Сотовое тело для нейтрализации отработавших газов и способ его изготовления. - RU2623843C2
Код документа: RU2623843C2
Чертежи


Описание
Настоящее изобретение относится к сотовому телу для нейтрализации отработавших газов (ОГ), как оно, прежде всего, применяется в качестве носителя катализатора в системах выпуска ОГ мобильных двигателей внутреннего сгорания (ДВС). Такое сотовое тело, также называемое сотовым элементом, предоставляет в распоряжение, прежде всего, большую поверхность, на которой располагается каталитически активный материал, в контакт с которым приводятся проходящие через сотовое тело ОГ. Изобретение находит применение, прежде всего, при очистке ОГ в автомобилях.
Уже было предложено множество различных вариантов сотовых тел для нейтрализации ОГ. В основном, различают сотовые тела из керамики и металла. В связи с более простым изготовлением и меньшими толщинами стенок, а тем самым и возможностью предоставления большей поверхности на единицу объема, для указанной вначале цели подходили, прежде всего, металлические сотовые тела. Такое сотовое тело может состоять из гладких и/или структурированных металлических слоев или же листов фольги. Эти металлические слои могут быть уложены друг на друга, намотаны и/или скручены и, наконец, размещены в корпусе сотового тела, так что образуется множество проходимых для потока ОГ каналов. При этом каналы могут, например, прямолинейно, спирально и/или наклонно простираться между торцами такого сотового тела.
С целью как можно более тесного контакта ОГ со стенками сотового тела или же размещенного там каталитического покрытия уже предлагались меры, которые уменьшают ламинарный поток ОГ через сотовое тело. Так, например, в стенках каналов могут быть предусмотрены отверстия, так что образуются сообщающиеся между собой каналы. Также известно выполнение в каналах отклоняющих структур, направляющих пластинок и т.п., чтобы добиться целенаправленного отклонения потока в каналах, разностей давления между каналами или тому подобного. Однако при этом необходимо учитывать, что, при определенных условиях, при усиленном отклонении потока ОГ внутри сотового тела повышается потеря давления из-за сотового тела. Это может приводить к потерям мощности ДВС, так как возникающий в результате этого скоростной напор может препятствовать выпуску ОГ из ДВС.
Именно в автомобилестроении предъявляются дополнительные требования к такому сотовому телу или же его изготовлению. Так, в центре внимания находится, прежде всего, проблема организации как можно более экономичного и простого производства.
Кроме того, также необходимо учитывать то, что такое сотовое тело в мобильной системе выпуска ОГ испытывает значительные термические и/или динамические переменные нагрузки, так что здесь также предъявляются особенно высокие требования к стойкости такого сотового тела в этих условиях.
Исходя из этого, задача настоящего изобретения заключается в том, чтобы указать сотовое тело для нейтрализации ОГ (прежде всего, в автомобилях), которое смягчает или даже решает указанные вначале технические проблемы.
Эти задачи решены посредством сотового тела для нейтрализации ОГ в соответствии с признаками п. 1 формулы изобретения. Другие благоприятные варианты сотового тела указаны в сформулированных как зависимые пунктах формулы. Следует указать на то, что описание сдержит дополнительные пояснения и признаки, которые являются комбинируемыми с признаками формулы изобретения любым технологически рациональным образом и при этом показываются дополнительные варианты осуществления изобретения.
Сотовое тело для нейтрализации ОГ имеет первый торец, второй торец, центральную ось, которая проходит через оба торца, и длину. Кроме того, сотовое тело имеет по меньшей мере один, по меньшей мере частично, структурированный металлический слой, который расположен вокруг центральной оси. Структура по меньшей мере одного металлического слоя имеет возвышения и углубления, которые простираются, по меньшей мере, на части длины сотового тела и проходят наклонно к центральной оси. Дополнительно предусмотрена по меньшей мере одна металлическая соединительная полоса между соседними областями по меньшей мере одного, по меньшей мере частично, структурированного металлического слоя, которая короче, чем длина сотового тела, и образует паяное соединение или сварное соединение с этими соседними областями. Вышеупомянутая структура такова, что возвышения и углубления в соседних при рассмотрении в радиальном направлении относительно центральной оси областях наклонены по-разному или имеют отличающиеся друг от друга ориентации, в результате чего возвышения и углубления, по меньшей мере частично, не прилегают друг к другу линейно, а пересекаются и тем самым образуют между собой по существу только точечные контакты.
Отработавшие газы, проходя через предлагаемое в изобретении сотовое тело, отклоняются зигзагообразно в радиальном направлении. Предлагаемая в изобретении сотовая структура обеспечивает интенсивное перемешивание и завихрение потока отработавших газов.
В принципе, сотовое тело может иметь различные формы, так например, круглое, овальное, четырехугольное или тому подобное поперечное сечение. Часто такое сотовое тело образуется трубчатым корпусом. При этом в процессе эксплуатации ОГ регулярно входят через один из торцов и снова выходят через другой торец. Расположенные, предпочтительно, по существу параллельно друг другу торцы, как правило, определяют длину сотового тела в направлении центральной оси, которая проходит через оба торца и расположена, прежде всего, перпендикулярно и посередине по меньшей мере одного торца, а предпочтительно обоих торцов.
Кроме того, сотовое тело имеет по меньшей мере один, по меньшей мере частично, структурированный металлический слой. При этом является возможным, что (единичный) металлический слой имеет гладкие и структурированные участки или же участки с разным структурированием. Этот по меньшей мере один металлический слой может быть расположен по типу спирали вокруг центральной оси. Кроме того, является возможным, что используются несколько металлических слоев, причем, например, часть слоев являются гладкими и/или структурированными по-другому в отличие, по меньшей мере, от еще одного металлического слоя. Прежде всего, используются два металлических слоя или несколько пар, причем пара слоев имеет одинаковую структуру (вид, размер и т.д.), но они выполнены с разной ориентацией, так что они пересекаются.
При этом структура металлического слоя, предпочтительно, выполнена по всей длине, то есть между первым торцом и вторым торцом. Структура образована возвышениями и углублениями, которые, например, выбиты в металлическом слое. При этом возвышения и углубления регулярно чередуются в направлении прохождения металлического слоя. В поперечном сечении возвышения и углубления могут образовывать что-то типа синусоидальной волны, формы зигзага или тому подобного. Расположение структуры или же возвышений и углублений происходит так, что они проходят наклонно по отношению к центральной оси. Тем самым, прежде всего, образуются участки каналов, которые проходят не параллельно центральной оси, а с наклоном к ней. То есть, если поток ОГ падает на один торец перпендикулярно, то сначала ОГ разделяются, так как они проникают в образованные возвышенностями или углублениями отверстия каналов, а затем внутри сотового тела отклоняются. При этом вид структуры является совершенно особенным в том плане, что возвышения и углубления в соседних областях (при рассмотрении в радиальном направлении относительно центральной оси) наклонены по-разному или же имеют отличающиеся друг от друга ориентации. Если, например, в одной области происходит отклонение направо, то предпочтительно, чтобы в расположенной глубже внутри области происходило отклонение налево или же наоборот. Является совершенно особо предпочтительным, чтобы это направление или же ориентация при рассмотрении в радиальном направлении постоянно менялось. Это приводит, прежде всего, к тому, что возвышения и углубления, по меньшей мере частично, и, предпочтительно, ни в одном месте сотового тела, не лежат линейно друг на друге, а пересекаются и тем самым образуют между собой по существу только точечные контакты. При этом получается структура, при которой частичные потоки ОГ постоянно отклоняются и могут втекать в соседние возвышения или же углубления, прежде всего, в виде зигзага.
Дополнительно к наклонной структуре на и/или в возвышениях и/или углублениях может быть предусмотрено множество встроенных микроэлементов (направляющих поверхностей, утолщений и т.п.) и/или отверстий. Является предпочтительным, чтобы на возвышении и/или углублении в каждом случае было предусмотрено несколько встроенных микроэлементов и/или отверстий (при рассмотрении в направлении прохождения возвышения и/или углубления).
Именно при таком строении является особенно трудным образовать прочное соединение между этими возвышениями и углублениями соседних областей, так как вследствие допусков при изготовлении таких металлических слоев и/или деформации во время монтажа не всегда могут быть предопределены точные позиции точек контакта. К тому же является трудным в последующем наносить на это место соединительный материал и/или достигать по всему сотовому телу равномерной привязки металлического(-их) слоя(слоев).
Для этого металлическое сотовое тело, кроме того, имеет по меньшей мере одну металлическую соединительную полосу, которая предусмотрена между этими соседними областями и между точками контакта. Является предпочтительным, чтобы было предусмотрено одна, две или три таких металлических соединительных полос. Является предпочтительным, чтобы такая металлическая соединительная полоса простиралась по всему поперечному сечению сотового тела, то есть, прежде всего, между всеми точками контакта выполненной наклонно структуры в поперечном сечении. Металлическая соединительная полоса выполнена, предпочтительно, гладкой, то есть не имеет по существу никакой (значительной и/или целенаправленно выбитой) структуры. Однако, при необходимости, могут быть предусмотрены микроструктуры, которые возникают, например, в результате монтажа или же во время изготовления или же прижима соседних областей со структурой. В соответствии с этим эта соединительная полоса предоставляет возможность плоскостного прилегания для тогда прилегающих линейно возвышений и углублений на этом участке длины, причем тогда там целенаправленно может быть выполнено паяное соединение или сварное соединение. Таким образом, соединительная полоса может быть, например, предварительно снабжена припоем (на большой поверхности), причем тогда соединения выполняются только на соответствующих контактных участках. Еще более целенаправленно прочное соединение получается, если посредством этой металлической соединительной полосы (по обе стороны) образованы конкретные сварные соединения с возвышениями и/или углублениями структуры. При этом также является возможным, что не все возвышения и/или углубления выполнены с соединением, а что, например, смежно на участке длины также предусмотрены «свободные» или же «гибкие» точки контакта. Таким образом, характеристики теплового расширения могут быть компенсированы ограниченным движением (удалением) соединительной полосы и металлического(-их) слоя(-ев). Количество соседних «свободных» или же «гибких» точек контакта между паяными соединениями или сварными соединениями может быть постоянным или изменяться. Предпочтительными являются, по меньшей мере, две «свободных» или же «гибких» точки контакта между двумя паяными соединениями или сварными соединениями.
В результате это означает, прежде всего, что при рассмотрении по длине сотового тела, образован по меньшей мере один участок длины, на котором соседние области образующих структуру слоев прочно зафиксированы посредством соединительной полосы, в то время как на по меньшей мере одном другом участке длины (не фиксированные сплошным образом) точки контакта образованы посредством прямого контакта соседних структур.
Кроме того, является предпочтительным, чтобы по меньшей мере одна соединительная полоса имела ширину от 5 до 20 мм [миллиметров]. При этом является совершенно особо предпочтительным, чтобы тем самым соединительная полоса в каждом случае составляла максимально одну пятую, одну десятую или даже одну пятнадцатую долю фактической длины сотового тела. Другими словами, это означает, что ширина металлической соединительной полосы должна быть определена параллельно длине или же центральной оси сотового тела. Эта относительно малая ширина металлической соединительной полосы позволяет особенно эффективно применять процесс пайки или же сварки, причем одновременно в соответствии с динамическими и/или термическими характеристиками сотового тела могут быть целенаправленно предусмотрены области соединения.
В соответствии с одним усовершенствованием сотового тела по меньшей мере одна металлическая соединительная полоса расположена вокруг центральной оси и, по меньшей мере, около одного торца сотового тела. При этом является предпочтительным, чтобы металлическая соединительная полоса следовала форме прохождения по меньшей мере одного металлического слоя, то есть, прежде всего, также спирально проходила вокруг центральной оси. Является совершенно особо предпочтительным, чтобы металлическая соединительная полоса была предусмотрена смежно обоим торцам, то есть, причем количество соединительных полос было ограничено двумя.
Также считается благоприятным, что по меньшей мере одна металлическая соединительная полоса на осевом участке сотового тела препятствует контакту по меньшей мере одного, по меньшей мере частично, структурированного металлического слоя с самим собой или другим, по меньшей мере частично, структурированным металлическим слоем. Если сотовое тело образовано, например, единичным металлически структурированным слоем, то соединительная полоса препятствует прямому контакту (в точках прилегания) соседних областей этого слоя между собой. Если несколько, по меньшей мере частично, структурированных металлических слоев располагаются рядом друг с другом (укладываются один на другой), а затем заворачиваются, то предотвращается контакт между этими несколькими, по меньшей мере частично, структурированными металлическими слоями на осевом участке. Напротив, на других осевых участках сотового тела (при рассмотрении в направлении центральной оси) такой прямой контакт имеется, так как там не размещены металлические соединительные пластины.
Кроме того, считается благоприятным, что сотовое тело выполнено так, что угол между возвышениями и углублениями, а также центральной осью составляет максимально 20° [градусов]. Прежде всего, может быть предусмотрено, что угол находится в диапазоне от 1° до 10° и совершенно особо, предпочтительно, в диапазоне от 2° до 6°.
Угол следует выбирать, прежде всего, так, чтобы и при этом незначительном уклоне по всей длине сотового тела, при необходимости, было создано лишь малое число пунктов контакта (предпочтительно 2, 3, 4, 5, 6, 7, 8, 9 или 10), и при этом по-прежнему было обеспечено, что не будет страдать стабильность сотовой структуры, и/или силы прижима в области металлической соединительной полосы не будут слишком большими (что, прежде всего, также может приводить к деформации соединительной полосы). Так, например, предлагается выбирать угол малым в том случае, если предусмотрена высокая плотность ячеек в сотовом теле и/или структура с плотно расположенными рядом друг с другом возвышениями и углублениями. В соответствии с этим, в сотовом теле с плотность ячеек не менее 600 ячеек на кв. дюйм предпочтительным является, например, угол максимально в 10°. Прежде всего, здесь предлагается, чтобы угол был установлен так, чтобы по длине сотового тела на одно возвышение/углубление приходилось максимально 4 или даже только 2 точки контакта.
Кроме того, было обнаружено, что при угле больше 20° возникает нежелательно высокое сопротивление потоку, которое приводит к динамическому напору, который может оказывать негативное влияние на мощностную характеристику системы выпуска ОГ или же ДВС. Это свойство сотового тела снова уменьшается, если уменьшается угол. Угол определяется, прежде всего, когда форма прохождения возвышений и/или углублений рассматривается сбоку или же в радиальном направлении.
Выполнение сотового тела с соответственно незначительно наклоненными структурами может быть уже значительным усовершенствованием известных сотовых тел и независимо от предложенной здесь системы с металлической соединительной полосой. Его можно было бы описать так: сотовое тело для нейтрализации ОГ с первым торцом, вторым торцом, с центральной осью, которая проходит через оба торца, и длиной, имеющее по меньшей мере один, по меньшей мере частично, структурированный металлический слой, который расположен вокруг центральной оси, причем структура по меньшей мере одного металлического слоя имеет возвышения и углубления, которые простираются, по меньшей мере, на части длины сотового тела и проходят наклонно к центральной оси, причем угол между возвышениями или углублениями, а также центральной осью составляет максимально 20°. Если металлической соединительной полосы не предусмотрено, соответственно на (небольшом количестве) точек контакта могут быть предусмотрены паяные соединения, сварные соединения и/или диффузионные связи. Особо предпочтительной является форма сотового тела, при которой на возвышение/углубление существуют точно только 2 или 3 точки контакта. Относительно вида сотового тела и его функций, прежде всего, делается ссылка на вышеприведенные пояснения.
В соответствии с еще одним аспектом изобретения указывается способ изготовления сотового тела для нейтрализации ОГ. При этом способ включает, по меньшей мере, следующие шаги:
а) обеспечение ленточного структурированного металлического слоя, имеющего структуру с возвышениями и углублениями, которые выполнены наклонно к краю металлического слоя,
б) выкладывание металлической соединительной полосы на частичный участок первой поверхности структурированного металлического слоя,
в) выполнение сварного соединения между металлической соединительной полосой и структурированным металлическим слоем,
г) закручивание сваренной структуры из металлической соединительной полосы и структурированного металлического слоя,
д) выкладывание частичного участка второй поверхности структурированного металлического слоя на металлическую соединительную полосу,
е) выполнение сварного соединения между металлической соединительной полосой и структурированным металлическим слоем,
ж) повторение шагов б)-е) до тех пор, пока не будет образована сотовая структура с множеством канальных отверстий,
з) вставка сотовой структуры в корпус,
и) соединение сотовой структуры с корпусом.
Приведенный здесь способ служит, прежде всего, для изготовления вышеописанного сотового тела, причем образуется сварное соединение между соединительной полосой и по меньшей мере одним, по меньшей мере частично, структурированным металлическим слоем. В принципе, здесь также следует заметить, что пояснения по сотовому телу могут быть применены и к способу, и наоборот.
Для шага а) является предпочтительным, чтобы обеспечивался уже снабженный структурой металлический слой. Обычно, гладкие обеспеченные по типу ленты, спирально на рулоне листы фольги сначала подвергаются шагу изменения формы, например процессу волнистого вальцевания, чтобы получить структуру. Здесь выбрана такая структура, которая исходит не перпендикулярно от края ленточного металлического слоя, а ориентирована наклонно к краю, то есть, прежде всего, под углом, предпочтительно, максимально 20° к перпендикуляру на крае. При этом является совершенно особо предпочтительным, чтобы возвышения и углубления простирались параллельно друг другу по всей длине образованного таким образом сотового тела, так чтобы, прежде всего, при ленточном металлическом слое не было неструктурированных областей.
(Только) на одном частичном участке первой поверхности структурированного металлического слоя затем согласно шагу б) выкладывается металлическая соединительная полоса. Так как металлическая соединительная полоса, предпочтительно, является гладкой, она соответственно лежит, например, только на возвышениях верхней стороны (первая поверхность).
После этого, согласно шагу в) происходит выполнение сварных соединений между металлическими соединительными полосами и структурированным металлическим слоем. При этом выполнение сварного соединения, предпочтительно, происходит только с одной стороны этой структуры, так, например, что сварное соединение образуется снаружи через металлическую соединительную полосу к расположенному за ней металлическому слою.
Затем эта сваренная структура из металлических соединительных полос и структурированного металлического слоя вместе (частично) скручивается (шаг г), так что постепенно происходит расположение структурированного металлического слоя вокруг центральной оси сотового тела.
Прежде всего, во время скручивания (на другой стороне созданного тела) происходит выкладывание (другого) частичного участка второй поверхности структурированного металлического слоя на металлическую соединительную полосу (шаг е)). Другими словами, это, прежде всего, означает, что теперь, например, и нижняя сторона (вторая поверхность) структурированного металлического слоя в результате процесса скручивания выкладывается на уже соединенной с одной стороны металлической соединительной полосе.
Согласно шагу е) теперь образуется сварное соединение(и) между металлической соединительной полосой и структурированным металлическим слоем, прежде всего, ко второй поверхности. То есть, таким образом, образуются сварные соединения по обе стороны соединительной полосы с соседними поверхностями (верхняя сторона/нижняя сторона) структурированного металлического слоя. Тем самым металлическая соединительная полоса своими сварными соединениями с соседними областями структурированного металлического слоя фиксирует структуру сотового тела.
При этом является предпочтительным, чтобы проводилось что-то типа прерывистого процесса скручивания, причем в ходе скручивания согласно шагу г) одновременно (принудительно или же автоматически) проводятся шаги б) и е), и в короткие паузы процесса скручивания в разных местах (одновременно) выполняются сварные соединения согласно шагу в) и е). Следовательно, шаги б)-е) многократно повторяются до тех пор, пока, наконец, не образуется сотовая структура с множеством канальных отверстий. Сотовое тело, прежде всего для применения в автомобилях, предпочтительно, имеет диаметр от 90 мм до 120 мм, причем высота структуры структурированного металлического слоя, например, находится в пределах от 1,5 мм до 3 мм. Следовательно, может быть выполнено множество таких витков, пока не будет изготовлено сотовое тело желательных размеров.
Затем, при необходимости, структурированный металлический слой и/или соединительная полоса может быть отделен(-а), причем далее может последовать накручивание остаточного участка.
Затем обеспеченная таким образом сотовая структура, согласно шагу з), может быть вставлена в корпус. При этом является предпочтительным, чтобы сотовая структура была полностью заключена в корпусе, прежде всего, трубчатом корпусе.
Затем, в последующем процессе, может быть выполнено еще одно соединение между сотовой структурой и корпусом, например, также в виде сварного соединения или в виде паяного соединения.
Затем обеспеченное таким образом сотовое тело может быть подвергнуто дополнительным процессам, как например, термообработке, процессам нанесения покрытия и т.д.
При этом предпочтительным является способ, при котором на шагах в) и е) проводится процесс непрерывной роликовой сварки или лазерной сварки. Для непрерывной роликовой сварки может потребоваться, чтобы структура из металлической соединительной полосы и структурированного металлического слоя была закреплена. При непрерывной роликовой сварке локально через металлическую фольгу проводится электрический ток, причем в результате давления прижима и происходящего при этом образования тепла образуется сварной шов. При лазерной сварке локально на металлическую фольгу направляется лазерный луч, причем также вследствие выделения тепла образуется сварной шов.
Кроме того, предпочтительным является вариант способа, при котором на шагах в) и е) в каждом случае образуются только соединения с углублением или возвышением структурированного металлического слоя. Если металлическая соединительная полоса на шаге б), например, наносится на верхнюю сторону металлического структурированного слоя, то она находится в контакте только с возвышениями, так что там фактически образуются только сварные соединения между возвышениями и структурированным металлическим слоем. Затем при скручивании накладывается другой частичный участок металлического слоя с противоположной стороны, так что соединительная полоса тогда приводится в контакт с нижней стороной или же углублениями. В этом месте или же на шаге е) тогда, например, выполняется только сварное соединение между углублениями и находящейся за ними металлической соединительной полосой.
Кроме того, предлагается использование изобретения в таком виде, что автомобиль имеет ДВС и систему выпуска ОГ, причем система выпуска ОГ имеет, по меньшей мере один носитель катализатора (каталитический нейтрализатор ОГ) или сепаратор частиц, который выполнен с описанным здесь сотовым телом. При этом носитель катализатора и/или сепаратор частиц может иметь каталитически активное покрытие, которое, при необходимости, на осевых частичных участках сотового тела может быть выполнено по-разному.
Изобретение приводит, прежде всего, к тому, что при прямой ориентации постоянно многократно вытянутые промежутки между структурами уменьшаются, за счет чего при одной и той же плотности ячеек сотового тела может быть получена большая поверхность и могут быть уменьшены нежелательные скопления тонкого покрытия, наносимого в качестве грунтовки (или другого покрытия) в этих промежутках. Следует указать на то, что на чертежах могут быть показаны предпочтительные варианты осуществления изобретения, которыми изобретение, однако, не ограничено. Прежде всего, показанные соотношения размеров и угловые размеры являются лишь схематическими. Показано на:
Фиг. 1: вид сотового тела для нейтрализации ОГ в перспективе,
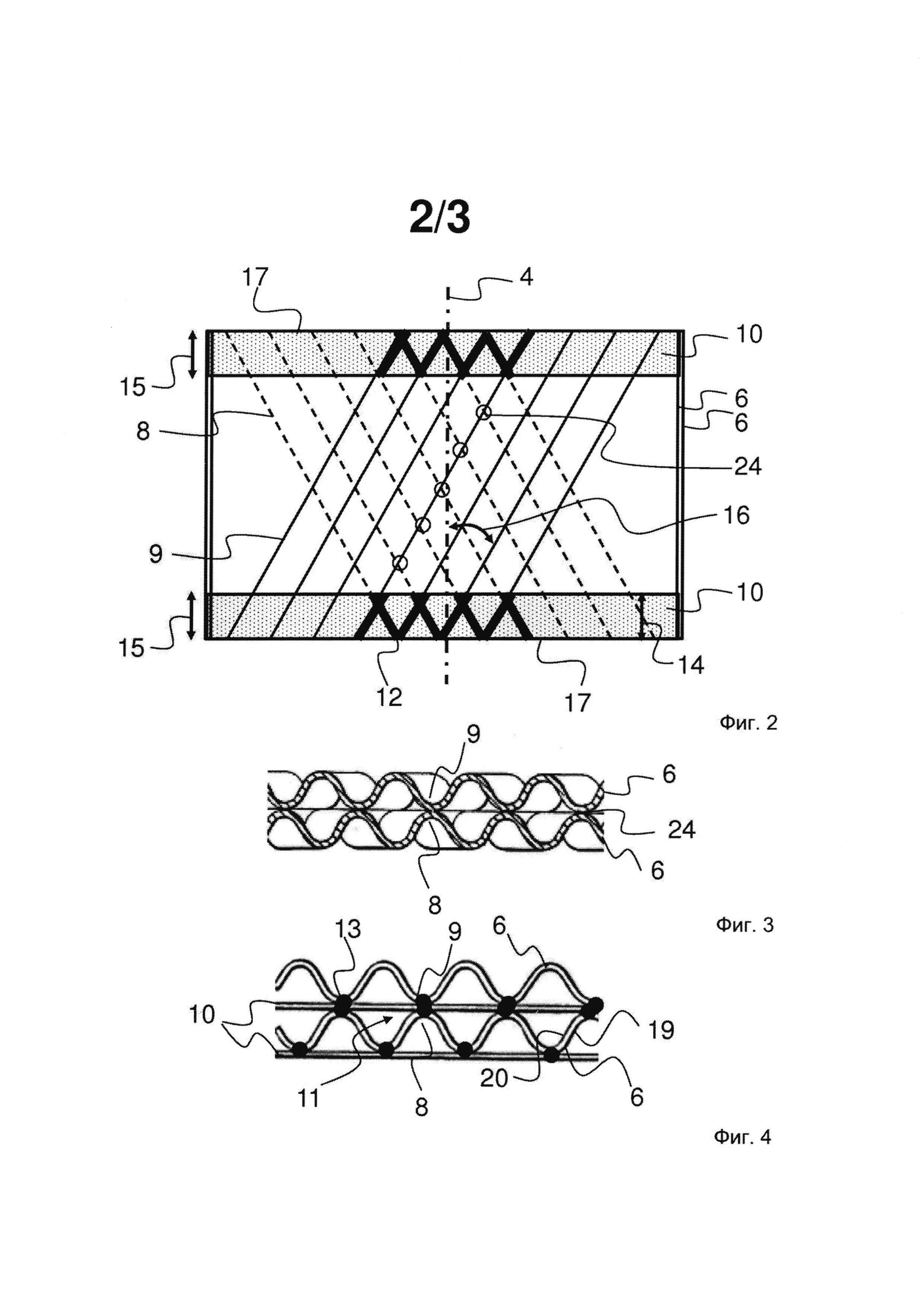
Фиг. 2: развернутое слоистое расположение структурированного металлического слоя и металлической соединительной полосы,
Фиг. 3: слоистая структура структурированного металлического слоя в поперечном разрезе, причем выполнены точки контакта,
Фиг. 4: слоистая структура структурированного металлического слоя и соединительной полосы, причем выполнены соединения,
Фиг. 5: схематически, процесс изготовления для такого сотового тела,
Фиг. 6: система выпуска ОГ автомобиля.
На фиг. 1 схематически и частично в перспективе показано сотовое тело 1 для нейтрализации ОГ. Сотовое тело 1 имеет первый (здесь изображенный сверху) торец 2 и (обозначенный снизу) второй торец 3. Первый торец 2 и второй торец 3 здесь расположены по существу параллельно друг другу и имеют по существу круглое поперечное сечение. Кроме того, сотовое тело 1 имеет центральную ось 4, которая проходит посередине через первый торец 2 и второй торец 3 перпендикулярно им. (Цилиндрическое) сотовое тело 1, кроме того, имеет длину 5, которая практически соответствует расстоянию между первым торцом 2 и вторым торцом 3.
Сотовое тело 1 имеет два основных компонента, а именно, с одной стороны, здесь цилиндрический, трубчатый корпус 23, а также расположенную в нем сотовую структуру 21. Сотовая структура 21 и корпус 23 соединены между собой сплошным образом. «Сплошными» соединениями называются все соединения, при которых партнеры по соединению удерживаются вместе атомарными или молекулярными силами. Как правило, они в то же время являются неразъемными соединениями, которые разъединяются только посредством разрушения соединительных средств (прежде всего, паяные соединения, сварные соединения, диффузионные связи).
Сотовая структура 21 здесь образована структурированным металлическим слоем 6, который (в форме спирали) расположен вокруг центральной оси 4.
Металлический слой 6 имеет структуру 7, которая образована сменяющими друг друга в направлении прохождения металлического слоя 6 возвышениями и углублениями. При этом структура 7 своей ориентацией обозначена пунктиром, так как она закрыта изображенным корпусом 23. Но эти пунктирные линии указывают на то, что прохождение этой структуры 7 (или же возвышений и/или углублений) выполнено наклонно к центральной оси 4. Расположение или же форма выполнения металлического слоя 6 приводит к тому, что все поперечное сечение или же торцы сотового тела подразделяется, а именно, на множество канальных отверстий 22, через которые ОГ могут входить или выходить. При этом можно выходить (только) на разделение на канальные отверстия 22, так как во внутренней области сотовой структуры 21 не происходит (полностью) отделенного направления потока в отдельных каналах. Напротив, после входа через канальные отверстия 22 на пути через сотовую структуру ОГ будет постоянно попадать на расположенные поперек или же наискось возвышения и углубления и тем самым отклоняться. Таким образом, частичный поток ОГ при прохождении через сотовую структуру входит в контакт с несколькими или даже множеством различных возвышений и/или углублений. Это способствует тесному контакту ОГ с металлическим слоем 6 или же предусмотренным там каталитически активным материалом, который размещается там позже.
Кроме того, на фиг. 1 наглядно показано, что смежно первому торцу 2 и второму торцу 3 выполнен осевой участок 15, на котором в каждом случае предусмотрена одна соединительная полоса 10. Соединительная полоса 10, как обозначено здесь, в сотовой структуре вместе с металлическим слоем 6 расположена (в форме спирали) вокруг центральной оси 4. При этом соединительная полоса 10 на этом осевом участке 15 (полностью) образует с соседними по обе стороны структурами металлического слоя 6 паяные соединения 12 или сварные соединения 13.
Фиг. 2, 3 и 4 иллюстрируют внутреннее строение или же ситуации прилегания металлического(-их) слоя(-ев) с соединительной полосой 10. Для этого здесь было выбрано развернутое расположение этих конструктивных деталей. Так, на фиг. 2 схематически показано два расположенных друг на друге участка металлического слоя 6, причем они в каждом случае имеют возвышения 8 и углубления 9, которые расположены параллельно друг другу и простираются между обоими краями 17. Видно, что в представленном выше металлическом слое 6 возвышения 8 и углубления 9 проходят снизу слева вверх справа, в то время как в расположенном под ним металлическом слое 6 возвышения 8 и углубления 9 проходят с противоположной ориентацией, то есть, снизу справа вверх слева. При этом следует заметить, что из соображений обозримости в верхнем металлическом слое 6 (пунктирно) изображены только углубления 9, а в показанном внизу металлическом слое 6 (пунктирно) изображены только возвышения, чтобы можно было наглядно представить ситуацию наложения. Таким образом, за пределами граничащих с краем 17 осевых участков находятся в дискретных точках 24 прилегания точки контакта между углублениями 9 расположенного сверху металлического слоя 6 и возвышениями 8 расположенного снизу металлического слоя 6. Для того чтобы обеспечить, чтобы при этом было образовано достаточно стабилизирующих и самоподдерживающихся точек 24 прилегания, угол 16 между центральной осью 4 (или же осью, перпендикулярной краю 17) и прохождением возвышений/углублений следует выбирать в диапазоне до 20°, причем больший угол является предпочтительным, прежде всего, тогда, когда длина сотовой структуры (или же расстояние между обоими краями 17) и/или плотность ячеек является малой.
На фиг. 3, в качестве примера, наглядно показана ситуация прилегания расположенных непосредственно по соседству друг с другом металлических слоев 6. Углубления 9 показанного сверху металлического слоя 6 образуют с возвышениями 8 показанного снизу металлического слоя 6 непосредственные точки 24 прилегания, так что обе структуры или же оба металлических слоя 6 опираются (непосредственно) друг на друга. Хотя здесь на возвышение/углубление обозначено семь точек 24 прилегания, это число может быть меньше (например, 2, 3, 4 или 5). Это получается, прежде всего, тогда, когда выбранный здесь для схематической наглядности относительно большим угол 16 становится меньше.
Около краев 17 (или же тогда около торцов сотового тела) предусмотрен осевой участок 15, причем в каждом случае между металлическими слоями 6 предусмотрена металлическая соединительная полоса 10 (см. фиг. 2). Как правило, причем осевой участок прямо определяется шириной 14 соединительной полосы 10. При этом соединительная полоса 10 теперь образует не только точечные области контакта с соседними металлическими слоями 6, но и, предпочтительно, проходящий по существу по всей ширине 14 линейный контакт. Тогда вдоль этого линейного контакта могут быть выполнены, например, паяные соединения 12.
Сходная ситуация изображена на фиг. 4, причем рассматривается поперечный разрез через осевой участок 15. При этом видно, что прямой контакт соседних металлических слоев 6 через возвышения 8 или же углубления 9 предотвращен, так как между ними предусмотрена соединительная пластина 10. Тогда между возвышениями 8 и/или углублениями выполнено сплошное соединение с соединительной полосой 10, например, в виде сварных соединений 13. Таким образом, сварные соединения 13 предусмотрены в соседних областях 11 структурированного металлического слоя 6, в которых они образованы, с одной стороны, между соединительной полосой 10 и первой поверхностью 19 металлического слоя 6, а с другой стороны, со второй поверхностью 20 металлического слоя 6.
На фиг. 5 схематически показан ход процесса изготовления такого сотового тела 1 нейтрализации ОГ. При этом наглядно показано, прежде всего, непрерывное изготовление сотовой структуры 21 с единичным металлическим слоем 6, но, как правило, для создания сотовой структуры 21 соответствующим образом также могут быть использованы и несколько металлических слоев 6 (как указано пунктиром). При этом понятно, что, прежде всего, если при создании должны быть получены перекрещивающиеся возвышения/углубления, структура 7 металлического слоя 6 соответственно адаптирована или же структуры нескольких металлических слоев соответственно проявлены.
Начиная с пояснения справа внизу, на фиг. 5 показан, например, рулон, с которого вытягивается ленточный листовой материал и подается на гофрирующий инструмент 28. Там металлический слой 6 получает желаемую структуру 7 с возвышениями 8 и углублениями 9. Затем структурированный металлический слой 6 подается на вторую позицию 26 сварки, причем второй частичный участок 18 со второй поверхностью 20 структурированного металлического слоя 6 откладывается на уже намотанной металлической соединительной полосе 10. Затем там происходит привязка (сварное соединение) углубления 9 к соединительной полосе 10. Если сотовая структура 21 наматывается дальше, причем сотовая структура 21 поворачивается в направлении 27 вращения вокруг центральной оси 4, в последующем возвышения структуры 7 металлического слоя оказываются в контакте с металлической соединительной полосой 10, которая укладывается на ней. Таким образом, металлическая соединительная полоса 10 контактирует с первым частичным участком 18 первой поверхности 19 металлического слоя 6. После того как это произошло, и вследствие наматывания сотовой структуры 21, достигается первая позиция 25 сварки, причем соединительная полоса 10 сваривается с возвышениями 8 металлического слоя 6.
Наконец, для пояснения технического контекста делается ссылка на область применения такого сотового тела для нейтрализации ОГ на фиг. 6. Там схематически показан автомобиль 29 с ДВС 32. Вырабатываемые в ДВС 32 ОГ проводятся через систему 30 выпуска ОГ с направлением 33 потока, причем там происходит такая доочистка ОГ, что ОГ очищаются от вредных веществ и/или частиц. Так, здесь в качестве примера показан носитель 31 катализатора, а также сепаратор 34 частиц, которые соответственно являются частью системы 30 выпуска ОГ, и через который проводятся ОГ. Такой носитель 31 катализатора или же сепаратор 34 частиц может быть изготовлен с описанным здесь сотовым телом и/или описанным здесь способом.
Со ссылкой на пояснения к фигурам следует еще указать на то, что проиллюстрированные в каждом случае признаки могут быть комбинированы признаками из других фигур, насколько это очевидно технически возможно и/или здесь явно не исключено.
ПЕРЕЧЕНЬ ССЫЛОЧНЫХ ОБОЗНАЧЕНИЙ
1 Сотовое тело
2 Первый торец
3 Второй торец
4 Центральная ось
5 Длина
6 Металлический слой
7 Структура
8 Возвышение
9 Углубление
10 Соединительная полоса
11 Область
12 Паяное соединение
13 Сварное соединение
14 Ширина
15 Осевой участок
16 Угол
17 Край
18 Частичный участок
19 Первая поверхность
20 Вторая поверхность
21 Сотовая структура
22 Канальные отверстия
23 Корпус
24 Точка прилегания
25 Первая позиция сварки
26 Вторая позиция сварки
27 Направление вращения
28 Гофрирующий инструмент
29 Автомобиль
30 Система выпуска отработавших газов
31 Носитель катализатора
32 Двигатель внутреннего сгорания
33 Направление потока
34 Сепаратор частиц
Реферат
Изобретение относится к области очистки отработавшего газа (ОГ). Сотовое тело с (1) первым торцом (2), вторым торцом (3), центральной осью (4), которая пронизывает оба торца, и длиной (5), имеющее по меньшей мере один по меньшей мере частично структурированный металлический слой (6), который расположен вокруг центральной оси (4), причем структура (7) по меньшей мере одного металлического слоя (6) имеет возвышения (8) и углубления (9), которые простираются по меньшей мере на части длины (5) сотового тела (1) и проходят наклонно к центральной оси (4), и кроме того, между соседними областями (11) по меньшей мере одного по меньшей мере частично структурированного металлического слоя (6) предусмотрена по меньшей мере одна металлическая соединительная полоса (10), которая выполнена более короткой, чем длина (5) сотового тела (1), и образует паяное соединение (12) или сварное соединение (13) с этими соседними областями (11). Помимо этого описан способ изготовления такого сотового тела. При использовании изобретения обеспечивается интенсивное перемешивание и завихрение потока отработавших газов. 3 н. и 6 з.п. ф-лы, 6 ил.
Формула
Документы, цитированные в отчёте о поиске
Фильтр для очистки отработавших газов и способ очистки отработавших газов
Комментарии