Способ обработки вырубкой многослойного железного сердечника и способ изготовления многослойного железного сердечника - RU2678115C1
Код документа: RU2678115C1
Чертежи








Описание
Область техники, к которой относится изобретение
Изобретение касается способа обработки вырубкой многослойного железного сердечника и способа изготовления многослойного железного сердечника.
Уровень техники
В последние годы размеры железных сердечников уменьшились с целью уменьшения веса электродвигателей и генераторов, в основном, в электромобилях и гибридных электромобилях. Более того, для обеспечения мощности электродвигателя и генератора увеличилась скорость (частота) электродвигателя и генератора. Таким образом, с точки зрения уменьшения потерь железа в железном сердечнике, увеличилась потребность в использовании листов электротехнической стали, толщина которых составляет 0,30 мм и меньше, и толщина которых меньше толщины листов электротехнической стали, используемых ранее для железных сердечников.
Основной материал железного сердечника электродвигателя и генератора представляет собой лист электротехнической стали, толщина которого уменьшена с целью уменьшения потерь железа. Железный сердечник изготавливают путем осуществления обработки вырубкой листа электротехнической стали. В ходе обработки вырубкой, в пресс-машину устанавливают технологическую форму. Железный сердечник изготавливают путем вырубания участков железного сердечника, когда лист стали, разрезанный в соответствии с определенной шириной, подают с помощью устройства подачи сердечника и путем объединения внутри формы участков железного сердечника с помощью взаимного сцепления, или путем удаления из формы сегментов железного сердечника, для которых осуществлена обработка вырубкой, и объединения сегментов железного сердечника с использованием сварки или крепления болтами. Ниже железный сердечник, который изготовлен путем формирования многослойной структуры и объединения тонких листов электротехнической стали, называется «многослойным железным сердечником».
При промышленном изготовлении многослойный железных сердечников, в основном, применяют способ, заключающийся в формировании железного сердечника в форме при одновременной последовательной подаче листов стали на последующий процесс штамповки, и удалении сегментов железного сердечника из листа стали путем вырубки внешней границы железного сердечника в ходе финального процесса штамповки. Также при промышленном изготовлении с использованием взаимного сцепления, применяют способ удаления сегментов железного сердечника из листа стали в ходе финального процесса штамповки и объединения многослойных железных сердечников путем подгонки друг к другу выступов взаимного сцепления с использованием операции опускания пуансона.
Процессы штамповки, такие как упомянуты выше, в общем, используются благодаря тому, что они обладают отличной производительностью. Тем не менее, при обычной обработке вырубкой сегменты железного сердечника нужно вырубать по одному. Таким образом, при уменьшении толщины стального листа увеличивается количество листов, нужных для получения той же толщины многослойного изделия. Это значительно уменьшает эффективность. Для решения этой проблемы были разработаны технологии вырубки нескольких листов стали, расположенных стопкой, и также были разработаны решения проблем, касающихся этих технологий.
Например, для проблемы неправильного выравнивания листов стали, которая возникает, когда листы стали, расположенные стопкой, одновременно подают в форму, в JP S 55156623 А и JP 2003153503 A описаны технологии крепления листов стали друг к другу с использованием взаимного сцепления или подобного, в ходе начального процесса штамповки, который осуществляют внутри формы, до обработки вырубкой. Более того, в JP 2005261038 A описана технология формирования объединенной части зацепления, нужной для крепления друг к другу листов стали, и выпрямления выпуклого участка объединенной части зацепления с использованием технологии «сдвига назад», так что выпуклая форма объединенной части зацепления не будет препятствием в процессе формирования многослойной структуры. Обычные технологии, такие как описанные выше технологии, противодействуют ухудшению точности размеров, которое имеет место, когда листы стали вырубают одновременно. Более того, в каждом из JP 2012115893 A и JP 2012-115894 A описана технология одновременного осуществления обработки вырубкой листов стали в ходе единственного процесса штамповки, при одновременном предотвращении увеличения прогиба и мелких дефектов, что делают с использованием формы, которая содержит несколько участков, соответствующих пуансону и матрице.
Раскрытие сущности изобретения
Техническая задача
Ухудшение магнитных характеристик железного сердечника представляет собой проблему, которая возникает при одновременном вырубании листов стали, расположенных стопкой. В общем, при обработке вырубкой, концевой участок, который проходит вырубку, подвергается сильной пластической деформации и вокруг подвергнутого вырубке концевого участка остается некоторая пластическая деформация, приводящая к ухудшению магнитных характеристик. Более того, при количественной оценке величины ухудшения магнитных характеристик, указанное ухудшение не может быть объяснено только одной пластической деформацией. Таким образом, упругая деформация, которая остается помимо пластической деформации, также предположительно влияет на ухудшение магнитных характеристик. Таким образом, хотя обработка вырубкой обладает отличной производительностью, существует проблема ухудшения магнитных характеристик железного сердечника. В частности, когда обработку вырубкой осуществляют для листов стали, расположенных стопкой, участок пластической деформации сильно увеличен из-за слабой силы связи между листами стали. В результате, магнитные характеристики железного сердечника будут хуже по сравнению с ситуацией, когда обработку вырубкой осуществляют для каждого листа стали.
Тем не менее, в обычных технологиях учитывают только ухудшение точности размеров железного сердечника и увеличение величины прогиба и величины мелких дефектов, которые вызваны обработкой вырубкой, а не обеспечивают улучшение ситуации с ухудшением магнитных характеристик железного сердечника. Более конкретно, в технологии, описанной в JP 2005261038 A не учитывают проблему ухудшения магнитных характеристик железного сердечника, вызванного обработкой вырубкой многослойных структур из листов стали; и, кроме того, усложняется механизм формы, так как технология из JP 2005261038 A требует дополнительной обработки, называемой «сдвигом назад», что ведет к недостаткам с точки зрения затрат и технического обслуживания. Более того, для крепления друг к другу железных сердечников, помимо объединенной части зацепления нужно взаимное сцепление. Таким образом, неизбежно ухудшаются магнитные характеристики железных сердечников, так как на железные сердечники оказывают влияние и процесс выполнения объединенной части зацепления и процесс взаимного сцепления. Более того, в технологиях, описанных в JP 2012115893 A и JP 2012-115894 A обработку вырубкой не осуществляют с листами стали, которые непосредственно расположены стопкой. Таким образом, хотя JP 2012115893 A и JP 2012-115894 A обладают достоинствами в плане ухудшения магнитных характеристик, значительно увеличивается стоимость формы из-за сложности ее структуры. Более того, еще не разработана технология эффективного объединения и соединения сегментов железного сердечника, которые вырублены с использованием нескольких пуансонов.
Для осуществления обработки вырубкой листов стали, расположенных стопкой, в JP 2005-348456 А описана технология одновременного осуществления обработки вырубкой и взаимного сцепления, после сварки концевых поверхностей листов стали в продольном направлении, или после склеивания 80% или более плоской поверхности листов стали с помощью клеящего слоя, толщина которого составляет 3 мкм или более, с использованием наполовину отвержденной смолы. Тем не менее, эта технология имеет проблемы с производительностью и затратами на изготовление, так как она требует обработки широкой области концевых поверхностей листов стали в продольном направлении или 80% или более плоской поверхности.
Настоящее изобретение предложено с учетом изложенного выше и задача настоящего изобретения заключается в том, чтобы предложить способ обработки вырубкой многослойного железного сердечника и способ изготовления многослойного железного сердечника, при котором возможно изготовить многослойный железный сердечник с высокой производительностью при одновременном сведении к минимуму ухудшения магнитных характеристик многослойного железного сердечника.
Решение задачи
В результате глубоких исследований, авторы настоящего изобретения обнаружили, что, в ходе обработки вырубкой самой наружной границы железного сердечника, которая обладает наибольшей длиной и магнитные характеристики которой легко ухудшаются, возможно прикрепить друг к другу листы стали и предотвратить ухудшение магнитных характеристик железного сердечника, которое вызвано обработкой вырубкой, путем осуществления обработки вырубкой листов стали, расположенных стопкой, после заблаговременного крепления обеих сторон замкнутой кривой, соответствующей подвергнутому вырубке участку самой наружной границы железного сердечника. Авторы настоящего изобретения задумали настоящее изобретение благодаря подробному изучению условий, нужных для крепежной части, с точки зрения предотвращения ухудшения магнитных характеристик железного сердечника, к чему приводит обработка вырубкой.
Для решения этой проблемы и решения задачи изобретения, в способе обработки вырубкой многослойного железного сердечника, который соответствует настоящему изобретению, последовательно подают несколько листов стали в форму и осуществляют несколько процессов в форме, в том числе обработку вырубкой листов стали, расположенных стопкой, при этом указанный способ включает в себя следующее: крепят друг к другу листы стали, расположенные стопкой в первой крепежной части, которая расположена снаружи замкнутой кривой, соответствующей самой наружной границе многослойного железного сердечника, и во второй крепежной части, которая расположена на участке, который в конечном счете служит в качестве многослойного железного
сердечника; и осуществляют обработку вырубкой самой наружной границы многослойного железного сердечника.
Более того, в способе обработки вырубкой многослойного железного сердечника, который соответствует настоящему изобретению, количество пар из первой крепежной части и второй крепежной части, в которых длина отрезка прямой, соединяющего первую крепежную часть и вторую крепежную часть, равна 400 или менее средним значениям толщины листов стали, в среднем составляет 0,5 или более на 100 мм длины замкнутой кривой.
Более того, в способе обработки вырубкой многослойного железного сердечника, который соответствует настоящему изобретению, для пары из первой крепежной части и второй крепежной части, в которой длина отрезка прямой, соединяющего первую крепежную часть и вторую крепежную часть, равна 400 или менее средним значениям толщины листов стали, когда более короткое расстояние из расстояния между первой крепежной частью и замкнутой кривой и расстояния между второй крепежной частью и замкнутой кривой, определяют как расстояние между крепежной частью и замкнутой кривой, среднее значение расстояния между крепежной частью и замкнутой кривой выполняют равным 250 или менее средним значениям толщины листов стали.
Более того, в способе обработки вырубкой многослойного железного сердечника, который соответствует настоящему изобретению, способ крепления листов стали во второй крепежной части представляет собой способ крепления с использованием выступа взаимного сцепления с целью формирования многослойного железного сердечника.
Более того, способ изготовления многослойного железного сердечника, который соответствует настоящему изобретению, представляет собой способ изготовления многослойного железного сердечника, включающий в себя следующее: изготавливают многослойный железный сердечник путем формирования многослойной структуры и объединения листа стали, с которым осуществили обработку вырубкой с использованием способа обработки вырубкой многослойного железного сердечника, который соответствует настоящему изобретению.
Технический результат
С помощью способа обработки вырубкой многослойного железного сердечника и способа изготовления многослойного железного сердечника, которые соответствуют настоящему изобретению, возможно изготавливать многослойный железный сердечник с высокой производительностью при одновременном сведении к минимуму ухудшения магнитных характеристик многослойного железного сердечника.
Краткое описание чертежей
Фиг. 1 - вид, схематично показывающий конфигурацию устройства обработки вырубкой;
фиг. 2 - вид, схематично показывающий конфигурацию железного сердечника статора и крепежные части;
фиг. 3 - вид, схематично показывающий конфигурацию железного сердечника статора и крепежные части;
фиг. 4-1 - вид, схематично показывающий конфигурацию железного сердечника статора и крепежные части;
фиг. 4-2 - вид, схематично показывающий конфигурацию железного сердечника статора и крепежные части;
фиг. 5 - вид, показывающий связь длины отрезка АВ прямой, количества пар крепежных частей FA и FB на единицу длины замкнутой кривой L и эффективности электродвигателя;
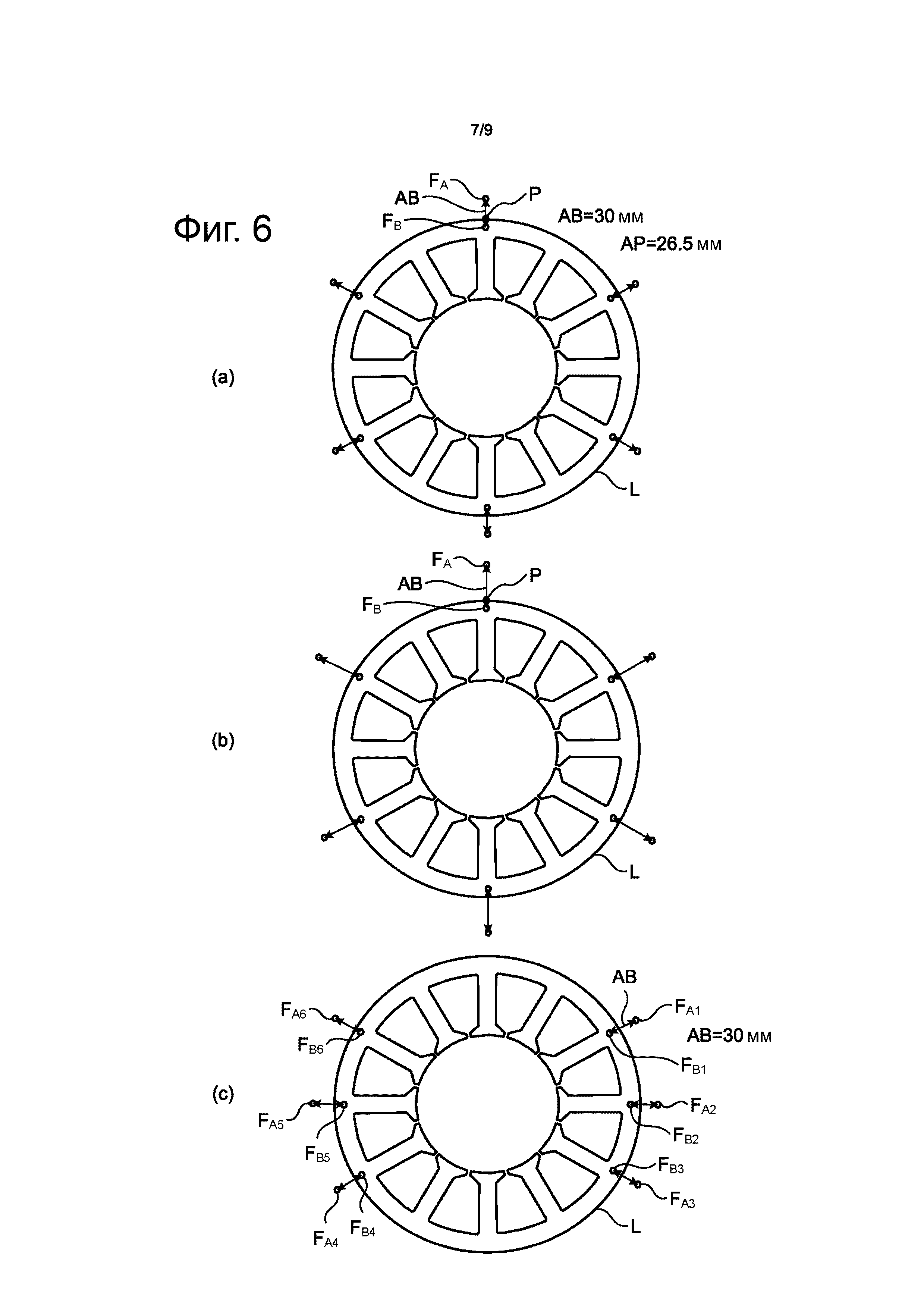
фиг. 6 - вид, схематично показывающий конфигурацию железного сердечника статора и крепежные части;
фиг. 7 - вид, показывающий связь расстояния между замкнутой кривой L и крепежными частями FA и FB и эффективности электродвигателя;
фиг. 8 - вид, показывающий связь доли участка в замкнутой кривой L без крепежных частей FA и FB и эффективности электродвигателя;
фиг. 9 - вид, схематично объясняющий процесс крепления листов стали друг к другу с использованием выступа взаимного сцепления.
Осуществление изобретения
Здесь и далее со ссылками на приложенные чертежи будут описаны способ обработки вырубкой многослойного железного сердечника и способ изготовления многослойного железного сердечника, которые соответствуют настоящему изобретению.
Диапазон применения.
Сначала, со ссылкой на фиг. 1 будет описан диапазон применения настоящего изобретения.
Настоящее изобретение может быть применено в устройстве 1 обработки вырубкой, как показано на фиг. 1. Более конкретно, устройство 1 обработки вырубкой, показанное на фиг. 1, является устройством: которое доставляет несколько листов 2а - 2с стали, которые свернуты в форме катушки, после нарезания на части заранее заданной ширины, что осуществляют с использованием устройств 3а - 3с доставки; которое непрерывно вставляет листы 2а - 2с стали, расположенные стопкой, в пресс-машину 5 с использованием обжимного ролика 4; и которое непрерывно осуществляет обработку вырубкой листов 2а - 2с стали с использованием формы 6 и нескольких процессов штамповки в пресс-машине 5. На фиг. 1 ссылочными позициями 7, 8, 9 и 10 соответственно обозначены пуансон, держатель листа, матрица и отверстие матрицы. Символ а обозначает промежуток (зазор) между боковой поверхностью пуансона 7 и боковой поверхностью отверстия 10 матрицы.
Благодаря применению настоящего изобретения в устройстве 1 обработки вырубкой, которое показано на фиг. 1, возможно с высокой производительностью изготовить железный сердечник с отличными магнитными характеристиками. Более того, возможно улучшить производительность, когда настоящее изобретение применяют в процессе обработки вырубкой листа электротехнической стали, толщина которого составляет 0,30 мм или меньше, причем эффективность указанного процесса изготовления существенно меньше при осуществлении обычной обработки вырубкой. Более того, может быть получен отличный результат при применении настоящего изобретения для изготовления различных изделий с многослойными железными сердечниками, для которых формируют слои и которые изготавливают после осуществления обработки вырубкой, более конкретно, в частности, при применении для изготовления железных сердечников для электродвигателей и генераторов, в которых магнитные характеристики железного сердечника будут улучшены благодаря уменьшению деформации, накопленной в подвергнутом вырубке концевом участке.
Крепежные части для листов стали до обработки вырубкой.
Далее будут описаны крепежные части для листов стали до осуществления обработки вырубкой, которая соответствует настоящему изобретению.
При обработке вырубкой железного сердечника, когда некоторый участок с большим внешним диаметром подлежит вырубанию, велико значение деформации вокруг подвергнутого вырубке концевого участка и легко ухудшаются магнитные характеристики. В частности, когда обработку вырубкой осуществляют для самой наружной границы железного сердечника, длина по окружности, которая подлежит обработке, велика, и, кроме того, для железного сердечника статора ее сторону внутренней границы (внутри концевого участка вершин зубьев) подвергают вырубанию, и, таким образом, обработку вырубкой осуществляют для самой наружной границы, при этом снижается сила связи (жесткость) внутри самого листа стали. В результате в подвергнутом вырубке концевом участке легко появляется напряжение. Таким образом, когда осуществляют обработку вырубкой листов стали, расположенных стопкой, магнитные характеристики железного сердечника легко ухудшаются во время обработки вырубкой самой наружной границы.
В результате, в настоящем изобретении, например, как показано на фиг. 2(а), крепежная часть FA расположена снаружи замкнутой кривой L, соответствующей самой наружной границе железного сердечника, и одновременно крепежная часть FB расположена на участке внутри замкнутой кривой L, который является железным сердечником. Таким образом, сила связи между листами стали увеличивается при вырубке листов стали, расположенных стопкой, и участок вокруг границ листов стали меньше деформируется, когда этот участок втягивают в зазор. Этот может предотвратить ухудшение магнитных характеристик.
Для получения таких результатов листы стали необходимо прикрепить друг к другу без сбоя в крепежной части FA и крепежной части FB, до осуществления обработки вырубкой самой наружной границы. Таким образом, листы стали необходимо прикрепить друг к другу в крепежной части FA и крепежной части FB в ходе процесса, осуществляемого внутри формы, до осуществления обработки вырубкой самой наружной границы. Более того, так как крепежная часть FA расположена снаружи самой наружной границы железного сердечника, крепежная часть FA также увеличивает жесткость всех листов стали, когда листы стали, расположенные стопкой, подают внутрь формы. Таким образом, крепежная часть FA также предотвращает сбои, которые имеют место, когда листы электротехнической стали, обладающие малой толщиной листа, объединяют в стопку и подают.
По описанным выше причинам, предпочтительно располагать крепежную часть FA снаружи замкнутой кривой L, соответствующей самой наружной границе листов стали, и располагать крепежную часть FB на участке, который является железным сердечником, и далее осуществлять обработку вырубкой самой наружной границы, после последующего процесса внутри формы. Заметим, что крепежная часть FA и крепежная часть FB могут быть выполнены одновременно в ходе процесса, осуществляемого внутри формы, или могут быть выполнены в ходе отдельных процессов. В качестве альтернативы, одна часть из крепежной части FA и крепежной части FB может быть выполнена до другой. Тем не менее, для увеличения жесткости всех листов стали, предпочтительно сначала выполнить крепежную часть FА, так как крепежная часть FA, которая расположена снаружи самой наружной границы, обеспечивает более сильный результат.
Позиции для крепления листов стали друг к другу: Расстояние между крепежными частями FA и FB.
Ниже будет рассмотрено расстояние между крепежными частями FA и FB.
В настоящем изобретении, когда обработку вырубкой осуществляют для листов стали, расположенных стопкой, участки для крепления друг к другу листов стали предусмотрены на обеих сторонах прямой (отрезка прямой или замкнутой кривой), по которой должен пройти разрез в ходе обработки вырубкой. Это делает возможной минимизацию деформации концевого участка листов стали в ходе обработки вырубкой и делает возможным предотвращение ухудшения магнитных характеристик железного сердечника. Например, в ходе обработки вырубкой железного сердечника статора, показанного на фиг. 3(а), замкнутая кривая L соответствует самой наружной границе железного сердечника статора, и крепежная часть FA расположена на участке, который подлежит отбрасыванию как остаточная часть обработки вырубкой, а крепежная часть FB расположена на участке, который является железным сердечником.
Когда обработку вырубкой осуществляют без связывания (или в условиях слабого связывания) многослойной структуры из листов стали, величина деформации листов стали увеличивается, когда листы стали втягивают в зазор. В результате ухудшаются магнитные характеристики. С другой стороны, обработка вырубкой, осуществленная после крепления листов стали, расположенных стопкой, в позициях на обеих сторонах замкнутой кривой L, может предотвратить деформацию концевого участка железного сердечника вблизи подвергнутого вырубке концевого участка. Благодаря этому возможно предотвратить ухудшение магнитных характеристик железного сердечника.
Для получения описанных выше результатов, крепежная часть FA и крепежная часть FB должны быть расположены достаточно близко друг к другу. Более того, по описанным выше причинам, предпочтительно установить одно пересечение между отрезком АВ прямой, который соединяет крепежную часть FA и крепежную часть FB, и всей замкнутой кривой L, в соответствии с которой осуществляют обработку вырубкой. Когда на отрезке АВ прямой присутствует несколько участков сдвига, результат связывания листов стали друг с другом во время обработки вырубкой разделяется, и не могут быть получены результаты настоящего изобретения. Более того, величина деформации листов стали, вызванная обработкой вырубкой, зависит от толщины листов стали, и жесткость листов стали уменьшается при уменьшении толщины листов. В результате, будет увеличиваться величина деформации (в этом примере, степень ухудшения относительно случая, когда вырубают один лист стали) на подвергнутом вырубке концевом участке.
По описанным выше причинам возможно предотвратить ухудшение магнитных характеристик железного сердечника путем установки длины отрезка АВ прямой, соединяющего крепежную часть FA и крепежную часть FB, равной некоторому определенному значению или меньшему, причем указанное значение соответствует средней толщине листов стали, расположенных стопкой. Более конкретно, как показано на фиг. 5, возможно предотвратить ухудшение эффективности электродвигателя путем установки длины отрезка АВ прямой, равной 400 или менее (предпочтительно, 250 или менее) средним значениям толщины листа в листах стали, расположенных стопкой. Заметим, что крепежные части FA и FB могут быть расположены так, что отрезок АВ прямой и замкнутая кривая L не обязательно пересекаются друг с другом под прямыми углами, как показано на фиг. 4-2(e).
Более того, для получения описанных выше результатов, необходимо предусмотреть пару крепежных частей FA и FB, которая удовлетворяет описанным выше условиям (паре крепежных частей FA и FB, в которых длина отрезка АВ прямой равна 400 или менее средним значениям толщины листа в листах стали, расположенных стопкой) и которая обладает с заранее заданной долей или большей в замкнутой кривой L. В результатах, показанных на фиг. 5, предпочтительный диапазон количества пар крепежных частей FA и FB, в которых длина отрезка АВ прямой равна 400 или менее средним значениям толщины листа из листов стали, расположенных стопкой, составляет 0,5 или более на 100 мм длины замкнутой кривой L, и объем настоящего изобретения ограничен описанным выше.
Когда крепежные части FA и FB расположены так, как показано на фиг. 4-2(e), одна крепежная часть FA представляет две или более пары крепежных частей FA и FB. В таком случае, единственная крепежная часть FA может предотвратить деформацию во время обработки вырубкой, когда она одновременно служит в качестве составляющей части двух или более пар крепежных частей FA и FB. Таким образом, возможно, описанная выше пара может являться парой крепежных частей FA и FB в замкнутой кривой L. Более того, когда пары крепежных частей FA и FB, которые удовлетворяет условиям, относящимся к отрезку АВ прямой, неравномерно распределены относительно замкнутой кривой L, трудно получить желаемые результаты. Как показано на фиг. 8, когда доля длины участка замкнутой кривой L без крепежных частей FA и FB (сумма длин дуг для первой длины дуги при их сортировке и второй длины при их сортировке) превышает 50% всей замкнутой кривой L, эффективность электродвигателя уменьшается. Таким образом, предпочтительно, чтобы описанная выше доля участка было меньше 50%.
Позиции для крепления листов стали друг к другу: Расстояние между крепежными частями FA и FB и замкнутой кривой L.
Далее будет описано расстояние между крепежными частями FA и FB и замкнутой кривой L.
Более высокий результат может быть получен путем ограничения длины отрезка АВ прямой, соответствующей средней толщине листа из листов стали, расположенных стопкой (400 или менее средних значений толщины листа), а также путем обеспечения крепежных частей FA и FB, которые описаны выше, в позициях, близких к замкнутой кривой L. Как показано на фиг. 7, возможно предотвратить ухудшение эффективности электродвигателя путем установки расстояния между крепежными частями FA и FB и замкнутой кривой L, равным 250 или менее средним значениям толщины листа в листах стали, расположенных стопкой. Возможно это объясняется тем, что, когда часть, где листы многослойной структуры из листов стали скреплены друг с другом, располагается близко к участку, где осуществляют процесс сдвига, может быть предотвращена деформация листов стали в участке зазора. В результате, возможно предотвратить ухудшение магнитных характеристик подвергнутого вырубке концевого участка. В этом примере соответствующие расстояния между крепежными частями FA и FB, которые расположены по обеим сторонам отрезка АВ прямой, и замкнутой кривой L представляют собой длину перпендикулярной линии, продолжающейся от каждой крепежной части до замкнутой кривой L (наименьшее расстояние между крепежной частью и замкнутой кривой). Когда расстояния между крепежными частями FA и FB и замкнутой кривой L изменяются, предпочтительно измерять это расстояния между той крепежной частью из крепежных частей FA и FB, которая ближе к замкнутой кривой L, и замкнутой кривой L и применять среднее значение.
Способ крепления листов стали друг к другу.
Далее будет описан способ крепления листов стали друг к другу.
В настоящем изобретении, в качестве способ крепления листов стали друг к другу может быть применен такой способ, как точечная сварка и частичное применение клеящего вещества. Возможно предположить, что ухудшение магнитных характеристик можно предотвратить путем осуществления такого способа, как точечная сварка и частичное применение клеящего вещества для широкого круга листов стали. Тем не менее, если увеличить указанную область, то уменьшится производительность. Таким образом, предпочтительно применять описанный выше способ для насколько возможно малого количества участков и целесообразно осуществлять описанный выше способ при условиях, указанных в настоящем изобретении.
Объединенная часть зацепления, которая расположена на участке, используемом в качестве железного сердечника в технологии, описанной в JP 2005261038 A обладает площадью определенной величины и указанную объединенную часть зацепления разрушают с помощью сдвига назад. Таким образом, объединенная часть зацепления и окружающая область подвергаются сильной обработке. В результате, магнитные характеристики железного сердечника также существенно ухудшаются в объединенной части зацепления. С другой стороны, когда используют способ частичного нанесения клеящего вещества, магнитные характеристики железного сердечника не ухудшаются. Более того, когда используется способ точечной сварки, участок, где ухудшаются магнитные характеристики, ограничен небольшой областью. Таким образом, невелико отрицательное влияние на магнитные характеристики железного сердечника.
Более того, с точки зрения производительности железного сердечника, способ крепления с использованием взаимного сцепления, подходит для использования в качестве способа крепления железных сердечников друг к другу. В способе крепления с использованием взаимного сцепления, листы стали могут быть прикреплены друг к другу до обработки вырубкой путем обеспечения выступа для взаимного сцепления в ходе финального процесса штамповки, когда листы стали расположены стопкой. Более того, благодаря использованию выступов взаимного сцепления в ходе финального процесса штамповки, сегменты железного сердечника объединяются внутри формы благодаря подгонке друг к другу выступов взаимного сцепления. В результате, возможно изготавливать высокоэффективный железный сердечник. На фиг. 9 схематично показан описанный выше процесс.
Более конкретно, в ходе финального процесса штамповки, показанного на фиг. 9, листы 2а и 2b стали, которые перемещают непосредственно над отверстиями 10а и 10b, предусмотренными в нижней форме 21, сдавливают в отверстия 10а и 10b с помощью пуансонов 7а и 7b, которые опускаются из верхней формы 23. Таким образом, на нижней стороне формируют выступ 25 взаимного сцепления, обладающий выпуклой формой, и листы 2а и 2b стали прикрепляют друг к другу с помощью выступа 25 взаимного сцепления. Далее, листы 2а и 2b стали перемещают так, что выступ 25 взаимного сцепления располагается непосредственно под пуансоном 7с и для самой наружной границы железного сердечника осуществляют обработку вырубкой с помощью пуансона 7с, который опускают из верхней формы 23. Далее, листы 2а и 2b стали располагают стопкой на листах стали, которые были перемещены ранее, так что выступы 25 взаимного сцепления накладываются друг на друга. Далее выступ 25 взаимного сцепления толкают и подгоняют к выступу 25 взаимного сцепления на листе стали, расположенном ниже, что делают с помощью пуансона 7d для взаимного сцепления. В результате, листы стали скрепляются друг с другом.
Объединенная часть зацепления в технологии, описанной в JP 2005261038 A не обладает функцией взаимного сцепления, так как объединенная часть зацепления формируется и разрушается с помощью сдвига назад. Таким образом, взаимное сцепление с целью объединения листов стали друг к другу необходимо предусматривать отдельно. В результате, магнитные характеристики железного сердечника существенно ухудшаются из-за обоих процессов: процесса формирования объединенной части зацепления и процесса формирования взаимного сцепления. С другой стороны, в настоящем изобретении выступ, который в конечном счете используют для взаимного сцепления, также используют как блок для объединения и крепления листов стали друг к другу в середине обработки вырубкой. Таким образом, возможно предотвратить ухудшение магнитных характеристик железного сердечника, чтобы указанные характеристики были такими же, как и у обычного железного сердечника с взаимным сцеплением.
По описанным выше причинам, в настоящем изобретении применяется способ крепления листов стали друг к другу с использованием такого способа, как точечная сварка и частичное применение клеящего вещества, при котором мало ухудшение магнитных характеристик, по обеим сторонам участка (замкнутая кривая L), где до обработки вырубкой осуществляют процесс сдвига; или способ крепления листов стали друг к другу путем обеспечения выступа, который в конечном счете используется для взаимного сцепления при изготовлении железного сердечника, и путем использования выступа для крепления листов стали друг к другу. Способ крепления с использованием клеящего вещества, способ крепления с помощью точечной сварки и способ крепления путем обеспечения выступа взаимного сцепления могут быть использованы совместно. Например, способ крепления с помощью точечной сварки может быть использован для крепежной части снаружи железного сердечника, а способ крепления путем обеспечения выступа взаимного сцепления может быть использован для крепления внутри железного сердечника.
Способ изготовления многослойного железного сердечника.
Настоящее изобретение применимо в виде способа изготовления многослойного железного сердечника путем крепления сегментов железного сердечника, которые вырублены с использованием описанного выше способа, друг к другу внутри формы. Способ изготовления многослойного железного сердечника включает в себя способ с использованием клеящего вещества, способ сварки боковых поверхностей многослойной структуры из листов стали или способ обеспечения выступа для взаимного сцепления в ходе промежуточного процесса внутри формы, и соединения листов стали друг с другом с использованием выступа взаимного сцепления в ходе финального процесса штамповки.
Форма
Форма в настоящем изобретении представляет собой форму для реализации описанного выше способа и обладает функцией крепления друг к другу листов стали, расположенных стопкой, путем осуществления точечной сварки, путем применения быстро сохнущего клеящего вещества, или путем обеспечения выступа взаимного сцепления на обеих сторонах замкнутой кривой L, которая в конечном счете становится самой наружной границей железного сердечника. Далее, путем осуществления обработки сдвигом, а именно обработки вырубкой (сдвиг) по отделению самой наружной границы сегмента железного сердечника от листов стали, в ходе финального процесса из всех процессов, осуществляемых внутри формы, возможно минимизировать ухудшение магнитных характеристик железного сердечника, которое имеет место при осуществлении обработки вырубкой листов стали, расположенных стопкой.
Варианты осуществления изобретения
Первый вариант осуществления изобретения
Железный сердечник статора (внешний диаметр - 200 мм, 12 пазов, ширина зуба - 14 мм и ширина заднего ярма - 10 мм) для бесщеточного электродвигателя постоянного тока (DC), показанного на фиг. 2(a) и 2(b), изготавливали путем одновременного осуществления обработки вырубкой двух листов электротехнической стали, толщиной 0,20 мм, при этом ширина листа равна 210 мм, с использованием устройства, показанного на фиг. 1, а также путем осуществления взаимного сцепления внутри формы. В форме для осуществления обработки вырубкой, процессы штамповки, общее количество которых составляет пять последовательных процессов, осуществляли один за другим. Первый процесс в форме содержит функцию применения клеящего вещества для заранее заданной позиции листов стали. Два листа стали приклеивали друг к другу путем применения быстро сохнущего клеящего вещества на область, диаметр которой составляет 5 мм, в позициях крепежных частей FA и FB, показанных на фиг. 2(a) и 2(b), относительно конечной формы железного сердечника статора и в ходе пятого процесса, внутри формы, для самой наружной границы (замкнутая кривая L) осуществляют процесс вырубки. В этом примере, как показано на фиг. 2(a) и 2(b), крепежная часть FA расположена в позиции снаружи самой наружной границы железного сердечника, крепежная часть FB расположена в позиции внутри железного сердечника, и длина отрезка АВ прямой такова, как показано на фиг. 2(a) и 2(b). Более того, для сравнения был осуществлен процесс без обеспечения крепежной части FA или крепежной части FB
Электродвигатель с магнитом из редкоземельных металлов был изготовлен с использованием железного сердечника статора, который был изготовлен так, как описано выше, и была измерена эффективность электродвигателя при номинальной выходной мощности. Результаты показаны в приведенной ниже таблице 1. Более того, также в таблице 1 описаны подробности для крепежных частей FA и FB, которые предусмотрены, соответственно, снаружи самой наружной границы железного сердечника статора и внутри самой наружной границы железного сердечника статора. Как показано в таблице 1, для пары крепежных частей FA и FB, которые присутствуют по обеим сторонам замкнутой кривой L, подтверждено, что может быть получена особенно высокая эффективность электродвигателя, когда количество пар крепежных частей FA и FB, для которых длина отрезка АВ прямой составляет 400 или более средних значений толщины листов стали, составляет 0,5 или более на 100 мм длины замкнутой кривой L, как указано в настоящем изобретении.
Таблица 1
Второй вариант осуществления изобретения
Железный сердечник статора (внешний диаметр - 200 мм, 12 пазов, ширина зуба - 12 мм и ширина заднего ярма - 8 мм) для бесщеточного DC электродвигателя, показанного на фиг. 3(a) - 3(c), изготавливали путем одновременного осуществления обработки вырубкой трех листов электротехнической стали, толщиной 0,15 мм, при этом ширина листа равна 210 мм, с использованием устройства, показанного на фиг. 1, а также путем осуществления взаимного сцепления внутри формы. Обработку вырубкой осуществляли для внутренней границы железного сердечника, участка пазов и внешней границы железного сердечника, после крепления трех листов стали друг к другу путем обеспечения круглого взаимного сцепления (диаметр 1,2 мм и глубина 0,10 мм) в позициях крепежных частей FA и FB, показанных на фиг. 3(a) - 3(c). Объединенный железный сердечник статора был изготовлен путем подгонки друг к другу круглых выступов взаимного сцепления внутри формы в то же время, когда вырубали внешнюю границу железного сердечника.
Электродвигатель с магнитом из редкоземельных металлов был изготовлен с использованием полученного железного сердечника статора и была измерена эффективность электродвигателя при номинальной выходной мощности. В результате эффективность электродвигателя была равна 92,8% при железном сердечнике (вариант осуществления изобретения) статора, показанном на фиг. 3(а), 91,8% при железном сердечнике (сравнительный пример) статора, показанном на фиг. 3(b), и 91,5% при железном сердечнике (сравнительный пример) статора, показанном на фиг. 3(c). Таким образом, отличные характеристики электродвигателя были получены при железном сердечнике статора, показанном на фиг. 3(a), при условиях, совпадающих с условиями настоящего изобретения.
Третий вариант осуществления изобретения
Железный сердечник статора (внешний диаметр - 250 мм, 12 пазов, ширина зуба - 15 мм и ширина заднего ярма - 11 мм) для бесщеточного DC электродвигателя, показанного на фиг. 4-1 и 4-2, изготавливали путем одновременного осуществления обработки вырубкой двух листов электротехнической стали, толщиной 0,20 мм, при этом ширина листа равна 260 мм, с использованием устройства, показанного на фиг. 1, а также путем осуществления взаимного сцепления внутри формы. В позициях расположения крепежных частей FA и FB, показанных на фиг. 4-1 и 4-2, два листа стали прикреплены друг к другу с помощью точечной сварки крепежной части FA в ходе первого процесса из последовательных процессов, осуществляемых внутри формы. Далее, для внутренней границы железного сердечника и участка пазов была осуществлена обработка вырубкой. Далее в ходе четвертого процесса, осуществляемого внутри формы, два листа стали были прикреплены друг к другу путем обеспечения V-образного взаимного сцепления (ширина: 1 мм, длина: 2 мм и глубина: 0,3 мм) на участке, который в конечном счете служит в качестве железного сердечника. Далее в ходе пятого процесса осуществляли обработку вырубкой внешней границы железного сердечника и многослойная структура из листов стали была временно объединена с помощью подгонки друг к другу V-образных выступов взаимного сцепления с использованием операции опускания пуансона, входящей в обработку вырубкой самой наружной границы. Объединенный железный сердечник статора был изготовлен путем извлечения многослойной структуры из листов стали из формы с помощью выдавливания многослойной структуры из листов стали с использованием пресс-машины и с помощью полной подгонки друг к другу выступов взаимного сцепления. Электродвигатель с магнитом из редкоземельных металлов был изготовлен с использованием железного сердечника статора и была измерена эффективность электродвигателя при номинальной выходной мощности.
На фиг. 5 показана связь количества пар крепежных частей FA и FB, которые удовлетворяют условиям настоящего изобретения, на 100 мм длины замкнутой кривой L, отношения отрезка АВ прямой к средней толщине листов стали, и эффективности электродвигателя. Как показано на фиг. 5, путем такого управления отношением длины отрезка АВ прямой к средней толщине листов стали и количеством пар крепежных частей FA и FB на 100 мм длины замкнутой кривой L, чтобы они находились в рамках диапазона, указанного в настоящем изобретении, было подтверждено, что может быть получена высокая эффективность электродвигателя.
Четвертый вариант осуществления изобретения
Железный сердечник статора (внешний диаметр - 200 мм, 12 пазов, ширина зуба - 14 мм и ширина заднего ярма - 10 мм) для бесщеточного DC электродвигателя, показанного на фиг. 4-1 и 4-2, изготавливали путем одновременного осуществления обработки вырубкой трех листов электротехнической стали, толщиной 0,10 мм, 0,15 мм и 0,20 мм, при этом ширина листа равна 260 мм, с использованием устройства, показанного на фиг. 1, а также путем осуществления взаимного сцепления внутри формы. В позициях расположения крепежных частей FA, FB, FAN и FBN (N = 1 - 6), показанных на фиг. 6(а) - 6(с), два листа стали были прикреплены друг к другу путем обеспечения V-образного взаимного сцепления (ширина: 1 мм, длина: 2 мм и глубина: 0,15 мм) на каждой крепежной части FA, а также крепежных частях внутри формы. Далее, обработку вырубкой осуществляли для внутренней границы железного сердечника, участка пазов и внешней границы железного сердечника. Далее железный сердечник статора был изготовлен путем подгонки друг к другу V-образных выступов взаимного сцепления с использованием операции опускания пуансона, входящей в обработку вырубкой самой наружной границы железного сердечника. Более того, расстояние между крепежными частями FA и FB и замкнутой кривой L самой наружной границы (минимальное значение расстояния между крепежными частями FA и FB и замкнутой кривой L самой наружной границы) в режиме, показанном на фиг. 6(b), было изменено относительно основного положения, показанного на фиг. 6(a). Более того, состояние распределения пар крепежных частей FA и FB было изменено в режиме, показанном на фиг. 6(c). В режиме, показанном на фиг. 6(с), были получены пересечения PN замкнутой кривой L и крепежных частей FAN и FBN (N = 1 - 6). Далее была вычислена сумма наибольшей длины дуги (первой длины дуги при их сортировке) и второй по величине длины дуги (второй длины дуги при их сортировке) между соседними пересечениями PN и было получено отношение этой суммы и общей длины замкнутой кривой L. Электродвигатель с магнитом из редкоземельных металлов был изготовлен с использованием железного сердечника статора и была измерена эффективность электродвигателя при номинальной выходной мощности.
Как показано на фиг. 7, особенно высокая эффективность электродвигателя была получена путем использования расстояния между крепежными частями FA и FB и замкнутой кривой L (более короткое расстояние из расстояния между крепежной частью FA и замкнутой кривой L и расстояния между крепежной частью FB и замкнутой кривой L), равного 250 или меньше относительно среднего значения толщины листов стали. Более того, как показано на фиг. 5, путем такого управления количеством пар крепежных частей FA и FB на 100 мм длины замкнутой кривой L, чтобы оно находилось в рамках диапазона, указанного в настоящем изобретении, была получена высокая эффективность электродвигателя. Более того, как показано на фиг. 8, в приведенном выше определении, выполняя участок без пары крепежных частей FA и FB (сумма первой длины дуги при их сортировке и второй длины дуги при их сортировке) менее 50% общей длины замкнутой кривой L, было подтверждено, что улучшаются потери на железо электродвигателя.
Были описаны варианты осуществления изобретения, в которых применено изобретение, предложенное авторами. Ясно, что настоящее изобретение не ограничено описаниями и чертежами, которые являются частью описания настоящего изобретения. То есть, другие варианты осуществления изобретения, примеры, рабочие технологии и подобное, которые предложены специалистами в рассматриваемой области технике для настоящего изобретения, находятся в рамках идеи настоящего изобретения.
Промышленая применимость
Настоящее изобретение может предложить способ обработки вырубкой многослойного железного сердечника и способ изготовления многослойного железного сердечника, с помощью которых возможно изготавливать многослойный железный сердечник с высокой производительностью при одновременном сведении к минимуму ухудшения магнитных характеристик многослойного железного сердечника.
Список ссылочных позиций
1 устройство обработки вырубкой
2a, 2b, 2c лист стали
3a, 3b, 3c устройство доставки
4 обжимной ролик
5 пресс-машина
6 форма
7, 7a, 7b, 7c пуансон
7d пуансон для взаимного сцепления
8 держатель листа
9 матрица
10 отверстие матрицы
10a, 10b отверстие
21 нижняя форма
23 верхняя форма
25 выступ взаимного сцепления
Реферат
Изобретение относится к способу обработки вырубкой многослойного железного сердечника и способу изготовления многослойного железного сердечника. Последовательно подают по меньшей мере два листа стали в форму и осуществляют по меньшей мере вырубку расположенных стопкой листов стали. Крепят друг к другу листы стали, расположенные стопкой, в паре крепежных частей, образованной первой крепежной частью и второй крепежной частью. Первая крепежная часть расположена снаружи замкнутой кривой, соответствующей самой наружной границе многослойного железного сердечника, а вторая крепежная часть расположена на участке, который в конечном счете служит в качестве многослойного железного сердечника. Затем осуществляют вырубку наружной границы многослойного железного сердечника. При этом количество пар первой крепежной части и второй крепежной части, для которых длина отрезка прямой, соединяющей первую крепежную часть со второй крепежной частью, составляет 400 или менее средних значений толщины листов стали, в среднем составляет 0,5 или более на 100 мм длины замкнутой кривой. В результате обеспечивается возможно изготавливать многослойный железный сердечник с высокой производительностью при одновременном сведении к минимуму ухудшения магнитных характеристик многослойного железного сердечника. 3 н. и 3 з.п. ф-лы, 9 ил., 1 табл.
Комментарии