Крепление полюсных наконечников - RU2663196C2
Код документа: RU2663196C2
Чертежи





Описание
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Данное изобретение относится к способам изготовления кожуха статора машины с постоянными магнитами и осевым магнитным потоком, конкретнее - к формированию сборной конструкции с жесткими допусками, включающей в себя магнитные элементы, к кожухам, изготовленным этими способами, и к машинам, включающим в себя эти кожухи.
УРОВЕНЬ ТЕХНИКИ
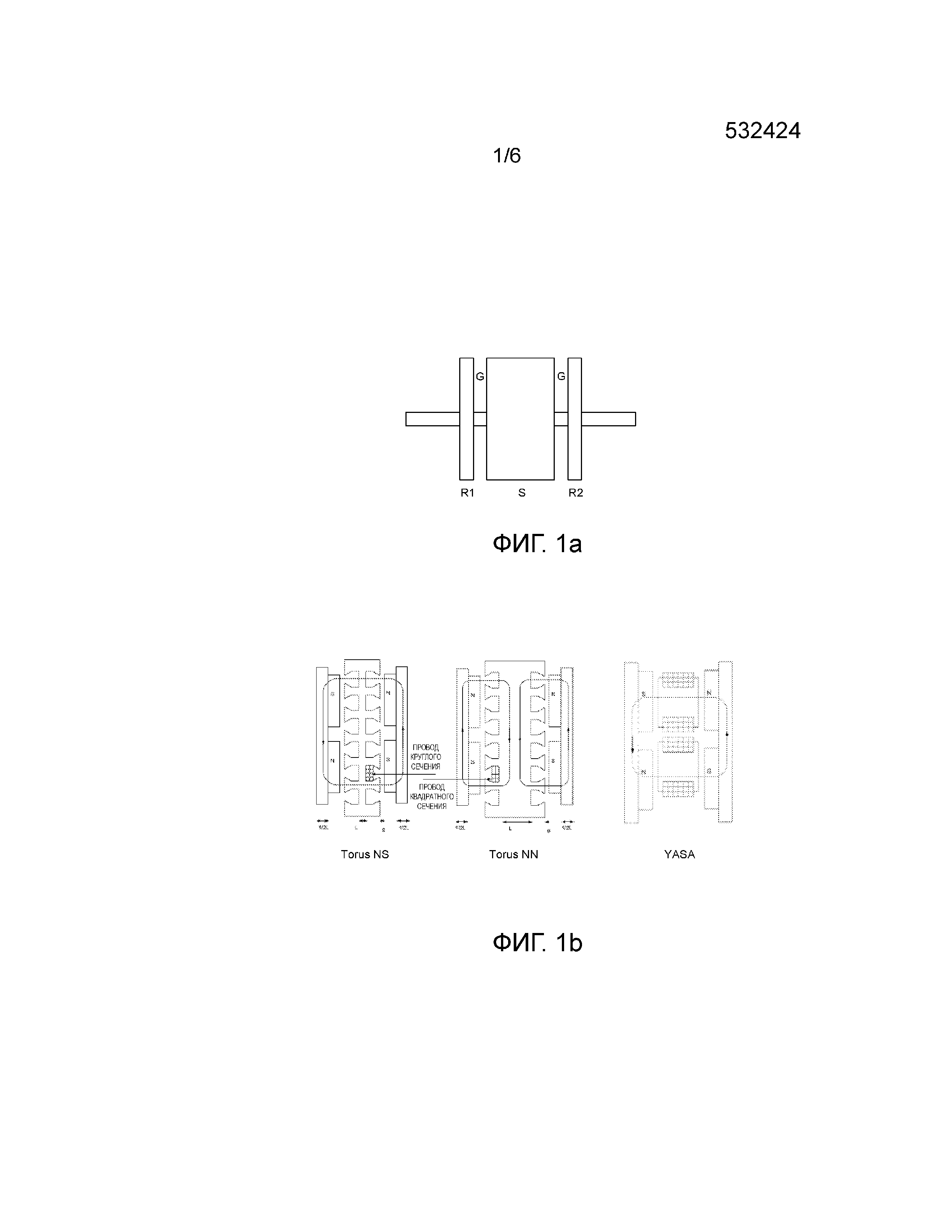
В этом описании речь идет о машинах с постоянными магнитами и осевым магнитным потоком. В общем случае, они имеют структуры диско- или кольцеобразных роторов и статора, расположенные вокруг оси. Как правило, статор содержит комплект обмоток статора, каждая из которых параллельна оси, а ротор несет комплект постоянных магнитов и установлен на подшипнике, так что он может вращаться вокруг оси в результате возбуждения полями, создаваемыми обмотками статора. На фиг. 1а показана общая конфигурация машины с осевым магнитным потоком, имеющей пару роторов R1, R2 с каждой стороны статора S, хотя в простой конструкции возможно и отсутствие одного из роторов. Как можно заметить, между ротором и статором имеется воздушный зазор G, а направление магнитного потока через воздушный зазор в осевой машине является, по существу, осевым.
Существуют различные конфигурации машины с постоянными магнитами и осевым магнитным потоком в зависимости от расположения северных и южных полюсов на роторах. Фиг. 1b иллюстрирует базовую конфигурацию машины с тором NS, машины с тором NN (которая имеет более толстое ярмо, потому что расположение NN полюсов требует протекания магнитного потока по всей толщине ярма) и топологию YASA (сегментного якоря без ярма). Известные технические решения, относящиеся к электродвигателям с YASA, можно найти в ранее опубликованных заявках на патенты заявителя данной заявки, например, в WO2010/092402.
Иллюстрация топологии YASA демонстрирует поперечные сечения, проведенные через две катушки обмоток, при этом заштрихованная площадь показывает обмотки вокруг каждой катушки. Как можно понять, стремление обойтись без ярма статора обеспечивает существенное уменьшение веса и потерь железа, а недостатками отсутствия ярма статора являются: а) потеря конструктивной прочности статора (который выполнен из железа) даже несмотря на то, что при этом, вероятно, увеличивается потребность в прочности ввиду топологии YASA, которая, обуславливая компактную конструкцию, может приводить к очень большим механическим напряжениям; и b) потеря пути для диссипации тепла из катушек обмоток статора. Чтобы решить обе проблемы, т.е., высокой интенсивности крутящего момента конструкции с YASA и генерирования значительных количеств тепла, кожух статора должен иметь большую прочность и жесткость, чтобы удовлетворять требованиям по крутящему моменту, а также должен ограничивать камеру, в которую можно подавать хладагент для машины. Кроме того, из фиг. 1b можно понять, что для эффективной работы (минимальных потерь в воздушном зазоре с высоким магнитным сопротивлением), зазор между ротором и статором должен быть как можно меньшим.
Желаемые признаки кожуха для узла статора машины с постоянными магнитами и осевым магнитным потоком, особенно - имеющей топологию YASA, накладывают требования, противоречащие друг другу. Обычные методы изготовления не способны обеспечить адекватную совокупность желаемых признаков. Обычные технические решения, относящиеся к производству армированных изделий, можно найти, например, в таких документах, как EPO 063 403A, US2001/0028128 и US2008/0292858. Заявитель ранее описал в заявке WO2012/022974 двустворчатый кожух, в котором башмаки стержней статора, на которых намотаны обмотки, заделаны в радиальную стенку кожуха. Однако выяснилось, что на практике трудно сформировать такую структуру. Существуют конкретные проблемы при достижении очень малого зазора между ротором и статором, предпочтительно составляющего примерно 1,5 мм или менее.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Поэтому в изобретении предложен способ изготовления кожуха статора машины с постоянными магнитами и осевым магнитным потоком, имеющей статор, содержащий комплект обмоток, намотанных на соответствующих стержнях статора и расположенных в окружном направлении через интервалы вокруг оси машины, и ротор, несущий комплект постоянных магнитов и установленный с возможностью вращения вокруг упомянутой оси, и при этом упомянутые ротор и статор разнесены вдоль упомянутой оси, ограничивая между собой зазор, в котором магнитный поток в машине, в общем, проходит в осевом направлении, при этом способ содержит этапы, на которых: изготавливают радиальную стенку для упомянутого кожуха статора, размещаемую в упомянутом зазоре между ротором и статором, за счет того, что: обеспечивают мембрану из полимерного материала; запрессовывают, по меньшей мере, концы или башмаки упомянутого комплекта стержней статора в упомянутую мембрану из полимера, формуя упомянутый полимер, при этом, по меньшей мере, упомянутый конец или башмак стержня статора выполнен из пористого магнитного материала; отверждают упомянутый полимер для удержания упомянутых концов или башмаков комплекта стержней статора в их соответствующих положениях; и изготавливают упомянутый кожух путем использования упомянутой радиальной стенки; при этом полимер мембраны скрепляют с пористым магнитным материалом во время запрессовки, скрепляя комплект стержней статора с полимером.
В некоторых предпочтительных вариантах осуществления стержни статора выполнены из материала магнитно-мягкого композита (ММК), который представляет собой порошковый магнитный материал, такой, как железо, с покрытием из электроизолирующего материала, такого, как стекло. Это придает ММК относительно большое электрическое удельное сопротивление в сочетании с приемлемыми проницаемостью и магнитным насыщением, так что этот материал может быть скорее непрерывным, чем, скажем, слоистым. Стержень статора можно изготавливать из ММК в виде трех частей, то есть, в виде полюсного наконечника с башмаком, прикрепленным любому концу, как описано ранее. По выбору, как заявитель описал в ранее изданной публикации WO2010/092403, можно применять удлиненные магнитные частицы, выровненные вдоль осей обмоток.
Неожиданно выяснилось, что когда нагретый стержень статора, выполненный из ММК, запрессовывают в полимер, образуется связь, которую считают (безотносительно привязки к какой-либо теории) возникающей благодаря диффузии полимера в стержень статора и/или диффузии органического материала, присутствующего в ММК, в поверхность полимерной мембраны.
Как упоминалось выше, в некоторых предпочтительных вариантах осуществления пористый магнитный материал содержит магнитно-мягкий композит (ММК). Однако тот же метод, в принципе, можно применять с другими магнитными материалами, из которых может быть выполнен стержень или башмак статора, причем эти материалы демонстрируют некоторую пористость, например - благодаря наслаиванию. Таким образом, варианты осуществления метода также охватывают применение наслаиваемого стержня или башмака статора.
В некоторых вариантах воплощения, по существу, весь торец конца или башмака стержня статора скреплен с мембраной. В других вариантах осуществления мембрана снабжена комплектом отверстий, в которых торцы концов или башмаков стержней статора установлены заподлицо с дальней стороной мембраны. Тогда стержни статора, а конкретнее - их концы или башмаки, могут быть снабжены фланцем или ступенькой вокруг края раскрытого торца (либо непрерывной, либо расположенной через интервалы вокруг этого края). Поверхность этого фланца или этой ступеньки можно затем скрепить с поверхностью мембраны. По выбору, поверх концов или башмаков можно наложить одно или несколько дополнительных наслоений, чтобы зафиксировать их по месту в пределах радиальной стенки машины. В общем, мембрану можно выполнить из множества слоев, в вариантах осуществления - армированных волокном, как подробнее описывается ниже. В вариантах осуществления, конец или башмак стержня статора выполнен как единое целое с самим стержнем статора, но возможно и скрепление башмака для стержня статора с мембраной и последующее крепление к сердечнику стержня статора, вокруг которого обернута обмотка.
Мембрана предпочтительно армирована волокном. В общем, армирование полимера волокном позволяет запрессовывать стержни статора, как правило - концами башмаков, в мембрану, не пропуская их сквозь эту мембрану: армирование замедляет прохождение стержней сквозь мембрану. Таким образом, мембрана из армированного волокном полимера может быть очень тонкой например, может иметь толщину менее 1 мм или менее 0,5 мм. Это обеспечивает очень точное регулирование толщины мембраны между концами (башмаками) стержней статора и воздушным зазором; эта толщина может находиться в диапазоне 1-500 мкм, предпочтительнее - 1-300 мкм. В вариантах осуществления, армирующее волокно может быть волокном простого плетения (уток проходит над основой и под основой). В вариантах осуществления, волокно является каландрированным (обработанным с помощью прижимных и/или нагревательных валиков), поскольку это способствует достижению неизменной малой толщины мембраны. Волокна могут содержать, например, стекло, углерод, базальт или арамид.
Таким образом, в соответствующем аспекте изобретения дополнительно предложен способ изготовления кожуха статора машины с постоянными магнитами и осевым магнитным потоком, имеющей статор, содержащий комплект обмоток, намотанных на соответствующих стержнях статора и расположенных в окружном направлении через интервалы вокруг оси машины, и ротор, несущий комплект постоянных магнитов и установленный с возможностью вращения вокруг упомянутой оси, и при этом упомянутые ротор и статор разнесены вдоль упомянутой оси, ограничивая между собой зазор, в котором магнитный поток в машине обычно проходит в осевом направлении, при этом способ заключается в том, что: изготавливают радиальную стенку для упомянутого кожуха статора, размещаемую в упомянутом зазоре между упомянутым ротором и упомянутым статором, за счет того, что: обеспечивают мембрану из полимерного материала, армированного волокном; запрессовывают комплект стержней статора в мембрану из полимера, армированного волокном, формуя упомянутый полимер, при этом упомянутое армирование замедляет прохождение стержней сквозь мембрану; отверждают полимер для удержания комплекта стержней статора в их соответствующих положениях; и изготавливают кожух путем использования упомянутой радиальной стенки.
Хотя применение мембраны, армированной волокном, может быть значительным преимуществом, это не является существенным признаком, и возможно применение мембраны без армирования при тщательном регулировании процесса запрессовки.
По выбору, варианты осуществления также могут предусматривать наличие дополнительной пленки или мембраны из смолы (полимера), располагаемой поверх мембраны, армированной волокном, и - предпочтительно - совместимой с полимером этой мембраны. Дополнительную пленку полезно предусмотреть для заполнения промежутков между не копланарными областями полюсного башмака и мембраны, а также для подачи смолы (полимера), поглощаемой полюсными башмаками и распространяющейся во время скрепления, чтобы таким образом избежать истощения смолы мембраны, армированной волокном. В зависимости от толщины дополнительной пленки или мембраны из смолы, если она есть, полюсные башмаки можно запрессовывать в или сквозь дополнительную пленку или мембрану.
Стержень статора в вариантах осуществления содержит полюсный наконечник, вокруг которого намотана обмотка, с полюсным башмаком на одном из концов для распространения поля, где оно пересекает воздушный зазор, при этом увеличенная площадь уменьшает общее магнитное сопротивление зазора. Как правило, полимер содержит термопластичную смолу, которую нагревают, чтобы сделать формуемой, путем нагревания стержня статора, а конкретнее - полюсных башмаков перед запрессовкой их в полимер. Это можно с выгодой осуществить путем индуктивного нагрева или лазерного нагрева. Однако в альтернативном варианте полимер можно нагревать отдельно (до температуры, которая выше его температуры стеклования) или, в принципе, полимер можно сделать формуемым, действуя некоторым другим путем, например - с помощью растворителя.
Доказано, что связь, образуемая вышеописанным образом, исключительно прочна - прочнее, чем сам ММК, - что является весьма желательной характеристикой кожуха статора, поскольку это способствует предоставлению существенной опоры стержням статора в готовой машине: фактически, стержни и кожух статора образуют унитарную конструкцию, которая существенно повышает общую прочность машины. Дополнительные варианты осуществления этого способа изготовления облегчают точное выравнивание стержней статора, которые можно удерживать, например, в сборочном приспособлении, когда их запрессовывают в полимер. (Специалист поймет, что в этом процессе неважно, напрессовывают ли стержни статора на полимерную мембрану или наоборот - в любом случае стержни статора могут быть запрессованы в полимер; специалист также поймет, что возможна запрессовка стержней статора на фиксированную глубину и - вследствие этого - возможно использование неармированного полимера).
Изготовление радиальной стенки предпочтительно включает в себя также инжекционное формование комплекта упрочняющих конструктивных элементов на мембрану путем использования термопластичного полимера, скрепляемого при расплавлении с полимером мембраны. В предпочтительном варианте, полимер, полученный инжекционным формованием, также армирован волокном (короткими волокном, например - имеющим длину порядка 1 мм или менее, для облегчения течения); возможны такие же материалы, как описанные выше. Термопластичный полимер может быть, например, высокотемпературной термопластичной смолой, полученной инжекционным формованием, такой, как полиэфирэфиркетон (PEEK), полифталамид (PPA) или полиамид 66 (PA66). Машина в процессе эксплуатации может работать при повышенной температуре, а в некоторых предпочтительных вариантах осуществления способа коэффициент теплового расширения (КТР) в плоскости мембраны из полимера, армированного волокном, совпадает с коэффициентом теплового расширения упрочняющего конструктивного элемента (при одной и той же температуре и в одном и том же направлении или одной и той же плоскости, хотя этот КТР в общем случае, по существу изотропен), находящимся в пределах 8 частей на миллион. КТР мембраны предпочтительно также совпадает с коэффициентом теплового расширения конца (башмака) стержня статора (в том же направлении или той же плоскости), находясь в пределах 5 частей на миллион. Этого можно достичь обычным экспериментом, делая выбор среди имеющихся полимерных материалов. В вариантах осуществления, полимер мембраны, образующий тонкостенную секцию кожуха, может содержать один или несколько следующих высокотемпературных термопластичных полимеров: полиэтиленсульфид (PPS), полифталамид (PPA), полиэфирэфиркетон (PEEK), сополимер акрилонитрила, бутадиена и стирола (ABS) и полиамид (PA). Вместе с тем, температурный коэффициент расширения менее важен, чем жесткость, и модуль Юнга в плоскости для мембраны предпочтительно меньше 50 ГПа, а предпочтительнее - меньше 20 ГПа.
Упрочняющие конструктивные элементы могут представлять собой радиальные и/или кольцевые (окружные) ребра. В некоторых предпочтительных вариантах осуществления, упрочняющие конструктивные элементы ограничивают комплект полостей, размеры каждой из которых обеспечивают установку в ней башмака на конце стержня статора. В предпочтительном варианте, мембрану из полимера нагревают перед инжекционным формованием, либо перед введением или сразу же после введения на месте эксплуатации в формовочной машине, для улучшения адгезии между ребрами и мембраной. В вариантах осуществления, толщина ребра (над тонкой мембраной) составляет 3 мм или более, а толщина мембраны, как упоминалось выше, меньше 1 мм, предпочтительно - меньше 0,5 мм. Таким образом, большинство узкого зазора «G» между ротором и статором - это «воздушный» зазор.
Описанные варианты осуществления методов полезны, в частности, для машины, в частности - электродвигателя, с сегментным якорем без ярма, потому что они облегчают точное позиционирование и опору сегментов статора при отсутствии ярма, в частности, когда машина находится под нагрузкой. В вариантах осуществления, машина может быть электродвигателем или генератором. Кожух статора предпочтительно содержит пару радиальных стенок, по одной на каждом торце статора, связанных посредством в целом цилиндрической секции. Этот цилиндрический участок может быть изготовлен из металла, например, алюминия, но в вариантах осуществления его предпочтительно получают посредством инжекционного формования вместе с упрочняющими ребрами радиальной стенки. Таким образом, в вариантах осуществления, радиальная стенка и часть длины цилиндрической стенки образуют створку. Две створки сопрягают, чтобы обеспечить замкнутую камеру статора, внутри которой может циркулировать хладагент, например, масло.
В соответствующем аспекте изобретения, дополнительно предложен узел статора для машины с постоянными магнитами и осевым магнитным потоком, имеющей статор, содержащий комплект обмоток, намотанных на соответствующих стержнях статора и расположенных в окружном направлении через интервалы вокруг оси машины, и ротор, несущий комплект постоянных магнитов и установленный с возможностью вращения вокруг упомянутой оси, и при этом упомянутые ротор и статор разнесены вдоль упомянутой оси, ограничивая между собой зазор, в котором магнитный поток в машине обычно проходит в осевом направлении, при этом узел статора содержит кожух статора, вмещающий упомянутый статор, причем упомянутый кожух статора имеет радиальную стенку, содержащую мембрану из полимера (предпочтительно - армированного волокном), находящуюся в упомянутом зазоре между упомянутым ротором и упомянутым статором, при этом, по меньшей мере, конец или башмак упомянутого стержня статора предпочтительно выполнен из материала магнитно-мягкого композита (ММК), и при этом упомянутый полимер упомянутой мембраны из полимера (предпочтительно - армированного волокном) скреплен с упомянутым концом или башмаком, скрепляя упомянутый комплект стержней статора с мембраной.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Эти и другие аспекты изобретения теперь будут подробно описаны лишь в качестве примера со ссылками на прилагаемые чертежи, при этом:
на фиг. 1а-1с показаны, соответственно, общая конфигурация двухроторной машины с осевым магнитным потоком, возможные топологии для машин с постоянными магнитами и осевым магнитным потоком, а также схематический вид сбоку машины с сегментным якорем без ярма (YASA);
на фиг. 2 показано перспективное изображение машины с YASA согласно фиг. 1c;
на фиг. 3 показано перспективное изображение в разобранном виде статора и кожуха статора для машины с YASA в соответствии с известным уровнем техники;
на фиг. 4а и 4b показаны, соответственно, вертикальное сечение и вид сверху кольцевой радиальной стенки кожуха статора в соответствии с вариантом осуществления изобретения;
на фиг. 5 показано вертикальное сечение через мембрану из полимера, армированного волокном, предназначенную для использования при изготовлении радиальной стенки согласно фиг. 4;
на фиг. 6а и 6b показаны, соответственно, радиальная стенка согласно фиг. 5 с прикрепленным полюсным наконечником статора и радиальная стенка с наконечником статора, имеющим дополнительную пленку смолы, способствующую заполнению зазора; и
на фиг. 7а-7с показаны, соответственно, первое и второе возможные сечения, проведенные через радиальную стенку, в которой применяются наслаиваемые упрочняющие конструктивные элементы, и пространственное изображение в разобранном виде наслаиваемых конструктивных элементов перед сборкой.
ПОДРОБНОЕ ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
Обратимся сначала к фиг. 1c, 2 и 3, которые взяты из заявки PCT WO2012/022974, при этом на фиг. 1c показана схематическая иллюстрация машины 10 с сегментным якорем без ярма.
Машина 10 содержит статор 12 и два ротора 14a, b. Статор 12 представляет собой совокупность отдельных стержней 16 статора, разнесенных в окружном направлении вокруг оси 20 вращения роторов 14a, b. Каждый стержень 16 имеет свою собственную ось, которая предпочтительно - но не обязательно - проходит параллельно оси 20 вращения. Каждый конец каждого стержня статора снабжен башмаком 18a, b, служащим физической цели ограничения пакета 22 обмоток, который предпочтительно имеет изолированный провод квадратного или прямоугольного сечения, так что можно достичь высокого коэффициента заполнения. Обмотки 22 соединены с электрической цепью (не показана), которая в случае электродвигателя питает обмотки таким образом, что полюсы получающихся магнитных полей, генерируемых током, текущим в обмотках, противоположны полюсам в соседних обмотках 22 статора.
Два ротора 14a, b несут постоянные магниты 24a, b, которые обращены друг к другу, а между ними находится обмотка 22 статора (когда стержни статора наклонены - не так, как показано, - с магнитами происходит то же самое). Между соответствующими парами 18a/24a, 18b/24b башмаков и магнитов находятся два воздушных зазора 26a, b. Количества обмоток и магнитов, разнесенных вокруг оси 20 вращения, предпочтительно являются четными, и количества обмоток и магнитов предпочтительно являются разными, так что не все обмотки выставлены относительно соответствующей пары магнитов в одно и то же время и в одном и том же угловом положении ротора относительно статора. Это служит уменьшению мгновенной скорости вращения и крутящего момента электродвигателя.
Питание обмоток 22 в электродвигателе происходит таким образом, что их полярность меняется, а это в разные моменты времени служит для выравнивания обмоток с разными парами магнитов, вследствие чего между ротором и статором прикладывается крутящий момент. Роторы 14a, b в общем случае соединены друг с другом (например, посредством вала, который не показан) и вместе вращаются вокруг оси 20 относительно статора 12. Два соседних стержня 16 статора и две пары 24a, b магнитов обеспечивают магнитопровод 30, а металлический каркас 32a, b для каждого ротора проводит магнитный поток между тыльными сторонами каждого магнита 24a, b, обращенными в направлении от соответствующих обмоток 22. Обмотки 16 статора заключены внутри кожуха, который простирается через воздушный зазор 26a, b и который ограничивает камеру, снабжаемую хладагентом.
Обращаясь к фиг. 3, отмечаем, что здесь показан статор 12a, в котором обмотки статора находятся между створками 42a, b из пластмассы. Эти створки имеют наружные цилиндрические стенки 44, внутренние цилиндрические стенки 46, и кольцевые радиально размещенные стенки 48. В примере известного технического решения согласно фиг. 3 радиальные стенки 48 включают в себя внутренние карманы 50 для приема башмаков 18a, b стержней 16 статора и служат для размещения узлов 16, 22, 18a, b обмоток статора, когда обе створки 42a, b кожуха статора 12a собраны друг с другом. Кожух 42a, b статора ограничивает пространства 52 изнутри от обмоток 22 и снаружи, что обозначено позицией 54, вокруг внешней поверхности обмоток 22, а между обмотками имеются пространства 56. Пространства 52, 54, 56 взаимосвязаны, ограничивая камеру хладагента. Хотя это и не показано на фиг. 3, кожух 42a, b статора в сборе снабжен каналами, которые обеспечивают закачивание хладагента, такого, как масло, в пространства 52, 54, 56 для циркуляции вокруг обмоток и их охлаждения.
Сердечники обмоток могут быть наслоены с межслойной изоляцией параллельно желаемому направлению магнитного потока. Вместе с тем, можно также с выгодой формировать сердечники обмоток из частиц магнитно-мягкого железа (магнитно-мягких композитов - ММК), покрытых электрической изоляцией и сформованных с приданием желаемой формы, скрепляя их воедино посредством изоляционной матрицы. Для формования компонента с приданием сложной формы, способной давать трехмерные диаграммы распределения магнитного потока с превосходным форм-фактором и гарантирующей в случае ее применения получение обмоток с высоким коэффициентом заполнения, наматываемых непосредственно на зубцы из ММК, можно использовать процесс уплотнения, проводимый при высокой температуре и высоком давлении. Башмаки и стержень статора можно с удобством формировать отдельно, а потом проводить их сборку; башмак может иметь центральную область с осевым направлением минимального магнитного сопротивления и внешнюю область с радиальным направлением минимального магнитного сопротивления (см. WO2012/022974).
Обращаясь к фиг. 4a, отмечаем, что здесь схематически показано вертикальное сечение, проведенное через кольцевую радиальную стенку 100 кожуха статора, полученного инжекционным формованием, в соответствии с вариантом осуществления изобретения. Эта стенка содержит тонкую армированную мембрану 110 из термопластичного материала, на которую формованием нанесен комплект радиальных и окружных упрочняющих ребер с оставлением полостей 115 между ними для приема башмаков полюсных наконечников. На фиг. 4b то же самое расположение показано сверху, и демонстрируется осевой вид одной половины двустворчатого кожуха 150 статора, иллюстрирующий также цилиндрические стенки 152 кожуха.
На фиг. 5 изображена в сечении мембрана из исходного термопластичного материала, армированного волокном. Этот вид иллюстрирует армирующее волокно 160 простого плетения, пропитанное термопластичной смолой 170 и каландрированное для формирования мембраны постоянной толщины. Смола 170 предпочтительно представляет собой «конструкционный полимер», относительно прочный при высокой температуре, например, PPA или PEEK; армирование стекловолокном способствует приданию ударной вязкости и прочности. Мембрана может иметь толщину, например, ~0,5 мм.
Процесс формирования кожуха 150, а конкретнее - радиальной стенки 100, включает в себя введение кожуха в формовочный инструмент и герметичное закрытие инструмента для формирования радиальных и окружных ребер 120, предпочтительно имеющих толщину, по меньшей мере, 3 мм. Их можно формировать путем использования термопластичного полимера, совместимого с полимером тонкой термопластичной мембраны, причем ребра плотно крепятся к мембране во время процесса инжекционного формования.
В вариантах осуществления способа, стержни статора или, по меньшей мере, башмаки на конце (концах) стержней статора крепят к мембране, образующей радиальную стенку, перед инжекционным формованием упрочняющих ребер. Поэтому предпочтительно располагать формовочный инструмент таким образом, чтобы мембрана оказывалась горизонтально опертой в машине, поскольку мембрана с прикрепленными стержнями статора является относительно нежесткой. Мембраной с прикрепленными башмаками можно с удобством манипулировать магнитными средствами.
Специалист поймет, что в равной степени возможно крепление полюсного наконечника 180 статора к мембране 110 и после инжекционного формования ребер 120 на мембрану 110 - таким же образом, как тогда, когда приходится крепить полюсный наконечник 180 статора к мембране 110, а в частности - к полимеру 170 мембраны, перед инжекционным формованием ребер 120.
На фиг. 6a радиальная стенка 100, показанная на фиг. 4, изображена с полюсным наконечником 180 статора, закрепленным по месту: полюсный наконечник 180 статора нагревают и запрессовывают в тонкую мембрану 110, а арматура, например - стекловолоконная, действует как концевой упор, препятствуя проталкиванию полюсного наконечника статора сквозь очень тонкую мембрану и поддерживая, между прочим, герметичную целостность кожуха для содержания в нем хладагента во время эксплуатации. Тем не менее, волоконная арматура не является существенным признаком для мембраны 110, и вместо этого можно замедлить проталкивание полюсного наконечника 180 статора посредством тщательного регулирования запрессовки полюсного наконечника статора и/или за счет использования подходящего упора.
Кроме того, с выгодой обнаружено, что для образования исключительно прочной связи с полюсными наконечниками из ММК достаточно относительно небольшого количества термопластичного полимера 170 в тонкой мембране 110. Вместе с тем, в соответствующем аспекте этого процесса скрепление способствует удалению смолы из мембраны с оставлением волокон, видимых на противоположной поверхности мембраны, которая больше не может быть гладкой. С этим можно справиться, предусматривая тонкую дополнительную мембрану между мембраной, армированной волокном, и башмаками полюсных наконечников, предпочтительно выполненную из смолы того же типа, что и мембрана, армированная волокном, и действующую как дополнительный источник смолы. Это также имеет преимущество, заключающееся в том, что можно справиться с пониженной плоскостностью торцов башмаков и/или мембраны, армированной волокном.
На фиг. 6b показан вариант структуры согласно фиг. 6a, предусматривающий наличие дополнительной термопластичной полимерной мембраны 175 из смолы, совместимой со смолой 170 мембраны 110. Эта дополнительная мембрана 175 может иметь толщину порядка ~0,25 мм и обеспечивает заполнение пространства при любой неровности подложек 180 и 110 и прилив 176, когда полюсный наконечник 180 нагревают и запрессовывают в тонкие мембраны 175 и 110. Этот прилив способствует усиленному креплению полюсных башмаков, а также заполнению зазоров, обуславливаемых допусками, между ребрами 120 и полюсными башмаками 185. Нижележащая арматура из стекловолокон по-прежнему предотвращает проталкивание при нагревании полюсных башмаков и обуславливает их размещение на не нагретой тонкой мембране и надежное напрессовывание, а результирующая прочность связи при этом больше прочности самого ММК.
Возможный ММК может содержать частицы железа, связанные стеклом, тонкий слой (как правило, <10 мкм) стекла, скрепляющего и взаимно электроизолирующего частицы железа с оставлением некоторой остаточной пористости. Подходящие материалы поставляет, например, шведская фирма Hoganas AB под торговым названием «сомалой» (Somaloy, зарегистрированная торговая марка). Чтобы увеличить пористость, а значит - и прочность скрепления, скрепляемую поверхность предпочтительно очищают от остаточных следов углерода после процесса изготовления, например - проводят механическую очистку и/или кислотное травление.
Получающаяся конструкция имеет очень тонкую радиальную стенку, что желательно, обладает непроницаемостью для масла, полезной функцией поддержания полюсных наконечников в их правильных относительных положениях во время сборки и обеспечивает большую прочность, когда структура полностью собрана. Как заявитель описал ранее в своей заявке WO2012/022974, где применяется подход, обуславливающий двухстворчатую структуру, стержни статора или полюсные наконечники можно разделять в некоторой точке вдоль их длины таким образом, что один башмак или стержень статора может быть прикреплен к каждой створке перед соединением створок и стержней статора. В альтернативном варианте, можно осуществлять сборку стержней статора на одну створку, а затем вторую соединять с первой и при этом скреплять со стержнями статора, избегая тем самым необходимости разделять стержни статора для получения более прочной структуры. При воплощении еще одного - предпочтительного - подхода, одна створка имеет стержень статора и башмак на одном конце, а другая створка имеет башмак для другого конца стержня статора (который можно приклеивать к свободному концу стержня статора при сборке).
По выбору, упрочняющий конструктивный элемент можно изготавливать из множества слоев, сжимать и совместно нагревать их для взаимного скрепления. Каждый слой предпочтительно армирован волокном таким образом, что плетение простирается, по существу, по всей радиальной стенке, то есть, и по мембране, и по ее арматуре. По выбору, направление может (направления могут) различаться от одного слоя к другому.
На фиг. 7a показано сечение, проведенное через радиальную стенку, изготовленную таким образом, и изображены слои 112. На фиг. 7a весь торец стержня статора, а конкретнее - башмака, скреплен с мембраной 110. В альтернативном варианте, как показано на фиг. 7b, торец или башмак стержня статора может быть установлен в проеме в мембране. В этом случае торец или башмак может быть снабжен ступенькой или фланцем, как изображено, для облегчения скрепления с нижележащей мембраной. По выбору, в любом из этих случаев один или несколько слоев могут покрывать ступеньку или фланец башмака, как показано. На фиг. 7c показано пространственное изображение в разобранном виде слоев 112.
Безусловно, специалисту будут ясны многие другие эффективные альтернативы. Следует понять, что изобретение не ограничивается описанными вариантами осуществления и охватывает модификации, очевидные специалистам в данной области техники и находящиеся в рамках существа и объема притязаний прилагаемой формулы изобретения.
Реферат
Изобретение относится к области электрических машин. Способ изготовления кожуха статора относится к машине с постоянными магнитами и осевым магнитным потоком, имеющей статор, содержащий комплект обмоток, намотанных на соответствующих стержнях статора, и ротор, несущий комплект постоянных магнитов и установленный с возможностью вращения вокруг упомянутой оси. Способ заключается в том, что: изготавливают радиальную стенку для упомянутого кожуха статора, размещаемую в упомянутом зазоре между упомянутым ротором и упомянутым статором, за счет того, что: обеспечивают мембрану из полимерного материала, армированного волокном; запрессовывают комплект упомянутых стержней статора в упомянутую мембрану из полимера, армированного волокном, формуя упомянутый полимер, при этом упомянутая арматура замедляет проталкивание упомянутых стержней статора через упомянутую мембрану; отверждают упомянутый полимер для удержания упомянутого комплекта стержней статора в их соответствующих положениях; и изготавливают упомянутый кожух путем использования упомянутой радиальной стенки. Техническим результатом является обеспечение минимальных потерь в воздушном зазоре с высоким магнитным сопротивлением. 3 н. и 19 з.п. ф-лы, 13 ил.
Формула
Документы, цитированные в отчёте о поиске
Электрическая машина с повышенной степенью защиты с улучшенным охлаждением ротора
Комментарии