Способ и установка для нейтрализации кислотности газовых смесей - RU2519483C2
Код документа: RU2519483C2
Чертежи

Описание
Ссылка ни родственные заявки
Настоящая заявка является заявкой в частичное продолжение заявки на патент США №11/279,095, дата подачи - 07.04.2006, название изобретения "Способ абсорбции с фазовым переходом», которая полностью включена в настоящее описание посредством ссылки.
Объявление права передачи лицензии правительству
Правительство США имеет в этом изобретении оплаченную лицензию и право в определенных обстоятельствах требовать; чтобы патентообладатель выдавал лицензию другим на приемлемые сроки, предусмотренные сроками документов о передаче прав № DE-FG26-02NT41668; DE-FG26-04NT42128; и DE-FG26-05NT42488, выданных Министерством энергетики США.
Область техники, к которой относится изобретение
Настоящее изобретение относится к способу нейтрализации кислотности газовой смеси, используя абсорбцию жидкостью газа при увеличенном количестве фаз. В частности, настоящее изобретение относится к процессу нейтрализации кислотности газовой смеси с использованием абсорбции жидкостью газа при увеличенном количестве фаз, который позволяет повысить скорость абсорбции кислого газа из газовой смеси и уменьшает общие затраты энергии на проведение такой операции нейтрализации кислотности.
Уровень техники
Нейтрализация кислотности требуется перед использованием неочищенного природного газа или какой-либо другой газовой смеси, которая содержит значительные количества кислого газа, такого как сероводород (H2S), двуокись углерода (СО2), или подобные загрязняющие примеси. Процесс нейтрализации кислотности уменьшает загрязненность газовой смеси кислым газом до приемлемых уровней. Обычно это осуществляют с помощью обработки газа аминами. Процесс обработки газов аминами является общепринятым в различных случаях промышленных применений, например, на нефтеперерабатывающих, газоперерабатывающих и нефтехимических заводах. Процессы обработки газов аминами включают использование водных растворов аминов для удаления из природного газа кислого газа, такого, как H2S и СО2.
Общеизвестным процессом нейтрализации кислотности является абсорбция газа жидкостью. Такой процесс, как правило, включает контакт газовой смеси, содержащей подлежащий удалению кислый газ, с водным раствором амина, при этом раствор амина является абсорбентом, который абсорбирует кислый газ. В промышленных применениях наиболее часто используемыми аминами являются алканоламины, например, моноэтаноламин (МЭА) и диэтаноламин (ДЭА). В последнее время в промышленности для отделения СO2 с использованием алканоламинов стало заметным использование метилдиэтаноламина (МДЭА) из ряда алканоламинов. В настоящее время при проведении так называемого сульфинол-процесса и в процессе очистки отходящих газов методом Клауса для очистки хвостового кислого газа в установке Клауса используют диизопропаноламин (ДИПА).
В типичном процессе абсорбции газа жидкостью после того, как кислый газ абсорбирован в абсорбент в абсорбционном аппарате, богатый газом абсорбент направляют в регенератор, где указанный богатый газом абсорбент обрабатывают и отделяют для регенерации абсорбированного газа и абсорбента, бедного газом. Регенерированный абсорбент, бедный газом, затем направляют на рециркуляцию (циклически возвращают) в абсорбционный аппарат, а кислый газ или накапливают, или утилизируют (уничтожают) в зависимости от целей его потребителя. В таком типе абсорбции газа жидкостью на процесс регенерации приходится более 80% от полных затрат энергии, поскольку весь объем вытекающего потока абсорбента должен быть регенерирован для его повторного использования в абсорбере. Кроме того, общепринятый процесс абсорбции газа жидкостью ограничен использованием абсорбента в виде одной жидкой фазы.
Сущность изобретения
В настоящее время установлено, что способ нейтрализации кислотности газовой смеси, включающий абсорбцию газа жидкостью при увеличенном количестве фаз, повышает скорость абсорбции кислого газа из газовой смеси и уменьшает общие затраты энергии на проведение такого процесса нейтрализации кислотности.
Согласно одному основному аспекту воплощения настоящего изобретения относятся к способу нейтрализации кислотности газовой смеси, содержащей кислый газ.
Предложенный способ включает:
осуществление контакта газовой смеси с абсорбентом в абсорбере, при этом абсорбент содержит фазу носителя и органическую фазу, не способную смешиваться с фазой носителя;
обеспечение возможности абсорбирования органической фазой кислого газа и превращения кислого газа в абсорбированный кислый газ с тем, чтобы превратить абсорбент в абсорбент, богатый газом, и газовую смесь превратить в очищенную газовую смесь;
обеспечение возможности перехода абсорбированного кислого газа в фазу носителя с тем, чтобы образовать в богатом газом абсорбенте первую бедную газом фазу и фазу, богатую газом;
подачу богатого газом абсорбента в сепаратор с тем, чтобы отделить первую бедную газом фазу от богатой газом фазы;
циклическое возвращение отделенной первой бедной газом фазы обратно в абсорбер;
подачу отделенной богатой газом фазы в регенератор с тем, чтобы получить кислый газ и вторую бедную газом фазу;
и циклическое возвращение второй бедной газом фазы обратно в абсорбер.
В одном воплощении настоящего изобретения богатый газом абсорбент стекает вниз из абсорбера в сепаратор за счет сил гравитации, и отделенная фаза, богатая газом, перемещается вниз из сепаратора в регенератор за счет сил гравитации.
В другом основном аспекте воплощения настоящего изобретения относятся к установке для нейтрализации кислотности газовой смеси, содержащей кислый газ. Указанная установка содержит: абсорбер, приспособленный для осуществления контакта газовой смеси и абсорбента, содержащего фазу носителя и органическую фазу, не способную смешиваться с фазой носителя, при этом органическая фаза абсорбирует кислый газ и превращает кислый газ в абсорбированный кислый газ, так что абсорбент превращается в богатый газом абсорбент, а газовая смесь превращается в очищенную газовую смесь; и при этом абсорбированный кислый газ переходит в фазу носителя с образованием в богатом газом абсорбенте первой бедной газом фазы и богатой газом фазы; сепаратор, предназначенный для разделения богатого газом абсорбента на отделенную первую бедную газом фазу и отделенную богатую газом фазу; и регенератор, предназначенный для обеспечения регенерации отделенной богатой газом фазы с тем, чтобы получить кислый газ и вторую бедную газом фазу.
В воплощении согласно настоящему изобретению абсорбер, сепаратор и регенератор размещены в единой колонне, при этом сепаратор размещен в позиции, ниже, чем абсорбционный аппарат, а регенератор размещен в позиции ниже, чем сепаратор для того, чтобы абсорбент, богатый газом, стекал вниз из абсорбера в сепаратор за счет сил гравитации, и отделенная фаза, богатая газом, стекала вниз из сепаратора в регенератор также за счет сил гравитации.
Другие аспекты, особенности и преимущества настоящего изобретения будут очевидны из нижеследующего раскрытия изобретения, включающего подробное описание изобретения, его предпочтительных воплощений и приложенные пункты формулы изобретения.
Краткое описание отдельных изображений на чертежах
Изложенная выше сущность изобретения, а также нижеследующее подробное его описание будут более понятными в совокупности с приложенными чертежами. Для целей иллюстрации изобретения на чертежах представлены воплощения, которые являются в настоящее время предпочтительными. Следует, однако, понимать, что изобретение не ограничено показанными конкретными схемами и используемыми техническими средствами.
Фиг.1 - блок-схема, иллюстрирующая стадии процесса нейтрализации кислотности согласно одному воплощению настоящего изобретения.
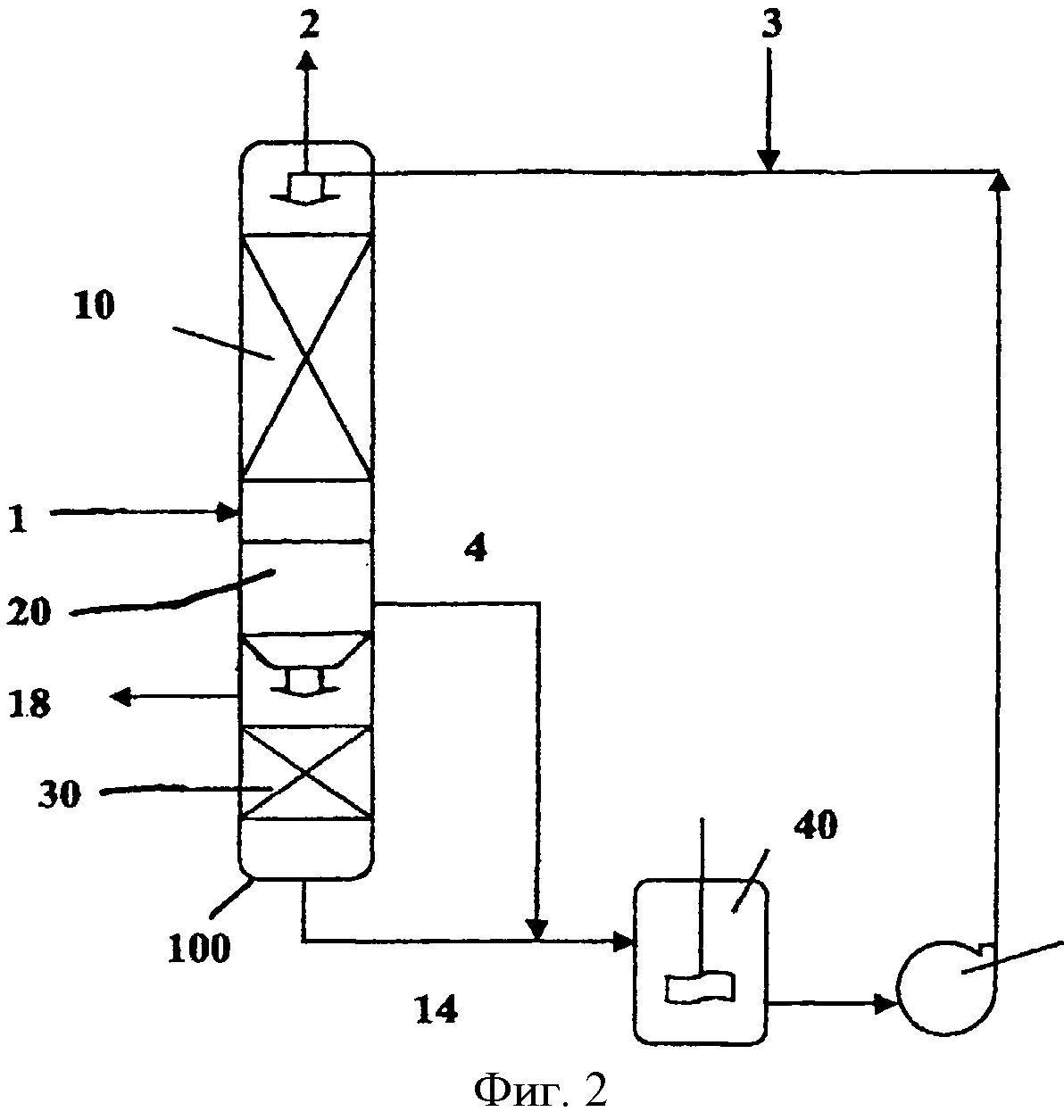
Фиг.2 - блок-схема, иллюстрирующая стадии процесса нейтрализации кислотности согласно второму воплощению настоящего изобретения.
Подробное описание изобретения
Если не будет указано иное, то все используемые здесь технические и научные термины имеют такое же смысловое значение, которое хорошо понятно среднему специалисту в области техники, к которой относится настоящее изобретение. В ином случае, определенные используемые здесь термины имеют смысловое значение, которое указано в настоящем описании. Все указанные патенты, опубликованные заявки на выдачу патента и опубликованные источники информации включены полностью в настоящее описание путем ссылки, как если бы они были полностью здесь изложены.
Согласно одному основному аспекту настоящее изобретение относится к способу нейтрализации кислотности газовой смеси с использованием абсорбции газа жидкостью при увеличенном количестве фаз, обеспечивающему одновременно минимизацию затрат энергии и достижение максимальной скорости абсорбции.
Концепция абсорбции газа жидкостью при увеличенном количестве фаз первоначально была раскрыта в патентном документе US 6969418, полностью включенном в настоящее описание посредством ссылки на этот документ. Было обнаружено, что путем добавления органического соединения или смеси в систему абсорбции газа жидкостью (зачастую водной фазой), скорость абсорбции определенного газа может быть значительно увеличена. При проведении абсорбции газа жидкостью с увеличенным количеством фаз в поглощении газа участвует более, чем одна фаза. При этом одна из фаз абсорбирует газ и передает абсорбированный газ другой фазе, которая выполняет функцию фазы носителя и в которой, в конце концов, накапливается абсорбированный газ.
В соответствии с одним воплощением настоящего изобретения абсорбент и газовая смесь, содержащая кислый газ, подлежащий удалению, контактируют друг с другом в абсорбере. Абсорбент содержит фазу носителя и органическую фазу, которая неспособна смешиваться с фазой носителя. Приводимая здесь фраза «органическая фаза, которая не способна смешиваться с фазой носителя» означает, что органическая фаза не образует в абсорбенте раствор с фазой носителя при ее относительном содержании. В одном воплощении настоящего изобретения органическая фаза и фаза носителя имеют одну поверхность раздела фаз, т.е. границу между двумя фазами в абсорбенте. В другом воплощении настоящего изобретения органическая фаза и фаза носителя имеют несколько поверхностей раздела фаз, например, находясь в виде эмульсии в абсорбенте.
Органическая фаза служит в качестве передаточной среды, которая абсорбирует кислый газ из газовой смеси и превращает кислый газ в абсорбированный кислый газ. После завершения процесса абсорбции абсорбент превращается в абсорбент, богатый газом, а газовая смесь становится очищенной газовой смесью, которая вообще не содержит или содержит уменьшенное количество кислого газа. Очищенная газовая смесь может быть накоплена или утилизирована в зависимости от целей, поставленных пользователем.
Абсорбированный кислый газ затем переходит в фазу носителя, в которой абсорбированный кислый газ в конечном итоге аккумулируется. После завершения указанного процесса перехода в богатом газом абсорбенте образуются первая бедная газом фаза и фаза, богатая газом.
Первая бедная газом фаза содержит одну или большее число компонент органической фазы, которые не вступают в реакцию с кислым газом. Первая бедная газом фаза может также содержать одну или большее число компонент органической фазы, которые вступают в реакцию с кислым газом при абсорбции органической фазой кислого газа, но замещаются одной или большим числом компонент фазы носителя и, таким образом, выделяются из абсорбированного кислого газа, когда абсорбированный кислый газ переходит в фазу носителя. Первая бедная газом фаза может, кроме того, содержать одну или большее число компонент фазы носителя как результат перехода абсорбированного кислого газа в фазу носителя.
Богатая газом фаза содержит одну или большее число компонент фазы носителя. Богатая газом фаза может также содержать одну или большее число компонент органической фазы, которые вступают в реакцию с кислым газом при абсорбции органической фазой кислого газа и не выделяются из абсорбированного кислого газа, когда этот абсорбированный кислый газ переходит в фазу носителя. Фаза, богатая газом, может существовать в виде единой жидкой фазы. Фаза, богатая газом, может также содержать несколько фаз.
Богатый газом абсорбент направляют в сепаратор для разделения первой бедной газом фазы и фазы, богатой газом. Указанные фазы могут быть разделены в сепараторе, используя для этого способы разделения фаз, известные специалистам в данной области техники, с учетом настоящего раскрытия изобретения. Например, первая бедная газом фаза и фаза, богатая газом, могут быть разделены на основе различия плотностей этих фаз, например, с помощью барабана сепаратора. Первая бедная газом фаза и фаза, богатая газом, могут быть также отделены друг от друга на основе других свойств фаз, например, с помощью мембраны, которая имеет различную проницаемость по отношению к этим фазам.
В одном воплощении настоящего изобретения богатый газом абсорбент направляют в сепаратор после завершения перехода абсорбированного кислого газа в несущий газ, и, таким образом, после окончания образования первой бедной газом фазы и богатой газом фазы.
В другом воплощении настоящего изобретения богатый газом абсорбент направляют в сепаратор до окончания перехода абсорбированного кислого газа в фазу носителя, и, следовательно, перед окончанием образования первой бедной газом фазы и богатой газом фазы.
Образование первой бедной газом фазы и фазы, богатой газом, может происходить до, одновременно или после подачи богатого газом абсорбента в сепаратор.
Отделенную первую бедную газом фазу циклически возвращают в абсорбер для повторного использования, в то же время богатую газом фазу направляют в регенератор, где богатую газом фазу обрабатывают с получением регенерированного кислого газа и второй бедной газом фазы. Регенерированный кислый газ накапливают или утилизируют в зависимости от целей, преследуемых пользователем. Фаза, богатая газом, может быть регенерирована с использованием способов регенерации, известных специалистам в данной области техники, в свете настоящего раскрытия изобретения.
Вторая бедная газом фаза содержит одну или большее число компонент фазы носителя. Вторая бедная газом фаза может также содержать одну или большее число компонент органической фазы, например, компонент, которые вступают в реакцию с кислым газом при абсорбции кислого газа органической фазой, и не выделяется из абсорбированного кислого газа, когда абсорбированный кислый газ переходит в фазу носителя. Второй фазой, бедной газом, может быть единая жидкая фаза. Бедная газом вторая фаза может также содержать несколько фаз. Вторую бедную газом фазу циклически возвращают в абсорбер для повторного использования.
В одном воплощении, соответствующем настоящему изобретению, различные фазы транспортируют из одного технологического аппарата в другой аппарат с помощью насоса. В других воплощениях настоящего изобретения различные фазы транспортируют между, по меньшей мере, некоторыми из аппаратов за счет сил гравитации.
В одном воплощении согласно настоящему изобретению богатый газом абсорбент стекает из абсорбера вниз за счет сил гравитации.
В другом воплощении настоящего изобретения отделенная фаза, богатая газом, стекает из сепаратора вниз за счет гравитации.
Согласно еще одному воплощению настоящего изобретения богатый газом абсорбент стекает вниз из абсорбера в сепаратор, и отделенная фаза, богатая газом, стекает вниз из сепаратора в регенератор в обоих случаях полностью за счет сил гравитации.
Согласно другому основному аспекту настоящее изобретение относится к установке для нейтрализации кислотности газовой смеси, содержащей кислый газ. Указанная установка содержит описанные здесь абсорбер, сепаратор и регенератор.
Согласно одному воплощению настоящего изобретения сепаратор размещают в позиции ниже абсорбера, так что богатый газом абсорбент стекает вниз из абсорбера в сепаратор за счет сил гравитации.
В другом воплощении настоящего изобретения регенератор размещают в позиции ниже сепаратора, так что богатая газом фаза стекает вниз из сепаратора в регенератор за счет сил гравитации.
Согласно еще одному воплощению настоящего изобретения абсорбер, сепаратор и регенератор размещены в единой колонне, при этом сепаратор размещают в позиции ниже абсорбера, а регенератор размещают в позиции ниже сепаратора, так что богатый газом абсорбент стекает вниз из абсорбера в сепаратор за счет сил гравитации, и отделенная фаза, богатая газом, стекает вниз из сепаратора в регенератор также за счет сил гравитации.
Процесс нейтрализации кислотности в соответствии с настоящим изобретением может быть использован для удаления из газовой смеси примесного кислого газа, и в этом случае примесный кислый газ может быть утилизирован (обезврежен) с большей эффективностью. В качестве альтернативы процесс нейтрализации кислотности в соответствии с воплощениями настоящего изобретения может быть использован для сбора из газовой смеси представляющего интерес кислого газа с повышенной эффективностью.
В соответствии с одним аспектом настоящего изобретения использование органической фазы в абсорбере согласно одному воплощению настоящего изобретения обеспечивает повышение скорости абсорбции кислого газа. При этом кислый газ абсорбируется в органическую фазу со скоростью, превышающей скорость, с которой он абсорбировался бы в случае непосредственной абсорбции фазой носителя. Согласно другому аспекту настоящего изобретения энергия, затрачиваемая на процесс регенерации, уменьшается, так как необходима регенерация только части абсорбента, т.е. фазы, богатой газом, в то время как отделенная первая бедная газом фаза может быть непосредственно направлена на рециркуляцию для повторного использования обратно в абсорбционный аппарат. Согласно еще одному аспекту настоящего изобретения энергия, которую необходимо затратить на процесс нейтрализации кислотности, дополнительно уменьшается за счет размещения двух или более из используемых при проведении процесса технологических аппаратов в единой колонне, так что различные фазы могут передаваться между некоторыми из аппаратов с помощью гравитации, вместо их нагнетания с помощью насосов. Использование нескольких аппаратов в единой колонне становится возможным и осуществимым вследствие относительно меньшего объема богатой газом фазы, которую необходимо регенерировать. В общепринятом процессе разделения газа и жидкости объем богатого газом абсорбента, который необходимо регенерировать, значительно превышает объем богатой газом фазы в соответствии с воплощениями настоящего изобретения. Таким образом, в известных способах единая колонна, в которой размещают абсорбер и регенератор, может иметь слишком большую высоту, что препятствует их практическому применению.
Фиг.1 иллюстрирует определенное воплощение настоящего изобретения. Как показано на фиг.1, газовую смесь 1, содержащую подлежащий извлечению кислый газ, и абсорбент 3 направляют в абсорбер 10. Газовая смесь 1 и абсорбент 3 в абсорбере 10 контактируют друг с другом. Подлежащим удалению кислым газом может быть, например, СО2, SO2, H2S, COS, C2S, меркаптаны, фтористое соединение, НСl или их комбинация. Очищенную газовую смесь 2, из которой удален кислый газ, отводят из абсорбера 10, и она может быть накоплена или утилизирована в зависимости от целей пользователя.
Абсорбером 10 в соответствии с воплощениями настоящего изобретения может быть, например, абсорбционная колонна или мембранный контактный фильтр, или любые другие абсорбционные аппараты, которые известны специалистам в данной области техники. Абсорбент включает в себя фазу носителя и органическую фазу, которая неспособна смешиваться с фазой носителя. Специалист в данной области техники может легко понять, что абсорбент может содержать две или большее число фаз. Например, абсорбент может быть двухфазным, содержащим органическую фазу и неспособный к смешиванию водный раствор в качестве фазы носителя. Абсорбент может быть также многофазным, содержащим органическую фазу, неспособный смешиваться водный раствор и твердую фазу в качестве фазы носителя, при этом указанная твердая фаза образуется, когда кислый газ абсорбируется органической фазой и/или когда абсорбированный кислый газ переходит в водный раствор.
В качестве фазы носителя может быть использована, например, водная фаза или гидрофильная фаза. Фаза носителя может содержать один или большее количество водных растворов соли, включая, но не в качестве ограничения, растворы соли щелочного металла, растворы аммониевой соли, растворы соли алканоламина, растворы соли щелочноземельного металла. Фазой носителя может быть также просто вода. Фаза носителя может также содержать одну или большее число солей в твердой фазе, включая, но не в качестве ограничения, соли щелочного металла, аммониевые соли, соли алканоламина и соли щелочноземельного металла.
Органическая фаза может содержать одну или большее число компонент, включая, но не в качестве ограничения, алканы, ненасыщенные углеводороды, спирты, гликоли, эфиры, альдегиды, кетоны, карбогидраты, амины, алканоламины, аминокислоты. В предпочтительном воплощении изобретения спирт включает спирты С8-С12. В воплощении согласно настоящему изобретению органическая фаза содержит раствор амина, включая, но не в качестве ограничения, спиртовой, гликолевый или эфир гликолевый раствор моноэтаноламина, диэтаноламина, пиперазина, дибутиламина или диизопропиламина. Концентрация амина в растворе составляет приблизительно от 0,1 до 99,9 объем.%.
В воплощении настоящего изобретения отношение фазы носителя к органической фазе в абсорбенте составляет от 10000:1 до 1:10000. Примеры отношений фазы носителя к органической фазе включают, но не в качестве ограничения, следующие: 10000:1, 1000:1, 100:1, 10:1,5:1, 1:1, 1:2, 1:4, 1:10, 1:50, 1:100, 1:1000 or 1:10000.
Органическая фаза служит в качестве передаточной среды, которая абсорбирует кислый газ и затем передает абсорбированный кислый газ в фазу носителя. В соответствии с воплощениями настоящего изобретения, когда кислый газ контактирует с органической фазой, указанный кислый газ может быть абсорбирован этой органической фазой за счет физической абсорбции, химической абсорбции (хемосорбции), или как физической, так и химической абсорбции, осуществляемой посредством поверхности раздела фаз между газовой смесью и органической фазой. Физическая абсорбция имеет место в том случае, когда кислый газ является растворимым в органической фазе, но не склонным к химическому реагированию с любой компонентой, содержащейся в органической фазе. Во время физической абсорбции кислый газ физически растворяется в органической фазе, но не становится химически модифицированным за счет химического реагирования с любой содержащейся в ней компонентой. Количество кислого газа, абсорбированного за счет физической абсорбции органической фазой, определяется равновесием между паром и жидкостью в смеси. Химическая абсорбция происходит в том случае, когда абсорбированный кислый газ является химически модифицированным газом в результате химического реагирования с одной или большим количеством активных компонент, содержащихся в органической фазе, для образования одного или большего количества продуктов реакции. Количество кислого газа, абсорбированного посредством химической абсорбции, определяется реакцией, проходящей между кислым газом и одной или большим числом компонент, содержащихся в органической фазе.
Использование органической фазы в абсорбере 10 увеличивает скорость процесса абсорбции, поскольку кислый газ поглощается абсорбентом со скоростью, большей, чем в том случае, если бы он абсорбировался непосредственно фазой носителя. В зависимости от того, будет ли органическая фаза поглощать кислый газ за счет физической или за счет химической абсорбции, абсорбированный кислый газ может быть химически не модифицированным или модифицированным, соответственно.
Абсорбированный газ затем переходит в фазу носителя через поверхность раздела фаз, существующую между органической фазой и фазой носителя, с происходящим или не происходящим при этом химическим модифицированием.
В одном воплощении настоящего изобретения абсорбированный кислый газ переходит в фазу носителя посредством физической абсорбции, но не вступает в химическую реакцию с какой-либо компонентой, содержащейся в фазе носителя. Абсорбированный газ растворяется физически в фазе носителя, но не становится химически модифицированным за счет химического реагирования с любой компонентой фазы носителя. Согласно другому воплощению настоящего изобретения абсорбированный кислый газ переходит в фазу носителя за счет химического реагирования с одной или большим числом активных компонент, содержащихся в фазе носителя, с образованием одного или более продуктов реакции. В соответствии с еще одним воплощением настоящего изобретения абсорбированный кислый газ переходит в фазу носителя посредством как физической, так и химической абсорбции через поверхность раздела между органической фазой и фазой носителя. Абсорбированный кислый газ накапливается в фазе носителя до ее насыщения или до досрочного завершения пользователем процесса абсорбции.
В соответствии с фиг.1 после завершения процесса абсорбции в абсорбере 10 богатый газом абсорбент 5 направляют в сепаратор 20 с тем, чтобы фазы можно было отделить одну от другой. На фиг.1 показан резервуар 20 для гравитационного отстаивания (гравитационный сепаратор), предназначенный для отделения первой бедной газом фазы 4 от богатой газом фазы 6. Стадия разделения в соответствии с настоящим изобретением может быть также проведена с использованием одного или более других типов гравитационных сепараторов фаз или аппаратов для разделения фаз, известных в уровне техники, подходящих для разделения большой массы жидких фаз. Некоторые примеры включают простые гравитационные сепараторы, фильтрование, центрифугирование, мембрану и т.п.
Отделенная первая бедная газом фаза 4 содержит большую часть или все компоненты органической фазы и содержит небольшое количество абсорбированного кислого газа, или вообще его не содержит. Отделенную первую фазу 4, бедную газом, циклически возвращают обратно в абсорбер 10 для повторного использования с проведением или без проведения дополнительной обработки.
Отделенная богатая газом фаза 6 содержит большинство или все компоненты фазы носителя и абсорбированный кислый газ. Отделенная фаза 6, богатая газом, может также содержать одну или большее число компонент органической фазы. Отделенную богатую газом фазу 6 подвергают процессу регенерации.
Как показано на фиг.1, отделенную богатую газом фазу 6 направляют в устройство 30 для регенерации, где богатую газом фазу 6 подвергают обработке с целью отделения абсорбированного кислого газа 12 от остальной богатой газом фазы, которую регенерируют как часть второй бедной газом фазы 14. Абсорбированный кислый газ 12 дополнительно обрабатывают для отделения кислого газа 18 от остатка 16, который содержит одну или большее число компонент органической фазы и фазы носителя, которые реагируют с кислым газом во время абсорбирования кислого газа и/или вышеуказанного перехода абсорбированного кислого газа. Отделенный кислый газ 18 может быть утилизирован или накоплен, в зависимости от решаемых пользователем задач. Остаток 16 регенерируют как часть второй бедной газом фазы 14. Вторую бедную газом фазу 14, которая содержит большинство компонент или все компоненты фазы носителя, циклически возвращают обратно в абсорбер 10 для повторного использования с проведением или без проведения дополнительной обработки.
Процесс регенерации в соответствии с воплощениями настоящего изобретения может осуществляться, например, посредством термического разложения (крекинга), отгонки водяным паром или газом, ректификации, посредством обработки путем пропускания через мембранный контактный фильтр, фракционирования с избирательной проницаемостью через полимерную мембрану с последующим испарением и посредством обработки перепадами давления.
Как показано на фиг.1, первую бедную газом фазу 4, отведенную из сепаратора 20, и вторую бедную газом фазу 14, отведенную из регенератора 30, смешивают в смесителе 40. Полученный абсорбент 3 затем циклически возвращают обратно в абсорбер 10 для повторного использования. В соответствии с другим воплощением настоящего изобретения каждая из фаз, первая бедная газом фаза 4 и вторая бедная газом фаза 14, может циклически возвращаться обратно в абсорбер 10 для повторного использования без предварительного смешивания друг с другом.
Хотя на фиг.1 и не показано, специалистам в данной области техники, с учетом настоящего раскрытия изобретения, нетрудно понять, что в дополнение к указанному циклическому возвращению компонент абсорбента 3 для компенсации потерь одной или более компонент при проведении процесса нейтрализации кислотности могут быть добавлены дополнительные компоненты абсорбента 3, одна или более.
В одном воплощении настоящего изобретения удаляемым кислым газом является СO2. Органическая фаза содержит, например, одну или большее количество компонент, выбранных из группы, включающей моноэтаноламин, диэтаноламин, пиперазин, дибутиламин и диизопропиламин. Согласно предпочтительному воплощению настоящего изобретения органическая фаза содержит спиртовой раствор (раствор спиртов от C8 до С12) одной или большего числа указанных здесь компонент. Фаза носителя содержит, например, одну или большее число компонент, выбранных из группы, включающей соль моноэтаноламина, соль диэтаноламина, соль пиперазина, соль дибутиламина, соль диизопропиламина, бикарбонат калий, карбонат калия и воду. В воплощении настоящего изобретения фаза носителя содержит водный раствор указанной здесь соли. Согласно другому воплощению настоящего изобретения фаза носителя содержит указанные здесь соли, находящиеся в твердой фазе.
Фиг.2 иллюстрирует другое конкретное воплощение настоящего изобретения. В этом технологическом процессе абсорбер 10, сепаратор 20 и регенератор 30 сгруппированы внутри единого колонного аппарата 100. Богатый газом абсорбент из абсорбера 10 стекает вниз в сепаратор 20 за счет сил гравитации, при этом происходит разделение богатой газом фазы и первой бедной газом фазы 4. После разделения богатая газом фаза стекает за счет гравитации вниз в регенератор 30, где получают регенерированный кислый газ 18 и вторую бедную газом фазу 14. Первая бедная газом фаза 4 и вторая бедная газом фаза 14 затем стекают вниз в смеситель 40 и смешиваются в этом смесителе 40 с получением абсорбента 3. Абсорбент 3 нагнетают обратно в абсорбер 10, где он вступает в контакт с газовой смесью 1, и начинается другой рабочий цикл.
В соответствии с другими воплощениями настоящего изобретения первая бедная газом фаза 4 и вторая бедная газом фаза 14 могут быть, каждая, возвращены путем нагнетания обратно в абсорбер 10 для повторного использования без их предварительного смешивания друг с другом.
В дополнение к циклическому возвращению компонент абсорбента 3 при проведении процесса нейтрализации кислотности для компенсации потерь одной или более компонент, опять же, могут быть добавлены дополнительные компоненты абсорбента 3, одна или большее число компонент.
В рассматриваемом воплощении для транспортирования жидкости из абсорбера 10 в регенератор 30 не требуется расход энергии на нагнетание жидкости, и тем самым достигается дополнительная экономия энергии.
Приведенные ниже примеры иллюстрируют изобретение, но никаким образом не служат для ограничения объема настоящего изобретения.
Пример 1
Абсорбент, содержащий две фазы, органическую фазу и фазу носителя, и газовую смесь, содержащую двуокись углерода, подавали в абсорбер, содержащий камеру перемешивания, при температуре в интервале приблизительно 25-45°С и давлении 1 атм. Органическая фаза содержала моноэтаноламин - 20 объем.% и дециловый спирт - 80 объем.%. Фаза носителя содержала продукт химической реакции моноэтаноламина и двуокиси углерода.
При контактировании органической фазы с газовой смесью газ, включающий двуокись углерода, был абсорбирован посредством хемосорбции в органическую фазу за счет реагирования с содержащимся в органической фазе моноэтаноламином. Абсорбированная двуокись углерода существовала в качестве продукта реакции, образованного между абсорбированной двуокисью углерода и моноэтаноламином. Указанный продукт реакции затем через поверхность раздела фаз, существующую между органической фазой и фазой носителя, переходил в фазу носителя и в ней аккумулировался.
После абсорбции газа, содержащего двуокись углерода, абсорбент расслоился и был разделен за счет сил гравитации на первую бедную газом фазу и богатую газом фазу. Первую бедную газом фазу, содержащую непрореагировавшие моноэтаноламин и дециловый спирт, циклически возвращали обратно в абсорбер для повторного использования.
Богатую газом фазу, содержащую продукт химической реакции моноэтаноламина и двуокиси углерода, направляли в регенератор. Процесс регенерации был продолжен путем термического разложения. Процесс регенерации приводил к разделению двуокиси углерода и второй бедной газом фазы, которая содержала отделенный моноэтаноламин и любой продукт реакции, который не был отделен в процессе регенерации.
Двуокись углерода, которая выделилась в процессе регенерации, накапливали. Вторую бедную газом фазу циклически возвращали обратно в абсорбер для повторного использования.
Пример 2
Абсорбент, содержащий две жидкие фазы, органическую фазу и фазу носителя, и газовую смесь, содержащую двуокись углерода, подавали в абсорбер, выполненный с камерой перемешивания, при температуре в интервале приблизительно от 25 до 45°С и давлении 1 атм. Органическая фаза содержала дибутиламин - 20 объем.% и изооктанол - 80 объем.%. Фаза носителя представляла собой водный раствор карбоната калия с содержанием 150 г/л.
При контактировании органической фазы с газовой смесью газ, содержащий двуокись углерода, был абсорбирован посредством хемосорбции в органическую фазу за счет реагирования с дибутиламином в органической фазе. Абсорбированная двуокись углерода представляла собой продукт реакции, образованный в результате реакции между абсорбированной двуокисью углерода и дибутиламином. Указанный продукт реакции затем переходил через поверхность раздела фаз, существующую между органической фазой и фазой носителя, в фазу носителя при дальнейшем реагировании в фазе носителя с карбонатом калия с образованием бикарбоната калия. Таким образом, абсорбированная двуокись углерода в конечном итоге находилась в фазе носителя в виде бикарбоната калия.
После абсорбирования газа, содержащего двуокись углерода, абсорбент расслоился и был разделен за счет сил гравитации на первую бедную газом фазу и богатую газом фазу. Первую бедную газом фазу, содержащую дибутиламин, который не прореагировал с двуокисью углерода, дибутиламин, выделившийся из продукта реакции абсорбированной двуокиси углерода с дибутиламином после реагирования указанного продукта реакции с карбонатом калия, изооктанол, и, возможно, одну или более дополнительных компонент, - циклически возвращали обратно в абсорбер для повторного использования.
Богатую газом водную фазу, содержащую бикарбонат калия и непрореагировавший карбонат калия, направляли в регенератор. Процесс регенерации проводили посредством термического разложения или десорбирования газом. Процесс регенерации отделяет двуокись углерода и карбонат калия от бикарбоната калия, что приводит к образованию второй бедной газом фазы, которая содержит водный раствор карбоната калия.
Двуокись углерода, которая выделилась в процессе регенерации, накапливали. Вторую бедную газом фазу циклически возвращали обратно в абсорбер для повторного использования.
Пример 3
Абсорбент, содержащий две жидкие фазы, органическую фазу и фазу носителя, и газовую смесь, содержащую двуокись углерода, подавали в абсорбер с камерой перемешивания при температуре в интервале приблизительно от 25 до 45°С и давлении 1 атм. Органическая фаза содержала дибутиламин - 20 объем.% и изооктанол - 80 объем.%. Фаза носителя представляла собой раствор воды.
В результате контакта органической фазы с газовой смесью газ, содержащий двуокись углерода, был посредством хемосорбции абсорбирован органической фазой за счет реагирования с дибутиламином, содержащимся в органической фазе. Абсорбированная двуокись углерода существовала в качестве продукта реакции. образованного в процессе реакции между абсорбированной двуокисью углерода и дибутиламином. Указанный продукт реакции затем переходил через поверхность раздела фаз, существующую между органической фазой и фазой носителя, в фазу носителя и накапливался в ней.
После абсорбирования газа, содержащего двуокись углерода, абсорбент был осажден и разделен за счет сил гравитации на первую бедную газом фазу и богатую газом фазу. Первую бедную газом фазу, содержащую непрореагировавший дибутиламин, изооктанол, и, возможно, одну или более дополнительных компонент, циклически возвращали обратно в абсорбер для повторного использования.
Богатую газом водную фазу, содержащую продукт реакции между абсорбированной двуокисью углерода и дибутиламином, направляли в регенератор. Процесс регенерации проводили посредством термического разложения или десорбирования газом.
Процесс регенерации обеспечивает отделение двуокиси углерода и дибутиламина от указанного продукта реакции, что приводит к образованию второй бедной газом фазы, которая содержит отделенный дибутиламин.
Двуокись углерода, которая выделилась в процессе регенерации, накапливали. Вторую бедную газом фазу циклически возвращали обратно в абсорбер для повторного использования.
Специалисту в данной области техники будет понятно, что в раскрытых выше воплощениях могут быть произведены изменения без выхода за пределы общей идеи изобретения. Соответственно, следует понимать, что настоящее изобретение не ограничено конкретными раскрытыми воплощениями, а предусматривает использование модификаций, находящихся в пределах сущности и объема настоящего изобретения, как это определено приложенными пунктами формулы изобретения.
Реферат
Заявлены способ и установка для нейтрализации кислотности газовой смеси. Способ и установка включают в себя осуществление контакта газовой смеси с абсорбентом в абсорбере. При этом абсорбент содержит несущую фазу и органическую фазу, которая не смешивается с несущей фазой; обеспечение возможности абсорбции органической фазой кислого газа и превращения кислого газа в абсорбированный кислый газ с тем, чтобы превратить абсорбент в абсорбент, богатый газом, и газовую смесь превратить в очищенную газовую смесь. Обеспечение возможности перехода абсорбированного кислого газа в несущую фазу с тем, чтобы образовать в богатом газом абсорбенте первую бедную газом фазу и фазу, богатую газом; подачу богатого газом абсорбента в сепаратор с тем, чтобы отделить первую бедную газом фазу от богатой газом фазы. Циклическое возвращение отделенной первой бедной газом фазы обратно в абсорбер; подачу отделенной богатой газом фазы в регенератор с тем, чтобы получить кислый газ и вторую бедную газом фазу; и циклическое возвращение второй бедной газом фазы обратно в абсорбер. Изобретение позволяет уменьшить общие затраты энергии для проведения операции нейтрализации кислотности. 2 н. и 23 з.п. ф-лы, 2 ил.
Формула
осуществление контакта газовой смеси с абсорбентом в абсорбере, при этом абсорбент содержит фазу носителя и органическую фазу, которая не смешивается с фазой носителя;
обеспечение возможности абсорбции органической фазой кислого газа и превращения кислого газа в абсорбированный кислый газ с тем, чтобы превратить абсорбент в абсорбент, богатый газом, и газовую смесь превратить в очищенную газовую смесь;
обеспечение возможности перехода абсорбированного кислого газа в фазу носителя с тем, чтобы образовать в богатом газом абсорбенте первую бедную газом фазу и фазу, богатую газом;
подачу богатого газом абсорбента в сепаратор с тем, чтобы отделить первую бедную газом фазу от богатой газом фазы;
циклическое возвращение отделенной первой бедной газом фазы обратно в абсорбер;
подачу отделенной богатой газом фазы в регенератор с тем, чтобы получить кислый газ и вторую бедную газом фазу; и
циклическое возвращение второй бедной газом фазы обратно в абсорбер, при этом
органическую фазу используют для увеличения скорости абсорбции кислого газа в жидкость, абсорбированный кислый газ переходит в другую жидкую фазу, которая является фазой носителя, при этом скорость абсорбции кислотного газа в органическую фазу больше, чем скорость абсорбции, которая наблюдалась бы при непосредственной абсорбции кислотного газа в фазу носителя.
(1) раствор моноэтаноламина, по меньшей мере, в одном из веществ из ряда: спирт и гликоль, эфир гликоля, и один или более продуктов реакции моноэтаноламина и CO2;
(2) раствор моноэтаноламина, по меньшей мере, в одном из веществ из ряда: спирт, эфир гликоля и гликоль, и водный раствор одного или более продуктов реакции моноэтаноламина и CO2;
(3) раствор диэтаноламина, по меньшей мере, в одном из веществ из ряда: спирт, эфир гликоля и гликоль, и один или более продуктов реакции диэтаноламина и CO2;
(4) раствор диэтаноламина, по меньшей мере, в одном из веществ из ряда: спирт, эфир гликоля и гликоль, и водный раствор одного или более из продуктов реакции диэтаноламина и CO2;
(5) раствор пиперазина, по меньшей мере, в одном из веществ из ряда: спирт, эфир гликоля и гликоль, и один или более из продуктов реакции пиперазина и CO2;
(6) раствор пиперазина, по меньшей мере, в одном из веществ из ряда: спирт, эфир гликоля и гликоль, и водный раствор одного или более из продуктов реакции пиперазина и CO2;
(7) раствор дибутиламина по меньшей мере, в одном из веществ из ряда: спирт, эфир гликоля и гликоль, и один или более из продуктов реакции дибутиламина и CO2;
(8) раствор дибутиламина по меньшей мере, в одном из веществ из ряда: спирт, эфир гликоля и гликоль, и водный раствор одного или более из продуктов реакции дибутиламина и CO2;
(9) раствор дибутиламина по меньшей мере, в одном из веществ из ряда: спирт, эфир гликоля и гликоль, и водный раствор карбоната калия;
(10) раствор диизопропиламина, по меньшей мере, в одном из веществ из ряда: спирт, эфир гликоля и гликоль, и один или более из продуктов реакции диизопропиламина и CO2;
(11) раствор диизопропиламина, по меньшей мере, в одном из веществ из ряда: спирт, эфир гликоля и гликоль, и водный раствор одного или более из продуктов реакции диизопропиламина и CO2; и
(12) раствор диизопропиламина, по меньшей мере, в одном из веществ из ряда: спирт, эфир гликоля и гликоль, и водный раствор карбоната калия.
абсорбер, предназначенный для осуществления контакта газовой смеси и абсорбента, содержащего фазу носителя и органическую фазу, которая не смешивается с фазой носителя, при этом органическая фаза абсорбирует кислый газ и превращает кислый газ в абсорбированный кислый газ с тем, чтобы превратить абсорбент в богатый газом абсорбент и превратить газовую смесь в очищенную газовую смесь; и при этом абсорбированный кислый газ переходит в фазу носителя так, чтобы образовать в богатом газом абсорбенте первую бедную газом фазу и богатую газом фазу;
сепаратор, предназначенный для осуществления разделения богатого газом абсорбента на отделенную первую бедную газом фазу и отделенную фазу, богатую газом; и
регенератор, предназначенный для регенерации отделенной богатой газом фазы с тем, чтобы получить кислый газ и вторую бедную газом фазу, при этом
органическая фаза используется для увеличения скорости абсорбции кислого газа в жидкость, абсорбированный кислый газ передается в другую жидкую фазу, которая является фазой носителя, при этом скорость абсорбции кислотного газа в органическую фазу больше, чем скорость абсорбции, которая наблюдалась бы при непосредственной абсорбции кислотного газа в фазу носителя.
Комментарии