Способ (варианты) и устройство для управления источником тока, а также сварочный шлем для пользователя источником тока - RU2498886C2
Код документа: RU2498886C2
Чертежи







Описание
Область техники, к которой относится изобретение
Изобретение относится к способу управления со стороны пользователя соединенным с ручным рабочим прибором источником тока в соответствии с пп.1, 15, 16, 17 формулы.
Также изобретение относится к устройству, в частности сварочному шлему, для управления источником тока, соединенным с ручным рабочим прибором, в соответствии с пп.18 и 19. Также изобретение относится к сварочному шлему для пользователя источника тока.
Под рабочим прибором следует понимать, в частности, однако не исключительно, ручную сварочную горелку сварочного аппарата. Блок управления и индикации или пользовательский интерфейс образован преимущественно сенсорным экраном, который одновременно выполняет функции индикации и управления.
Уровень техники
В WO 2007/009131 A1 описаны способ и устройство для определения положения сварочной горелки в трехмерном пространстве, преимущественно для контроля качества. При этом существует возможность автоматической настройки или автоматического изменения параметров сварки в источнике тока в зависимости от положения сварочной горелки или свариваемого шва, благодаря чему могут быть исключены ошибочные настройки со стороны сварщика.
В целом, из уровня техники известно управление источником тока с помощью элементов управления, которые приводятся в действие пальцами пользователя на пользовательском интерфейсе.
Раскрытие изобретения
Задача изобретения состоит в том, чтобы обеспечить быстрое и управление источником тока без необходимости снятия при этом возможной защитной одежды, в частности защитных рукавиц.
Эта задача решается в части способа за счет того, что функция управления активируется на источнике тока, в результате чего регистрируется движение рабочего прибора в пространстве и результирующее из этого движения положение рабочего прибора назначается блоку управления и индикации. Следовательно, функция управления должна быть сначала активирована на источнике тока, после чего может осуществляться управление за счет движения рабочего прибора. При этом предпочтительно, что пользователь может осуществлять крайне простое управление источником тока бесконтактно с помощью рабочего прибора, даже не снимая защитную одежду. Возможную имеющуюся защитную крышку блока управления и индикации на источнике тока для управления также не требуется снимать. Наконец, такое управление также не зависит от выполнения блока управления и индикации (сенсорный экран, кнопки, поворотные ручки и т.д.). Кроме того, пользователь может определять положение, из которого осуществляется управление. За счет этого пользователю не требуется, например, покидать определенное рабочее место, чтобы осуществить управление.
Активирование функции управления на источнике тока может осуществляться за счет обозначения соответствующей положению рабочего прибора опорной точки, нажатия исполнительного элемента на рабочем приборе, позиционирования рабочего прибора на определенном расстоянии от источника тока или за счет короткого резкого движения рабочим прибором.
Предпочтительным образом движения рабочего прибора в пространстве регистрируются за счет того, что они определяются, по меньшей мере, в трех измерениях пространства или определяется угол рабочего прибора в нем.
Для информирования пользователя при приведении положения в соответствие с элементом управления последний преимущественно на блоке управления и индикации обозначается или отмечается.
Далее может быть предусмотрено, что назначенный элемент управления подтверждается пользователем. Это подтверждение может осуществляться за счет нажатия исполнительного элемента на рабочем приборе, движения рабочего прибора или за счет касания рабочим прибором элемента управления на блоке управления и индикации.
После нажатия элемента управления настраивается или изменяется, по меньшей мере, один, назначенный ему параметр источника тока.
Согласно другому признаку изобретения результирующие из движения рабочего прибора данные обрабатываются в источнике тока.
При этом данные могут передаваться к источнику тока по шине, расположенной в шланговом пучке между рабочим прибором и источником тока.
В части способа задача изобретения решается также за счет того, что в источнике тока записывается процесс движения, причем зарегистрированные движения рабочего прибора снимаются для распознавания процесса движения и сравниваются с записанными процессами движения и в случае совпадения выполняется функциональный процесс.
В части способа задача изобретения решается также за счет того, что с помощью функции управления активируется соединенный с источником тока проекционный дисплей и, по меньшей мере, часть блока управления и индикации отображается на проекционном дисплее, благодаря чему регистрируется движение рабочего прибора в пространстве и результирующее из этого движения положение рабочего прибора назначается блоку управления и индикации.
Далее задача изобретения решается за счет того, что блок управления и индикации выполняется электропроводящим и что за счет касания рабочим прибором электропроводящего блока управления и индикации, в частности элемента управления, происходит прохождение тока между рабочим прибором и блоком управления и индикации.
Наконец, задача изобретения решается посредством описанного выше устройства, причем блок обработки выполнен для осуществления описанного выше способа. При этом предпочтительно, что управление происходит преимущественно исключительно за счет движений ручного рабочего прибора, без необходимости, например, нажатия кнопок. Другие преимущества приведены в нижеследующих описании и примерах.
В частности, задача изобретения решается также посредством сварочного шлема, причем его забрало выполнено в виде проекционного дисплея и активируется с помощью функции управления, а, по меньшей мере, часть блока управления и индикации отображается на проекционном дисплее, благодаря чему регистрируется движение рабочего прибора в пространстве и результирующее из этого движения положение рабочего прибора назначается блоку управления и индикации.
Краткое описание чертежей
Изобретение более подробно поясняется со ссылкой на прилагаемые схематичные чертежи, на которых изображают:
- фиг.1: вид спереди источника тока или сварочного аппарата;
- фиг.2: источник тока или сварочный аппарат со сварочной горелкой в качестве рабочего прибора в пространстве;
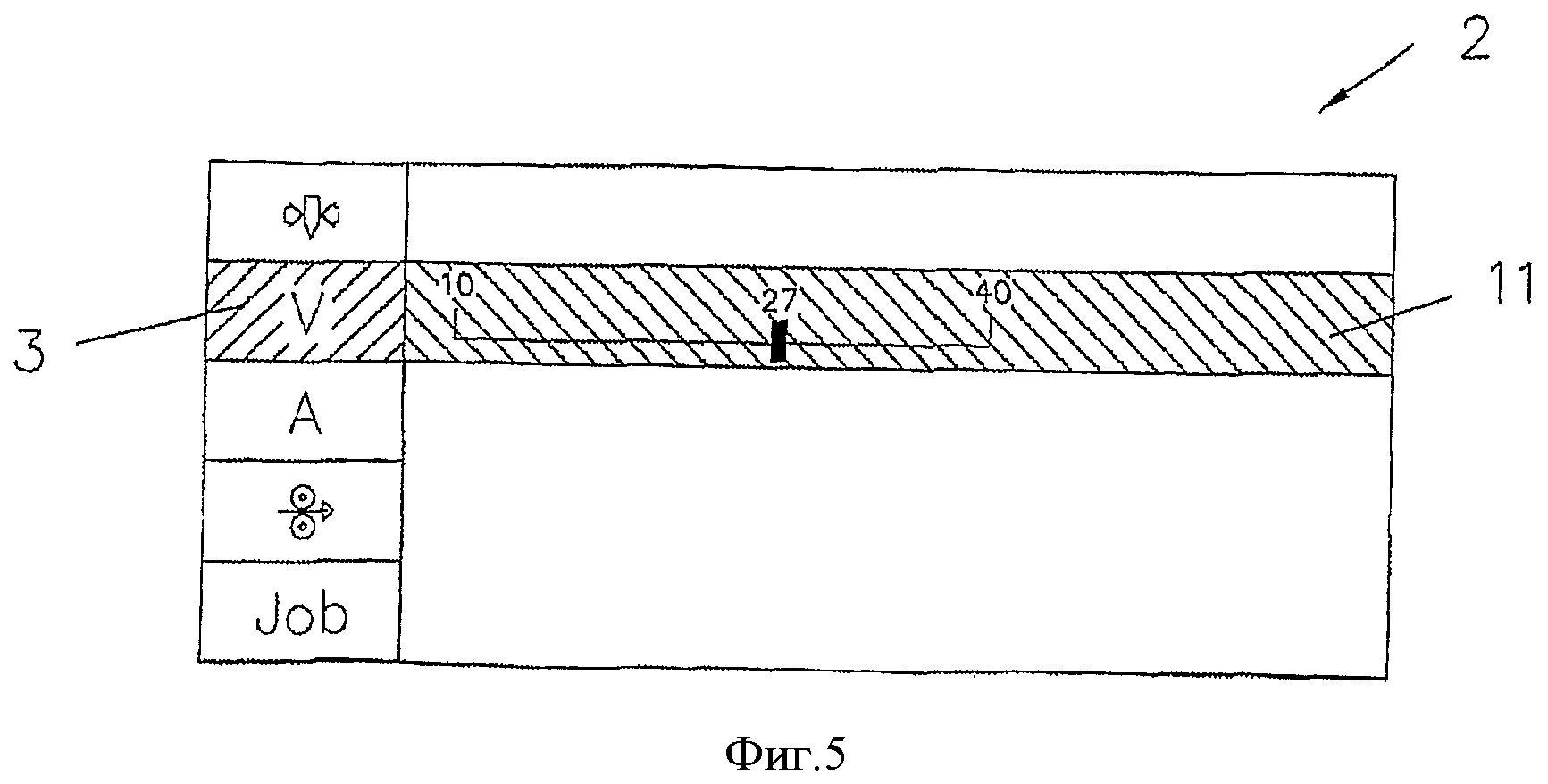
- фиг.3-5: различные виды устройства управления и индикации источника тока;
- фиг.6-8: различные виды устройства управления и индикации источника тока в соответствии с изобретением;
- фиг.9: вид сварочного шлема для осуществления способа управления в соответствии с изобретением.
Осуществление изобретения
В качестве преамбулы следует отметить, что одинаковые части примера осуществления обозначены одинаковыми ссылочными позициями, причем содержащиеся в описании раскрытые признаки могут быть перенесены на одинаковые части с одинаковыми ссылочными позициями. Кроме того, отдельные признаки изображенного примера осуществления или изображенных примеров осуществления могут представлять собой самостоятельные решения изобретения.
Управление источником тока 1 осуществляется, как правило, пользователем посредством пользовательского интерфейса или блока 2 управления и индикации путем нажатия пользователем интегрированных в блок 2 элементов управления 3. Для осуществления определенных настроек на источнике тока 1, в частности перед проведением сварочного процесса, пользователь нажимает пальцами элементы управления 3. Для этого в большинстве случае ручной рабочий прибор 4, в частности сварочную горелку, и возможно, также защитную рукавицу необходимо снять, прежде чем можно будет произвести настройки. Зачастую на блоке 2 расположено большое число элементов управления 3, с помощью которых может настраиваться большое число параметров. Соответственно в большинстве случае элементы управления 3 нельзя нажать защитной рукавицей. На фиг.1 изображен вид спереди источника тока 1 с блоком 2 с некоторыми обозначенными в качестве примера элементами управления 3. Блок 2 образован преимущественно так называемым сенсорным экраном, который выполняет как функцию управления, так и функцию индикации. Под блоком 2 изображены два вывода на источнике тока 1, к которым посредством шлангового пучка 5 может быть присоединен ручной рабочий прибор 4 (фиг.2).
Согласно изобретению управление осуществляется за счет движений рабочего прибора 4 в пространстве 6 рукой пользователя таким образом, что после активирования функции управления на источнике тока 1 результирующее из движений положение автоматически назначается блоку 2, в частности элементу управления 3.
Таким образом, параметр источника тока 1 может быть настроен пользователем непосредственно через рабочий прибор 4, как если бы настройка была произведена с помощью элементов управления 3 на блоке 2. Например, сварщик выполняет движения сварочной горелкой или другим ручным компонентом сварочного аппарата, например дистанционным регулятором. Настройки посредством предложенного управления могут производиться до или после выполненных рабочим прибором 4 работ или между ними, т.е., например, до или после сварочных процессов или между ними. Управление в процессе сварки осуществляться не должно. Например, при зажигании дуги или приложении высокой частоты для зажигания дуги функция управления дезактивируется.
Предложенный способ управления источником тока 1 за счет движений рабочего прибора 4 в пространстве 6 рукой пользователя описан с помощью фиг.2-8. Пользователь держит рабочий прибор 4 в руке и, совершая им движения в так называемом диапазоне управления, может управлять блоком 2 источника тока 1. Диапазон управления может определяться по-разному, причем для рабочего прибора 4 в диапазоне управления всегда определяется опорная точка. Например, рабочий прибор 4 может быть позиционирован на определенном расстоянии 7 от блока 2, в результате чего опорная точка определяется и автоматически переносится на функцию управления источником тока 1, или та активируется. За счет этого пользователь может взглянуть на блок 2 и контролируемым образом произвести настройки. С другой стороны, можно также переключиться на функцию управления посредством исполнительного элемента 10 на рабочем приборе 4 и одновременно с нажатием исполнительного элемента 10 определить опорную точку. При этом на рабочем приборе 4 может быть расположен собственный исполнительный элемент 10, или могут быть привлечены имеющиеся исполнительные элементы 10, например для проведения сварочного процесса. Например, имеющиеся исполнительные элементы 10 должны быть нажаты на определенный промежуток времени, причем положение рабочего прибора 4 преимущественно не зависит от удаления или направления блока 2.
Переключение на функцию управления может происходить также за счет ориентации рабочего прибора 4 в направлении источника тока 1. При этом определяется опорная точка, как только произойдет «визуальный контакт» между рабочим прибором 4 и блоком 2 или источником тока 1. Переключение возможно также за счет короткого резкого движения рабочего прибора 4 подобно стуку.
Таким образом, в результате переключения происходит изменение режимов рабочего прибора 4 - переход с режима сварки на режим управления. С переходом на режим управления активируется функция управления, причем по причинам безопасности предпочтительно дезактивируются определенные функции источника тока 1. Например, силовая часть источника тока 1 может быть отключена, так что сварочный ток не подается, если случайно происходит неправильное управление. Также может быть прервана, например, подача газа.
После переключения на функцию управления на блоке 2, например в середине, определяется и отображается опорная точка, исходя из которой пользователь за счет движений рабочим прибором 4 может управлять блоком 2. Следовательно, движения совершаются относительно опорной точки. При этом опорная точка в блоке 2, в основном, соответствует опорной точке в диапазоне управления. Например, в качестве опорной точки обозначается или отмечается элемент управления 3, например за счет изменения цвета или за счет светодиода. Таким образом, пользователь знает, в каком положении он находится на блоке 2, и может отметить нужный ему элемент управления 3 за счет соответствующего движения рабочего прибора 4. Для этого в него интегрирован блок 8, который в зависимости от положения рабочего прибора 4 вырабатывает сигнал и посылает его источнику тока 1, где этот сигнал обрабатывается блоком обработки 9. На блоке 2 обозначается или отмечается элемент управления 3, назначенный текущему положению рабочего прибора 4. С помощью рабочего прибора 4 на блоке 2 перемещается, в основном, курсор, или осуществляется навигация. Блок 2 может быть образован графическим дисплеем, пленочной клавиатурой, сенсорным экраном и т.п.
Движения рабочего прибора 4 регистрируются предпочтительно посредством координат x, y, z трехмерного пространства 6 и/или за счет изменений угла. При этом угол относится, в основном, к движениям запястья, причем координаты или положение кисти остаются, в основном, неизменными. Поэтому положение или координаты рабочего прибора 4 изменяются за счет изменений угла (вверх/вниз и влево/вправо), в результате чего на блоке 2 перемещается, например, курсор. При этом курсор может перемещаться на блоке 2 непрерывно или в соответствии с перемещением назначен следующему элементу управления 2 блока 2. Если нужный элемент управления 3 отмечен, т.е. положение рабочего прибора 4 соответствует нужному элементу управления 3, то пользователь предпочтительно путем нажатия исполнительного элемента 10 на рабочем приборе 4 может подтвердить соответствие. Подтверждение, например кнопкой, может вызвать различные процессы, которые зависят от области применения источника тока 1.
Один процесс может заключаться в том, что параметр источника тока 1 непосредственно изменяется нажатием элемента управления 3. При этом элемент управления 3 непосредственно соответствует соответствующему параметру, как, например, при выборе метода сварки.
Другой процесс может заключаться в том, что элемент управления 3, правда, непосредственно соответствует параметру источника тока 1, однако дополнительно следует настроить значение параметра. Так, после подтверждения элемента управления 3 на блоке 2 существует возможность настройки значения.
Точно также может быть инициирован процесс, заключающийся в том, что только после подтверждения соответствующего элемента управления 3 выбирается параметр, а затем его значение должно быть настроено за счет движения рабочего прибора 4. Это происходит также в случае, если соответствующий параметр представляет собой пункт меню.
Настройка значения параметра может осуществляться различным образом, так что описанные ниже возможности настройки приведены лишь в качестве примеров.
Так, значение может быть настроено таким образом, что на блоке 2 отображается полоска 11, на которой отмечается текущее значение и за счет движений рабочего прибора 4 может быть изменено (фиг.3-5). Например, на блоке 2 выбирается элемент управления 3. При подтверждении исполнительной кнопкой 10 назначения положения рабочего прибора 4 отмеченному элементу управления 3 рядом появляется полоска 11 с текущим значением. Если полоска 11 отмечается и подтверждается движениями рабочего прибора 4, то значение может быть изменено и подтверждено новыми движениями. Затем изображение блока 2 снова изменяется в исходном положении на фиг.3. Точно так же на блоке 2 может отображаться или отмечаться поворотная ручка в качестве исполнительного элемента 3, так что за счет соответствующего кругового движения рабочего прибора 4 изменяется соответствующее значение, как это схематично показано на фиг.6 и 7. Например, после подтверждения отмеченного исполнительного элемента 3 или поворотной ручки круговым движением рабочего прибора 4 значение можно изменить, например, со «125» на «200» и подтвердить его.
На фиг.8 один процесс может также заключаться в том, что за счет многократного подтверждения отмеченного элемента управления 3 выбирается нужный параметр, который обозначается, например, светодиодом. Для настройки значения параметра вместо полоски 11 могут отображаться соответствующие элементы, с помощью которых значение можно повысить или уменьшить. Это может происходить, например, таким образом, что за счет отметки элемента значение соответственно изменяется. Точно так же изменение может быть вызвано нажатием кнопки. Настраиваемое значение может дополнительно отображаться также на дисплее рабочего прибора 4. При таких возможностях настройки достаточно обработать только два измерения движения рабочего прибора 4. Обработка трех измерений его движения может потребоваться, например, тогда, когда на характеристике смещается рабочая точка сварочного процесса, а характеристика отображается в трехмерном виде на блоке 2.
Следовательно, пользователь может произвести все настройки на источнике тока 1 за счет движений рабочего прибора 4 в своей руке и, при необходимости, посредством исполнительного элемента 10 на нем.
В случае, например, графического дисплея это может происходить таким образом, что рабочий прибор 4 управляет указателем в виде символа сварочной горелки или в виде стрелки, т.е. за счет движения рабочего прибора 4 в пространстве 6 регистрируются положение и движение, которые переносятся на указатель. Если переместить рабочий прибор 4, например, вверх, то указатель на блоке 2 также переместится вверх. Точно так же за счет соответствующего движения рабочего прибора 4 в пространстве 6 указатель может перемещаться, или им можно управлять влево, вправо, вниз, по кругу или по любой траектории. Чтобы упростить пользователю такое управление за счет движения рабочего прибора 4 в пространстве 6, поскольку расположенные близко друг к другу элементы управления 3 часто труднее выбрать из-за удаления, можно использовать, например, особый блок 2 источника тока 1. При этом пользователь может настроить, например, на источнике тока 1 сварочного аппарата то, что он хотел бы осуществить управление с помощью рабочего прибора 4, после чего производится изменение блока 2. Например, в случае традиционного способа управления отображается другой блок 2, нежели при настройке посредством рабочего прибора 4. Предпочтительно при настройке посредством рабочего прибора 4 блок 2 выполняется упрощенным, а выбираемые элементы управления 3 изображаются в увеличенном виде. За счет этого пользователь может легче перемещать указатель на соответствующие элементы управления 3. Для этого блок 2 выполняется в нескольких плоскостях, чтобы предоставить в распоряжение сварщика все возможности настройки. Например, в первой плоскости изображаются только самые основные элементы управления 3 сварочным током, скоростью подачи проволоки и т.д. и дополнительный элемент управления 3 для переключения на другие возможности настройки. Когда пользователь посредством указателя выбирает элемент управления 3 и активирует его, открывается новый блок 2, на котором пользователь может производить настройку выбранного параметра посредством полоски 11, ввод значений посредством имитируемой поворотной ручки и т.д. Таким образом, надежное управление элементами управления 3 возможно также с большего расстояния. Разумеется, сварщик по своему усмотрению может настраивать также размер символов элементов управления 3. В соответствии с этим в одной плоскости можно изображать также несколько параметров. Сварщик может согласовать блок 2 для управления преимущественно индивидуально со своими потребностями и навыками.
При этом движения для управления несопоставимы, например, с движениями в процессе сварки, так что уже это отличие делает возможным переключение на функцию управления. После того как настройки произведены, функция управления закончена, так что пользователь может использовать рабочий прибор 4, например может осуществить сварочный процесс. При этом окончание функции или переход на режим управления происходит за счет нажатия исполнительного элемента 10 или за счет удаления рабочего прибора 4 от блока 2, наоборот, для переключения на функцию управления. Таким образом, с помощью рабочего прибора 4 можно активировать и дезактивировать управление или подать или снять заявку на управление.
Существует большое число возможностей того, как могут быть выполнены и как согласованы между собой блок 8 в рабочем приборе 4 и блок обработки 9 в источнике тока 1. В качестве примеров ниже приведены некоторые.
Например, блок 8 может быть образован инфракрасной камерой, а блок обработки 9 - двумя опорными точками в блоке 2. За счет этого можно определить положение - в основном, координаты в двух- или трехмерном пространстве - рабочего прибора 4 относительно источника тока 1. В соответствии с этим положение движения рабочего прибора можно присвоить элементу управления 3. При этом передача данных происходит предпочтительно по шине в шланговом пучке 5.
Также блок 8 может быть образован инфракрасной светодиодной, а блок обработки 9 - инфракрасной камерой. Таким образом, за счет движений рабочего прибора 4 можно определить положение или его изменения и присвоить элементу управления 3 на блоке 2.
Блок 8 в рабочем приборе 4 может быть образован также, по меньшей мере, одним датчиком, таким как датчик наклона, датчик ускорения или гиродатчик, данные которого обрабатываются соответствующей программой блока обработки 9. Таким образом, положение движения может быть соответственно присвоено элементу управления 3 на блоке 2.
Блок 8 и блок обработки 9 могут иметь также отдельные функции. Например, расстояние между рабочим прибором 4 и блоком 2 может определяться соответствующими датчиками, а для определения положения рабочего прибора 4 могут использоваться независимые датчики. Также возможно, чтобы в блоке 8 обрабатывались движения рабочего прибора 4 и выполнялись соответствующие шаги. Питание блока 8 и, при необходимости, датчиков может осуществляться через шланговый пучок 5. Предпочтительно также передача данных происходит по последовательной шине данных в шланговом пучке 5 или как альтернатива этому - беспроводным путем.
Согласно изобретению также предусмотрено, что, по меньшей мере, один процесс одного движения рабочего прибора 4 в пространстве 6 вызывает действие или срабатывание функции. Это может происходить, например, при тех же условиях, что и для уже описанного управления блоком 2, т.е., во-первых, до, после сварочного процесса или между сварочными процессами и т.п., во-вторых, на определенном расстоянии 7 от источника тока 1, а, в-третьих, за счет нажатия исполнительного элемента 10. Благодаря этому в процессе сварки не возникает управляющего действия. Действие может быть вызвано резким изменением положения рабочего прибора 4, которое инициируется соответствующими движениями. Резкие изменения могут быть вызваны тряской рабочего прибора 4, подобно стуку, или, по меньшей мере, одним определенным процессом движения. Таким образом, действие может быть вызвано, например, резким боковым или вертикальным движением, превышением значения ускорения или зависимым от времени изменением положения. Такие процессы конфигурируются пользователем соответственно в действие, или процессы уже записаны. Тем самым, совершаемый пользователем процесс движения может сравниваться с записанными процессами, причем совершаемые процессы движения могут соответственно сниматься. Следовательно, не требуется никакой опорной точки, поскольку управление осуществляется с помощью процесса движения. Например, можно включить освещение рабочего прибора 4 или изменить предварительную сварочную настройку, так называемое сварочное задание. Также источник тока 1 может быть переведен в режим ожидания, если рабочий прибор 4 в течение определенного времени неподвижен, или в рабочий режим, если рабочий прибор 4 по истечении определенного времени движется. При этом можно также дополнительно включить так называемую предварительную продувку газом, которая требуется для сварочного процесса. Также при резких изменениях положения рабочего прибора 4 можно регистрировать значения ускорения и в зависимости от этого вызывать определенные действия. Сравнение между изменением положения рабочего прибора 4 и положением источника тока 1 может вызвать, например, такое действие, что источник тока 1 выключается, если рабочий прибор 4 упал на пол. Вследствие этого не происходит управления на блоке 2 посредством рабочего прибора 4, а происходит обычное управление источником тока 1.
Такие действия могут быть обнаружены также в режиме сварки или в рабочем режиме. Упомянутые действия могут быть также комбинированы, например, таким образом, что освещение, такое как светодиод, рабочего прибора 4 при его движении включается и соответственно выключается, когда он неподвижен. При этом может быть также дополнительно активирован режим ожидания. Другие действия могут касаться заправки сварочной проволоки, проведения газовых испытаний и/или т.п.
Разумеется, блок 8 и, при необходимости, дополнительные датчики рабочего прибора 4 могут быть расположены также в защитной рукавице, с помощью которой пользователь удерживает рабочий прибор 4. За счет этого можно улучшить экранирование и повысить точность. Питание может осуществляться также посредством шлангового пучка 5, причем защитная рукавица должна быть соединена с рабочим прибором 4.
Следует еще упомянуть, что блок 2 может быть расположен на удалении также от источника тока 1, например на устройстве для подачи проволоки или на внешнем экране. Далее возможно также расположение по одному блоку 2 как на источнике тока 1, так и на устройстве для подачи проволоки. При этом каждому блоку 2 придан блок обработки 9, причем управление, в частности в случае разных блоков 2 на источнике тока 1 и устройстве для подачи проволоки, может осуществляться только на одном блоке 2. Это решение может быть принято, например, таким образом, что осуществляется управление блоком 2 того аппарата, к которому подключен рабочий прибор 4. Управление может осуществляться также тем блоком 2, который расположен ближе к рабочему прибору 4. При этом дезактивируется блок обработки 9, приданный блоку 2, управление которым не осуществляется. Точно так же блок обработки 9 может дезактивироваться вручную пользователем. Кроме того, блок 2 может быть реализован так называемым проекционным дисплеем в забрале защитного шлема. При этом управление источником тока 1 может осуществляться прямо на рабочем месте, поскольку блок 2 появляется на проекционном дисплее. Как уже сказано, функция управления остается за счет этого, в основном, неизменной. Управление может осуществляться также посредством 3D-экрана, соответственно изображающего блок 2.
На фиг.9 изображено применение так называемого проекционного дисплея 12 сварочного шлема 13, сварочной маски, ручной сварочной маски или защитной маски для осуществления предложенного способа. Для лучшего понимания следует частично повторить уже сказанное и частично сослаться на него. По окончании сварочного процесса или до его начала сварщик или пользователь нажимает соответствующую комбинацию кнопок, в частности исполнительный элемент 10 на горелке или рабочем приборе 4, в результате чего активируется проекционный дисплей 12 в забрале сварочного шлема 13 и включается функция управления. Преимущественно невозможно активировать проекционный дисплей 12 в процессе сварки за счет случайного нажатия исполнительного элемента 10. Для этого может быть предусмотрен соответствующий режим безопасности, в котором при нажатии исполнительного элемента 10 перед активированием проекционного дисплея 12 устройство управления источника тока 1 проверяет, зажжена ли дуга или нет. В случае наличия дуги предотвращается появление проекционного дисплея 12, с тем чтобы забрало продолжало служить пользователю в качестве защиты от дуги, чтобы не ухудшались условия видимости через сварочный шлем 13 и чтобы не произошло случайного изменения параметров сварки за счет движения горелки в процессе сварки.
Как уже сказано, функция управления активируется предпочтительно исполнительным элементом 10 на рабочем приборе 4, в результате чего источник тока 1 переходит в режим управления и активирует проекционный дисплей 12, на котором отображается, по меньшей мере, часть блока 2. Источник тока 1 обнаруживает наличие проекционного дисплея 12 за счет подключенного соединения для передачи данных и/или питающего соединения. Эти соединения могут быть выполнены беспроводным и/или проводным путем, например посредством проходящей в шланговом пучке 5 шины данных или соединительного провода 14. Разумеется, возможно также непосредственное соединение между рабочим прибором 4 и проекционным дисплеем 12. Для включения функции управления на проекционном дисплее 12 в сварочном шлеме 13 и/или в источнике тока 1 расположены соответствующее устройство 15 для создания изображений и, при необходимости, устройство обработки 16. Например, с устройством обработки 16 соединен интегрированный в сварочный шлем 13 выключатель, с помощью которого можно активировать проекционный дисплей 12 или функцию управления.
Сварщик имеет также возможность произвести на сварочном аппарате или источнике тока 1 посредством блока 2 предварительную настройку дизайна включенной на проекционном дисплее 12 функции управления. При этом сварщик может настроить, выглядит ли поверхность проекционного дисплея 12 также, как и выполнение или отображение на сварочном аппарате 1, или же появляется измененное изображение. Например, можно использовать упрощенную поверхность с меньшим числом возможностей настройки и при выборе одной возможности настройки открыть подокно. Это имеет то преимущество, что для этого символы или элементы управления 3 можно изображать на проекционном дисплее 12 большими и сварщику обеспечивается более легкое управление. Сварщик может составлять соответствующие маски с соответственно выбранными параметрами сварки, которые появляются тогда на проекционном дисплее 12, в частности в виде главной маски, так что сварщик может максимально быстро произвести настройки сварочного процесса без необходимости вызова нескольких масок. Таким образом, возможно произвольное согласование поверхности с функцией управления для проекционного дисплея 12.
Точно также при активировании функции управления на проекционном дисплее 12 изображается опорная точка, благодаря чему возможна навигация и/или осуществляется цветное обозначение элемента управления 3, причем за счет движения горелки цветное обозначение смещается на другие элементы управления 3. При этом за счет движений рабочего прибора 4 элементы управления 3 могут назначаться на проекционном дисплее 12 в соответствии со своим положением, и могут настраиваться соответствующие параметры. Таким образом, рабочий прибор 4 движется, в основном, по заготовке или на рабочем месте, т.е. независимо от положения источника тока 1, так что по отношению к движениям рабочего прибора 4 на проекционном дисплее 12 движется и опорная точка. В соответствии с этим опорная точка, как уже сказано, присваивается нужному элементу управления 3 и подтверждается, так что могут быть произведены настройки. Это имеет то большое преимущество, что пользователю больше не приходится отворачиваться от заготовки, а он непосредственно над ней, перемещая сварочную горелку в воздухе или в пространстве, вызывает движение опорной точки на проекционном дисплее 12 и, тем самым, может вызвать и изменить соответствующую настройку за счет выбора элемента управления 3 с помощью опорной точки, преимущественно, нажав на кнопку. Если пользователь не хочет произвести настройку посредством проекционного дисплея 12, или если тот не активирован, то по окончании сварочного процесса сварщик должен выпрямиться и повернуться к сварочному аппарату, в частности к блоку 2, так что он может видеть опорную точку на блоке 2 и за счет соответствующего движения горелки в воздухе перемещает опорную точку на соответствующий элемент управления 3. Следовательно, процесс настройки длится существенно дольше, и сварщику приходится также менять свое положение относительно заготовки, что при использовании проекционного дисплея 12 не является необходимым.
Разумеется, как уже сказано, настройки, например повышение или понижение значения сварочного тока, сварочного напряжения, скорости подачи проволоки и т.п., могут осуществляться также посредством других, расположенных на рабочем приборе 4 стандартных выключателей или стандартных кнопок, таких как, по меньшей мере, один, расположенный на верхней стороне рабочего прибора 4 исполнительный элемент 10. Следовательно, пользователь осуществляет управление посредством проекционного дисплея 12 также, как и на блоке 2 источника тока 1. Дезактивирование проекционного дисплея 12 осуществляется, в основном, как дезактивирование на блоке 2 источника тока 1. Например, для этого на исполнительный элемент 10 нажимают на определенный промежуток времени или выбирают элемент управления 3 для окончания функции управления с помощью рабочего прибора 4. После дезактивирования проекционного дисплея 12 сварочный шлем 13 снова выполняет свою стандартную функцию, так что пользователь защищен от дуги сварочного процесса. Разумеется, в процессе сварки на проекционном дисплее 12, тем не менее, могут отображаться, например, текущие или настроенные значения сварочного тока или скорости подачи проволоки, с тем чтобы пользователь мог следить за фактическими значениями определенных параметров сварки. При этом пользователь может сделать соответствующий выбор отображаемых параметров сварки в процессе сварки. Важным является то, что это изображение предпочтительно прозрачное и позиционируется на выбранных участках смотрового окна, что лишь незначительно ограничивает поле зрения пользователя.
Подводя итоги, можно, тем самым, сказать, что с помощью интегрированного в сварочный шлем 13 или сварочную маску проекционного дисплея 12 пользователь может осуществлять неограниченное управление всем сварочным оборудованием без необходимости подходить или поворачиваться к сварочному аппарату. За счет нажатия исполнительного элемента 10 активируется проекционный дисплей 12 в сварочном шлеме 13, причем, например, элемент управления 3 в качестве опорной точки отмечается цветным обозначением данного положения рабочего прибора 4. За счет движения рабочего прибора 4 опорная точка или цветное обозначение смещается на тот элемент управления 3, с помощью которого должны быть настроены параметры. Благодаря режиму безопасности управление посредством горелки в процессе сварки прекращено или дезактивировано. Разумеется, изобретение может применяться аналогичным образом в процессе резки. Проекционный дисплей 12 может быть заменен также эквивалентными отображающими элементами, например прозрачным экраном.
Разумеется, управление источником тока 1 может осуществляться дополнительно также непосредственно через элементы управления 3 на блоке 2. Например, это управление может использоваться для основной конфигурации, тогда как предложенное управление с помощью рабочего прибора 4 осуществляется для тонких настроек после пробной сварки.
Также предложенное управление может осуществляться за счет уменьшения до минимума расстояния 7 между рабочим прибором 4 и блоком 2. При этом элементы управления 3 срабатывают, а настройки производятся, в основном, непосредственно от рабочего прибора 4. Для этого также возможно, чтобы между блоком 2 и рабочим прибором 4 горела дуга крайне малой энергии или за счет нажатия исполнительного элемента 10 между ними активировался ток, с помощью которого можно отметить или выбрать нужный элемент управления 3. Если затем рабочий прибор 4 контактирует с блоком 2, то в результате короткого замыкания гаснет дуга и срабатывает элемент управления 3.
Реферат
Изобретение относится к способу и устройству для управления источником тока (1), соединенным с ручным рабочим прибором (4) в виде сварочной горелки. Посредством элементов управления (3) блока (2) управления и индикации на источнике тока (1) настраиваются параметры источника тока (1). Посредством расположенного в источнике тока (1) блока обработки (9) регистрируется движение рабочего прибора (4) в пространстве (6). Для обеспечения быстрого управления источником тока даже без снятия пользователем возможной защитной одежды предусмотрено, что на источнике тока (1) активируется функция управления, после чего регистрируется движение рабочего прибора (4) в пространстве (6) и результирующее из этого движения положение рабочего прибора (4) назначается блоку (2). 4 н. и 12 з.п. ф-лы, 9 ил.
Формула
Документы, цитированные в отчёте о поиске
Устройство обработки лазерным лучом
Комментарии