Способ многослойного покрытия длинномерного материала и устройство для его осуществления - RU2082819C1
Код документа: RU2082819C1
Чертежи
Описание
Изобретение относится к способам многослойного покрытия металлического длинномерного материала, преимущественно ленты или проволоки путем нанесения различных слоев металлических материалов при непрерывном прохождении покрываемого материала через установку, состоящую из нескольких расположенных ванн с расплавленным материалом покрытия.
Способы вышеуказанного вида известны патент Великобритании 1574814; они служат улучшению качества поверхности, в частности, повышению коррозионной стойкости ленты и проволоки из металла. Наносимые в несколько слоев материалы покрытия, например, первый слой из алюминия 5-12% кремния и второй слой из алюминия повышают пластичность ленты, а также прочность сцепления и коррозионную стойкость материала покрытия. Известный способ патент Германии 3124161 предусматривает проводку стальной ленты после обработки ее поверхности последовательно через две расположенных друг около друга емкостей, причем в первом содержится цинковая ванна, а во втором легирующая ванна и температуру растворов в обеих емкостях можно регулировать. Соответствующее устройство предусматривает средства и мероприятия для направления ленты в емкость, изменения ее направления в емкости, вывода из нее и подачи аналогичным образом в следующую емкость и вывода из нее. После второй емкости с покрытой ленты известным образом удаляют путем очистки избыточный материал и одновременно или в заключение ленту доводят до температуры, при которой весь материал покрытия застывает.
Таким способом можно добиться улучшения качества поверхности и прочности сцепления покрытия.
Недостатком известного способа и устройства является то, что целенаправленное воздействие на диффузионный процесс между расплавленным материалом покрытия и стальной лентой также мало возможно, как и точное соотношение между оптимальными температурными режимами при нанесении первого и второго слоя покрытия. Расположение рядом размещенных емкостей с необходимыми направляющими ленту элементами, т.к. непосредственная подача материала покрытия невозможна. Кроме того, при заданном расположении установки неизбежны загрязнения погружных ванн железом, что ухудшает качество материала покрытия.
Исходя из изложенных проблем и недостатков уровня техники, в основе изобретения лежит задача улучшить способ нанесения покрытия. Путем оптимального регулирования диффузионных процессов при нанесении покрытия обеспечивается лучшее воздействие на толщину промежуточного слоя, так что посредством усовершенствованных устройств и расположения могут быть получены новые коррозионностойкие покрытия с улучшенными свойствами поверхности.
Для решения задачи согласно изобретению предложен способ, отличающийся тем, что длинномерный металлический материал прямолинейно подают через установку с соблюдением регулируемых температур и/или глубины ванны с различными расплавленными материалами покрытия с герулированием температуры и времени. Таким образом становится возможным установить оптимальный температурный режим подачи длинномерного материала и его покрытия, так что можно регулировать температуру ванны и время обработки, необходимые для нанесения покрытия и образования промежуточных неметаллических слоев.
В особенно удобной форме исполнения изобретения предлагается, чтобы каждый слой покрытия, нанесенный на длинномерный материал, охлаждали в погружной ванне по ходу проведения процесса при температуре равной или более низкой, чем температура затвердевания самого низкоплавкого элемента. Подобным образом сами ванны можно использовать для температурного режима, при котором температура и/или глубина ванны, или время обработки соответственно согласованы друг с другом.
Согласно другому признаку изобретения, разумеется, также можно, чтобы один или несколько слоев, нанесенных на длинномерный металлический материал в погружной ванне в направлении рабочего процесса, подвергались воздействию температуры, более высокой чем температура твердения слоя или слоев, наносимых в предыдущей ванне. Это рационально тогда, когда первый нанесенный слой служит в качестве изоляционного для других слоев и смешивается вместе с со следующим нанесенным покрытием как флюс.
В варианте выполнения изобретения предусмотрено, что последний слой, наносимый на длинномерный металлический материал после погружной ванны охлаждают до температуры, равной или более низкой чем температуры затвердевания этого слоя, и в заключение уменьшают по толщине на 0,3- 3% Путем этой деформирующей операции на заключительной стадии улучшается поверхность и структура покрытия.
Согласно изобретению устройство для осуществления способа характеризуется несколькими, установленными в ряд рабочими емкостями с проточными каналами для длинномерного металлического материала, расположенными ниже зеркала ванны, причем проточные каналы перекрыты магнитно-гидродинамическими уплотнениями.
С помощью таких и подобным образом расположенных емкостей можно осуществлять прямолинейную подачу длинномерного металлического материала, что является важным для реализации способа согласно изобретению, т.к. можно отказаться от огибаемых и направляющих для подачи материала в погружную ванну и из нее.
Благодаря этому удается выдерживать достаточно короткое время между отдельными циклами нанесения покрытия, чтобы работать с длинномерным материалом и его покрытием в пределах регулируемого температурного режима.
В предпочтительной форме выполнения изобретения предусмотрено вертикальное, друг над другом расположение емкостей для нанесения покрытия. В этом случае магнитногидродинамические уплотнения установлены вокруг канала, проходящего через днище отдельных емкостей, через которые проходит длинномерный материал сверху вниз или снизу вверх. Как при всех других предложениях согласно изобретению, вся установка закрыта для доступа кислорода воздуха и работает в среде защитного газа.
Особенно удачное решение по осуществлению способа получается тогда, когда каждая емкость для нанесения покрытия снабжена, по меньшей мере, одной емкостью для предварительного расплавления, между которыми циркулирует расплав без доступа воздуха. В объемном отношении емкости для нанесения покрытия имеют объем в несколько раз меньше, чем одна или несколько емкостей для предварительного расплавления.
Использование подобных емкостей для предварительного распыления повышенного объема позволяет выполнять емкости для нанесения покрытия невелик. Это позволяет очень быстро понижать или повышать уровень ванны с материалом покрытия и тем самым варьировать время обработки поступающего материала. Это создает возможность во много раз быстрее регулировать подаваемый расплав материала покрытия и по температуре, чем когда приходится охлаждать или нагревать большой объем материала покрытия. Тогда плавление материала покрытия может происходить в ванне предварительного расплавления, расположенной рядом или сбоку под ванной для нанесения покрытия, между которыми осуществляется циркуляция материала покрытия, например, с помощью магнитных насосов.
Важным является то, что регулируется температура и/или глубина погружения материала в каждой емкости для нанесения покрытия.
В еще одном выполнении установки согласно изобретению по другому признаку предусмотрено, что длинномерный металлический материал если смотреть в направлении рабочего процесса позади последней емкости или в дополнительной емкости для нанесения покрытия подают через направляющий ролик, за которым расположена клеть для последующей прокатки материала с покрытием.
С помощью направляющего ролика стержневой материал поворачивают в плоскость, в которой возможна дополнительная прокатка изделия с покрытием. Кроме того, между направляющим роликом и клетью для последующей прокатки можно дополнительно подключить устройство охлаждения, с помощью которого осуществляется температурное воздействие на ленту с покрытием перед процессом деформации.
Согласно другой форме исполнения изобретения предлагается при расположении направляющего ролика в дополнительной емкости для нанесения покрытия подавать и вынимать длинномерный материал на уровне зеркала ванны и поднимать, и опускать направляющий ролик внутри ванны. В этом предложении ниже последней емкости для нанесения покрытия согласно изобретению предусмотрена еще одна емкость с плавким материалом покрытия, температуру которого можно регулировать. Таким образом, покрываемый длинномерный материал можно охлаждать внутри этой емкости до желаемой температуры, причем на время обработки в емкости можно влиять путем перестановки направляющего ролика в вертикальном направлении. К дополнительному баку известным способом можно подключить сопловый нож для удаления избыточного материала покрытия с поверхности обрабатываемого изделия.
Пример исполнения изобретения изображен на чертеже, с помощью которого изобретение поясняется более подробно.
На фиг. 1 схематично показано устройство согласно изобретению для многослойного покрытия ленты в схематическом изображении:
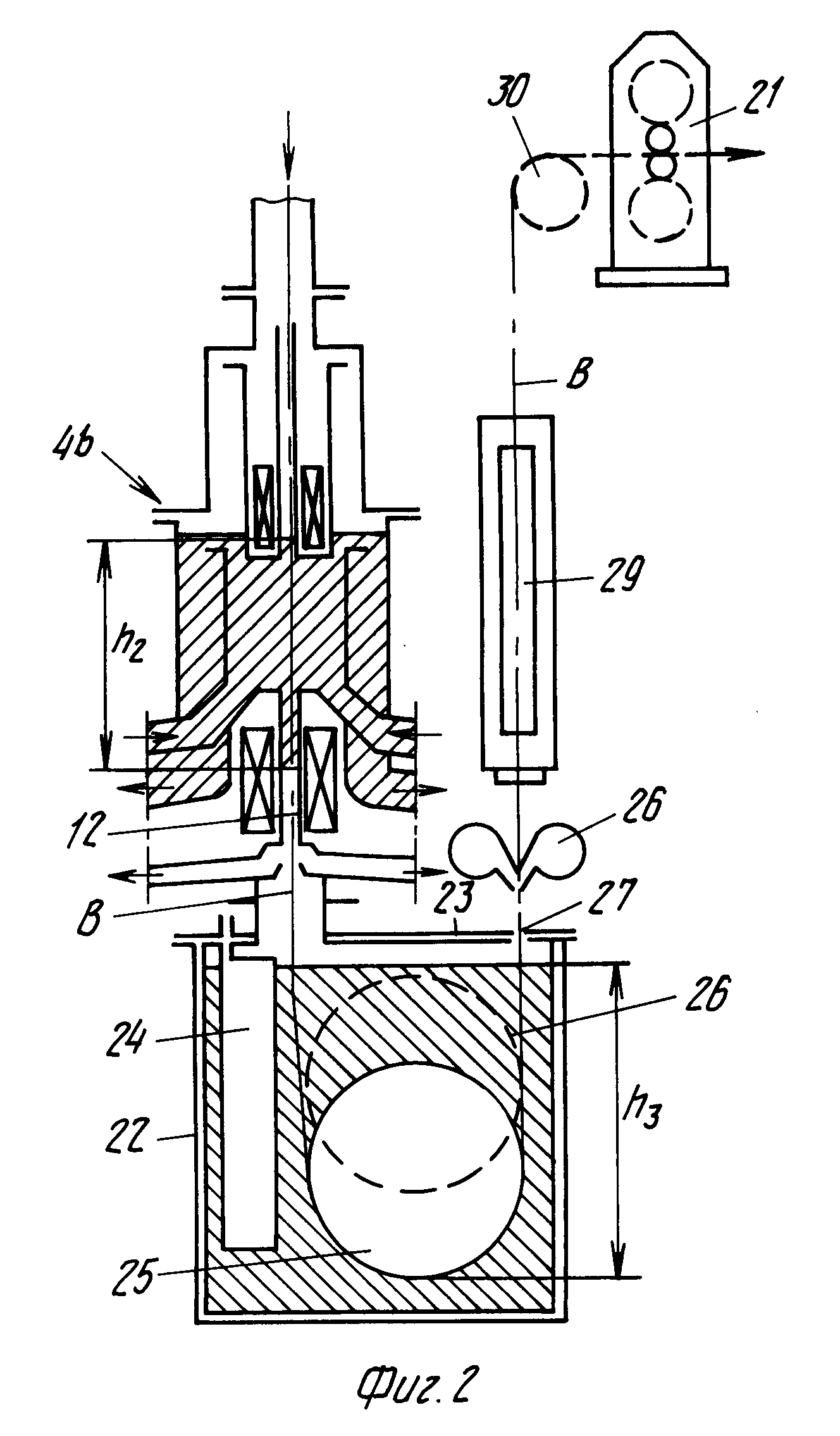
фиг. 2 вариант
исполнения установки согласно изобретению с направляющим роликом в ванне;
фиг. 3 и 4 служат для описания температурного режима примера исполнения.
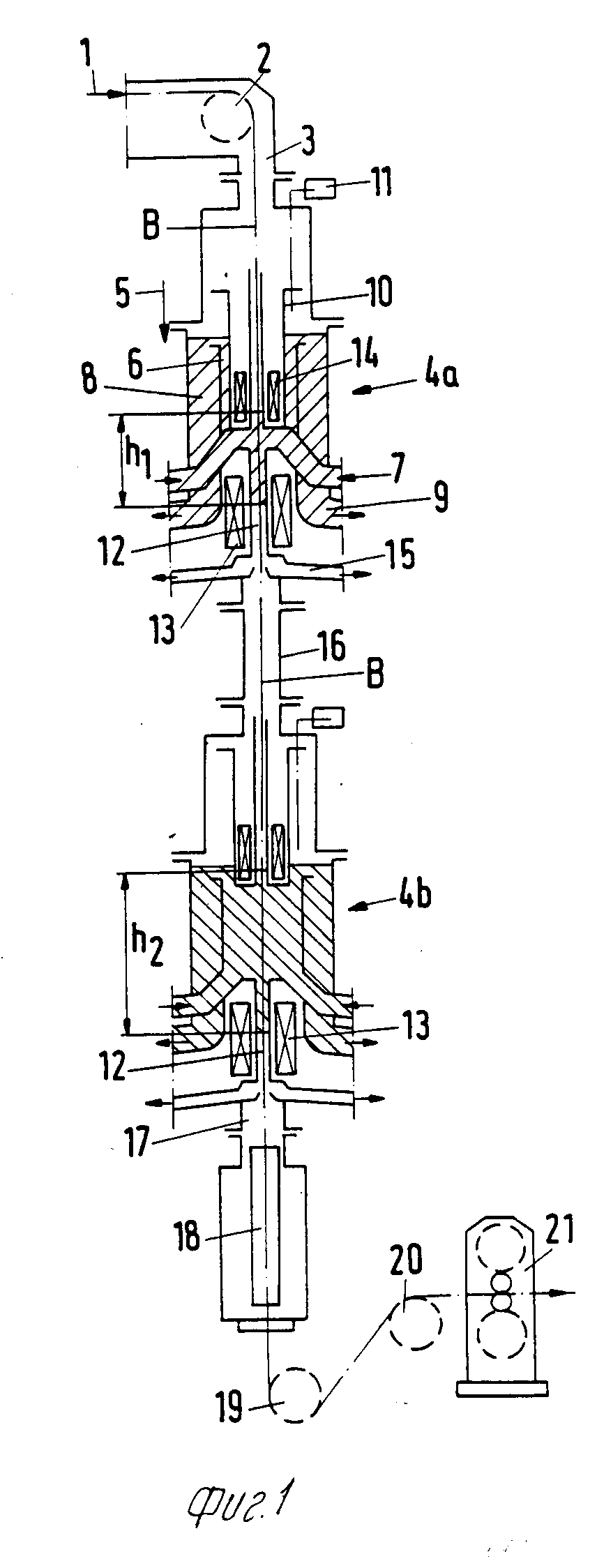
На фиг. 1 установка согласно изобретению изображена в частичном разрезе и чисто схематически. Позицией "B" обозначена входящая стальная лента, подаваемая в направлении стрелки 1 с подготовительного участка обжиговая печь вокруг направляющего ролика 2 из горизонтальной плоскости в вертикальную. Лента "B" по каналу 3 подается без доступа воздуха из окружающей среды; внутри канала 3 защитный газ предотвращает окисление поверхности ленты. Поз. 4а и 4в обозначены две емкости для нанесения покрытия, которые расположены последовательно по ходу 5 ленты, т.е. вертикально друг над другом. Каждая емкость 4а, 4в для нанесения покрытия состоит из внутренней емкости 6, к которой подается плавкий материал покрытия, обозначенный поз. 7, поступающий, например, с помощью из (не показанной на чертеже) емкости для предварительного расплавления и подводится к внешней емкости 8, с помощью которой материал покрытия через сливные каналы 9 может возвращаться к емкости для предварительного расплавления. Во внутренних емкостях 6, как показано поз. 10 установлен поплавок 11, имеющий возможность подниматься и опускаться для изменения глубины ванны для обработки материала покрытия.
Пропускной для ленты "В" со стороны днища канал 1 внутренней емкости 6 перекрыт известным магнитногидродинамическим уплотнением, как указано на примере катушки 13. Это магнитногидродинамического уплотнение препятствует вытеканию расплавленного металлического материала покрытия из проточного канала.
Аналогичное уплотнение, обозначенное поз. 14, предусмотрено внутри поплавка 10 для предотвращения подъема жидкого материала покрытия в поплавке 10 и нарушения регулирования определенной высоты "h" обрабатывающего раствора.
В случае возможных протечек или повреждения дополнительные каналы 15 ниже пропускного отверстия для ленты улавливают расплавленный материал покрытия и направляют его обратно в ванну предварительного плавления соответствующей емкости для нанесения покрытия. Емкость для нанесения покрытия 4в выполнена также, поэтому можно сделать ссылку на описание емкости 4а. Емкость 4в снабжена одной или несколькими другими емкостями для предварительного плавления. Благодаря этому можно подавать разные материалы покрытия. Между емкостями 4а и 4в предусмотрен закрытый, продуваемый защитным газом канал 16, позволяющий регулировать определенную температуру между емкостями 4а и 4в. Ниже емкости 4в или на стороне слива из него предусмотрен другой, запирающий систему канал 17, через который лента поступает на участок охлаждения 18. Для поворота ленты служат направляющие ролики 19 и 20 перед прокатной клетью 21, в которой лента с покрытием прокатывается.
На фиг. 2 изображено альтернативное исполнение выходного участка линии обработки. После емкости для нанесения покрытия 4в, конструктивное выполнение которой уже описано на фиг. 1, лента В поступает в дополнительную емкость для нанесения покрытия 22, которая в поз. 23 закрыта крышкой. Емкость 22 также содержит расплав материала покрытия, температура которого соответствует температуре твердения последнего слоя или ниже ее. Разогревание расплава до нежелательных температур предотвращается холодильником 24, с помощью которого регулируется температура расплава. Время обработки, т.е. время прохождения ленты можно варьировать тем, что направляющий ролик 25 можно регулировать по высоте, как это показано штрихпунктирной линией 26. Ленту "В", покидающую в в поз. 27 дополнительную емкость для нанесения покрытия 22, проводят вначале через известный сопловый нож 28, которым удаляют избыточный материал, затем она проходит участок охлаждения 29, чтобы после поворота посредством ролика 30 также направиться в прокатную клеть 21. Устройство и способ согласно изобретению позволяют таким образом производить покрытие движущейся ленты при ее вертикальном ходе последовательно в различных погружных ваннах, причем, как правило, в последующей ванне по мере надобности отвердевает первый слой и одновременно наносится другой. Последний слой охлаждают до его затвердевания и в заключение деформируют.
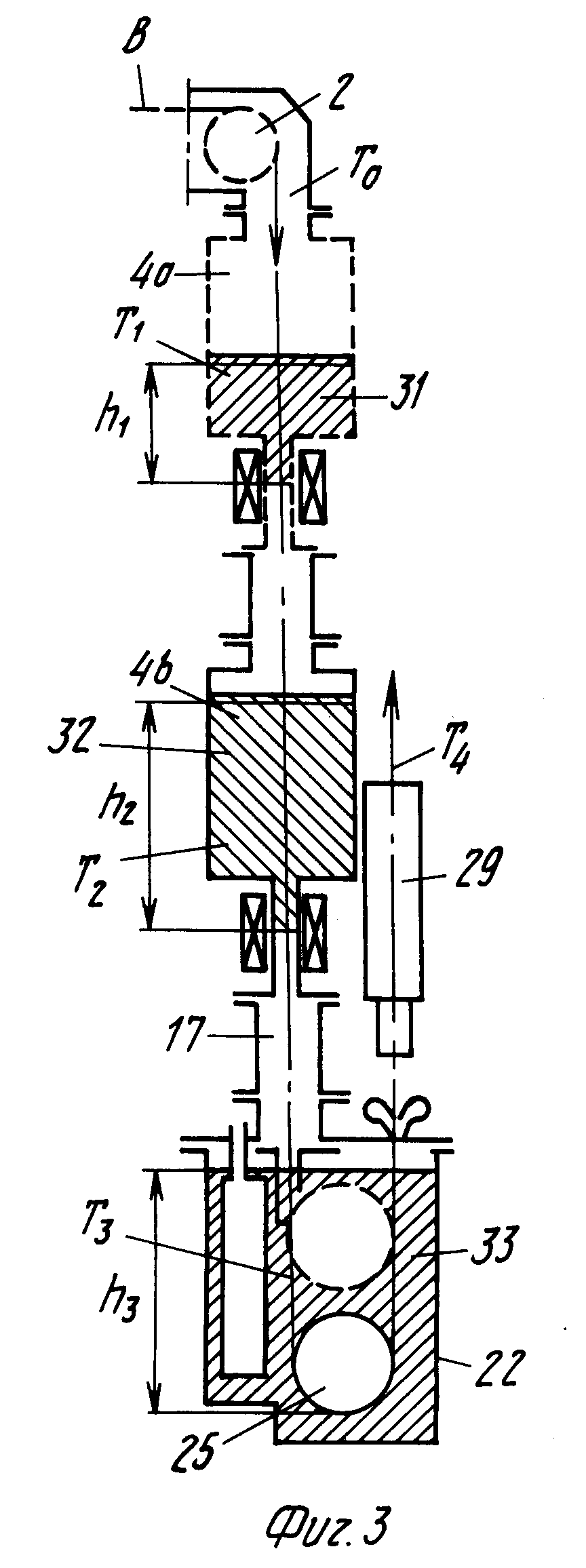
На фиг. 3 и 4 изображены примеры выполнения способа согласно изобретению. Хладнокатанная стальная лента "В" после отжига и предварительной обработки фиг. 3 разворачивается с помощью направляющего ролика в вертикальное направление и подается в первую емкость для нанесения покрытия 4а. Расплавленный материал покрытия, отмеченный здесь поз. 31, регулируют по высоте ванны "h" в емкости 4а, он показывает температуру T1. Температурой T1 обозначена та температура, до которой ленту "B" нагревают и поддерживают, когда она достигнет установки согласно изобретению. Лента, обрабатываемая в емкости 4а материалом покрытия 31, при соответствующей температуре подается в бак 4b, где ее погружают в расплавленный материал 32. Уровень ванны с материалом покрытия 32 обозначен "h2" и означает, ибо он выше, более длительное время обработки, чем емкости 4в. Температура в емкости 4в установлена на T2. Лента, выходящая из емкости 4в, попадает через канал 17с в дополнительную емкость 22, где расплавленный материал покрытия устанавливают на температуру T3. В емкости 22 наносят последний слой, после чего следует закалка на линии охлаждения до температуры T4.
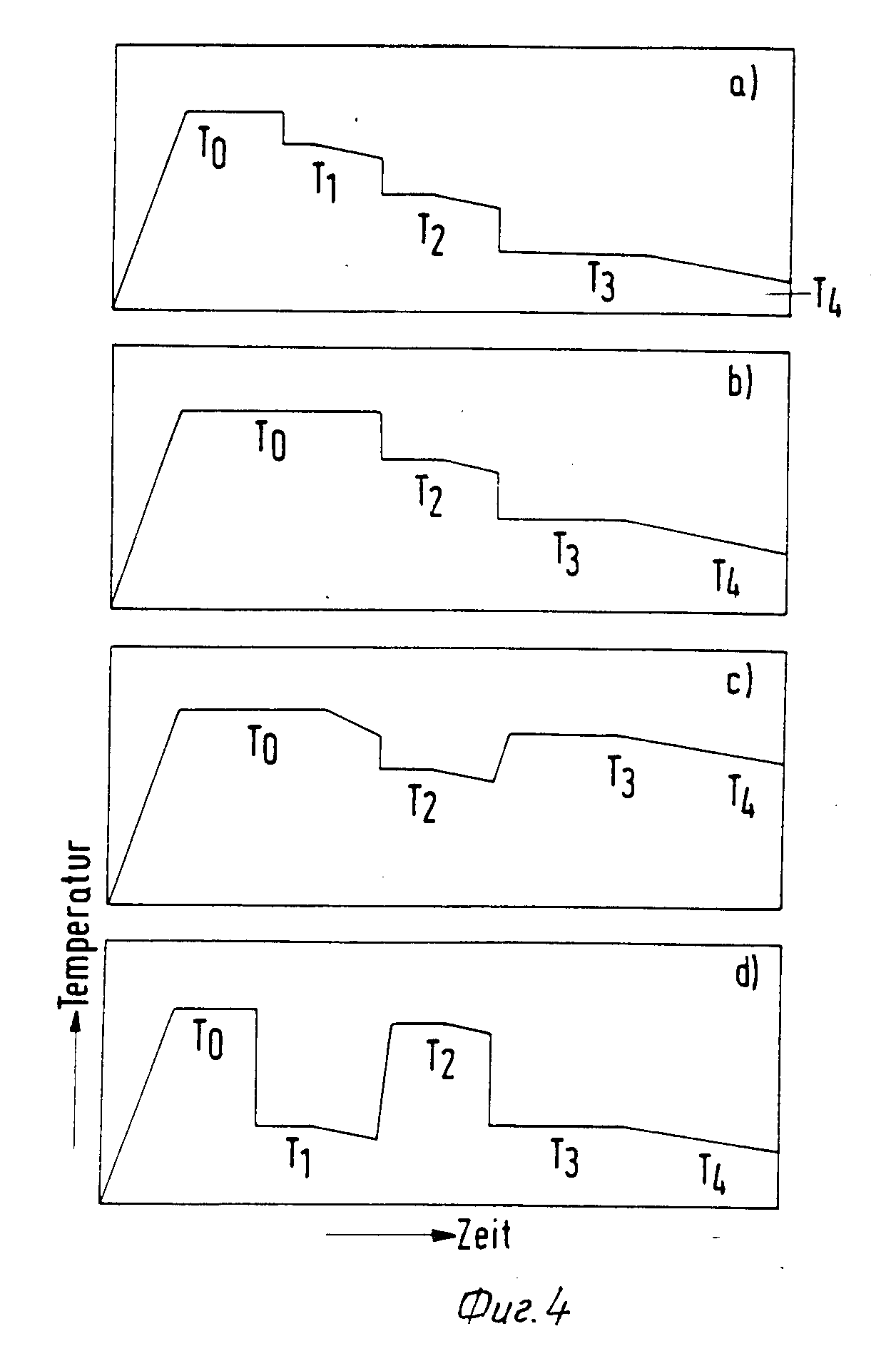
На фиг. 4 для примера представлена диаграмма температур четырех установок с различным режимом работы.
На фиг. "a" показано нанесение трехслойного покрытия, причем стальная лента подается при входной температуре T0 через следующие друг за другом ванны с температурой T1>T2>T3, а затем охлаждается до температуры T4.
На фиг. "в" представлено двухслойное покрытие, причем стальную ленту подают через следующие друг за другом ванны с температурами T2>T3.
На фиг. "c" также показано нанесение двухслойного покрытия, причем в отличие от фиг. "в" стальная лента подается через следующие друг за другом погружные ванны с температурами T2
На фиг. "d" предусмотрено трехслойное покрытие, причем стальную ленту подают через следующие друг за другом погружные ванны с температурами T1
>T2
Естественно возможны и другие варианты. Путем описанного способа и примененного устройства можно осуществить особо точно управляемый процесс нанесения покрытия, при котором можно регулировать диффузионные процессы при нанесении покрытия на стальную ленту. Каждый нанесенный слой отлично сцеплен с другим. Путем комбинации нескольких погружных ванн можно получить новые коррозионностойкие слои покрытия.
Реферат
Изобретение относится к способам и устройствам нанесения многослойного покрытия на длинномерный металлический материал, преимущественно ленту или проволоку. Способ включает нанесение различных слоев покрытия при непрерывном вертикальном перемещении материала через несколько подключенных в ряд ванн с различными расплавленными материалами покрытия с регулированием температуры и времени обработки путем регулирования температуры и/или уровня расплава материала покрытия в каждой ванне. Длинномерный материал после нанесения каждого слоя охлаждают при температуре равной или ниже температуры твердения самого низкоплавкого элемента нанесенного ранее слоя в ванне. Устройство для нанесения многослойного покрытия содержит несколько вертикально расположенных в ряд друг над другом несколько емкостей со сквозными каналами подачи с магнитогидродинамическими уплотнениями, приспособления для регулирования температуры и/или расплавленного материала покрытия в каждой емкости. Устройство имеет дополнительную емкость для нанесения покрытия, направляющий ролик и клеть для прокатки длинномерного материала с покрытием. Применение изобретения позволяет обеспечить повышение качество покрытия путем регулирования диффузионных процессов при нанесении покрытий, улучшения воздействия на толщину промежуточного слоя и его адгезии. 2 с. и 7 з.п. ф-лы, 4 ил.
Формула
5. Устройство для многослойного покрытия длинномерного материала, преимущественно ленты или проволоки, содержащее несколько расположенных в ряд емкостей для нанесения покрытий, отличающееся тем, что емкости расположены вертикально друг над другом и выполнены со сквозными каналами подачи длинномерного материала, перекрытыми магнитно-гидродинамическими уплотнениями, при этом каждая емкость имеет приспособления для регулирования температуры и/или уровня расплавленного материала покрытия.
Комментарии