Литая деталь, имеющая металлическую функциональную область - RU2683678C2
Код документа: RU2683678C2
Чертежи





Описание
Изобретение касается электрической машины, а также способа ее изготовления.
Литая деталь известна из US 4,134,036 A. Известная из этого патента литая деталь может изготавливаться из алюминия или другого материала высокой прочности и низкого веса в виде литой детали, похожей на колокол. Во многих случаях после литья для применения в каком-либо устройстве через некоторый интервал времени после литья с помощью последующей прецизионной обработки должно осуществляться расширение функции литой детали. Расширение ее функции может заключаться в том, чтобы металлическая функциональная область путем последующей прецизионной обработки могла фиксировать некоторый дополнительный компонент устройства. Например, в названном патенте устройство представляет собой электрическую машину, у которой при эксплуатации путем подачи тока на обмотки статора приводится во вращение ротор. Возникающие при этом силы приводят к противодействующим силам в статоре, который зафиксирован при этом в качестве дополнительного компонента электрической машины в ее корпусе, т.е. в литой детали. Для этого в патенте, напр., предусмотрены продольные балки на внутренней стороне литой детали, круглые канавки и отверстия для крепления корпуса к оставшейся части инструмента. Продольные балки должны своими выступами и несущими частями фиксировать статор в корпусе и препятствовать относительному вращению между корпусом и статором. Канавки могут использоваться для того, чтобы препятствовать относительному осевому движению между статором и корпусом. В названом патенте, исходя из разных возможностей соединения статора с корпусом, описывается также фиксация статора в корпусе при помощи прессовой посадки. При этом дополнительно статор защищается от прокручивания при помощи винтового соединения, которое распространяется от наружной стороны корпуса в статор. Это расширение функции корпуса тоже требует последующего выполнения проема путем обработки резанием корпуса, т.е. литой детали. Защита статора от прокручивания в корпусе часто необходима для надежного обеспечения передачи сил и вращающих моментов как в процессе изготовления для фиксации положения, так и в течение срока службы изделия при влиянии сил, вращающих моментов и высоких термических нагрузок.
JP 2010-178589 A касается улучшения коэффициента полезного действия вращающейся электрической машины. Коэффициент полезного действия эффективно улучшается таким образом, что на пакет листов статора действует равномерное растягивающее напряжение. Внутренний диаметр корпуса вращающейся электрической машины и наружный диаметр пакета листов статора имеют одинаковое значение, так что пакет листов статора может вставляться в корпус. Пакет листов статора имеет пазы в осевом направлении по пакету листов статора на его поверхности. О корпус трется вращающийся инструмент, так что материал корпуса, пластифицированный, может течь в пазы статора. Тем самым статор крепится по своей поверхности к корпусу в двух или больше местах. Если для корпуса в качестве материала применяется алюминиевый сплав, то желательно, чтобы вращающийся инструмент двигался в осевом направлении по корпусу с частотой вращения 800 об./мин. со скоростью 200 мм/мин. Этот корпус из немагнитного материала, такого как алюминиевых сплав, или же может быть из аустенитного материала SUS. Сокращение SUS, согласно японскому промышленному стандарту JIS, относится к нержавеющей стали.
У аустенитной составляющей структуры предельное удлинение A составляет округленно около 40-50. Эти значения указаны, напр., в Википедии под следующим линком: http://de.wikipedia.org/wiki/Austenit_(Gef%C3%BCgebestandteil).
Предельное удлинение находится при испытании на растяжение. Испытание на растяжение представляет собой нормированный стандартный процесс контроля материала с целью определения предела текучести, предела прочности на растяжение, предельного удлинения и других характеристик материалов. Испытание на растяжение описано, напр., под http://en.wikipedia.org/wiki/Tensile_testing. Предельное удлинение находится при помощи стандартизированных образцов.
У образцов в виде стержней, имеющих круглое поперечное сечение, для указания предельного удлинения чащей всего применяется индекс 5 или 10. Он относится к отношению k начальной длины L0 измерения и начального диаметра d0 круглого поперечного сечения. Так при испытании на растяжение при помощи образца, имеющего k=5, находится предельное удлинение A5.
У железного и стального листа обычно находится предельное удлинение у плоского образца, имеющего начальную длину L0 измерения 80 мм, и указывается как предельное удлинение A80мм или часто, сокращенно, как предельное удлинение A80.
У цветных металлов предельное удлинение обычно находится у плоского образца, имеющего начальную длину L0 измерения 50 мм, и указывается как предельное удлинение A50мм или часто, сокращенно, как предельное удлинение A50.
Нахождение предельного удлинения осуществляется нормальным образом при температуре помещения, напр., 23°C.
Изготовители материалов для литья или изготавливаемых из этих материалов литых деталей специфицируют минимальное предельное удлинение для материала для литья или литой детали, указывая предельное удлинение A, которое, как правило, соответствует значению A5, A10,A50ммили A80мм.
JP 2010-178598 A касается улучшения термической проводимости между пакетом листов статора и металлическим корпусом, без ухудшения в большей мере магнитных свойств листов в узле, когда соединяются пакет листов статора и металлический корпус. Для этого пакет листов вставляется в цилиндрический металлический корпус, и узел формируется путем сварки трением пакета листов статора и металлического корпуса. Так как соединение создается за счет разминания материала при сварке трением и пластическом течении, нет необходимости в плавлении магнитных листов. Так как в этом соединении не возникают большие термические напряжения, магнитные свойства магнитных листов не ухудшаются в большой мере. Благодаря металлургическому соединению между металлическим корпусом и пакетом листов статора, улучшается термическая проводимость по сравнению с чисто механическим касанием металлического корпуса и пакета листов статора, и вместе с тем также улучшается охлаждение динамоэлектрической машины. Когда металлический корпус изготовлен из сплава, содержащего алюминий, инструмент для сварки трением ведется по металлическому корпусу с частотой вращения 800 об./мин. со скоростью 200 м/мин. Этот инструмент состоит из SKD61 (инструментальная сталь в соответствии с JIS, напр., http://www.steel-grades.com/Steel-grades/Tool-steel-Hard-alloy/skd61.html), имеет цилиндрическую основную часть диаметром 20 мм и выступающую на ее конце 5 цилиндрическую часть, имеющую диаметр 5 мм. Толщина корпуса составляет 6 мм. Глубина проникновения инструмента во время сварки трением составляет 5,5 мм, при этом корпус имеет толщину 6 мм.
Далее, US 2014/0246882 A1 раскрывает конструкцию для транспортного средства. WO 2005/018865 A1 раскрывает способ повышения прочности и/или нагрузочной способности заготовок методом сварки трением. Кроме того, DE 10 2007 026 667 A1 раскрывает способ сварки и устройство для выполнения способа сварки. Далее, EP 1 400 302 A1 раскрывает способ соединения металлического материала посредством инструмента для сварки трением.
Наконец, US 4,134,036 раскрывает устройство для монтажа двигателя для вращающейся электрической машины. JP 2010-178598 A и JP 2010-178589 A раскрывают соответственно вращающуюся электрическую машину.
В основе изобретения лежит задача, предложить усовершенствованную электрическую машину, а также способ ее изготовления.
Задача решается с помощью способа с признаками п.1 формулы изобретения.
Предлагаемая изобретением литая деталь включает в себя металлическую функциональную область,
- причем эта функциональную область распространяется в первом направлении от первой стороны ко второй стороне литой детали,
- причем эта литая деталь имеет окружающую область, которая по меньшей мере частично окружает функциональную область,
- при этом функциональная область сформирована способом, основанным на трении.
Задача решается также с помощью электрической машины с признаками п.2 формулы изобретения.
При предлагаемом изобретением способе изготовления предлагаемого изобретением устройства металлическая функциональная область литой детали формируется способом, основанным на трении.
Задача в соответствии с изобретением предпочтительно решается таким образом, что формирование литой детали способом, основанным на трении, предпочтительно расширяет функцию литой детали как конструктивного элемента какого-либо устройства, в частности машины. Предпочтительно экономично способ, основанный на трении, представляет собой основанный на трении способ пластификации литой детали в некотором месте формируемой функциональной области. Предпочтительно экономично функциональная область может с высоким качеством формироваться способом, основанным на трении, после окончательного изготовления литой детали. Предпочтительно экономично с высоким качеством формирование литой детали может осуществляться путем обработки функциональной области каким-либо инструментом.
Функциональная область предназначена для расширения функции литой детали. Функциональная область может предпочтительно экономично с высоким качеством добавлять литой детали какую-либо дополнительную функцию с помощью выполняемых поднутрений, резьб, соединений с геометрическим или с силовым замыканием с непосредственно примыкающими компонентами, в частности из другого материала.
Функциональная область может быть сформирована или формироваться на второй стороне путем обработки каким-либо инструментом, начиная от первой стороны, причем эта обработка, начиная от первой стороны, включает в себя способ, основанный на трении. Так расширение функции может достигаться предпочтительно экономично с высоким качеством. В частности, в случаях, когда функция литой детали должна расширяться в труднодоступных местах, может предпочтительно осуществляться обработка, начиная от первой стороны. Труднодоступное место является при этом вторым местом.
Функциональная область может быть локально ограничена. Предпочтительно экономично эта локально ограниченная функциональная область может формироваться способом, основанным на трении. Когда локально ограниченная функциональная область распространяется на литой детали только локально, издержки формирования функциональной области являются предпочтительно низкими.
Предлагаемый изобретением устройство обладает также тем дополнительным преимуществом, что этот устройство предпочтительно может изготавливаться экономично с высоким качеством. В том числе, можно предпочтительно избегать загрязнения устройства или рабочего места для изготовления устройства. При наличии стружки, которая возникает, напр., при обработке резанием корпуса с целью расширения функции литой детали какой-либо дополнительной функцией, рабочее место загрязняется этой стружкой, и/или стружка попадает в устройство. У предлагаемого изобретением устройства с помощью функциональной области может быть зафиксирован некоторый дополнительный компонент устройства. При изготовлении функциональной области для фиксации этого дополнительного компонента можно, в т.ч., предпочтительно избегать загрязнения рабочего места для изготовления функциональной области и/или загрязнение устройства.
Предлагаемый изобретением способ изготовления предлагаемого изобретением устройства обладает тем дополнительным преимуществом, что предпочтительно экономично с высоким качеством может изготавливаться литая деталь, обладающая основными функциями, а через некоторый интервал времени после этого способом, основанным на трении, может формироваться функциональная область, чтобы наряду с основными функциями литой детали, предпочтительно экономично с высоким качеством обеспечить возможность дополнительной функции. В том числе, литые детали могут предпочтительно изготавливаться в больших количествах экземпляров и применяться для разных типов устройств, при этом предпочтительно дополнительная функция создается путем формирования функциональной области способом, основанным на трении.
Предлагаемое изобретением применение инструмента для формирования функциональной области предлагаемой изобретением литой детали обладает тем дополнительным преимуществом, что предпочтительно экономично с высоким качеством при помощи только одного инструмента может формироваться металлическая функциональная область для расширения функции литой детали.
Предпочтительные варианты осуществления изобретения указаны в зависимых пунктах формулы изобретения. При этом предпочтительно технически совершенствуется предпочтительное исполнение предлагаемой изобретением литой детали, чтобы экономично с высоким качеством можно было предоставить дополнительную функцию литой детали для какого-либо устройства.
Так, предпочтителен один из вариантов осуществления предлагаемой изобретением литой детали, при котором первая сторона вследствие способа, основанного на трении, имеет круглые следы трения. Так предпочтительно функциональная область может формироваться при помощи вращающегося инструмента. При предлагаемом изобретением способе для формирования функциональной области способом, основанным на трении, вращающийся инструмент приводится в контакт с литой деталью, в частности путем прижатия инструмента к поверхности в некотором месте формируемой функциональной области. При этом вследствие трения и прижатия инструмента к поверхности локально выделяется тепло, которое пластифицирует материал литой детали в некотором месте формируемой функциональной области и тем самым делает возможным или, соответственно, облегчает формирование функциональной области. Вращающийся инструмент может предпочтительно представлять собой инструмент известных способов, основанных на трении, напр., инструмент для сварки трением.
В другом предпочтительном варианте осуществления предлагаемой изобретением литой детали окружающая область состоит из материала, обладающего низкой пластичностью, специфицированной для этого материала предельным удлинением A, для которого указано значение меньше 20%, в частности меньше 10%. Действительное предельное удлинение в различных местах материала литой детали может иметь более высокие значения. Литые детали могут изготавливаться с более низкой пластичностью, т.е. с обеспечением низкого специфицированного минимального предельного удлинения A экономично в больших количествах экземпляров с предпочтительно высокой точностью, имея локальные особенности литой детали. При предпочтительном формировании функциональной области способом, основанным на трении, предпочтительно совершенствуется область применения литых деталей, обладающих низкой пластичностью, и/или применение в устройствах в больших количествах экземпляров, так как предпочтительно избегают повышающей расходы обработки литых деталей резанием. Чтобы предпочтительно избежать оттока тепла при формировании функциональной области, окружающая область может иметь устройство, тормозящее поток.
В другом предпочтительном варианте осуществления предлагаемой изобретением литой детали литая деталь изготовлена способом литья под давлением. Для этого предпочтительны материалы, которые содержат по меньшей мере один из элементов: железо, марганец, хром или кобальт, чтобы предпочтительно избежать склонности к прилипанию. Материалы, в частности металлические материалы для литья под давлением, которые содержат по меньшей мере один из этих элементов в предпочтительной для них концентрации, могут специфицироваться предельным удлинением A, которое составляет по большей мере 5%. Так литые детали могут изготавливаться из материалов, которые предпочтительно пригодны для способа литья под давлением, при этом после литья под давления способом литья под давлением предпочтительно достигается лучшая возможность извлечения отлитой литой детали из литейной формы.
В другом предпочтительном варианте осуществления предлагаемой изобретением литой детали функциональная область во втором месте вблизи второй стороны содержит посторонний материал в более высокой концентрации, чем в первом месте вблизи первой стороны. Так может предпочтительно осуществляться соединение посредством материала функциональной области с каким-либо компонентом, примыкающим ко второй стороне. При предлагаемом изобретением способе для этого инструмент для формирования функциональной области может незначительно, в частности на несколько десятых миллиметра, проникать в дополнительный компонент. Так можно предпочтительно избежать трудоемкой подготовки дополнительного компонента к соединению посредством материала. Предпочтительно при этом соединение посредством материала может создаваться за счет диффузии через граничные поверхности функциональной области на второй стороне литой детали и примыкающего дополнительного компонента. При этом посторонний материал представляет собой исходный материал дополнительного компонента, который смешивается с исходным материалом литой детали, так что концентрация представляет собой процентную пространственную долю постороннего материала в отдельных областях вокруг первого или, соответственно, второго места.
В другом предпочтительном варианте осуществления предлагаемой изобретением литой детали вторая сторона сформирована некоторым формированием, которое окружено окружающей областью, причем это формирование образует относительно окружающей области на первой стороне углубление, а на второй стороне - возвышение. Так функция литой детали как конструктивного элемента какого-либо устройства может предпочтительно расширяться с помощью этого формирования.
В другом предпочтительном варианте осуществления предлагаемой изобретением литой детали это формирование содержит стружечный материал. Так предпочтительно с помощью инструмента в дополнительном компоненте, примыкающем на второй стороне литой детали к функциональной области, может создаваться свободное пространство для формирования и после этого с помощью инструмента формироваться это формирование. Предпочтительно при этом инструмент приводится в контакт с литой деталью, создаются свободное пространство и формирование, и только после этого инструмент убирается с литой детали. При этом стружечный материал создается режущей частью инструмента при создании свободного пространства. Благодаря тому, что стружечный материал примыкающего компонента остается в пластифицированном исходном материале в функциональной области, возникает своего рода смешанная структура или, соответственно, дисперсионное упрочнение. Так это формирование может предпочтительно противостоять более высоким воздействующим на него силам.
В другом предпочтительном варианте осуществления предлагаемой изобретением литой детали сформированная функциональная область распространяется линейно во втором направлении. Так предпочтительно функциональная область может адаптироваться к размерам предлагаемого изобретением устройства и при необходимости связанным с ним силам по своей длине во втором направлении. При этом формирование функциональной области способом, основанным на трении, предпочтительно не требует адаптации. Первое и третье направление задают плоскость поперечного сечения, из которой выходит второе направление. Во время формирования функциональной области инструмент в одном из шагов способа формирования функциональной области может двигаться во втором направлении по меньшей мере на отдельных участках с подачей.
В другом предпочтительном варианте осуществления предлагаемой изобретением литой детали сформированная функциональная область является точечной. Так, сформированная функциональная область в предлагаемом изобретением устройстве может предпочтительно находиться в скрытой области. Во время формирования функциональной области инструмент в одном из шагов способа формирования функциональной области может двигаться в первом направлении с подачей.
В одном из предпочтительных вариантов осуществления предлагаемого изобретением устройства это предлагаемое изобретением устройство представляет собой машину, которая включает в себя дополнительный компонент и устройство для защиты этого дополнительного компонента от прокручивания, причем это устройство имеет соединение между функциональной областью литой детали и дополнительным компонентом. Рабочее место для изготовления устройства для защиты дополнительного компонента от прокручивания может предпочтительно объединяться с другими технологическими шагами изготовления устройства. Так, технологический шаг позиционирования дополнительного компонента в устройстве может комбинироваться с формированием функциональной области способом, основанным на трении. Это возможно по меньшей мере благодаря тому, что формирование функциональной области предпочтительно предотвращает загрязнение рабочего места. Если бы функциональную область формировали путем обработки резанием, рабочее место для изготовления последующего устройства было бы загрязнено, что затрудняет позиционирование дополнительного компонента в устройстве. В частности, у электрической машины стружка может вызывать короткие замыкания, которые не только могут разрушить электрическую машину, но и являются источником опасности для окружения электрической машины. В частности, так предпочтительно экономично с высоким качеством может предоставляться предлагаемая изобретением машина, которая представляет собой электрическую машину. Соединение между функциональной областью литой детали и дополнительным компонентом для защиты от прокручивания может представлять собой соединение посредством материала или с геометрическим замыканием. Так предпочтительно нет необходимости в дополнительных конструктивных элементах устройства для защиты от прокручивания.
Дополнительный компонент может иметь круглую огибающую, при этом литая деталь окружает дополнительный компонент, примыкая по этой огибающей, и при этом литая деталь и дополнительный компонент образуют по огибающей прессовую посадку. Так, прессовая посадка может предпочтительно изготавливаться путем нагрева литой детали и после этого остаточное тепло предпочтительно использоваться для формирования функциональной области. Так, кроме того, могут предпочтительно комбинироваться технологический шаг прессовой посадки и технологический шаг формирования функциональной области.
Функциональная область может быть локально ограничена. Локально ограниченная функциональная область может предпочтительно использоваться для защиты дополнительного компонента, так как прессовая посадка для большинства рабочих состояний при эксплуатации устройства защищает дополнительный компонент от прокручивания, и устройство для защиты дополнительного компонента от прокручивания должно воспринимать силы и вращающие моменты только при более высоких силах или при прессовой посадке, ослабленной вследствие повышенной температуры устройства. Благодаря этому локальному ограничению, потребное время и издержки формирования функциональной области могут предпочтительно снижаться. Для этого локальная функциональная область может, например, распространяться только по большей мере на 25% размера дополнительного компонента во втором или всех направлениях.
В другом предпочтительном варианте осуществления предлагаемого изобретением устройства указанное устройство защищает дополнительный компонент от прокручивания несимметрично. Так функциональная область и другие функциональные области предпочтительно не должны быть расположены в плоскости поперечного сечения устройства симметрично друг другу. Так могут предпочтительно снижаться потребное время и издержки формирования функциональной области.
В другом предпочтительном варианте осуществления предлагаемого изобретением устройства способ, основанный на трении, включает в себя шаг способа, при котором вращающийся инструмент трется о литую деталь с высокой частотой вращения, в частности с частотой вращения больше 3000 об./мин., и малой подачей, в частности подачей по большей мере 50 мм/мин. Так возможно предпочтительное расширение функции литой детали, содержащей материал низкой пластичности, как конструктивного элемента предлагаемого изобретением устройства, в частности машины.
Предпочтительные варианты осуществления предлагаемых изобретением литых деталей, устройств, а также предлагаемые изобретением способы и предлагаемые изобретением применения получаются при комбинировании некоторых или нескольких разных признаков.
Вышеописанные свойства, признаки и преимущества этого изобретения, а также каким образом они достигаются, становятся яснее и отчетливее понятно со ссылкой на последующее описание примеров осуществления, которые поясняются более подробно со ссылкой на фигуры. Показано:
фиг.1: вид первой стороны первого примера осуществления литой детали;
фиг.2: вид второй стороны первого примера осуществления литой детали;
фиг.3: первый пример осуществления устройства, который включает в себя второй пример осуществления литой детали;
фиг.4: поперечное сечение по линии IV-IV первого примера осуществления устройства в соответствии с фиг.3;
фиг.5: моментальный снимок второго примера осуществления способа изготовления устройства в соответствии с фиг.3 и фиг.4;
фиг.6: второй пример осуществления устройства, который включает в себя третий пример осуществления литой детали;
фиг.7: поперечное сечение по линии IV-IV второго примера осуществления устройства в соответствии с фиг.6;
фиг.8-11: моментальные снимки одного из примеров осуществления способа изготовления устройства в соответствии с фиг.6 и фиг.7;
фиг.12-15: примеры осуществления инструментов для формирования функциональной области способом, основанным на трении.
На фиг.1 показан вид первой стороны 12 первого примера осуществления литой детали 10, которая включает в себя металлическую функциональную область 11, причем эта металлическая функциональная область 11 распространяется в первом направлении 1 от первой стороны 12 ко второй стороне литой детали.
На фиг.2 показан вид второй стороны 13 первого примера осуществления литой детали 10. Литая деталь 10 имеет окружающую область 16, которая окружает функциональную область 11. Функциональная область 11 сформирована способом, основанным на трении. Этот способ, основанный на трении, оставляет на литой детали 10 следы 14 трения, которые при применении вращающегося инструмента вследствие вращения инструмента относительно литой детали 10 являются круглыми. В одном из примеров осуществления способа изготовления литой детали 10 или одного из устройств в соответствии с фиг.3-11 металлическая функциональная область 11 литой детали 10 формируется способом, основанным на трении, путем обработки функциональной области 11 вращающимся инструментом. Вращающийся инструмент для формирования функциональной области 11 способом, основанным на трении, приводится в контакт с литой деталью 10. При этом вследствие трения инструмента о поверхность первой стороны 12 локально выделяется тепло, которое пластифицирует материал литой детали 10 в некотором месте формируемой функциональной области 11 и тем самым делает возможным или, соответственно, облегчает формирование функциональной области. После того, как вращающийся инструмент сформировал литую деталь 10 в желаемой мере, вращающийся инструмент убирается с литой детали. В результате этого литая деталь 10 может иметь отпечаток 20 инструмента, вероятно также только схематично. В примере осуществления фиг.1 применялся инструмент, который обычно применяется для сварки трением. При этом внутренняя часть 21 отпечатка 20 образует относительно круглой наружной части 22 отпечатка 20 расположенное концентрически относительно нее углубление. При этом наружная часть 22 отпечатка создана полкой инструмента, а внутренняя часть 21 отпечатка создана острием инструмента. Окружающая область 16 состоит из материала, обладающего низкой пластичностью, специфицированной для этого материала предельным удлинением A, для которого указано значение меньше 20%, в частности меньше 10%. В примере осуществления фиг.1 окружающая область 16 и функциональная область 11, цельно отлитые в литейной форме, изготовлены из материала EN AC-AlSi9Cu3(Fe). Этот материал обладает низкой пластичностью. Она специфицирована для этого материала предельным удлинением A, для которого указано значение «<1». Этот материал относится к алюминиевым сплавам, которые специфицируются по EN 1706; при этом предельное удлинение A указывается в виде значения как предельное удлинение A50 мм. Так как у материала AlSi9Cu3(Fe) существует множество вариантов этого сплава, специфицированное значение предельного удлинения A может также указываться в виде значения от 1 до 3. Литая деталь 10 была изготовлена способом литья под давлением. Вторая сторона 13 сформирована структурой 17, которая окружена окружающей областью 16, причем эта структура 17 образует относительно окружающей области 16 на первой стороне 12 углубление 18, а на второй стороне 13 - возвышение 19. Сформированная функциональная область 11 распространяется линейно во втором направлении 2, которое проходит перпендикулярно первому направлению 1. Так, для формирования функциональной области инструмент может приводиться в контакт с литой деталью 10 и после этого двигаться с подачей по большему участку во втором направлении 2, прежде чем инструмент будет убран с литой детали 10, и на литой детали 10 останется отпечаток 20 инструмента. В этом примере осуществления способа изготовления литой детали 10 или одного из устройств в соответствии с фиг.3-11 способом, основанным на трении, способ, основанный на трении, содержит шаг способа, при котором вращающийся инструмент трется о литую деталь 10 с частотой вращения 3200 об./мин. и подачей 10 мм/мин.
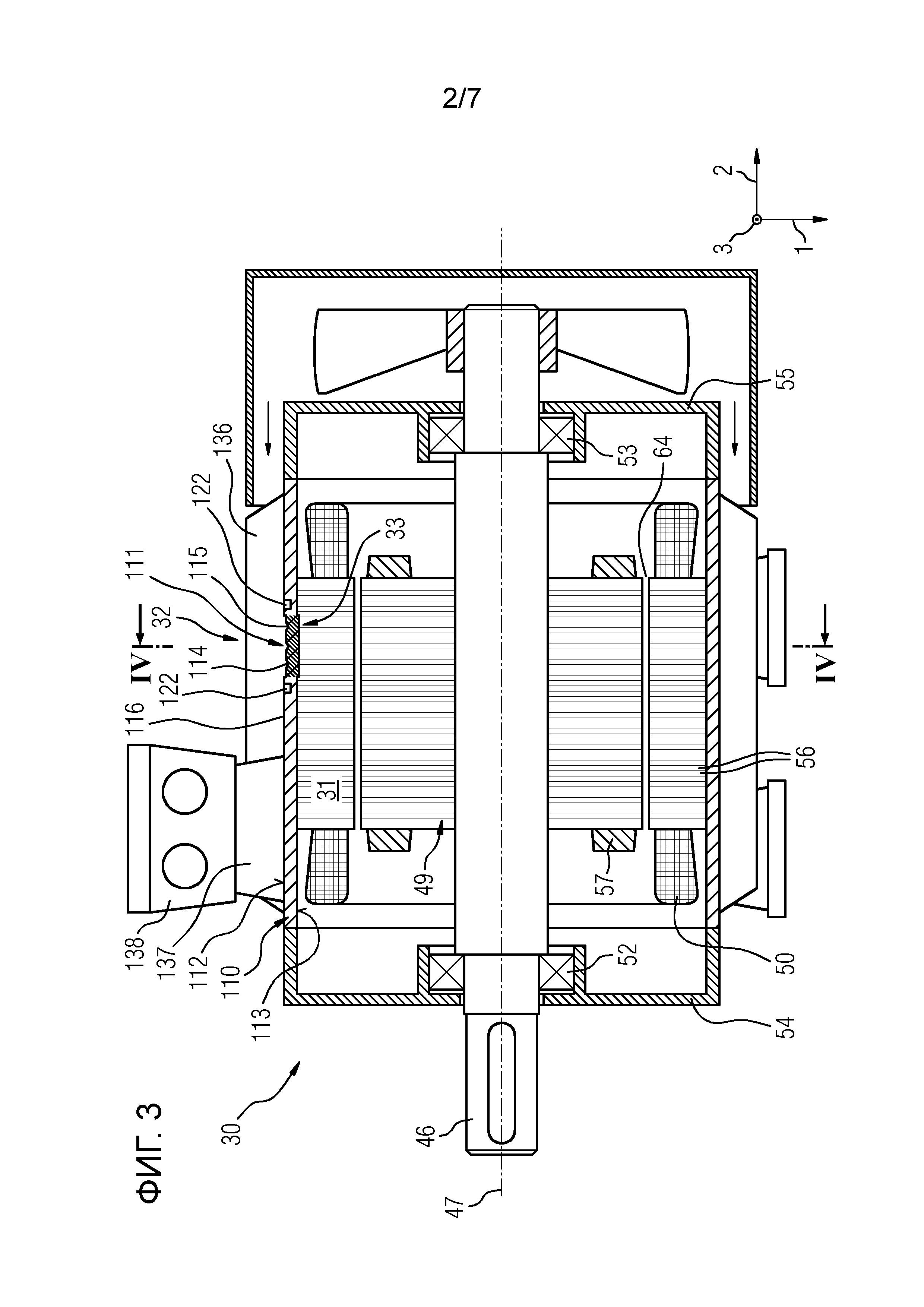
На фиг.3 показан один из примеров осуществления устройства 30, который включает в себя второй пример осуществления литой детали 110. Второй пример осуществления литой детали 110 имеет признаки, которые описывались с помощью фиг.1 и 2. Эти признаки на фиг.3-5 большей частью снабжены ссылочными обозначениями, которые получены из ссылочных обозначений фиг.1 и 2 путем подстановки спереди «1». Так, напр., описание металлической функциональной области 11 фиг.1 соответственно может переноситься на металлическую функциональную область 111 фиг.3-5. На признаках второго примера осуществления литой детали 110, отличающихся от первого примера осуществления литой детали 10, подробнее остановимся ниже.
У устройства 31(30?) с помощью функциональной области 111 зафиксирован дополнительный компонент 31 устройства 30. В примере осуществления способа изготовления устройства 30 или, соответственно, устройства в соответствии с фиг.3-11, предоставляется литая деталь 110, имеющая основные функции, а функциональная область 111 формируется способом, основанным на трении, чтобы наряду с основными функциями литой детали 110 сделать возможной некоторую дополнительную функцию устройства 30. В примере осуществления устройства 30 в соответствии с фиг.3-5 устройство 30 представляет собой машину, которая включает в себя дополнительный компонент 31 и устройство 32 для защиты дополнительного компонента 31 от прокручивания, причем это устройство имеет соединение 33 между функциональной областью 111 литой детали 110 и дополнительным компонентом 31. Дополнительный компонент 31 имеет круглую огибающую 34, при этом литая деталь 110 окружает этот дополнительный компонент 31, примыкая по этой огибающей 34, и при этом литая деталь 110 и дополнительный компонент 31 образуют по огибающей прессовую посадку (фиг.4). Так, литая деталь 110 является не только частью корпуса устройства 30, но и фиксирует также дополнительный компонент 31 в корпусе. У машины в соответствии с фиг.3 и фиг.4 дополнительный компонент 31 с помощью прессовой посадки на поверхности дополнительного компонента 31 и внутренней поверхности литой детали 110 с фрикционным замыканием фиксируется на второй стороне 113 для эксплуатации машины. При эксплуатации устройства 30, т.е. машины в соответствии с фиг.3, ротор 49 приводится во вращение вокруг оси 47 вращения, которая распространяется во втором направлении 2, и на валу 46, на котором закреплен ротор 49, механическая энергия в виде вращательного движения может отдаваться какому-либо механическому потребителю. Возникающие при этом силы и вращающие моменты приводят к противодействующим силам на дополнительном компоненте 31, который зафиксирован в литой детали 110. При эксплуатации машины к машине через вал 46 может также подводиться механическая энергия, которая также приводит к соответствующим противодействующим силам на дополнительном компоненте 31. У машины в соответствии с фиг.3 вал 46 оперт с помощью первого подшипникового устройства 52 в первом подшипниковом щите 54, а с помощью второго подшипникового устройства 53 во втором подшипниковом щите 55. Первое и второе подшипниковое устройство 52, 53 имеют по подшипнику качения. Первый подшипниковый щит 54 и второй подшипниковый щит 55 задают протяженность корпуса устройства 30 во втором направлении 2. Первый подшипниковый щит 54 и второй подшипниковый щит 55 закреплены на концах литой детали 110, при этом литая деталь 110 распространяется во втором направлении 2 от одного конца до другого конца. Во избежание оттока тепла при формировании функциональной области 111 окружающая область 116 может иметь устройство 122 для торможения потока. Устройство 122 для торможения потока имеет паз, который окружает металлическую функциональную область 111 и таким образом сужает толщину литой детали 110 и связанное с ней поперечное сечение. Так при формировании функциональной области 111 путем сужения поперечного сечения можно предпочтительно избежать оттока тепла.
В частности, устройство 30 представляет собой электрическую машину. У электрической машины вследствие электромагнитного взаимодействия между ротором 49 и статором в качестве дополнительного компонента 31 механическая энергия может преобразовываться в электрическую энергию, и наоборот. Электрическая энергия может подводиться к обмотке 50, которая закреплена на дополнительном компоненте 31, и вследствие электромагнитного взаимодействия между дополнительным компонентом 31 и ротором 49 преобразовываться в механическую энергию. Дополнительный компонент 31 имеет в качестве статора 42 пакет листов, который включает в себя листы 56, шихтованные от первого конца до второго конца статора. Шихтованные листы 56 служат для проведения магнитного потока при эксплуатации электрической машины. Ротор 49 имеет устройство, чтобы через воздушный зазор 64 иметь возможность электромагнитного взаимодействия со статором, в частности с закрепленной на статоре обмоткой 50. В примере осуществления устройства 30 это устройство представляет собой короткозамкнутую обмотку 57, так что ротор 49 представляет собой клеточный ротор. Литая деталь 110 на своей первой стороне 112 имеет ребра 36 охлаждения, которые отлиты цельно с литой деталью 110. Ребра 136 охлаждения способствуют оттоку тепла при формировании функциональной области 111, но предпочтительны для охлаждения электрической машины при ее эксплуатации. При эксплуатации электрической машины с помощью вентилятора, приводимого в движение валом 46, воздушный поток направляется по ребрам 136 охлаждения, чтобы посредством ребер 136 охлаждения отводить отходящее тепло электрической машины. Кроме того, литая деталь 110 имеет отлитую цельно с ней часть 137 коробки 138 подключения. Посредством коробки 138 подключения обмотка 50 и другие обмотки статора для электромагнитного взаимодействия с ротором 49 могут подключаться к источнику трехфазного переменного тока. Так электрическая машина может эксплуатироваться в качестве асинхронного двигателя трехфазного тока.
Литая деталь 110 состоит из материала, обладающего низкой пластичностью. Применяемый для литой детали 110 материал или, соответственно, сырье представляет собой EN AC-AlSi11Cu2(Fe), для которого специфицирована низкая пластичность с предельным удлинением A меньше 1%. В частности, здесь для предельного удлинения A специфицировано значение для A50 мм. Литая деталь 110 была изготовлена с ребрами 136 охлаждения и частью 137 коробки подключения способом литья под давлением.
На фиг.4 показано поперечное сечение по линии IV-IV первого примера осуществления устройства 30 в соответствии с фиг.3. Наряду с некоторыми описанными признаками, на фиг.4 начерчено положение двух мест 141, 142. Функциональная область 111 имеет во втором месте 141 вблизи второй стороны 113 посторонний материал в более высокой концентрации, чем в первом месте 142 вблизи первой стороны 112. При этом посторонний материал представляет собой исходный материал дополнительного компонента 31. Пример осуществления фиг.4 включает в себя дополнительный компонент 31 в виде статора электрической машины, шихтованные листы 56 включают в себя железо-кремниевые сплавы. Функциональная область 111, как это описывается также со ссылкой на фиг.5, содержит части листов 56, напр., из алюминиево-кремниевого сплава, в качестве постороннего материала во втором месте 141 в более высокой концентрации.
На фиг.5 показан моментальный снимок одного из примеров осуществления способа изготовления устройства 30 в соответствии с фиг.3 и 4.
Дополнительно к уже описанному примеру осуществления способа изготовления одного из устройств в соответствии с фиг.3-11, инструмент 90 в одном из примеров осуществления способа изготовления устройства 30 в соответствии с фиг.5 при формировании функциональной области 111 незначительно, в частности на несколько десятых миллиметра проникает в дополнительный компонент 31. Предварительно сначала установленным на литую деталь 110 острием 91 инструмента 90, а после проникновения инструмента 90 в первом направлении 1 литой детали 110 - полкой 92 инструмента 90, литая деталь 110 локально пластифицируется в месте функциональной области 111. При этом инструмент 90 вращается в направлении 58 вращения вокруг своей продольной оси. После проникновения инструмента 90 в дополнительный компонент 31 инструмент 90 в направлении 59, параллельном первому направлению 1, вынимается из литой детали 110. На моментальном снимке фиг.5 показан этот шаг способа. При проникновении вращающегося инструмента 90 в литую деталь 110 и дополнительный компонент 31 посторонний материал из компонента 31 в области 43 смешивается с материалом литой детали 110, при этом в области 43 образуется соединение 33 посредством материала. При вращении инструмента 90 на краях 44 области 43 посторонний материал из дополнительного компонента 31 в более сильной мере втягивается в литую деталь 110 и перемешивается с материалом литой детали 110, чем в области между краями 44.
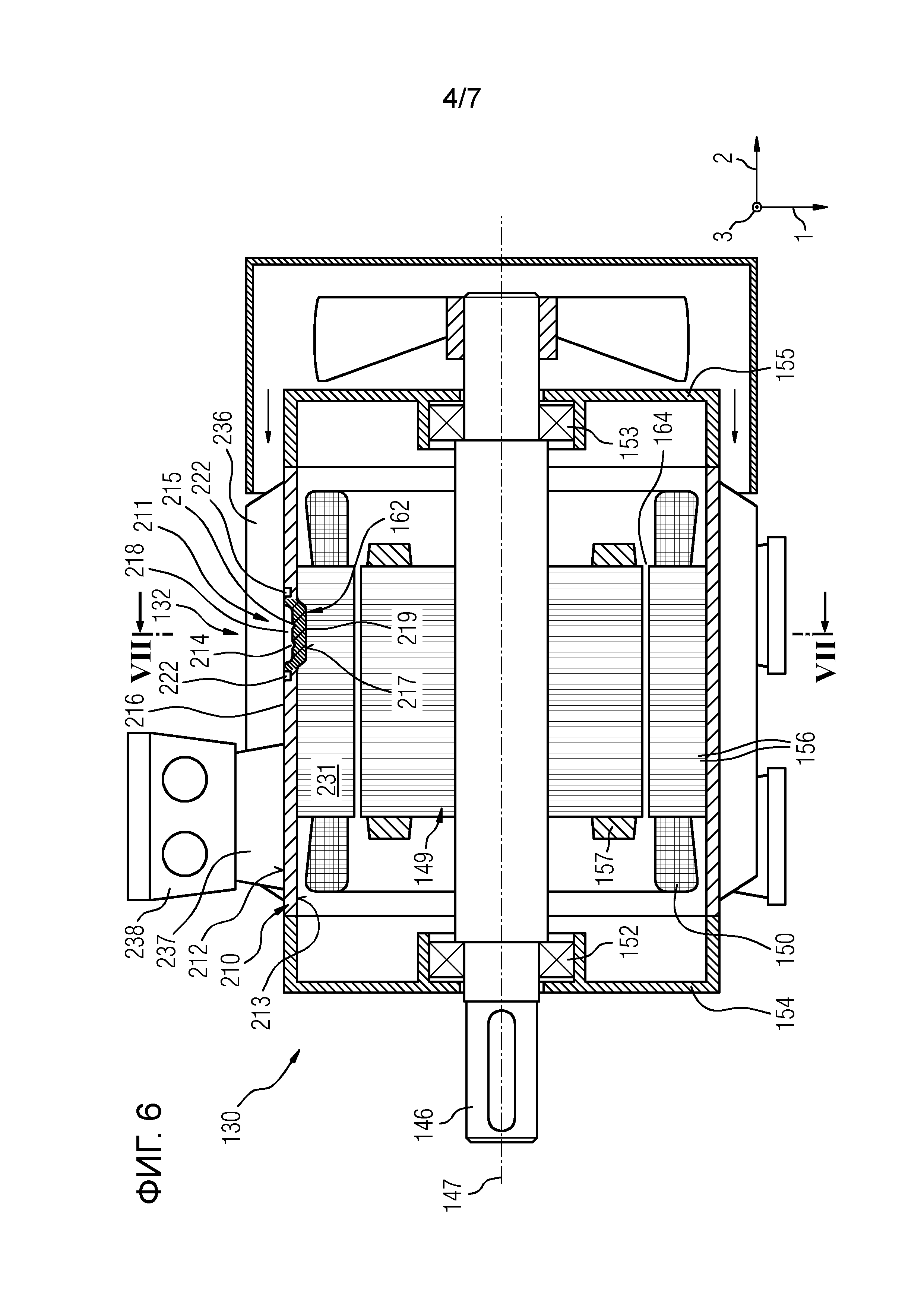
На фиг.6 показан второй пример осуществления устройства 130, который включает в себя третий пример осуществления литой детали 210. Этот пример осуществления имеет признаки, которые описывались с помощью фиг.1-4. Эти признаки на фиг.6 большей частью снабжались ссылочными обозначениями, которые у устройства 130 получены из ссылочных обозначений фиг.3-4 путем подстановки спереди «1» или из ссылочных обозначений фиг.1 и 2 у литой детали 210 путем подстановки спереди «2». На признаках устройства 130 и литой детали 210, отличающихся от устройства 30, литой детали 110 фиг.3 и литой детали 10 фиг.1, подробнее остановимся ниже.
Вторая сторона 213 литой детали 210 образована структурой 217, причем эта структура 217 содержит стружечный материал 260. Этот стружечный материал 260 на фиг.7 обозначен частичками 260 в поперечном сечении функциональной области 211. На фиг.7 показано поперечное сечение по линии IV-IV второго примера осуществления устройства 130 в соответствии с фиг.6. Структура 217, содержащая стружечный материал 260, распространяется в выемку 162 дополнительного компонента 131. Выемка 162 задается некоторыми шихтованными друг на друга листами 156 дополнительного компонента 131. При этом дополнительный компонент 131 в примере осуществления в соответствии с фиг.7 образует статор электрической машины, т.е. устройства 130.
На фиг.8-11 показаны моментальные снимки одного из примеров осуществления способа изготовления устройства 130 в соответствии с фиг.6 и 7, для которого, дополнительно к уже описанному примеру осуществления способа изготовления одного из устройств в соответствии с фиг.3-11, остановимся подробнее на следующих шагах способа. В примере осуществления способа в соответствии с фиг.8-11 применяется вращающийся инструмент 290, который, как и инструмент 90, имеет цилиндрическую основную часть 290, в которой цилиндрическая часть в виде острия 290 концентрически к основной части 293 в канале 294 может втягиваться в основную часть 293 в направлении 169 или выдвигаться из основной части 293 в направлении 179. Острие 291 имеет цилиндрическую форму. На боковой поверхности острия 291 имеется режущее устройство 295, которое имеет режущую кромку для обработки резанием со снятием стружки. Во втором направлении 168 вращения инструмента 290 вокруг его продольной оси 296 возможна обработка резанием с помощью инструмента 290. В противоположном направлении 158 вращения обработка резанием с помощью режущего устройства 295 невозможна. Цилиндрическая основная часть 293 имеет больший диаметр, чем острие 291, при этом основная часть 293 рядом с острием 291 имеет полку 292.
Как описано в примере осуществления способа изготовления устройства 10, 110, 210 в соответствии с фиг.3-11, для формирования функциональной области 211 литой детали 210 способом, основанным на трении, вращающийся инструмент 290 приводится в контакт с литой деталью 210. При этом, как можно видеть на фиг.8, острие 291 втягивается в основную часть 293. При этом инструмент вращается в направлении 158. Благодаря этому материал литой детали 210 в некотором месте формируемой функциональной области 211 локально пластифицируется. В соответствии с эскизом на фиг.9 в последующем шаге острие 296 выдвигается и погружается в пластифицированном материале до поверхности дополнительного компонента 131. При этом также с помощью полки 292 пластифицируется материал отлитой части 210. В соответствии с фиг.10 инструмент 290 после достижения поверхности дополнительного компонента 131 изменяет направление вращения. В то время как полка 292 продолжает пластифицировать материал литой детали 210, острие 291 путем обработки резанием во втором направлении 168 вращения погружается в дополнительный компонент 131. Благодаря этому в дополнительном компоненте 131, в частности в листах 156, создается выемка. В соответствии с фиг.11 в следующем шаге способа после достижения конечного положения острия 291 в первом направлении 1, т.е. при достаточном размере выемки для соединения с геометрическим замыканием, острие 291 втягивается на определенную величину. Одновременно пластифицированный материал литой детали 210 и некоторое количество стружки 260, имеющейся вследствие обработки резанием, под воздействием силы давления, действующей со стороны полки 291 в первом направлении 1, течет в созданное свободное пространство выемки 161.
Во время всего процесса полка 292 оказывает уплотняющее действие относительно пластифицированного и стружечного материала, благодаря чему, в т.ч., можно предпочтительно избежать загрязнения устройств 130, в частности примера осуществления в виде электрической машины, или загрязнения рабочего места для изготовления устройства 130. Так, устройство 130 имеет устройство 132 для защиты дополнительного компонента 131 от прокручивания, причем это устройство 132 имеет соединение 133 в виде соединения с геометрическим замыканием между функциональной областью 211 литой детали 210 и дополнительным компонентом 131. Благодаря тому, что стружечный материал 260 остается в пластифицированном исходном материале функциональной области 211, возникает своего рода смешанная структура или, соответственно, дисперсионное упрочнение. Так соединение 133 с геометрическим замыканием может противодействовать более высоким действующим на него силам.
Благодаря применению инструмента 290, имеющего выдвигаемое острие 291, после охлаждения литой детали 210, в частности функциональной области 211, имеется геометрическое замыкание между корпусом устройства 130 и статором в качестве дополнительного компонента 131, без необходимости отдельной обработки и какого-либо добавочного компонента для создания защиты от прокручивания статора относительно корпуса. Предпочтительно описанный способ или, соответственно, описанное применение с использованием инструмента 290, имеющего выдвигаемое острие 201, может реализовываться на универсально выполненном оборудовании, на котором также, кроме того, возможен традиционный процесс защиты с помощью винтового соединения или, соответственно, с помощью сверления и заштифтовки. Благодаря выполнению выемки 162 с помощью инструмента 290, имеющего выдвигаемое острие 291, можно предпочтительно обойтись без точного позиционирования дополнительного компонента 131 относительно литой детали 210. Для случая одного из примеров осуществления устройства, у которого вмонтирован дополнительный компонент 131, который, в отличие от примера осуществления в соответствии с фиг.6, имеет выемку уже до проникновения дополнительного компонента 131 в литую деталь 210, в другом способе изготовления этого устройства вращающийся инструмент 90, 190, имеющий неподвижное острие 91, 191, может приводиться в контакт с литой деталью 210, и вследствие трения инструмента 90, 190 о первую сторону 112 литой детали 210 локально выделяться тепло, которое пластифицирует материал литой детали 210 в некотором месте формируемой функциональной области и тем самым делает возможным или, соответственно, облегчает формирование функциональной области. Так материал литой детали 210 локально пластифицируется и в том же рабочем шаге геометрически формируется с получением формирования, которое относительно окружающей области 216 на первой стороне 212 образует углубление, а на второй стороне 213 - возвышение. При этом пластифицированный материал литой детали 210 под давлением инструмента 90, 190 течет в свободное пространство выемки дополнительного компонента, т.е. статора.
Эти примеры осуществления устройств 30, 130 имеют локально ограниченные функциональные области 111, 211. Функциональные области 111, 211 распространяются только по большей мере на 25% размера дополнительного компонента 31, 131 во втором направлении 2.
В этих примерах осуществления устройств 30, 130 устройства 32, 132 несимметрично защищают дополнительные компоненты 31, 130 от прокручивания. Устройства 32, 132 расположены несимметрично в плоскостях поперечного сечения, проходящих на фиг.4 и 7 через первое направление 1 и третье направление 3, так как для каждого устройства 30, 130 имеется только одно устройство 32, 132.
В другом примере осуществления устройства сформированная функциональная область распространяется не линейно во втором направлении, как у устройств 30, 31 в соответствии с фиг.3 и 6, а является точечной внутри части 137, 237 коробки 138 подключения. Так эта сформированная функциональная область находится в скрытой области.
На фиг.12-15 показаны примеры осуществления инструментов 90, 190, 290 для формирования функциональной области 11, 111, 211 способом, основанным на трении. Инструменты 90, 290 уже описывались со ссылкой на фиг.1-11. Инструмент 190 имеет неподвижное острие 191, при этом оно, в отличие от описанного ранее инструмента 90, имеющего неподвижное острие 91, имеет контур 197, который оптимизирован для способа, основанного на трении, для формирования функциональной области 11, 111, 211.
Хотя изобретение было более подробно описано в деталях на предпочтительных примерах осуществления, оно не ограничено раскрытыми примерами. Специалистом могут быть выведены отсюда другие варианты без выхода из объема охраны изобретения.
Реферат
Изобретение относится к области машиностроения и может быть использовано при изготовлении электрической машины, содержащей литую деталь с расположенным в ней статором. Формируют металлическую функциональную область литой детали с использованием трения от вращающегося инструмента, имеющего основную часть с полкой и острие с режущим устройством. Инструмент с втянутым в основную часть острием вводят в контакт с литой деталью и вращают с обеспечением локального пластифицирования ее материала в функциональной области. Выдвигают острие из основной части и погружают в пластифицированный материал литой детали до поверхности статора. При этом продолжают процесс пластифицирования. Изменяют направление вращения инструмента после достижения острием поверхности статора. В статоре создают выемки при вращении инструмента во втором направлении. Втягивают острие и обеспечивают одновременное течение пластифицированного материала литой детали и стружки в свободное пространство выемки. В результате обеспечивается возможность изготовления изделия высокого качества. 2 н.п. ф-лы, 15 ил.
Комментарии