Способ и устройство для соединения элементов стального листа в пакет элементов стального листа, применение размягчителя для снижения температуры склеивающего вещества на стальном листе - RU2593452C2
Код документа: RU2593452C2
Чертежи
Описание
Область техники, к которой относится изобретение
Изобретение относится к способу соединения элементов стального листа в пакет элементов стального листа, при котором элементы стального листа отделяются от полосы стального листа, снабженной, по меньшей мере, на отдельных участках, слоем с отверждающимся полимерным склеивающим веществом, в частности, вырезаются на штампе, и эти элементы стального листа предварительно соединяются в пакет элементов стального листа, и этот процесс предварительного соединения включает осуществленную, по меньшей мере, на отдельных участках, пластификацию склеивающего вещества и соединение элементов стального листа для объединения их посредством пластифицированного склеивающего вещества, по меньшей мере, одного из элементов стального листа, и на последующем этапе пакет элементов стального листа с предварительно соединенными элементами стального листа подается на этап отверждения склеивающего вещества.
Изобретение относится также к устройству для соединения элементов стального листа и к применению размягчителя для снижения температуры склеивающего вещества на стальном листе.
Уровень техники
Для облегчения работы с покрытыми отверждающейся клеящей смолой пакетами элементов стального листа из уровня техники (DE 2446693 A1) известно о возможности сначала предварительно соединять вырезанные на штампе элементы стального листа, прежде чем они перейдут на последующие этапы работы или прежде чем склеивающее вещество окончательно затвердеет. С целью предварительного соединения вырезанные на штампе элементы стальных листов нагреваются, чтобы за счет размягчения или пластификации клеящей смолы образовать удовлетворительное клеевое соединение. Именно такие крепко соединенные друг с другом элементы стальных листов могут легче подвергаться дальнейшей обработке, однако, недостатком являются сравнительно высокие затраты на осуществление способа, так как при предварительном склеивании должна быть отрегулирована или должна поддерживаться именно та температура, которая позволяет осуществить именно размягчение клеящей смолы, однако, не допускает отверждения клеящей смолы. Если же отверждение происходит во время предварительного склеивания, то это в значительной степени мешает осуществлению заключительного этапа способа отверждения, так что многократное изготовление пакетов элементов стального листа не может быть гарантировано. Кроме того, при предварительном соединении следует учитывать, в частности, тепловую инерционность пакетов элементов стального листа, чтобы на этапе охлаждения не попасть на цикл отверждения для склеивающего вещества. Поэтому этап способа предварительного склеивания чреват ошибками и сравнительно сложен в регулировке, так что при использовании данного способа невозможно гарантировать высокий коэффициент устойчивости, а также универсальную применяемость для различных видов листового материала.
Кроме того, из уровня техники известны способы изготовления пакетов элементов стального листа (ЕР 0355778 B1), при которых в процессе формования штампованием имеет место настолько сильный нагрев пакетов элементов стального листа, что от этапа предварительного склеивания можно отказаться, и именно на этом этапе происходит спекание или отверждение склеивающего слоя и тем самым формирование прочного соединения. Кроме того, благодаря этому можно избежать опасности нежелательного отверждения, такие способы и относящиеся к ним устройства являются, однако, сравнительно сложными в регулировке, а также конструктивно затратными. Так, к примеру, должно быть предотвращено отверждение склеивающего вещества под воздействием нагретого штампа в процессе формования штампованием, прежде чем вырезанный на штампе элемент стального листа не будет соединен. Высокая температура штампа может, таким образом, также способствовать короблению элемента стального листа, что мешает изготовлению пакетов элементов стального листа точной формы. К этому надо добавить, что, таким образом, сравнительно сложно оказывать воздействие на параметры отверждения или спекания клейкого лака, так как это требует сравнительно длительного процесса оптимизации, что несомненно является недостатком. Такого рода «одноступенчатые» способы также очень чувствительно реагируют на отклонения параметров - будь то измененные параметры стального листа, измененные формы стального листа или же измененные параметры лака - что также может приводить к снижению коэффициента устойчивости.
Из ЕР 2090601 A2 известна далее реагирующая на влажность композиция склеивающих веществ, которой для реакции отверждения требуется вода.
Раскрытие изобретения
В изобретении поставлена задача создать простой в обслуживании способ, посредством которого элементы стального листа могут быть надежным образом соединены в пакет элементов стального листа точной формы. Кроме того, способ должен быть универсален с точки зрения использования и должен допускать изменение параметров, а также колебания параметров обрабатываемого стального листа.
Изобретение решает поставленную задачу посредством того, что пластификация склеивающего вещества включает введение размягчителя, в частности Н2О.
Если пластификация склеивающего вещества включает введение размягчителя, то, таким образом, температура перехода склеивающего вещества в стеклообразное состояние или температура размягчения склеивающего вещества может быть понижена, чтобы тем самым по сравнению с уровнем техники (DE 2446693 A1), обеспечить возможность предварительного соединения пакетов элементов стального листа, по меньшей мере, с пониженными температурами. Таким образом, может быть предотвращено, в частности, то обстоятельство, что склеивающееся вещество отверждается, или частично отверждается, уже при предварительном соединении, так что на последующие этапы способа, в частности, на этап отверждения для последующего соединения элементов стального листа, не оказывается негативного воздействия. В противоположность известному уровню техники тем самым может быть гарантирован многократно осуществляемый способ. К этом надо добавить, что за счет снижения температурной нагрузки может быть исключено также коробление элементов стального листа в процессе предварительного соединения, так что способ может обеспечить максимальную точностью и тем самым изготовление пакетов элементов стального листа точной формы. Кроме того, можно отказаться от сложно регулируемых или поддающихся оценке температурных настроек в процессе предварительного соединения за счет пониженной в соответствии с изобретением температуры перехода в стеклообразное состояние, так что мы получаем в распоряжение легкий в обслуживании способ, который также может допускать изменения и колебания параметров обрабатываемого стального листа. Даже влияния различных толщин стального листа, а также изменяемых габаритов элементов стального листа, на ход процесса соединения могут быть уменьшены в процессе предварительного соединения. Поэтому способ может отличаться стабильностью не только за счет надежного предварительного соединения и надежного последующего отверждения, но и является в предпочтительном варианте разнообразным и, тем самьм, гибким и универсальным в плане использования.
В частности, с целью упрощения способа, в качестве размягчителя предложена вода H2O, так как данный размягчитель при последующем отверждении может быть простым способом удален из пакета элементов стального листа или из склеивающего вещества, так что могут быть осуществлены варианты регулировки способа отверждения с известными параметрами. В дальнейшем нет необходимости особо упоминать здесь о том, что Н2О, в качестве средства для осуществления способа, может быть использована сравнительно просто, что в связи с улучшенной энергоэффективностью, вследствие уменьшения температуры при осуществлении способа, может способствовать созданию особо экономичного варианта осуществления способа. Однако, также вполне могут быть использованы и другие размягчители, к примеру, низкомолекулярные соединения, в частности, сложные эфиры фталевой кислоты (дибутилфталат; диоктилфталат) и/или спирт.
В целом, в качестве полимерного склеивающего вещества зарекомендовали себя термопластичные и/или термореактивные вещества, причем в процессе соединения элементов стальных листов термопластичные и/или термореактивные клейкие лаки оправдали себя в качестве склеивающего вещества в процессе образования электродинамических конструктивных элементов, к примеру, листов роторов и статоров электрических машин, динамных листов, электротехнических листов, дросселей или трансформаторных листов. Использование клейких лаков на базе поливинилбитураля, полиамида или эпоксидной смолы в целом также возможно. Изобретение делает далее заключение о том, что, по меньшей мере, на отдельных участках слой имеет отверждающееся полимерное склеивающее вещество, а также, что этот слой состоит из отверждающегося полимерного склеивающего вещества, чтобы при помощи этого склеивающего вещества иметь возможность осуществить процесс предварительного склеивания с другим полимерным склеивающим веществом. В предпочтительном варианте слой из отверждающегося полимерного склеивающего вещества предусмотрен на стальном листе с внешней стороны, с целью возможности обеспечения надежного предварительного склеивания.
Если, за счет введения размягчителя температура перехода склеивающего вещества элемента стального листа в стеклообразное состояние понижается как минимум до значения, равного температуре элемента стального листа при соединении, то этап способа предварительного склеивания может быть осуществлен особенно надежно. Разности температур предварительно соединяемых элементов стального листа не могут оказывать негативного воздействия на процесс пластификации, так как температура перехода в стеклообразное состояние понижается таким образом, что более не может происходить нежелательное отверждение пластифицированного склеивающего вещества. Возможная разность температур между элементом стального листа и склеивающим веществом не может привести, таким образом, к нарушению клеевого соединения, благодаря чему может быть предложен надежный способ предварительного склеивания. Кроме того, температура элемента стального листа может быть использована, таким образом, для пластификации склеивающего вещества или может способствовать тому, чтобы отказаться от дополнительных этапов способа для нагрева склеивающего вещества, или стального листа, или полосы стального листа, и/или элемента стального листа. Кроме того, также нет необходимости упоминать в дальнейшем о том, что за счет отказа от сложного и чреватого ошибками контроля температуры, или регулировки температуры, может иметь место явное упрощение способа.
Для предотвращения дорогостоящего обслуживания элементов стального листа на этапе осуществления процесса введения размягчителей в склеивающее вещество, уже перед отделением элемента стального листа от полосы стального листа размягчитель вводится в склеивающее вещество. За счет этого может быть предотвращена необходимость предусматривать сравнительного дорогостоящие направляющие и держатели для отделенных элементов стального листа. Таким образом, могут быть созданы, однако, не только упрощенные условия осуществления способа, но и может быть гарантировано, что в склеивающее вещество элемента стального листа введено достаточное количество размягчителя. Также может быть исключена простая неравномерность распределения в процессе введения размягчителя, что может способствовать созданию многократно воспроизводимого способа.
Если размягчитель вводится в склеивающее вещество посредством содержащей этот размягчитель аэрозоли, то, благодаря этому, возможен равномерный процесс введения. К тому ж, опасность образования не содержащих размягчитель фрагментов в склеивающем веществе может иметь малую вероятность, что может способствовать созданию многократно воспроизводимого и надежного способа. В частности, водяной пар с Н2О выявил себя в качестве сравнительно простого в обслуживании размягчителя, благодаря чему можно добиться надежного процесса предварительного склеивания.
Если при предварительном соединении элементы стального листа соединяются под давлением, то тем самым создаются предпосылки для удовлетворительного и надежного предварительного физического соединения элементов стального листа, осуществленного простым способом. Кроме того, посредством такого физического склеивания может быть отрегулировано равномерное распределение пластифицированного склеивающего вещества между соединяемыми элементами стального листа, что может быть использовано для создания точных по форме листовых пакетов, а также для хорошей соединяющей способности.
Особо высокая степень точности и прочности пакета элементов стального листа может быть гарантирована, если при отверждении сначала склеивающее вещество под давлением отверждается в кромочной зоне пакета элементов стального листа. Такого рода отверждение под давлением, к примеру, при помощи горячего пресса, может гарантировать то, что несмотря на возможные деформации кромки осуществляется надежное склеивание элементов стального листа, прежде чем остаточное склеивающее вещество пакета элементов стального листа будет отверждено. Таким образом, перед окончательным отверждением мы имеем уже пакет элементов стального листа стабильной формы, так что такое отверждение может быть осуществлено без опасения изменения формы, а поэтому может иметь место сравнительно долгое время отверждения.
Если остаточное склеивающее вещество отверждается за счет собственной теплоемкости пакета элементов стального листа без подачи давления, то осуществляемое без нагрузки и, по меньшей мере, частично химическое, отверждение склеивающего вещества может быть использовано для того, чтобы еще больше повысить прочность пакета элементов стального листа. Кроме того, таким образом, могут быть предотвращены повреждения на поверхности пакета элементов стального листа, что способствует, в частности, формированию равномерной поверхности или безупречной изоляции, и тем самым также могут быть предотвращены изменения электромагнитных свойств пакета элементов стального листа. К тому же, отверждение посредством собственной теплоемкости предоставляет преимущество осуществления процесса отверждения во время охлаждения пакета элементов стального листа при комнатной температуре, так что не должно быть предусмотрено никаких особых дополнительных мероприятий по управлению способом. Осуществляемый сравнительно просто способ соединения элементов стального листа в пакет элементов стального листа может быть осуществлен именно таким образом.
Особый температурный режим пакета элементов стального листа с целью формирования сравнительно высокой степени прочности может быть создан при условии, когда при отверждении пакет элементов стального листа нагревается индуктивным способом.
Кроме того, исходя из уровня техники, в изобретении поставлена задача создания конструктивно простого и устойчивого устройства для соединения элементов стального листа в пакет элементов стального листа.
Изобретение решает поставленную задачу посредством того, что устройство пластификации имеет блок для размягчителя для введения размягчителя, в частности Н2О, в склеивающее вещество.
Если устройство пластикации имеет блок для размягчителя для введения размягчителя в склеивающее вещество, то можно отказаться от комплексных мероприятий по регулированию или от различных конструктивных вариантов осуществления в зоне предварительного соединения элементов стального листа в пакет элементов стального листа. Кроме того, введение Н20 в качестве размягчителя может быть осуществлено сравнительно просто с конструктивной точки зрения и с точки зрения надежности способа, так что, наряду с недорогим устройством может быть получен также особенно высокий коэффициент устойчивости. Блок для размягчителя должен быть осуществлен при этом таким образом, чтобы размягчитель мог быть нанесен на склеивающее вещество. Для этого направленные на склеивающее вещество форсунки, а также ванна, через которую подается склеивающее вещество, должны быть осуществлены с возможностью регулировки.
Конструктивная простота может быть достигнута, в частности, тогда, когда блок для размягчителя имеет, по меньшей мере, одну направленную на склеивающее вещество форсунку, через которую проходит размягчитель. Таким образом, в частности, водяной пар может быть направлен точно на склеивающее вещество, что может обеспечивать улучшенную пластификацию склеивающего вещества.
Компактное устройство может быть образовано тогда, когда блок для размягчителя располагается между двумя режущими кромками отделяющего устройства. Кроме того, введение размягчителя может быть произведено, таким образом, непосредственно перед последующим этапом обработки, чтобы тем самым предотвратить нежелательное выделение газа из размягчителя.
Если отделяющее устройство имеет штамп для листовой штамповки, который с целью передачи нагрузки на элементы стального листа в процессе предварительного соединения выполнен с возможностью смещения в направлении элементов стального листа на штабелирующем устройстве, то для сжатия пакета элементов стального листа может дополнительно использоваться отделяющее устройство. Тем самым может быть образовано не сложное по конструкции устройство.
Устройство отверждения имеет, по меньшей мере, один пресс с индукционной катушкой для отверждения кромочной зоны пакета элементов стального листа под давлением, чтобы тем самым иметь возможность подвергать эту зону преждевременному отверждению. Таким образом, пакет элементов стального листа может быть особенно надежно и устойчиво подготовлен для дальнейших этапов отверждения.
Расположенные внутри зоны пакета элементов стального листа могут, таким образом, подвергаться собственному циклу отверждения, если устройство отверждения имеет место складирования для отверждения без воздействия давления остаточного склеивающего вещества за счет собственной теплоемкости пакета элементов стального листа. Таким образом, не только на поверхности пакета элементов стального листа может быть без помех отверждено склеивающее вещество, но и внутри пакета элементов стального листа может быть осуществлено крайне предпочтительное отверждение, с целью достижения высокой степени прочности.
Изобретение может отличаться, поэтому, в особенности, посредством того, что используется размягчитель, в частности Н2О, для снижения температуры перехода в стеклообразное состояние предусмотренного на элементе стального листа, отверждающегося полимерного склеивающего вещества для соединения с другим элементом стального листа в пакет элементов стального листа. В частности, для этого в качестве склеивающего вещества хорошо выявил себя клейкий лак.
Краткое описание чертежей
На фигурах, на которых в качестве примера представлен предмет изобретения, изображено:
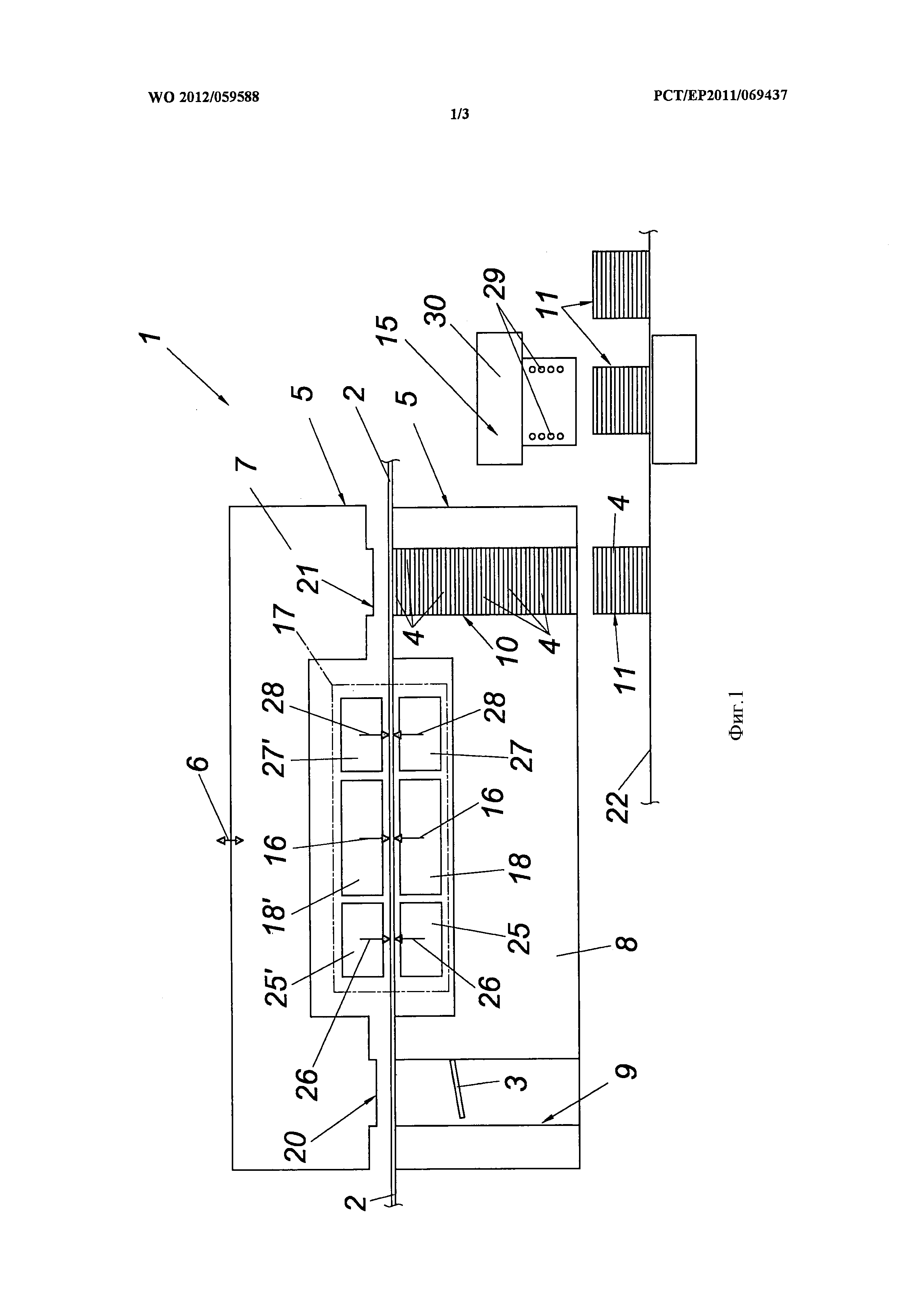
фиг.1 - устройство для соединения элементов стального листа в пакет элементов стального листа, на виду сбоку, с разрывом;
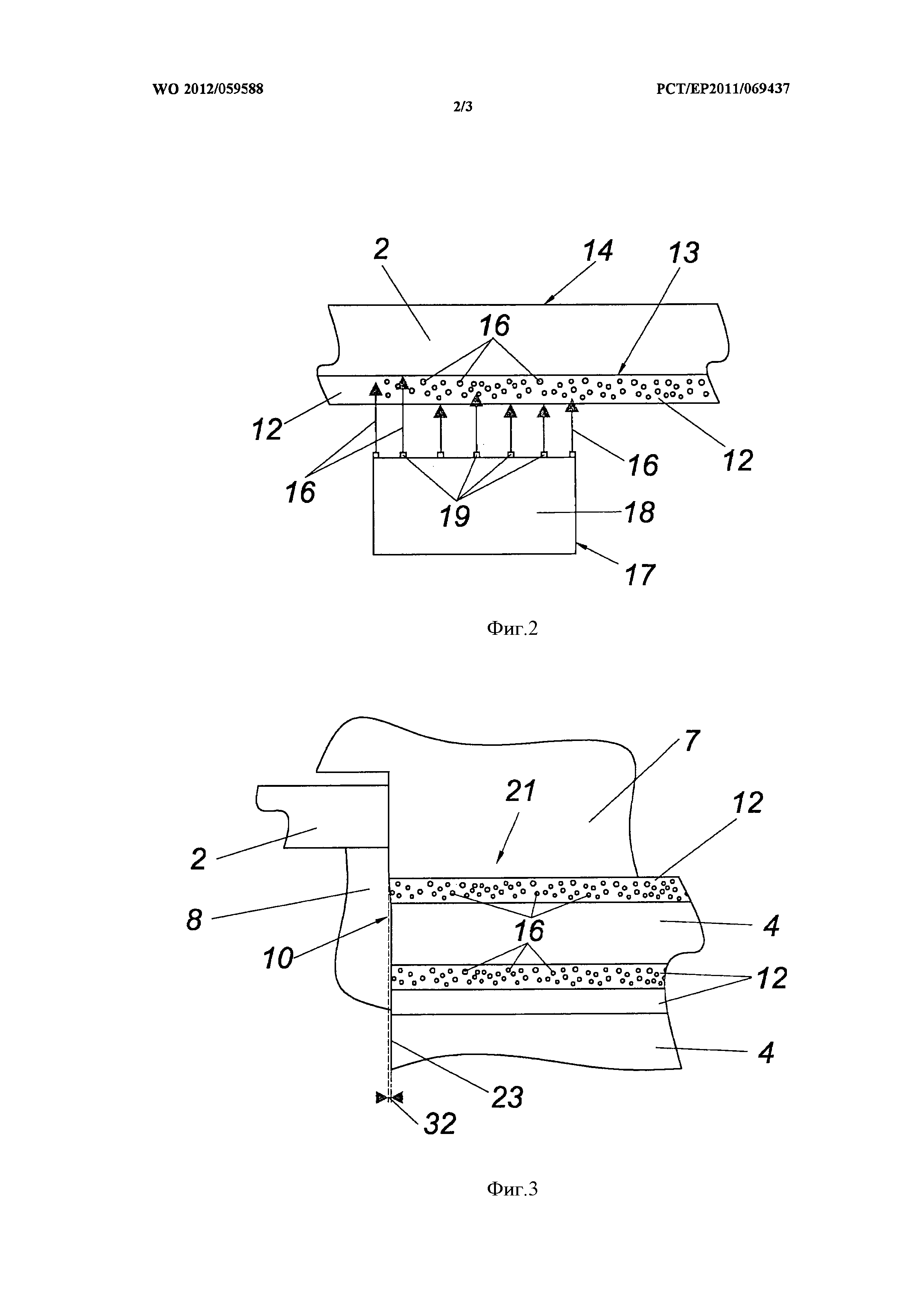
фиг.2 - увеличенное изображение механизма для пластификации;
фиг.3 - увеличенный фрагмент соединения пакетов элементов стального листа;
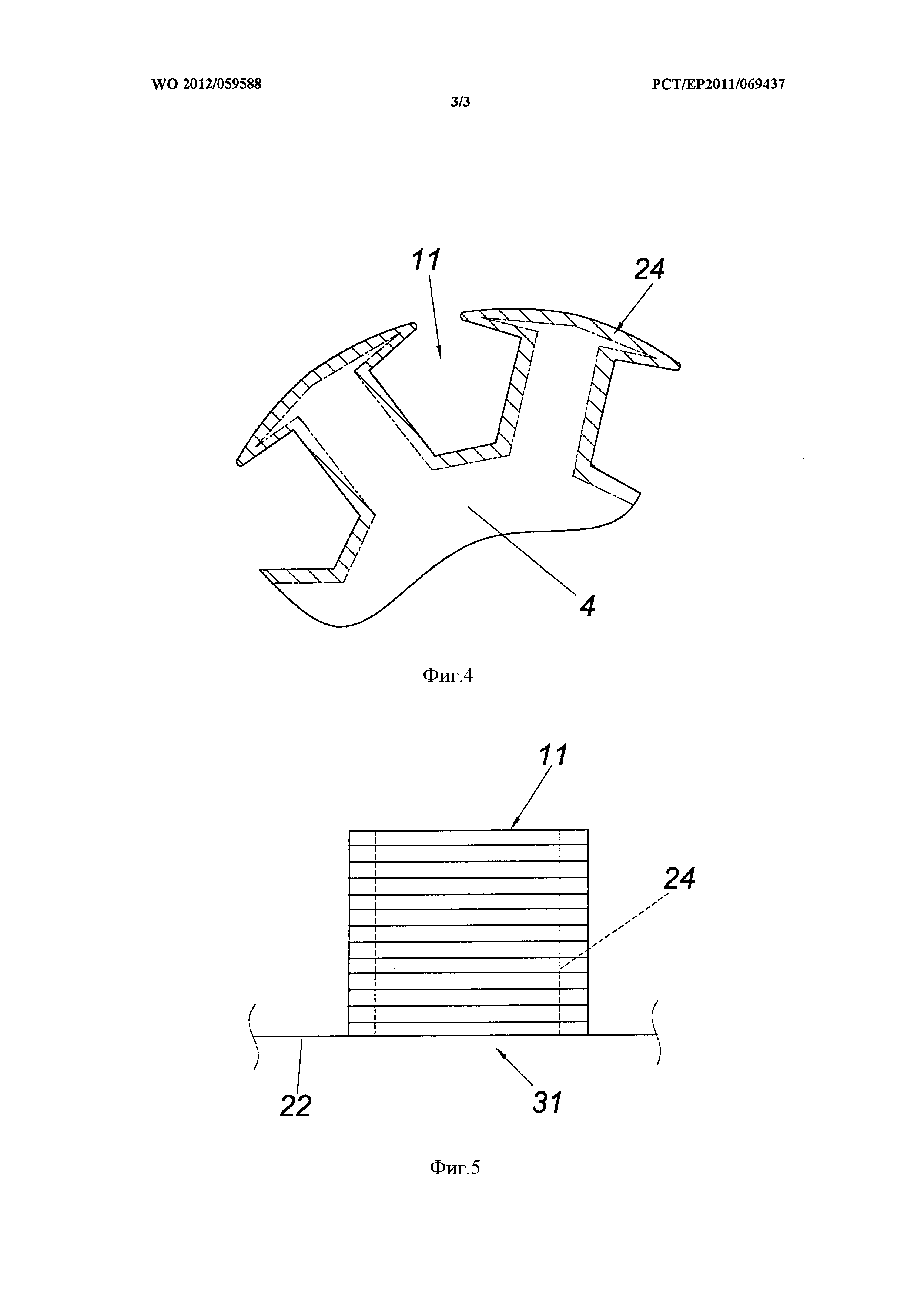
фиг.4 - фрагмент пакета стального листа в процессе отверждения его кромочной зоны, на виде сверху, а также
фиг.5 - пакет элементов стального листа в процессе окончательного отверждения, на виде сбоку.
Осуществление изобретения
Представленное на фиг.1 в качестве примера устройство 1 демонстрирует полосу 2 стального листа, от которой отделяются элементы 3 и 4 стального листа. Для этой цели предусмотрено отделяющее устройство 5, которое за счет движения 6 подъема и опускания своего режущего инструмента 7, во взаимодействии со своим нижним инструментом 8, может вырезать из полосы 2 стального листа элементы 3 и 4 стального листа. Эти элементы 3 и 4 стального листа посредством формования штампованием проталкиваются в соответствующую шахту 9 и 10, в результате чего они могут отводиться от полосы 2 стального листа. Отделение элемента 4 стального листа может производиться также посредством лазера, что не изображено более детально. Помещенные в шахту 10 элементы 4 стального листа далее предварительно соединяются в пакет 11 элементов стального листа для подачи его в качестве единицы обрабатываемой продукции на дальнейшие этапы обработки. Для этой цели склеивающее вещество 12, которое в предпочтительном варианте нанесено по всей поверхности на обе продольные стороны 13 и 14 полосы 2 стального листа, пластифицируется, так что при соединении элементов 4 стального листа может быть осуществлено физическое склеивание этих элементов 4 стального листа. Это можно видеть, в частности, на фиг.2. Покидающий шахту 10 и предварительно склеенный пакет 11 элементов стального листа может далее - уже известным образом - подвергаться отверждению с помощью устройства 15 отверждения, к примеру, включающего в себя печь, пресс, или горячий пресс, и место складирования. Для этой цели выходящие из шахты 10 пакеты 11 элементов стального листа предусматриваются на транспортирующем устройстве 22. Для предотвращения того обстоятельства, чтобы при предварительном склеивании склеивающий слой 12 уже не прошел цикл отверждения, в соответствии с изобретением предлагается, чтобы процесс пластификации склеивающего вещества 12 включал в себя введение размягчителя 16, что, в частности, можно видеть на фиг.2. Размягчитель 16 проникает в склеивающее вещество 12. Для лучшего наглядного пояснения размягчитель 16 изображен в склеивающем веществе 12 в виде отдельных круговых элементов. Это не исключает, однако, того, что размягчитель 16 растворяется в склеивающем веществе 12, также возможен любой другой способ соединения. Для введения размягчителя 16 в склеивающее вещество 12 устройство 1 имеет механизм 17 для пластификации с блоком 18 для размягчителя. С помощью блока 18 для размягчителя в склеивающий слой 12 полосы 2 листовой стали подается размягчитель 16, к примеру, для этого предусмотрены форсунки 19, которые - будучи направленными на продольную сторону 13 полосы 2 листовой стали - распыляют размягчитель 16 на проводимое мимо них склеивающее вещество 12 и, притом, по всей его ширине на полосе 2 листовой стали. Простой вариант осуществления размягчителя 16 может представлять собой вода Н20, которая, к примеру, в форме водяного пара может быть нанесена на склеивающее вещество 12. Также возможен вариант погружения склеивающего вещества 12 в водяную ванну, что не изображено более детально. Вода проникает, таким образом, в склеивающее вещество 12, вследствие чего склеивающее вещество 12 частично теряет свою внутреннюю прочность и размягчается и, за счет этого, может быть снижена температура его перехода в стеклообразное состояние. Такое предварительное соединение возможно, однако, еще и тогда, когда осуществляется лишь поверхностное введение размягчителя 16 в склеивающее вещество 12, так как и за счет этого можно добиться достаточной степени пластификации.
В предпочтительном варианте размягчитель 16 вводится таким образом, что температура перехода склеивающего вещества 12 в стеклообразное состояние опускается как минимум до значения, равного температуре элемента стального листа 4 при соединении. Тем самым, может быть и далее уменьшена опасность отверждения склеивающего вещества 12 в процессе предварительного соединения, а повышение температуры элемента 4 стального листа, без дополнительных конструктивных мероприятий, за счет отделения от полосы 2 стального листа, в частности, вырубки в штампе, может быть использовано для пластификации склеивающего вещества 12 с целью его физического соединения.
Такое понижение температуры перехода в стеклообразное состояние осуществляется перед отделением, или вырубкой в штампе, элементов 4 стального листа, чтобы иметь возможность не только получить простую конструкцию, но и повысить скорость осуществления способа. Для этой цели механизм 17 для пластификации предусмотрен между двумя режущими кромками 20 и 21 режущего инструмента 7, что можно видеть, в частности, на фиг.1. Посредством двух режущих кромок 20 и 21 на этапе вырубки в штампе может быть, с одной стороны, предварительно подготовлена полоса 2 стального листа, посредством того, что от полосы 2 стального листа для образования элемента 4 стального листа отделяются ненужные элементы 3 стального листа, а, с другой стороны, образуются те элементы 4 стального листа, из которых компонуется пакет 11 элементов стального листа. Таким образом, может быть предложено простое конструктивное решение или быстрый в осуществлении способ.
Режущий инструмент 7 перемещает элементы 4 стального листа в шахту 10, которая, по меньшей мере, частично имеет нижний предел размера 32 относительно элементов 4 стального листа, что можно видеть на фиг.3. Таким образом, посредством режущего инструмента 7 на штабелируемые в шахте 10 элементы 4 стального листа может воздействовать сжимающее усилие, и это сжимающее усилие может быть использовано для предварительного физического соединения элементов 4 стального листа. Шахта 10 работает, таким образом, по типу тормозящего штабелирующего устройства 23. За счет сопротивления трения элементов 4 стального листа в шахте 10 или за счет обусловленного этим спрессовывания элементов 4 стального листа, может быть гарантировано, в частности, физическое склеивание. При этом не важно, нанесено ли склеивающее вещество 12 на обе стороны полосы 2 стального листа или элементов 4 стального листа, или же оно пластифицировано. По меньшей мере, одно склеивающее вещество 12 должно быть пластифицировано, за счет чего становится возможным предварительное склеивание с пограничным элементом 4 стального листа. Так, на фиг.3 представлено, к примеру, что не пластифицированное склеивающее вещество 12 может также вступить в соединение посредством склеивания.
В предпочтительном варианте, однако, склеивающие вещества 12 пластифицируются на обеих сторонах полосы 2 стального листа, в результате чего может быть образовано особо устойчивое предварительное соединение, в частности, ввиду того, что за счет смешивания склеивающих веществ 12 имеет место гомогенизация, которая может быть использована для компенсации возможных отклонений или допусков при пластификации.
Устройство 15 отверждения имеет пресс 30, в предпочтительном варианте горячий пресс, по меньшей мере, для частичного отверждения пакета 11 элементов стального листа под давлением. Пакет 11 элементов стального листа может быть помещен в этот пресс 30 и затем отвержен посредством использования комбинации параметров температуры и времени, без необходимости предусматривать иные средства для удержания пакета 11 элементов стального листа в соединенном состоянии, тем более, что для этого пакеты 11 элементов стального листа, так же будучи предварительно соединенными, обладают определенной стабильностью формы. Таким образом, можно легко избежать неточностей формообразования, обусловленных использованием такого рода вспомогательных средств для удержания пакетов элементов стального листа в соединенном состоянии.
На фиг.1 можно видеть далее механизм индукционной катушки 29 пресса 30, посредством которого кромочная зона 24 установленного пакета 11 элементов стального листа может быть сильно разогрета и тем самым подвергнута преждевременному отверждению, до того, как остаточное склеивающее вещество 12 начнет отверждаться или будет отверждено. Такое отверждение по кромке представлено, к примеру, на фиг.4, причем граница кромочной зоны 24 может проходить также с неравномерным отступом относительно кромки пакета 11 элементов стального листа. Такие химически отвержденные кромочные зоны 24 могут обеспечивать, таким образом, существенно большую прочность готового пакета 11 элементов стального листа, который в данном случае выполнен, к примеру, в виде пакета элементов стального листа для ротора электрической машины. В этой связи, индуктивный нагрев пакета 11 элементов стального листа выявил себя как особо предпочтительный вариант нагрева, так как тем самым могут быть приняты во внимание индивидуальные геометрические требования в отношении прочности пакета 11 элементов стального листа.
Эта прочность может быть повышена и далее за счет того, что устройство 15 отверждения в соответствии с фиг.5 имеет место 31 складирования для отверждения остаточного склеивающего вещества 12 без воздействия давления, за счет собственной теплоемкости пакета 11 элементов стального листа. Для упрощения процесса такого рода отверждение осуществляется при комнатной температуре. Опыты показывают, что вследствие такого окончательного отверждения без воздействия давления, может быть получена исключительная степень прочности «спеченного» таким образом пакета 11 элементов стального листа. Практически могло бы быть подтверждено увеличение границы прочности на разрыв, по сравнению с пакетами элементов стального листа, изготовленными традиционным образом.
В дальнейшем нет необходимости указывать на то, что вместо пресса могли бы быть использованы и другие средства для инициализации отверждения кромочной зоны пакета элементов стального листа. Инфракрасный излучатель, излучатель ультрафиолетового диапазона, средство для высокочастотного нагрева, испаритель химических веществ являются примерами такого рода средств.
В зависимости от того, необходимо ли пластифицировать склеивающее вещество 12 с обеих сторон полосы 2 стального листа или элементов 4 стального листа, механизм 17 для пластификации имеет два блока 18 и 18' для размягчителя, которые, к примеру, параллельно посредством водяного пара в качестве размягчителя 16 размягчают соответствующий склеивающий слой 12. Кроме того, механизм 17 для пластификации может иметь блок 25 для предварительного нагревания, расположенный перед блоком 18 для размягчителя, для осуществления возможного дополнительного нагрева склеивающего вещества 12. Это может быть особенно полезно в том случае, когда температура перехода склеивающего вещества 12 в стеклообразное состояние, за счет введения размягчителя 16, не может быть понижена в достаточной степени, что возможно, к примеру, за счет требуемого повышения скорости процесса. Блок 25 и 25' для предварительного нагревания может располагаться опять же на двух продольных сторонах 13 и 14 полосы 2 стального листа, причем нагрев склеивающего вещества 12 может быть осуществлен, к примеру, также посредством горячего воздуха 26. В дополнение к этому или в альтернативном варианте возможно нагревать размягчитель 16 или же водяной пар, чтобы тем самым добиться того же эффекта. Механизм 17 для пластификации подсоединен далее к устройству 27 для нанесения покрытия, посредством которого, при необходимости, на полосу 2 стального листа может быть нанесено разделительное средство 28, чтобы свести на нет эффект склеивания пакета 11 элементов стального листа в шахте 10 или, чтобы иметь возможность легко отделять пакеты 11 элементов стального листа друг от друга. Это устройство 27 для нанесения покрытия может быть предусмотрено на обеих сторонах полосы стального листа, что представлено на фиг.1 посредством устройств 27 и 27' для нанесения покрытия.
Реферат
Изобретение относится к способу соединения элементов (4) стального листа в пакет (11) элементов стального листа, при котором элементы (4) стального листа отделяются от полосы (2) стального листа, снабженной, по меньшей мере, на отдельных участках слоем с отверждающимся полимерным склеивающим веществом (12), в частности вырезаются на штампе, и эти элементы (4) стального листа предварительно соединяются в пакет (11) элементов стального листа, и этот процесс предварительного соединения включает в себя осуществляемую, по меньшей мере, на отдельных участках пластификацию склеивающего вещества (12) и соединение элементов (4) стального листа для объединения их посредством пластифицированного склеивающего вещества (12), по меньшей мере, одного из элементов (4) стального листа, и на последующем этапе пакет (11) элементов стального листа с предварительно соединенными элементами (4) стального листа подается на отверждение склеивающего вещества (12). Чтобы иметь возможность образовать предпочтительное соединение между элементами стального листа, предлагается, чтобы пластификация полимерного склеивающего вещества (12) включала в себя введение размягчителя (16), в частности НО. Также изобретение относится к устройству для соединения элементов (4) стального листа в пакет (11) элементов стального листа. 3 н. и 20 з.п. ф-лы, 5 ил.
Комментарии