Захват аммиака жидкостью с co-продуктом в жидкости для водной промывки - RU2567948C1
Код документа: RU2567948C1
Чертежи

Описание
ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к способу и системе обработки отработанных газообразных продуктов сгорания. Конкретнее, изобретение относится к захвату аммиака в процессе охлаждения аммиака.
ПРЕДПОСЫЛКИ ИЗОБРЕТЕНИЯ
Жидкие растворы, содержащие аминосоединения, или водные растворы аммиака повсеместно используются в качестве растворителей в процессах, предназначенных для промышленной сепарации кислотных компонентов вроде H2S, CO2, COS и/или меркаптанов из потоков таких газов, как отработанный газ, природный газ, синтетический газ или потоков других газов, содержащих, главным образом, азот, кислород, водород, окись углерода и/или метан. Кислотные компоненты часто абсорбируются растворителем в процессе абсорбции или отмывки. После «отмывки» от упомянутых кислотных компонентов с помощью упомянутых растворов необходимо удалить из потока газа загрязнители (наподобие следов аммиака) в ходе отдельной стадии технологического процесса.
Наиболее распространенный процесс, применяемый с этой целью, включает стадию промывки или отмывки от загрязнителей. На такой стадии водной промывки поток газа проходит отмывку водой в подходящем контактном устройстве. Обычно для отмывки потока газа применяется чистая вода или вода с очень низким содержанием аммиака, которая получается в процессе отгонки, связанном с обработкой потока газа. После отмывки потока газа водой эта вода 1) направляется обратно в отгоночный блок, откуда поступила, или 2) попросту смешивается с раствором, используемым в основном процессе отмывки.
Известны способы повышения эффективности системы и способов. В заявке WO 2009/138363 раскрывается способ удаления загрязнителей из потока газа путем контактирования потока газа с жидкостью, содержащей СО2. Утверждается, что способы применимы к загрязнителям вроде аммиака в случаях, когда нужно уменьшить выброс загрязнителей. В свою очередь, в заявке US 5378442 описывается способ контактирования содержащей СО2 жидкости с отработанными газами сгорания для извлечения аммиака из последних.
Рекуперация использованных промывочных жидкостей в процессе очистки, например, в отгоночном блоке это, как правило, энергоемкий и поэтому дорогой процесс. Следовательно, имеется постоянная потребность в процессе, который повышает эффективность промывки и/или уменьшает потребление промывочной жидкости. Рекуперация использованных промывочных жидкостей может осуществляться посредством отгонки, когда конкретный компонент отгоняется из промывочной жидкости для рекуперации промывочной жидкости.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Задачей настоящего изобретения является повышение эффективности стадии промывки/отмывки в процессе газоочистки, конкретнее, улучшение захвата и извлечение аммиака из обрабатываемых газообразных продуктов сгорания в абсорбционной системе.
Улучшенный способ и система захвата аммиака в технологическом процессе охлажденного аммиака, согласно различным описанным настоящем документе особенностям, в конечном счете, позволяет снизить концентрацию аммиака на выходе из стадии промывки/отмывки и, таким образом, увеличить количество рециркулирующего аммиака, возвращающегося обратно в абсорбционную систему. Это помогает поддерживать концентрацию аммиака в растворе в абсорбционной системе и предотвращать чрезмерные потери аммиака.
Уменьшение выброса аммиака с обрабатываемыми газообразными продуктами сгорания, поступающими из блока водной промывки, способствует задерживанию аммиака в технологическом процессе охлажденного аммиака. Также уменьшается количество серной кислоты, требуемое для нейтрализации аммиака при повторном нагреве обрабатываемых газообразных продуктов сгорания в технологическом процессе нисходящего потока.
Согласно раскрытым далее особенностям, предлагается способ захвата аммиака, присутствующего в газообразных продуктах сгорания, которые удаляются с помощью диоксида углерода в блоке водной промывки, участвующем в технологическом процессе охлажденного аммиака. Способ включает следующие стадии:
- получение насыщенной СО2 жидкости, которая содержит растворенный в жидкости СО2;
- получение наличия жидкости для водной промывки;
- объединение насыщенной СО2 жидкости с жидкостью для водной промывки, благодаря чему образуется обогащенная СО2 жидкость для водной промывки, с последующим введением жидкости в блок водной промывки для ослабления равновесного давления аммиачных паров, присутствующих над поверхностью обогащенной СО2 жидкости для водной промывки; и
- приведение упомянутых газообразных продуктов сгорания в контакт с упомянутой обогащенной СО2 жидкостью для водной промывки путем введения упомянутой обогащенной СО2 жидкости для водной промывки в упомянутый блок водной промывки.
Насыщенная СО2 жидкость, поступающая, к примеру, из охладителя СО2, непрерывно добавляется к промывочной воде для поддержания низкого парциального давления аммиака. Для соответствия требованиям промывки количество упомянутой жидкости может корректироваться, уменьшаться или увеличиваться, в зависимости от выбросов аммиака из системы водной промывки и от необходимой величины парциального давления аммиака в растворе.
Согласно некоторым вариантам реализации способа, концентрация аммиака в промывочной воде может находиться в диапазоне значений 0,0005-3 моль/л. В блоке водной промывки с верхней ступенью и нижней ступенью концентрация аммиака может составлять, например, приблизительно от 0,005 до 0,2 моль/л на верхней ступени, и приблизительно от 0,5 до 3 моль/л на нижней ступени. Эта концентрация охватывает диапазон значений как для обедненной промывочной воды, так и для промывочной воды, смешанной с насыщенной СО2 жидкостью. Оперируя этой концентрацией аммиака в промывочной воде, можно удерживать низкое давление аммиачных паров, например, на уровне, достаточно низком для вымывания аммиака из газовой фазы, вплоть до достижения им концентрации менее 200 частей на миллион. Обычно захват аммиака улучшается (а парциальное давление аммиака удерживается на низком уровне) путем понижения концентрации аммиака в растворе для водной промывки, путем понижения рабочей температуры промывочной жидкости и/или путем химического понижения парциального давления аммиака за счет смешивания потоков насыщенной СО2 жидкости. Пока парциальное давление СО2 над упомянутой жидкостью остается высоким и твердая фаза не формируется, концентрация аммиака оказывается не столь важной.
Согласно некоторым вариантам реализации способа, соотношение молей аммиака (NH3) и молей диоксида углерода (СО2) (значение R) для обогащенной СО2 жидкости водной промывки поддерживается в диапазоне приблизительно от 0,05 до 10, предпочтительно, в диапазоне приблизительно от 0,1 до 5, более предпочтительно, приблизительно равным 1.
Согласно некоторым вариантам реализации способа, концентрация аммиака в промывочной воде находится в диапазоне 0,0005-3 моль/л, предпочтительно, в диапазоне 0,05-2 моль/л, а парциальное давление СО2 в жидкой фазе составляет от 1 до 20 бар.
Согласно некоторым вариантам реализации способа, жидкость водной промывки, применяемая для удаления аммиака, содержит приблизительно от 0,0005 моль/л до 0,2 моль/л аммиака (NH3) перед ее объединением с жидкостью, насыщенной СО2.
Согласно некоторым вариантам реализации способа, рабочая температура блока водной промывки составляет приблизительно от 1°С до 10°С, предпочтительно, около 5°С.
Осуществление способа повторного захвата аммиака в этих определенных температурных диапазонах позволяет удерживать давление аммиачных паров на низком уровне. В качестве рабочего тела может применяться любой охладитель, коль скоро достигаются данные рабочие температуры. Подходящими охладителями могут быть пропан, пропилен, а также аммиак.
Согласно некоторым вариантам реализации способа, соотношение молей аммиака (NH3) и молей диоксида углерода (СО2), также известное как значение R, поддерживается в диапазоне приблизительно от 0,05 до 10 для жидкости водной промывки, обогащенной СО2, предпочтительно, в диапазоне приблизительно от 0,1 до 5, более предпочтительно, в диапазоне приблизительно от 1 до 4. Чем ниже значение R для жидкости водной промывки, тем лучше результаты захвата аммиака.
Согласно раскрытым далее особенностям, предлагается газоочистная система для захвата аммиака (NH3) из газообразных продуктов сгорания путем контактирования упомянутого газа с обогащенной СО2 жидкостью водной промывки, содержащей растворенный диоксид углерода СО2 в жидкой форме, при этом система включает:
блок водной промывки для захвата аммиака NH3;
один или более трубопроводов для жидкости водной промывки, предназначенных для рециркуляции жидкости водной промывки;
один или более блоков генерации насыщенной СО2 жидкости;
трубопровод для насыщенной СО2 жидкости, который транспортирует насыщенную СО2 жидкость из одного или более блоков генерации насыщенной СО2 жидкости в трубопровод для жидкости водной промывки, что приводит к понижению равновесного давления аммиачных паров над жидкостью водной промывки; и
один или более трубопроводов для обогащенной СО2 жидкости водной промывки, которые транспортируют обогащенную СО2 жидкость водной промывки, полученную объединением насыщенной СО2 жидкости и жидкости водной промывки, в блок водной промывки, что обеспечивает контактирование обогащенной СО2 жидкости водной промывки с газообразными продуктами сгорания.
Согласно некоторым вариантам реализации системы газоочистки, блоки генерации насыщенной СО2 жидкости представлены охладителем СО2-продуктов и/или компрессорной установкой СО2, которые работают независимо или совместно для генерации насыщенной СО2 жидкости.
Согласно раскрытым далее особенностям, предлагается газоочистная система для захвата аммиака (NH3) из отработанных газов сгорания с помощью блока водной промывки, который включает по меньшей мере одну секцию слоя набивки, предпочтительно, две или более секции слоя набивки.
Блок водной промывки может быть представлен подходящим контейнером, наподобие колонны. Слой набивки может выбираться так, чтобы обеспечивать достаточный перенос массы компонентов, присутствующих в блоке водной промывки, и осуществлять, таким образом, абсорбцию аммиака NH3 из отработанных газов сгорания. Блок водной промывки может включать один или более слоев набивки, одинаковых или различных, и расположенных по-разному.
Согласно некоторым вариантам реализации газоочистной системы, обогащенная СО2 жидкость водной промывки вводится в нижнюю секцию блока водной промывки по трубопроводу для обогащенной СО2 жидкости водной промывки.
Объединенная насыщенная СО2 жидкость из охладителя СО2-продуктов и/или из компрессора СО2-продуктов может вводиться в верхнюю секцию водной промывки, либо в нижнюю секцию водной промывки, или же, в некоторых случаях, в обе секции блока водной промывки. Предпочтительно вводить эту жидкость в верхнюю секцию для достижения лучшей производительности.
Согласно некоторым вариантам реализации газоочистной системы, водосодержащая жидкость, используемая в процессе захвата аммиака, содержит менее 0,2 моль/л аммиака (NH3).
Согласно некоторым вариантам реализации вышеописанной газоочистной системы, блок водной промывки функционирует при температуре от приблизительно 1°С до приблизительно 10°С; предпочтительно, при температуре приблизительно 5°С. Рабочая температура системы зависит от используемого в ней конкретного хладагента. Подходящими хладагентами могут быть пропан, пропилен, а также аммиак.
Согласно некоторым вариантам реализации газоочистной системы, диоксид углерода СО2 в жидкой форме повторно вносится в жидкость для водной промывки после сепарирования и разжижения в блоке-охладителе СО2-продуктов.
Согласно некоторым вариантам реализации газоочистной системы, диоксид углерода СО2 в жидкой форме повторно вносится в поток промывочной воды после сепарирования и разжижения в блоке-охладителе СО2-продуктов, где образуется насыщенная СО2 жидкость охладителя СО2.
Согласно некоторым вариантам реализации газоочистной системы, диоксид углерода СО2 в жидкой форме повторно вносится в поток промывочной воды после сепарирования и разжижения в компрессорной установке СО2, где образуется промежуточный обогащенный конденсат СО2 для охладителя.
Согласно некоторым вариантам реализации газоочистной системы, диоксид углерода СО2 в жидкой форме повторно вносится в блок водной промывки после сепарирования и разжижения в блоке-охладителе СО2-продуктов в комбинации с компрессорной установкой СО2.
Используемый здесь термин «промывочная вода» в целом обозначает водную среду, использованную для удаления загрязнителей из потока газа путем контактирования упомянутого потока газа с упомянутой промывочной водой, в результате чего загрязнители из упомянутого потока газа абсорбируются упомянутой промывочной водой. Промывочная вода с абсорбированными загрязнителями обычно рециркулируется, например, в отгоночном блоке, где загрязнители могут накапливаться для сжигания или же очистки и повторного использования. Другими словами, экономический аспект стадии водной промывки обусловлен количеством промывочной воды, необходимой для достижения требуемых степеней удаления микропримесей. Количество промывочной воды, необходимой для правильной отмывочной очистки потока газа, обусловлено абсорбционной способностью воды по отношению к соответствующим микропримесям, то есть равновесием пар/жидкость между загрязнителем в газовой фазе и в жидкой фазе.
Альтернативно, для дополнительного уменьшения количества загрязнителей в потоке газа на выходе из стадии водной промывки без увеличения потребления промывочной воды может использоваться улучшенная абсорбционная способность промывочной воды. Другими словами, выбросы могут быть снижены без соответствующего увеличения затрат из-за повышенного энерго- и водопотребления.
Использование жидкого СО2 для улучшения абсорбционной способности промывочной воды приносит дополнительную выгоду, так как, например, i) СО2 не имеет запаха и относительно нетоксичен, ii) любое количество СО2, остающееся в промывочной воде после использования, может быть легко удалено в ходе рекуперации промывочной воды, и iii) СО2 можно получать как продукт другой стадии процесса, по меньшей мере, в некоторых вариантах реализации настоящего изобретения.
Щелочные соединения часто используются в абсорбционных процессах для удаления из газовых потоков кислотных газов, таких, как СО2, H2S и COS. Аммиак представляет собой пример такого щелочного соединения, а технологический процесс охлажденного аммиака представляет собой способ удаления кислотных газов. Способ газоочистки по настоящему изобретению эффективен для удаления аммиака, загрязняющего газовый поток, из технологического процесса охлажденного аммиака. Изобретение предлагает газоочистную систему для усовершенствованного способа.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Фиг. 1 - представляет собой технологическую схему, обобщенно изображающую вариант реализации газоочистной системы основанной на аммиаке согласно настоящему изобретению.
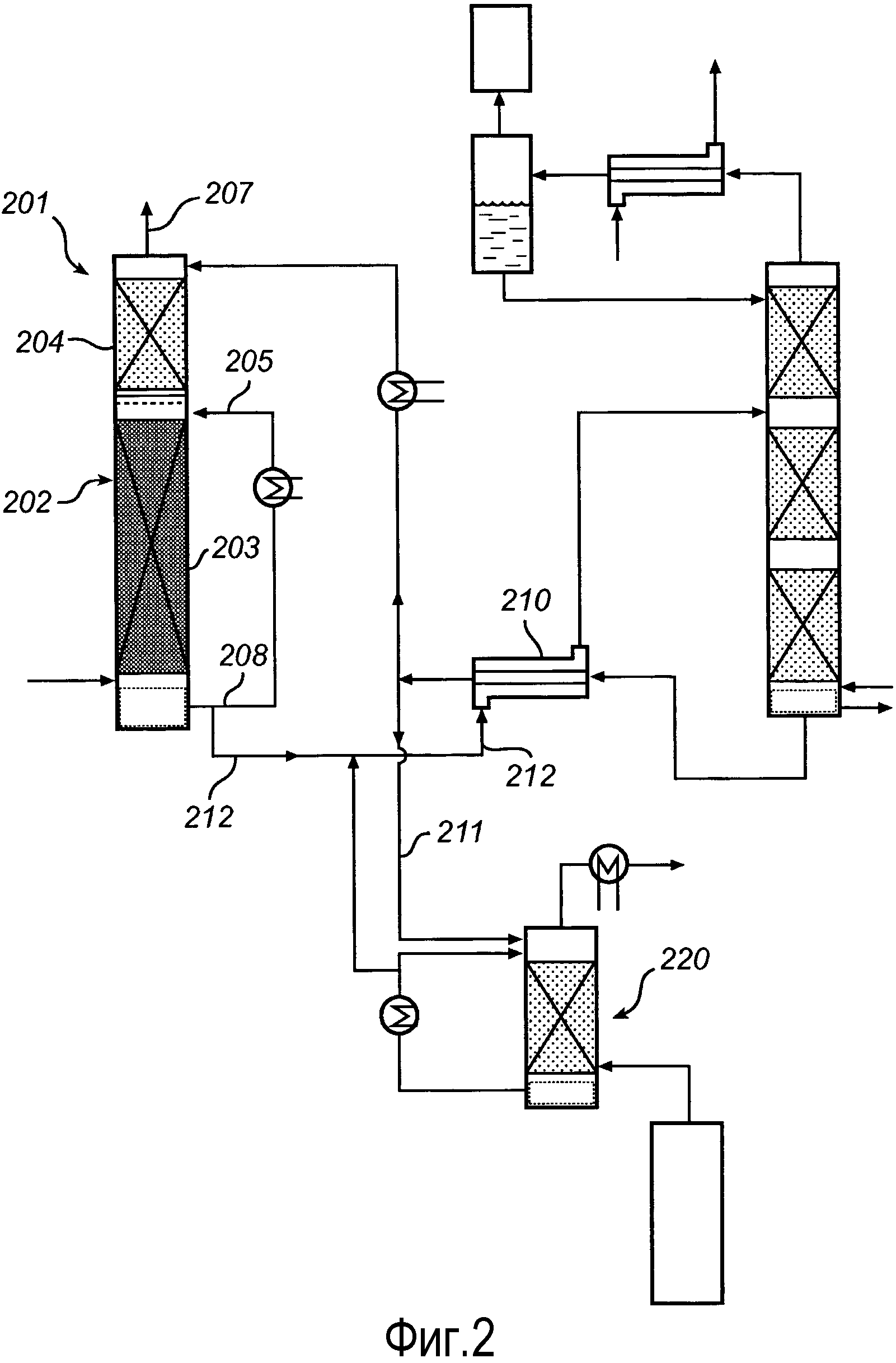
Фиг. 2 - представляет собой технологическую схему, обобщено изображающую известную, газоочистную систему, основанную на аммиаке (предшествующий уровень техники).
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Ниже подробно и со ссылками на чертежи описываются конкретные варианты реализации газоочистных систем из предшествующего уровня техники и согласно настоящему изобретению.
Фиг. 1 - представляет собой схематическое представление варианта реализации основанной на аммиаке газоочистной системы 101 согласно настоящему изобретению. Газоочистная система 101 включает блок 102 водной промывки, выполненный с возможностью приводить подлежащий очистке газовый поток в контакт с одной или более промывочными жидкостями.
Согласно одному варианту реализации, блок 102 водной промывки выполнен с возможностью очищать газообразные продукты сгорания, прошедшие через абсорбер 140 СО2 в технологическом процессе охлажденного аммиака. Технологический процесс охлажденного аммиака как таковой описан, например, в заявке WO 2006/022885 (Eli GAL). Следовательно, абсорбер 140 СО2 может, например, быть выполнен с возможностью захвата СО2 из газообразных продуктов сгорания, поступающих, скажем, с электростанции, промышленного предприятия, мусоросжигательного предприятия или металлургического предприятия, в соответствии с технологическим процессом охлажденного аммиака. В технологическом процессе охлажденного аммиака СО2 захватывается аммиачным раствором в абсорбере 140, а аммиачный раствор рекуперируется в рекуператоре 142. Такая рекуперация требует нагрева аммиачного раствора для высвобождения СО2. Из соображений ясности на Фиг. 1 не показаны потоки аммиачного раствора между абсорбером 140 СО2 и рекуператором 142, или поток газообразных продуктов сгорания через абсорбер 140.
Газообразные продукты сгорания, прошедшие через абсорбер 140 СО2 для захвата диоксида углерода, содержат аммиак и направляются для промывки в блок 102 водной промывки по трубопроводу 107а, что будет подробнее описано ниже.
СО2-продукты, высвобожденные нагреванием аммиачного раствора в рекуператоре 142, направляются по жидкостному трубопроводу 142а из рекуператора 142 в блок 120 охладителя СО2-продуктов. Блок 120 охладителя СО2-продуктов очищает СО2-продукты, поступающие из рекуператора 142, путем захвата аммиака и конденсации водяного пара из СО2-продуктов. В блоке 120 охладителя СО2-продуктов по кольцевому жидкостному трубопроводу 121 циркулирует водосодержащая жидкость. Циркулирующая в кольцевом трубопроводе 121 жидкость охлаждается в теплообменнике 121а для конденсации водяного пара из СО2-продуктов. Жидкость, циркулирующая в кольцевом трубопроводе 121 блока 120 охладителя СО2-продуктов, будет захватывать аммиак и некоторое количество СО2 из СО2-продуктов, идущих из рекуператора 142. Следовательно, жидкость, циркулирующая в кольцевом трубопроводе 121, будет содержать некоторое количество растворенного аммиака и некоторое количество растворенного СО2.
Ниже будет подробнее описано, как рекуперированная промывочная вода с пониженным содержанием аммиака направляется в блок 120 охладителя СО2-продуктов по трубопроводу 111, а часть жидкости, циркулирующей в блоке 120 охладителя СО2-продуктов, выходит из блока 120 по трубопроводу 122, имеющему жидкостное соединение с кольцевым трубопроводом 121.
Блок 102 водной промывки является блоком массопереноса, который может содержать улучшающие массоперенос приспособления, например, блок 102 водной промывки может содержать колонну со слоем набивки, где материал набивки подобран так, чтобы оптимизировать массоперенос в блоке 102. Материал набивки выбирается из различных подходящих и доступных на рынке материалов набивки. Кроме того, блок 102 водной промывки может быть выполнен с возможностью содержать одну, две или более ступеней промывки, причем материал слоя набивки может быть одинаковым или различным в каждой ступени, а конфигурация, например, неупорядоченная или структурированная набивка, может быть одинаковой или различной для оптимизации параметров вроде площади поверхности, схемы потока, массового расхода и т.д. Ток жидкости через блок 102 может по-разному распределяться между разными ступенями для оптимизации системы и/или массопереноса. Например, ток жидкости может происходить либо в режиме противотока (когда жидкость течет противоположно газу, когда газ идет вертикально вверх, а жидкость течет вертикально вниз), либо в режиме параллельного прямотока, когда жидкость и газ движутся вертикально вниз. Кроме того, жидкость может распределяться для каждой ступени либо в режиме циркуляции, когда жидкость многократно рециркулирует в ступени до своего удаления оттуда, либо в однопроходном режиме, когда жидкость один раз проходит через ступень, после чего удаляется оттуда.
В конкретном варианте реализации на Фиг. 1 блок водной промывки представляет собой блок 102 водной промывки, который включает двухступенчатую промывочную систему, имеющую секции с различной набивкой. Нижняя секция 103, то есть, нижняя часть блока 102 водной промывки, содержит структурированную набивку и функционирует в режиме противотока и в режиме циркуляции применительно к жидкому раствору, а применительно к газообразным продуктам сгорания в однопроходном режиме. Верхняя секция 104, то есть, вторая секция блока 102 водной промывки, содержит неупорядоченную набивку и функционирует в режиме противотока с однопроходным течением воды и однопроходным течением газообразных продуктов сгорания. Подлежащие очистке газообразные продукты сгорания поступают в блок 102 водной промывки по трубопроводу 107а. Очищенные газообразные продукты сгорания покидают блок 102 водной промывки по трубопроводу 107b.
Выходящая из блока 102 водной промывки использованная промывочная жидкость содержит абсорбированный аммиак и выходит из блока 102 водной промывки по гидродинамически соединенному трубопроводу 108. Использованная промывочная жидкость может, по меньшей мере, частично, рециркулировать и повторно вводиться в блок 102 водной очистки и его нижнюю часть 103 по гидродинамически соединенному трубопроводу 105.
Изобретение предусматривает необязательную возможность внесения части СО2 в промывочную жидкость в трубопроводе 105, посредством гидродинамически соединенного трубопровода 125, а содержащая СО2 промывочная жидкость тогда подается в блок 102 водной промывки через нижнюю (первую) секцию 103 блока 102. Ниже будет подробнее описано, что наряду с введением части СО2 в промывочную жидкость в трубопроводе 105, или как альтернатива такому введению, часть СО2 может вноситься в промывочную жидкость в трубопроводе 106 через гидродинамически соединенный трубопровод 122, а содержащая СО2 промывочная жидкость тогда вводится в блок 102 водной промывки через верхнюю (вторую) секцию 104 блока 102.
Жидкость, вносимая в блок 102 водной промывки, через трубопровод 105 и/или трубопровод 106, называется «обогащенная СО2 жидкость для водной промывки», что означает промывочную воду, полученную после смешивания жидкости для водной промывки с частью СО2. Часть СО2 может являться, как показано на Фиг. 1, тем СО2, который был захвачен в жидкости блока 120 охладителя СО2-продуктов из СО2-продуктов, поступающих из рекуператора 142. Такая жидкость, содержащая растворенную в ней часть СО2, направляется из блока 120 охладителя СО2-продуктов в блок 102 водной промывки по гидродинамически соединенному трубопроводу 122, и необязательно, по гидродинамически соединенному трубопроводу 125. Растворенный СО2, направляемый в блок 102 водной промывки по трубопроводу 122, и необязательно, по трубопроводу 125, способствует улучшению захвата аммиака в блоке 102 водной промывки, благодаря снижению давления аммиачных паров, что будет подробнее описано далее.
Содержание аммиака в газообразных продуктах сгорания, поступающих в блок 102 водной промывки по трубопроводу 107а, может составлять приблизительно 5000-16000 частей на миллион.
Газообразные продукты сгорания с пониженным содержанием аммиака выходят из блока 102 водной промывки по гидродинамически соединенному трубопроводу 107b и направляются, например, в охладитель прямого контакта (не показан из соображений ясности иллюстрации). Количество аммиака в газообразных продуктах сгорания, выходящих из блока 102 водной промывки по трубопроводу 107b, может составлять приблизительно 0-500 частей на миллион, предпочтительно, менее 200 частей на миллион.
Часть жидкости для водной промывки (может называться «отработанная промывочная вода»), которая выходит из блока 102 водной промывки по трубопроводу 108, может подаваться в теплообменник 110 по гидродинамически соединенному трубопроводу 112. В теплообменнике 110 отработанная промывочная вода, выходящая из блока 102 водной промывки по трубопроводам 108, 112, производит теплообмен с потоком рекуперированной промывочной воды, идущей из отгоночного блока 130 по гидродинамически соединенному трубопроводу 132. Отработанная промывочная вода, идущая из блока 102 водной промывки, направляется, поэтому, в теплообменник 110 по трубопроводу 112 и покидает теплообменник 110 по гидродинамически соединенному трубопроводу 131. Гидродинамически соединенный трубопровод 131 направляет отработанную промывочную воду в отгоночный блок 130. Обычно отработанная промывочная вода, направляемая в отгоночный блок 130 по гидродинамически соединенному трубопроводу 131 может содержать аммиак в концентрации 0,5-3 моль/л. В отгоночном блоке 130 удаляется по меньшей мере часть аммиака, содержащегося в отработанной промывочной воде, в результате чего образуется рекуперированная промывочная вода, которая покидает отгоночный блок 130 по гидродинамически соединенному трубопроводу 132 (подробности будут изложены далее). Обычно рекуперированная промывочная вода, покидающая отгоночный блок 130 по гидродинамически соединенному трубопроводу 132 может содержать аммиак в концентрации 0,005-0,2 моль/л.
Рекуперированная промывочная вода направляется по трубопроводу 132 в теплообменник 110, в котором рекуперированная промывочная вода осуществляет теплообмен с отработанной промывочной водой, переносимой по трубопроводам 112, 131. Рекуперированная промывочная вода, идущая по трубопроводу 132, имеет температуру выше, чем отработанная промывочная вода, идущая по трубопроводу 112. Поэтому в теплообменнике 110 отработанная промывочная вода нагревается перед направлением в отгоночный блок 130 по гидродинамически соединенному трубопроводу 131. Это уменьшает количество теплоты, которое необходимо подать в отгоночный блок 130 для совершения отгонки аммиака из отработанной промывочной воды. Рекуперированная промывочная вода, направляемая из отгоночного блока 130 по гидродинамически соединенному трубопроводу 132, охлаждается в теплообменнике 110 перед подачей по гидродинамически соединенному трубопроводу 138а в гидродинамически соединенный трубопровод 138 и дополнительно, необязательно, через теплообменник 124 в верхнюю секцию 104 блока 102 водной промывки, и по гидродинамически соединенному трубопроводу 111 в блок 120 охладителя СО2-продуктов.
Поэтому рекуперированная промывочная вода направляется из теплообменника 110 в блок 120 охладителя СО2-продуктов по гидродинамически соединенным трубопроводам 138а, 111. Скорость потока воды в блок 120 охладителя СО2-продуктов обычно составляет приблизительно от 5 л/мин до 300 л/мин, например, приблизительно от 5 л/мин до 200 л/мин. В блоке 120 охладителя СО2-продуктов содержащая СО2 вода рециркулируется в блок 120 охладителя СО2-продуктов с помощью гидродинамически соединенного кольцевого трубопровода 121. Из трубопровода 121 отделяется часть содержащей СО2 воды и вода транспортируется в блок 102 водной промывки по гидродинамически соединенному трубопроводу 122, со скоростью приблизительно от 5 л/мин до 300 л/мин. Жидкость, направляемая в трубопровод 122, может также называться «насыщенная СО2 жидкость», то есть, жидкость с растворенным в ней СО2, поступающая из блока 120 охлаждения СО2.
В одном варианте реализации трубопровод 122 соединен с рециклинговым кольцевым трубопроводом 108 в нижней секции 103 посредством гидродинамически соединенного трубопровода 125, причем содержащая СО2 вода из блока 120 охладителя СО2-продуктов смешивается с водой, повторно вводимой в нижнюю, первую секцию 103 блока 102 водной промывки по трубопроводу 105 после прохождения теплообменника 123.
В одном варианте реализации изобретения трубопровод 122 гидродинамически соединен с трубопроводом 138, причем содержащая СО2 вода смешивается с рекуперированной промывочной водой, поступающей из теплообменника 110, и далее направляется по трубопроводу 106 в блок 102 водной промывки и его верхнюю секцию 104.
Из блока 120 охладителя СО2-продуктов охлажденный СО2-продукт направляется по трубопроводу 126 и необязательному теплообменнику 127 в компрессор 150 СО2, который генерирует сжатый, обогащенный СО2 газ, транспортируемый по гидродинамически соединенному трубопроводу 151 для дальнейшей обработки. В газоочистную систему 101 по гидродинамически соединенному трубопроводу 152 может повторно вводиться конденсат, содержащий воду и СО2, полученный в компрессоре 150 СО2 в результате промежуточного охлаждения между двумя ступенями сжатия. Жидкость называется здесь «богатый СО2 конденсат промежуточного охладителя компрессора СО2». Трубопровод 152 гидродинамически соединен с трубопроводом 122 и «богатый СО2 конденсат промежуточного охладителя компрессора СО2» направляется в блок 102 водной промывки, как описано выше.
В газоочистной системе 101 предусмотрена необязательная возможность повторно вводить диоксид углерода СО2 в жидкой форме в блок 102 водной промывки по гидродинамически соединенным трубопроводам 154 и 152 после сепарирования и разжижения в блоке 155 охладителя СО2-продуктов, который может представлять собой криогенный блок для сепарирования диоксида углерода от неконденсируемых газов наподобие кислорода и азота, при этом блок 155 включен в состав компрессорной системы 153 высокого давления, предназначенной для углекислого газа.
В одном варианте реализации содержащая СО2 жидкость генерируется путем объединения насыщенного охладителем СО2 раствора для водной промывки, подаваемого по трубопроводу 121 в трубопровод 122, с богатым СО2 конденсатом промежуточного охладителя компрессора СО2, подаваемым по трубопроводу 152.
Содержащая СО2 вода может необязательно проходить через теплообменные блоки 124а, 124b перед поступлением в блок 102 водной промывки при температуре от приблизительно 3 до приблизительно 7°С.
Теплообменный блок 110 гидродинамически соединен с отгоночным блоком 130 посредством гидродинамически соединенных трубопроводов 131 и 132, причем теплопередача производится от нижнего отгоночного потока к питающему потоку для минимизации энергопотребления в отгоночном блоке 130, а также для получения низкотемпературной жидкости, снижающей нагрузку на холодильник в блоке 102 водной промывки. Например, отгоночный блок 130 может функционировать при температуре более 120°С и при давлении более 20 бар. Отгоночный блок 130 нагревается паром, подающимся по гидродинамически соединенным трубопроводам 136 и 137. В отгоночном блоке 130 аммиак удаляется из отработанной промывочной воды, поступающей из блока 102 водной промывки по трубопроводу 131, и аммиак по гидродинамически соединенному трубопроводу 135 передается в абсорбер 140 углекислого газа для дальнейшей обработки, например захвата СО2. Содержащий аммиак газ, который покидает отгоночный блок 130 по трубопроводу 133, проходит через конденсатор 134 на своем пути к рекуператорной или абсорбционной системе, в зависимости от рабочего давления отгонки. Охлаждающая жидкость направляется в конденсатор 134 по гидродинамически соединенному трубопроводу 134а и покидает конденсатор 134 по гидродинамически соединенному трубопроводу 134b. Охлаждающая жидкость, идущая через конденсатор 134 по трубопроводам 134а и 134b, может иметь различное происхождение. Например, охлаждающей жидкостью может являться аммонизированный раствор, идущий от абсорбера 140 к рекуператорному блоку 142 для рекуперации в нем. Охлаждающей жидкостью конденсатора 134 может также быть, например, питающая вода бойлера или другая охлаждающая вода, доступная на производстве. Пар и жидкость, которые сформировались в конденсаторе 134 в результате охлаждения газа, поступившего из отгоночного блока 130 по трубопроводу 133, выходят из конденсатора 134 по гидродинамически соединенному трубопроводу 133а и направляются в парожидкостной сепаратор 135а. В парожидкостном сепараторе 135а газ и жидкость отделяются друг от друга. Жидкость, собирающаяся в нижней части парожидкостного сепаратора 135а, возвращается в отгоночный блок 130 по гидродинамически соединенному трубопроводу 135b. Затем, если отгонка производится при низком давлении, поток отводимого сверху пара передается в абсорбер 140 по трубопроводу 135.
Подробно описанные выше системы функционируют при давлении 20 бар. Тем не менее, представляется очевидным, что данные системы также способны функционировать при более низком давлении, когда они выполнены с возможностью настройки доступных параметров для достижения намеченного эффекта захвата аммиака.
Поступающий в блок 102 водной промывки по трубопроводу 107а газ обычно содержит углекислый газ в концентрации 1,5-2,5% по объему.
Блок 102 водной промывки обычно функционирует при относительно высоких скоростях газа, в диапазоне 2-8 м/с, например, приблизительно 2,5 м/с.
За счет введения части СО2 (в составе жидкости, содержащей СО2) в блок 102 водной промывки можно понизить молярное соотношение аммиака и углекислого газа. Такое понижение молярного соотношения аммиака и углекислого газа подавляет равновесное давление паров аммиака, присутствующих над поверхностью обогащенной углекислым газом жидкости для водной промывки, применяемой в блоке 102 водной промывки. В верхней секции 104 блока 102 водной промывки концентрация аммиака в обогащенной СО2 жидкости для водной промывки, идущей по трубопроводу 106, обычно может составлять от 0,005 до 0,2 моль/л аммиака. Отношение молей аммиака (NH3) к молям диоксида углерода (СО2) для обогащенной СО2 жидкости водной промывки, идущей по трубопроводу 106, обычно может поддерживаться в диапазоне приблизительно от 0,05 до 10, чаще всего, приблизительно в диапазоне от 0,05 до 2. В нижней секции 103 блока 102 водной промывки концентрация аммиака в обогащенной СО2 жидкости для водной промывки, идущей по трубопроводу 105, обычно может составлять от 0,5 до 3 моль/л аммиака. Отношение молей аммиака (NH3) к молям диоксида углерода (СО2) для обогащенной СО2 жидкости водной промывки, идущей по трубопроводу 105, обычно может поддерживаться в диапазоне приблизительно от 0,05 до 10, чаще всего, приблизительно в диапазоне от 0,5 до 10.
Блок 120 охладителя СО2-продуктов соединен также с рекуперационным блоком 142, рекуперационный блок 142 выполнен с возможностью рекуперации абсорбционной жидкости, использованной в абсорбере 140 для абсорбции СО2 из, например, газообразных продуктов сгорания согласно технологическому процессу охлажденного аммиака. Следовательно, блок 120 охладителя СО2-продуктов охлаждает СО2, который высвободился из аммонизированного раствора в рекуперационном блоке 142.
Фиг. 2 - схематическое представление применявшейся раньше газоочистной системы (предшествующий уровень техники). Система содержит блок 202 водной промывки, выполненный с возможностью обеспечения контактирования потока подлежащего очистке газа с одной или более промывочными жидкостями.
Блок 202 водной промывки представлен на Фиг. 2. Он содержит двухступенчатую промывочную систему, в которой имеются секции с различной набивкой. Нижняя секция 203 в нижней части блока 202 водной промывки содержит структурированный слой набивки и функционирует в циркуляционном режиме применительно к раствору и в однопроходном режиме применительно к газообразным продуктам сгорания. Верхняя секция 204 в верхней части блока 202 водной промывки содержит неупорядоченный слой набивки, функционирующий в режиме противотока с однопроходным током воды и однопроходным током газообразных продуктов сгорания.
Использованная жидкость для водной промывки, выходящая из блока 202 водной промывки и содержащая абсорбированный аммиак, покидает блок водной промывки по гидродинамически соединенному трубопроводу 208. Использованная жидкость для водной промывки может быть рециркулирована и повторно введена в блок 202 водной промывки и его нижнюю часть по трубопроводу 205.
Газообразные продукты сгорания с пониженной концентрацией аммиака уходят из блока 202 водной промывки по трубопроводу 207 и могут быть направлены в блок-охладитель прямым контактом (не показан по соображениям ясности иллюстрации).
Промывочная вода питает теплообменный блок 210 по трубопроводу 212. Вода направляется из теплообменного блока 210 в блок 220 охладителя СО2-продуктов по трубопроводу 211.
К преимуществам вариантов реализации, описанных выше в связи с Фиг. 1, относятся:
Низкая концентрация аммиака в обработанных газообразных продуктах сгорания, выпускаемых из блока 102 водной промывки;
Низкая концентрация подкисляющих компонентов наподобие серной кислоты и сопутствующей обработки вроде обработки в системе охлаждения прямым контактом (DCC) и системе нагрева прямым контактом (DCH);
Поддержание требуемой молярности раствора в системах абсорбции и регенерации;
Сниженное энергопотребление процесса отгонки;
Минимизация количества жидкости, требуемого в блоке 102 водной промывки для захвата аммиака.
ПРИМЕРЫ
Пример 1 (проверка компьютерной модели)
Компьютерная модель, эмулирующая блок (А) водной промывки согласно вышеописанной системе из предшествующего уровня техники (Фиг. 2) сравнивалась с результатами испытаний (В) сходной системы из предшествующего уровня техники.
Результаты эмуляции показали снижение выбросов аммиака на 2,3% в сравнении с результатами испытаний (см. Таблицу 1). Следовательно, компьютерная модель была признана вполне репрезентативной по отношению к физическому процессу и системе.
Пример 2 (эффект от добавления содержащей СО2 жидкости)
Введение содержащей СО2 жидкости из охладителя 120 СО2-продуктов по трубопроводу 105 осуществлялось в эмулируемый блок 102 водной промывки (Фиг. 1), таким образом, содержащая СО2 жидкость вводилась в нижнюю секцию 103 блока 102 водной промывки и проводилось сравнение со случаем введения содержащей СО2жидкости из охладителя 120 СО2-продуктов по трубопроводу 106 в верхнюю секцию 104 блока 102 водной промывки. Эффект от введения содержащей СО2 жидкости в блок 102 водной промывки отображен в Таблице 2. Содержащая СО2 жидкость имела содержание аммиака 0,54 (моль/л), а молярное соотношение R составляло 1,05 (кол-во моль NH3/кол-во моль СО2), и измеренный расход содержащей СО2 жидкости составлял 59 л/мин при расходе газообразных продуктов сгорания в трубопроводе 107b, равном приблизительно 40800 кг/час.
Представленные в Таблице 2 результаты говорят о том, что поступление содержащей СО2 жидкости по трубопроводу 106 в верхнюю ступень 104 блока 102 водной промывки снижает выброс аммиака на приблизительно 42% по сравнению со случаем введения содержащей СО2 жидкости по трубопроводу 105 в нижнюю ступень 103.
Сравнение с результатами предшествующего уровня техники из Таблицы 1 показывает, что введение содержащей СО2жидкости по трубопроводу 105 приводит к снижению выброса аммиака на приблизительно 6% (с 312 до 294 частей на миллион аммиака), а введение содержащей СО2жидкости по трубопроводу 106 приводит к уменьшению выброса аммиака на приблизительно 45% (с 312 до 171 частей на миллион аммиака).
Пример 3 (высокая концентрация аммиака на входе)
Была выполнена эмуляция с целью определения выброса аммиака при высокой концентрации аммиака в газообразных продуктах сгорания, направляемых в блок водной промывки, в примере концентрация аммиака на входе составляет 16000 частей на миллион.
Сравнительный пример: Таблица 3 иллюстрирует эмулированный результат для блока 202 водной промывки из предшествующего уровня техники с Фиг. 2.
Эмуляция высокой концентрации аммиака в газе и введение содержащей СО2жидкости по трубопроводу 105 или по трубопроводу 106:
Расход газа поддерживался на том же уровне, что и в Сравнительном примере. Содержащая СО2жидкость из блока 120 охладителя СО2-продуктов в первой эмуляции добавлялась через трубопровод 105 в нижнюю секцию 103 блока 102 водной промывки. Во второй эмуляции содержащая СО2 жидкость из блока 120 охладителя СО2-продуктов добавлялась по трубопроводу 106 в верхнюю секцию 104 блока 102 водной промывки. Содержащая СО2 жидкость в каждой эмуляции добавлялась со скоростью потока в 227 л/мин при расходе газообразных продуктов сгорания в трубопроводе 107b около 40800 кг/час, концентрация аммиака поддерживалась на уровне 1 моль/л, а молярное соотношение (число моль NH3/число моль СО2) составляло 1,05.
Полученные результаты приведены в Таблице 4:
Как показано выше, выброс аммиака снижается с приблизительно 2300 частей на миллион (таблица 3) для системы 202 водной промывки из предшествующего уровня техники, до приблизительно 710 частей на миллион (таблица 4) для блока 102 водной промывки с подачей СО2 в нижнюю секцию 103 по трубопроводу 105, и снижается до приблизительно 160 частей на миллион (таблица 4), благодаря введению содержащей СО2 жидкости в верхнюю секцию 104 блока 102 водной промывки по трубопроводу 106.
Итак, способ захвата аммиака из газообразных продуктов сгорания, которые очищаются в присутствии диоксида углерода с применением блока (102) водной промывки, участвующего в технологическом процессе охлажденного аммиака, включает:
- получение насыщенной СО2 жидкости (122), которая содержит растворенный в жидкости СО2;
- получение жидкости (108, 138) для водной промывки;
- объединение насыщенной СО2 жидкости с жидкостью для водной промывки, благодаря чему образуется обогащенная СО2 жидкость (105, 106) для водной промывки, с последующим введением жидкости в блок (102) водной промывки; и
- приведение упомянутых газообразных продуктов сгорания в контакт с упомянутой обогащенной СО2 жидкостью для водной промывки путем введения обогащенной СО2 жидкости для водной промывки в упомянутый блок (102) водной промывки.
Хотя изобретение было описано со ссылками на различные примерные варианты реализации, специалисту в данной области техники следует понимать, что возможно внесение различных изменений и замена элементов на эквивалентные без отхода от объема изобретения. Кроме того, многие модификации могут производиться для приспособления особой ситуации или материала к идее изобретения без отхода от сущностного объема изобретения. Следовательно, конкретные раскрытые варианты реализации не рассматриваются как ограничивающие изобретение наилучшие предполагаемые разновидности осуществления данного изобретения; изобретение будет включать все варианты реализации, которые охватываются объемом, определенным в прилагаемых пунктах формулы изобретения.
Реферат
Изобретение относится к захвату аммиака, присутствующего в газообразных продуктах сгорания, которые удаляются с помощью диоксида углерода в блоке водной промывки, участвующем в технологическом процессе охлажденного аммиака. Блок водной промывки включает по меньшей мере первую и вторую ступени. Способ включает следующие стадии: получение насыщенной COжидкости, содержащей растворенный в жидкости CO; получение жидкости для водной промывки; объединение насыщенной COжидкости с жидкостью для водной промывки, благодаря чему образуется обогащенная COжидкость для водной промывки, с последующим введением жидкости в блок водной промывки; и приведение упомянутых газообразных продуктов сгорания в контакт с упомянутой обогащенной COжидкостью для водной промывки путем введения обогащенной COжидкости для водной промывки в упомянутый блок водной промывки в каждую первую и вторую ступени; и получение потока газообразных продуктов сгорания со сниженным содержанием аммиака и потока отработанной промывочной воды. Изобретение позволяет улучшить захватит извлечение аммиака из обрабатываемых газообразных продуктов сгорания в абсорбционной системе. 3н. и 13 з.п. ф-лы, 2ил, 4 табл.
Формула
получение насыщенной CO2 жидкости, содержащей растворенный в жидкости CO2;
получение жидкости для водной промывки;
объединение насыщенной CO2 жидкости с жидкостью для водной промывки, благодаря чему образуется обогащенная CO2 жидкость для водной промывки, с последующим введением жидкости в блок водной промывки; и
приведение упомянутых газообразных продуктов сгорания в контакт с упомянутой обогащенной CO2 жидкостью для водной промывки путем введения обогащенной CO2 жидкости для водной промывки в упомянутый блок водной промывки
в каждую первую и вторую ступени; и
получение потока газообразных продуктов сгорания со сниженным содержанием аммиака и потока отработанной промывочной воды.
блок водной промывки для захвата аммиака NH3, где блок водной промывки включает по меньшей мере первую и вторую ступени;
один или более трубопроводов для жидкости водной промывки, предназначенных для рециркуляции жидкости водной промывки;
один или более блоков для генерации насыщенной CO2 жидкости;
трубопровод для насыщенной CO2 жидкости, который транспортирует насыщенную CO2 жидкость из одного или более блоков генерации насыщенной CO2 жидкости в трубопровод для жидкости водной промывки; и
один или более трубопроводов для обогащенной CO2 жидкости водной промывки, которые транспортируют обогащенную CO2 жидкость водной промывки, объединяют насыщенную CO2 жидкость с жидкостью для водной промывки и направляют в блок водной промывки, что обеспечивает контактирование обогащенной CO2 жидкости водной промывки с газообразными продуктами сгорания.
блок водной промывки для захвата аммиака, где блок водной промывки включает по меньшей мере первую и вторую ступени;
по меньшей мере один или несколько трубопроводов для внесения жидкости для водной промывки,
по меньшей мере один или несколько блоков для генерации насыщенной CO2 жидкости;
по меньшей мере один или несколько трубопроводов для насыщенной CO2 жидкости, которые соединяют жидкостные потоки блока для полученной насыщенной CO2 жидкости с трубопроводами для жидкости водной промывки, и образуют обогащенную CO2 жидкость водной промывки; и
где первая и вторая ступени дополнительно включают по меньшей мере один или несколько трубопроводов для приема обогащенной CO2 жидкости водной промывки, и обеспечивает контактирование обогащенной CO2 жидкости водной промывки с газообразными продуктами сгорания.
Комментарии