Быстрый нагрев заготовок из листового металла для штамповки - RU2715560C1
Код документа: RU2715560C1
Чертежи

Описание
[1] Данная заявка испрашивает приоритет предварительной заявки на патент США № 62/400,426, озаглавленной «ИНДУЦИРОВАНИЕ ТЕПЛОТЫ ВРАЩАЮЩИМСЯ МАГНИТОМ» и поданной 27 сентября 2016 г.; а также предварительной заявки на патент США № 62/505,948, озаглавленной «ИНДУЦИРОВАНИЕ ТЕПЛОТЫ ВРАЩАЮЩИМСЯ МАГНИТОМ» и поданной 14 мая 2017 г., содержание которых включено в данный документ в полном объеме посредством ссылки.
[2] Кроме того, данная заявка относится к заявке на патент США № 15/716,692, на имя Дэвида Энтони Гаэнсбауэра и др. и озаглавленной «МАГНИТНЫЙ ЛЕВИТАЦИОННЫЙ НАГРЕВ МЕТАЛЛА С КОНТРОЛИРУЕМЫМ КАЧЕСТВОМ ПОВЕРХНОСТИ», поданной 27 сентября 2017 г.; а также к заявке на патент США № 15/716,887, на имя Антуана Джин Вилли Пралонга и др. и озаглавленной «ИНДУЦИРОВАНИЕ ТЕПЛОТЫ ВРАЩАЮЩИМСЯ МАГНИТОМ» и поданной 27 сентября 2017 г., описания которых полностью включены в данный документ посредством ссылки.
ОБЛАСТЬ ТЕХНИКИ
[3] Данная заявка относится к обработке металла и, в частности, к системам и способам быстрого нагрева металлических заготовок для горячей штамповки.
УРОВЕНЬ ТЕХНИКИ
[4] Металлические изделия из алюминия или алюминиевых сплавов имеют большую сферу применения. Например, металлические изделия применяются в транспортной промышленности, включая автомобильную, авиационную и железнодорожную промышленности. В частности, металлические изделия используются для изготовления автомобильных конструкционных деталей, таких как бамперы, боковые балки, балки крыши, поперечные балки, усиления стоек кузова, внутренние панели, внешние панели, боковые панели, внутренние капоты, внешние капоты или панели крышек багажника. В качестве другого примера, металлические изделия используются в электронике. В частности, они используются для изготовления корпусов электронных устройств, в том числе мобильных телефонов и планшетных компьютеров. В некоторых примерах, металлические изделия используются для изготовления внешних корпусов мобильных телефонов (например, смартфонов), каркасов нижней части планшетных ПК и другой портативной электроники.
[5] Для придания металлическим изделиям специальной формы применяются различные технологии штамповки. Одной из таких технологий является горячая штамповка или прессование. Хотя горячая штамповка может использоваться для придания формы разным заготовкам, например, заготовкам из алюминия или высокопрочной стали, для повышения производительности и снижения затрат, связанных с процессом горячей штамповки, желательно разработать технологический процесс с более коротким временем цикла.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[6] Термины «изобретение» и «настоящее изобретение», используемые в настоящем патенте, предназначены для ссылки в целом на весь объект изобретения настоящего патента и приведенные ниже пункты патентной формулы. Формулировки, содержащие эти термины, не ограничивают объект изобретения, описанный в настоящем документе, и не ограничивают значение или сферу применения приведенных ниже пунктов формулы. Варианты реализации изобретения, охватываемые настоящим патентом, определены в приведенных ниже пунктах формулы изобретения, а не в этом разделе. Настоящий раздел представляет собой обобщенный обзор различных вариантов реализации изобретения и вводит некоторые из концепций, которые дополнительно описаны ниже в разделе "ПОДРОБНОЕ ОПИСАНИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ". Данный раздел не предназначен ни для определения ключевых или существенных признаков заявленного объекта изобретения ни для отдельного использования с целью определения его сферы применения. Объект изобретения следует понимать со ссылкой на соответствующие части всего описания настоящего патента, на все без исключения графические материалы и на каждый пункт формулы изобретения.
[7] Согласно некоторым примерам, система горячей штамповки содержит нагреватель имеющий магнитный ротор. В различных примерах нагреватель выполнен с возможностью приема заготовки металлической основы рядом с магнитным ротором и вращения магнитного ротора, чтобы вызвать магнитное поле в заготовке для нагрева заготовки.
[8] Согласно некоторым примерам способ включает в себя прием заготовки металлической основы у нагревателя и размещение заготовки рядом с магнитным ротором нагревателя. В некоторых примерах магнитный ротор приводится во вращение для создания магнитного поля в заготовке, чтобы нагреть заготовку в течение предварительно заданного времени.
[9] Согласно некоторым примерам способ включает в себя получение заготовки металлической основы в нагревателе. В определенных примерах нагреватель включает в себя магнитный ротор. В некоторых примерах способ включает размещение заготовки рядом с магнитным ротором нагревателя. В различных примерах способ включает вращение магнитного ротора для создания магнитного поля в заготовке для нагревания заготовки. В некоторых случаях способ включает в себя удаление заготовки из нагревателя, когда заготовка имеет предварительно определенную температуру.
[10] Различные реализации, описанные в настоящем документе, могут включать в себя дополнительные системы, способы, признаки и преимущества, которые не обязательно могут быть ясно раскрыты в данном документе, но будут очевидны для специалиста в данной области техники после изучения следующего подробного описания и прилагаемых графических материалов. Предполагается, что все такие системы, способы, признаки и преимущества будут включены в настоящее описание и защищены прилагаемой формулой изобретения.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
[11] Чтобы подчеркнуть общие принципы настоящего описания, показаны характеристики и компоненты следующих графических материалов. С целью последовательности и ясности соответствующие характеристики и компоненты на всех графических материалах могут быть обозначены путем сопоставления числовых обозначений.
[12] Фиг. 1 представляет собой схематический вид в перспективе системы горячей штамповки с нагревателем согласно аспектам настоящего описания.
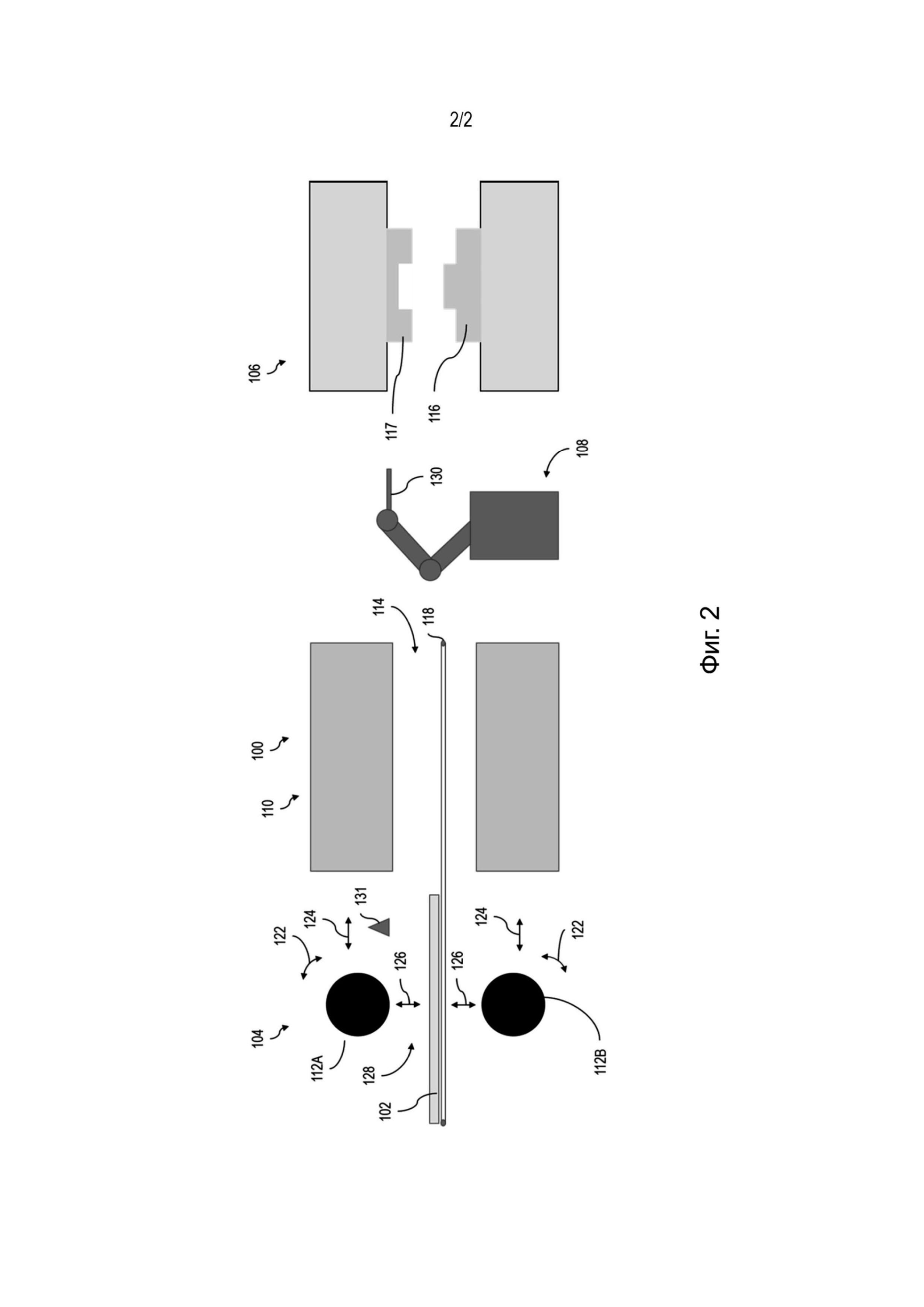
[13] Фиг. 2 представляет собой схематический вид сбоку системы в соответствии с фиг. 1.
ПОДРОБНОЕ ОПИСАНИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
[14] Объекты для примеров в настоящем изобретении описаны с конкретностью для соответствия установленным требованиям, но это описание не обязательно предназначено для ограничения сферы применения формулы изобретения. Заявленный объект изобретения может быть реализован другими способами, может включать в себя различные элементы или этапы и может использоваться в сочетании с другими существующими технологиями или технологиями, которые будут разработаны в будущем. Настоящее описание не должно интерпретироваться как подразумевающее какой-либо конкретный порядок или расположение между различными этапами или элементами, кроме случаев, когда порядок отдельных этапов или расположение элементов ясно описаны.
[15] Чтобы придать заготовке или полосе материала окончательную желаемую форму для использования в разных отраслях, таких как транспорт и автомобилестроение, электроника и других, можно использовать множество технологий для металлообработки. Одной из таких технологий металлообработки для заготовок или полос материала, такого как высокопрочная сталь и алюминий, является горячая штамповка. Во время горячей штамповки заготовка, например, из стали или алюминия, или другого материала, помещается в пресс для горячей штамповки, где под давлением поверхность матрицы штампа придает заготовке соответствующую форму. Часто, чтобы облегчить процесс горячей штамповки, до его начала заготовки подвергают нагреву. Однако для нагрева металлических заготовок до нужной температуры обычным нагревателям приходится работать длительное время. Например, обычным нагревателям для нагрева алюминиевых заготовок в зависимости от их размера и толщины, как правило, требуется примерно 10-20 минут. Это длительное время нагрева приводит к увеличению общего времени цикла заготовки, что увеличивает затраты, связанные с технологическим процессом горячей штамповки.
[16] Раскрыты системы и способы горячей штамповки заготовок и их подготовки к горячей штамповке. В некоторых примерах для предварительного нагрева заготовок перед горячей штамповкой эти системы и способы включают в себя использование магнитного нагрева. Аспекты и признаки настоящего описания могут быть применены к различным подходящим металлическим заготовкам и могут быть особенно полезны применительно к металлическим заготовкам из алюминия или алюминиевых сплавов. В частности, желаемые результаты могут быть достигнуты, когда металлические заготовки изготовлены из сплавов, таких как алюминиевые сплавы серий 2ххх, 3ххх, 4ххх, 5ххх, 6ххх, 7ххх или 8ххх. Для понимания системы обозначения номеров, наиболее часто используемой при наименовании и идентификации алюминия и его сплавов, необходимо рассмотреть «International Alloy Designations and Chemical Composition Limits for Wrought Aluminum and Wrought Aluminum Alloys» или «Registration Record of Aluminum Association Alloy Designations and Chemical Compositions Limits for Aluminum Alloys in the Form of Castings and Ingot,»; оба документа опубликованы Ассоциацией производителей алюминия (The Aluminum Association).
[17] В данной заявке делается ссылка относительно марки или состояния сплава. Для понимания наиболее часто используемых описаний марок сплавов см. «Американские национальные стандарты (ANSI) H35 по системам обозначений сплавов и марок» (American National Standards (ANSI) H35 on Alloy and Temper Designation Systems). Состояние или марка F относится к алюминиевому сплаву в изготовленном виде. Состояние или марка О относится к алюминиевому сплаву после отжига. Состояние или марка Т4 относится к алюминиевому сплаву после гомогенизации (т.е. солюционированию) с последующим естественным старением. Состояние или марка Т6 относится к алюминиевому сплаву после гомогенизации с последующим искусственным старением. Состояние или марка Т7 относится к алюминиевому сплаву после гомогенизации с последующим перестариванием или стабилизацией. Состояние или марка Т8 относятся к алюминиевому сплаву после гомогенизации с последующими холодной обработкой и искусственным старением. Состояние или марка Т9 относится к алюминиевому сплаву после гомогенизации с последующими искусственным старением и холодной обработкой. Состояние или марка Н1 относится к алюминиевому сплаву после деформационного упрочнения. Состояние или марка Н2 относится к алюминиевому сплаву после деформационного упрочнения с последующим неполным отжигом. Состояние или марка Н3 относится к алюминиевому сплаву после деформационного упрочнения и стабилизации. Цифра в обозначении состояния или марки HX (например, H1X), указывает окончательную степень деформационного упрочнения.
[18] Аспекты и признаки настоящего описания изобретения включают в себя системы и способы горячей штамповки с нагревателем, который оснащен одним или несколькими магнитными роторами, расположенными над и/или под заготовкой с целью генерирования в заготовке перемещающихся и переменных во времени магнитных полей. Переменные магнитные поля порождают токи (вихревые токи) внутри заготовки, таким образом вызывая ее нагрев.
[19] В некоторых случаях описанные в данном документе магнитные роторы могут состоять из цветных металлов, включая алюминий, алюминиевые сплавы, магний, соединения на основе магния, титан, соединения на основе титана, медь, соединения на основе меди, сталь, соединения на основе стали, бронзу, соединения на основе бронзы, латунь, соединения на основе латуни, композиционные материалы, листы, используемые в композиционных материалах, или любые другие подходящие металлы, неметаллы или комбинации материалов. Изделие может состоять из монолитных материалов, а также немонолитных материалов, таких как соединенные прокаткой материалы, плакированные материалы, композиционные материалы (такие как, помимо прочего, материалы, содержащие углеволокно) или различные другие материалы. В одном из неограничивающих примеров магнитные роторы могут быть применены для нагрева металлических изделий, таких как алюминиевые полосы, слябы, заготовки или другие изделия, изготовленные из алюминиевых сплавов, в том числе алюминиевые сплавы с содержанием железа.
[20] Каждый магнитный ротор состоит из одного или нескольких постоянных магнитов или электромагнитов. В некоторых примерах пара подобранных магнитных роторов была расположена на противоположных сторонах линии прокатки заготовки. В других примерах один или несколько магнитных роторов расположены выше или ниже линии прокатки. Магнитные роторы могут вращаться в прямом и обратном направлениях, и могут быть приведены во вращение от электродвигателей, пневматических двигателей, другого магнитного ротора или различных других подходящих механизмов. Если нужно, направление и частота вращения магнитных роторов может быть регулируема и управляема. В некоторых примерах магнитные роторы располагают на предварительно заданном расстоянии от линии прокатки. Если нужно, в некоторых случаях расстояние между магнитными роторами и линией прокатки можно регулировать, а также управлять им.
[21] Точное управление температурой нагрева для горячей штамповки может быть достигнуто при применении нагревателя. Такое точное управление достигается за счет регулирования различных параметров, таких как сила магнитов в роторе, количество магнитов в роторе, расположение магнитов в роторе, размеры магнитов в роторе, скорость ротора, направление вращения в прямом направлении или обратном направлении, размеры ротора, вертикальный зазор между вертикально смещенными роторами в одном роторном наборе, поперечное смещение роторов в одном роторном наборе, продольный зазор между соседними роторными наборами, толщина нагреваемой заготовки, расстояние между ротором и заготовкой, скорость движения вперед нагреваемой заготовки и количество используемых роторных наборов. Также можно управлять другими параметрами. В некоторых случаях нагреватель является быстродействующим, поскольку для быстрого нагрева или прекращения нагрева металлической заготовки вращение магнитов может быть начато и остановлено в зависимости от того, находится ли металлическая заготовка внутри нагревателя. В некоторых случаях управление одним или несколькими из вышеупомянутых параметров, помимо прочего, может осуществляться с помощью компьютерной модели, обратной связи с оператором или автоматической обратной связи (например, посредством сигналов от датчиков реального времени).
[22] Используемые в данном документе термины «выше», «ниже», «вертикальный» и «горизонтальный» используются для описания относительного расположения по отношению к металлической полосе или заготовке, как если бы металлическая полоса или заготовка со своими верхней и нижней поверхностями перемещалась бы в основном параллельно земле. Используемый в данном документе термин «вертикальный» может относиться к направлению, перпендикулярному поверхности (например, верхней или нижней поверхности) металлической полосы или заготовки, независимо от расположения металлической полосы или заготовки. Используемый в данном документе термин «горизонтальный» может относиться к направлению, параллельному поверхности (например, верхней или нижней поверхности) металлической полосы или заготовки, например, к направлению, которое параллельно перемещающейся металлической полосе или заготовке, независимо от их расположения. Термины «выше» и «ниже» могут относиться к местам над верхней или под нижней поверхностями металлической полосы, независимо от расположения металлической полосы или заготовки.
[23] Пример системы горячей штамповки 100 для заготовок 102 схематически показан на фиг. 1 и 2. Хотя система 100 описана как система горячей штамповки, следует понимать, что система 100 также может быть системой теплой штамповки, в которой температуры штамповки не так высоки.
[24] Как показано на фиг. 1 и 2, система горячей штамповки 100 содержит нагреватель 104 и штамповочный пресс 106. В некоторых примерах система горячей штамповки 100 содержит движитель заготовки 108. Нагреватель 104 может быть расположен относительно земли по-разному, например, вертикально, по диагонали или горизонтально, и не ограничивается ориентацией, показанной на фиг. 1 и 2. Например, нагреватель 104 может быть расположен вертикально (и тогда заготовка 102 проходит через нагреватель 104 вертикально), по диагонали (и тогда заготовка 102 проходит через нагреватель 104 под углом к поверхности земли), горизонтально или с различными другими ориентациями или комбинациями ориентаций.
[25] В некоторых примерах система горячей штамповки 100 необязательно содержит второй нагреватель 110. В процессе горячей штамповки заготовку 102 нагревают нагревателем 104, необязательно нагревают вторым нагревателем 110, с помощью движителя заготовки 108 перемещают ее к прессу горячей штамповки 106, и формируют в заданную форму, применяя пресс горячей штамповки 106.
[26] Как показано на фиг. 1 и 2, нагреватель 104 содержит по меньшей мере один магнитный ротор 112, а в некоторых примерах нагреватель 104 содержит более одного магнитного ротора 112. Например, нагреватель 104 может содержать один магнитный ротор 112, два магнитных ротора 112, три магнитных ротора 112, четыре магнитных ротора 112, пять магнитных роторов 112, шесть магнитных роторов 112 или более шести магнитных роторов 112. Таким образом, количество магнитных роторов 112 не должно рассматриваться как ограничение настоящего раскрытия. В примере, показанном на фиг. 1 и 2, нагреватель 104 содержит два магнитных ротора 112.
[27] Каждый магнитный ротор 112 содержит один или несколько постоянных магнитов или электромагнитов. Магнитные роторы 112 могут вращаться (см. стрелки 122 на фиг. 2) в прямом направлении (по часовой стрелке на фиг. 2) или в обратном направлении (против часовой стрелки на фиг. 2). В различных примерах магнитные роторы 112 могут приводиться во вращение посредством электродвигателей, пневматических двигателей, другого магнитного ротора или различных других подходящих механизмов.
[28] Магнитные роторы 112 расположены на расстоянии от линии прокатки заготовки 102, так что во время обработки магнитные роторы 112 не контактируют с заготовкой 102. В различных примерах магнитные роторы 112 являются вертикально регулируемыми таким образом, что расстояние между конкретным магнитным ротором 112 и заготовкой 102 (или линией прокатки заготовки 102) может быть отрегулировано и проконтролировано.
[29] В некоторых примерах магнитные роторы 112 представляют собой набор, содержащий верхний магнитный ротор 112A расположенный над линией прокатки, а также нижний магнитный ротор 112A расположенный под линией прокатки. В других примерах нагреватель 104 содержит только нижние магнитные роторы 112В, только верхние магнитные роторы 112А или различные комбинации верхних магнитных роторов 112А и нижних магнитных роторов 112В. В некоторых примерах, по меньшей мере один верхний магнитный ротор 112A горизонтально совмещен с соответствующим нижним магнитным ротором 112B, хотя это не обязательно. В некоторых примерах верхний магнитный ротор 112A вертикально смещен от соответствующего нижнего магнитного ротора 112B, так что между магнитными роторами 112A-B образован зазор 128 (фиг. 2). Как показано на фиг. 1 и 2, во время обработки заготовка 102 проходит через зазор 128. В других случаях верхний магнитный ротор 112A может быть смещен по горизонтали относительно нижнего магнитного ротора 112B.
[30] В различных примерах верхний магнитный ротор 112A и нижний магнитный ротор 112B являются вертикально регулируемыми таким образом, что размер зазора 128, который представляет собой расстояние от верхнего магнитного ротора 112A до нижнего магнитного ротора 112B, можно регулировать и контролировать (см. стрелки 126 на фиг. 2). В различных примерах величиной зазора 128 можно управлять с помощью гидравлических поршней, винтовых приводов или других подходящих механизмов. В некоторых примерах величина зазора 128 может принимать значения от минимального до максимального. В некоторых случаях сила магнитного поля и, следовательно, количество теплоты, передаваемой заготовке 102, можно контролировать, изменяя расстояние между магнитными роторами 112A-B и заготовкой 102. В различных примерах верхний магнитный ротор 112A может быть вертикально регулируемым независимо от нижнего магнитного ротора 112B или совместно с ним. Как упоминалось выше, сила магнитного поля и, следовательно, количество теплоты, передаваемой заготовке 102, можно регулировать и другими способами.
[31] В некоторых примерах положение магнитных роторов 112A-B можно регулировать в поперечном направлении (см. стрелки 120 на фиг. 1). С помощью поперечного перемещения магнитных роторов можно контролировать в процентном отношении площадь поверхности заготовки 102, охватываемую конкретным ротором 112A-B, и, следовательно, количество и дислокацию теплоты, передаваемой заготовке 102. В некоторых примерах положение магнитных роторов 112A-B можно регулировать в поперечном направлении, чтобы контролировать профиль распределения температур в заготовке 102. Например, в некоторых случаях краевые участки заготовки 102 нагреваются быстрее, чем некраевые части заготовки 102, и, чтобы уменьшить разницу температур в заготовке 102, можно отрегулировать магнитные роторы 112A-B в поперечном направлении. В различных примерах положение магнитных роторов 112A-B можно регулировать в продольном направлении, чтобы контролировать зазор между соседними наборами магнитных роторов 112 (см. стрелки 124 на фиг. 2) и/или продольное расположением магнитных роторов 112 относительно заготовки 102.
[32] В некоторых примерах верхний магнитный ротор 112A и нижний магнитный ротор 112B вращаются в одном и том же направлении, хотя в этом нет необходимости. В некоторых же случаях верхний магнитный ротор 112A и нижний магнитный ротор 112B могут вращаться в противоположных направлениях. В разных примерах магнитные роторы 112A-B одного набора могут вращаться в том же или в обратном направлении, что и соответствующие магнитные роторы 112A-B другого набора магнитных роторов. Магнитные роторы 112A-B могут вращаться с разной частотой, примерно, от 100 об/мин до 5000 об/мин. В одном неограничивающем примере, магнитные роторы 112A-B вращаются с частотой около 1800 оборотов в минуту, хотя могут использоваться и другие частоты вращения. Вращение магнитных роторов 112A-B приводит к генерированию магнитного поля в заготовке 102, что вызывает нагрев заготовки 102. В различных примерах нагреватель 104 выполнен с возможностью нагрева заготовки 102 посредством вращения магнитных роторов 112.
[33] В некоторых примерах, когда используются сразу несколько магнитных роторов 112A-B, магнитными роторами 112A-B можно необязательно управлять таким образом, что вклад каждого магнитного ротора 112А-В в общий подъем температуры заготовки 102 будет ограничен. В некоторых примерах, помимо нагрева заготовки 102, вращение магнитных роторов 112A-B также обеспечивает вертикальную стабилизацию, которая позволяет заготовке 102 проходить над и/или между магнитными роторами 112, при этом не контактируя с ними (например, магнитные роторы 112A-B осуществляют левитацию или парение заготовки 102). Например, в некоторых случаях магнитные роторы 112A-B создают силу, которая перпендикулярна или почти перпендикулярна поверхности заготовки 102, чтобы заготовка 102 парила и свести к минимуму и/или устранить контакт между роторами 112A-B и заготовкой 102.
[34] В других случаях заготовку 102 в нагревателе 104 может поддерживать опора 118. Опора 118 может представлять собой платформу, кронштейны, конвейер или различные другие подходящие опорные конструкции. В некоторых случаях опора 118 выполнена с возможностью перемещать заготовку 102 в поперечном направлении относительно нагревателя 104, второго нагревателя 110 или обоих нагревателей 104 и 110. В определенных случаях опора 118 может продвигать заготовку 102 через нагреватель 104 и, дополнительно, через второй нагреватель 110, хотя в этом нет необходимости.
[35] В различных примерах нагреватель 104 выполнен с возможностью нагревать заготовку 102 за предварительно заданный промежуток времени. В различных примерах предварительно заданный промежуток времени может включать время нагрева и время выдержки, хотя это не обязательно. В некоторых примерах нагреватель 104 нагревает заготовку 102 в течение от около 30 секунд до 20 минут. В одном примере заданное время составляет от около 30 секунд до около 6 минут. В других примерах заданное время может быть больше 20 минут. В одном неограничивающем примере, где все устройство состоит из нагревателя 104 (например, без второго нагревателя 110), заданное время может включать в себя время нагрева и время выдержки. В других примерах, когда используется второй нагреватель 110, заданное время может включать в себя время, в течение которого заготовка 102 нагревается обоими нагревателями 104 и 110, хотя это и не обязательно.
[36] В различных примерах заготовку 102 нагревают посредством нагревателя 104 до заданной температуры. В некоторых неограничивающих примерах заданная температура представляет собой температуру солюционирования заготовки 102, хотя это необязательно. Например, в других неограничивающих случаях заданная температура может быть температурой нагрева или любой другой температурой. В других примерах заданная температура меньше, чем температура солюционирования заготовки. В некоторых примерах заготовку 102 нагревают посредством нагревателя 104 до температуры примерно от 200 °С до 600 °С. В других примерах нагреватель 104 может нагреть заготовку 102 до температуры менее, чем 200 °С или более, чем 600 °С в зависимости от конкретного применения. В качестве одного неограничивающего примера, нагреватель 104 может нагреть заготовку 102 из алюминиевого сплава серии 7ххх до температуры примерно от 400 °С до 500 °С. В качестве другого примера, нагреватель 104 может нагреть заготовку из алюминиевого сплава серии 6ххх до температуры примерно от 400 °С до 600 °С. В качестве еще одного неограничивающего примера, нагреватель 104 может быть использован для теплой штамповки металлических заготовок или листов, имеющих разные марки. В качестве одного примера, нагреватель 104 может нагреть лист с состоянием термообработки Т6 до температуры примерно от 200 °С до 300 °С в зависимости от сплава, из которого изготовлен лист.
[37] В различных примерах заготовка 102 может выполнять несколько проходов через нагреватель 104 (или через каждый набор магнитных роторов 112A-B нагревателя 104). В различных примерах заготовка 102 может выполнять нечетное число проходов через нагреватель 104 (или каждый набор магнитных роторов 112A-B нагревателя 104). Например, заготовка 102 может сделать один проход через нагреватель 104, три прохода через нагреватель 104, пять проходов через нагреватель 104, семь проходов через нагреватель 104 или более семи проходов через нагреватель 104. В некоторых примерах два или более набора магнитных роторов 112A-B могут быть расположены в различных подходящих конфигурациях, так что заготовка 102 делает один проход (или любое желаемое количество проходов) через нагреватель 104. В других примерах заготовка 102 может выполнять четное количество проходов через нагреватель 104 (или каждый набор магнитных роторов 112A-B нагревателя 104) в зависимости от конфигурации и расположения магнитных роторов 112A-B.
[38] В некоторых необязательных случаях система горячей штамповки 100 содержит второй нагреватель 110. В различных примерах второй нагреватель 110 расположен так, что заготовка 102 сначала нагревается нагревателем 104, а затем нагревается вторым нагревателем 110. В таких примерах второй нагреватель 110 может необязательно быть использован для гомогенизации температуры заготовки, такой как температура солюционирования заготовки. В других примерах порядок расположения нагревателя 104 и второго нагревателя 110 может быть обратным. Второй нагреватель 110 включает в себя зону приема заготовки 114. В некоторых случаях, когда заготовка 102 находится в зоне приема 114, заготовку может поддерживать опора 118. В других примерах заготовку 102 может поддерживать другая опора, а не опора 118. В некоторых примерах второй нагреватель 110 может представлять собой газовый нагреватель (прямого действия, когда пламя воздействует непосредственно, или косвенного действия), роликовую печь, индукционный нагреватель, инфракрасный нагреватель, электрическую печь или различные другие подходящие нагреватели. В различных других примерах второй нагреватель 110 может быть аналогичен нагревателю 104 и может содержать один или несколько магнитных роторов 112. В качестве одного примера, второй нагреватель 110 представляет собой роликовую печь, содержащую магнитные роторы 112, что значительно сокращает длину роликовой печи. В различных примерах, второй нагреватель 110 может нагревать заготовку 102 в течение заданного времени. Как описано ранее, в некоторых случаях заданное время включает в себя время, в течение которого заготовка 102 нагревается как нагревателем 104, так и вторым нагревателем 110, хотя это не обязательно. В некоторых примерах второй нагреватель 110 может нагревать заготовку 102 в течение периода времени от примерно 30 секунд до примерно 20 минут.
[39] В некоторых примерах, с помощью второго нагревателя 110 с нагревателем 104, можно контролировать профиль распределения температур в заготовке 102. Например, в некоторых случаях заготовку 102 можно нагреть посредством нагревателя 104 до первой температуры, которая меньше температуры солюционирования, а посредством второго нагревателя 110 можно нагреть заготовку 102 от первой температуры до температуры солюционирования. В некоторых примерах заготовку 102 могут нагревать посредством нагревателя 104 в течение первого периода времени, а посредством второго нагревателя 110 могут нагревать заготовку в течение второго периода времени. В некоторых примерах общее количество времени, в течение которого заготовку 102 нагревают посредством нагревателя 104, может зависеть от различных параметров, например, от размера и/или толщины заготовки 102, количества магнитных роторов 112, количества проходов заготовки 102 через нагреватель 104, частоты вращения магнитных роторов 112, направления вращения магнитных роторов 112, расстояния от магнитных роторов 112 до заготовки 102 или от различных других параметров. В некоторых примерах заготовку 102 нагревают посредством нагревателя 104 таким образом, что заготовка 102 не подвергается существенным деформациям. В качестве одного неограничивающего примера, заготовку 102 нагревают посредством нагревателя 104 в течение периода времени от примерно 1 секунды до примерно 30 секунд. В других примерах заготовку 102 нагревают посредством нагревателя 104 в течение более 30 секунд.
[40] Иногда второй нагреватель 110 включают в систему для управления профилем распределения температур в заготовке 102. В качестве одного неограничивающего примера, в некоторых случаях нагрев заготовки 102 с помощью нагревателя 104 заготовка 102 имеет переменный профиль распределения температур. Например, в некоторых неограничивающих случаях краевые участки заготовки 102 могут иметь температуру, превышающую температуру средней части заготовки 102. В некоторых случаях заготовку 102 подвергают нагреву вторым нагревателем 110 после нагревателя 104 для управления температурным профилем в заготовке 102. В качестве одного неограничивающего примера, заготовку 102 нагревают посредством второго нагревателя 110, чтобы заготовка 102 имела однородный температурный профиль.
[41] Чтобы перемещать заготовку 102 между различными элементами системы горячей штамповки 100 в систему включают движитель заготовки 108. Например, в некоторых случаях движитель заготовки 108 размещают между вторым нагревателем 110 и штамповочным прессом 106 чтобы перемещать заготовку 102 между вторым нагревателем 110 и штамповочным прессом 106. Точно так же движитель заготовки 108 (или другой движитель заготовки 108) размещают между нагревателем 104 и вторым нагревателем 110 для перемещения заготовки 102 между нагревателем 104 и вторым нагревателем 110.
[42] Движитель заготовки 108 оснащен опорой 130 для поддержания заготовки 102. В различных примерах движитель заготовки 108 может представлять собой разные подходящие механизмы или устройства для перемещения заготовки 102 между разными элементами системы горячей штамповки 100. В качестве одного неограничивающего примера, движитель заготовки 108 может содержать манипулятор, который поддерживает и перемещает заготовку 102. В других примерах могут использоваться другие типы движителей заготовок 108. По существу, количество и тип движителей заготовки 108 нельзя рассматривать как ограничивающие настоящее раскрытие изобретения.
[43] Конструктивными элементами пресса горячей штамповки 106 являются матрица 116 и инструмент 117. Матрица 116 имеет заданную форму, так что, когда заготовку 102 размещают внутри пресса горячей штамповки 106, инструмент 117 перемещается по направлению к матрице 116 и придает заготовке 102 форму, определяемую матрицей 116. В некоторых примерах пресс горячей штамповки 106 может штамповать заготовку 102 с заданной скоростью. В некоторых неограничивающих примерах, заданная скорость прессования может составлять примерно от 100 мм/с до 400 мм/с, хотя могут использоваться и другие скорости прессования. В различных примерах пресс горячей штамповки 106 может представлять собой гидравлический пресс, механический пресс, пресс с сервоприводом или любой другой подходящий тип пресса. В некоторых примерах матрица 116 является водоохлаждаемой. В некоторых случаях матрица 116 может быть теплой и/или иметь регулируемый профиль распределения температур. В качестве неограничивающего примера, в некоторых случая, например, во время формования стали, матрица 116 может нагреваться в некоторых зонах матрицы 116 и охлаждаться в других зонах матрицы 116 для достижения различных конечных свойств в разных местах расположения деталей, когда заготовка 102 формируется в форма определена матрицей 116. Как описано ранее в некоторых примерах, система 100 может быть системой теплой штамповки. В таких случаях штамповочный пресс 106 является прессом для теплой штамповки, и температура штамповки не такая высокая, как в прессе для горячей штамповки. В некоторых случаях система 100 в дополнение или вместо пресса горячей штамповки 106 с матрицей 116 может включать выдувное формование при повышенных температурах. В процессе раздувного формования предварительно нагретая заготовка 102 вводится в инструмент и затем деформируется горячим газом при различных давлениях.
[44] В некоторых примерах систему горячей штамповки 100 оснащают различными датчиками или мониторами 131, которые по-разному расположены относительно нагревателя 104. Эти датчики 131 могут обнаруживать и отслеживать положение заготовки 102, перемещение заготовки 102, температуру заготовки 102, распределение температуры вдоль заготовки 102 и/или различную другую информацию о заготовке 102 в процессе ее обработки. В некоторых примерах контроллер может использовать информацию, собранную датчиками, для регулировки магнитных роторов 112A-B (например, частоты и направления вращения, расстояния от заготовки 102 и т. д.) и, следовательно, для управления нагревом заготовки 102. В некоторых примерах контроллер может регулировать количество проходов заготовки 102 через нагреватель 104.
[45] В качестве примера, можно управлять нагревателем 104 с целью уменьшения или предотвращения перегрева заготовки 102 и/или контроля за включением и выключением магнитных роторов 112A-B. Например, магнитные роторы 112A-B могут быть выключены (остановлены), если заготовка 102 не находится внутри нагревателя 104, если заготовка 102 была нагрета в течение заданного времени, если заготовка 102 была нагрета до заданной температуры или по другим причинам. Аналогично, магнитные роторы 112A-B могут начать вращаться снова или продолжить вращаться (и, таким образом, снова начать нагревать заготовку 102) по причине того, что заготовка находится вблизи нагревателя 104, температура заготовки 102 меньше заданной температуры, заготовка 102 была нагрета в течение времени, меньшего, чем заданное время или по причине различных других факторов. Соответственно, посредством магнитных роторов 112A-B нагреватель 104 может быстро начинать или останавливать нагрев заготовки 102.
[46] В качестве другого примера, можно управлять нагревателями 104 и/или 110 с целью обеспечения равномерного или требуемого температурного профиля в заготовке 102. Например, датчик или монитор 131 могут определять температуру заготовки 102 на выходе из нагревателя 104. На основании значений этой температуры выполняют регулировку магнитных роторов 112 (например, регулируют входную мощность магнитных роторов 112, скорость магнитных роторов 112A-B, расстояние от магнитных роторов 112A-B до заготовки 102 и т. д.) и/или регулировку второго нагревателя 110 с целью контроля температуры заготовки 102 и/или профиля распределения температур в заготовке 102.
[47] В качестве дополнительного примера, нагреватель 104 можно отрегулировать для размещения различных типов заготовок 102. Например, в зависимости от типа заготовки 102 и/или желаемого процесса или требований к изделию нагреватель 104 и/или нагреватель 110 могут производить нагрев заготовки 102 в разное время, до разных температур и т. д. Управляя магнитными роторами 112A-B, можно изменять температуру быстрее, чем это происходит у обычных нагревателей.
[48] Ссылаясь на фиг. 1 и 2, также раскрыт способ горячей штамповки металлической заготовки 102. В различных примерах способ включает расположение металлической заготовки 102 в нагревателе 104. В некоторых неограничивающих примерах заготовка 102 содержит алюминий или алюминиевый сплав.
[49] Приводится способ, включающий размещение заготовки 102 рядом с магнитными роторами 112A-B в нагревателе 104 и вращение магнитных роторов 112A-B для наведения магнитного поля в заготовке 102 для ее нагрева. В некоторых примерах заготовка 102 нагревается в течение заданного времени. Например, в некоторых неограничивающих примерах заготовка 102 нагревается в течение от примерно 30 секунд до примерно 20 минут. В некоторых примерах заданное время, помимо прочих параметров, может зависеть от размера и/или толщины заготовки 102. В других примерах заготовка 102 нагревается до заданной температуры. Например, в некоторых неограничивающих случаях заготовка 102 нагревается до температуры примерно от примерно 200 °С до 600 °С. В некоторых примерах заданная температура является температурой солюционирования заготовки 102. Температура солюционирования может зависеть от конкретного состава материала заготовки 102. В качестве одного неограничивающего примера, заготовку 102 из алюминиевого сплава серии 7ххх нагревают посредством нагревателя 104 до температуры примерно от примерно 400 °С до примерно 500 °С. В качестве другого неограничивающего примера, заготовку из алюминиевого сплава серии 6ххх нагревают посредством нагревателя 104 до температуры примерно от примерно 400 °С до примерно 600 °С. В некоторых примерах температура солюционирования, среди прочих параметров, может зависеть от размера и/или толщины заготовки 102.
[50] В определенных случаях расположение заготовки 102 включает расположение заготовки 102 на опоре 118. В некоторых примерах способ включает перемещение заготовки 102 с опорой 118 в поперечном направлении относительно магнитных роторов 112A-B, при этом поперечное расположение магнитных роторов 112A-B сохраняется. В других примерах расположение заготовки 102 включает расположение заготовки 102 на опоре 118, а магнитные роторы 112A-B перемещают в поперечном направлении относительно заготовки 102, при этом поперечное расположение заготовки 102 сохраняется.
[51] В некоторых примерах, способ включает управление магнитным полем с целью регулирования количества теплоты, генерируемой в заготовке 102 посредством магнитных роторов 112A-B. В определенных примерах управление магнитным полем включает регулировку следующих параметров: частоты вращения магнитных роторов 112A-B, направления вращения магнитных роторов 112A-B, вертикального положения магнитных роторов 112A-B относительно заготовки 102, поперечного положения магнитных роторов 112A-B относительно заготовки 102 и/или продольного положения магнитных роторов 112A-B относительно заготовки 102. В различных примерах способ включает определение температуры заготовки 102, например, посредством датчика 131, сравнение определенной температуры с заданной температурой и регулирование магнитного ротора 112A-B с целью корректировки нагрева заготовки 102 таким образом, чтобы определяемая температура достигла значения заданной температуры. В различных примерах расположение заготовки 102 включает расположение заготовки 102, на заданном расстоянии от магнитных роторов 112A-B.
[52] В различных примерах, способ дополнительно включает извлечение заготовки 102 из нагревателя 104, размещение заготовки 102 во втором нагревателе 110 и нагрев заготовки 102 во втором нагревателе 110. В различных примерах нагрев заготовки 102 вторым нагревателем 110 включает управление температурным профилем заготовки 102. В некоторых примерах нагрев заготовки 102 вторым нагревателем 110 включает нагрев заготовки 102 до температуры солиционирования заготовки 102. В некоторых случаях извлечение заготовки 102 из нагревателя 104 и размещение заготовки 102 во втором нагревателе 110 включает перемещение заготовки на опоре 118. В некоторых примерах опора 118 представляет собой конвейер или другую подходящую опору для перемещения заготовки 102 от нагревателя 104 во второй нагреватель 110.
[53] В некоторых примерах способ включает извлечение заготовки 102 из нагревателя 104 (или нагревателя 110) после нагрева нагревателем 104 (или нагревателем 110) заготовки 102. В определенных примерах заготовку 102 извлекают по истечении заданного времени и/или после того, как заготовка 102 достигнет заданной температуры. В определенных примерах способ включает использование движителя заготовки 108 для перемещения заготовки 102 от нагревателя 104 к прессу горячей штамповки 106. В некоторых примерах способ включает горячую штамповку заготовки 102 с помощью пресса горячей штамповки 106. В некоторых случаях горячая штамповка заготовки 102 включает расположение заготовки 102 на матрице 116 пресса горячей штамповки 106 и прессованием заготовки 102 прессом горячей штамповки 106 таким образом, что матрица 116 придает форму заготовке 102.
[54] Ниже приведен ряд типичных вариантов реализации изобретения, включающий по меньшей мере некоторые, явно перечисленные как «ПК» (Примеры комбинаций), предоставляющие дополнительное описание различных вариантов реализации в соответствии с идеями, изложенными в настоящем документе. Эти примеры не являются взаимоисключающими, всесторонними или ограничивающими; и изобретение не ограничивается этими типичными вариантами реализации, а, напротив, охватывает все возможные модификации и разновидности в пределах сферы применения пунктов формулы изобретения и их эквивалентов.
[55] ПК 1. Способ, включающий: получение заготовки металлической основы нагревателем, причем нагреватель содержит магнитный ротор; расположение заготовки рядом с магнитным ротором нагревателя; и вращение магнитного ротора, чтобы создать магнитное поле в заготовке для ее нагрева в течение заданного времени.
[56] ПК 2. Способ по любому из предшествующих или последующих примеров комбинаций, отличающийся тем, что вращение магнита для создания магнитного поля в заготовке, чтобы нагреть заготовку в течение заданного времени включает нагрев заготовки до заданной температуры, и при этом заданная температура является температурой солюционирования заготовки.
[57] ПК 3. Способ по любому из предшествующих или последующих примеров комбинаций, отличающийся тем, что заданная температура составляет примерно от примерно 200 °С до примерно 600 °С.
[58] ПК 4. Способ по любому из предшествующих или последующих примеров комбинаций, дополнительно включающий извлечение заготовки из нагревателя по истечении заданного времени.
[59] ПК 5. Способ по любому из предшествующих или последующих примеров комбинаций, отличающийся тем, что перемещение заготовки включает применением движителя, чтобы переместить заготовку из нагревателя к прессу горячей штамповки.
[60] ПК 6. Способ по любому из предшествующих или последующих примеров комбинаций дополнительно включающий горячее штампование заготовки до заданной формы с помощью пресса горячей штамповки.
[61] ПК 7. Способ по любому из предшествующих или последующих примеров комбинаций, отличающийся тем, что пресс горячей штамповки содержит водоохлаждаемой матрицей.
[62] ПК 8. Способ по любому из предшествующих или последующих примеров комбинаций, отличающийся тем, что расположение заготовки включает перемещение заготовки вместе с движителем относительно магнитного ротора при поддержании поперечного положения магнитного ротора.
[63] ПК 9. Способ по любому из предшествующих или последующих примеров комбинаций, отличающийся тем, что расположение заготовки включает перемещение магнитного ротора относительно металлической заготовки при поддержании поперечного положения металлической заготовки.
[64] ПК 10. Способ по любому из предшествующих или последующих примеров комбинаций дополнительно включающий регулирование магнитного поля для регулировки количества теплоты, созданного магнитным ротором.
[65] ПК 11. Способ по любому из предшествующих или последующих примеров комбинаций, отличающийся тем, что регулирование магнитного поля включает по меньшей мере одно из: регулирование частоты вращения магнитного ротора, регулирование направления вращения магнитного ротора, регулирование вертикального положения магнитного ротора относительно заготовки, регулирование поперечного положения магнитного ротора относительно заготовки или регулирование продольного положения магнитного ротора относительно заготовки.
[66] ПК 12. Способ по любому из предшествующих или последующих примеров комбинаций, отличающийся тем, что регулирование магнитного поля включает: определение температуры заготовки; сравнение определенной температуры с заданной температурой; и регулирование магнитного ротора с целью регулировки нагрева заготовки, чтобы определяемая температура совпала со значением заданной температуры.
[67] ПК 13. Способ по любому из предшествующих или последующих примеров комбинаций, отличающийся тем, что размещение заготовки рядом с магнитным ротором включает размещение заготовки на заданном расстоянии от магнитного ротора.
[68] ПК 14. Способ по любому из предшествующих или последующих примеров комбинаций, отличающийся тем, что магнитный ротор представляет собой верхний магнитный ротор, причем нагреватель дополнительно содержит нижний магнитный ротор, вертикально смещенный по отношению к верхнему магнитному ротору, при этом прохождение заготовки рядом с магнитным ротором включает прохождение заготовки через зазор между верхним магнитным ротором и нижним магнитным ротором, и при этом вращение магнитного ротора включает вращение верхнего магнитного ротора и нижнего магнитного ротора, чтобы нагреть заготовку.
[69] ПК 15. Способ по любому из предшествующих или последующих примеров комбинаций, отличающийся тем, что заданное время составляет примерно от примерно 30 секунд до примерно 20 минут.
[70] ПК 16. Способ по любому из предшествующих или последующих примеров комбинаций, отличающийся тем, что нагреватель представляет собой первый нагреватель, и при этом способ дополнительно включает: перемещение заготовки из первого нагревателя по истечении заданного времени; размещение заготовки во втором нагревателе; и нагрев заготовки вторым нагревателем.
[71] ПК 17. Способ по любому из предшествующих или последующих примеров комбинаций, отличающийся тем, что нагрев заготовки вторым нагревателем дополнительно включает управление температурным профилем в заготовке.
[72] ПК 18. Способ по любому из предшествующих или последующих примеров комбинаций, отличающийся тем, что второй нагреватель представляет собой газовый нагреватель, инфракрасный нагреватель, роликовую печь, электрическую печь или индукционный нагреватель.
[73] ПК 19. Способ по любому из предшествующих или последующих примеров комбинаций, отличающийся тем, что нагрев заготовки вторым нагревателем включает нагрев заготовки до температуры солюционирования заготовки.
[74] ПК 20. Способ по любому из предшествующих или последующих примеров комбинаций, отличающийся тем, что перемещение заготовки из первого нагревателя и размещение заготовки во втором нагревателе включает перемещение заготовки вместе с движителем.
[75] ПК 21. Способ по любому из предшествующих или последующих примеров комбинаций, отличающийся тем, что движителем является конвейер.
[76] ПК 22. Способ по любому из предшествующих или последующих примеров комбинаций, отличающийся тем, что заготовка содержит алюминий.
[77] ПК 23. Способ, включающий: получение заготовки металлической основы нагревателем, причем нагреватель содержит магнитный ротор; расположение заготовки рядом с магнитным ротором нагревателя; вращение магнитного ротора, чтобы создать магнитное поле в заготовке для нагрева заготовки; и перемещение заготовки из нагревателя при достижении заготовки заданной температуры.
[78] ПК 24. Способ по любому из предшествующих или последующих примеров комбинаций, отличающийся тем, что заданная температура представляет собой температуру солюционирования заготовки.
[79] ПК 25. Способ по любому из предшествующих или последующих примеров комбинаций, отличающийся тем, заданная температура составляет от примерно 200 °С до примерно 600 °С.
[80] ПК 26. Способ по любому из предшествующих или последующих примеров комбинаций, отличающийся тем, перемещение заготовки включает применение движителя для перемещения заготовки из нагревателя в пресс горячей штамповки.
[81] ПК 27. Способ по любому из предшествующих или последующих примеров комбинаций, дополнительно включающий горячее штампование заготовки посредством пресса горячей штамповки.
[82] ПК 28. Способ по любому из предшествующих или последующих примеров комбинаций, отличающийся тем, пресс горячей штамповки содержит водоохлаждаемую матрицу.
[83] ПК 29. Способ по любому из предшествующих или последующих примеров комбинаций, отличающийся тем, расположение заготовки включает перемещение заготовки вместе с движителем относительно магнитного ротора при поддержании поперечного положения магнитного ротора.
[84] ПК 30. Способ по любому из предшествующих или последующих примеров комбинаций, отличающийся тем, расположение заготовки включает перемещение магнитного ротора относительно металлической заготовки при поддержании поперечного положения металлической заготовки.
[85] ПК 31. Способ по любому из предшествующих или последующих примеров комбинаций, дополнительно включающий регулирование магнитного поля с целью регулировки количества теплоты, созданного магнитным ротором.
[86] ПК 32. Способ по любому из предшествующих или последующих примеров комбинаций, отличающийся тем, регулирование магнитного поля включает по меньшей мере регулирование одного из: регулирование частоты вращения магнитного ротора, регулирование направления вращения магнитного ротора, регулирование вертикального положения магнитного ротора относительно заготовки, регулирование поперечного положения магнитного ротора относительно заготовки или регулирование продольного положения магнитного ротора относительно заготовки.
[87] ПК 33. Способ по любому из предшествующих или последующих примеров комбинаций, отличающийся тем, что регулирование магнитного поля включает: определение температуры заготовки; сравнение определенной температуры с заданной температурой; и регулирование магнитным ротором с целью регулировки нагрева заготовки, чтобы определяемая температура составила значение заданной температуры.
[88] ПК 34. Способ по любому из предшествующих или последующих примеров комбинаций, отличающийся тем, что размещение заготовки рядом с магнитным ротором включает размещение заготовки рядом с магнитным ротором на заданном расстоянии от магнитного ротора.
[89] ПК 35. Способ по любому из предшествующих или последующих примеров комбинаций, отличающийся тем, что магнитный ротор представляет собой верхний магнитный ротор, причем нагреватель дополнительно содержит нижний магнитный ротор, вертикально смещенный по отношению к верхнему магнитному ротору, при этом прохождение заготовки рядом с магнитным ротором включает прохождение заготовки через зазор между верхним магнитным ротором и нижним магнитным ротором, и при этом вращение верхнего магнитного ротора и нижнего магнитного ротора для нагрева заготовки.
[90] ПК 36. Способ по любому из предшествующих или последующих примеров комбинаций, отличающийся тем, что нагреватель является первым нагревателем, и при этом способ дополнительно включает: извлечение заготовки из первого нагревателя по истечении заданного времени; размещение заготовки во втором нагревателе; и нагрев заготовки вторым нагревателем.
[91] ПК 37. Способ по любому из предшествующих или последующих примеров комбинаций, отличающийся тем, что нагрев заготовки вторым нагревателем дополнительно включает управление температурным профилем заготовки.
[92] ПК 38. Способ по любому из предшествующих или последующих примеров комбинаций, отличающийся тем, что второй нагреватель содержит газовый нагреватель, инфракрасный нагреватель, роликовую печь, электрическую печь или индукционный нагреватель.
[93] ПК 39. Способ по любому из предшествующих или последующих примеров комбинаций, отличающийся тем, что нагрев заготовки вторым нагревателем включает нагрев заготовки до температуры солюционирования заготовки.
[94] ПК 40. Способ по любому из предшествующих или последующих примеров комбинаций, отличающийся тем, что перемещение заготовки из первого нагревателя и ее размещение во втором нагревателе включает перемещение заготовки вместе с движителем.
[95] ПК 41. Способ по любому из предшествующих или последующих примеров комбинаций, отличающийся тем, что движитель представляет собой конвейер.
[96] ПК 42. Способ по любому из предшествующих или последующих примеров комбинаций, отличающийся тем, что заготовка содержит алюминий.
[97] ПК 43. Система горячей штамповки, содержащая: нагреватель с магнитным ротором, причем нагреватель выполнен с возможностью размещения металлической заготовки рядом с магнитным ротором; а также вращения магнитного ротора для создания магнитного поля, чтобы нагреть заготовку.
[98] ПК 44. Система горячей штамповки по любому из предшествующих или последующих примеров комбинаций, отличающаяся тем, что нагреватель выполнен с возможностью нагревать заготовку в течение заданного времени.
[99] ПК 45. Система горячей штамповки по любому из предшествующих или последующих примеров комбинаций, отличающаяся тем, что заданное время нагрева заготовки составляет от примерно 30 секунд до примерно 20 минут.
[100] ПК 46. Система горячей штамповки по любому из предшествующих или последующих примеров комбинаций, отличающаяся тем, что нагреватель выполнен с возможностью нагревать заготовку до заданной температуры.
[101] ПК 47. Система горячей штамповки по любому из предшествующих или последующих примеров комбинаций, отличающаяся тем, что заданная температура является температурой солюционирования заготовки.
[102] ПК 48. Система горячей штамповки по любому из предшествующих или последующих примеров комбинаций, дополнительно содержащая движитель, выполненный с возможностью перемещать заготовку из нагревателя к прессу горячей штамповки.
[103] ПК 49. Система горячей штамповки согласно по любому из предшествующих или последующих примеров комбинаций, дополнительно содержащая пресс горячей штамповки.
[104] ПК 50. Система горячей штамповки по любому из предшествующих или последующих примеров комбинаций, отличающаяся тем, что пресс горячей штамповки содержит водоохлаждаемую матрицу.
[105] ПК 51. Система горячей штамповки по любому из предшествующих или последующих примеров комбинаций, отличающаяся тем, что нагреватель дополнительно содержит движитель, выполненный с возможностью поперечного перемещения заготовки относительно магнитного ротора.
[106] ПК 52. Система горячей штамповки по любому из предшествующих или последующих примеров комбинаций, отличающаяся тем, что движитель представляет собой конвейер.
[107] ПК 53. Система горячей штамповки по любому из предшествующих или последующих примеров комбинаций, отличающаяся тем, что магнитный ротор можно перемещать в поперечном направлении относительно заготовки.
[108] ПК 54. Система горячей штамповки по любому из предшествующих или последующих примеров комбинаций, отличающаяся тем, что по меньшей мере одной характеристикой магнитного ротора можно управлять так, чтобы изменять силу магнитного поля, созданного в заготовке, что в свою очередь позволит регулировать количество теплоты, созданной магнитным ротором.
[109] ПК 55. Система горячей штамповки по любому из предшествующих или последующих примеров комбинаций, отличающаяся тем, что по меньшей мере одна характеристика представляет собой: частоту вращения магнитного ротора, направление вращения магнитного ротора, вертикальное положение магнитного ротора относительно заготовки, поперечное положение магнитного ротора относительно заготовки или продольное положение магнитного ротора относительно заготовки.
[110] ПК 56. Система горячей штамповки по любому из предшествующих или последующих примеров комбинаций, дополнительно содержащая: датчик, выполненный с возможностью определять температуру заготовки; и контроллер связи, причем контроллер выполнен с возможностью регулирования магнитного ротора на основании определяемой температуры заготовки.
[111] ПК 57. Система горячей штамповки по любому из предшествующих или последующих примеров комбинаций, отличающаяся тем, что магнитный ротор представляет собой верхний магнитный ротор, причем нагреватель дополнительно содержит нижний магнитный ротор, вертикально смещенный по отношению к верхнему магнитному ротору, так что образован зазор между нижним магнитным ротором и верхним магнитным ротором, и при этом нагреватель выполнен с возможностью получения заготовки в зазоре.
[112] ПК 58. Система горячей штамповки по любому из предшествующих или последующих примеров комбинаций, отличающаяся тем, что нагреватель представляет собой первый нагреватель, и при этом система горячей штамповки дополнительно содержит: второй нагреватель, выполненный с возможностью: получения заготовки от первого нагревателя; и нагрев заготовки.
[113] ПК 59. Система горячей штамповки по любому из предшествующих или последующих примеров комбинаций, отличающаяся тем, что второй нагреватель дополнительно выполнен с возможностью управления температурным профилем в заготовке.
[114] ПК 60. Система горячей штамповки по любому из предшествующих или последующих примеров комбинаций, отличающаяся тем, что второй нагреватель представляет собой газовый нагреватель, инфракрасный нагреватель, роликовую печь, электрическую печь или индукционный нагреватель.
[115] ПК 61. Система горячей штамповки по любому из предшествующих или последующих примеров комбинаций, дополнительно содержащая: пресс горячей штамповки; и движитель, причем движитель выполнен с возможностью перемещать заготовку от второго нагревателя к прессу горячей штамповки, и при этом пресс горячей штамповки выполнен с возможностью придавать заготовке форму.
[116] ПК 62. Способ, включающий: размещение заготовки металлической основы в нагревателе, при этом нагреватель содержит магнитный ротор; расположение заготовки рядом с магнитным ротором нагревателя; и вращение магнитного ротора для создания магнитного поля в заготовке, чтобы нагреть заготовку в течение заданного времени.
[117] ПК 63. Способ по любому из предшествующих или последующих примеров комбинаций, отличающийся тем, что вращение магнитного ротора для создания магнитного поля в заготовке, чтобы нагреть заготовку в течение заданного времени включает нагрев заготовки до заданной температуры, и при этом заданная температура составляет от примерно 200 °С до примерно 600 °С.
[118] ПК 64. Способ по любому из предшествующих или последующих примеров комбинаций, дополнительно включающий: перемещение заготовки из нагревателя по истечении заданного времени и перемещение заготовки к прессу горячей штамповки; и горячую штамповку заготовки до заданной формы с помощью пресса горячей штамповки.
[119] ПК 65. Способ по любому из предшествующих или последующих примеров комбинаций, отличающийся тем, что расположение заготовки включает перемещение заготовки вместе с движителем относительно магнитного ротора при поддержании поперечного положения магнитного ротора.
[120] ПК 66. Способ по любому из предшествующих или последующих примеров комбинаций, отличающийся тем, что расположение заготовки включает перемещение магнитного ротора относительно металлической заготовки, при этом поддерживается поперечное положение металлической заготовки.
[121] ПК 67. Способ по любому из предшествующих или последующих примеров комбинаций, дополнительно включающий регулирование магнитного поля для регулировки количества теплоты созданного магнитным ротором, при этом регулирование магнитного поля включает по меньшей мере регулирование одного из: регулирование частоты вращения магнитного ротора, регулирование направления вращения магнитного ротора, регулирование вертикального положения магнитного ротора относительно заготовки, регулирование поперечного положения магнитного ротора относительно заготовки или регулирование продольного положения магнитного ротора относительно заготовки.
[122] ПК 68. Способ по любому из предшествующих или последующих примеров комбинаций, отличающийся тем, что магнитный ротор представляет собой верхний магнитный ротор, причем нагреватель дополнительно содержит нижний магнитный ротор, вертикально смещенный по отношению к верхнему магнитному ротору, при этом прохождение заготовки рядом с магнитным ротором включает прохождение заготовки через зазор между верхним магнитным ротором и нижним магнитными ротором, и при этом вращение магнитного ротора включает вращение верхнего магнитного ротора и нижнего магнитного ротора, чтобы нагреть заготовку.
[123] ПК 69. Способ по любому из предшествующих или последующих примеров комбинаций, отличающийся тем, что заданное время составляет от примерно 30 секунд до примерно 20 минут.
[124] ПК 70. Способ по любому из предшествующих или последующих примеров комбинаций, отличающийся тем, что нагреватель является первым нагревателем, и при этом способ дополнительно включает: перемещение заготовки из первого нагревателя по истечении заданного времени; размещение заготовки во втором нагревателе; и нагрев заготовки вторым нагревателем до заданной температуры.
[125] ПК 71. Способ по любому из предшествующих или последующих примеров комбинаций, отличающийся тем, что второй нагреватель представляет собой газовый нагреватель, инфракрасный нагреватель, роликовую печь, электрическую печь или индукционный нагреватель.
[126] ПК 72. Способ по любому из предшествующих или последующих примеров комбинаций, отличающийся тем, что заданная температура представляет собой температуру солюционирования заготовки, и при этом нагрев заготовки вторым нагревателем дополнительно включает управление температурным профилем заготовки.
[127] ПК 73. Способ по любому из предшествующих или последующих примеров комбинаций, отличающийся тем, что заготовка содержит алюминий.
[128] ПК 74. Способ, включающий: размещение заготовки металлической основы в нагревателе, причем нагреватель содержит магнитный ротор; расположение заготовки рядом с магнитным ротором нагревателя; вращение магнитного ротора для создания магнитного поля в заготовке, чтобы нагреть заготовку; и перемещение заготовки из нагревателя при достижении заготовкой заданной температуры.
[129] ПК 75. Способ по любому из предшествующих или последующих примеров комбинаций, отличающийся тем, что заданная температура составляет от примерно 200 °С до примерно 600 °С.
[130] ПК 76. Способ по любому из предшествующих или последующих примеров комбинаций, отличающийся тем, что нагреватель представляет собой первый нагреватель, и причем способ дополнительно включает: перемещение заготовки из первого нагревателя по истечении заданного времени; размещение заготовки во втором нагревателе; нагрев заготовки вторым нагревателем в течение второго заданного периода времени; перемещение заготовки из второго нагревателя; и горячая штамповка заготовки прессом горячей штамповки.
[131] ПК 77. Способ по любому из предшествующих или последующих примеров комбинаций, отличающийся тем, что нагрев заготовки вторым нагревателем происходит до температуры солюционирования заготовки.
[132] ПК 78. Система горячей штамповки, содержащая: нагреватель с магнитным ротором, причем нагреватель выполнен с возможностью: получение заготовки металлической основы рядом с магнитным ротором; и вращение магнитного ротора для создания магнитного поля в заготовке, чтобы нагреть заготовку.
[133] ПК 79. Система горячей штамповки по любому из предшествующих или последующих примеров комбинаций, отличающаяся тем, что нагреватель представляет собой первый нагреватель, и причем система горячей штамповки дополнительно содержит: второй нагреватель, который выполнен с возможностью: получение заготовки из первого нагревателя; и нагрев заготовки.
[134] ПК 80. Система горячей штамповки по любому из предшествующих или последующих примеров комбинаций, отличающаяся тем, что второй нагреватель содержит газовый нагреватель, инфракрасный нагреватель, роликовую печь, электрическую печь или индукционный нагреватель.
[135] ПК 81. Система горячей штамповки по любому из предшествующих или последующих примеров комбинаций, дополнительно содержащая: пресс горячей штамповки; и движитель, причем движитель выполнен с возможностью перемещать заготовку из нагревателя к прессу горячей штамповки, и при этом пресс горячей штамповки выполнен с возможностью придавать заготовке форму.
[136] Вышеописанные аспекты являются только возможными примерами реализации изобретения, изложенными лишь для ясного понимания принципов настоящего раскрытия изобретения. В описанные выше примеры могут быть внесены многочисленные изменения и модификации без существенного отклонения от сущности и принципов настоящего раскрытия изобретения. Все такие модификации и изменения подлежат включению в сферу применения настоящего раскрытия изобретения, и все возможные пункты формулы, относящиеся к отдельным аспектам или комбинациям элементов или этапов, предназначены для обеспечения настоящего раскрытия изобретения. Кроме того, хотя в настоящем документе, а также в последующих пунктах формулы изобретения употребляются специальные термины, они используются только в общем и описательном смысле, а не в целях ограничения описанного изобретения и последующих пунктов формулы.
Реферат
Системы и способы горячей штамповки металлических заготовок включают получение металлической заготовки нагревателем и расположение заготовки рядом с магнитным ротором нагревателя. Системы и способы также включают нагрев металлической заготовки посредством магнитного ротора путем вращения магнитного ротора. Вращение магнитного ротора создает магнитное поле в металлической заготовке, что приводит к нагреву металлической заготовки. 2 н. и 11 з.п. ф-лы, 2 ил.
Формула
Документы, цитированные в отчёте о поиске
Способ и аппарат для нагревания объекта посредством электромагнитной индукции
Комментарии