Способ и устройство для лазерной маркировки объектов - RU2481932C2
Код документа: RU2481932C2
Чертежи










Описание
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
Настоящее изобретение относится к лазерным системам и, в частности, к способу и к устройству для лазерной маркировки объектов с высокой скоростью.
Известно, что пищевые и фармацевтические продукты могут портиться, и поэтому они должны быть использованы не позднее даты, которая нанесена на эти продукты или на их упаковку, и по этой маркировке потребитель может ориентироваться, можно ли использовать продукт, или он уже непригоден для использования. Это особенно важно для некоторых пищевых продуктов, которые могут становиться опасными после окончания срока использования, в частности это относится к яйцам, для которых существует опасность сальмонеллеза.
Именно по этой причине яйца обычно упаковывают в картонные коробки, на которых напечатана дата истечения срока годности яиц. В этом случае возникает проблема, связанная с тем, что потребители часто вынимают яйца из картонок и размещают их в специальных держателях холодильников, в результате чего теряется важная информация о сроке годности продукта. Возможно, это не получило широкого распространения, однако отмечены случаи, когда этикетки с напечатанным сроком годности переклеивались с одних упаковок на другие для указания более позднего срока годности, в результате чего бактерии сальмонеллы на яйцах могли развиваться до опасного состояния. Предпринимались попытки печати непосредственно на яйцах информации, содержащей срок хранения, например, с использованием струйных печатающих устройств, однако такие надпечатки были недолговечными и могли быть легко стерты.
Перспективным решением нанесения на яйца информации, содержащей срок годности и другие необходимые данные, является использование лазера, который позволяет нанести надежную и долговременную маркировку, которую трудно удалить. Такая маркировка описывается в заявке US 11/333580, поданной 17 января 2006 г., опубликованной под номером US 2006/0138105 A1, под названием "Способ и установка для нанесения на яйца рекламных текстов, срока годности и идентификационного кода", которая специально вводится ссылкой в настоящую заявку.
Поскольку только в США производятся ежегодно миллиарды яиц, то нанесение маркировки хотя бы на часть такого громадного количества яиц является серьезной задачей. Бóльшая часть яиц производится в США всего лишь на нескольких сотнях предприятий. На этих предприятиях используются сортировочные машины, обеспечивающие мытье, проверку свежести, сортировку и упаковку больших количеств яиц. В современных высокопроизводительных сортировочных машинах яйца транспортируются в несколько рядов (от двух до шести) для прохождения различных стадий обработки, и их производительность может достигать 175000 яиц/ч.
Поскольку маркировка яиц должна выполняться при осуществлении такой сортировки наиболее экономичным образом, то такую маркировку необходимо осуществлять очень быстро, так чтобы не замедлялась скорость работы всей сортировочной машины. Таким образом, операция маркировки должна выполняться в течение малого временного интервала и на небольшом пространстве. В связи с указанными временными и пространственными ограничениями количество и сложность надписей и обозначений, наносимых на яйца, также ограничены, и лазерное маркировочное устройство должно иметь такие размеры, чтобы его можно было встроить в сортировочную машину, не создавая помех ее работе.
КРАТКОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Ниже описываются варианты осуществления настоящего изобретения, которые содержат устройство для лазерной маркировки отдельных объектов на маркировочной станции, причем существует определенный интервал времени, в течение которого на каждый объект может быть нанесена маркировка, по мере того как объекты транспортируются по меньшей мере по одному пути на заданной скорости, и устройство содержит по меньшей мере первые и вторые лазеры, которые расположены возле одного или нескольких путей транспортировки объектов и предназначены для направления лазерного луча на объекты для нанесения на них обозначений, по мере того как объекты проходят через маркировочную станцию, причем первые и вторые лазеры осуществляют маркировку объектов через один, по мере того как объекты проходят через маркировочную станцию.
Различные варианты осуществления изобретения также содержат способ лазерной маркировки отдельных объектов, когда они проходят по меньшей мере по одному пути через маркировочную станцию предпочтительно на заданной скорости, причем способ включает: включение первого лазера для начала процесса маркировки первого объекта, когда он входит в маркировочную станцию, и продолжение маркировки объекта в течение первого определенного интервала времени в маркировочной станции; включение второго лазера для начала процесса маркировки следующего объекта, когда он входит в маркировочную станцию, и продолжение маркировки следующего объекта в течение второго заданного интервала времени в маркировочной станции; причем первый и второй определенные интервалы времени перекрываются, так что оба объекта маркируются одновременно в течение по меньшей мере части интервалов времени.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Фигура 1 - вид в плане яйца с обозначениями, которые нанесены на него с помощью лазера в соответствии с настоящим изобретением и которые содержат идентификационный код, срок истечения годности, комбинированное обозначение, содержащее слово EGGFUSION, и текст, указывающий на новый способ рекламы;
фигура 2 - вид в плане сортировочной машины, содержащей устройство в соответствии с настоящим изобретением, показанное в двух местах по длине машины;
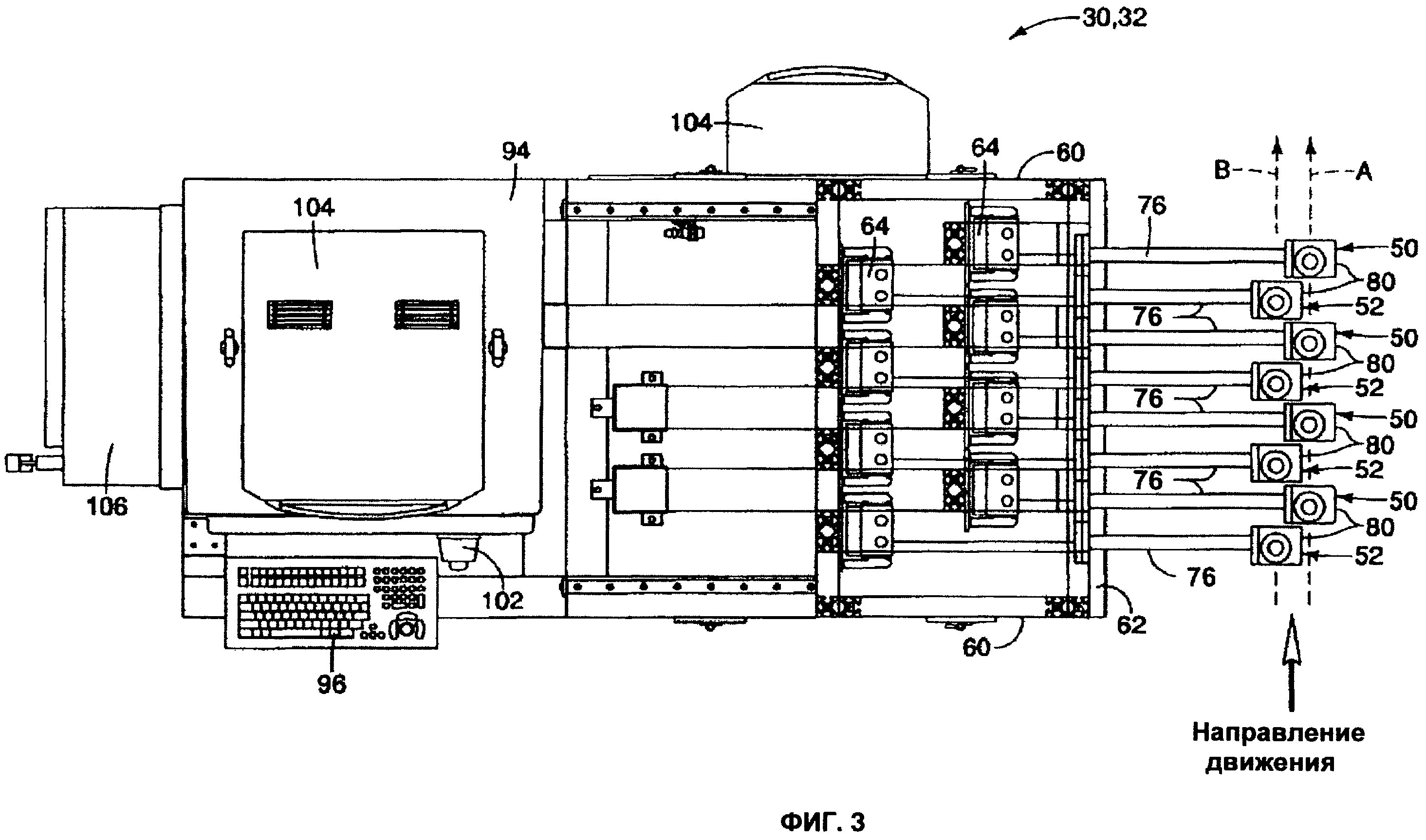
фигура 3 - вид в плане предпочтительного варианта лазерного маркировочного устройства в соответствии с настоящим изобретением;
фигура 4 - вид сбоку устройства, показанного на фигуре 3;
фигура 5 - вид с торца устройства, показанного на фигурах 3 и 4;
фигура 6 - вид сбоку частей устройства, показанного на фигурах 3-5, в частности лазерного генератора и элементов, направляющих луч лазера в гальванометрическую головку, обеспечивающую направление луча вверх для маркировки яиц;
фигура 7 - вид сверху части конструкции предпочтительного варианта маркировочного лазерного устройства в соответствии с настоящим изобретением, аналогичной конструкции, представленной на фигуре 3, за исключением того, что в конструкции фигуры 7 используется защитная пластина с отверстиями, в которых установлены линзы из германия, пропускающие лазерные лучи, и пластина предназначена для защиты развертывающих гальванометрических головок от падающего сверху загрязняющего материала;
фигура 8 - вид в перспективе альтернативного варианта части устройства, показанного на фигурах 3 и 4, в частности защитной пластины, вставленной между гальванометрическими головками и яйцами, которые транспортируются над пластиной, вместе с воздушными шаберами, предотвращающими падение материала на головки;
фигура 9 - вид сбоку устройства, показанного на фигурах 3-5, в котором часть устройства показана в отведенном и наклоненном положении;
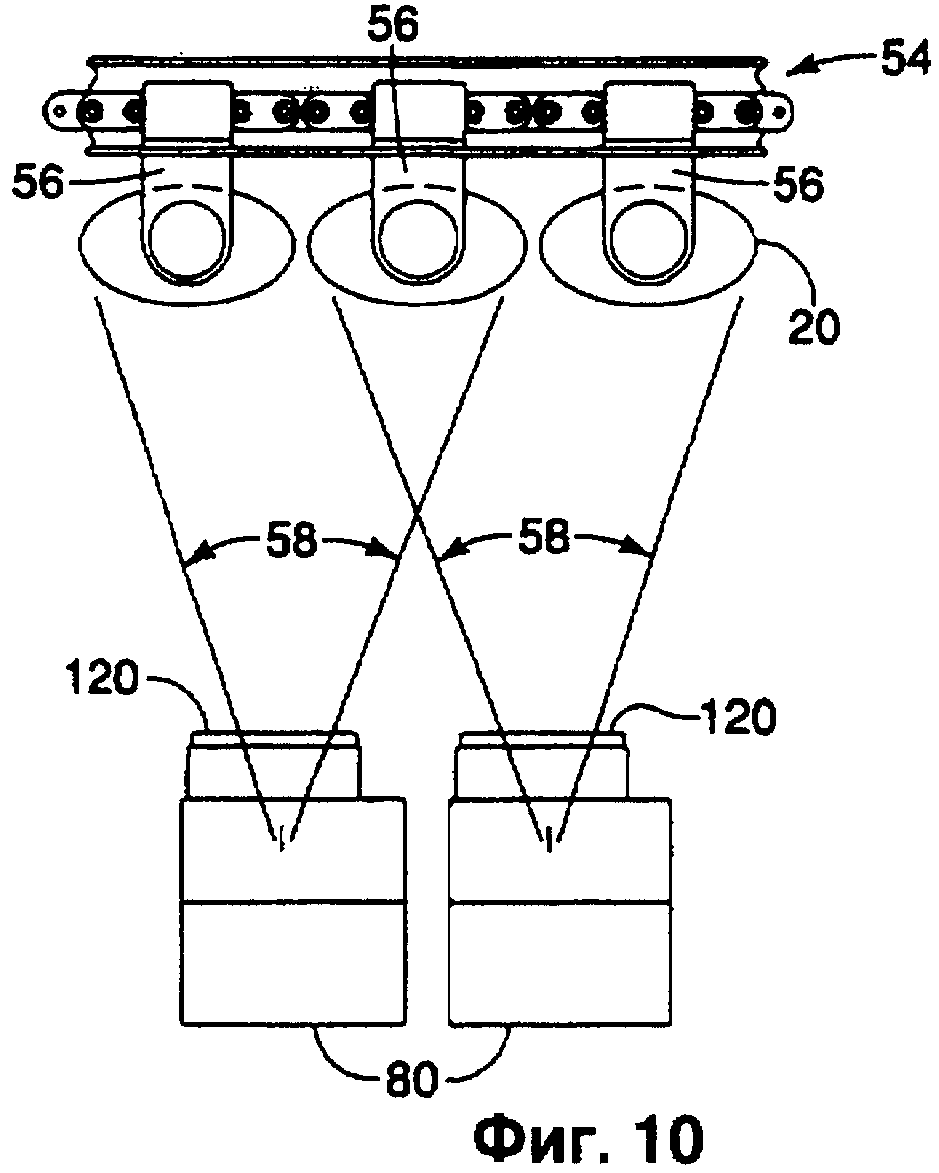
фигура 10 - упрощенный вид, на котором иллюстрируется часть сортировочной машины, транспортирующей три яйца, вместе с двумя гальванометрическими головками, и на котором показаны секторы действия лазерных лучей;
фигура 11 - изображение развалившегося Дональда Дакка, которое составлено из множества векторов;
фигура 12 - изображение, аналогичное изображению, показанному на фигуре 11, но с уменьшенным количеством векторов;
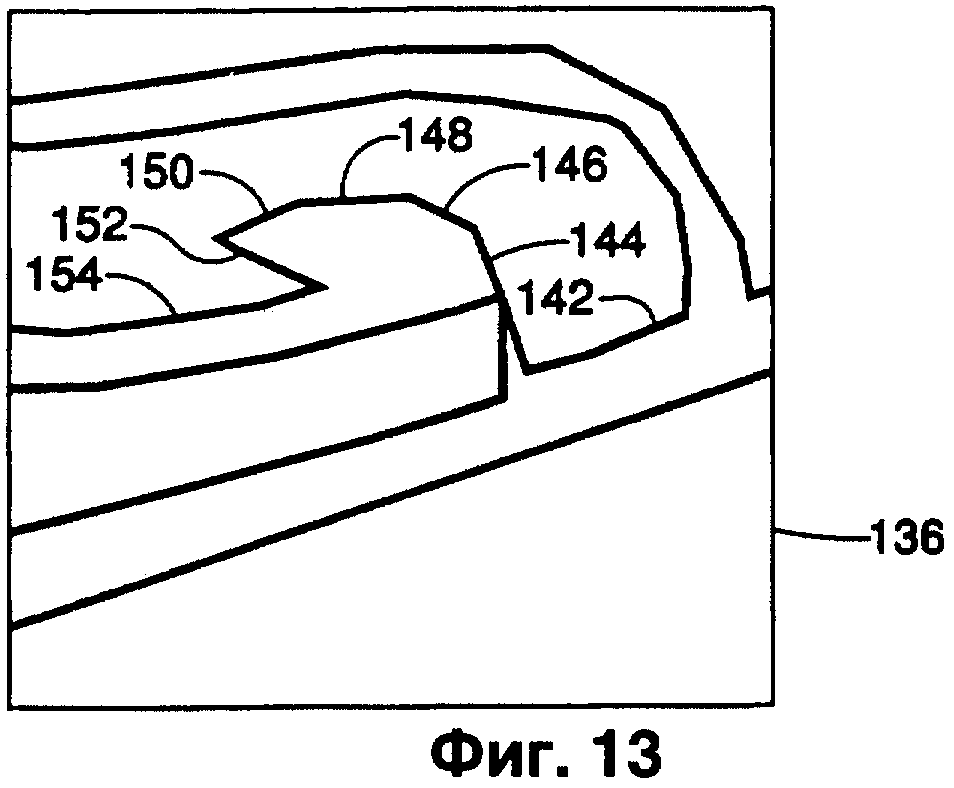
фигура 13 - увеличенный вид части изображения, показанного на фигуре 11;
фигура 14 - увеличенный вид части изображения, показанного на фигуре 12;
фигура 15 - увеличенный и упрощенный вид части изображения, показанного на фигуре 14.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЕ
Варианты осуществления настоящего изобретения относятся к устройству, а также к способу лазерной маркировки объектов, по мере того как они проходят через маркировочную станцию, причем маркировка осуществляется лазерами, которые устроены и установлены для нанесения изображений на объекты на их проходе через станцию. Хотя объекты могут иметь разные размеры и формы и могут быть изготовлены из разных материалов, однако наиболее важными объектами, к которым прежде всего относится изобретение, являются куриные яйца.
Следует понимать, что термины "маркировка" или "гравирование", используемые в настоящем описании, предназначены для указания того, что в качестве источника энергии излучения используется лазер. Луч лазера применяется, чтобы большая часть поверхности яичной скорлупы оставалась нетронутой для обеспечения контраста между маркировкой и остальной поверхностью. Луч лазера подвергает абляции и плавит материал внешней поверхности скорлупы яйца. Большим достоинством использования лазерной маркировки является то, что на яйцах с темной скорлупой получаются выгравированные знаки и надписи контрастирующего белого цвета, в то время как на яйцах с белой скорлупой получаются выгравированные знаки и надписи контрастирующего темно-коричневого цвета. При этом не нарушается целостность структуры яичной скорлупы, поскольку гравирование лазерным лучом осуществляется на глубину всего лишь от примерно от 50 мкм до примерно 90 мкм, что составляет от примерно 5% до примерно 8% толщины скорлупы.
Из огромного количества яиц, производимых ежегодно, большая их часть производится на крупных сельскохозяйственных предприятиях с количеством кур-несушек, достигающим сотен тысяч, которые несут более одного миллиона яиц в год. Эти яйца обрабатываются на сортировочных машинах, на которых осуществляется мытье, сортировка, проверка свежести и упаковка яиц, после чего упакованная продукция отправляется потребителям. Сортировочные машины имеют очень высокую производительность и могут обрабатывать до 175000 яиц в час.
Для такого производства устройство и способ маркировки яиц должны иметь высокую производительность, обеспечивающую маркировку яиц на сортировочной машине без снижения скорости ее работы. Это особенно справедливо для случая, когда необходимо нанести на каждое яйцо большое количество знаков, таких как графические обозначения. Также может оказаться необходимым использовать несколько лазеров, если на каждом яйце должно быть выполнено несколько рядов обозначений, или же яйца, обрабатываемые на машине, транспортируются в несколько рядов. Кроме того, когда возникает необходимость выполнения на каждом яйце сложного графического обозначения, такого как, например, затейливый или большой логотип или узор, нужно обрабатывать графические изображения таким образом, чтобы они могли быть воспроизведены на яйце с достаточной визуальной четкостью в условиях ограничений по времени и пространству, существующих при прохождении яиц через маркировочную станцию.
В конкретном примере, представленном на фигуре 1, на яйцо 20 нанесена верхняя строка 22, содержащая текст "А005 ЕХР 9/15" (идентификационный код и срок годности). Средняя строка 24 содержит более крупное стилизованное представление слова "EGGFUSION" с графическими элементами, и нижняя строка 26 содержит текст "A fresh new way to advertise" ("новый способ рекламы"). Другое более крупное графическое обозначение, показанное на фигурах 11-14, представляет собой изображение Дональда Дака, одного из персонажей мультфильмов Диснея, которое будет описано ниже более подробно в связи с использованием технологии векторной графики.
Два маркировочных устройства, указанные обозначениями 30 и 32, показаны на фигуре 2, в связи с системой, содержащей сортировочную машину 34. Сортировочная машина 34 установлена таким образом, чтобы в нее по конвейеру поступали яйца из производственных помещений, в которых находятся куры-несушки, и в машине 34 проверяется свежесть яиц, они моются, сортируются и транспортируются конвейером 36 в упаковочные станции 38, 40, 42, 44 и 46, где яйца упаковываются для отгрузки. Два устройства 30, 32, показанные на фигуре 2, могут представлять альтернативные места размещения маркировочного устройства, или же они могут использоваться вместе, например, для обработки различных рядов яиц на многорядном конвейере. В варианте, показанном на фигуре 2, каждое из устройств 30, 32 предназначено для маркировки двух рядов яиц, которые продвигаются через сортировочную машину.
Поскольку яйца перемещаются из сортировочной машины налево, то ясно, что крайнее левое маркировочное устройство 32 не будет осуществлять маркировку яиц, которые упаковываются на упаковочных станциях 38, 40 и 42. Каждое устройство 30, 32 может обрабатывать два ряда А и В яиц, как показано на фигурах 3 и 4.
Каждое из маркировочных устройств 30, 32, показанных на фигурах 3-10, снабжено четырьмя лазерными маркировочными модулями, указанными обозначениями 50, для маркировки яиц в ряду А и четырьмя лазерными маркировочными модулями, указанными обозначениями 52, для маркировки яиц в ряду В. Ряды показаны линиями, обозначенными А и В на фигурах 3, 4, с яйцами 20, показанными на фигуре 4. Яйца 20 транспортируются конвейером, указанным обозначением 54, на котором имеются захватывающие устройства 56, удерживающие яйца, когда они двигаются вместе с конвейером (например, как показано на фиг.10). Расстояние между соседними в ряду яйцами, называемое шагом, предпочтительно равно примерно 76 мм, но может варьироваться. Величина шага определяется изготовителем сортировочной машины, на которую устанавливается лазерное маркировочное устройство, предназначенное для маркировки яиц. Крайне желательно, чтобы маркировочное устройство не тормозило работу сортировочной машины, скорость движения конвейера которой может достигать 1,1 м/с.
На этой скорости для маркировки лазерной маркировочной головкой каждого яйца, проходящего через маркировочную станцию, отводится примерно 69 мс, что означает маркировку 14 яиц в секунду. Маркировочная станция работает на части конвейера вдоль линий А и В, где лазерные маркировочные модули 50 и 52 могут маркировать яйца, при этом лазерные лучи, излучаемые модулями, могут поворачиваться в пределах сектора 58, размер которого составляет примерно 30-35 градусов, как показано на фигуре 10. То есть маркировочная станция занимает место, определяемое шириной устройства, определяемого внешними поверхностями 60 кожуха 62, как показано на фигурах 3-5.
Как показано на фигуре 6, лазерный генератор 64, обеспечивающий работу лазерных маркировочных модулей 50, 52, установлен на вертикальной опоре 66, которая, в свою очередь, соединена с горизонтальной опорой 68. Лазерный генератор 64 излучает лазерный луч 70, который проходит через коллиматорную и фокусирующую линзу 72, отражается зеркалом 74 и проходит через полую опорную трубку 76, поддерживаемую кронштейном 78, к гальванометрической развертывающей головке 80, которая направляет луч 70 вверх для маркировки проходящих яиц 20.
Предпочтительно используется углекислотный лазерный генератор 64 с максимальной выходной мощностью примерно 70 ватт, положение которого по вертикали при необходимости может регулироваться. В качестве гальванометрической развертывающей головки предпочтительно используется головка SCANcube® 7 со стандартным цифровым интерфейсом платы RTC® персонального компьютера или платы RTCT SCANalone, которые поставляются компанией SCANLAB America, Inc., г.Нейпервилл, шт.Иллинойс, США. Развертывающая головка имеет следующие характеристики: апертура - 7 мм, смещение луча - 9,98 мм, динамическая ошибка отслеживания - 0,14 мс, ошибка по углу - менее 6 мрад, время отработки приращения порядка 1% от полной шкалы - 0,25 мс, типовая скорость позиционирования - 12,0 м/с и типовая скорость записи с хорошим качеством для знаков, выполняемых за один проход, высотой 1 мм - 900 знаков/с.
Как показано на фигурах 3-5, каждый из лазерных маркировочных модулей 50, 52 установлен в кожухе 62 с лазерными генераторами 64, связанными с модулями 50, которые расположены в шахматном порядке относительно лазерных генераторов, связанных с головками 52, для более эффективного использования пространства и как можно более компактного размещения всех модулей. Источники питания лазерных генераторов расположены в нижнем шкафу 82. Несущая конструкция 84 имеет регулируемые опоры 86 для выравнивания и регулировки положения устройства по вертикали на месте установки, а также снабжена горизонтальными балками 88, удерживающими кожух 62 и обеспечивающими его перемещение из рабочего положения, показанного на фигурах 3-5, в отведенное положение, как показано на фигуре 9.
Возможность отведения кожуха 62 позволяет отвести лазерные головки от конвейера 36 сортировочной машины, для проведения при необходимости их зазоров перед отведением кожуха 62 может понадобиться опустить гальванометрические развертывающие головки 80. В примере, показанном на фигуре 9, эта операция выполнена с помощью поворотных соединительных устройств 90, имеющихся с каждой стороны задней части кожуха 62, и расположенного спереди узла 92 приводного механизма наклона рамы, который обеспечивает наклон всего кожуха 62, в результате чего опускаются гальванометрические развертывающие головки 80, так что кожух может быть отведен от конвейера 36.
На несущей конструкции 84 установлен шкаф 94, который содержит средства управления и эксплуатации, в том числе контроллеры с запрограммированной логикой, компьютеры, которые также могут содержать интерфейсные платы RTC® для управления гальванометрическими развертывающими головками 80, модемы для обеспечения обмена информацией между портативными компьютерами, а также сетевые технические средства, обеспечивающие передачу данных, относящихся к работе оборудования. Файлы с данными, определяющими графические обозначения, в том числе с информацией координат векторов, обычно загружаются по сети, а из маркировочной станции по сети передаются производственные данные, которые могут использоваться для биллинга и других целей. Компьютеры также соединены с компьютерной системой, которая связана с сортировочной машиной и обеспечивает информацию моечного устройства, в частности температуру моечной воды, температуру промывочной воды и величины pH. Также имеются датчики рабочей температуры лазерных генераторов и гальванометрических развертывающих головок 80, а также датчики тока источников питания. Также используются датчики положения, обеспечивающие контроль положения всех важных движущихся частей устройства. Кроме того, осуществляется контроль температуры и влажности внутри каждого из шкафов.
Имеется клавиатура 96 оператора и ЖК-дисплей 98, которые обеспечивают диагностику на месте возможных неисправностей и проведение технического обслуживания устройства. Однако в нормальном режиме работы и с учетом степени контроля и передачи информации о рабочем состоянии необходимость в присутствии на месте оператора для многих видов технического обслуживания минимизирована. Если возникает какая-либо техническая проблема, то обычно работники, в обязанности которых, среди прочего, входит задача контроля работы сортировочной машины 34, могут использовать клавиатуру 96 и дисплей 98 для связи по сети с техническими специалистами, которые хорошо знают маркировочную станцию, и большая часть возникающих проблем может быть устранена. В качестве устройства 102 аварийного отключения может использоваться выключатель 100 питания маркировочного устройства. Поскольку работающее оборудование выделяет тепло, и оно находится в производственном помещении со сравнительно высокой температурой и влажностью, то каждый шкаф снабжен устройством 104 кондиционирования. С тыльной стороны устройства находится главная панель 106 включения-выключения питания.
Поскольку гальванометрические развертывающие головки 80 находятся под яйцами 20, существует вероятность того, что какое-либо яйцо треснет, в результате чего его содержимое может вытекать на головки 80 и нарушать их работу. Для защиты от таких неприятностей предусмотрена защитная пластина 110, показанная на фигуре 7. Она имеет левую и правую монтажные опоры 112, которые прикреплены к элементам 88 несущей рамы и поддерживают горизонтальные несущие трубки 114 (см. фигуру 8), к которым прикреплена пластина 116. В пластине 116 имеются круглые отверстия 118, которые находятся над гальванометрическими развертывающими головками 80 и закрыты защитными линзами 119 из германия таким образом, что жидкий материал, вытекающий из яйца, не сможет пройти через отверстия и попасть на головки 80. Германиевые линзы прочнее стеклянных и пропускают луч лазера без всяких искажений. В альтернативном варианте могут использоваться линзы из селенида цинка, поскольку это вещество также хорошо пропускает лазерные лучи. Поскольку германиевые линзы сравнительно дороги, то размеры отверстий 118 предпочтительно имеют минимально возможные размеры, при которых они обеспечивают ход луча лазера в пределах максимального сектора. Для дополнительной защиты гальванометрических развертывающих головок 80 непосредственно над каждой из головок установлена защитная линза 120, как показано на фигуре 10.
На фигуре 8 представлен альтернативный вариант, в котором используются прямоугольные отверстия 118' в пластине 116, и возле каждого такого отверстия расположен выход воздушной форсунки или воздушного шабера 122, который подсоединен к системе 126 подачи воздуха с помощью трубки 126 и направляет поток воздуха над отверстиями для сдувания в сторону капающего материала, чтобы он не мог проникнуть через отверстия 118. Работой воздушных шаберов 122 можно управлять с помощью электромагнитных клапанов 128 в трубках 126. В восемь воздушных шаберов, показанных на фигуре 8, предпочтительно подается сжатый воздух под давлением не меньше 40 psi с расходом воздуха 50 фут3/мин. Поскольку пластина 110 прикреплена к неподвижной несущей раме 84, то должна обеспечиваться возможность отделения трубок 126 и других компонентов системы подачи воздуха от лазерных маркировочных модулей и от кожуха 62, поскольку последний может отводиться от конвейера, как это уже было указано, а пластина при этом остается неподвижной.
Что касается маркировки яиц лазерным излучением, то использование более мощного лазера необязательно приводит к повышению скорости нанесения обозначений на поверхность яиц. Необходимо некоторое время для передачи энергии, чтобы получить требуемый результат. Например, запекание картофелин целиком обычно требует примерно 45 минут, причем если повысить тепловую мощность, то картофелины могут разорваться. Также должна обеспечиваться такая характеристика передачи энергии яичной скорлупе, которая позволяет получить необходимый результат. Мощность лазерного генератора иногда понижают, так что максимальная мощность 70 ватт не используется. Яйца с влажной и мягкой скорлупой могут потребовать использования энергии излучения, близкой к максимальной. Практика показывает, что для маркировки яиц большее значение имеет время обработки, чем мощность излучения. По этой причине предпочтительно использовать для нанесения некоторых графических обозначений весь временной интервал 138 мс (или 69 мс для некоторых лазеров). Предпочтительная величина фокусного расстояния линзы 72 составляет 100 мм, что позволяет получить ширину луча или размер пятна примерно 0,3 мм. Такая оптическая характеристика позволяет обеспечить достаточную глубину фокусировки, что означает, что яйца необязательно должны быть одинакового размера. Иначе говоря, изменение расстояния до поверхности скорлупы яйца на 10 мм, связанное с разными размерами яиц, не будет иметь значения, поскольку точка фокуса луча может изменяться в таких пределах.
Лазерное маркировочное устройство имеет по четыре лазерных маркировочных модуля 50 или 52 для маркировки яиц в каждом ряду, и четыре модуля наносят изображения в верхней, средней и нижней строках (см. фигуру 1). Если скорость конвейера 54 (см. фигуру 10) равна 1,1 м/с, то время маркировки каждого яйца 20 составляет всего лишь 69 мс. Как можно видеть на фигуре 1, объем и размер графических обозначений, которые наносятся в верхней и нижней строках 22 и 26, меньше по сравнению с графическим обозначением, которое наносится в средней строке 24 и которое может быть достаточно сложным, как показано на фигурах 11-15. В рассматриваемом варианте осуществления устройства, предлагаемого в настоящем изобретении, два лазерных маркировочных модуля используются для нанесения обозначений по строкам 22 и 26, а другие две головки используются для нанесения обозначений по средней строке на чередующиеся яйца. При такой схеме нанесения маркировки временной интервал 69 мс эффективно удваивается и достигает 138 мс, каждый из двух модулей наносит маркировку на каждое второе яйцо. При использовании такой схемы с чередованием можно выполнять более сложную и объемную маркировку по средней строке 24. В то время как лазерные маркировочные модули 50, которые наносят обозначения по верхней 22 и нижней 26 строкам, работают в течение временного интервала 69 мс для нанесения маркировки на каждое проходящее яйцо, каждая из двух других головок 50, которые наносят обозначения по средней строке 24, будет работать в течение перекрывающихся временных интервалов 138 мс, так что обе эти головки будут одновременно наносить маркировку на яйца в течение большей части указанного интервала 138 мс.
Если на яйцо должно быть нанесено некоторое графическое обозначение, это осуществляется путем формирования множества векторов в физической системе координат, имеющей максимальный размер 20 мм × 40 мм. Графическое обозначение, представленное на фигуре 11, составлено из 572 векторов, таких как, например, вектор 130, имеющий начальную точку 132 и конечную точку 134. Каждая начальная и конечная точка имеют координаты Х и Y, и каждый вектор представляет собой прямую линию.
Координаты начальной и конечной точки для каждого вектора должны быть запрограммированы. Как правило, это осуществляется с использованием программных инструментов автоматического преобразования изображений, обеспечивающих получение векторного представления изображения. Например, может быть использована программа CorelDRAW®, которая может обеспечивать получение векторного представления графики из битового представления. Однако эффективность таких программных инструментов может быть недостаточной, в результате чего приходится прибегать к ручному представлению некоторых типов графических обозначений для получения необходимых результатов. Графика может быть представлена в формате PostScipt (расширение файла -.pps или.ps). Также может использоваться формат графических файлов с расширением .pit на основе векторной графики.
Обычно, по мере того как представление графического объекта разворачивается во времени и пространстве, все линии левой третьей части изображения предпочтительно выполняются до начала воспроизведения средней третьей части, и, аналогичным образом, все линии средней третьей части воспроизводятся (наносятся) до начала воспроизведения правой третьей части изображения. При этом очень длинные вектора обычно приходится делить на части. Изображение обычно строится слева направо, однако его необязательно воспроизводить в таком же порядке. Однако нельзя воспроизвести вектор, начинающийся на левом краю изображения, если основная часть отображаемого обозначения воспроизводится в его правой третьей части. Для обеспечения воспроизведения порядок каждого вектора должен быть запрограммирован и входит в электронный файл представления графического обозначения. Программирование осуществляется таким образом, чтобы все векторы были указаны в соответствии с этими требованиями.
Исходя из того, что яйца двигаются с заданной скоростью, и известны и/или установлены параметры гальванометрических головок, такие как времена задержки включения и выключения, времена переустановки, скорость позиционирования, а также учитывая, что на воспроизведение отводится только 70 мс, определяется скорость нанесения маркировки или записи для воспроизведения обозначения на основе таких исходных положений, а также определяется возможность эффективного воспроизведения обозначения. Поскольку все вектора известны, вместе с вышеуказанными параметрами, то можно рассчитать скорость записи гальванометрической развертывающей головки 80, необходимую для воспроизведения всего изображения. Эксперименты показали, что за 138 мс может быть воспроизведено с приемлемым качеством примерно 200 векторов. Поскольку физический размер области изображения на яйце составляет 20 мм × 40 мм, то некоторые векторы могут быть исключены без существенного ухудшения визуального качества воспроизводимого изображения. Скорость нанесения маркировки предпочтительно находится в диапазоне 400-800 бит/мс, причем на скорости 800 бит/мс получается приемлемое качество, на скорости 600 бит/мс - хорошее качество, и на скорости 400 бит/мс - отличное качество. При этом физическому пространству системы координат, составляющему площадку 20 мм × 40 мм на поверхности яйца, соответствуют двоичные величины от 0 до 65535 (16 двоичных разрядов по каждой координате), и гальванометрическая развертывающая головка 80 может пройти лучом все поле 655535 бит за 65 мс на скорости нанесения маркировки, равной 1000. При вышеуказанном фокусном расстоянии скорости 1000 нанесения маркировки соответствует расстояние примерно 100 мм за 1 мс. На качество изображения может влиять качество яиц, так что маркировка, выполненная системой на хороших яйцах при определенном наборе параметров, может быть хорошего качества, однако на плохих яйцах качество маркировки может ухудшиться.
Если изображение, такое как, например, приведенное на фигуре 11, не может быть выгравировано за отведенный интервал времени, то представление изображения может быть упрощено, например, за счет утончения векторов и использования растровой развертки, но так, чтобы визуальное качество получаемого изображения при этом поддерживалось на приемлемом уровне.
Процедура утончения векторов обеспечивает упрощение представления за счет уменьшения количества векторов с использованием алгоритма, аналогичного алгоритму Дугласа-Рамера-Пекера сглаживания кривых и генерализации, используемому в цифровой картографии. Способ исключения промежуточных точек, то есть векторов, заключается в соединении двух точек линии прямой линией, называемой базовой линией. Затем рассчитываются расстояния по перпендикуляру от этой базовой линии всех промежуточных точек. Если все эти расстояния не превышают заданной величины, представляющей половину ширины графической линии по шкале источника, эти точки могут быть отброшены, и линия изображения может быть представлена базовой линией. Если же какая-либо из этих промежуточных точек выходит за пределы, определяемые заданной величиной, то линия делится на две части в наиболее удаленной точке, и применяемая процедура повторяется теперь уже для двух полученных частей.
Растровая развертка представляет собой преобразование всех векторов в растр на фиксированной сетке координат, которая дает возможность определить существование совпадающих точек, в результате чего могут быть удалены повторяющиеся координаты. Если точки двух векторов совпадают, то одна из них исключается. Сетка задается, и векторы прорисовываются на сетке от самого длинного до самого короткого. Если новый вектор прорисовывается без изменения какой-либо сетки, это будет означать, что он находится сверху другого, и точка или точки совпадения удаляются путем выключения лазера в этих точках. Это выполняется с использованием технологии цифрового дифференциального анализа. Такое уменьшение плотности растра позволяет обеспечивать исключение элементов векторов, при котором не возникает дополнительных графических артефактов. В этом случае технически используется не сетка координат, а внутренняя сетка памяти. Если векторы, от самых длинных до самых коротких, преобразуются в растровую развертку, и когда происходит переход к коротким векторам, и они не накладываются на зоны новых сеток, то к окончательному представлению изображения ничего не добавляется, и они исключаются.
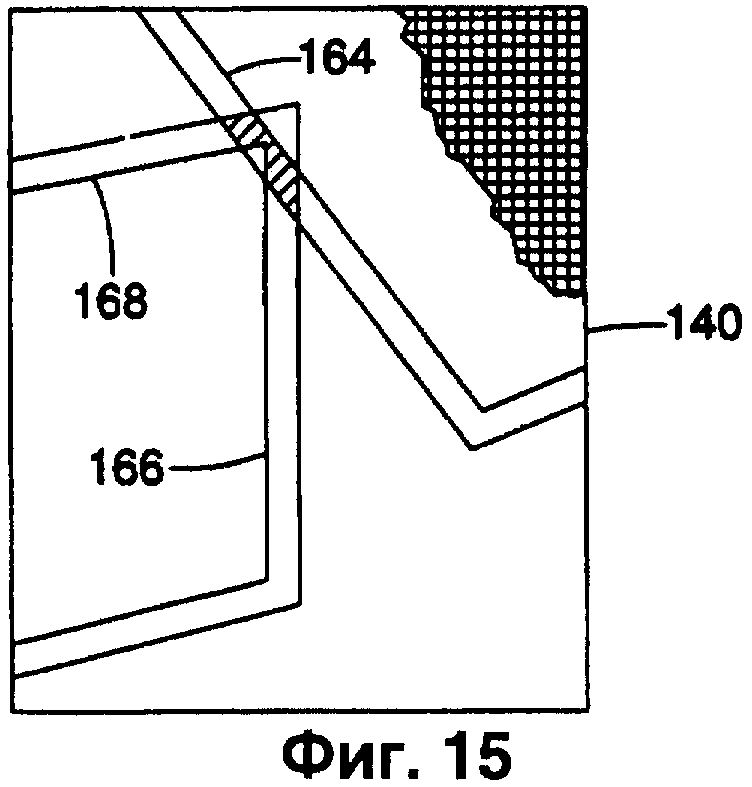
В предлагаемом в изобретении способе используется цифровой дифференциальный анализ, который напоминает анализ, описанный в информационном источнике "Цифровой дифференциальный анализатор для линий", Jon Kirwan, опубликованном на сайте http://users.easystreet.com/jkirwan/dda.html, ©, ноябрь 1999, в котором используется множество координат, задающих ряд линий. Указанная публикация специально вводится ссылкой в настоящую заявку. Если повторяющиеся точки сетки уже записаны, то эта часть вектора исключается. Сетка предпочтительно представляет собой матрицу размерами 16×16 бит, которая преобразуется в физическую сетку 15×15 бит, накладываемую на окно 20×40 мм на поверхности яйца. Поэтому физическая сетка координат содержит примерно 65536 блоков. Сетка, показанная в верхнем правом углу фигуры 15, иллюстрирует размер блоков сетки.
Очень короткие векторы и точечные или близкие к точечным артефакты могут быть также удалены, поскольку после воспроизведения они не видны. Такой способ вместе с другими способами использовался для сокращения числа векторов от 572, показанных на фигуре 11, до 227, показанных на фигуре 12.
Использованная методика иллюстрируется на фигурах 11-14, причем часть 136 фигуры 11, показанная на фигуре 13, сравнивается с аналогичной частью 138 упрощенного представления на фигуре 14. Линии части 138, показанные на фигуре 14, немного отличаются упрощенным видом от линий части 136, показанных на фигуре 13, и увеличенный вид зоны 140 фигуры 14 показан на фигуре 15.
Пример упрощения за счет уменьшения количества векторов показан путем сравнения соединенных векторов 142, 144, 146, 148, 150, 152 и 154, изображенных на фигуре 13, с упрощенным вариантом, содержащим векторы 156, 158, 160 и 162, изображенные на фигуре 14. Хотя эти два варианта выглядят имеющими достаточные различия на увеличенных фигурах 13 и 14, однако в действительности они выглядят практически одинаково, как это показано на блоках 136 и 138 фигур 11 и 12.
Пример растровой развертки представлен блоком 140 фигуры 14, который в увеличенном виде представлен на фигуре 15. Преобразование векторов 164, 166 и 168 в растровую форму показывает, что они перекрываются друг с другом в заштрихованной области. Поэтому адреса, представляющие повторяющиеся точки, используются для выключения лазерных маркировочных головок в соответствующие моменты времени, так что лазерный луч будет воздействовать на эти точки только один раз.
Если линия, воспроизводимая лучом лазера, имеет дискретную ширину, то другая методика, которая может использоваться, позволяет предотвращать чрезмерное тепловое воздействие на поверхность, когда две линии пересекаются или проходят очень близко друг от друга в каком-то месте. В этом случае границы вектора могут сравниваться с границами другого вектора с последующим утончением векторов в случае необходимости. Поскольку включение и выключение лазера занимает некоторое время, то на сложность процесса утончения векторов накладывается проблема переходных процессов при включении/выключении луча лазера.
Гальванометрические развертывающие головки 80 управляются интерфейсными платами RTC компьютеров, запрограммированных с использованием 16-битной координатной системы. Для компенсации движения объекта, в данном случае яйца, на который необходимо нанести маркировку, элементы изображения сдвигаются к правому краю.
Этого нельзя сделать при использовании 16-битной координатной системы, поэтому осуществляется преобразование в 15-битное физическое окно, в результате чего размер пространства координат сокращается практически вдвое. Корректировочная матрица не учитывает координаты, находящиеся за пределами 15-битного пространства. Таким образом, изображение позиционируется в виртуальном пространстве, так что когда яйцо входит в зону нанесения маркировки, гальванометрические развертывающие головки 80 сдвигаются к краю и немедленно начинают воспроизведение изображения.
Такая технология необходима, поскольку полное представление изображения должно быть передано в гальванометрическую систему в координатной системе. Без виртуального преобразования необходимо будет, чтобы представление всего изображения находилось в пределах физического окна, прежде чем можно будет начинать воспроизведение, причем время воспроизведения существенно снижается. Такая технология позволяет системе воспроизводить изображение в пределах всего окна, то есть в течение всего времени, когда может осуществляться воспроизведение.
Если при этом используется исключительно реальная или базовая система координат, то система маркировки не может начать воспроизведение изображения, если все изображение не будет находиться в пределах пространственного окна. Графические обозначения сдвигаются как можно ближе к правому краю относительно системы координат. Таким образом, когда гальванометрическая развертывающая головка 80 должна начинать воспроизведение, она переместится вправо и будет перемещаться вместе движущимся яйцом, так что когда яйцо входит в реальную систему координат, управление гальванометрической развертывающей головкой 80 может осуществляться таким образом, чтобы она перемещалась в точку, соответствующую физической координате, то есть на край физического пространства, так что головка может начать воспроизведение изображения, когда оно появляется в 15-битном пространстве координат.
Может возникнуть насущная необходимость в том, чтобы варианты осуществления настоящего изобретения обеспечивали маркировку различных объектов различными графическими обозначениями. В случае маркировки яиц может возникнуть необходимость нанесения на 12 яиц, которые упаковываются в одну картонку, 12 различных графических обозначений, а именно рекламных обозначений для 12 различных продуктов или 12 различных сообщений. При этом сложность графических обозначений может изменяться в широких пределах. Для сложного обозначения может понадобиться увеличить скорость нанесения маркировки до относительного максимума, чтобы можно было успеть нанести все обозначение. Более высокая скорость воспроизведения будет снижать контрастность изображения, и, соответственно, более медленная скорость приведет к повышению контрастности. Желательно, чтобы контрастность изображения была максимально возможной, и поэтому желательно, чтобы каждое графическое обозначение наносилось на объект с использованием всего временного интервала (69 мс или 138 мс). Поскольку каждое представление изображения содержится в отдельном файле, оптимальная скорость нанесения каждого изображения также записывается в этом файле, и рабочие параметры устройства, таким образом, настраиваются или конфигурируются для использования всего временного интервала. В вышеприведенном примере необходимости нанесения 12 различных обозначений на 12 яиц в картонной упаковке устройство в соответствии с изобретением скорее всего должно будет изменять свои рабочие параметры для нанесения маркировки на каждое следующее яйцо, изображение для которого отличается от изображения для предыдущего яйца. Такая гибкость конфигурации обеспечивает эффективность и качество процесса маркировки.
В то время как были рассмотрены различные варианты осуществления настоящего изобретения, необходимо понимать, что среднему специалисту в данной области техники будут ясны модификации, замены и альтернативы таких вариантов. Такие модификации, замены и альтернативы могут быть выполнены без выхода за пределы сущности и объема изобретения, которые определяются прилагаемой формулой.
Реферат
Изобретение относится к способу и устройству для лазерной маркировки отдельных объектов (варианты) и может быть использовано для маркировки яиц при их сортировке и упаковке. Существует определенный интервал времени, в течение которого на каждый объект может быть нанесена маркировка, по мере того как объекты транспортируются по меньшей мере по одному пути на заданной скорости. Устройство содержит по меньшей мере первые и вторые лазеры, которые расположены возле одного или нескольких путей транспортировки объектов и предназначены для направления лазерного луча на объекты для нанесения на них обозначений, по мере того как объекты проходят через маркировочную станцию. Первые и вторые лазеры осуществляют маркировку объектов через один, по мере того как объекты проходят через маркировочную станцию. Изобретение обеспечивает высокую скорость нанесения на отдельные объекты различной сложности обозначений на небольшом пространстве для их нанесения. 5 н. и 36 з.п. ф-лы, 15 ил.
Формула
по меньшей мере один процессор, предназначенный для контроля над лазерной маркировкой отдельных объектов; и
по меньшей мере первые и вторые лазерные маркировочные модули, контролируемые по меньшей мере частично по меньшей мере одним процессором, причем первые и вторые лазерные маркировочные модули установлены рядом по меньшей мере с одним путем, по которому объекты проходят на заданной скорости, и предназначены для направления лазерного луча на объекты для их маркировки обозначениями по мере того, как объекты проходят через маркировочную станцию; причем первые и вторые лазерные маркировочные модули предназначены для осуществления маркировки объектов по мере того, как объекты проходят через маркировочную станцию; и при этом первый и второй лазерные маркировочные модули выполнены с возможностью маркировки первого из указанных объектов, а второй лазерный маркировочный модуль выполнен с возможностью начинать процесс маркировки объекта, следующего за первым объектом, в то время как первый маркировочный модуль продолжает маркировать первый объект.
по меньшей мере один процессор, управляющий работой устройства, включающий запоминающее устройство для хранения цифровой информации, задающей различные графические обозначения;
множество лазерных маркировочных модулей, функционально соединенных с процессором и предназначенных для нанесения по меньшей мере двух графических обозначений на яйца, транспортируемые по меньшей мере по одному пути, причем каждый лазерный маркировочный модуль содержит:
генератор, вырабатывающий лазерный луч на выходе;
гальванометрическую развертывающую головку, установленную возле по меньшей мере одного пути и предназначенную для приема лазерного луча и направления его на яйца по мере того, как они транспортируются по меньшей мере по одному пути,
при этом первые и вторые лазерные маркировочные модули выполнены с возможностью маркировки первого из указанных объектов, а второй лазерный маркировочный модуль выполнен с возможностью начинать процесс маркировки объекта, следующего за первым объектом, в то время как первый маркировочный модуль продолжает маркировать первый объект.
включение первого лазера для начала процесса маркировки первого объекта, когда он входит в маркировочную станцию, и продолжение маркировки объекта в течение первого заданного интервала времени в маркировочной станции;
включение второго лазера для начала процесса маркировки следующего объекта, когда он входит в маркировочную станцию, и продолжение маркировки следующего объекта в течение второго заданного интервала времени в маркировочной станции;
причем первый и второй заданные интервалы времени перекрываются, так что может осуществляться одновременная маркировка обоих объектов по меньшей мере в течение части этих интервалов времени.
установление сетки, представляющей общий размер графического обозначения, которое должно быть воспроизведено;
установление множества векторов на сетке, которые позволяют воспроизвести графическое обозначение с достаточной степенью визуальной четкости;
разбиение длинных векторов на несколько коротких, если длина таких длинных векторов превышает примерно одну треть ширины сетки;
определение суммарной длины векторов, которые должны быть воспроизведены, и упрощение векторов, если суммарная длина не позволяет воспроизвести все векторы в течение заданного интервала времени; и
определение по меньшей мере одного порядка воспроизведения векторов лазером, так чтобы они воспроизводились, как правило, в порядке расположения векторов по ходу движения объектов,
хранение цифрового файла, содержащего информацию координат векторов для воспроизведения векторов в постоянном машиночитаемом носителе.
преобразование векторов в матрицу битов и исключение повторяющихся битов;
исключение векторов, находящихся близко от других векторов, если такое исключение не повлияет на визуальную четкость графического обозначения;
исключение артефактов и точек, которые не влияют на визуальную четкость графического обозначения.
по меньшей мере один процессор, предназначенный для контроля над лазерной маркировкой, включая запоминающее устройство для хранения цифровой информации, задающей различные графические обозначения; и
множество лазерных маркировочных модулей, соединенных с процессором и предназначенных для нанесения маркировки для нанесения по меньшей мере двух графических обозначений на яйца, транспортируемые по меньшей мере по одному пути;
причем каждый лазерный маркировочный модуль содержит:
генератор, вырабатывающий лазерный луч на выходе;
гальванометрическую развертывающую головку, установленную возле по меньшей мере одного пути и предназначенную для приема лазерного луча и направления его на яйца по мере того, как они транспортируются по меньшей мере по одному пути, причем развертывающая головка установлена на кронштейне, что помещает развертывающую головку относительно по меньшей мере одного пути, и при этом
первый и второй лазерные маркировочные модули выполнены с возможностью маркировки первого из указанных объектов, а второй лазерный маркировочный модуль выполнен с возможностью начинать процесс маркировки объекта, следующего за первым объектом, в то время как первый маркировочный модуль продолжает маркировать первый объект.
Документы, цитированные в отчёте о поиске
Система для лазерной маркировки и способ установления подлинности маркировки
Комментарии