Способ изолирования обмотки электрической машины - RU2072115C1
Код документа: RU2072115C1
Чертежи




Описание
Изобретение относится к способу изолирования обмотки электрической машины, содержащей сегменты обмотки, уложенные с зазором в пазах ротора или статора, в частности, в виде пучка секций обмотки.
Качество электроизоляции обмоток электрических машин, то есть двигателей и генераторов, несущественно снижается из-за возникновения воздушных зазоров между отдельными слоями изоляции, особенно воздушных зазоров между крайним наружным слоем изоляции обмотки и внутренними стенками пазов в пакете сердечника ротора или статора машины, в которые уложена обмотка, но такие воздушные зазоры отрицательно влияют на отвод джоулева тепла, образующегося при эксплуатации в обмотке, в пакет сердечника.
Известные технологические приемы позволяют в значительной степени избежать воздушных включений и воздушных зазоров внутри самой изоляции. Однако это позволяет лишь ненамного устранить воздушные зазоры между наружным слоем изоляции и внутренними стенками пазов. Исходя из технологии изготовления, в большинстве случаев невозможно выполнить обе боковые стенки паза в пакте сердечника совершенно ровными и плоскопараллельными. Даже если бы укладываемый в паз пучок проводников имел строго прямоугольное поперечное сечение, укладка в паз была бы возможна лишь некоторым зазором между поверхностью изолированного пучка секций и обеими боковыми стенками паза.
Известны способы изолирования обмоток электрических машин с использованием изоляционных материалов с высоким содержанием связующих веществ в виде термореактивной искусственной смолы, благодаря текучести которой в процессе изготовления можно предотвратить воздушные включения. При этом после укладки изоляционных материалов обмотку подвергают дополнительной термообработке, а с помощью прессования с отверждением искусственной смолы, содержащейся в изоляции, обеспечивается сравнительно небольшой зазор между обмоткой и внутренними стенками паза.
В соответствии с другим известным способом так называемой вакуумной пропитки изоляцию обмотки, по крайней мере, частично, образуют из гигроскопичных, пористых изоляционных материалов. После укладки обмоток в пазы здесь создается сначала увеличенный зазор между обмоткой и внутренними стенками паза. Ротор или статор с этой обмоткой затем пропитывают в котле термоотверждаемой смолой. При этом сначала ротор или статор попадают в условия разрежения в пропиточном котле, благодаря чему воздух удаляется из пор или зазоров, а потом их помещают в резервуар с пропиточной смолой. Последующее приложение избыточного давления в в пропиточном котле способствует проникновению пропиточной смолы в поры и зазоры. Заключительная высокотемпературная обработка обеспечивает отверждение пропиточной смолы и входящих в состав изоляции связующих и искусственных смол.
Однако практика показывает, что обычный способ вакуумной пропитки не позволяет надежно предотвратить возникновение воздушных зазоров между изоляцией проводов и внутренними стенками пазов.
Наиболее близким к изобретению по технической сущности и достигаемому результату является способ изолирования обмотки электрической машины, уложенной в виде пучка изолированных проводников в пазы магнитопровода, при котором в зазоре, образованном поверхностью паза и обмоткой, размещают электроизоляционный элемент, производят пропитку обмотки подогретой смолой и ее отверждение (см. авт.свид. СССР N 710092, МПК Н 02 К 15/12, 1980). Известный способ способствует повышению надежности электрической машины, теплопроводности и ремонтопригодности, однако относительно сложен в осуществлении и не в достаточной степени позволяет исключить образование воздушных зазоров внутри пазов ротора или статора, в которые уложена обмотка.
Задачей изобретения является создание способа изолирования обмотки электрической машины, более экономичного и эффективного по сравнению с известными решениями. Достигаемым при этом техническим результатом является резкое снижение вероятности образования воздушных зазоров внутри пазов ротора или статора, в которые уложена обмотка.
Указанный технический результат достигается тем, что в способе изолирования обмотки электрической машины, уложенной в виде пучка изолированных проводников в пазы магнитопровода, при котором в зазоре, образованном поверхностью паза и обмоткой, размещают электроизоляционный элемент, производят пропитку обмотки подогретой смолой и ее отверждение, согласно изобретению, в качестве указанного элемента используют ламинат, содержащий, по меньшей мере, в одном из слоев упруго сжатую массу, образованную высокоупругими электроизоляционными волокнами, пропитанными способной к размягчению и последующему отверждению термореактивной смолой, после размещения ламината в зазоре производят его нагрев до размягчения термореактивной смолы, обеспечивая его расширение в результате разгрузки сжатой массы и заполнение ею зазора, затем указанную термореактивную смолу отверждают при повышенной температуре.
Согласно предпочтительному варианту осуществления изобретения, нагрев ламината и отверждение термореактивной смолы производят в процессе пропитки обмотки. Кроме того, ламинат может подвергаться предварительному нагреву до 70-270oC, например в циркуляционной печи, для обеспечения условий упругого расширения сжатой волокнистой массы.
Предпочтительным также является то, что введенный ламинат содержит с одной или обеих сторон упруго расширяющегося слоя пленку из электроизоляционного материала, причем такой ламинат закладывают в зазор предпочтительно этой пленочной стороной к стенке паза. Вводимый ламинат может содержать с обеих сторон пленки электроизоляционного материала слои, способные упруго расширяться. При этом во введенном ламинате, по меньшей мере, одна из пленок предпочтительно выполнена из полиэфира или полиимида, а в упруго расширяющемся слое волокнистая масса состоит предпочтительно из стекловолокна, арамидных или полиэфирных волокон.
Кроме того, предпочтительным является то, что в упруго расширяющемся слое введенного ламината волокнистая масса изготовлена на основе волокнистого прочеса, холста или войлока,
а также то, что упруго расширяющийся слой введенного ламината содержит 10-40% искусственной смолы, предпочтительно 10-28%
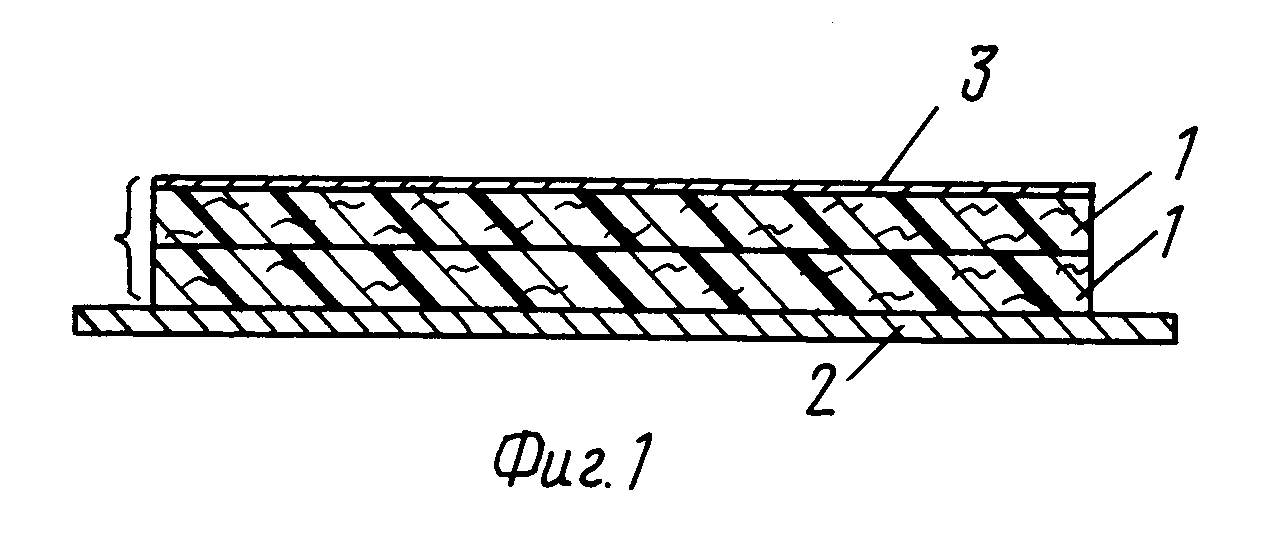
На фиг. 1 представлена схема изготовления ламината согласно
изобретению; на фиг. 2 вид в разрезе готового ламината, изготовленного согласно изобретению, на фиг. 3 пример электроизоляции обмотки электрической машины и фиксации ее в пазах; на фиг. 4, 5
схематичное изображение в разрезе других примеров выполнения гильзы из ламината.
При осуществлении способа, соответствующего изобретению, необходим ламинат, изготавливаемый в соответствии с примером выполнения следующим образом.
Ленту из стеклохолста с удельным весом поверхности 150 г/м2, изготовленную из неориентированных штапельных стекловолокон, пропитывают смолой, состоящей на 98,4% из эпоксидной смолы на основе диглицидного эфира биофенола А и на 1,6% из нафтената цинка в качестве латентного ускорителя, в результате чего доля смолы в пропитанной ленте из стеклохолста составляет 20 вес. причем добавка нафтената цинка обладает дополнительным эффектом, предпочтительным для дальнейшего хода процесса и состоящим в том, что она снижает область плавления пропиточной смолы, которая по Кофлеру составляет 120oC так, что сама пропиточная смола имеет область плавления 70oC.
Пропитку выполняют в установке, в которой непрерывно подводимую ленту из стеклохолста подвергают капельному воздействию раствора пропиточной смолы в метилэтилкетоне в качестве растворителя, а затем выпаривают растворитель пропусканием через сушильный канал. Пропитанная, таким образом, стекловолокнистая лента затем подвергается разрезанию на куски, как обычно.
Для изготовления ламината, как показано в виде схемы на фиг. 1, пропитанную стекловолокнистую структуру 1 накладывают в два слоя на прессовую плиту 2, а затем покрывают полиэфирной пленкой 3 (из полиэтилентерефталата) толщиной 0,03 мм. Этот штабель 4 толщиной около 1 мм затем помещают на плите в пресс с обогреваемыми и охлаждаемыми пластинами и прессуют до толщины 0,33 мм. Затем пластины пресса нагревают до 120oC и поддерживают эту температуру в течение около 1 часа. При этом материал полностью прогревается и пропиточная смола размягчается благодаря своей низкой области плавления, а затем расплавляется и равномерно распределяется по объему волокнистой структуры. Вслед за этим пластины пресса и вместе с ними прессуемый материал охлаждаются до нормальной температуры, благодаря чему пропиточная смола снова затвердевает и опрессованный штабель 4 превращается в готовый ламинат 5 (см. фиг. 2), извлекаемый затем из пресса.
Изготовление электроизоляции обмотки электрической машины и ее фиксация в пазах поясняется с помощью фиг. 3.
На фиг. 3 показан разрез паза 6 в пакете 7 сердечника на роторе или статоре с двумя уложенными в нем пучками 8 секций. Каждый пучок 8 состоит из шести медных проводов 9, изолированных каждый слоем 10 из пленочной композиции слюды с пластмассой, содержащим сравнительно большое количество связующего, и изоляцией 11, например, на основе композита из стеклоткани со слюдой.
В пустые пазы 6 закладывают сначала предварительно раскроенную и сложенную из описанного ламината гильзу 12, подходящую к прямоугольному пространству паза, причем предусматривают накладку верхних краев гильзы 12 одного на другой в области 13. После этого в пазы 6 закладывают обмотку, размещая между отдельными пучками 8 полосу 14 из расширяющегося ламината 5. Затем накладывают один на другой края области 13 гильзы 12 и устанавливают пазовый клин 15. Фиг. 3 иллюстрирует этот этап способа.
Затем ротор или статор подвергают обычным образом вакуумной пропитке, а затем отверждают в печи при повышенной температуре.
В процессе пропитки разогретая в сравнительно текучая пропиточная смола проникает во все свободные зазоры и поры внутри паза и изоляции обмотки, в частности, в поры расширяющегося материала ламината гильзы 12 и полосы 13. Благодаря расплавлению искусственной смолы, удерживающей волокнистую массу в сжатом состоянии, эта волокнистая масса упруго расширяется, при этом пространства в виде зазоров в пазу равномерно заполняются и, к тому же, оказывается давление на пучки 8 секций. Благодаря более равномерному заполнению промежутков и оказываемому давлению, резко снижается опасность сохранения воздушных зазоров и воздушных включений после пропитки или их возникновения внутри изоляции в процессе эксплуатации электрической машины.
Преимущество изоляции, изготовленной заявляемым способом, состоит также в том, что сам материал ламината, в принципе, состоит из компонентов, обычно используемых для построения изоляции пучков секций. Поэтому в заявляемом способе изоляция пучков секций может быть в большинстве случаев выполнена более тонкой, чем в известных системах изоляции, изготовленных методом вакуумной пропитки.
На фиг. 4 и 5 схематически показаны в разрезе другие примеры выполнения гильзы из ламината, заключающей в себя пучок секций. В соответствии с фиг. 4 два верхних края 16 гильзы 17 не накладываются один на другой, а под них проложена полоса 18 из ламината. В соответствии с фиг. 5 гильза состоит из двух частей 19, 20, имеющих каждая П-образное сечение и перекрывающих одна другую на боковых сторонах. Здесь также под верхнюю часть 20 гильзы проложена полоса 21 из ламината. В качестве разновидности этого варианта верхняя часть 20 гильзы может быть выполнена из ламината, не способного к расширению. Упруго расширяющиеся ламинированные материалы могут быть также уложены только в продольном направлении паза к его выходу, с накладкой один на другой. Вследствие этого изоляционные слои становятся более однородными в области перехода от паза к головным частям обмотки, что создает лучшие изоляционные свойства, чем в известном способе выполнения изоляции.
Используемый в заявляемом способе ламинат может быть выполнен из различных сочетаний слоев. В двухслойной конструкции из пленки и упруго расширяющегося слоя используют, например, для машин класса F полиэфирную пленку, а для машин класса Н полиамидную пленку. Упруго расширяющийся слой предпочтительно изготавливается из стекловолокнистого холста, полиэфирного или арамидного войлока.
В качестве других предпочтительных примеров можно привести следующие (с указанием толщины отдельных слоев, общей толщины,
до расширения и после него):
б) полиамидная пленка (Каптон) 0,025 мм
стекловолокнистый холст 0,30 мм
общая толщина, около 0,33 мм
в расширенном состоянии, около 1,
0 мм
б) полиэфирная пленка 0,030 мм
стекловолокнистый холст 0,1 мм
общая толщина 0,13 мм
в расширенном состоянии, около 0,25 мм
г) полиимидная пленка
(Каптон) 0,025 мм
арамидный войлок (Номекс) 0,15 мм
общая толщина, около 0,19 мм
в расширенном состоянии около 0,30мм
Размещение ламината в зазоре между стенкой
паза и поверхностью проводника с пленкой, обращенной к стенке паза, имеет преимущество, состоящее в том, что при разборке обмотки эта пленка действует как разделительная пленка.
Согласно другим вариантам, ламинат может состоять также из трехслойной конструкции, в которой по обе стороны от упруго расширяющегося слоя ламината проходит пленка, или в которой к обеим сторонам такой пленки примыкают упруго расширяющиеся слои.
Способ, соответствующий изобретению, наиболее целесообразно применять при изготовлении тяговых электродвигателей, а также машин, в которых пазы в пакете пластин ротора или статора имеют пазовую изоляцию.
Реферат
Cущность изобретения: перед укладкой обмотки в пазы статора или ротора, пазы выкладывают ламинатом, содержащем не менее, чем в одном из своих слоев упруго сжатую массу из высокоупругих электроизоляционных волокон и отвержденную, но способную размягчиться при повышенной температуре термореактивную смолу. После нагрева ламината происходит его расширение и заполнение зазора, что упрощает процесс заполнения воздушных промежутков паза. 13 зав. п. ф-лы, 5 ил.
Комментарии