей их полноте.
Окислы азота, такие как NO и NO2, являются нежелательными побочными продуктами, находящимися в отходящих газах различных установок, таких как энергетические установки, включая энергетические установки сжигания природного газа, установки по получению энергии из отходов и установки сжигания топлива. Окислы азота можно обнаружить также в продуктах сгорания дизельных двигателей.
Патент США 4280926 описывает способ получения каталитического материала для восстановления окислов азота с использованием аммиака в качестве восстановителя. Материал носителя имеет форму волокнистого листа, состоящего из неметаллических неорганических волокон, смешанных с каталитически активным порошком. Продукт может быть дополнительно обработан путем пропитки каталитически активными агентами. Листы могут быть сформированы в сотовую структуру и скреплены раствором силикатного клея.
Патент США 4416800 описывает способ получения каталитического материала. Материал носителя имеет форму волокнистого листа, состоящего из неметаллических неорганических волокон, смешанных с каталитическим порошковым носителем. Продукт может быть дополнительно обработан путем пропитки суспензией или раствором, содержащим вещества носителя и каталитически активные агенты. Каталитический материал может быть использован для:
a) восстановления окислов азота в присутствии аммиака (катализатор: Сu, Fe, V, W и Мо на Аl2O3 или TiO2);
b) окисления окиси углерода и углеводородов (катализатор Pt на Al2O3 или TiO2).
В соответствии с целью настоящего изобретения в нем предложен способ удаления, по меньшей мере, одного окисла азота из текучей среды, в частности из газа. Способ включает конвертирование, по меньшей мере, одного окисла азота в присутствии катализатора, нанесенного на структуру в виде сетки. Структура в виде сетки предпочтительно имеет пористость более 85%. Предпочтительно структура в виде сетки является волокнистой и изготовленной из металла, металла и керамики или керамики.
Более конкретно, предлагаемый способ удаления, по меньшей мере, одного окисла азота из текучей среды включает:
формирование структуры в виде сетки из пористого материала, имеющего внутренние поры и противоположные стороны, причем средний размер пор материала является достаточно малым для того, чтобы обычно не наблюдался поток текучей среды через пористый материал при наличии пренебрежимо малой разности давления на противоположных сторонах, указанная структура в виде сетки имеет пористость более чем примерно 85%, противоположные стороны образуют каналы, каждый канал имеет отверстие для входа текучей среды и отверстие для выхода текучей среды, предназначенные для протекания поступающей текучей среды через каналы вдоль поверхностей материала от соответствующих входных отверстий к и через указанные выходные отверстия, поры сообщаются текучей средой друг с другом и с каналами снаружи материала с каждой из указанных сторон и при этом указанный материал включает цельные с ним устройства - генераторы турбулентности для создания разности давления в указанных текущих средах по разные стороны названных противоположных сторон, где указанная разность давления заставляет текущие среды протекать через поры сквозь материал в поперечном направлении с одной стороны на другую сторону материала для улучшения контакта между средами, текущими с противоположных сторон материала, и для улучшения контакта с материалом в порах практически по всей поверхности материала;
нанесение катализатора конверсии окисла азота на материал - на его противоположные поверхности и в его указанные поры для проведения реакции с указанными текучими средами по мере того, как поступающие среды протекают через каналы и через поры от одной стороны к противоположной стороне материала практически по всей поверхности материала.
По следующему аспекту структура в виде сетки имеет пористость более 90%.
По еще одному аспекту, по меньшей мере, один окисел азота выбирают из группы, состоящей из NO, NO2 и N2O.
По следующему аспекту, по меньшей мере, один окисел азота выбирают из группы, состоящей из NO и NO2 и их смесей. По другому аспекту, по меньшей мере, одним окислом азота является NO. По другому аспекту, по меньшей мере, одним окислом азота является NO2. В другом осуществлении, по меньшей мере, одним окислом азота является N2O. По еще одному аспекту, по меньшей мере, один окисел азота включает NO и NO2. По еще одному аспекту, по меньшей мере, один окисел азота включает NO, NO2 и N2O.
По дополнительному аспекту катализатор наносят в виде покрытия на структуру в виде сетки и предпочтительно толщина покрытия составляет менее 30 микрон.
По еще одному аспекту способ удаления, по меньшей мере, одного окисла азота (в частности, NO) из газа включает окисление содержащегося окисла азота до NO2 и контактирование NO2 с карбонатом, бикарбонатом или гидроксидом металла, нанесенным на структуру в виде сетки, причем структура в виде сетки включает волокнистый материал, представляющий собой, по меньшей мере, один из металла, металла и керамики или керамики, и имеет пористость, по меньшей мере, 87%.
На рисунках:
Фигура 1 представляет изометрическое схематичное изображение структуры насадки, используемое для объяснения принципов настоящего изобретения.
Фигура 1а представляет схему, используемую для объяснения параметров гофрированного материала насадки.
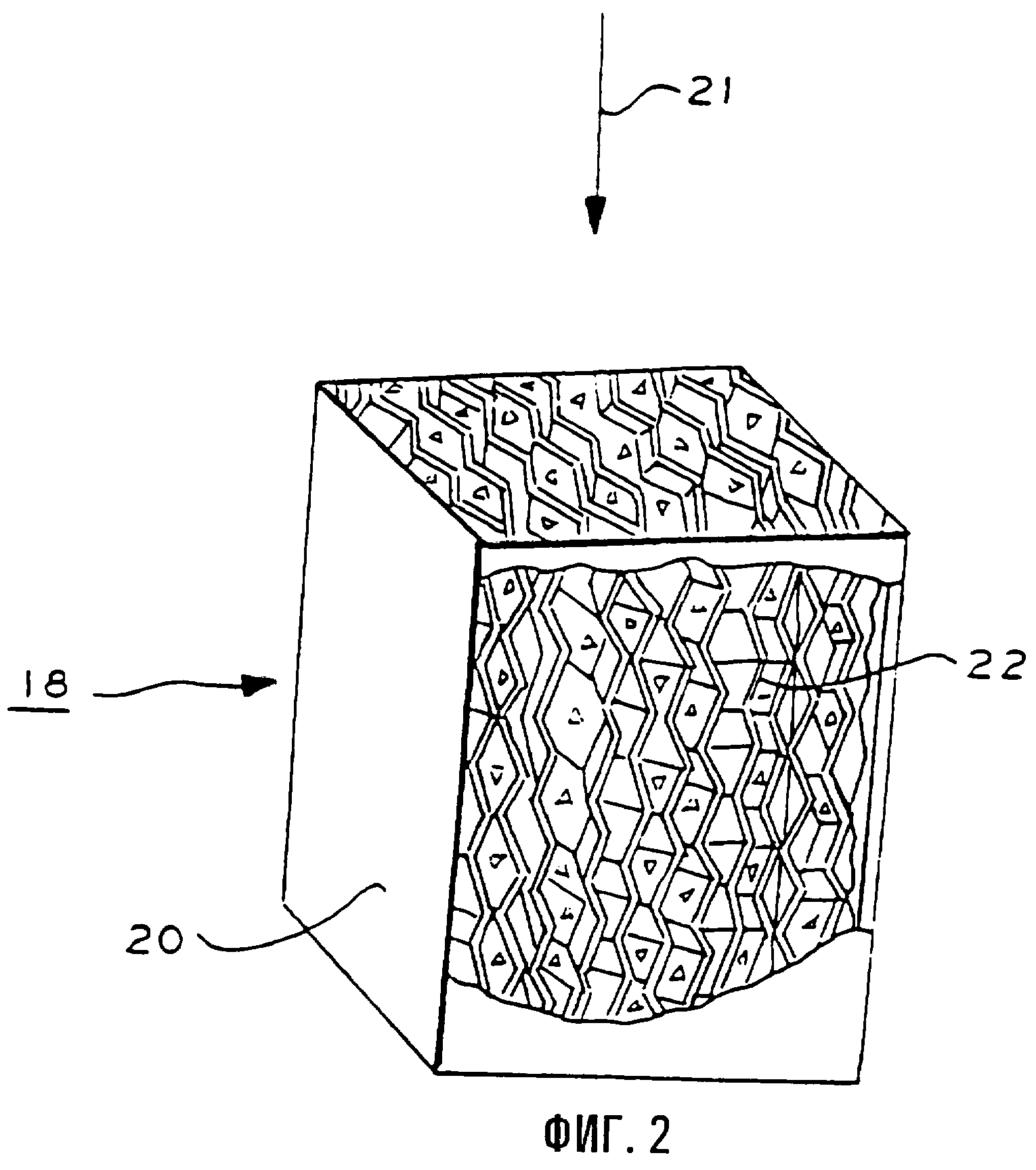
Фигура 2 представляет изометрическое изображение местного вида в разрезе для варианта реализации структуры насадки, используемой согласно настоящему изобретению.
Фигуры 3а, 3b и 3с представляют схематичное изображение различных сочетаний элементов насадки, показывающее соотношение размеров для таких различных сочетаний, при которых получают заданный результат катализа.
Фигура 4 представляет вид в перспективе на множество гофрированных элементов насадки, показанных на фиг.2, уложенных бок о бок, чтобы показать относительную ориентацию их гофрирования в варианте реализации по фиг.2.
Фигура 5 представляет более подробное изображение в перспективе части одного из гофрированных элементов, используемого в варианте осуществления по фиг.2 и 4.
Фигура 6 представляет более подробное изображение части элемента фигуры 5, данное для области 6.
Фигура 7 представляет более подробное изображение одного из турбулизаторов фигуры 6, данное для области 7.
Фигура 8 представляет вид с торца части элемента насадки фиг.5.
Фигура 9 представляет изометрическое изображение второго варианта осуществления структуры насадки для использования по настоящему изобретению.
Фигура 10а представляет вид сверху одного из элементов насадки фиг.9.
Фигура 10 представляет вид спереди на элемент насадки фиг.10а, полученный относительно линии 10-10.
Фигура 11 представляет вид сверху структуры фиг.9.
Фигура 12 представляет более подробное изображение части структуры фиг.11.
Фигура 13 представляет вид спереди заготовки для формирования элемента насадки из состава структуры по фиг.9.
Фигура 14 представляет изометрическое изображение модуля насадки в соответствии со следующим вариантом осуществления.
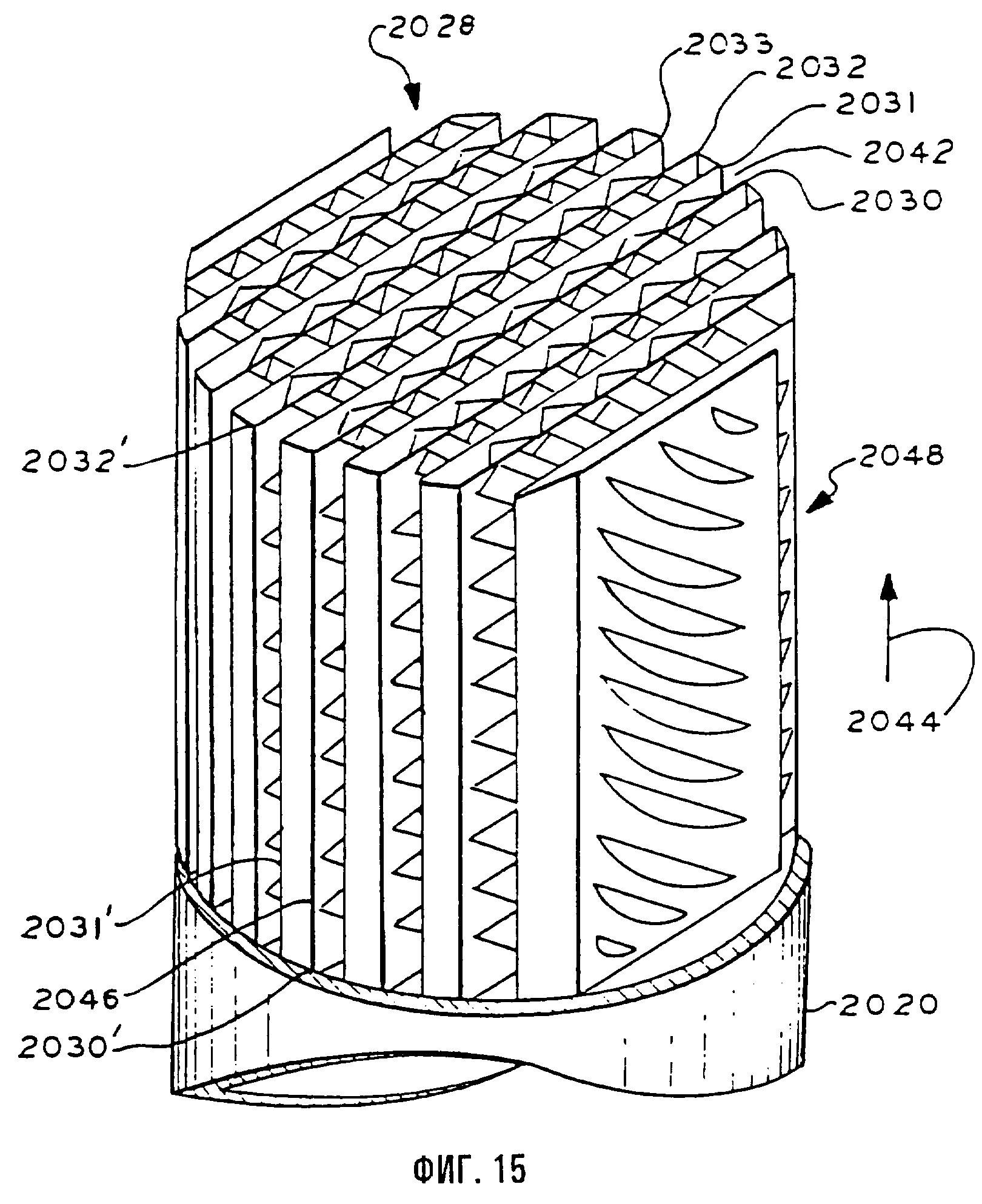
Фигура 15 представляет дополнительное изометрическое изображение модуля насадки по фиг.14.
Фигура 16 представляет вид сверху в разрезе варианта осуществления по фиг.14, показывающий модуль насадки в трубе.
Фигура 17 представляет горизонтальную проекцию набора заготовок, используемых для изготовления модулей по фиг.14 и 15.
Фигура 18 представляет более подробное изображение части одной из заготовок фиг.17, показывающее формирование лопатки, и
Фигура 19 представляет схему, используемую для объяснения некоторых принципов настоящего изобретения.
Термин "удаление, по меньшей мере, одного окисла азота", как он здесь используется, означает, что, по меньшей мере, один окисел азота реагирует с молекулой (молекулами), образуя двухатомный азот. Такие реакции включают, но не ограничиваются этим, окислительно-восстановительные реакции. В другом аспекте, по меньшей мере, один окисел азота вначале дополнительно окисляется и затем реагирует с карбонатом, бикарбонатом или гидроксидом металла с образованием нитрита металла и нитрата металла, причем нитрит и нитрат восстанавливают с получением двухатомного азота и регенерацией карбоната, бикарбоната или гидроксида металла.
Материал в виде сетки состоит из волокон или проволок, таких как проволочная или волоконная сетка, сетка керамических волокон, сочетание металлических и керамических волокон, металлический войлок или металлическая (проволочная) ткань, металлический волокнистый фильтр или тому подобное. Структура в виде сетки может состоять из одного слоя или может включать больше одного слоя, она может быть изготовлена из проволок, например, представлять собой вязанную проволочную структуру или тканную проволочную структуру и предпочтительно состоит из множества слоев проволок или волокон, образуя трехмерную сеть материалов. В предпочтительном осуществлении структура носителя состоит из множества слоев волокон, которые случайным образом ориентированы в слоях. Для изготовления металлической сетки можно использовать один металл или несколько металлов. Альтернативно, металлические волокна могут включать керамические волокна вместо металлических волокон или в сочетании с ними. Сетки из керамических волокон выпускаются Crane & Co. of Massachusetts, USA.
В предпочтительном осуществлении, где структура в виде сетки состоит из множества слоев волокон, образуя трехмерную сеть материалов, толщина такой подложки составляет, по меньшей мере, пять микрон и обычно не превышает десять миллиметров. В соответствии с предпочтительным осуществлением толщина сетки составляет, по меньшей мере, 50 микрон и более предпочтительно, по меньшей мере, 100 микрон и обычно не превышает 2 миллиметра.
В общем случае, толщина или диаметр волокон, которые образуют множество слоев волокон, составляет менее примерно 500 микрон, предпочтительно менее примерно 150 микрон и более предпочтительно, менее примерно 30 микрон. В предпочтительном осуществлении толщина или диаметр волокон составляет от примерно 8 до примерно 25 микрон.
Трехмерная структура в виде сетки может быть получена так, как описано в патентах США 5304330, 5080962, 5102745 или 5096663, упомянутых для сведения во всей их полноте. Следует, однако, понимать, что такая структура в виде сетки может быть сформирована методами, отличными от описанных в вышеупомянутых патентах.
Структура в виде сетки, которая применена в настоящем изобретении (без нанесенного на сетку катализатора), имеет средний размер пор не более чем примерно 500 микрон и пористость или свободный объем более 85%, предпочтительно более 87% и более предпочтительно более 90%. Величину "свободного объема", как этот термин используется здесь, определяют, деля объем пустот структуры на общий объем структуры (отверстия и материал сетки) и умножая на 100.
В одном осуществлении катализатор наносят на материал в виде сетки без использования носителя, состоящего из частиц.
В другом осуществлении катализатор конверсии окисла (окислов) азота наносят на носитель, состоящий из частиц, который наносят на материал в виде сетки. Термин "частица", как он использован здесь, включает и охватывает сферические частицы, удлиненные частицы, волокна, и т.д. В общем случае, средний размер частиц, на которые может быть нанесен катализатор, не превышает 200 микрон и обычно не превышает 50 микрон, причем в большинстве случаев средний размер частиц не превышает 20 микрон. Обычно средний размер частиц таких материалов составляет, по меньшей мере, 0,002 микрон и более предпочтительно, по меньшей мере, 0,5 микрон. Если на сетку нанесен в качестве покрытия катализатор, нанесенный на состоящий из частиц носитель, средний размер частиц носителя катализатора обычно не превышает 10 микрон и, когда он захвачен сеткой, обычно не превышает 150 микрон.
При осуществлении изобретения структура в виде сетки, которая служит носителем для катализатора, имеет вид формованной структурированной насадки. Такая насадка может быть сконфигурирована, как описано ниже в приведенных в примерах вариантах осуществления, для обеспечения турбулентности газового потока, проходящего через катализатор в реакторе. Так, структура в виде сетки, несущая катализатор, может быть, как описано более подробно далее, снабжена подходящим гофрированием для обеспечения повышенной турбулентности, где сформированные в структуре гофры образуют каналы, причем указанные каналы при формировании структуры в виде сетки ориентируют друг относительно друга так, чтобы сформировать генераторы турбулентности. Альтернативно, структура в виде сетки может включать выступы или турбулизаторы для обеспечения турбулентности, что также показано ниже. Наличие генераторов турбулентности улучшает смешение в радиальном (и продольном) направлении, а также улучшает доступ к катализатору, либо нанесенному на сетку, либо захваченному ею, создавая местные разности давлений по разные стороны сетки и создавая таким образом движущую силу для среды. Структурированная насадка может иметь форму модуля, такого как рулон из одного или нескольких листов, который помещают в трубки реактора так, чтобы каналы в модуле следовали в продольном направлении трубки. Рулон может включать листы, которые являются плоскими, гофрированными или волнистыми или их сочетанием, и листы могут иметь ребра или отверстия для того, чтобы улучшить смешение. Листы могут быть также сформованы в гофрированные полосы, отделенные друг от друга плоским листом, которые точно садятся в трубку и удерживаются вместе сваркой, проволоками, цилиндрическим плоским листом или их сочетанием. Альтернативно, сетка из металлических, металлических и керамических или керамических волокон может быть сформована в сотовую структуру с параллельными каналами. Каналы сот могут включать отверстия и/или генераторы турбулентности для обеспечения улучшенного массопереноса реагентов к катализатору.
Следует понимать, что сетчатая подложка, которая поддерживает катализатор, может быть применена в форме, отличной от структурированного листа. Например, сетчатая подложка может быть сформована в виде колец, зерен, лент и т.п. и применена в реакторе в виде слоя насадки.
Считается, что для дополнительного повышения конверсии можно использовать сочетание гофрированного пористого сетчатого материала и обычного сотового монолита. Способ согласно настоящему изобретению может включать стадии формирования структуры в виде сетки в гофрированную структуру, формирования гофрированной структуры в устройства - генераторы турбулентности и затем пропускания среды через последовательно расположенные гофрированную структуру и монолитную сотовую структуру. При этом сотовая монолитная структура может быть изготовлена из твердого керамического материала, а также металлических волокон, керамических волокон или металлических и керамических волокон.
Катализатор, который нанесен на структуру в виде сетки, может присутствовать на сетчатой подложке в виде покрытия на проволоках или волокнах, образующих структуру в виде сетки, и/или может присутствовать и удерживаться в щелях структуры в виде сетки.
Катализатор может быть нанесен на структуру в виде сетки разными способами, например окунанием или напылением. Катализаторные частицы могут быть нанесены на структуру в виде сетки путем контактирования структуры в виде сетки с жидким покрывающим составом (предпочтительно в виде ванны для нанесения покрытия), который включает диспергированные в жидкости частицы, при таких условиях, что покрывающий состав входит или впитывается в структуру в виде сетки и образует пористое покрытие и на внутренней, и на внешней частях структуры в виде сетки.
В предпочтительном осуществлении жидкий покрывающий состав имеет кинематическую вязкость не более 175 сантистокс и поверхностное натяжение не более 300 дин/см.
В одном осуществлении катализатор наносят на сетку посредством покрытия окунанием. В предпочтительном осуществлении трехмерный металлический материал в виде сетки окисляют перед нанесением покрытия, например, нагревом на воздухе при температуре от 300 до 700°С. В некоторых случаях, если материал в виде сетки загрязнен органическим материалом, материал в виде сетки очищают перед окислением путем, например, промывки органическим растворителем, таким как ацетон.
Ванна для покрытия предпочтительно представляет собой систему смешанных растворителей из органических растворителей и воды, в которой диспергированы частицы. Полярность системы растворителей предпочтительно ниже, чем полярность воды для того, чтобы предотвратить высокую растворимость катализатора и получить хорошее качество суспензии для нанесения покрытия. Система растворителей может быть смесью воды, амидов, сложных эфиров и спиртов. Кинематическая вязкость ванны для покрытия предпочтительно ниже чем 175 сантистокс, а ее поверхностное натяжение предпочтительно ниже 300 дин/см.
В предпочтительном осуществлении изобретения структура в виде сетки, на которую наносят покрытие, включает металлические проволоки или волокна, или керамические волокна, или металлические и керамические волокна, и металлические проволоки или волокна, на которые наносят покрытие, выбирают и обрабатывают таким образом, что их поверхностное натяжение было выше 50 дин/см при определении методом, описанным в "Advances in Chemistry, 43, Contact Angle, Wettability and Adhesion, American Chemical Society, 1964".
При покрытии структуры в виде сетки, которая включает металлические волокна, жидкий покрывающий состав предпочтительно имеет поверхностное натяжение от примерно 50 до 300 дин/см и более предпочтительно от примерно 50 до 150 дин/см при определении капиллярным методом, описанным в Т.С.Patton, "Paint Flow and Pigment Dispersion", 2nd Ed., Wiley-Interscience, 1979, p.223. В то же время жидкий покрывающий состав имеет кинематическую вязкость не более 175 сантистокс по измерениям в капиллярном вискозиметре, как описано в Р.С.Hiemenz, "Principles of colloid and Surface Chemistry", 2nd Ed., Marcel Dekker Inc., 1986, p.182.
В таком варианте осуществления вязкость и поверхностное натяжение жидкого покрывающего состава скоординированы с поверхностным натяжением покрываемого металла так, что жидкий покрывающий состав всасывается внутрь структуры, образуя при сушке состоящее из частиц покрытие на структуре в виде сетки. Покрываемый металл предпочтительно имеет поверхностное натяжение, которое больше 50 дин/см и предпочтительно выше, чем поверхностное натяжение жидкого покрывающего состава, чтобы обеспечить самопроизвольное смачивание и проникание жидкости внутрь сетки.
В случае, когда металл покрываемой структуры не имеет требуемого поверхностного натяжения, структура может быть подвергнута тепловой обработке для получения требуемого поверхностного натяжения.
Жидкий покрывающий состав может быть приготовлен без каких-либо связующих или клеев, вызывающих прилипание состоящего из частиц покрытия к структуре.
Поверхность покрываемой структуры может быть модифицирована химически или физически для повышения притяжения между поверхностью и образующими покрытие частицами, например тепловой обработкой или химической модификацией поверхности.
Содержание твердых веществ в ванне для покрытия обычно составляет от примерно 2% до примерно 50%, предпочтительно от примерно 5% до примерно 30%.
Ванна может содержать также присадки, такие как ПАВ, диспергаторы, водорастворимые полимеры и т.п. Обычно отношение массы присадок к массе частиц в ванне для покрытия составляет от 0,0001 до 0,4 и более предпочтительно от 0,001 до 0,1.
Материал в виде сетки предпочтительно покрывают, окуная материал в виде сетки один или несколько раз в ванну для покрытия при сушке или прокаливании между окунаниями. Температура ванны предпочтительно является комнатной температурой, но должна быть значительно ниже температуры кипения жидкости в ванне.
После покрытия материал в виде сетки, который включает пористое покрытие, состоящее из множества частиц, сушат, причем материал предпочтительно находится в вертикальном положении. Сушку предпочтительно осуществляют путем контакта с проточным газом (таким, как воздух) при температуре от 20 до 150°С, более предпочтительно от 100 до 150°С. После сушки покрытый материал в виде сетки предпочтительно прокаливают, например, при температуре от 250 до 800°С, предпочтительно от 300 до 500°С, наиболее предпочтительно при примерно 400°С. В предпочтительном осуществлении температуру и поток воздуха координируют для того, чтобы получить скорость сушки, которая не оказывает вредного влияния на каталитическое покрытие, например, в виде крекинга, закупорки пор и т.п. Во многих случаях предпочтительна более низкая скорость сушки. Такую замедленную сушку можно осуществить при использовании увлажненного осушающего газа. Может оказаться также выгодным менять влажность осушающего газа в зависимости от времени.
Толщина образованного покрытия может варьироваться. В общем случае толщина составляет, по меньшей мере, 1 микрон и, в общем случае, не превышает 100 микрон. Обычно толщина покрытия меньше 50 микрон и более предпочтительно не превышает 30 микрон. Заявитель обнаружил, что толщина покрытия ниже 30 микрон повышает эффективность катализатора и тем самым увеличивает объемную активность.
Внутренняя часть материала сетки с нанесенным покрытием имеет пористость, которая достаточна для того, чтобы дать возможность составляющим покрытие частицам проникать или мигрировать в трехмерную сеть. Таким образом, размер пор трехмерного материала и размер частиц, составляющих покрытие, фактически определяют количество и однородность покрытия, которое может быть отложено внутри сетки материала, и/или толщину покрытия внутри сетки. Чем больше размер пор, тем больше толщина покрытия, которое может быть однородно нанесено в соответствии с изобретением.
В случае, когда частицы находятся в форме предшественника катализатора, продукт после осаждения частиц обрабатывают для превращения предшественника катализатора в активный катализатор. В случае, когда частицы, которые отложены в трехмерной сети материала, являются носителем катализатора, активный катализатор или предшественник катализатора может быть затем нанесен на такой носитель путем, например, распыления, окунания или пропитки.
При использовании покрывающей ванны покрывающая суспензия во многих случаях может содержать присадки. Такие присадки изменяют физические характеристики покрывающей суспензии, в особенности, вязкость и поверхностное натяжение, так что во время окунания суспензия проникает в сетку и может быть получено покрытие с однородным распределением внутри и снаружи сетки. Золи не только меняют физические свойства покрывающей суспензии, но действуют также как связующие. После осаждения изделие сушат и прокаливают.
В качестве характерных стабилизирующих агентов здесь могут быть упомянуты: полимероподобная полиакриловая кислота, акриламины, органические соединения четвертичного аммония или другие специальные смеси, которые выбирают исходя из частиц. Альтернативно, для той же самой цели может быть использован органический растворитель. Примерами таких растворителей являются спирты или жидкие парафины. Регулирование рН суспензии, например, добавлением НNО3 является другим способом изменения вязкости и поверхностного натяжения покрывающей суспензии.
Катализатор может быть нанесен на носитель в виде сетки катализатора способом электрофоретического покрытия, описанным в заявке США 09/156023 от 17 сентября 1998 (в наст. время выдан Патент США № 6217732). По такой методике в качестве одного из электродов используют проволочную структуру в виде сетки, а катализатор с требуемым размером частиц суспендируют в покрывающей суспензии. К электродам, одним из которых является структура в виде сетки, образованная множеством слоев волокон, прилагают потенциал и структуру в виде сетки электрофоретически покрывают катализатором.
Как указано выше, нанесенный катализатор селективного окисления может быть нанесен на материал сетки путем захвата или удерживания частиц в промежутках сетки. Например, при приготовлении структуры в виде сетки, включающей множество слоев случайным образом ориентированных волокон, катализатор или носитель катализатора может быть включен в смесь, которую используют для приготовления структуры в виде сетки, благодаря чему получают структуру в виде сетки с катализатором или носителем катализатора, удерживаемым в промежутках сетки. Например, такие структуры в виде сетки могут быть получены, как описано в вышеупомянутых патентах, с подходящим катализатором или носителем катализатора, введенным в сетку, которая содержит волокна и связующее, такое как целлюлоза. Полученная сетчатая структура включает катализатор, удерживаемый в сетчатой структуре.
Эти и другие осуществления должны быть понятны специалистам из приведенного здесь описания.
Хотя в предпочтительном осуществлении материал практически на всю толщину покрыт катализатором, покрытие менее чем на всю толщину такими частицами находится в рамках сути и объема изобретения. В рамках сути и объема изобретения возможно также иметь разную толщину покрытия внутри трехмерной структуры во внутренних промежутках сетчатого материала.
Катализатор для конверсии окислов азота известен в технике. Характерными образцами такового являются, но не ограничиваются ими, окислы ванадия, алюминия, титана, вольфрама и молибдена. Могут использоваться также цеолиты. Примеры последних включают ZSM-5, модифицированный протонами или катионами меди, кобальта, серебра, цинка или платины или их сочетанием. Другими примерами катализаторов, используемых для конверсии окислов азота, являются драгоценные металлы, такие как платина, родий и палладий. Следует, однако, понимать, что объем настоящего изобретения не ограничен вышеописанными конкретными катализаторами.
Катализатор наносят на структуру в виде сетки в количестве, эффективном для конверсии окисла (окислов) азота. Обычно катализатор присутствует в количестве, по меньшей мере, 5% и предпочтительно, по меньшей мере, 10%, причем количество катализатора обычно не превышает 60% и более предпочтительно не превышает 40%, все по массе в расчете на массу сетки и катализатора. В одном варианте реализации, где пористость или свободный объем структуры в виде сетки до добавления катализатора на носителе имеет значение выше 87%, массовый процент катализатора составляет от примерно 5% до примерно 40%, а когда пористость или свободный объем превышает 90%, массовый процент катализатора на носителе составляет от примерно 5% до примерно 80%.
По одному осуществлению катализатор, нанесенный на структуру в виде сетки, используют для восстановления окислов азота восстановителем, например мочевиной, аммиаком, углеводородами и т.п. в присутствии кислорода с получением азота и воды. Восстановители, такие как аммиак и мочевина, широко используются для снижения выбросов NOx от стационарных источников, но не от мобильных источников, таких как транспортные средства, использующие в качестве топлива бензин, дизельное топливо или природный газ, из-за неудобства хранения и подачи аммиака, проблем безопасности и проскока аммиака (непрореагировавший аммиак в выхлопе). Если в качестве восстановителя использовать углеводороды, будут образовываться также окислы углерода. Углеводороды более подходят для использования в качестве восстановителя для мобильных источников. Однако описанное здесь изобретение включает любой восстановитель, используемый в любом источнике, будь он мобильным или стационарным.
По другому осуществлению катализатор, нанесенный на структуру в виде сетки, используют для разложения окислов азота на двухатомный кислород и двухатомный азот. Типичными катализаторами, используемыми для этой цели, являются катионы переходных металлов и благородных металлов, введенные обменом в цеолиты или нанесенные на окислы металлов.
По другому осуществлению катализатор, нанесенный на структуру в виде сетки, используют для окисления аммиака с образованием азота и воды (селективное каталитическое окисление). Данную реакцию можно использовать для удаления всего непрореагировавшего аммиака после селективного каталитического восстановления.
По другому осуществлению, где концентрация NOx в сырье низка, предпочтительно повысить концентрацию NOx для того, чтобы увеличить скорость реакции. По этому осуществлению проводят вначале обогащение NOx путем адсорбции на катализаторе, а затем реакцию или же адсорбцию на катализаторе или адсорбенте и затем десорбцию и реакцию на том же самом или ином катализаторе. Часто температуры, требуемые для адсорбции и реакции, отличаются, причем более низкие температуры предпочтительны для адсорбции, а более высокие температуры предпочтительны для реакции. При наличии быстрых изменений температуры, типичных для мобильных источников, таких как автомобильные двигатели, для достижения оптимальной эффективности системы требуется быстрый переход от абсорбции к реакции. Применение описанной здесь структуры в виде сетки является идеальным для таких приложений благодаря ее превосходной теплопередаче, низкой термической массе и ее способности к электроразогреву. В дополнение, применение структуры в виде сетки повышает эффективность катализатора и потому увеличивает объемную активность.
Например, аммиак или мочевина могут взаимодействовать с NO и NO2, находящимися в выхлопных газах сжигающих горючие ископаемые энергетических установок или в продуктах сгорания двигателей внутреннего сгорания, с образованием азота и воды в присутствии катализатора, нанесенного на структуру в виде сетки, как описано выше. Такими реакциями являются следующие:
4NO+4NН3+O2 → 4N2+6H2О
NO+NO2+2NН3 → 2N2+3Н2O
В тех случаях, когда менее удобно использовать аммиак или мочевину, как, например, в мобильных двигателях, таких как типичный автомобильный дизельный двигатель, для восстановления окисла азота можно также использовать часть горючего для двигателя
СхНу+2NO+(х+у/4-1)O2 → N2+у/2 Н2O+хCO2
Восстановление окисла азота и катализатор для этого описаны, например, в USP 5750460, USP 5707509, USP 5580534 и USP 5905056. Согласно настоящему изобретению такой катализатор наносят на материал в виде сетки, как описано выше.
При использовании дизельного топлива материал в виде сетки, включающий катализатор конверсии окисла (окислов) азота, может быть сформован в сотовую структуру. В общем случае такие реакции протекают при температуре от примерно 100°С до примерно 500°С, предпочтительно от примерно 200°С до примерно 400°С.
По другому осуществлению возможно каталитическое разложение N2O по следующей реакции:
N2O→N2+1/2O2
По другому осуществлению на описанную выше структуру в виде сетки может быть нанесен катализатор окисления, такой как платина, палладий, родий, кобальт, никель, железо, медь, молибден и т.д. и адсорбент карбонат калия. Такое сочетание катализатора и карбоната калия, нанесенное на структуру в виде сетки, может быть применено для одновременного окисления СО в СО2 и NO в NO2 по следующим реакциям:
СО+1/2O2 → СO2
NO+1/2O2 → NO2
СО и NO можно обнаружить в отходящих газах энергетических установок, сжигающих природный газ. NO2 абсорбируется с карбонатом или бикарбонатом, или гидроксидом, таким как карбонат, бикарбонат или гидроксид щелочного или щелочноземельного металла, в частности карбонат калия, или реагирует с ним, с образованием двуокиси углерода и нитрита калия и нитрата калия по следующей реакции:
2NO2+К2СО3 → СO2+KNO2+КNО3
Нитрит калия и нитрат калия, которые остаются на катализаторе, реагируют затем с восстановителем, таким как газообразный водород, в отсутствие кислорода по следующей реакции:
KNO2+КNО3+4Н2+СO2 → К2СО3+4Н2O(г)+N2
Вместо NO или NO2 выбрасываются вода в виде пара и элементарный азот, а карбонат калия вновь присутствует в качестве абсорбента на структуре в виде сетки, тем самым давая возможность начала нового цикла окисления и абсорбции. Такой процесс описан в USP 5665321, USP 5762885 и USP 5650127.
Далее будут описаны различные осуществления структурированных насадок. На фиг. 1 показана насадка 2, имеющая высоту Н, длину L и ширину W. Насадка 2 схематично представлена на фиг. 1 множеством параллельно гофрированных листов из пористого сетчатого материала (обозначенного далее как МЕС материал), в котором гофры 4 представлены диагональными линиями, которые находятся под углом α к вертикальному направлению потока F. Фиг.1а представляет поперечное сечение гофрирования 6. Смежные гофрированные листы 8 повернуты на 90° друг относительно друга. Материал МЕС предпочтительно представляет металлические волокна, но может быть керамическим или их сочетанием.
Вертикальная ориентация насадки относительно направления потока F является желательной для того, чтобы оптимизировать перепад давления в зависимости от степени удаления NO и минимизировать проскок NН3 (количество непрореагировавшего NН3). Это лучше всего выражается эффективностью удаления, характеризуемой величиной k/Δp, где k представляет константу скорости реакции первого порядка, а Δр представляет перепад давления. Таблица 1 показывает связь между углом наклона α и эффективностью удаления для разных углов наклона, а также сопоставление с обычной твердой керамической монолитной сотовой структурой, используемой для этой цели. Угол α может находиться в диапазоне от около 45° до около 70°. Однако сетчатые соты могут быть использованы как альтернатива. Обычные твердые керамические соты, таблица 1, дают при линейной скорости 5 м/с и 350°С перепад давления около 750 Па/м. Важной является степень смешения, достигаемая в структуре с более низким перепадом давления (более высокий угол наклона), которая связана с тенденцией снижать проскок аммиака при сохранении конверсии NO. Такой более низкий перепад давления важен для системы генерирования энергии, поскольку любая дополнительная потеря давления снижает эффективность турбины генерирования энергии.
Таблица 1 показывает, что, хотя существует небольшая потеря конверсии при переходе от структуры с углом наклона 45° к структуре с углом наклона 60°, это перекрывается увеличением общей эффективности. Вышеприведенная таблица показывает также, что преимущество каталитической пористой гофрированной структуры над сотами возрастает при увеличении GHSV. Это происходит благодаря дополнительной выгоде от более хорошего смешения при более высоких значениях производительности в случае вызывающей турбулентность гофрированной структуры в противоположность ламинарному режиму течения, характерному для сот.
Считается, что для дополнительного повышения конверсии следует использовать сочетание гофрированного пористого сетчатого МЕС материала и обычного керамического сотового монолита при вертикальной ориентации потока. Это показано на фиг.3с. Однако можно использовать также сетчатые соты, изготовленные из металлических волокон, или из керамических волокон, или из обоих материалов.
На фиг.3а обычная
керамическая сотовая структура 10 имеет длину L1, тогда как гофрированная структура 12, использующая для структурных элементов насадки сетчатый МЕС материал по настоящему изобретению, имеет
длину L2, и для заданной величины конверсии L2
На фиг.2 предпочтительная структура конвертора 18 включает корпус 20, предпочтительно квадратного или прямоугольного поперечного сечения, имеющий камеру, в которой расположена насадка 22. Насадка 22 включает элементы из пористого сетчатого волокнистого МЕС материала, предпочтительно из металлических волокон, как описано выше.
Пористый МЕС материал содержит множество гофрированных элементов 24, как показано на фиг.4 и указано в таблице 1, предпочтительно при угле наклона α в 45° или при любом другом подходящем угле наклона в соответствии с данным осуществлением. Элементы 24 в данном осуществлении являются идентичными, но могут отличаться согласно конкретному осуществлению. На фиг.19 угол смежных элементов определен величиной 2α, где каждая диагональная линия на фигуре представляет гофры элемента, две пересекающиеся диагонали, представляющие смежные элементы, где направление потока является таким, как показано на фиг.1. Как видно на фиг.4, угол наклона α смежных элементов отличается на 2α и чередуется. На элементах 24 нет турбулизаторов. Число использованных элементов зависит от размеров корпуса 20, размеров гофров и, разумеется, от толщины листов.
На фиг.5, в альтернативном варианте, вместо гофрированных элементов 24, фиг.4, может быть использован элемент 26 из гофрированного сетчатого материала. Элемент 26 имеет, необязательно, турбулизаторы 28. Элемент 26 фигуры 6 изготавливают на оборудовании, показанном и описанном в вышеупомянутых заявках PCT/US00/06137, PCT/US98/27699, где первая соответствует заявке США 09/181186 (патент №6276045), а последняя соответствует заявке США 09/002539 (патент № 6277340), упомянутым здесь во вступительной части. Последняя заявка предлагает описание оборудования, упомянутое во всей полноте, для сведения, для изготовления элементов 26, формирования на материале листа гофров 32 и турбулизаторов. Гофры формируются смежными сторонами стенок 34, 36, 38, 40 и т.д. Гофры определяют впадины 42 и гребни 44. Боковые стенки наклонены предпочтительно под углом β (фиг.8), составляющим около 90°. Впадины и гребни вытянуты в линейном направлении.
Элементы 24, фигура 4, ориентированы осями своих гофрированных каналов под переменными углами к направлению потока F, фиг.1. Гофры образуют здесь сквозные каналы. Эти каналы сообщаются друг с другом средой по краям элементов на периферической поверхности корпуса. Угол режима течения может иметь любую желаемую величину согласно данному осуществлению, как представлено выше в таблице 1, при желаемом минимальном перепаде давления. Газ, входящий в корпус 20, в направлении 21, фиг.2, входит в каналы элементов и затем поворачивает вначале под углом α, затем под углом 2α к этому направлению в соседние элементы и так далее, изменяя направление потока. Это создает турбулентность потока. Турбулентность создает разность давлений по разные стороны элементов, приводя в результате к потоку среды через поры пористых листов МЕС материала.
На фиг.6, 7 и 8 необязательные турбулизаторы 46 и 48 являются треугольными и отогнутыми от плоскости материала листа элемента 26. Для турбулизаторов 46 и 48 чередуется направление, в котором они выступают из плоскости материала листа, что лучше всего видно на фиг.8. Гофры имеют ширину w. Турбулизаторы обеспечивают дополнительную турбулентность и таким образом дополнительно ускоряют поток среды через поры МЕС материала благодаря разности давления на их сторонах.
На фиг.9 структурированная насадка 102 в следующем осуществлении образована из пористого сетчатого МЕС материала, металлических волокон или керамических волокон или из того и другого и включает группу одинаковых элементов насадки 104, 106, 108 и 110, которые являются частью большей группы 103, фиг.11. Эта структура насадки имеет необязательные турбулизаторы новой конфигурации. Хотя на фиг.11 показано девять элементов, это показано для иллюстрации, тогда как на практике можно использовать больше или меньше элементов согласно заданному осуществлению. Кроме того, элементы показаны в схеме расположения квадратом. Такая конфигурация также приведена для примера как предпочтительное осуществление. На практике схема расположения может также быть прямоугольной, круговой или иметь любую желаемую форму в плане, сравнимую с видом по фиг.11, как требуется в заданном исполнении.
Элементы уложены во внешний опорный корпус 112, который в данном случае является квадратным в поперечном сечении. Другие корпусы (не показаны) могут быть прямоугольными или круглыми в поперечных сечениях, как показано, например, в осуществлениях, описанных ниже. Каждый элемент 104, 106, 108 и 110 образован из одинаковой необработанной подложки 114, фиг.13, из предпочтительно композитных пористых волокон, как описано выше. Материал предпочтительно образован из материала, который описан выше или описан в патентах США, перечисленных во вступительной части и которые упомянуты здесь для сведения.
Заготовка 114 является фрагментом и представляет часть большей полной заготовки, образующей каждый из элементов фиг.11. Полная заготовка (не показана) является, как показано для частичной заготовки 114, идентичным повторением показанной на рисунке структуры, продолженным вправо на фигуре (и согласно данному осуществлению может продолжаться вертикально от верха к низу фигуры).
На фиг.13 необработанная подложка 114 включает множество необязательных сквозных разрезов, представленных сплошными линиями. Линии сгибов представлены прерывистыми линиями 116, 118, 120, 160 и т.д. Первый ряд 122 одинаковых выступов 124 и одинаковых сквозных отверстий 126 образован выступом 124 и отверстием 126, расположенными между каждой из перемежающихся пар соседних линий сгибов, таких как линии 116 и 118, 120 и 121 и так далее. Выступы 124 в конечном счете образуют турбулизаторы, как будет описано ниже. Отверстия 126 соседствуют с областью кончиков выступов 124 и расположены на канале, образующем линию сгиба, из которой исходят наклонные кромки 130. Те же самые номера позиций со штрихами или с несколькими штрихами на фигурах обозначают одинаковые части.
Каждый выступ 124 имеет первую кромку 128, однонаправленную с каналом, образующим линию сгиба, такую как линия 118. Выступ 124 имеет вторую кромку 130, которая исходит из второй линии сгиба канала, такой как линия сгиба 116, под углом к линиям сгибов 116 и 118, заканчивающуюся на отдаленном конце сегментом законцовки 132. Кромки 128 и 130 заканчиваются одним концом на линии сгиба выступа 160 вдоль плоскости 133. Законцовка 132 имеет кромку, которая одинаково направлена в пространстве с кромкой 128, и обе кромки являются прямыми и лежат на линии сгиба канала, такой как линия 118. Обе кромки 128 и 130 исходят из общей поперечной плоскости 133, как и все кромки выступов 124 ряда 122. Законцовка 132, которая является необязательной, предпочтительно является квадратной или прямоугольной для описанной цели, но может быть другой формы в соответствии с данным осуществлением. Отверстия 126 немного больше, чем законцовка 132, так чтобы позволить законцовке 132 выступа 124 пройти через них таким образом, как объяснено. Все выступы 124 и отверстия ряда 122 расположены параллельно плоскости 133.
Дополнительные ряды 127 и 129 выступов 124 и отверстий 126 расположены параллельно ряду 122 и выстроены в такой же столбец, как столбец 134, между данным набором линий сгиба, таких как линии 116 и 118. Выступы 124 и отверстия 126 между линиями сгиба 116 и 118 выстроены в столбец 134. Заготовка 114, как показано, имеет чередующиеся столбцы 136, 138 и так далее, соответствующие столбцам 134 выступов 124 и отверстий 126, которые выстроены в соответствующие ряды 127 и 129. В соответствии с заданным осуществлением может быть предусмотрено больше или меньше таких рядов и столбцов.
Ряды 122, 127 и 129 перемежаются рядами 140, 142 и 144 выступов 124 и отверстий 126. Выступы 124 и отверстия 126 рядов 140, 142 и 144 находятся в чередующихся столбцах 146, 148, 150, 139, 143 и 147. Следовательно, заготовка 114 имеет множество рядов и столбцов выступов 124 и отверстий 126 с выступами данного набора столбцов и рядов, чередующимися в вертикальном и горизонтальном положении с выступами и отверстиями остальных столбцов и рядов, как показано.
На фиг.10 и 10а элемент 104, как все остальные элементы, образован сгибанием материала подложки заготовки вдоль линий сгиба 116, 118, 120, 121 и так далее (фиг.13) в чередующихся противоположных направлениях. Это превращает заготовку 114 в имеющую каналы квазигофрированную структуру. Структура имеет одинаковые, предпочтительно квадратные в плане каналы 154, 156, 158 и так далее. Эти каналы обращены в чередующиеся противоположные направления 159 (фиг.12). Так, каналы 154, 158 и так далее обращены к низу фигуры, направление 159, а каналы 156, 161, 163 и так далее обращены в противоположном направлении к верху фигуры.
На фиг. 12 характерный элемент 162 имеет каналы 164, 166, 168, 170, каждый из которых имеет соответственно промежуточную соединительную стенку 172, 174, 176 и 178 и так далее, лежащие в плоскостях, вытянутых слева направо на фигуре, расположенной в нормальном направлении. Канал 166 имеет стенки боковой поверхности 180 и 182 и канал 168 имеет стенки боковой поверхности 182 и 184, причем стенка 182 является общей для каналов 166 и 168. Элемент 162 имеет дополнительно одинаковые каналы, как видно на фиг.11. Все элементы насадки 102 сконструированы подобным образом с одинаковыми каналами.
Перед формированием каналов или одновременно с ним выступы 124, фиг.13, сгибают, чтобы оттянуть их от плоскости заготовки 114, образуя турбулизаторы на коллинеарных линиях сгиба 160, лежащих на плоскости 133.
Выступы 124 в ряду 122 отгибают от плоскости рисунка в противоположных направлениях в чередующихся столбцах 134, 136, 138 и так далее. Так, выступы столбцов 134, 138 и 145 сгибают в одном и том же направлении, например от плоскости рисунка к наблюдателю. Выступы в столбцах 136 и 141 сгибают в противоположном от плоскости фигуры направлении от наблюдателя. Такая же последовательность сгиба предусмотрена для выступов рядов 127 и 129, которые находятся в тех же самых столбцах, что и выступы ряда 122, так что выступы данного столбца все изогнуты в параллельных направлениях.
Выступы 124' следующего ряда 140 в смежных чередующихся столбцах 146, 148, 150 и так далее отогнуты параллельно в таком же направлении на соответствующих коллинеарных линиях сгиба 186 параллельно плоскости 133 к наблюдателю. Они также параллельны выступам столбцов 134, 138 и так далее.
Выступы 124'' следующего ряда 127 изогнуты по своим соответствующим линиям сгиба в таком же направлении, как и выступы 124' в ряду 127, например к наблюдателю от плоскости рисунка. Эти выступы параллельны выступам столбца 140.
Выступы 124''' ряда 142 отогнуты по своим линиям сгиба в направлении, противоположном сгибу выступов рядов 127 и 140, например в направлении от наблюдателя по отношению к плоскости рисунка. Эти выступы параллельны и отогнуты в таком же направлении, что и выступы в столбцах 136 и 141. Выступы ряда 129 изогнуты в том же направлении, что и выступы рядов 122 и 127 в тех же столбцах, повторяя такой изгиб. Выступы ряда 144 изогнуты так же, как выступы рядов 142 и 140 по направлению к наблюдателю.
На фиг.9 и 10 элемент 104 имеет набор выступов 1241, 1241', 1241'', 1241''', 121 и 123 в канале 154. Выступы 1241, 1241'' и 121 все вытянуты в одном и том же направлении, например от соединительной стенки 190 канала 154 в канал 154. Выступы 1241' и 123 вытянуты от одной и той же стенки боковой поверхности, например боковой стенки 192. Выступ 1241''', однако, вытянут в канал 154 от противоположной боковой стенки 194. Выступы на виде сверху вдоль длины канала 154 от верха рисунка к низу на фиг.9 и 10 прерывают вертикальные каналы и тем самым образуют единственный извилистый, обычно вертикальный проход для текучей среды. Для любого из каналов вдоль их длины нет доступных открытых непрерывных вертикальных линейных проходов для текучей среды.
Выступы в следующем обращенном в противоположную сторону канале 156 являются зеркальным отображением ориентации выступов канала 154, что лучше всего видно на фиг.10.
Извилистое блокирующее прерывание вертикального линейного прохода выступами лучше всего видно на фиг.12. Канал 166 характерного элемента 162 имеет верхний выступ 1242, следующий ниже выступ 1242', затем еще ниже выступы 1242'' и 1212 и так далее. Выступы в соседних столбцах 136 и 141 в некоторых рядах, как, например, в ряду 144, фиг.13, имеют ту же ориентацию, что и выступы в типичном канале 166, такие как выступы 123, 1232, фиг.10. Как показано на фиг.12, часть каждого из выступов лежит над частью других выступов в канале. На виде сверху канал 166, как и все каналы, полностью блокирован выступами в вертикальном направлении, нормальном к плоскости рисунка. Таким образом, по длине канала 166 (или каналов 154, 156, 158 и так далее на фиг.10) нет линейного вертикального прохода для текучей среды. Кроме того, каждый выступ в данном канале одной своей кромкой примыкает или упирается либо в боковую стенку, либо в соединительную стенку.
Каждое из отверстий 126 принимает законцовку 132 соответствующего выступа. Например, на фиг.12 законцовка 1322 выступа 1242 проходит через отверстие 126 в соседний канал 196 соседнего элемента 1102. Законцовка 1322' выступа 1242' проходит в соседний канал 198 элемента 162. Законцовка 1322'' выступа 1242'' проходит в соседний канал 1100 элемента 162. Таким образом, для всех выступов законцовки выступов проходят через соответствующие отверстия 126 своего канала в следующий соседний канал.
Выступы, идущие от промежуточной соединительной стенки, такие как выступ 1242, фиг.12, присоединенный к стенке 174 элемента 162, достигают и проходят через отверстие 126 соединительной стенки соседнего элемента насадки, такой как стенка 197 элемента 1102. Однако ни один из выступов элемента 1102 не достигает каналов элемента 162. Таким образом, выступы каждого элемента применяются практически для взаимодействия только с каналами этого элемента, чтобы обеспечить желаемые извилистые проходы для текучей среды. Выступы каждого элемента практически не зависят от каналов смежных элементов, несмотря на то, что законцовки 132 выступов соединительной стенки находятся во взаимодействии, как описано, с соединительными стенками и каналами соседних элементов.
Выступы 124 и законцовки 132 не отгибаются от плоскости заготовки 114, фиг.13, для тех стенок ближайших смежных с корпусом каналов, которые соприкасаются с корпусом 112. Так, выступы на краях структурной сборки 103, фиг.11, не выходят за пределы структуры, так что они не соприкасаются с внутренними стенками корпуса 112. Подобным образом выступы на крайних поверхностях структуры 103 не отгибаются от плоскости этих поверхностей, как показано на фигуре 11. Отверстия 126 в таких крайних поверхностях также не являются необходимыми.
Законцовки 132 и отверстия 126 дополнительно (но не обязательно) применяются для обеспечения капельного потока жидкости к противоположным сторонам соответствующих стенок каналов, чтобы улучшить контакт текучей среды в структуру насадки. Кроме того, применение турбулизаторов, отверстий поперечного сообщения и тому подобного не является обязательным для настоящего изобретения.
Отверстия 126 обеспечивают также сообщение текучей среды между каналами в направлениях, перпендикулярных вертикальной оси структурной сборки 103. Разумеется, основное сообщение текучей среды между каналами в поперечном направлении обеспечивают отверстия в структурных элементах материала листа, образованные при отгибе выступов от плоскости материала листа. Эти отверстия и отверстия 126 могут быть образованы во всех четырех стенках каждого внутреннего канала.
Элементы структурной сборки 103, фиг.11, такие как элементы 104, 106, 108, 110 и так далее, предпочтительно скрепляют вместе точечной сваркой углов каналов на их верхнем и нижнем концах. Сварка не является обязательной, если размер элементов может быть подобран так, чтобы они плотно входили в башенный корпус 112 (фиг.11) и удерживались на месте в корпусе трением или другими способами (не показаны), такими как зажимы или тому подобное. Элементы могут быть также вначале скреплены вместе любым из обычных зажимных устройств или связующей средой.
Следует понимать, что число выступов в канале и их относительная ориентация приведены в качестве примера. Например, только один выступ, такой как выступ 1241''' в канале 154, выходит с боковой стенки 194 в канал 154. На практике с каждой боковой стенки в каждый канал мог бы входить более чем один выступ. Кроме того, последовательность ориентации выступов, например, какие выступы отходят от данной стенки в вертикальной последовательности, также приведена для примера, поскольку могут быть применены другие ориентации в соответствии с конкретными нуждами.
Далее, вертикальная длина элементов и каналов насадочной сборки сборки 103 на практике может отличаться от того, что показано. Длина каналов определяется факторами, характерными для данного осуществления, что определяется типом текучих сред, их объемами, расходами, вязкостями и другими относящимися сюда параметрами, требуемыми для осуществления желаемого способа, как обсуждалось более подробно выше. Структура на фиг.9-13 описана дополнительно в вышеупомянутой заявке PCT/US98/27699, упомянутой здесь для сведения во всей своей полноте.
На фиг.14, 15 и 16 структурированный носитель катализатора или модульная насадка теплопереноса 2028 согласно данному осуществлению помещена аксиально в трубу 2020 на длину трубы 2020. Каждая из насадок 2028 включает единственный лист пористого сетчатого или образующего сито материала, изготовленный из металлических или других волокон. Материал волокна может быть также керамическим, стеклянным, углеродным или любым их сочетанием. Модульные насадки 2028 размещены предпочтительно в упор (или в близком пространственном расположении) в ствол трубы 2020.
Характерная модульная насадка 2028 включает единственный лист пористого сетчатого материала. Сетчатый материал, фиг.16, согнут по линиям сгиба 2030, 2031, 2032 и так далее по одной стороне 2034 насадки 2028 и линиям сгиба 2030', 2031' и 2032' и так далее по противоположной стороне 2036 трубы 2020. Линии сгиба 2030, 2030' определяют плоскостное сечение 2038 плоского планарного материала сетчатого листа между ними. Линии сгиба 2031, 2031' образуют смежное планарное сечение 2040 сетчатого материала. Сечения 2038 и 2040 образуют канал 2042 протока текучей среды между ними для течения среды номинально в направлении 2044, фиг.14. Действительное направление потока среды в трубе является сложным из-за турбулентности, как будет описано, а также потоков, наклоненных трансверсально к продольной оси трубы, определенной направлением 2044.
Область между секциями 2038 и 2040, например между линиями сгиба 2030' и 2031', образует обычно прямоугольную промежуточную границу трубы 2046, которая касается внутренней поверхности трубы 2020. Секции 2038 и 2048, которые являются характерными в отношении ориентации других секций в насадке 2028, являются параллельными и параллельны другим секциям насадки. Результатом является сборка 2048 из параллельных секций, где каждая секция заканчивается на линии сгиба, образующей поверхность с линией сгиба соседней секции. Промежуточные поверхности, такие как поверхность 2046, все касаются внутренней поверхности трубы 2020 в предпочтительной для теплопроводности связи. Все секции, такие как секции 2038 и 2040 и так далее, являются взаимосвязанными как одна цельная структура, разделенная линиями сгиба и промежуточной граничной поверхностью, такой как поверхность 2046.
Сборка секций, таких как секции 2038, 2040 и 2060, образует соответствующую сборку каналов среды, таких как канал 2042, которые все параллельны обычно одной и той же поперечной ширине в направлениях 2050, фиг.16. В каждом канале расположены лопасти генераторов турбулентности 2052, 2054 и 2056, например в канале 2058. Все лопасти наклонены примерно на 45° к направлению потока 2044 через трубу 2020, но могут быть наклонены под другими углами. Лопатки перенаправляют среду, сталкивающуюся с лопатками, в поперечном направлении на внутреннюю поверхность стенки трубы 2020, чтобы оптимизировать теплоперенос в трубе. Лопатки 2052, 2054 и 2056 представляют всего лишь несколько из лопаток, присоединенных к секции. Остальные подобные лопатки находятся в пространственно-упорядоченном расположении с лопатками 2052, 2054 и 2056 в осевом направлении 2044 потока среды в трубе 2020 в вертикальной сборке. Либо поверхность, либо лопатка (на краю насадки, такая как лопатки 2057 и 2059, фиг.16) находится в теплопроводящем контакте с внутренней поверхностью трубы 2020. Таким образом, модульная насадка 2028 является зигзагообразной структурой, сложенной наподобие гармошки, с близкими к прямоугольным каналами, образованными планарными секциями и промежуточными поверхностями. Промежуточные поверхности расположены под углами к плоскости некоторых из секций так, чтобы сопрягаться с соответствующей кривизной внутренней поверхности трубы 2020, как показано на фиг.14.
Конфигурация и расположение лопаток 2052, 2054, 2056 и так далее лучше всего показаны на фигурах 17 и 18. На фиг.17 и 18 ориентация лопаток различна, но размеры лопаток являются одинаковыми для заданного внутреннего диаметра трубы, тогда как относительная ориентация лопаток не является критической для заданной трубы, причем ориентация всех модулей предпочтительно является одинаковой в соответствующей трубе. Однако ориентация лопаток, которые могут находиться под углом около 45° к продольной оси трубы, может также быть различной для заданного набора модулей в трубе в соответствии с конкретным осуществлением.
На фиг.17 три одинаковых прямоугольных листа-заготовки полосы 2062, 2062' образованы из проволочной сетки из заготовки 2063, сетчатый материал которой будет описан ниже. Характерный лист 2062' представляет собой удлиненный прямоугольный лист из волокнистого сетчатого материала, имеющий две параллельные одинаковые продольные кромки 2064 и параллельные одинаковые концевые кромки 2066. Сплошные линии на листе заготовки 2063 представляют сквозные прорези. Лист заготовки полосы 2062' имеет множество выстроенных в ряд секций 2068, 2070 и 2072 и так далее в линейном порядке. Секции имеют различную длину L, которая соответствует поперечному размеру данной секции вдоль внутреннего диаметра трубы 2020 (см. фиг.16). Между каждой такой секцией есть поверхности раздела, такие как поверхности 2074, 2076 и 2078. Поверхности раздела чередуются на противоположных сторонах трубы 2020, как показано на фиг.16. Лопатки сформированы прорезями 2088, фиг.18, в заготовке 20104 под углом 45° к продольному измерению заготовки и секции слева направо на рисунке.
Как лучше всего видно на фиг.18, в заготовке 20104 лопатки, например лопатки 2080, 2082 и 2084, в характерной секции 2086 являются одинаковыми и образованы сквозными прорезями 2088. Лопатки 2090 и 2092 короче, чем лопатки 2080, 2082 и 2084, поскольку они расположены на углу секции. Лопатки - зеркальные отображения 2094 и 2096 в диагонально- противоположном углу секции 2086 являются таким же, как лопатки 2090 и 2092, но, альтернативно, могут отличаться друг от друга в соответствии с конкретным осуществлением.
Прорезь 2088 имеет прямой участок 2088' и изогнутый под углом участок на одном конце прорези и U-образную прорезь 2098 в соединении с прорезью 2088'. Характерная лопатка 2084 имеет линию сгиба 20100, показанную штриховой линией. Линии сгиба для лопаток в других секциях не показаны штриховыми линиями, но предполагается, что они включены в изображение. Линии сгиба для всех центральных секций в заготовке 20104, включая две противоположные концевые секции, такие как секции 20102, параллельны линии сгиба 20100.
Каждая из секций отделена двумя линиями сгиба, такими как линии сгиба 20106 и 20108 между секциями 2086 и 20102. Секции 20106 и 20108 образуют между собой промежуточную поверхность раздела 20110. Дополнительная промежуточная поверхность раздела 20112 находится между линиями сгиба 20114 и 20116 соответственных секций 20118 и 2086 и так далее.
Лопатки концевой секции 20102 отличаются от лопаток секций, лежащих между концевыми секциями. Лопатки 20120, 20122, 20124 и так далее концевой секции 20102 тоньше в поперечной ширине и имеют искривленные внешние кромки 20128. Такие лопатки непосредственно соприкасаются с внутренней поверхностью трубы и поэтому имеют кривизну, которая соответствует кривизне изогнутой внутренней поверхности трубы 2020. Эти лопатки концевых секций соответствуют по расположению лопаткам 2054, 2057, например, на фиг.16, модульной насадки 2028. Следует понимать, что рисунки даны не в масштабе и в целом носят схематичный характер, имея целью объяснить принципы, а не обеспечить точные соотношения размеров различных элементов насадки и трубы 2020.
Поскольку лопатки различных модульных насадок 2028, фиг.14-16, обычно наклонены под углом 45° к продольной оси трубы 2020, все эти лопатки направляют поток среды к стенке внутренней поверхности трубы для того, чтобы максимизировать теплоперенос от внутренней части секции к трубе. Лопатки также создают местные разности давления, т.е. турбулентность, которая может максимизировать поток среды через сетчатый материал носителя, образующего модульную насадку 2028, как будет здесь объяснено более подробно. Из-за малого размера пор сетчатого материала обычно не наблюдается поток среды через него, если разность давлений на противоположных поверхностях примерно одинакова или имеет малую величину.
Размер и размещение отверстий в сетчатом материале секций, предпочтительно в сочетании с лопатками генераторов турбулентности, необязательно выбирают так, чтобы получить желаемое объемное смешение и перепад давления на сетке структурированной насадки, хотя такие отверстия и генераторы не являются необходимыми для настоящего изобретения.
Изобретение будет теперь описано на нижеследующих примерах, однако предмет настоящего изобретения не предполагается ограничить ими.
Пример 1
Катализатор конверсии NOx, включавший смесь оксидов переходных металлов, размалывали в шаровой мельнице Eiger в течение пяти минут при 4000 об/мин с получением суспензии с 19,6 мас.% твердого вещества при получении среднего размера частиц 2,4 микрон. К суспензии этой смеси добавляли 2% золя окиси алюминия Nyacol в расчете на массу твердых веществ в суспензии. Лист микроволокна Hastelloy X толщиной 0,4 мм с пористостью 90% формовали в сотовую структуру, которую затем покрывали данной суспензией смеси, нанося покрытие окунанием структуры. Избыток суспензии в каналах удаляли обработкой воздушным ножом под давлением 5 бар. Структура весила 6,14 г перед нанесением покрытия и 7,25 г после покрытия и сушки при 120°С в течение 1 часа, что таким образом дает массовый процент захвата 15,4 мас.%. Данные соты с нанесенным покрытием затем покрывали второй раз с таким же удалением суспензии из каналов сот воздушным ножом. Второе нанесение покрытия давало соты массой 8,40 г, что дает образец с 26,9 мас.%. Еще две сотовые структуры массой 6,32 г и 8,43 г покрывали так же, как описано в данном примере, и конечный массовый процент этих двух образцов составлял 27,9 и 28,6%. Эти образцы использовали для оценки каталитического удаления NOx из модельного выхлопного газа, и они показали себя эффективными катализаторами для удаления NOx.
Пример 2
К шестидесяти граммам суспензии смеси примера 1 добавляли шестьдесят граммов воды, чтобы понизить содержание твердых веществ в суспензии до 9,8 мас.%. На соты массой 5,87 г наносили 19,6 мас.% суспензию примера 1 и сушили соты, как описано в примере 1. Затем на эту сотовую структуру наносили второй раз 9,8% суспензию и очищали ее воздушным ножом, как описано в примере 1. Такое второе покрытие давало конечный уровень загрузки в 21,2 мас.%. Данный образец использовали для оценки каталитического удаления NOx из модельного выхлопного газа и он показал себя эффективным катализатором для удаления NOx.
Пример 3
Вторую порцию катализатора размалывали в шаровой мельнице, как описано в примере 1, в течение 5 минут. К данной суспензии добавляли 1 мас.%. Povidone (PVP) (водорастворимый полимерный продукт - поливинилпирролидон, от BASF) в расчете на общую концентрацию суспензии. К данной суспензии добавляли 5 мас.% золя окиси алюминия Nyacol (в расчете на содержание твердых веществ в суспензии). Было найдено, что содержание твердых веществ составляло 23,1 мас.%. Для двух сотовых структур, изготовленных из микроволокнистого материала, использованного в примере 1, нанесение покрытия окунанием дало продукт с покрытием, содержащий после сушки при 120°С в течение 0,5 ч и обжига при 500°C в течение 1 ч 20,5 и 19,8 мас.% твердых веществ. Для третьей сотовой структуры данная 23,1%-ная суспензия была разбавлена до 17,8 мас.%, и продукт с нанесенным покрытием имел уровень загрузки 16,3 мас.%. Эти образцы использовали для оценки каталитического удаления NOx из модельного выхлопного газа, и они показали себя эффективными катализаторами для удаления NOx.
Пример 4
Готовили насадку со следующими характеристиками:
Размеры реактора
Ширина реактора 0,05 м
Глубина реактора 0,05 м
Высота связки 0,09 м
Объем связки 2.25Е-04 м3
Число связок 2
Листы/связка 10
Общая высота реактора 0,18 м
Общий объем реактора 4,50Е-04 м3
Удельная площадь поверхности 500 м2/м3
насадки
Материал насадки
Диаметр волокна 12 мкм
Толщина листа 0,8 мм
Пористость 90%
Материал - нержавеющая сталь 316
и катализатор наносили в виде покрытия следующим образом:
DeNOx катализатор мололи в шаровой мельнице до среднего размера частиц менее 5 мкм. Катализатор смешивали с водой в массовом соотношении 15:85 и гомогенизировали в шаровой мельнице с шарами из двуокиси циркония. Величину рН суспензии доводили до 8,5 добавлением аммиака. Суспензию переводили в ванну для покрытия, которая содержала два электрода, соединенных с положительными полюсами источника тока. Каждый лист связки покрывали отдельно. Лист располагали вертикально параллельно каждому из электродов и на одинаковом расстоянии от каждого из них и соединяли с отрицательным полюсом источника тока. Покрытие осаждали при 9 В в течение 30 секунд. Лист вынимали из ванны и сушили на воздухе при 100°С в течение 30 минут, после чего его прокаливали на воздухе при 500°С в течение 30 минут при скорости нагрева 10°С/мин.
Пример 5
Производительность новой DeNOx-каталитической структуры для селективного каталитического восстановления (СКС) описанной в примере 4 конфигурации была испытана в стандартном тесте на DeNOx-активность при использовании следующих условий: концентрация NOx на входе 500 ч/млн, подача NH3 1,1 от стехиометрической, температура 350°С, объемная скорость 10000 л/ч и перепад давления 1,5 мбар/м (0,06 фунт-сила/дюйм2/фут). При таких условиях для каталитической структуры, содержащей 0,16 г ванадия, была определена эффективность восстановления NOx 92%. Этот результат можно сравнить с таким же катализатором, сконфигурированным в виде сот (35 cpsi, 2, 3 г ванадия), давшим при таких же условиях реакции эффективность удаления NOx 96%.
Обычно считают, что реакция DeNOx имеет первый порядок по отношению к NOx. Поэтому каталитическая структура данного примера достигает сравнимого удаления NOx при скорости удаления первого порядка на единицу катализатора, которая в 11 раз больше, чем таковая для обычной структуры.
Пример 6
В данном примере такая же каталитическая структура, как в примере 2, была использована для изучения эффективности удаления NOx при низких концентрациях NOx. Газовый поток, содержавший 27 ч/млн NOx, пропускали через каталитическую структуру после впрыска аммиака в две разные точки перед реактором. В первом случае получаемый входящий газовый поток был хорошо перемешан, во втором случае NOx и NH3 были плохо перемешаны перед входом в каталитическую структуру. Результаты этих экспериментов (опыт при тех же условиях, что в примере 5, за исключением концентраций NOx и NH3) представлены в таблице ниже:
DeNOx-структура в виде сетки СКВ может гарантировать очень низкие количества NOx и NН3 на выходе потоков, которые предварительно не идеально смешаны. Это не так для обычной системы, где показатели резко ухудшаются, если не было обеспечено идеальное предварительное смешение.
Пример 7
Гофрированную структуру CKB-DeNOx сетчатого типа сравнивали со стандартными прямоканальными твердыми керамическими сотами в условиях, моделирующих выход из газовой турбины. В обеих структурах использовали один и тот же катализатор (3% V2O5 на WO3/TiO2). Перепад давления во всех случаях составлял 740-840 Па/м.
Температура - 350°С
NO на входе - 20-30 ч/млн
NH3/NO на входе - 0,92-1,0
Поперечное сечение испытательного реактора - 86×90 мм
Длина испытательного реактора - 740-750 мм
Линейная скорость - 6,4 м/с
Структура сетчатого типа
Поверхность листа 500 м2/м3
Загрузка катализатора = 0,19 (масса катализатора/масса катализатора + масса сетки)
Угол гофрирования = 60 градусов к горизонтали
Сотовый катализатор
882 м2/м3
45,9 cpsi
В удельной константе скорости в приведенных ниже результатах принимаются в расчет различия в NH3/NO на входе.
k/SV=-ln(1-х/r),
где k = удельная константа скорости (1/ч);
SV = объемная скорость (объем подаваемого потока/объем структуры);
х = конверсия NO;
r=NH3/NO на входе.
Результаты
Данный пример ясно показывает, что гофрированная структура сетчатого типа способна удалять больше NO, чем твердая керамическая сотовая структура такого же объема.
Пример 8
В следующем примере верхние 250 мм керамической твердой сотовой структуры были удалены и заменены в одном случае каталитической гофрированной структурой в виде сетки, а в другом случае некаталитической металлической фольгой такой же гофрированной конфигурации. Это было сделано для того, чтобы оценить эффект улучшенного смешения перед сотами на проскок аммиака (непрореагировавший аммиак).
Результаты
Результаты данного примера показывают, что каталитический смесительный гофрированный элемент в сочетании с прямоканальными сотами намного более эффективен при конверсии аммиака, чем некаталитический гофрированный смеситель, за которым следуют прямоканальные твердые керамические соты. Кроме того, сравнение примеров 7 и 8 показывает, что использование смесительной (каталитической или некаталитической) гофрированной структуры плюс соты более эффективно для удаления NOx, чем только соты такой же длины.
Пример 9
25%-ную (по массе твердых веществ) суспензию каталитического материала V2O5-WO3/TiO2 готовили размолом в шаровой мельнице до размера < 1 мкм. Содержание твердых веществ суспендированного материала понижали до 10% добавлением деионизированной воды. К этой суспензии добавляли 2% (в расчете на содержание твердых веществ в суспензии) стабилизированного азотной кислотой золя оксида циркония. Дополнительно к данной суспензии добавляли также 1% (в расчете на содержание твердых веществ в суспензии) сульфата аммония.
Используя данную суспензию, наносили покрытие на листы 2,5 см на 3,5 см, толщина 0,8 мм, свободный объем 95%, изготовленные из волокон из высокочистой двуокиси кремния. Затем листы сушили при 120°С в течение 1 ч. Проводили второе нанесение покрытия из суспензии и листы вновь сушили при 120°С в течение 1 ч. Высушенные листы подвергали обжигу при 350°С в течение 4 ч. Было найдено, что захват каталитического материала на листы из кремнеземных волокон составил 70% (в расчете на конечную массу покрытых листов). Приготовленный таким образом катализатор испытывали на его способность к восстановлению NO.
Условия испытаний были следующими:
Концентрация NO: 410 ч/млн.
Концентрация NH3: 390 ч/млн.
Концентрация кислорода: 5%.
Концентрация СO2: 13%.
Концентрация Н2O: 8%.
При температуре 300°С и объемной скорости 25000 ч-1 наблюдали конверсию NO 86%.
Содержание всех публикаций, включая патенты и опубликованные патентные заявки, упомянуто здесь для сведения в такой же степени, как если бы каждая публикация была упомянута для сведения отдельно и индивидуально.
Следует понимать, однако, что объем настоящего изобретения не ограничен вышеописанными конкретными осуществлениями. Изобретение может быть осуществлено иначе, чем конкретно описано, и тем не менее попадать в объем прилагаемой формулы изобретения.
Реферат
Способ конверсии и аппарат для конверсии, по меньшей мере, одного окисла азота, такого как NO, NO2 N2O, которые превращают окисел в присутствии катализатора, нанесенного на металлическую структуру в виде сетки. Структура в виде сетки предпочтительно является волокнистой, образованной металлическими или керамическими волокнами и имеет пористость более чем примерно 85%. Сетка сформирована так, что образует каналы, предпочтительно гофры, включает генераторы турбулентности, чтобы создать разность давления поперек сетки, для стимуляции течения среды через поры сетки, которое не наблюдается при отсутствии такой разности давления. Описаны предпочтительные варианты осуществления структурированной насадки и монолитных структур, каждая из которых содержит катализатор для конверсии окисла азота, предпочтительно в порах сетки и/или нанесенный на волокна. В одном осуществлении гофрированные листы в виде сетки расположены последовательно с керамической твердой монолитной структурой, причем среда, содержащая, по меньшей мере, один окисел азота, который должен быть конвертирован, поступает вначале на гофрированные листы, а затем поступает в монолитную структуру для завершения конверсии. В других вариантах осуществления структура в виде сетки может иметь различные конфигурации, включающие сотовую, и может включать металл, металл и керамику или керамику и может быть волокнистой. Изобретение позволяет повысить степень конверсии окислов азота. 2 н. и 13 з.п. ф-лы, 19 ил., 3 табл.

Комментарии