Удаление ароматических углеводородов из бедного кислого газового сырья для получения серы - RU2705974C2
Код документа: RU2705974C2
Чертежи

Описание
Область техники, к которой относится изобретение
Настоящее изобретение относится к способу удаления ароматических углеводородов, таких как бензол, толуол, этилбензол и ксилол (БТК), и алифатических углеводородов, имеющих четыре или более атома углерода (C4+), из бедного кислого газа, содержащего CO2 и менее 20 мол.% H2S, до получения серы.
Известный уровень техники
Природный газ в том виде, как он извлекается из природных месторождений, состоит главным образом из легких алифатических углеводородов, таких как метан, пропан, бутан, пентан, и их изомеров. Некоторые загрязнители естественным образом присутствуют в газе и должны быть удалены перед подачей очищенного газа для частного использования или промышленной переработки. Эти загрязнители включают алифатические углеводороды, имеющие четыре или более атома углерода (C4+), и ароматические углеводороды, такие как бензол, толуол, этилбензол и ксилолы, имеющие общее название «БТК», но что более важно - кислые компоненты, такие как сероводород (H2S) и углекислый газ (CO2).
Присутствие сероводорода в промышленных газах приводит к значительным экологическим проблемам и наносит вред конструкциям установок, вызывая необходимость постоянного технического обслуживания. В связи с этим, существуют строгие требования по удалению H2S из газовых потоков, в частности на установках переработки природного газа.
Извлечение и удаление H2S из природного газа обычно осуществляют с помощью контактирования природного газа, содержащего H2S, с жидким аминовым растворителем при давлении природного газа, которое обычно составляет от 40 до 100 бар (0,4-10,0 МПа)(считается «высоким давлением»), в результате чего получают H2S, поглощенный аминовым растворителем. Углекислый газ (CO2), ароматические углеводороды и C4+ алифатические углеводороды одновременно поглощаются аминовым растворителем благодаря высокому давлению, поддерживаемому во время абсорбции H2S. В результате получают обессеренный или очищенный природный газ, отвечающий экологическим стандартам, и извлекают амин, содержащий большую часть загрязнителей (CO2, H2S, ароматических углеводородов и C4+ алифатических углеводородов). Загрязненный аминовый растворитель далее направляют в зону регенерации, где его регенерируют в условиях повышенной температуры (обычно примерно 130°C) и низкого давления (обычно примерно от 2 до 3 бар абс. (0,2-0,3 МПа)). Также получают кислый газ, содержащий CO2, H2S, ароматические углеводороды и C4+ алифатические углеводороды.
Присутствие H2S в кислом газе, полученном после очистки природного газа, остается проблемой и, в связи с этим, устанавливают установки получения серы (SRU) для конверсии вредных соединений серы, таких как H2S, в безвредную элементарную серу.
Широко распространенным способом обессеривания содержащих H2S газовых потоков является процесс Клауса, который осуществляется в две основные технологические стадии. Первая технологическая стадия осуществляется в печи, где сероводород превращается в элементарную серу и диоксид серы при температурах приблизительно 1100-1400°С путем сжигания около трети сероводорода в газовом потоке. Полученный таким образом диоксид серы вступает в реакцию с сероводородом в печи с образованием элементарной серы по реакции Клауса. Таким образом, на данной первой стадии процесса Клауса примерно 60-70% H2S в сырьевом газе конвертируется, и большинство ароматических и C4+алифатических углеводородов уничтожается.
Для достижения более высоких степеней извлечения серы по меньшей мере одна каталитическая стадия следует при продолжении реакции Клауса, в соответствии с уравнением 1:
2 H2S + SO2↔3/x Sx+ 2 H2O - (Ур. 1)
Процесс Клауса очень хорошо приспособлен к кислому газовому сырью, содержащему более 55 мол.% H2S, при этом первая стадия сгорания, осуществляемая при температуре выше 1200°С, может быть полностью осуществлена, в результате чего происходит конверсия 60-70% H2S и одновременное разрушение ароматических углеводородов и C4+ алифатических углеводородов. Однако извлечение серы из кислого газового сырья, содержащего менее 55 мол.% H2S, с использованием процесса Клауса оказывается более затруднительным: первая стадия сгорания не может осуществляться при достаточно высоких температурах или же не может осуществляться вообще из-за присутствия значительных количеств СО2 в сырье, охлаждающих реакцию горения до температуры ниже 1100°С или даже ингибирующих реакцию горения, если содержание СО2 превышает 85%. Это позволяет ароматическим углеводородам и C4+ алифатическим углеводородам избегать сгорания на первой термической стадии процесса Клауса и поступать непрореагировавшими на каталитическую стадию. Эти ароматические углеводороды и C4+ алифатические углеводороды, однако, вредны для установки, поскольку они дезактивируют катализаторы, работающие на каталитической стадии процесса Клауса. Это приводит к плохому извлечению серы и частой смене катализатора.
Исследовано несколько способов удаления ароматических углеводородов и C4+ алифатических углеводородов из сырьевых потоков бедных кислых газов, содержащих менее 55 мол.% H2S, чтобы сделать их пригодными для установок получения серы. Например, могут осуществляться процессы обогащения кислого газа (AGE), в которых бедный кислый газ (полученный из зоны регенерации, обычно работающей при примерно 130°C и 2-3 бар абс. (0,2-0,3 МПа)), очищается в абсорбере при давлении 3 бар абс. (0,30 МПа) (считается «низким давлением») с использованием селективного растворителя. Из-за «низкого давления», используемого в процессах AGE, растворитель предпочтительно абсорбирует H2S по сравнению с CO2 и значительно более низкие количества ароматических углеводородов и C4+ алифатических углеводородов. После регенерации растворителя получают кислый газ, обогащенный H2S и обедненный CO2, ароматическими углеводородами и C4+ алифатическими углеводородами. Процессы AGE обычно выбирают, когда они могут повысить содержание H2S в кислом газе свыше 55 об.%, что позволяет осуществлять очистку полученного кислого газа традиционным процессом Клауса, с обработкой в печи Клауса при температурах выше 1100°С, тем самым устраняя ароматические углеводороды и C4+ алифатические углеводороды перед каталитической стадией процесса Клауса. В заявке ЕР 2402068, например, описана обработка кислых газов с помощью двух стадий абсорбции. В этом способе растворитель, обогащенный H2S, получаемый из первой зоны абсорбции, направляют в зону десорбции, в которую подводят тепло для десорбции H2S и стимулирования образования обогащенного H2S газа. Часть этого обогащенного H2S газа затем направляют в другую зону абсорбции H2S для дополнительного обогащения. Однако, процессы AGE могут быть неудовлетворительными, когда начальная концентрация H2S в кислом газе слишком низка (обычно менее 20 мол.%), что не позволяет достичь концентрации свыше 55 мол.% H2S после обогащения.
Другим предложенным решением для удаления ароматических и C4+алифатических углеводородов является способ отпаривания (отдувки или отгонки легких фракций) газом, традиционно отпаривания топливным газом, обогащенного аминового растворителя, получаемого из абсорбера сернистого природного газа «высокого давления», перед его регенерацией. Поток топливного газа будет отдувать ароматические и C4+ алифатические углеводороды обедненного кислого газа и, таким образом, будет получен аминовый растворитель, обедненный ароматическими и C4+ алифатическими углеводородами. Топливный газ, содержащий ароматические и C4+алифатические углеводороды, будет использоваться в качестве горючего для инсинератора или котла-утилизатора, где загрязнители будут разрушаться. Однако в таких процессах отпаривания с использование газа удаление ароматических и C4+ алифатических углеводородов из обогащенного амина зависит от скорости потока отпаривающего топливного газа: чем выше скорость потока топливного газа, тем большее удаление может быть достигнуто. Однако топливный газ используется в установке в качестве сырья для инсинератора и/или котлов-утилизаторов и, в связи с этим, его расход остается ограниченным потребностью инсинератора или котлов-утилизаторов. Для надлежащего удаления ароматических и C4+ алифатических углеводородов может возникнуть необходимость использовать очень существенные количества топливных газов, намного больше того, что необходимо для работы инсинератора и/или котлов-утилизаторов. Это приведет к высоким потерям топливного газа, особенно в том случае, когда содержание ароматических и алифатических углеводородов оказывается высоким в обогащенном аминовом растворителе, получаемом из абсорбера сернистого природного газа «высокого давления». В этом контексте отпаривание топливным газом не обеспечит удовлетворительного решения проблемы удаления ароматических и C4+ алифатических углеводородов из бедного кислого газа до извлечения серы.
Еще одним вариантом, рассматриваемым в промышленности, является адсорбция ароматических углеводородов и C4+ алифатических углеводородов из кислого газа в регенерируемых слоях активированного угля или молекулярных ситах. Несмотря на техническую осуществимость, эти способы, однако, остаются дорогостоящими из-за необходимых циклов регенерации угольных слоев и трудностей повышения стоимости продуктов, полученных в результате этих регенераций, из-за наличия загрязнителей, таких как H2S.
Таким образом, существует потребность в способе, который эффективно удаляет ароматические углеводороды, такие как бензол, толуол, этилбензол и ксилол (БТК), и алифатические углеводороды, имеющие четыре или более атома углерода (C4+), из бедного кислого газа, содержащего менее 20 мол.% H2S, перед получением серы, когда процессы AGE не могут обеспечить достаточного обогащения H2S.
Задачей настоящего изобретения является способ удаления ароматических углеводородов, таких как бензол, толуол, этилбензол и ксилол (БТК), и алифатических углеводородов, имеющих четыре или более атома углерода (C4+), из бедного кислого газа, содержащего CO2 и менее 20 мол.% H2S, причем указанный способ включает:
а) контактирование потока (1) бедного кислого газа с селективным в отношении H2S раствором (29) жидкого абсорбента в первой зоне (2) абсорбции с получением газового потока (3), обедненного H2S и содержащего CO2, ароматические углеводороды и C4+ алифатические углеводороды, и раствора (4) абсорбента, обогащенного H2S, также содержащего совместно абсорбированные C4+ алифатические углеводороды, ароматические углеводороды и CO2,
b) введение раствора (4) абсорбента, обогащенного H2S, в зону (8) нетермического отпаривания, где он приводится в контакт с потоком (7) газа отпаривания (или отпаривающего газа), предпочтительно топливного газа, с получением раствора (9) абсорбента, обедненного C4+ алифатическими углеводородами и ароматическими углеводородами и содержащего H2S и CO2,и потока (10) отпаривающего газа, обогащенного ароматическими углеводородами и C4+ алифатическими углеводородами, также содержащего H2S и CO2,
с) контактирование потока (10) отпаривающего газа, обогащенного ароматическими углеводородами и C4+ алифатическими углеводородами, также содержащего H2S и CO2, полученного на стадии b), с селективным в отношении H2S раствором (28) жидкого абсорбента во второй зоне (12) абсорбции с получением потока (13) отпаривающего газа, обедненного H2S и содержащего ароматические углеводороды, C4+ алифатические углеводороды и CO2, и раствора (14) абсорбента, обогащенного H2S, также содержащего совместно абсорбированные ароматические углеводороды, C4+ алифатические углеводороды и CO2, причем указанный селективный в отношении H2S раствор жидкого абсорбента предпочтительно является идентичным раствору, использованному на стадии а),
d) введение раствора (9) абсорбента, обедненного C4+ алифатическими углеводородами и ароматическими углеводородами, полученного на стадии b), в зону (16) десорбции, в которой извлекается селективный в отношении H2S раствор (17) жидкого абсорбента и бедный кислый газ (21), содержащий H2S и CO2, обедненный C4+ алифатическими углеводородами и ароматическими углеводородами.
Изобретение также относится к способу получения серы из бедного кислого газа, содержащего CO2и менее 20 мол.% H2S, который включает в себя:
i) предварительную очистку потока (1) бедного кислого газа для удаления ароматических углеводородов и C4+ алифатических углеводородов в соответствии с описанным выше способом, с получением бедного кислого газа (21) или (26), обедненного C4+ алифатическими углеводородами и ароматическими углеводородами,
ii) смешивание по меньшей мере части предварительно очищенного бедного кислого газа (21) или (26), обедненного C4+ алифатическими углеводородами и ароматическими углеводородами, с кислородсодержащим газом, например воздухом, с получением газового потока, содержащего одновременно H2S и кислород,
iii) необязательное введение части полученного бедного кислого газа (21) или (26), обедненного ароматическими углеводородами, и кислорода в печь для получения элементарной серы,
iv) направление бедного кислого газа, обедненного C4+ алифатическими углеводородами и ароматическими углеводородами, полученного со стадии ii) и необязательной стадии iii), после необязательного предварительного нагрева, в каталитический реактор, содержащий каталитическую систему, которая катализирует прямое окисление H2S кислородом и/или реакцию Клауса H2S с диоксидом серы (SO2), для получения потока бедного кислого газа, обедненного H2S, и элементарной серы.
Краткое описание чертежей
Ниже настоящее изобретение будет описано более подробно со ссылкой на прилагаемые чертежи.
На фиг. 1 схематически показан предпочтительный способ настоящего изобретения. Пунктирными линиями представлены необязательные варианты осуществления изобретения.
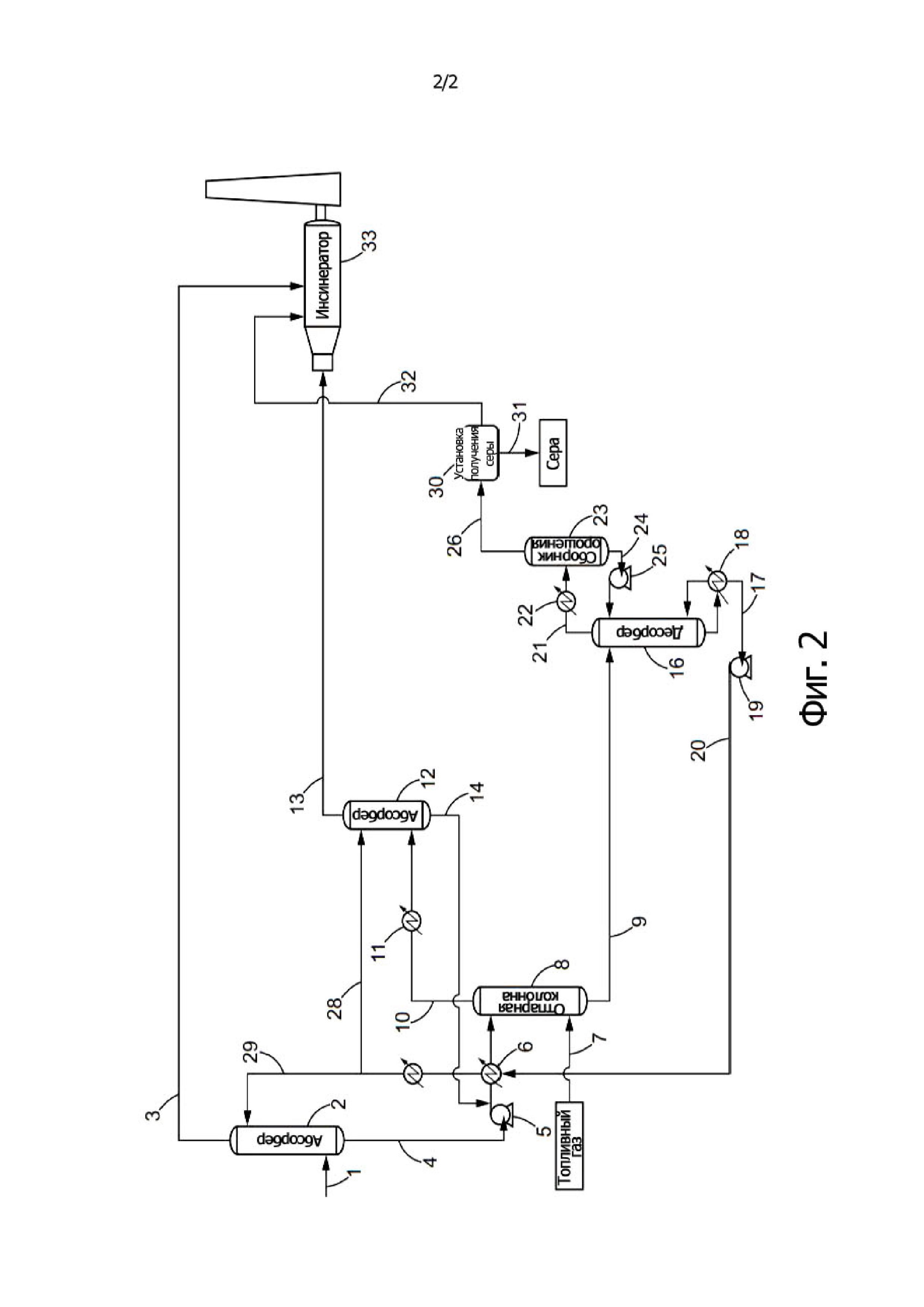
На фиг. 2 показан конкретный вариант осуществления способа настоящего изобретения, который приводится в иллюстративных примерах.
Стадия a
Способ удаления ароматических углеводородов (БТК) из бедного кислого газа в соответствии с настоящим изобретением включает первую стадию а) контактирования потока (1) бедного кислого газа с селективным в отношении H2S раствором (29) жидкого абсорбента в первой зоне (2) абсорбции с получением газового потока (3), обедненного H2S и содержащего CO2, ароматические углеводороды и C4+ алифатические углеводороды, и раствора (4) абсорбента, обогащенного H2S, также содержащего совместно абсорбированные C4+ алифатические углеводороды, ароматические углеводороды и CO2.
Целью стадии а) является максимально возможное уменьшение содержания H2S в газовом сырье для получения газового потока (3), обедненного H2S, подходящего для сжигания в инсинераторе (33) и выброса в атмосферу. Газ (3), выходящий из первой зоны (2) абсорбции, обеднен H2S и содержит CO2, ароматические углеводороды и C4+ алифатические углеводороды.
Снижения содержания H2S в бедном кислом газе достигают с помощью поглощения H2S селективным в отношении H2S раствором (29) жидкого абсорбента. Соответственно, в нижней части первой зоны (2) абсорбции получают раствор жидкого абсорбента, обогащенный H2S. Однако, несмотря на то, что первая стадия а) абсорбции осуществляется при довольно низком давлении (от 1 до 8 бар абс. (0,1-0,8 МПа)), часть ароматических углеводородов и C4+ алифатических углеводородов, содержащихся в бедном кислом газе (1), будет одновременно совместно абсорбироваться раствором (29) жидкого абсорбента и будет нуждаться в дальнейшей обработке.
В контексте настоящего изобретения бедный кислый газ предпочтительно содержит:
- от 75 до 99,925 мол.%. CO2,
- от 250 мол.ч/млн до 20 мол.%. H2S, предпочтительно от 500 мол.ч/млн до 15 мол.% H2S, более предпочтительно от 500 мол.ч/млн до 10 мол.% H2S и еще более предпочтительно от 500 мол.ч/млн до 5 мол.% H2S,
- от 500 мол.ч/млн до 5 мол.% C4+ алифатических углеводородов и ароматических углеводородов,
причем проценты выражены в пересчете на сухое вещество, в молях, относительно общего количества моль бедного кислого газа. В действительности, бедный кислый газ обычно насыщен водой.
В предпочтительном варианте осуществления бедный кислый газ, содержащий CO2и менее 20 мол.% H2S, поступающий в способ изобретения, получают из природного газа, содержащего метан (CH4) и этан (C2H6), CO2, H2S и C4+ алифатические углеводороды и ароматические углеводороды.
В действительности, такой природный газ предназначен для использования в качестве горючего и поэтому он не должен содержать каких-либо загрязнителей, таких как кислый газ (CO2, H2S). Технические требования к содержанию H2S в природном газе являются очень строгими, и его максимальная концентрация должна оставаться ниже 4 мол.ч/млн. В то же время, концентрация CO2, предпочтительно должна оставаться ниже 2% в зависимости от дальнейшего использования природного газа и законодательства. Соответственно, природный газ должен быть очищен для удаления содержащихся в нем кислых газов (CO2, H2S). При этом получают очищенный природный газ, соответствующий стандартам транспортировки, хранения, а также частного или промышленного использования, но одновременно образуется бедный кислый газ, содержащий CO2, H2S, а также ароматические углеводороды и C4+ алифатические углеводороды. Этот бедный кислый газ должен быть очищен перед получением серы.
Соответственно, в предпочтительном варианте осуществления, бедный кислый газ, содержащий CO2и менее 20 мол.% H2S, получают согласно способу, включающему:
а) контактирование природного газа, содержащего метан (CH4) и этан (C2H6), CO2, H2S и C4+ алифатические углеводороды и ароматические углеводороды, с раствором жидкого абсорбента в зоне абсорбции с образованием потока природного газа, обедненного H2S и CO2и содержащего метан (CH4) и этан (C2H6), и раствора абсорбента, обогащенного H2S и CO2, а также содержащего совместно абсорбированные C4+ алифатические углеводороды и ароматические углеводороды, и
b) введение раствора абсорбента, обогащенного H2S и CO2, а также содержащего совместно абсорбированные C4+ алифатические углеводороды и ароматические углеводороды, в зону десорбции, в которой раствор жидкого абсорбента извлекают и получают бедный кислый газ, содержащий CO2и менее 20 мол.% H2S.
Природный газ, используемый для получения бедного кислого газа для целей изобретения, содержит C4+ алифатические углеводороды и ароматические углеводороды, и небольшое количество H2S по сравнению с количеством CO2 (например, количество CO2 по меньшей мере в 4 раза выше, чем количество H2S).
Стадия а) предпочтительно может осуществляться:
- при температуре, находящейся в диапазоне от 50°С до 200°C, предпочтительно от 110°С до 145°C, и
- при давлении, находящемся в диапазоне от 1 до 8 бар абс. (0,1-0,8 МПа), и предпочтительно от 1,5 до 3 бар абс. (0,15-0,3 МПа).
Селективным в отношении H2S раствором жидкого абсорбента может быть любой из известных абсорбентов, традиционно используемых специалистами, таких как химические растворители, физические растворители и их смеси. Когда в качестве раствора жидкого абсорбента используют химический растворитель, он может быть связан с физическим растворителем для повышения абсорбции загрязнителей, обычно присутствующих в потоках бедного кислого газа.
Химические растворители могут, например, включать карбонат и фосфат щелочного металла или алканоламины, предпочтительно в форме водных растворов.
Алканоламины предпочтительно выбирают из третичных алканоламинов и пространственно затрудненных алканоламинов. Пространственно затрудненный алканоламин может быть выбран из группы, состоящей из 2-амино-2-метилпропанола, 2-амино-2-метил-1,3-пропандиола, 2-амино-2-гидроксиметил-1,3-пропандиола, 2-амино-2-этил-1,3-пропандиола, 2-гидроксиметилпиперидина, 2-(2-гидроксиэтил)пиперидина, 3-амино-3-метил-1-бутанола и их смесей.
Подходящие алканоламины включают метилдиэтаноламин (МДЭА), триэтаноламин или один или более дипропаноламинов, таких как ди-н-пропаноламин или диизопропаноламин.
Физические растворители могут, например, включать замещенный или незамещенный тетраметиленсульфон или тиогликоли.
В предпочтительном варианте осуществления селективный в отношении H2S раствор жидкого абсорбента содержит амин, предпочтительно алканоламин, более предпочтительно третичный алканоламин или пространственно затрудненный алканоламин, и еще более предпочтительно метилдиэтаноламин (МДЭА). Водные растворы метилдиэтаноламина (МДЭА) являются предпочтительными растворами жидкого абсорбента в соответствии с изобретением.
В другом предпочтительном варианте осуществления селективный в отношении H2S раствор жидкого абсорбента может быть смесью алканоламинов и тиогликолей.
Компоненты добавок, способные повышать селективность поглощения H2S по сравнению с CO2, например, кислотные компоненты, такие как фосфорная кислота (H3PO4), также могут вводиться в раствор жидкого абсорбента.
Концентрации водных растворов алканоламина могут изменяться в широких пределах, и специалисты в данной области техники могут корректировать концентрации растворов для достижения подходящих уровней абсорбции. Как правило, концентрация алканоламина в водных растворах будет находиться в диапазоне от 5 до 60% масс., и более предпочтительно от 25 до 50% масс. Если в качестве компонента жидкого абсорбента используют физический растворитель, он может присутствовать в количестве от 2 до 50% масс., предпочтительно от 5 до 45% масс.
Стадия а) абсорбции предпочтительно проводится:
- при температуре, находящейся в диапазоне от 10°C до 100°C, предпочтительно от 30°C до 70°C и более предпочтительно от 40°C до 60°C, и
- при давлении, находящемся в диапазоне от 1 до 8 бар абс. (0,1-0,8 МПа), предпочтительно от 1,5 до 4 бар абс. (0,15-0,4 МПа).
Газовый поток (3), обедненный H2S, выходящий из первой зоны (2) абсорбции, предпочтительно содержит CO2, ароматические углеводороды и C4+ алифатические углеводороды, и в частности:
- от 60 до 99 мол.% СО2, содержащегося в бедном кислом газе (1), и более предпочтительно от 80 до 98 мол.%,
- от 60 до 99 мол.% ароматических углеводородов и C4+алифатических углеводородов, содержащихся в бедном кислом газе (1), и более предпочтительно от 80 до 98 мол.%,
- от 0,001 до 20 мол.% H2S, содержащегося в бедном кислом газе (1), и более предпочтительно от 0,002 до 5 мол.%.
Газовый поток (3), обедненный H2S, выходящий из первой зоны (2) абсорбции, может затем направляться в инсинератор (33), где он будет сжигаться с разрушением оставшегося H2S, а также содержащихся в нем ароматических углеводородов и C4+алифатических углеводородов, тем самым достигая требований стандартов по выбросу в атмосферу. В качестве альтернативы, газовый поток (3), обедненный H2S, может быть компримирован, закачан и помещен в подземный резервуар для хранения вместо сжигания и выброса в атмосферу.
Раствор (4) абсорбента, обогащенный H2S, выходящий из первой зоны (2) абсорбции, также содержит совместно абсорбированные C4+ алифатические углеводороды, ароматические углеводороды и CO2.В предпочтительном варианте осуществления раствор (4) абсорбента, обогащенный H2S, выходящий из первой зоны (2) абсорбции, содержит:
- от 80 до 99,999 мол.% H2S, содержащегося в бедном кислом газе (1), и более предпочтительно от 95 до 99,99 мол.%,
- от 0,5 до 40 мол.% СО2, содержащегося в бедном кислом газе (1), более предпочтительно от 1 до 15 мол.%,
- от 0,5 до 40 мол.% C4+алифатических углеводородов и ароматических углеводородов, содержащихся в бедном кислом газе (1), более предпочтительно от 1 до 10 мол.%.
Стадия b
Раствор (4) абсорбента, обогащенный H2S, выходящий из первой зоны (2) абсорбции, далее направляется в зону (8) нетермического отпаривания, где он приводится в контакт с потоком (7) отпаривающего газа, предпочтительно топливного газа, с получением раствора (9) абсорбента, обедненного C4+ алифатическими углеводородами и ароматическими углеводородами и содержащего H2S и CO2,и потока (10) отпаривающего газа, обогащенного ароматическими углеводородами и C4+ алифатическими углеводородами, также содержащего H2S и CO2.
Фактически, после первой стадии а) абсорбции, раствор (4) абсорбента, обогащенный H2S, также содержит совместно абсорбированные C4+ алифатические углеводороды и ароматические углеводороды.
В связи с этим, целью стадии b) является удаление как можно большего количества C4+ алифатических углеводородов и ароматических углеводородов из раствора абсорбента при как можно меньшем количестве H2S, чтобы при извлечении бедного кислого газа он не содержал высоких концентраций загрязнителей, способных к отравлению катализаторов установки получения серы. Это достигается за счет контактирования раствора (4) абсорбента, обогащенного H2S, с противоточным отпаривающим газом, таким как поток (7) топливного газа, на стадии нетермического отпаривания.
Стадии отпаривания известного уровня техники обычно осуществляются либо просто путем нагревания раствора абсорбента, обогащенного H2S, с получением водяного пара в качестве отпаривающего потока, либо путем прямого инжектирования потока в зону отпаривания. Подача тепла в зону отпаривания увеличивает химическую десорбцию кислого газа, в частности H2S, из раствора абсорбента и благоприятствует его удалению с отпаривающим потоком. Таким образом, раствор абсорбента, существенно обедненный H2S, получают с помощью обычных стадий отпаривания известного уровня техники. В противоположность этому, стадия отпаривания заявленного способа является нетермической в том смысле, что на эту стадию не подается существенного количества тепла или энергии. За счет проведения стадии отпаривания без существенного нагревания можно более селективно отгонять C4+ алифатические углеводороды и ароматические углеводороды по сравнению с H2S, с получением раствора (9) абсорбента, обедненного C4+ алифатическими углеводородами и ароматическими углеводородами и содержащего H2S и CO2,и потока (10) отпаривающего газа, обогащенного ароматическими углеводородами и C4+ алифатическими углеводородами, также содержащего небольшое количество H2S, но значительно меньше, чем было бы получено на стадии термического отпаривания.
Полученный раствор (9) абсорбента обеднен C4+ алифатическими углеводородами и ароматическими углеводородами. Поток (7) отпаривающего газа будет предпочтительно отгонять C4+ алифатические углеводороды и ароматические углеводороды по сравнению с H2S из раствора (4) абсорбента, обогащенного H2S, но будет однако также увлекать и часть H2S и CO2, содержащихся в растворе (4) абсорбента. В связи с этим, поток отпаривающего газа, выходящий из зоны (8) отпаривания, обогащен ароматическими углеводородами и C4+ алифатическими углеводородами, но также содержит H2S и CO2.
Отпаривающий газ, используемый в зоне отпаривания способа изобретения, может предпочтительно быть потоком топливного газа, но также может быть любым горючим газом, соответствующим требованиям стандартов для горючих веществ, например, природным газом, водородом и/или сингазом, содержащим главным образом H2 и CO, или любым другим инертным газом, содержащим главным образом, например, азот или гелий. Соответственно, топливный газ или любой горючий газ, используемый в зоне отпаривания, может использоваться в качестве топлива/горючего в инсинераторе (33) и/или в котлах-утилизаторах.
В предпочтительном варианте осуществления отпаривающий газ является топливным газом, и предпочтительно, топливный газ (7), используемый в зоне (8) отпаривания, является горючим газом, используемым для работы инсинератора (33) и/или котлов-утилизаторов в установке. В действительности, установка, на которой осуществляется способ изобретения, обычно содержит инсинераторы и/или котлы-утилизаторы для различных целей. Указанные инсинераторы и котлы должны снабжаться топливным газом. Одно из преимуществ настоящего изобретения заключается в том, что топливный газ, необходимый для подачи в инсинераторы и/или котлы-утилизаторы установки, первоначально используется в качестве отпаривающего газа, и далее извлекается и перенаправляется в свой первоначальной путь для снабжения инсинераторов и/или котлов-утилизаторов. Котлы-утилизаторы (не показаны на фигуре) вырабатывают пар, который может подаваться в паровые котлы установки, где осуществляется заявленный способ, как, например, паровой котел (18) на фиг. 1. Скорость потока топливного газа в зоне отпаривания ограничена скоростью потока горючего газа, необходимой для работы инсинератора (33) и/или котлов-утилизаторов. В данном варианте осуществления топливный газ используется последовательно в качестве отпаривающего газа в зоне (8) отпаривания и в качестве горючего газа для работы инсинератора и/или котлов-утилизаторов, что является экономически выгодным.
На данной стадии отпаривания поток (7) отпаривающего газа предпочтительно вводится в нижней части зоны отпаривания для осуществления контакта в противотоке с раствором (4) абсорбента, обогащенным H2S.
Отпаривание на стадии b) предпочтительно осуществляют:
- при температуре, находящейся в диапазоне от 50°C до 150°C, предпочтительно от 60°C до 130°C и более предпочтительно от 70°C до 110°C, и
- при давлении, находящемся в диапазоне от 1 до 8 бар абс. (0,1-0,8 МПа), предпочтительно от 1,5 до 4 бар абс. (0,15-0,4 МПа).
Для того, чтобы раствор (4) абсорбента, обогащенный H2S, удовлетворял условиям давления, требуемым в зоне отпаривания, может оказаться необходимо пропускать его через насос (5) или, в качестве альтернативы, через клапан перед его введением в зону отпаривания.
В некоторых случаях, когда установка ограничена, например, относительно скорости потока отпаривающего газа, может представлять интерес, чтобы раствор (4) абсорбента, обогащенный H2S, также проходил через нагреватель (6) для повышения его температуры перед поступлением в зону (8) отпаривания для эффективного удаления ароматических углеводородов и C4+алифатических углеводородов. В данном варианте осуществления тепло, подаваемое на стадию отпаривания, должно регулироваться для повышения удаления ароматических углеводородов и C4+ алифатических углеводородов, при одновременном обеспечении того, чтобы только минимальное количество H2S десорбировалось из раствора абсорбента, чтобы избежать получения потока (7) отпаривающего газа, который будет обогащен H2S. Действительно, в том случае, когда поток (7) отпаривающего газа обогащен H2S, необходимо увеличение размера второй зоны абсорбции для обеспечения полного удаления H2S. В предпочтительном варианте осуществления повышение температуры в нагревателе (6) может быть получено с помощью рециркуляции в нагреватель (6) по меньшей мере части селективного в отношении H2S раствора (17) жидкого абсорбента, получаемого из зоны (16) десорбции и/или выходящего из теплообменника (нагреватель 15). Таким образом, селективный в отношении H2S раствор жидкого абсорбента служит в качестве источника нагревания для нагревателя (6).
Как указано выше, поток (10) отпаривающего газа, выходящий из зоны (8) отпаривания, обогащен ароматическими углеводородами и C4+ алифатическими углеводородами, но также содержит H2S и CO2. Он предпочтительно содержит:
- от 50 до 99 мол.%, предпочтительно от 85 до 99 мол.% ароматических углеводородов и C4+ алифатических углеводородов, входящих в состав раствора (4) абсорбента, поступающего в зону (8) десорбции,
- от 5 до 40 мол.%, предпочтительно от 5 до 20 мол.% CO2, входящего в состав раствора (4) абсорбента, поступающего в зону (8) отпаривания, и
- от 1 до 20 мол.%, предпочтительно от 1 до 10 мол.% H2S, входящего в состав раствора (4) абсорбента, поступающего в зону (8) отпаривания.
Раствор (9) абсорбента, выходящий из зоны (8) отпаривания, обеднен C4+ алифатическими углеводородами и ароматическими углеводородами и предпочтительно содержит:
- от 80 до 99 мол.%, предпочтительно от 90 до 99 мол.% H2S, входящего в состав раствора (4) абсорбента, поступающего в зону (8) отпаривания,
- от 1 до 50 мол.%, предпочтительно от 1 до 15 мол.% ароматических углеводородов и C4+ алифатических углеводородов, входящих в состав раствора (4) абсорбента, поступающего в зону (8) отпаривания, и
- от 60 до 95 мол.%, предпочтительно от 70 до 90 мол.% CO2, входящего в состав раствора (4) абсорбента, поступающего в зону (8) отпаривания.
В предпочтительном варианте осуществления раствор (9) абсорбента, выходящий из зоны (8) отпаривания, содержит от 0,01 до 10 мол.% ароматических углеводородов и C4+ алифатических углеводородов, входящих в состав бедного кислого газа (1), более предпочтительно от 0,1 до 5 мол.%.
Стадия c
Поток (10) десорбирующего газа, обогащенный ароматическими углеводородами и C4+ алифатическими углеводородами, также содержащий H2S и CO2, полученный на стадии b), приводится в контакт с селективным в отношении H2S раствором (28) жидкого абсорбента во второй зоне (12) абсорбции с получением потока (13) отпаривающего газа, обедненного H2S и содержащего ароматические углеводороды, C4+ алифатические углеводороды и CO2, и раствора (14) абсорбента, обогащенного H2S, также содержащего совместно абсорбированные ароматические углеводороды, C4+ алифатические углеводороды и CO2, причем указанный селективный в отношении H2S раствор жидкого абсорбента предпочтительно является идентичным раствору, использованному на стадии а).
В частности, более 80% потока (10) отпаривающего газа, обогащенного ароматическими углеводородами и C4+ алифатическими углеводородами, предпочтительно более 90% и более предпочтительно весь поток (10) отпаривающего газа, полученный на стадии b), направляется во вторую зону (12) абсорбции.
Фактически, после стадии b) отпаривания, поток (10) отпаривающего газа обогащен ароматическими углеводородами и C4+ алифатическими углеводородами, но также содержит H2S и CO2.
Таким образом, целью стадии с) является удаление как можно большего количества H2S из потока (10) отпаривающего газа, чтобы получить поток отпаривающего газа, подходящий для дальнейшего использования в качестве горючего, такого как топливный газ для инсинератора (33) и/или котлов-утилизаторов. В качестве альтернативы, поток отпаривающего газа, обедненный H2S, может быть компримирован, закачан и помещен в подземный резервуар для хранения вместо сжигания и выброса в атмосферу. Это осуществляется с помощью контактирования потока (10) отпаривающего газа, обогащенного ароматическими углеводородами и C4+ алифатическими углеводородами, с противоточным, селективным в отношении H2S раствором (28) жидкого абсорбента, причем указанный селективный в отношении H2S раствор жидкого абсорбента предпочтительно является раствором, используемым на стадии а).
Селективный в отношении H2S раствор (28) жидкого абсорбента может, например, быть получен с помощью ответвления основного потока (29) растворителя, поступающего в первую зону абсорбции.
Условия температуры и давления, действующие во второй зоне (12) абсорбции, являются предпочтительно такими же, как были описаны ранее для первой зоны абсорбции на стадии а).
Необязательно, для того, чтобы поток (10) отпаривающего газа, обогащенный ароматическими углеводородами и C4+ алифатическими углеводородами, но также содержащий H2S и CO2, соответствовал температурным условиям, требуемым во второй зоне (12) абсорбции, может оказаться необходимо пропускать его через охладитель (11) и, необязательно, через сепаратор для получения водяного конденсата, перед его введением во вторую зону (12) абсорбции.
Поток (13) отпаривающего газа, выходящий из второй зоны (12) абсорбции, предпочтительно содержит ароматические углеводороды, C4+ алифатические углеводороды и CO2, и в частности:
- от 60 до 99 мол.% CO2, входящего в состав потока (10) отпаривающего газа, выходящего из зоны (8) отпаривания, более предпочтительно от 80 до 98 мол.%,
- от 60 до 99 мол.% ароматических углеводородов (БТК) и C4+ алифатических углеводородов, входящих в состав потока (10) отпаривающего газа, выходящего из зоны (8) отпаривания, более предпочтительно от 80 до 98 мол.%, и
- от 0,01 до 20 мол.% H2S, входящего в состав потока (10) отпаривающего газа, выходящего из зоны (8) отпаривания, более предпочтительно от 0,02 до 5 мол.%.
Поток (13) отпаривающего газа, обедненный H2S и содержащий ароматические углеводороды, C4+ алифатические углеводороды и CO2, выходящий из второй зоны (12) абсорбции, соответствует требованиям стандартов в качестве горючего, такого как топливный газ, и соответственно, может использоваться в качестве сырья в инсинераторе (33) и/или в котлах-утилизаторах, где ассоциированные ароматические углеводороды (БТК) и C4+ алифатические углеводороды, а также оставшиеся соединения серы будут разрушаться. В качестве альтернативы, поток (13) отпаривающего газа, обедненный H2S, может быть компримирован, закачан и помещен в подземный резервуар для хранения вместо сжигания и выброса в атмосферу.
Раствор (14) абсорбента, обогащенный H2S, выходящий из второй зоны (12) абсорбции, также содержит совместно абсорбированные ароматические углеводороды (БТК), C4+ алифатические углеводороды и CO2.
В предпочтительном варианте осуществления раствор (14) абсорбента, обогащенный H2S, выходящий из второй зоны (12) абсорбции, содержит:
- от 1 до 40 мол.% CO2, входящего в состав потока (10) отпаривающего газа, выходящего из зоны (8) десорбции, более предпочтительно от 2 до 20 мол.%,
- от 1 до 40 мол.% ароматических углеводородов (БТК) и C4+ алифатических углеводородов, входящих в состав потока (10) отпаривающего газа, выходящего из зоны (8) десорбции, более предпочтительно от 2 до 20 мол.%, и
- от 80 до 99,99 мол.% H2S, входящего в состав потока (10) отпаривающего газа, выходящего из зоны (8) десорбции, более предпочтительно от 95 до 99,98 мол.%.
В зависимости от количества совместно абсорбированных в нем ароматических углеводородов (БТК), C4+ алифатических углеводородов, раствор (14) абсорбента, обогащенный H2S, выходящий из второй зоны (12) абсорбции, может быть рециркулирован обратно в зону (8) отпаривания для пополнения раствора (4) абсорбента, обогащенного H2S, и/или может быть непосредственно введен в зону (16) десорбции для пополнения раствора (9) абсорбента, обедненного ароматическими углеводородами, полученного на стадии b).
В предпочтительном варианте осуществления раствор (14) абсорбента, обогащенный H2S, выходящий из второй зоны (12) абсорбции, полностью рециркулируют в зону отпаривания для пополнения раствора (4) абсорбента, обогащенного H2S, чтобы снизить содержание ароматических (БТК) и C4+ алифатических углеводородов в растворе (9) абсорбента, обогащенном H2S, направляемом в зону (16) десорбции.
Зона (8) отпаривания и вторая зона (12) абсорбции выполнены с возможностью существенного уменьшения количества ароматических углеводородов (БТК) и C4+ алифатических углеводородов в растворе абсорбента, обедненном H2S, поступающем в зону (16) десорбции, по сравнению с их количеством в растворе (4) абсорбента, обогащенном H2S, выходящем из первой зоны абсорбции, и даже более по сравнению с их первоначальным количеством в потоке (1) бедного кислого газа.
Стадия d)
Раствор (9) абсорбента, обедненный C4+ алифатическими углеводородами и ароматическими углеводородами, выходящий из зоны (8) отпаривания, необязательно пополняемый раствором (14) абсорбента, обогащенным H2S, выходящим из второй зоны (12) абсорбции, далее вводится в зону (16) десорбции, в которой извлекается селективный в отношении H2S раствор (17) жидкого абсорбента и бедный кислый газ (21), содержащий H2S и CO2, обедненный C4+ алифатическими углеводородами и ароматическими углеводородами.
Фактически, раствор (9) абсорбента, выходящий со стадии b) отпаривания и второй стадии c) абсорбции, обеднен C4+ алифатическими углеводородами и ароматическими углеводородами, но все еще содержит H2S и CO2.
Таким образом, целью стадии d) является десорбция как можно большего количества H2S и CO2 из раствора (9) абсорбента, чтобы получить очищенный раствор абсорбента, который можно рециркулировать обратно в первую и/или вторую зоны абсорбции. Это осуществляется с помощью нагревания раствора (9) абсорбента в зоне (16) десорбции.
Стадия десорбции d) предпочтительно, осуществляется:
- при температуре, находящейся в диапазоне от 50°C до 200°C, предпочтительно от 70°C до 180°C и более предпочтительно от 110°C до 145°C, и
- при давлении, находящемся в диапазоне от 1 до 4 бар абс. (0,1-0,4 МПа), предпочтительно от 1,5 до 3 бар абс. (0,15-0,3 МПа).
В предпочтительном варианте осуществления раствор (9) абсорбента, обедненный C4+ алифатическими углеводородами и ароматическими углеводородами, получаемый из зоны (8) отпаривания, также может пропускаться через нагреватель (15) для повышения его температуры перед поступлением в зону десорбции, чтобы снизить затраты энергии на циркуляцию пара в зоне десорбции. Повышение температуры в нагревателе (15) предпочтительно может быть получено с помощью рециркуляции в нагреватель (15) по меньшей мере части регенерированного раствора (17) жидкого абсорбента, получаемого из зоны (16) десорбции. Таким образом, регенерированный раствор (17) жидкого абсорбента служит в качестве теплоносителя для нагревателя (15).
В зоне (16) десорбции образуется водяной пар, обеспечивая тем самым энергию, необходимую для удаления H2S, CO2, углеводородов и ароматических соединений, таких как БТК, из раствора абсорбента. Водяной пар может быть получен путем теплообмена с раствором жидкого абсорбента, присутствующим в нижней части зоны (16) десорбции, с помощью любого средства нагревания (водяного пара, горячего масла, печи, горелки, парового котла).
Зона (16) десорбции может, таким образом, предпочтительно содержать паровой котел (18) в своей нижней части, в котором циркулирует водяной пар для того, чтобы обеспечить регенерацию раствора абсорбента, обогащенного H2S.
Регенерированный раствор (17) жидкого абсорбента, выходящий из нижней части зоны (16) десорбции, может затем направляться обратно в первую зону (2) абсорбции в качестве селективного в отношении H2S раствора (29) жидкого абсорбента и/или во вторую зону (12) абсорбции в качестве селективного в отношении H2S раствора (28) жидкого абсорбента.
Для того чтобы регенерированный раствор (17) жидкого абсорбента соответствовал условиям температуры и давления, требуемым в первой и второй зонах (2) и (12) абсорбции, может оказаться необходимо пропускать его через теплообменник (27) и насос (19) или, в качестве альтернативы, через клапан перед его введением в зоны абсорбции.
Бедный газ (21), выходящий из зоны (16) десорбции, также содержит водяной пар и испарившийся раствор абсорбента. Вода из водяного пара и испарившегося раствора абсорбента, переносимая с бедным газом (21), выходящим из зоны (16) десорбции, может быть частично отделена от бедного кислого газа (21), обедненного ароматическими углеводородами, в конденсаторе (22) и далее улавливается в сборнике (23) орошения, который служит в качестве накопителя. Вода и раствор абсорбента могут затем быть рециркулированы в зону (16) десорбции посредством насоса (25) для ограничения потерь воды и раствора абсорбента. Бедный кислый газ (26), обедненный ароматическими углеводородами, извлекается. Конденсатор предпочтительно работает при температуре, находящейся в диапазоне более предпочтительно от 20°С до 70°C и еще более предпочтительно от 40°С до 60°C.
Бедный кислый газ (21) или (26) обеднен ароматическими углеводородами и C4+ алифатическими углеводородами и предпочтительно содержит от 0,01 до 10 мол.% ароматических углеводородов (БТК) и C4+ алифатических углеводородов, входящих в состав бедного кислого газа, поступающего в способ, более предпочтительно от 0,1 до 5 мол.%.
В дополнение к этому, бедный кислый газ (21) или (26), обедненный ароматическими углеводородами, извлекаемый в конце способа изобретения, предпочтительно имеет более высокое отношение H2S/CO2, чем отношение H2S/CO2 бедного кислого газа (1), поступающего в способ.
В предпочтительном варианте осуществления бедный кислый газ (21) или (26), обедненный ароматическими углеводородами, получаемый после зоны (16) десорбции, может быть частично рециркулирован для пополнения потока (1) бедного кислого газа, поступающего в способ, и/или для пополнения потока (10) отпаривающего газа, обогащенного ароматическими углеводородами и C4+ алифатическими углеводородами, но также содержащего H2S и CO2.
В качестве одного из преимуществ авторы изобретения обнаружили, что конкретная последовательность стадий абсорбции и отпаривания в соответствии с настоящим изобретением позволяет удалять большие количества ароматических углеводородов, таких как БТК, и C4+ алифатических углеводородов из бедных кислых газов, содержащих менее 20 мол.% H2S, хотя ни одна из этих стадий, проводимая по отдельности, не считается достаточной для достижения данной цели. Вопреки ожиданиям специалиста, получаемый бедный кислый газ, обедненный ароматическими углеводородами и C4+ алифатическими углеводородами, подходит для последующего получения серы, поскольку даже если он не обогащен H2S с достижением доли более 55 мол.%, что была бы необходимо для правильной работы в печи Клауса (первая стадия получения серы), он содержит достаточно низкое количество ароматических углеводородов, таких как БТК, и C4+ алифатических углеводородов, что позволяет его использовать в установке получения серы, работающей с частичным обходом печи или даже вообще без термической стадии. В предпочтительном варианте осуществления поток (7) отпаривающего газа является горючим, и скорость его поступления адаптирована к потребностям инсинератора (33) и/или котлов-утилизаторов.
В предпочтительном варианте осуществления содержание ароматических углеводородов, таких как бензол, толуол, этилбензол и ксилол (БТК), и C4+ алифатических углеводородов в бедном кислом газе (21) или (26), полученном в конце способа изобретения, должно быть как можно более низким и не должно превышать 500 мол.ч/млн, предпочтительно от 1 до 500 мол.ч/млн, чтобы предотвратить дезактивацию катализатора Клауса в расположенной ниже по потоку установке получения серы.
Способ получения серы из бедного кислого газа, содержащего менее 20 мол.% H2S
Полученный бедный кислый газ (21) или (26), обедненный ароматическими углеводородами, подходит для использования в качестве сырья в установке (30) получения серы.
Соответственно, другой задачей изобретения является способ получения серы из бедного кислого газа, содержащего CO2и менее 20 мол.% H2S, который включает в себя:
i) предварительную очистку потока (1) бедного кислого газа для удаления ароматических углеводородов и C4+ алифатических углеводородов в соответствии с описанным выше способом, с получением бедного кислого газа (21) или (26), обедненного C4+ алифатическими углеводородами и ароматическими углеводородами,
ii) смешивание по меньшей мере части предварительно очищенного бедного кислого газа (21) или (26), обедненного C4+ алифатическими углеводородами и ароматическими углеводородами, с кислородсодержащим газом, например воздухом, с получением газового потока, содержащего одновременно H2S и кислород,
iii) необязательное введение части полученного бедного кислого газа (21) или (26), обедненного ароматическими углеводородами, и кислорода в печь для получения элементарной серы,
iv) направление бедного кислого газа, обедненного C4+ алифатическими углеводородами и ароматическими углеводородами, полученного со стадии ii) и необязательной стадии iii), после необязательного предварительного нагрева, в каталитический реактор, содержащий каталитическую систему, которая катализирует прямое окисление H2S кислородом и/или реакцию Клауса H2S с диоксидом серы (SO2), с получением потока (32) бедного кислого газа, обедненного H2S, и элементарной серы.
Обычно элементарную серу извлекают в конденсаторе.
Стадия iv) предпочтительно может повторяться несколько раз, более предпочтительно, по меньшей мере, дважды.
Способ получения серы может быть легко адаптирован специалистом в зависимости от содержания H2S в бедном кислом газе (21) или (26), обедненном C4+ алифатическими углеводородами и ароматическими углеводородами, полученном после стадии i) предварительной обработки.
Если содержание H2S в бедном кислом газе (21) или (26), обедненном C4+ алифатическими углеводородами и ароматическими углеводородами, составляет менее 15 мол.%, - способ получения серы предпочтительно может быть только процессом прямого каталитического окисления (без термической стадии iii)). В этом случае, бедный кислый газ (21) или (26), обедненный C4+ алифатическими углеводородами и ароматическими углеводородами, может предварительно нагреваться перед поступлением в каталитический реактор.
Если содержание H2S в бедном кислом газе (21) или (26), обедненном C4+ алифатическими углеводородами и ароматическими углеводородами, находится в диапазоне от 15 до 55 мол.%, - может использоваться традиционный процесс Клауса, сочетающий термическую стадию iii) и каталитическую стадию iv) Клауса. В таком случае, обычно только часть бедного кислого газа (21) или (26), обедненного C4+ алифатическими углеводородами и ароматическими углеводородами, направляется в печь, и остальная часть бедного кислого газа пропускается в обход горелки печи, чтобы непосредственно подвергнуться окислению в печи. Этот частичный обход горелки термической стадии iii) необходим для поддержания стабильного пламени в горелке с учетом высокого содержания инертного газа, такого как CO2 и/или N2, в бедном кислом газе.
В качестве альтернативы и предпочтительно, процесс прямого каталитического окисления может осуществляться изотермически или псевдоизотермически с помощью внутреннего охладителя, такого как термопластины, как в технологии SmartSulf™. Такая технология выгодна для каталитического реактора после термической стадии (iii) Клауса, и еще более выгодна в случае прямого окисления без термической стадии (iii) Клауса, поскольку она может рассматриваться при содержании H2S ниже 15 мол.% в бедном кислом газе (21) или (26).
Технология SmartSulf™ подробно описана в документе US 2013/0129589, полное содержание которого включено в настоящий документ посредством ссылки.
В соответствии с предпочтительным вариантом осуществления стадия iv) способа получения серы из бедного кислого газа, содержащего CO2и менее 20 мол.% H2S, включает и/или сопровождается:
iv.1) направление потока бедного кислого газа, содержащего H2S и кислород, в первую секцию первого реактора, после необязательного предварительного нагрева, при этом первая секция содержит неохлаждаемый адиабатический слой, содержащий первый катализатор, который катализирует окисление H2S кислородом и окисление H2S диоксидом серы, при этом максимальная температура адиабатического слоя равна T1,
iv.2) направление потока бедного кислого газа из первой секции первого реактора во вторую секцию первого реактора, при этом вторая секция содержит второй катализатор, который может отличаться от первого катализатора, и при этом вторая секция поддерживается при температуре T2, при этом T2≦T1 и T2 выше, чем температура точки росы элементарной серы, в результате чего получают газовый поток, обедненный H2S,
iv.3) направление газового потока, обедненного H2S, в конденсатор серы с получением газового потока, обедненного серой,
iv.4) необязательное предварительное нагревание газового потока, обедненного серой,
iv.5) направление газового потока, обедненного серой, в первую секцию второго реактора, при этом первая секция содержит неохлаждаемый адиабатический слой, содержащий такой же катализатор, как и первая секция первого реактора, при этом первая секция второго реактора работает при температуре, которая выше температуры точки росы элементарной серы, благодаря чему в первой секции второго реактора нет осаждения элементарной серы в виде жидкости или твердого вещества на катализаторе,
iv.6) направление газового потока из первой секции второго реактора во вторую секцию второго реактора, которая содержит такой же катализатор, как и вторая секция первого реактора, и при этом вторая секция поддерживается при температуре, которая находится на уровне или ниже температуры точки росы элементарной серы, благодаря чему во второй секции второго реактора происходит осаждение элементарной серы в виде жидкости или твердого вещества на катализаторе, и получают обессеренный газовый поток, соответствующий требованиям стандартов для выброса в воздух,
iv.7) после определенного времени переключение рабочих условий первого реактора и второго реактора и одновременное переключение газового потока, таким образом, что прежний второй реактор становится новым первым реактором, и прежний первый реактор становится новым вторым реактором.
В данном предпочтительном варианте осуществления, на стадиях iv.2) и iv.6), вторая секция реакторов может поддерживаться при температуре, которая находится на уровне или ниже температуры точки росы элементарной серы, с помощью внутреннего охладителя, такого как термопластины.
В этом способе стадии iv.1) - iv.7) соответствуют технологии SmartSulf™.
Стадия iv.7) переключения рабочих условий первого реактора и второго реактора и одновременного переключения газового потока дает возможность десорбировать элементарную серу, сконденсированную на катализаторе, работающем во втором реакторе. Действительно, при работе на первом месте (при более высокой температуре), второй реактор работает при более высоких температурах, тем самым десорбируя серу, которая сконденсировалась на катализаторе, когда реактор прежде работал на втором месте (при более низкой температуре).
Поток (32) бедного кислого газа, обедненный H2S, выходящий из установки получения серы на стадии iv), может далее направляться в инсинератор (33), где он будет сжигаться с разрушением оставшегося H2S, а также содержащихся в нем ароматических углеводородов и C4+алифатических углеводородов, тем самым достигая требований стандартов по выбросу в атмосферу. В качестве альтернативы, газовый поток (3), обедненный H2S, может быть компримирован, закачан и помещен в подземный резервуар для хранения вместо сжигания и выброса в атмосферу.
Настоящее изобретение будет далее проиллюстрировано следующими неограничивающими примерами.
Пример 1
Способ получения серы из бедного кислого газа (1), как проиллюстрировано на фиг. 2, осуществляли с использованием кислого газа, содержащего:
- 10,0 мол.% H2S,
- 82,1 мол.% CO2, и
- 2500 мол.ч./млн БТК,
- 180 мол.ч./млн C4+,
- 7,3 мол.% воды, остальное - другие углеводороды, такие как метан, этан и пропан, а также серосодержащие соединения, такие как меркаптаны.
Этот бедный кислый газ направляли в первую зону (2) абсорбции при скорости потока 2800 кмоль/ч, при давлении 1,7 бар (0,17 МПа). В этой первой зоне (2) абсорбции бедный кислый газ контактировал с 45% масс. (11 мол.%) водным раствором (29) метилдиэтаноламина (МДЭА), вводимого при скорости потока 480 м3/ч, температуре 45°C и давлении 1,55 бар абс. (0,155 МПа).
Газовый поток (3), выходящий из первой зоны (2) абсорбции при скорости потока 2145 кмоль/ч, содержал:
- 92,8 мол.% CO2,
- <100 мол.ч./млн H2S, и
- 3000 мол.ч./млн БТК (что составляет 92% от исходного количества БТК в бедном кислом газе),
- 230 ч./млн C4+ (что составляет все исходное количество C4+ в бедном кислом газе),
- 6,4 мол.% воды, остальное - другие углеводороды, такие как метан, этан и пропан, а также серосодержащие соединения, такие как меркаптаны.
Раствор (4) МДЭА, выходящий из первой зоны (2) абсорбции, абсорбировал почти все количество H2S бедного кислого газа и совместно абсорбировал примерно 8% БТК, исходно присутствующего в бедном кислом газе. Растворитель достигал температуры примерно 62°С.
Раствор (4) МДЭА, выходящий из первой зоны (2) абсорбции, далее пропускался через насос (5) и через нагреватель (6) для повышения его температуры и давления, чтобы войти в зону (8) отпаривания при температуре 92,0°C и давлении 5 бар абс. (0,50 МПа).
Как можно видеть на фиг. 2, повышение температуры в нагревателе (6) получали путем рециркуляции в нагреватель (6) раствора (20) МДЭА, полученного из зоны (16) десорбции.
Нагретый раствор МДЭА входил в зону (8) отпаривания, где он контактировал в противотоке с потоком (7) природного газа, вводимым в нижнюю часть зоны отпаривания.
Поток (7) природного газа имел следующие характеристики:
- 95,0 мол.% метана,
- 5,0 мол.% этана.
Он поступал в зону отпаривания при следующих условиях:
- Скорость потока: 200 кмоль/ч
- Температура: 15°C
- Давление: 7,0 бар абс. (0,7 МПа).
Десорбер работал при давлении 5,0 бар абс. (0,50 МПа).
Поток (10) топливного газа, выходящий из зоны (8) отпаривания, имел следующие характеристики:
- Скорость потока: 318 кмоль/ч
- Температура: 90°C
- 18,5 мол.% CO2,
- 6,4 мол.% H2S, и
- 1275 мол.ч./млн БТК (65% БТК, входящего в зону десорбции).
Данный поток (10) топливного газа, выходящий из зоны (8) отпаривания, далее пропускался через теплообменник и поступал во вторую зону (12) абсорбции при температуре 45°C.
Во второй зоне (12) абсорбции поток (10) топливного газа, выходящий из зоны (8) отпаривания, контактировал с раствором (28) метилдиэтаноламина (МДЭА), вводимым при скорости потока 30 м3/ч, температуре 45°C и давлении 4,0 бар абс. (0,40 МПа).
Раствор метилдиэтаноламина (МДЭА) был таким же раствором, который использовался в первой зоне (2) абсорбции.
Поток (13) топливного газа выходил из второй зоны (12) абсорбции при скорости потока 255 кмоль/ч, имея следующий состав:
- 19,6 мол.% CO2,
- <100 мол.ч./млн H2S, и
- 1350 мол.ч./млн БТК (85% БТК, входящего во вторую зону абсорбции с потоком 16, и примерно 5% БТК, входящего в способ с потоком 1).
Поток (13) топливного газа соответствует требованиям стандартов для горючего и поэтому может использоваться в качестве сырья в инсинераторе (33) и/или в котлах-утилизаторах, где ассоциированные ароматические углеводороды (БТК) и C4+ алифатические углеводороды, а также оставшиеся соединения серы будут разрушаться.
Раствор (14) МДЭА, обогащенный H2S, выходящий из второй зоны (12) абсорбции, рециркулировали в зону отпаривания для пополнения раствора (4) МДЭА, обогащенного H2S.
Раствор (9) МДЭА, обедненный БТК, выходил из зоны (8) отпаривания при температуре 87°C и содержал 35% БТК, входящего в зону отпаривания (поток, соответствующий примерно 3% потока БТК, входящего в способ).
Данный раствор (9) МДЭА, обедненный БТК, далее вводили в зону (16) десорбции, оснащенную паровым котлом (18), работающим при температуре 130°C и давлении 2,4 бар абс. (0,24 МПа).
Регенерированный раствор (17) МДЭА, выходящий из нижней части зоны (16) десорбции, направляли обратно в первую зону (2) абсорбции и во вторую зону (12) абсорбции.
Бедный кислый газ (21), обедненный БТК, выходящий из зоны (16) десорбции, пропускали через конденсатор (22) и сборник (23) орошения.
Бедный кислый газ (26), обедненный БТК, получаемый в конце способа изобретения, имел температуру 45°C и скорость потока 570 кмоль/ч. Он имел следующий состав:
- 45,5 мол.% CO2,
- 49,2 мол.% H2S,
- 390 мол.ч./млн БТК (3% БТК, входящего в способ), и
- 4,9 мол.% H2O.
Способ настоящего изобретения позволил уменьшить содержание БТК очищенного бедного кислого газа на 97%. Очищенный бедный кислый газ после этого становился подходящим для последующей обработки в установке получения серы даже при содержании H2S ниже 55 мол.%.
Полученный кислый газ далее очищали в процессе Клауса, при этом 10% потока кислого газа обходило термическую стадию (печь), и 2 реактора (технология SmartSulf™) использовалось для работы на каталитической стадии. Достигали степени извлечения серы 99,3% масс. 107 т/сут ярко-желтой твердой серы, соответствующей стандартам производства серы, получали без дополнительной обработки.
Пример 2
Способ получения серы из бедного кислого газа, как проиллюстрировано на фиг. 2, осуществляли с использованием кислого газа, содержащего:
- 0,2 мол.% H2S,
- 92,0 мол.% CO2, и
- 1500 мол.ч./млн БТК,
- 180 мол.ч./млн C4+,
- 7,3 мол.% воды, остальное - другие углеводороды, такие как метан, этан и пропан, а также серосодержащие соединения, такие как меркаптаны.
Этот бедный кислый газ направляли в первую зону (2) абсорбции при скорости потока 2800 кмоль/ч. В этой первой зоне (2) абсорбции бедный кислый газ контактировал с 45% масс. (11 мол.%) водным раствором (29) метилдиэтаноламина (МДЭА), вводимого при скорости потока 335 м3/ч, температуре 45°C и давлении 1,55 бар абс. (0,155 МПа).
Газовый поток (3), выходящий из первой зоны (2) абсорбции при скорости потока 2580 кмоль/ч, содержал:
- 92,8 мол.% CO2,
- <100 мол.ч./млн H2S, и
- 1510 мол.ч./млн БТК (92%),
- 195 ч./млн C4+ (что составляет все исходное количество C4+ в бедном кислом газе),
- 6,6 мол.% воды, остальное - другие углеводороды, такие как метан, этан и пропан, а также серосодержащие соединения, такие как меркаптаны.
Раствор (4) МДЭА, выходящий из первой зоны (2) абсорбции, абсорбировал почти все количество H2S бедного кислого газа и совместно абсорбировал примерно 8% БТК и достигал температуры примерно 55°С.
Раствор (4) МДЭА, выходящий из первой зоны (2) абсорбции, далее пропускался через насос (5) и через нагреватель (6) для повышения его температуры и давления, чтобы войти в зону (8) отпаривания при температуре 93,0°C и давлении 5 бар абс. (0,50 МПа).
Как можно видеть на фиг. 2, повышение температуры в нагревателе (6) получали путем рециркуляции в нагреватель (6) раствора (20) МДЭА, полученного из зоны (16) десорбции.
Нагретый раствор МДЭА входил в зону (8) отпаривания, где он контактировал в противотоке с потоком (7) природного газа, вводимым в нижнюю часть зоны отпаривания.
Поток (7) природного газа имел следующие характеристики:
- 95,0 мол.% метана,
- 5,0 мол.% этана.
Он поступал в зону отпаривания при следующих условиях:
- Скорость потока: 360 кмоль/ч
- Температура: 15°C
- Давление: 7,0 бар абс. (0,7 МПа).
Отпарная колонна работала при давлении 5,0 бар абс. (0,50 МПа).
Поток топливного газа, выходящий из зоны (8) отпаривания, имел следующие характеристики:
- Скорость потока: 465 кмоль/ч
- Температура: 93°C
- 8,4 мол.% CO2,
- 0,1 мол.% H2S, и
- 625 мол.ч./млн БТК (89% БТК, входящего в зону отпаривания).
Данный поток топливного газа, выходящий из зоны (8) отпаривания, далее проходил через теплообменник и поступал во вторую зону (12) абсорбции при температуре 45°C.
Во второй зоне (12) абсорбции поток топливного газа, выходящий из зоны (8) отпаривания, контактировал с раствором (28) метилдиэтаноламина (МДЭА), вводимым при скорости потока 12 м3/ч, температуре 45°C и давлении 4,0 бар абс. (0,40 МПа).
Раствор метилдиэтаноламина (МДЭА) был таким же раствором, который использовался в первой зоне (2) абсорбции.
Поток (13) топливного газа выходил из второй зоны (12) абсорбции при скорости потока 406 кмоль/ч, имея следующий состав:
- 9,1 мол.% CO2,
- <100 мол.ч./млн H2S, и
- 680 мол.ч./млн БТК (94% БТК, входящего во вторую зону абсорбции с потоком 16, и примерно 7% БТК, входящего в способ с потоком 1).
Поток (13) топливного газа соответствует требованиям стандартов для горючего и поэтому может использоваться в качестве сырья в инсинераторе (33) и/или в котлах-утилизаторах, где ассоциированные ароматические углеводороды (БТК) и C4+ алифатические углеводороды, а также оставшиеся соединения серы будут разрушаться.
Раствор (14) МДЭА, обогащенный H2S, выходящий из второй зоны (12) абсорбции, рециркулировали в зону отпаривания для пополнения раствора (4) МДЭА, обогащенного H2S.
Раствор (9) МДЭА, обедненный БТК, выходил из зоны (8) отпаривания при температуре 89°C и содержал 11% БТК, входящего в зону отпаривания (поток, соответствующий примерно 1% потока БТК, входящего в способ).
Данный раствор (9) МДЭА, обедненный БТК, далее вводили в зону (16) десорбции, оснащенную паровым котлом (18), работающим при температуре 130°C и давлении 2,4 бар абс. (0,24 МПа).
Регенерированный раствор (17) МДЭА, выходящий из нижней части зоны (16) десорбции, направляли обратно в первую зону (2) абсорбции и во вторую зону (12) абсорбции.
Бедный кислый газ (21), обедненный БТК, выходящий из зоны (16) десорбции, пропускали через конденсатор (22) и сборник (23) орошения.
Бедный кислый газ (26), обедненный БТК, получаемый в конце способа изобретения, имел температуру 45°C и скорость потока 160 кмоль/ч. Он имел следующий состав:
- 90,8 мол.% CO2,
- 3,4 мол.% H2S, и
- 220 мол.ч./млн БТК (1% БТК, входящего в способ),
- 5,8 мол.% H2O.
Способ настоящего изобретения позволил уменьшить содержание БТК очищенного бедного кислого газа на 99%. Очищенный бедный кислый газ после этого становился подходящим для последующей обработки в установке получения серы даже при содержании H2S много ниже 55 мол.%.
Полученный кислый газ затем очищали прямым окислением в 2 реакторах (технология SmartSulf™). Это давало степень извлечения серы 98%. 2 т/сут ярко-желтой твердой серы, соответствующей стандартам производства серы, получали без дополнительной обработки.
Реферат
Изобретение относится к способу удаления ароматических углеводородов из бедного кислого газа, содержащего менее 20 мол.% HS. Способ включает контактирование потока бедного кислого газа с селективным в отношении HS раствором жидкого абсорбента в первой зоне абсорбции с получением газового потока, обедненного HS, и раствора абсорбента, обогащенного HS. Далее происходит введение раствора абсорбента в зону нетермического отпаривания, где он приводится в контакт с потоком отпаривающего газа с получением раствора абсорбента, обедненного Cалифатическими и ароматическими углеводородами, и потока отпаривающего газа, обогащенного ароматическими и Cалифатическими углеводородами. Далее следует контактирование потока отпаривающего газа с селективным в отношении HS раствором жидкого абсорбента во второй зоне абсорбции с получением потока отпаривающего газа, обедненного HS, и раствора абсорбента, обогащенного HS. Введение раствора абсорбента в зону десорбции, в которой извлекается селективный в отношении HS раствор жидкого абсорбента и образуется бедный кислый газ. Изобретение позволяет удалять большие количества ароматических углеводородов, таких как БТК, и Салифатических углеводородов из бедных кислых газов, содержащих менее 20 мол.% HS. 2 н. и 16 з.п. ф-лы, 2 ил., 2 пр.
Комментарии