Способ контроля качества, калибр для контроля качества и комплект калибров для контроля качества резьбового компонента - RU2533320C1
Код документа: RU2533320C1
Чертежи










Описание
Область техники, к которой относится изобретение
[0001] Настоящее изобретение относится к способу контроля качества резьбового стержневого компонента, имеющего часть с наружной резьбой, или резьбового отверстия, а также калибру и набору калибров для контроля качества, которые применяются согласно способу. Это относится к способу контроля качества, например, части с наружной резьбой свечи зажигания, которая должна быть установлена в головке цилиндра двигателя внутреннего сгорания, соответствующему отверстию для свечи (резьбовому отверстию), калибру для контроля качества и комплекту калибров для контроля качества, которые применяют согласно изобретению.
Область техники
[0002] Как известно, свечу зажигания (здесь называемую просто "свечой"), которую устанавливают в головке цилиндра двигателя, прикрепляют с применением прокладки таким образом, что ее передняя сторона обращена к камере сгорания при ввинчивании части с наружной резьбой стороны металлического основного корпуса в часть с внутренней резьбой на стороне отверстия для свечи. В этом случае существует потребность в том, чтобы ориентация (фазовое положение в направлении вращения) заземляющего электрода, соответствующая центральному электроду, обращенного к камере сгорания, могла регулироваться до конкретной ориентации с точки зрения исключения неоднородности сгорания в цилиндрах, улучшения воспламеняемости, уменьшения расхода топлива и т.д.
[0003] В качестве меры для этого предложен, например, способ производства свеч зажигания с применением шаблона с наружной резьбой для производства свеч зажигания, как описано в Публикации патента 1. В соответствии с технологией, описанной в этой Публикации патента 1, описано, что диапазон α фазы нарезания резьбы задан между избранным положением заземляющего электрода, которое обеспечивает достижение оптимальной рабочей характеристики зажигания двигателя, и начальным положением шаблона с наружной резьбой посредством ввинчивания шаблона с наружной резьбой в отверстие для свечи зажигания на стороне головки цилиндра. Кроме того, описано, что положение соединения или ожидаемое положение соединения заземляющего электрода задано как диапазон фазового угла α0 в положении, соответствующем диапазону α фазы нарезания резьбы, которое уже определено с применением шаблона наружной резьбы на основе начального положения на стороне шаблона с внутренней резьбой, посредством свинчивания шаблона с внутренней резьбой с частью с наружной резьбой на стороне свечи зажигания.
[0004] Как известно, свеча предварительно снабжена прокладкой. Когда свеча затянута и зафиксирована в отверстии для свечи на стороне головки цилиндра, прокладка сминается и деформируется для обеспечения заданной характеристики уплотнения. Фактическая ориентация заземляющего электрода также в значительной степени зависит от изменения качества уплотнения и характеристик деформации смятия. Например, когда характеристики деформации смятия уплотнения изменяются, степень затягивания свечи также соответственно изменяется. Таким образом, недостаточно осуществлять только контроль фазы положения соединения заземляющего электрода, как описано в указанной выше Публикации патента 1, чтобы достигнуть ожидаемой цели. Таким образом, существует простор для усовершенствования.
[0005] С другой стороны, также можно со стороны производителей свечей осуществлять обеспечение качества для включения характеристик деформации смятия уплотнений. В этом случае, снабженную прокладкой свечу затягивают с указанным вращающим моментом затягивания в качестве контроля перед транспортировкой. Таким образом, прокладка каждый раз подвергается деформации смятия. Кроме того, это приводит к противоречию основному принципу доставки для производителей свечей, включающих в себя прокладки в совершенно новом состоянии с точки зрения обеспечения характеристик уплотнения. Таким образом, это не реально.
Публикации известного уровня техники
[0006] Публикация патента 1: Публикация заявки на патент Японии №2002-141156
Сущность изобретения
[0007] Настоящее изобретение было сделано с учетом указанной выше задачи, и этой задачей является получение способа, пригодного для контроля фаз ввиду характеристик деформации смятия уплотнения, даже если вращающий момент меньше заданного вращающего момента затягивания и т.д.
[0008] Настоящее изобретение обеспечивает получение способа предварительного контроля фазового положения в направлении вращения, когда резьбовой компонент, имеющий уплотнительную часть, которая выполняет функцию уплотнения пластической деформацией, затягивают относительно соответствующей части с внутренней резьбой, которая является соответствующим резьбовым отверстием, с заданной величиной вращающего момента. Как предполагается, здесь резьбовой компонент является, например, свечей зажигания или подобным средством в виде резьбового стержневого компонента, который предварительно снабжен прокладкой в качестве уплотнительного компонента, который подвергается пластической деформации. Контрольная величина вращающего момента, которая меньше указанной выше заданной величины вращающего момента, задана предварительно, и применяют калибр, имеющий резьбовую часть, который может навинчиваться на резьбовой компонент.
[0009] В этом случае, предварительно определены верхнее и нижнее крайние положения допуска фазового положения в направлении вращения резьбового компонента, когда резьбовой компонент и калибр свинчены и затянуты с контрольной величиной вращающего момента. При этом осуществляют оценку как бездефектного продукта в случае, когда контрольная часть в фазовом положении в направлении вращения резьбового компонента находится в пределах диапазона положений верхнего предела и нижнего предела допуска, и оценку как дефектного продукта в случае, когда контрольная часть в фазовом положении в направлении вращения не находится в пределах диапазона верхнего и нижнего предельных положений допуска, когда резьбовой компонент и калибр свинчены друг с другом и затянуты с контрольной величиной вращающего момента.
[0010] В соответствии с настоящим изобретением, относительно резьбового компонента, имеющего уплотнительную часть, которая выполняет функцию уплотнения посредством пластической деформации, можно оценивать, находится ли фазовое положение в направлении вращения резьбового компонента в заданном положении, предполагая, что он затянут с указанным вращающим моментом, не применяя заданный вращающий момент. Таким образом, нет необходимости подвергать уплотнительную часть пластической деформации, что не снижает характеристик уплотнения.
Краткое описание чертежей
[0011] Фиг.1 - вид в перспективе, показывающий внешнюю форму свечи зажигания, как наиболее характерной конфигурации для осуществления настоящего изобретения.
Фиг.2 - вид сечения, показывающий схематическую структуру головки цилиндра, в которой установлена свеча зажигания, показанная на фиг.1.
Фиг.3 - увеличенный вид секции "а" отверстия для свечи зажигания, показанного на фиг.2.
Фиг.4 - вид сечения, показывающий состояние, в котором свеча зажигания установлена в отверстие для свечи зажигания, показанное на фиг.3.
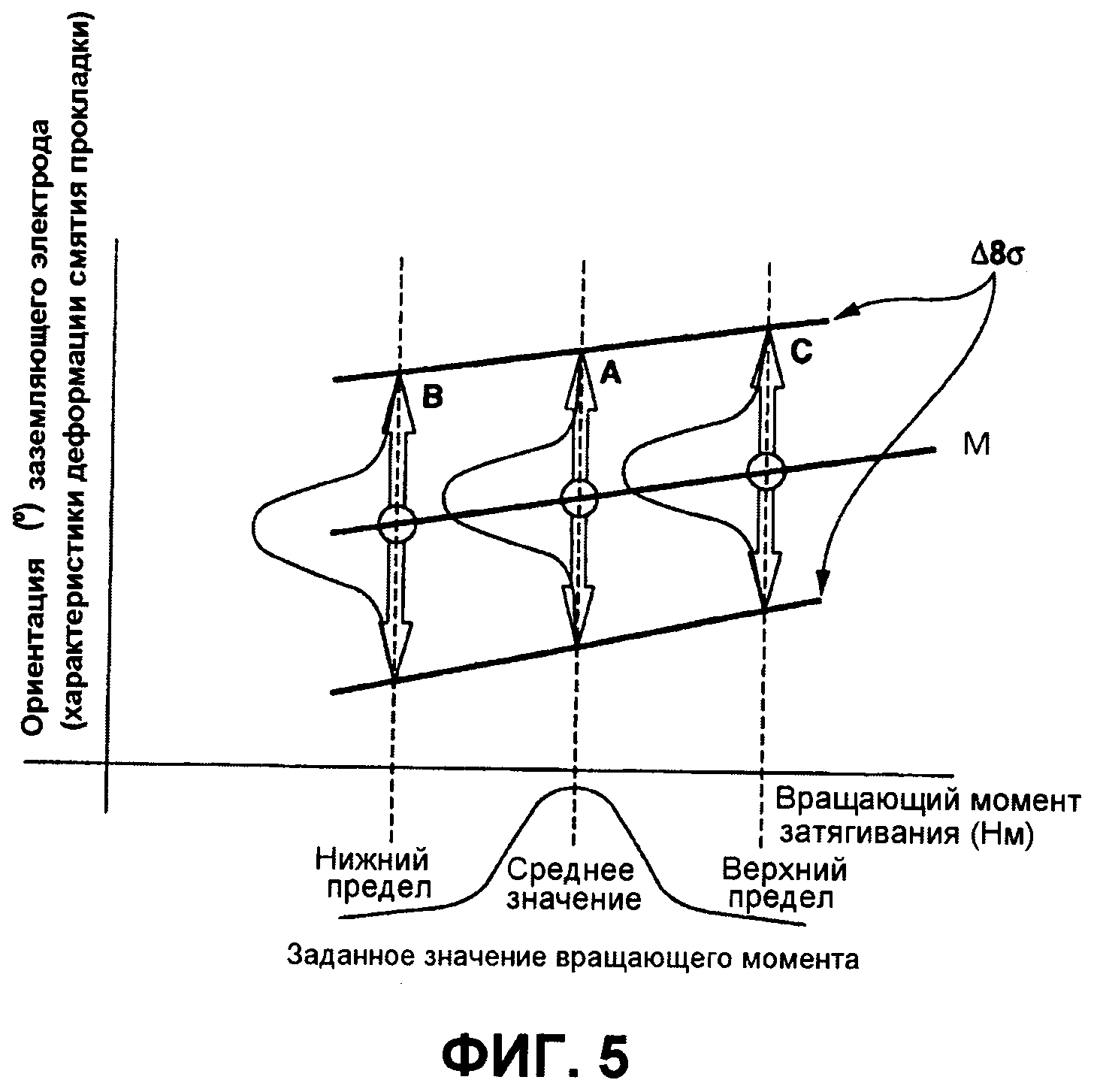
Фиг.5 - характеристическая диаграмма, показывающая корреляцию между вращающим моментом затягивания свечи зажигания и ориентацией заземляющего электрода.
Фиг.6 - подобная характеристическая диаграмма, показывающая корреляцию между вращающим моментом затягивания свечи зажигания и ориентацией заземляющего электрода.
Фиг.7 - подобная характеристическая диаграмма, показывающая корреляцию между вращающим моментом затягивания свечи зажигания и ориентацией заземляющего электрода.
Фиг.8(А) - вид в перспективе, показывающий соотношение между свечой, показанной на фиг.1, и калибром для контроля положения свечи.
Фиг.8(В) - вид в перспективе, показывающий состояние, в котором измерительное устройство для контроля положения свечи навинчено на свечу.
Фиг.9 - схема, показывающая соотношение между характеристикой, показанной на фиг.7, и калибром для контроля положения свечи, показанным на фиг.8.
Фиг.10 - вид снизу калибра для контроля положения свечи, показанного на фиг.8.
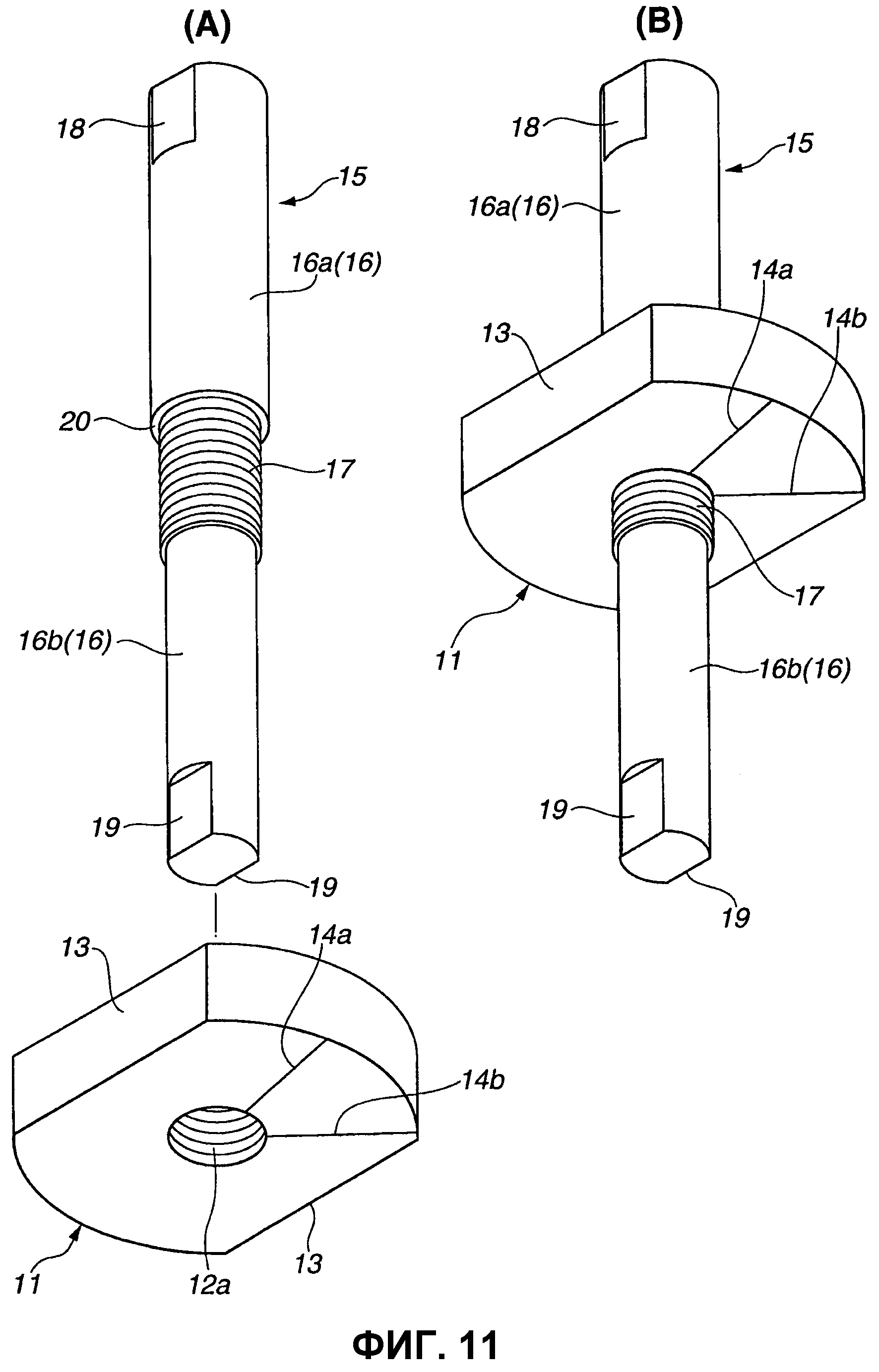
Фиг.11(А) - вид в перспективе, показывающий соотношение между калибром для контроля положения свечи, показанным на фиг.8, и калибром для контроля отверстия для свечи.
Фиг.11(В) - вид в перспективе, показывающий состояние, в котором измерительное устройство для контроля положения свечи и измерительное устройство для контроля отверстия для свечи, показанные на фиг.11(А), привинчены друг к другу.
Фиг.12 - вид в перспективе, показывающий соотношение между калибром для контроля отверстия для свечи, показанным на фиг.11, и отверстием для свечи зажигания.
Фиг.13 - вид в перспективе, показывающий модифицированный пример калибра для контроля отверстия для свечи, показанного на фиг.11.
Вариант осуществления изобретения
[0012] На фиг.1-10 показаны виды, показывающие наиболее характерный вариант осуществления настоящего изобретения. В частности, на фиг.1 показана внешняя форма свечи 3 зажигания (здесь называемой просто "свеча") как резьбовой стержневой компонент. На фиг.2-4 показано строение головки 1 цилиндра, в которой установлена указанная выше свеча 3.
[0013] В свече 3, производимой как продукт серийного производства изготовителем, как показано на фиг.1, ее металлический основной корпус 4 сформирован с цилиндрической частью большого диаметра 5 и шестиугольной частью 6 и сформирован с частью 7 с наружной резьбой, смежной с цилиндрической частью 5. Кроме того, прокладка 8 в качестве уплотнительного компонента, который подвергается пластической деформации вследствие заданного вращающего момента, предварительно установлена на стороне под шейкой цилиндрической части 5. Центральный электрод 32 проходит от переднего конца металлического основного корпуса 4, и основной металлический корпус 4 снабжен в целом L-образным заземляющим электродом 33, соответствующим центральному электроду 32.
[0014] Эта свеча 3 предварительно выполнена таким образом, что фаза в направлении вращения (положение в направлении вращения) положения начала резьбы части 7 с наружной резьбой и ориентация (направление, в котором ориентирован заземляющий электрод 33) заземляющего электрода 33, когда свеча затянута в части 10 с внутренней резьбой на стороне отверстия 2 для свечи в указанной ниже головке 1 цилиндра с заданной величиной вращающего момента (здесь установленной, например, как 10 Нм±α), контролируются на производственном этапе так, что относительное позиционное соотношение обеих было определенным позиционным соотношением. Например, фаза в направлении вращения положения начала резьбы части 7 с наружной резьбой и ориентация заземляющего электрода 33 при затягивании с заданной величиной вращающего момента предварительно заданы как соответствующие друг другу.
[0015] С другой стороны, как показано на фиг.2 и 3, головка 1 цилиндра снабжена для каждого цилиндра отверстием 2 для свечи в форме ступенчатого отверстия, которое открыто в камеру Q сгорания. Свеча 3, показанная на фиг.1, установлена относительно этого отверстия для свечи 2 во ввинченном состоянии, показанном на фиг.4. Отверстие 2 для свечи на стороне головки 1 цилиндра сформировано с частью 2а меньшего диаметра вблизи камеры Q сгорания и соединенной с ней частью 2b большего диаметра. В средней части между ними сформирована опорная поверхность 9, а часть 10 с внутренней резьбой в качестве резьбового отверстия сформирована в части 2а меньшего диаметра. Свечу 3 затягивают и прикрепляют к головке 1 цилиндра посредством свинчивания друг с другом части 7 с наружной резьбой и части 10 с внутренней резьбой в результате затягивания свечи 3 с предварительно заданной величиной вращающего момента, и стержневая часть 5 на стороне свечи 3 располагается на опорной поверхности 9 через прокладку 8. В результате, центральный электрод 32 и его соответствующий заземляющий электрод 33 обращены к камере Q сгорания.
[0016] Здесь, как указано выше, если фаза в направлении вращения (положение в направлении вращения) в положении начала резьбы части 7 с наружной резьбой и ориентация (направление, в котором ориентирован заземляющий электрод 33) заземляющего электрода 33, когда свеча затянута в части 10 с внутренней резьбой на стороне отверстия 2 для свечи в указанной ниже головке 1 цилиндра с заданной величиной вращающего момента, регулируются на производственном этапе таким образом, что бы каждая была предварительно определена так, что относительное позиционное соотношение обеих становится конкретным позиционным соотношением, и если контроль осуществляется таким образом, что фаза в направлении вращения в положении начала резьбы части 10 с внутренней резьбой на стороне отверстия 2 для свечи аналогично становится конкретным положением, заземляющий электрод 33 всегда принимает конкретную ориентацию в принципе посредством только затягивания свечи 3 относительно отверстия 2 для свечи с заданной величиной вращающего момента. Таким образом, заземляющий электрод 33, становится контрольной частью фазового положения в направлении вращения свечи 3.
[0017] С другой стороны, когда свечу 3 затягивают в отверстии 2 для свечи зажигания, прокладка 8 находится между свечой 3 и опорной поверхностью 9 для обеспечения уплотнения и подвергается деформации смятия (пластической деформации). Таким образом, нельзя пренебрегать изменениями размеров, характеристиками деформации смятия и т.д. этой прокладки 8. Без количественного понимания этих характеристик деформации смятия и т.д. прокладки 8 невозможно точно контролировать ориентацию заземляющего электрода 33, как указано выше.
[0018] Обычной практикой является то, что заданная величина вращающего момента при затягивании и фиксации свечи 3 в отверстии 2 для свечи зажигания на стороне головки 1 цилиндра имеет верхние допустимые отклонения и нижние допустимые отклонения относительно нормальной величины (среднего значения заданных величин вращающего момента), как указанные выше, например 10 Нм±α. Таким образом, корреляция между заданной величиной вращающего момента, ориентацией заземляющего электрода 33 и характеристиками деформации смятия прокладки 8, как предполагается, имеет характеристики, показанные на фиг.5, на основе статистического способа обработки экспериментальных результатов и т.д. На фиг.5 стандартное значение заданных величин вращающего момента обозначено средним значением, и, аналогично, максимальное допустимое отклонение заданной величины вращающего момента обозначено верхним пределом, и минимальное допустимое отклонение заданной величины вращающего момента обозначено нижним пределом. В идеальном случае обеспечивается то, что каждая свеча 3 удовлетворяет характеристикам, показанным на фиг.5, во время доставки производителями свечей. Как указано выше, когда свечу 3 затягивают с заданной величиной вращающего момента на этапе контроля для обеспечения характеристик, показанных на фиг.5, прокладка 8 каждый раз подвергается деформации смятия. Таким образом, это непрактично.
На фиг.5 характеристики разброса обозначены как Δ8σ; средние характеристики обозначены как М; буквенное обозначение А соответствует ориентации при среднем значении заданных величин вращающего момента, среднее значение и его верхняя и нижняя предельные величины; буквенное обозначение В соответствует ориентации при нижнем значении заданных величин вращающего момента, среднее значение и его верхняя и нижняя предельные величины; буквенное обозначение C соответствует ориентации при нижнем значении заданных величин вращающего момента, среднее значение и его верхняя и нижняя предельные величины.
[0019] Таким образом, согласно настоящему варианту осуществления изобретения, внесено понятие контрольной величины вращающего момента, меньшей, чем заданная величина вращающего момента, причем эта контрольная величина вращающего момента предварительно задана на определенном уровне. Например, как указано выше, если заданная величина вращающего момента (среднее значение) для затягивания свечи 3 установлена, например, как 10 Нм±α, контрольная величина вращающего момента установлена с величиной, значительно меньшей, чем указанная заданная величина вращающего момента (среднее значение), то есть, например, 0,5 Нм, при которой, даже если свечу 3 с прокладкой 8 затягивают, прокладка не подвергается деформации смятия.
[0020] Характеристики, показанные на фиг.6, получены посредством определения корреляции между этой контрольной величиной вращающего момента, ориентацией заземляющего электрода 33 и характеристиками деформации смятия прокладки 8 способом статистической обработки экспериментальных данных и т.д. и затем наложения их на характеристики, показанные на фиг.5.
Как видно на фиг.6, при контрольной величине вращающего момента разброс ориентации заземляющего электрода 33 и характеристик деформации смятия прокладки 8 является относительно большим, но он становится аналогичным характеристикам на фиг.5 при заданной величине вращающего момента.
[0021] Только средняя характеристика М на фиг.6 взята и скопирована на фиг.7. Корреляции на фиг.5 и 6, формирующие базис средней характеристики М на фиг.7, основаны на данных, собранных при затягивании, например, особой резьбовой кольцевой формы, калибра или шаблона, выполненного из инструментальной стали и т.п., относительно свечи 3, снабженной прокладкой 8. Говоря более строго, из-за разности материала соответствующей стороны, это не воспроизводит фактическое состояние установки, когда свеча 3 затянута относительно отверстия 2 для свечи головки 1 цилиндра, изготовленной, например, из алюминиевого сплава и т.д.
[0022] Таким образом, относительно характеристики, подобной средней характеристике М на фиг.7, такой как показанная средняя характеристика при затягивании в отверстии 2 для свечи в реальной головке 1 цилиндра, она приводит к получению характеристики N на фиг.7. Это является примером вследствие разности коэффициента вращающего момента между материалом головки 1 цилиндра и материалом калибра или шаблона. С учетом разброса ориентации заземляющего электрода 33 характеристика N становится относительно меньшей, чем характеристика М. С учетом фаз трех точек M1, M2 и N1 на фиг.7 естественно, точка M1 контрольной величины вращающего момента имеет тенденцию задержки относительно точки N1 в фазе и точка M2 имеет тенденцию опережения точки N1 в фазе в направлении затягивания свечи 3.
[0023] При осуществлении контроля качества произведенной свечи 3, как показано на фиг.8(А) и 8(В), применяют резьбовой кольцеобразный калибр 11 для контроля свечи, имеющий часть 12а с внутренней резьбой. Этот калибр 11 для контроля свечи изготовляют, например, с применением самой свечи 3, обработанной с высокой точностью, в качестве контрольного калибра и копирующий ее. В центральной части основного корпуса 12 калибра заданной толщины сформирована часть 12а с внутренней резьбой, приспособленная для навинчивания на часть 7 с наружной резьбой на стороне свечи 3. На его внешней периферийной поверхности сформирована часть с двумя сторонами по ширине, которая становится индикатором ориентации описанного ниже заземляющего электрода 33, то есть часть 13 с двумя сторонами по ширине, которую можно видеть снаружи.
[0024] Соотношение между кольцеобразным резьбовым калибром 11 для контроля свечи, показанным на фиг.8, и средними характеристиками, показанными на фиг.7, показано на фиг.9. Линия N1 на фиг.9 представляет собой фазу точки N1 средних характеристик N на фиг.7. Она показывает ориентацию заземляющего электрода 33, когда свеча 3 затянута относительно отверстия 2 для свечи головки 1 цилиндра при среднем значении заданной величины вращающего момента, то есть центральную ориентацию при разбросе ориентации заземляющего электрода 33 и в свою очередь целевую ориентацию заземляющего электрода 33. Таким образом, часть 13 с двумя сторонами по ширине калибра 11 для контроля свечи сформирована параллельно этой линии N1.
[0025] Линия М2 на фиг.9 представляет собой фазу точки М2 средних характеристик М на фиг.7. Как указано выше, она показывает ориентацию заземляющего электрода 33, когда свеча 3 затянута относительно кольцеобразного резьбового калибра или шаблона со средним значением заданных величин вращающего момента, то есть центральной ориентацией разброса ориентации заземляющего электрода 33.
Кроме того, линия M1 на фиг.9 представляет собой фазу точки M1 средних характеристик М на фиг.7. Как указано выше, она показывает ориентацию заземляющего электрода 33, когда свеча 3 затянута относительно кольцеобразного резьбового калибра или шаблона с контрольной величиной вращающего момента, которая меньше заданной величины вращающего момента. Таким образом, линия M1 на фиг.9 имеет тенденцию задержки относительно линии N1 в фазе, и линия М2 имеет тенденцию опережения линии N1 в фазе в направлении затягивания свечи 3. Линия N1 обозначает среднюю ориентацию при затягивании в головке цилиндра со средними значениями заданных величин вращающего момента.
[0026] Таким образом, относительно основного корпуса 12 калибра 11 для контроля свечи, показанного на фиг.8(А) и 8(В), как показано на этих чертежах и фиг.10, на одной поверхности 12b, к которой обращен заземляющий электрод 33, когда он ввинчен со свечой 3 и затянут, две опорные линии 14а и 14b, как наблюдаемые индикаторы, сформированы разметочными линиями и т.д. Таким образом, опорная линия 14а обозначает верхнее предельное положение ориентации при контрольной величине вращающего момента, а опорная линия 14b обозначает нижнее предельное положение ориентации при контрольной величине вращающего момента.
[0027] В частности, если линия N1 и линия M1 на фиг.9 скопированы на фиг.10, как они есть, как указано выше, линия N1 на фиг.10 показывает ориентацию заземляющего электрода 33, когда свеча 3 затянута относительно отверстия 2 для свечи головки 1 цилиндра при среднем значении заданных величин вращающего момента, то есть центральную ориентацию в разбросе ориентации заземляющего электрода 33 и в свою очередь целевую ориентацию заземляющего электрода 33. Кроме того, как указано выше, линия M1 на фиг.10 показывает ориентацию заземляющего электрода 33, когда свеча 3 затянута относительно кольцеобразного резьбового калибра или шаблона при контрольной величине вращающего момента, меньшей, чем заданная величина вращающего момента. Таким образом, положение верхнего предела (сторона опережения в направлении чередования фаз) разброса ориентации заземляющего электрода 33, когда свеча 3 затянута при контрольной величине вращающего момента, сформировано как опорная линия 14а, и положение нижнего предела (сторона задержки в направлении чередования фаз) сформировано как опорная линия 14b. Секторная зона, ограниченная этими опорными линиями 14а, 14b, представляет собой разброс заземляющего электрода 33 при контрольной величине вращающего момента, показанной на левой стороне фиг.6.
[0028] Хотя сама линия N1 на фиг.9 не скопирована и не сформирована как опорная линия на основном корпусе 12 калибра, показанного на фиг.8 и 10, как указано выше, линия N1 скопирована и сформирована как часть 13 с двумя сторонами по ширине, которая параллельна ей.
[0029] Таким образом, при контроле качества свечи 3 производителями свечей, как показано на фиг.8, при затягивании калибра 11 для контроля свечи относительно наружной резьбовой части 7 свечи 3, как указано выше, его затягивают при контрольной величине вращающего момента, меньшей, чем заданная величина вращающего момента. В этот момент осуществляется визуальный контроль того, находится ли ориентация заземляющего электрода 33 в зоне, ограниченной двумя опорными линиями 14а, 14b, для оценки пригодности ориентации заземляющего электрода 33. Только если ориентация заземляющего электрода 33 находится в зоне, ограниченной двумя опорными линиями 14а, 14b, обеспечивается, по меньшей мере, качество ориентации заземляющего электрода 33 производителями свечей.
[0030] Кроме того, когда свеча 3, таким образом обеспеченная гарантией производителем свечи, фактически затягивается относительно отверстия 2 для свечи на стороне головки 1 цилиндра, как показано на фиг.4, ее затягивают до среднего значения заданных величин вращающего момента. Таким образом, это представляет собой затягивание, при котором линия N1 занимает позицию предшествующей линии M1 на фиг.10. В результате, когда свеча 3 фактически затянута относительно отверстия 2 для свечи на стороне головки 1 цилиндра, даже если ориентация заземляющего электрода 33 рассеивается, она вписывается в диапазон разброса на фиг.6. При этом можно всегда регулировать ориентацию заземляющего электрода 33 свечи 3, установленной в головке 1 цилиндра с конкретной ориентацией.
[0031] Здесь указанные выше опорные линии 14а, 14b, как индикаторы, функционируют только как знаки. Таким образом, вместо этого можно создавать произвольные маркировки, такие как просечки, окраски и т.д.
[0032] Далее описан способ контроля отверстия 2 для свечи на стороне головки 1 цилиндра, показанной на фиг.2 и 3.
[0033] Как указано выше, чтобы всегда регулировать ориентацию заземляющего электрода 33 свечи 3, установленной в головке 1 цилиндра, к конкретной ориентации, необходимо осуществлять контроль того, что положение начала резьбы в части 10 с внутренней резьбой отверстия 2 для свечи также находится в конкретной фазе в направлении вращения. При этом вследствие соотношения между частью 7 с наружной резьбой и частью 10 с внутренней резьбой, свинченными друг с другом, также желательно контролировать часть 10 с внутренней резьбой на стороне отверстия 2 для свечи согласно тому же стандарту, как и для части 7 с наружной резьбой на стороне свечи 3. Таким образом, калибр 15 контроля отверстия для свечи, показанный на фиг.11, изготовлен на основе указанного выше калибра 11 для контроля положения свечи посредством его копирования.
[0034] Более подробно, как указано выше относительно головки 1 цилиндра на фиг.2-4, на которой должна быть установлена свеча 3, фаза в направлении вращения в положении начала резьбы части 7 с наружной резьбой и относительное позиционное соотношение между фазой в направлении ее вращения и ориентацией заземляющего электрода 33 контролируются калибром 11 для контроля положения свечи при осуществлении механической обработки отверстия 2 для свечи в ходе производства головки 1 цилиндра, в частности, при осуществлении нарезания резьбы части 10 с внутренней резьбой отверстия 2 для свечи осуществляется контроль того, что фаза в направлении вращения в положении начала резьбы части 10 с внутренней резьбой находится в конкретном положении.
[0035] При осуществлении контроля качества части 10 с внутренней резьбой в отверстии 2 для свечи зажигания на стороне этой головки 1 цилиндра применяют резьбовой калибр 15 для контроля отверстия для свечи с частью 17 с наружной резьбой, как показано на фиг.11. Этот калибр 15 для контроля отверстия для свечи является калибром, изготовленным с применением указанного выше калибра 11 для контроля положения свечи в качестве контрольного калибра и на основе калибра 11 для контроля свечи посредством его копирования. Калибр 15 для контроля отверстия для свечи сформирован со ступенчатым стержневым основным корпусом 16 калибра в качестве основного компонента, имеющим стержневую часть 16а большего диаметра и стержневую часть 16b меньшего диаметра. На протяжении заданного участка на стороне против стержневой части 16а большего диаметра в положении стержневой части 16b меньшего диаметра, которое максимально приближено к стержневой части 16а большего диаметра, сформирована часть 17 с наружной резьбой, подобная части 7 с наружной резьбой на стороне свечи 3. Кроме того, стержневая часть 16а большего диаметра и стержневая часть 16b меньшего диаметра снабжены на их соответствующих концах частями с двумя сторонами по ширине, которые становятся индикаторами описанного ниже заземляющего электрода 33, то есть части 18, 19 с двумя сторонами по ширине, которые позволяют осуществлять визуальный осмотр снаружи.
[0036] Как описано со ссылками на фиг.6, калибр 11 для контроля свечи, действующий как контрольная точка этого калибра 15 для контроля отверстия для свечи, моделирует состояние, в котором при затягивании свечи 3 со средним значением заданных величин вращающего момента ориентация заземляющего электрода 33 на стороне свечи 3 указывает центральное положение разброса ориентации. Таким образом, как показано на фиг.11, когда калибр 15 для контроля отверстия для свечи и калибр 11 для контроля свечи свинчены друг с другом и затягиваются со средним значением заданных величин вращающего момента, они приспособлены таким образом, чтобы их части 13, 18 и 19 с двумя сторонами по ширине были параллельными друг другу.
[0037] Таким образом, как показано на фиг.11, когда резьбовой кольцеобразный калибр 11 для контроля свечи, который функционирует как контрольный калибр 15 для контроля отверстия для свечи, затягивают относительно резьбового стержня, калибр 15 для контроля отверстия для свечи при среднем значении заданных величин вращающего момента, которое подобно значению для фактической свечи 3, устанавливают на ступенчатой плечевой части 20 стержневой части 16а большего диаметра, части 18, 19 с двумя сторонами по ширине каждая устанавливаются параллельно направлению (ориентации заземляющего электрода 33), которое является фазой в направлении вращения заземляющего электрода 33. Другими словами, часть 13 с двумя сторонами по ширине резьбового кольцеобразного калибра 11 для контроля свечи, которая функционирует как контрольный калибр калибра 15 для контроля отверстия для свечи, предварительно устроена, как указано выше, параллельно направлению (ориентации заземляющего электрода 33), которое является фазой в направлении вращения заземляющего электрода 33 при затягивании реальной свечи 3. Таким образом, как показано на фиг.11, они устроены так, что когда калибр 11 для контроля свечи затянут относительно калибра 15 для контроля отверстия для свечи при среднем значении заданных величин вращающего момента на плечевой части 20 стержневой части большего диаметра 16а, часть 13 с двумя сторонами по ширине калибра 11 для контроля свечи и части 18, 19 с двумя сторонами по ширине калибра 15 для контроля отверстия для свечи становятся параллельными друг другу.
[0038] Таким образом, при осуществлении полного контроля или выборочного контроля отверстия 2 для свечи в произведенной головке 1 цилиндра, как показано на фиг.2 и 3 и фиг.12, контроль качества осуществляют посредством оценки того, ориентированы ли части 18, 19 с двумя сторонами по ширине калибра 15 для контроля отверстия для свечи, которые становятся индикаторами ориентации заземляющего электрода 33, в конкретном направлении, когда калибр 15 для контроля отверстия для свечи один и к нему калибр 11 для контроля свечи не привинчен, ввинчен в часть 10 с внутренней резьбой отверстия 2 для свечи, обработанного посредством механической чистовой обработки и затянут до произвольного вращающего момента затягивания (контрольный вращающий момент), при котором направление измерения становится устойчивым.
[0039] В этом случае также возможно, что, например, другой шаблон, действующий как индикатор, был соединен с частью 19 с двумя сторонами по ширине калибра 15 для контроля отверстия для свечи, который обращен к камере Q сгорания, и ориентация заземляющего электрода 33 обозначена углом на основе конкретного положения на стороне камеры сгорания.
[0040] Кроме того, эквивалентная функция демонстрируется даже посредством формирования одиночных плоских поверхностей 28, 29, которые параллельны оси основного корпуса 16 калибра, как показано на фиг.13, вместо части 18, 19 с двумя сторонами по ширине калибра 15 для контроля отверстия для свечи, показанного на фиг.11 и 12.
[0041] Таким образом, контроль качества свечи 3, когда фаза в направлении вращения положения начала резьбы части 7 с наружной резьбой и относительное позиционное соотношение между фазой в направлении ее вращения и ориентацией заземляющего электрода 33 предварительно заданы, осуществляется с применением резьбового кольцеобразного калибра 11 для контроля свечи, и, в отличие от контроля качества отверстия 2 для свечи на стороне головки 1 цилиндра, когда фаза в направлении вращения положения начала резьбы части 10 с внутренней резьбой, в которую установлена свеча 3, задана предварительно, осуществляется с применением резьбового стержневого калибра 15 для контроля отверстия для свечи. При этом заземляющий электрод 33 на стороне свечи 3, который вращается, будучи обращенным к камере Q сгорания, всегда ориентируется в одном определенном направлении посредством только затягивания свечи 3 в отверстии 2 для свечи на стороне головки 1 цилиндра с определенной предварительно заданной величиной вращающего момента. В результате, при осуществлении контроля качества свечи 3 и отверстия 2 для свечи зажигания на стороне головки 1 цилиндра, на которой применяется свеча 3 в качестве подлинного компонента, оно может легко осуществляться эффективно и количественно.
[0042] В частности, относительно контроля свечи 3 при помощи калибра 11 для контроля свечи, как указано выше, ее контроль осуществляется с контрольной величиной вращающего момента, которая меньше заданной величины вращающего момента. Таким образом, это не приводит к деформации смятия прокладки 8 и блокированию уплотняющих характеристик самой прокладки 8.
[0043] Кроме того, относительно калибра 15 для контроля отверстия для свечи, он изготовлен с применением калибра 11 для контроля положения свечи, как контрольного калибра. Таким образом, можно точно производить калибр, чтобы сформировать пару из охватываемого и охватывающего. В этом случае, материал головки 1 цилиндра, имеющей часть 10 с внутренней резьбой, отличается от материала кольцеобразного резьбового калибра 11 для контроля свечи. Таким образом, даже если свечу 3 точно затягивают в калибр 11 контроля свечи с заданной величиной вращающего момента, она не воспроизводит условия в случае, когда свеча 3 фактически затянута в головке 1 цилиндра, то есть ориентации заземляющего электрода 33. Относительно этого пункта, в указанном выше варианте осуществления изобретения с ранее рассматриваемой разностью материалов между калибром и головкой 1 цилиндра, он возвращается к предшествующей коррекции отклонения ориентации заземляющего электрода 33 на основе разности материала. Таким образом, ориентация части 18, 19 с двумя сторонами по ширине калибра 15 для контроля отверстия для свечи совпадает с ориентацией заземляющего электрода 33 свечи 3, затянутой с заданной величиной вращающего момента. Таким образом, становится возможным легко обеспечивать качество каждой свечи 3 и головки 1 цилиндра с высокой точностью.
[0044] Здесь помимо контроля фазы положения начала резьбы части 10 с внутренней резьбой в указанном выше отверстии 2 для свечи зажигания, например, посредством осуществления выборочного контроля собранной головки 1 цилиндра, имеющий установленную в ней свечу, указанный выше калибр 15 для контроля отверстия для свечи также может применяться для проверки того, находится ли ориентация заземляющего электрода 33 на стороне свечи 3 в центральном положении его допуска в случае затягивания со средней величиной заданных величин вращающего момента.
[0045] Кроме того, в указанном выше варианте осуществления изобретения соотношение между свечой 3 и отверстием 2 для свечи, в которое ввинчена свеча 3, было приведено в качестве примера. На основе его сущности настоящее изобретение также может быть применено для контроля подобных частей и т.д. помимо свечи.
Реферат
Группа изобретений относится к способу контроля качества резьбового стержневого компонента, имеющего часть с наружной резьбой, или резьбового отверстия, а также калибру и набору калибров для контроля качества, которые применяются согласно способу. Отличительной особенностью заявленной группы изобретений является то, что контрольная величина вращающего момента, меньшая, чем заданная величина вращающего момента, задана предварительно, и применен кольцеобразный резьбовой калибр (11) для контроля положения свечи, который может свинчиваться со свечой (3). Калибр (11) снабжен опорными линиями (14a, 14b), показывающими верхнее и нижнее предельные положения допуска ориентации заземляющего электрода (33), когда свеча (3) и калибр (11) свинчены друг с другом. Когда свеча (3) и калибр (11) свинчены друг с другом и затянуты с контрольной величиной вращающего момента, оценивается и контролируется пригодность фазового положения в направлении вращения посредством определения того, находится ли заземляющий электрод (33) свечи (3) в диапазоне опорных линий (14a, 14b), показывающих верхнее и нижнее предельные положения допуска. Технический результат − возможность осуществления контроля фазы с учетом характеристик деформации смятия уплотнения с вращающим моментом, который меньше заданного вращающего момента затягивания. 5 н. и 8 з.п. ф-лы, 13 ил.
Формула
при этом предварительно задают контрольную величину вращающего момента, которая меньше заданной величины вращающего момента,
при этом подготавливают калибр, имеющий резьбовую часть, выполненную с возможностью навинчивания на резьбовой компонент,
при этом предварительно определены верхнее и нижнее положения предела допуска фазового положения в направлении вращения в резьбовом компоненте, когда резьбовой компонент и калибр свинчены и затянуты с контрольной величиной вращающего момента,
при этом осуществляют оценку как бездефектного продукта в случае, когда контрольная часть в фазовом положении в направлении вращения в резьбовом компоненте находится в пределах диапазона верхнего и нижнего предельных положений допуска, и оценку как дефектного продукта в случае, когда контрольная часть в фазовом положении в направлении вращения не находится в пределах диапазона верхнего и нижнего предельных положений допуска, когда резьбовой компонент и калибр свинчены друг с другом и затянуты с контрольной величиной вращающего момента.
при этом осуществляют оценку как бездефектного продукта в случае, когда контрольная часть в фазовом положении в направлении вращения в резьбовом стержневом компоненте находится в пределах индикаторов, указывающих верхнее и нижнее предельные положения допуска, и оценку как дефектного продукта в случае, когда контрольная часть в фазовом положении в направлении вращения не находится в пределах диапазона индикаторов, указывающих верхнее и нижнее предельные положения допуска, когда резьбовой стержневой компонент и калибр свинчены друг с другом и затянуты с контрольной величиной вращающего момента.
вращения в резьбовом стержневом компоненте, когда резьбовой стержневой компонент затянут со средним значением заданной величины вращающего момента.
в котором резьбовой стержневой компонент предварительно снабжен уплотнительным компонентом для получения функции уплотнения посредством пластической деформации.
при этом, когда свеча зажигания затянута относительно отверстия для свечи, имеющего часть с внутренней резьбой, с заданной величиной вращающего момента, осуществляется оценка того, находится ли ориентация заземляющего электрода в надлежащем положении.
причем основной корпус калибра снабжен индикаторами, показывающими верхнее и нижнее предельные положения допуска относительно ориентации заземляющего электрода свечи зажигания, когда свеча зажигания затянута с контрольной величиной вращающего момента, и индикатором, показывающим среднее значение допуска относительно ориентации заземляющего электрода в свече зажигания, когда она затянута со средним значением заданной величины вращающего момента.
в котором индикаторы, показывающие верхнее и нижнее предельные положения допуска относительно ориентации заземляющего электрода являются опорными линиями, выполненными на основном корпусе калибра посредством разметочных линий, и индикатор, показывающий среднее значение допуска относительно ориентации заземляющего электрода, представляет собой часть с двумя сторонами по ширине, выполненную на внешней периферийной поверхности основного корпуса калибра.
при этом предусматривают резьбовой стержневой калибр, изготовленный на основе калибра по п.4, в качестве контрольного калибра,
при этом индикатор на стороне контрольного калибра, который демонстрирует среднее значение допуска, был скопирован на этом резьбовом стержневом калибре,
при этом положение начала резьбы части с внутренней резьбой оценивают как правильное положение в случае, когда индикатор находится в определенном фазовом положении в направлении вращения, и положение начала резьбы части с внутренней резьбой оценивают как неправильное положение в случае, когда индикатор не находится в определенном фазовом положении, когда резьбовой стержневой калибр затянут относительно части с внутренней резьбой, которая соответствует резьбовому отверстию, при среднем значении заданной величины вращающего момента.
в котором резьбовой стержневой компонент предварительно снабжен уплотнительным компонентом, который осуществляет функцию уплотнения посредством пластической деформации.
при этом оценивают, находится ли в правильном положении начало резьбы части с внутренней резьбой, в которую затягивают свечу зажигания.
в котором относительно ступенчатого стержневого основного корпуса калибра, содержащего часть стержня большего диаметра и часть стержня меньшего диаметра, выполнена часть с наружной резьбой в заданном диапазоне на стороне, противоположной части стержня большего диаметра, от положения части стержня меньшего диаметра, которая максимально приближена к части стержня большего диаметра,
при этом выполнена часть с одной плоской поверхностью по ширине или с двумя сторонами по ширине, которая параллельна центру стержня, на наружной периферийной поверхности конца стержня посредством копирования индикатора на стороне контрольного калибра, который указывает среднее значение допуска.
Комментарии