Установка, способ и катализатор очистки газообразного углеводородного сырья от сероводорода и меркаптанов - RU2649442C2
Код документа: RU2649442C2
Чертежи

Описание
Изобретение относится к области технологии очистки газообразного углеводородного сырья (природный газ, ПНГ, биогаз, атмосферные выбросы и т.д., в том числе газовые среды) от сероводорода и меркаптанов и может быть использовано при очистке любого газообразного углеводородного сырья от сероводорода и меркаптанов.
Известен (RU, патент 2394635, опубл. 20.07.2010) способ очистки газов от сероводорода, меркаптанов и других серусодержащих соединений, углекислого газа и других кислых примесей абсорбционным методом с использованием раствора средней натриевой соли и гидроксида натрия в качестве абсорбентов. Очищаемые газы под повышенным давлением последовательно обрабатывают двумя абсорбентами, сначала водным раствором средних натриевых солей сероводородной и угольной кислот, а затем водным раствором гидроксида натрия.
Известна также (там же) установка для очистки газов от сероводорода, меркаптанов и других серусодержащих соединений, углекислого газа и других кислых примесей, включающая два абсорбера, каждый из которых снабжен расходной емкостью для абсорбента и насосом для дозированной подачи абсорбента в абсорбер, причем во втором по ходу очищаемого газа абсорбере циркулирует раствор гидроксида натрия, а также сборниками отработанных абсорбентов. Абсорберы соединены последовательно, работают под давлением, второй абсорбер снабжен циркуляционным насосом. Сборник первого абсорбера соединен с нагнетательным насосом, служащим для закачивания отработанного абсорбента в изолированные пласты для захоронения. При этом в качестве абсорбента в первом абсорбере используется вода и отработанный абсорбент из второго абсорбера, дополнительно установка содержит компрессор для создания заданного давления очищаемого газа и соединенный с ним сепаратор, служащий для отделения газового конденсата и воды.
Недостатками известного технического решения следует признать низкое качество очистки, большой расход щелочи, получение большого количества токсичных трудно утилизируемых отходов.
Известен процесс жидкофазного окисления сероводорода в серу хелатными комплексами железа (процесс Lo-Cat) (US, патент 4622212, опубл. 11.11.1986). В процессах Lo-Cat используется собственно каталитический реактор для конверсии сероводорода в серу, а также регенератор раствора катализатора.
Недостатком известного процесса следует признать недостаточную степень удаление сероводорода, невозможность удаления меркаптанов.
Известен (US 8735316, опубл. 27.05.2014) процесс каталитической очистки растворов углеводородов от меркаптанов путем конверсии меркаптанов в дисульфиды. В качестве катализаторов используют комплекс CuCl с моноэтаноламином (МЭА), ацетонитрилом или одноатомным спиртом. Процесс протекает в присутствии кислорода воздуха при температуре 22-140°С. Остаточное содержание меркаптановой серы может быть снижено до 20 ррм.
Недостатками известного процесса следует признать возможность очистки только жидких сред, отсутствие данных по очистке от сероводорода.
Известен (RU, патент 2385180 опубл. 27.03.2010) Клаус-процесс конверсии сероводорода в серу.
Недостатками известного способа следует признать предварительную аминовую очистку сырья, многостадийность, недостаточную степень конверсии сероводорода в серу, необходимость доочистки атмосферных выбросов, сложное технологическое оборудование, а также непригодность к утилизации меркаптанов.
Известен (US, патент 5286697, опубл. 15.02.1994) также усовершенствованный процесс Клауса.
Данный процесс также не пригоден для утилизации меркаптанов и менее эффективен в утилизации сероводорода.
Известен (RU, патент 2405738, опубл. 27.04.2010) способ получения серы из промышленных газов с использованием катализатора, содержащего 2,35 мас. % фосфата железа (III), нанесенного на дегидроксилированный силикагель (97,65%), обеспечивающий получение серы из сероводорода, присутствующего в газообразных углеводородах.
Недостатком известного способа следует признать недостаточную степень конверсии сероводорода, а также сложность изготовления катализатора.
Известен (RU, патент 2398735, опубл. 10.09.2010) способ очистки газовых потоков от сероводорода путем окисления сероводорода до элементарной серы в жидкой фазе в присутствии катализатора, содержащего соединение переходного металла и органического комплексообразующего вещества. Для окисления сероводорода предложено использовать кислород, в качестве соединения переходного металла используют галогенид меди, содержание меди в растворе составляет от 0,015 до 0,1 вес. %, а в качестве органического комплексообразующего вещества соединение, выбранное из диметилформамида, пирролидона, метилпирролидона, пиридина или хинолина, процесс ведут в среде растворителя, выбранного из числа следующих: одноатомный спирт, многоатомный спирт, вода или их смеси, керосин, изооктан, газоконденсат, при температуре 20-40°С.
Недостатком известного способа следует признать его невысокую эффективность.
Техническая задача, решаемая посредством разработанного изобретения, состоит в создании технического решения, обеспечивающего одновременную очистку газообразных углеводородов от сероводорода и меркаптанов с конверсией выше 99,999%.
Технический результат, достигаемый при реализации разработанного решения, состоит в одностадийной очистке газообразных углеводородов от сероводорода и меркаптанов до остаточного содержания -SH вплоть до 0,001 ppm при отсутствии токсичных отходов.
Для достижения указанного технического результата предложено использовать разработанную установку очистки газообразных углеводородов от сероводорода и меркаптанов. Разработанная установка содержит реактор сероочистки, заполненный раствором катализатора окисления сероводорода и меркаптанов в серу и дисульфиды соответственно в органическом растворителе, устройство вывода раствора серы из реактора в блок сепарации серы и блок сепарации серы, при этом установка содержит, по крайней мере, средства подачи в реактор очищаемых газообразных углеводородов и кислородсодержащего газа, средство вывода из реактора очищенного газа, а блок сепарации серы содержит средство выделения серы, причем конструкция реактора и состав катализатора обеспечивают конверсию, по меньшей мере, 99,99% сероводорода и меркаптанов в серу и дисульфиды, а катализатор представляет собой смешанно-лигандные комплексы переходных металлов.
В ходе пропускания газа через раствор катализатора сероводород и меркаптаны превращаются в серу и дисульфиды соответственно по реакции:

Очищенный газ с выхода реактора поступает потребителю. Образующиеся по реакции (1) дисульфиды остаются в реакторе и не оказывают влияния на основной процесс. Образующаяся по реакции (1) вода частично удаляется из реактора с потоком очищенного газа, частично - с раствором мелкодисперсной серы.
Суспензию мелкодисперсной серы выводят из реактора в блок сепарации серы. Блок сепарации серы может содержать устройство для выделения серы из раствора с последующим рециклом раствора в реактор.
Установка может дополнительно содержать устройство гомогенизации смеси очищаемого газа с кислородсодержащим газом.
Предпочтительно реактор содержит средство для распределения подводимого очищаемого газового потока по объему реактора или насадочные тарелки.
Также установка может дополнительно содержать средство дозированной подачи катализатора.
Предпочтительно установка содержит в качестве катализатора смешанно-лигандные комплексы на основе галогенидов железа и/или меди.
Для достижения указанного технического результата может быть также использован разработанный способ очистки газообразных углеводородов от сероводорода и меркаптанов.
Согласно разработанному способу очищаемое сырье в смеси с кислородсодержащим газом пропускают через реактор с органическим раствором катализатора, обеспечивающего конверсию сероводорода и меркаптанов, по меньшей мере, на 99,99% в серу и дисульфиды, при этом катализатор представляет собой смешанно-лигандные комплексы переходных металлов.
Предпочтительно температуру в установке поддерживают в пределах 20-140°С.
При реализации способа обычно используют количество кислорода, не менее 50% от суммарного содержания сероводорода и меркаптановой серы.
Предпочтительно поступившую в реактор газовую смесь равномерно распределяют по объему реактора.
При реализации способа обычно проводят дозированную подачу катализатора в установку, при этом дополнительно отделяют серу из суспензии и раствор возвращают в реактор.
Обычно используют катализатор, представляющий собой смешанно-лигандные комплексы на основе галогенидов железа и/или меди.
Также для достижения указанного технического результата предложено использовать катализатор очистки газообразных углеводородов от сероводорода и меркаптанов разработанного состава. Указанный катализатор представляет собой 0,0001-100% раствор смеси хлоридов железа и/или меди, амина и амида, взятых в соотношении 1:20-1:0,1, в спирте.
Предпочтительно в катализаторе в качестве аминов использованы бензиламин, циклогексиламин, пиридин, а в качестве амида - диметилформамид.
В дальнейшем сущность и преимущества разработанного технического решения будут рассмотрены с использованием примеров реализации.
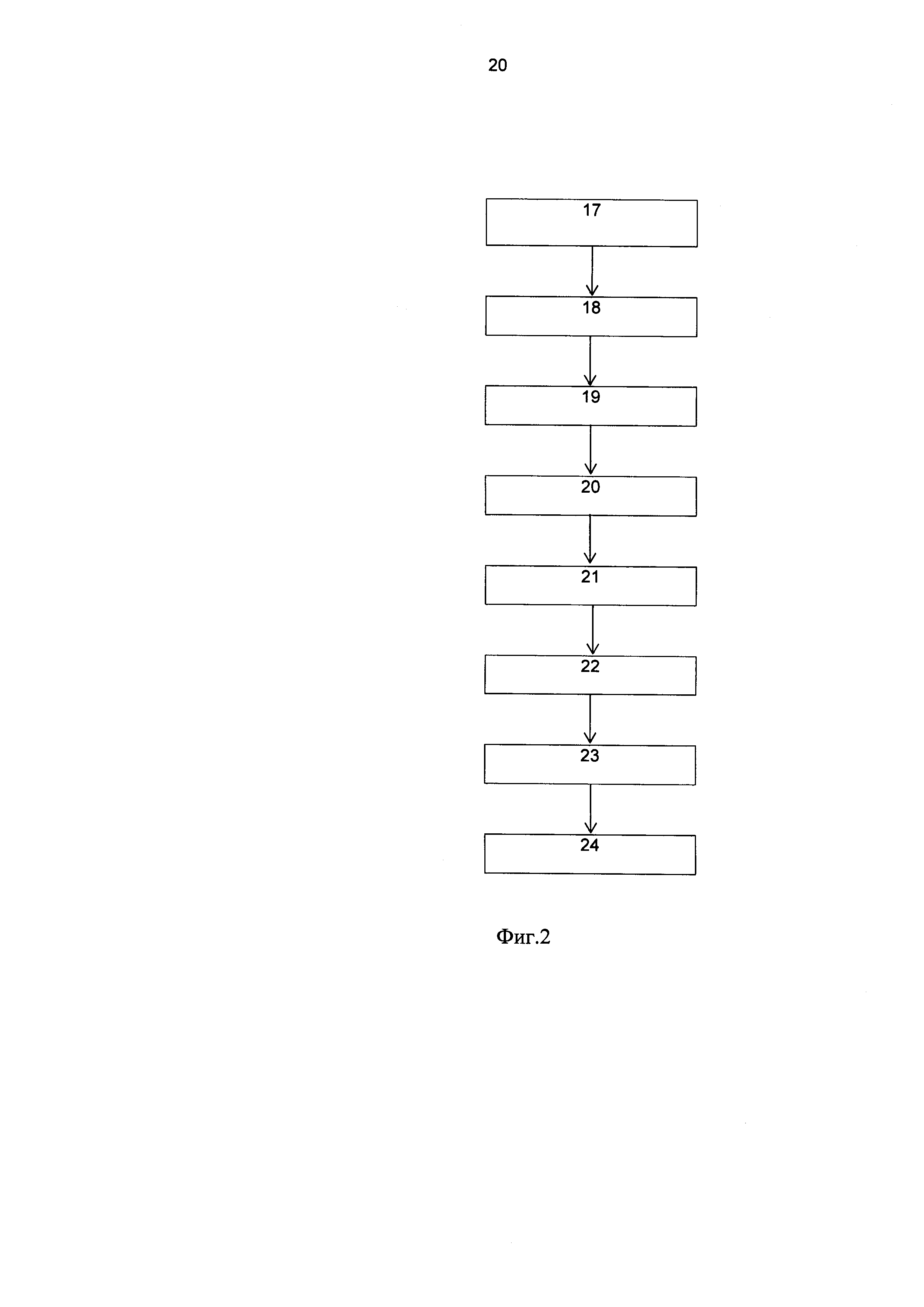
На фиг. 1 приведена блок-схема разработанной установки в предпочтительном варианте реализации, при этом использованы следующие обозначения: трубопровод 1 подачи сырья на очистку, смеситель 2 очищаемого углеводородного газа с кислородсодержащим газом, трубопровод 3 подачи кислородсодержащего газа, побудитель 4 расхода кислородсодержащего газа, трубопровод 5 подвода смеси очищаемого углеводородного газа с кислородсодержащим газом, реактор сероочистки 6, средства 7 распределения смеси углеводородного и кислородсодержащего газа по объему реактора 6, емкость 8 с раствором катализатора, побудитель 9 подачи раствора катализатора из емкости 8 в реактор 6, трубопровод 10 подачи раствора катализатора в реактор 6, трубопровод 11 отвода очищенного газа, трубопровод 12 вывода суспензии серы в блок 13 сепарации серы, трубопровод 14 вывода серы из блока сепарации 13, трубопровод 15 вывода раствора катализатора из блока сепарации 13 в реактор 6 после отделения серы, побудитель 16 рецикла раствора катализатора из блока сепарации серы 13 в реактор 6. Основные стадии реализации способа приведены на фиг. 2, при этом использованы следующие обозначения: подача очищаемого газообразного углеводородного сырья в смеси с кислородсодержащим газом на вход реактора 17, пропускание очищаемого сырья через реактор с органическим раствором катализатора 18, получение на выходе реактора чистого газа, причем конверсия сероводорода и меркаптанов в серу и дисульфиды составляет 99,99% 19, использование количества кислорода не менее 50% от суммарного содержания сероводорода и меркаптановой серы 20, распределение газовой смеси равномерно по объему реактора 21, дозированная подача катализатора в реактор 22, отделение серы из суспензии и рециклраствора катализатора в реактор 23, поддержание температуры в установке в пределах 25-140°С 24.
В качестве побудителя расхода кислородсодержащего газа может быть использован воздушный компрессор, в качестве побудителя подачи раствора катализатора из емкости - дозировочный насос, в качестве побудителя рецикла раствора катализатора из блока сепарации серы - насос.
В дальнейшем сущность и преимущества разработанного технического решения будут рассмотрены с использованием примеров реализации.
Пример 1. Получение катализатора К1. В колбу при комнатной температуре помещают 10 мл этилового спирта, 100 мл октана, 0,2-1 г CuCl2⋅2Н2O и 0,5-3 г амина (бензиламин, циклогексиламин, пиридин). Содержимое колбы перемешивают до полного растворения хлорида меди. Катализатор такого состава описан в патенте РФ 2405738.
Пример 2. Получение катализатора К2. В колбу при комнатной температуре помещают 100 мл этилового спирта, 20 мл воды, 20 мл (0,25 моль) диметилформамида (ДМФА) и 15 г (0,09 моль) CuCl2⋅2Н2O. Содержимое колбы перемешивают с использованием магнитной мешалки до полного растворения хлорида меди. Катализатор такого состава известен из патента РФ 2398735, но до момента окончания исследования, послужившего основой настоящего изобретения, данные по его активности в демеркаптанизации газа отсутствовали.
Пример 3. Получение катализатора К3. В колбу при комнатной температуре помещают 100 мл спирта, 8-60 г смеси амина с диметилформамидом (ДМФА), 1,5-14 г CuCl2⋅2Н2O. Содержимое колбы перемешивают до полного растворения хлорида меди.
Пример 4. Очистка газа с использованием разработанных установки и способа, но с использованием катализатора К1, известного из патента 2405738.
В реактор загружен неводный органический растворитель и катализатор К1, полученный по примеру 1. На вход реактора поступает поток газа с содержанием сероводорода 0,1% об., 0,05% меркаптановой серы и 0,06% об. кислорода. Температура раствора 25°С. На выходе реактора по данным потенциометрического титрования содержание сероводорода и меркаптанов в газе составляет 40 и 50 ppm соответственно. Конверсия сероводорода и меркаптанов составляет 95,5 и 91% соответственно.
Таким образом, разработанная установка и способ даже при использовании катализатора известного состава (по патенту 2405738) обеспечивают конверсию сероводорода и меркаптанов в серу и дисульфиды не более 95,5%.
Пример 5. Очистка газа по изобретению с использованием катализатора К2. В реактор загружен неводный органический растворитель и катализатор К2. На вход реактора поступает поток газа, содержащий сероводород, меркаптаны и кислород в количестве 1,0, 0,05 и 0,5025% об. соответственно. Температура раствора 25°С. На выходе реактора по данным потенциометрического титрования содержание сероводорода и меркаптанов составляет 60 и 60 ppm соответственно. Конверсия сероводорода и меркаптанов серу и дисульфиды соответственно составляет 99,4% и 88%.
Таким образом, примеры 4 и 5 показывают, что даже с использованием катализатора неоптимального состава разработанные установка и способ обеспечивают конверсию сероводорода 95,5-99,4% при конверсии меркаптанов 88-91%.
Примеры 6-12. Очистка газа на катализаторе К3 с использованием разработанных способа, катализатора и оборудования. В реактор загружен неводный органический растворитель и катализатор К3 с концентрацией 0,001-100%. На вход реактора поступает поток газа с содержанием сероводорода 0,1-1,8% об., меркаптанов 0,05-0,5% об. и кислорода 0,075-1,15% об. Температура раствора 20-40°С. На выходе реактора по данным потенциометрического титрования содержание сероводорода в газе составляет 10-0,001 ppm и меркаптанов 0,001-20 ppm. Степень очистки от сероводорода 99,8-99,9999%, от меркаптанов 98-99,9999%. Данные экспериментов с использованием катализаторов К1-К3 приведены в табл.1.

В настоящей работе было установлено, что:
- катализатор К1 с использованием разработанных установки и способа обеспечивает недостаточную конверсию сероводорода и меркаптанов, 95,5% и 91% соответственно.
- катализатор К2 с использованием разработанных установки и способа обеспечивает очистку газа не только от сероводорода, как в патенте 2398735, но и от меркаптанов. Конверсия меркаптанов составляет при этом 88%.
- катализатор по изобретению катализирует окисление и сероводорода, и меркаптанов с высокой степенью конверсии, 99, 9999%, см. табл. 2.
Конверсия сероводорода и меркаптанов в примерах 6-14 приведена в таблице 2.

Результаты очистки газа с использованием разработанного способа и установки, а также катализатора К3 при разном соотношении амин/амид/переходный металл приведены в табл. 3. Условия проведения эксперимента идентичны условиям проведения экспериментов №№6-14.

Результаты очистки газа с использованием разработанного способа и установки, а также катализатора К3 в разных растворителях при соотношении амин/амид/переходный металл приведены в табл.4. Условия проведения эксперимента идентичны условиям проведения экспериментов №№6-14.

Результаты очистки газа с использованием разработанного способа и установки, а также при различных концентрациях катализатора К3 приведены в табл. 5. Условия проведения эксперимента идентичны условиям проведения экспериментов №№6-14.

Результаты очистки газа разного углеводородного состава при разном содержании метана, C1, этана, C2, и углеводородов C3+ с использованием разработанного способа и установки, а также катализатора К3 приведены в табл. 6. Условия проведения эксперимента идентичны условиям проведения экспериментов №№6-14.

Реферат
Изобретение относится к установке, способу и катализатору для очистки газообразного углеводородного сырья от сероводорода и меркаптанов. Установка содержит каталитический реактор, заполненный раствором катализатора окисления сероводорода и меркаптанов в органическом растворителе, обеспечивающий конверсию, по меньшей мере, 99,99% сероводорода и меркаптанов в серу и дисульфиды, средства подачи в реактор очищаемого газообразного углеводородного сырья и кислородсодержащего газа, средство вывода из реактора очищенного газа, устройство вывода раствора серы из реактора и блок сепарации серы. Катализатор представляет собой 0,0001-100% раствор смеси хлоридов железа и/или меди, амина и амида, взятых в соотношении 1:20-1:0,1, в спирте. Изобретение обеспечивает одностадийную очистку газообразных углеводородов одновременно от сероводорода и меркаптанов до остаточного содержания -SH вплоть до 0,001 ppm при отсутствии токсичных отходов. 3 н. и 13 з.п. ф-лы, 2 ил., 6 табл.
Формула
Документы, цитированные в отчёте о поиске
Реактор для осуществления реакций под высоким давлением, способ пуска реактора и способ осуществления реакции
Способ и устройство для выделения двуокиси серы из газа
Комментарии