Сваренное трением вращения электрическое заземление и способы изготовления заземления - RU2663190C2
Код документа: RU2663190C2
Чертежи



Описание
ОБЛАСТЬ ТЕХНИКИ ИЗОБРЕТЕНИЯ
[0001] Изобретение в целом относится к сваренным трением узлам, в частности сваренным трением вращения узлам электрического заземления для автотранспортных применений.
ПРЕДПОСЫЛКИ ИЗОБРЕТЕНИЯ
[0002] Узлы электрического заземления многочисленны в технологически ориентированных изделиях, которые основываются на электрических и/или электронных компонентах, в том числе транспортных средствах. В автомобильных применениях узлы электрического заземления часто устанавливаются в листовом металле в различных местоположениях в пределах транспортного средства. Зачастую для изготовления этих электрических заземлений применяются довольно дорогостоящие и требующие деликатного обращения процессы сварки.
[0003] В самое последнее время транспортные средства серийного производства развиваются внедрением большего количества компонентов из алюминиевых сплавов. Алюминиевые сплавы проявляют коррозионную стойкость и снижение веса по сравнению со сталями, применяемыми в транспортных средствах более ранних поколений, в особенности в случае компонентов из листового металла. Подходы, используемые для получения электрических заземлений для этих транспортных средств на алюминиевой основе, не могут быть основаны на подходах, разработанных в прошлом для транспортных средств, применяющих стальные и/или другие металлические компоненты на железной основе. Иная металлургия, связанная с транспортными средствами на алюминиевой основе, например, требует разработки новых способов выполнения соединений.
[0004] Соответственно, есть необходимость в недорогих способах соединения компонентов на алюминиевой основе, в особенности, транспортных средств, применяющих узлы электрического заземления, установленные на листовом металле из алюминиевых сплавов.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[0005] Согласно одному из аспектов настоящего изобретения предусмотрен сваренный трением узел заземления, который включает в себя подложку из сплава с отверстием с гарантированным зазором; приварную гайку из алюминиевого сплава, имеющую высверленное под болт отверстие и наружную стенку; и заземляющий болт. Высверленное отверстие расположено практически внутри отверстия с гарантированным зазором, и участок наружной стенки присоединен к подложке через полученное сваркой трением крепление. Кроме того, болт завинчен внутрь высверленного отверстия. Предпочтительно в таком узле электрического заземления наружная стенка является конической по форме. Предпочтительно в таком узле электрического заземления высверленное под болт отверстие приварной гайки приспособлено для приваривания трением вращения посредством шестигранного приводного элемента. Предпочтительно в таком узле электрического заземления высверленное под болт отверстие приварной гайки приспособлено для приваривания трением вращения посредством звездообразного приводного элемента. Предпочтительно в таком узле электрического заземления подложка является компонентом транспортного средства. Более предпочтительно в таком узле электрического заземления полученное сваркой трением крепление может нести нагрузку выталкивания по меньшей мере 200 фунтов.
[0006] Согласно еще одному аспекту настоящего изобретения предложен способ изготовления заземления, который включает в себя этапы: вращение приварной гайки из алюминиевого сплава, имеющей наружную стенку, с заданной частотой вращения; опускание наружной стенки вращающейся гайки до контакта с подложкой из сплава, чтобы вырабатывать силу трения в течение времени трения; остановку вращения гайки; и прикладывание осевого усилия проковки к наружной стенке и подложке в течение времени проковки. Предпочтительно в таком способе этап опускания дополнительно включает опускание высверленного под болт отверстия приварной гайки в отверстие с гарантированным зазором подложки из сплава. Предпочтительно в таком способе времена трения и проковки задают так, чтобы сформировать полученное сваркой трением вращения металлургическое соединение между наружной стенкой приварной гайки и подложкой, имеющей механические свойства, пригодные для использования в компоненте электрического заземления транспортного средства. Предпочтительно в таком способе время трения определяют на основании вызванного трением уменьшения размера наружной стенки приварной гайки. Предпочтительно в таком способе время проковки определяют на основании вызванного проковкой уменьшения размера наружной стенки приварной гайки. Предпочтительно в таком способе устанавливают заданную частоту вращения от примерно 13000 об/мин до 18000 об/мин, а осевое усилие проковки устанавливают между примерно 3 бар и 6 бар.
[0007] Согласно дополнительному аспекту настоящего изобретения предложен способ изготовления заземления, который включает в себя этапы: опускание наружной стенки алюминиевой приварной гайки до контакта с подложкой из сплава; вращение гайки с заданной частотой вращения, чтобы вырабатывать силу трения между наружной стенкой и подложкой в течение времени трения; остановку вращения гайки; и прикладывание осевого усилия проковки к наружной стенке и подложке в течение времени проковки. Предпочтительно в таком способе этап опускания дополнительно включает опускание высверленного под болт отверстия приварной гайки в отверстие с гарантированным зазором подложки из сплава. Предпочтительно в таком способе времена трения и проковки задают так, чтобы сформировать полученное сваркой трением вращения металлургическое соединение между наружной стенкой приварной гайки и подложкой, имеющей механические свойства, пригодные для использования в компоненте электрического заземления транспортного средства. Предпочтительно в таком способе время трения определяют на основании вызванного трением уменьшения размера наружной стенки приварной гайки. Предпочтительно в таком способе время проковки определяют на основании вызванного проковкой уменьшения размера наружной стенки приварной гайки. Предпочтительно в таком способе устанавливают заданную частоту вращения от примерно 13000 об/мин до 18000 об/мин, а осевое усилие проковки устанавливают между примерно 3 бар и 6 бар. Предпочтительно такой способ дополнительно включает этап, на котором завинчивают заземляющий болт в высверленное под болт отверстие приварной гайки после этапа прикладывания осевого усилия проковки.
[0008] Эти и другие аспекты, задачи и признаки настоящего изобретения будут поняты и оценены по достоинству специалистами в данной области техники при изучении следующего описания изобретения, формулы изобретения и прилагаемых чертежей.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0009] На чертежах:
[0010] фиг. 1A - вид в плане снизу приварной гайки для сваренного трением вращения электрического заземления согласно одному примерному варианту осуществления;
[0011] фиг. 1B - вид в поперечном разрезе приварной гайки, проиллюстрированной на фиг. 1A;
[0012] фиг. 1C - вид в поперечном разрезе приварной гайки, проиллюстрированной на фиг. 1A, подложки и приводного механизма во время выполнения способа изготовления электрического заземления согласно еще одному примерному варианту осуществления;
[0013] фиг. 1D - вид в поперечном разрезе сваренного трением вращения узла электрического заземления, который включает в себя приварную гайку, проиллюстрированную на фиг. 1A, подложку и болт, согласно другому примерному варианту осуществления;
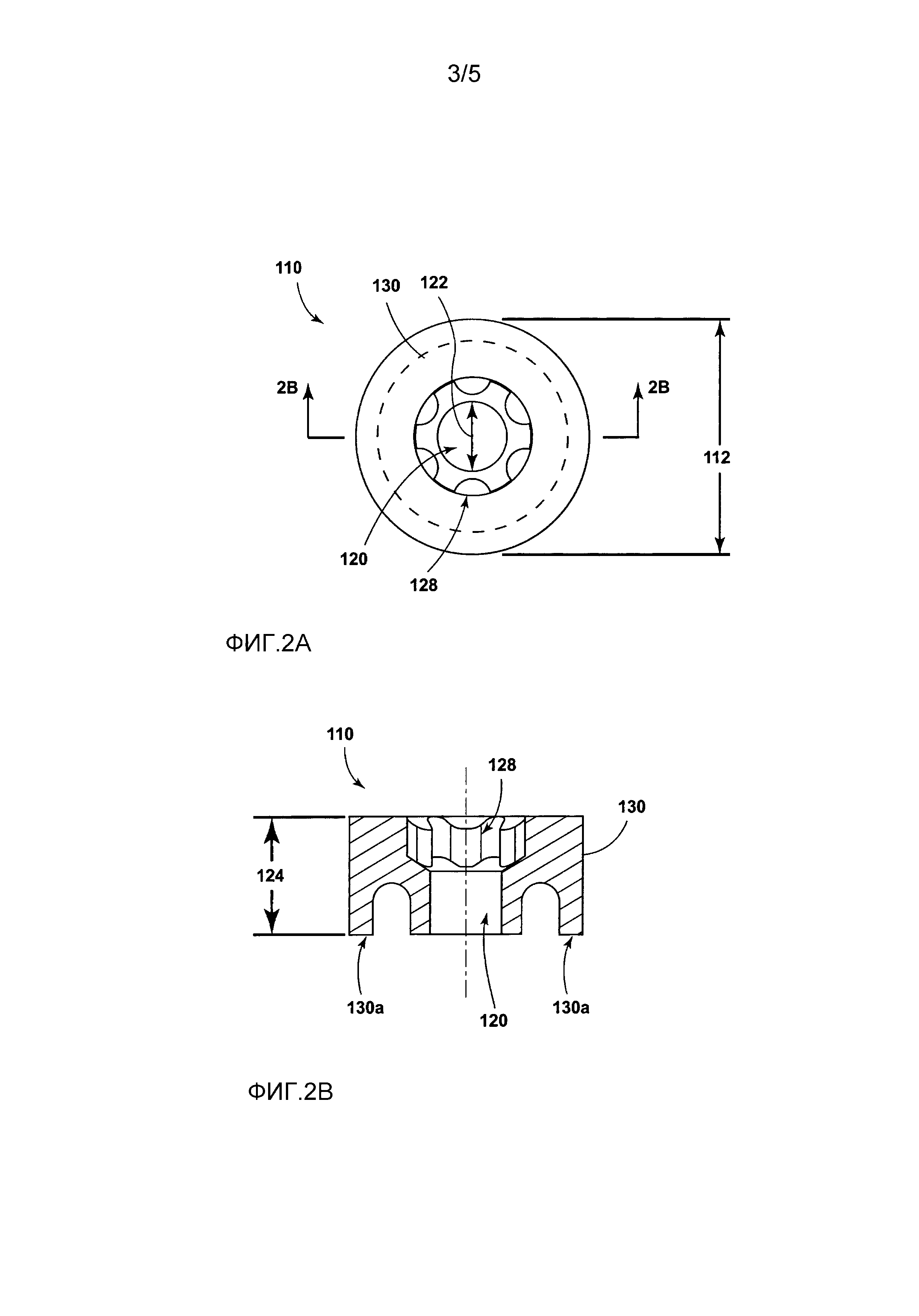
[0014] фиг. 2A - вид в плане снизу приварной гайки для сваренного трением вращения электрического заземления, приспособленной для сварки трением вращения посредством звездообразного приводного механизма, согласно еще одному примерному варианту осуществления;
[0015] фиг. 2B - вид в поперечном разрезе приварной гайки, проиллюстрированной на фиг. 2A;
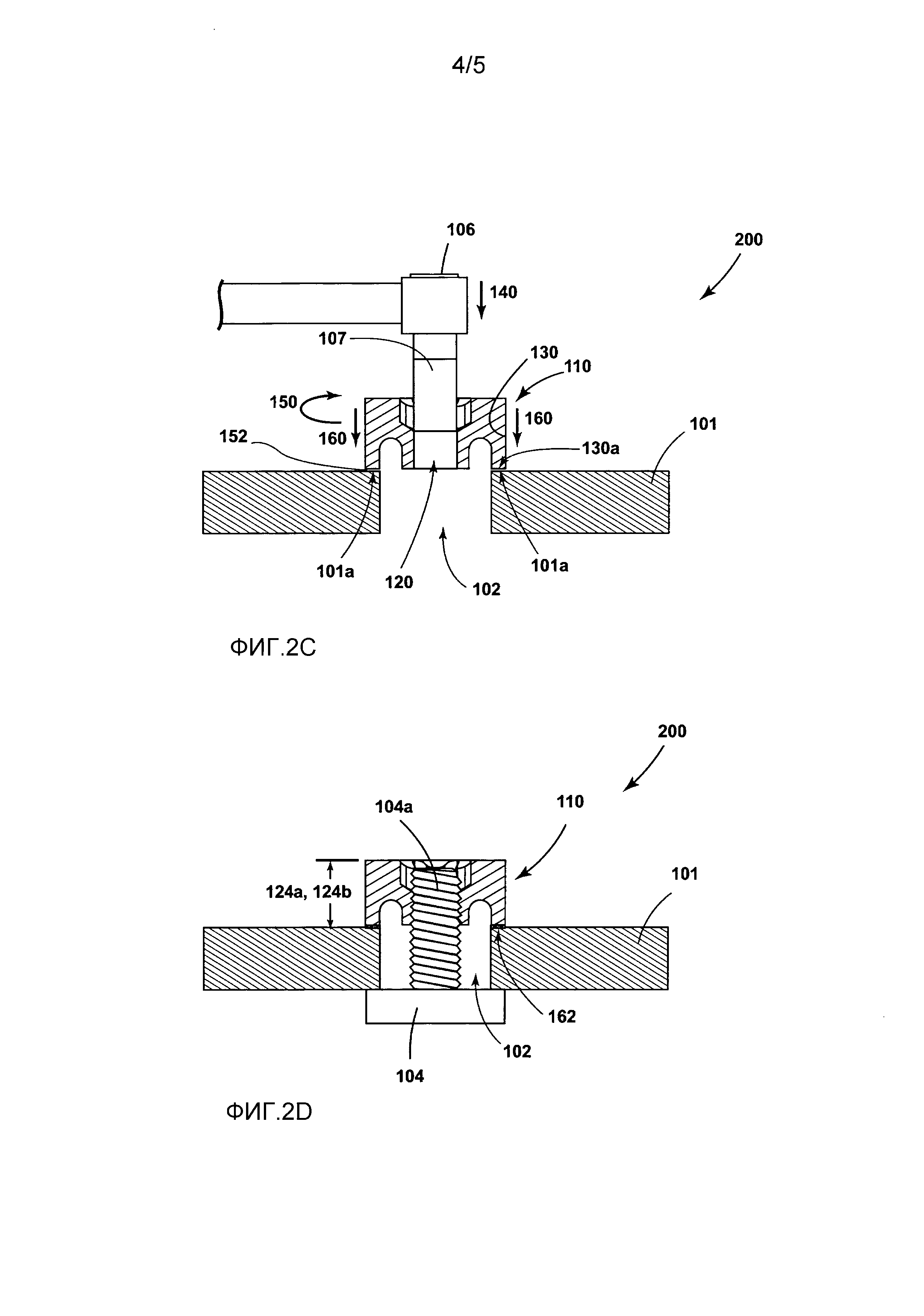
[0016] фиг. 2C - вид в поперечном разрезе приварной гайки, проиллюстрированной на фиг. 2A, подложки и звездообразного приводного механизма во время выполнения способа изготовления электрического заземления согласно дополнительному примерному варианту осуществления;
[0017] фиг. 2D - вид в поперечном разрезе сваренного трением вращения узла электрического заземления, который включает в себя приварную гайку, проиллюстрированную на фиг. 2A, подложку и болт, согласно другому примерному варианту осуществления;
[0018] фиг. 3 - диаграмма, изображающая нагрузки выталкивания, выдерживаемые сваренными трением узлами заземления, изготовленными с меняющимися частотами вращения шпинделя, согласно еще одному примерному варианту осуществления.
ПОДРОБНОЕ ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
[0019] Как требуется, в материалах настоящей заявки раскрыты детализированные варианты осуществления настоящего изобретения; однако должно быть понятно, что раскрытые варианты осуществления являются всего лишь примером изобретения, который может быть воплощен в различных и альтернативных формах. Фигуры не обязательно предназначены для детального проектирования; некоторые схемы могут быть преувеличены или минимизированы, чтобы показать общее функциональное представление. Поэтому конкретные конструктивные и функциональные подробности, раскрытые в материалах настоящей заявки, должны интерпретироваться не в качестве ограничивающих, а лишь в качестве представляющих основу для обучения рядового специалиста в данной области техники по-разному применять настоящее изобретение.
[0020] Для целей описания, приведенного в материалах настоящей заявки, термины «верхний», «нижний», «правый», «левый», «задний», «передний», «вертикальный», «горизонтальный» и их производные будут относиться к компонентам, проиллюстрированным на фиг. 1C. Однако должно быть понятно, что изобретение может допускать различные альтернативные ориентации, за исключением случаев, когда явным образом указано иное. Также должно быть понятно, что конкретные устройства и процессы, проиллюстрированные на прилагаемых чертежах и описанные в последующем описании, являются просто примерными вариантами осуществления изобретательских замыслов, определенных в прилагаемой формуле изобретения. А значит, конкретные размеры и другие физические характеристики, относящиеся к вариантам осуществления, раскрытым в материалах настоящей заявки, не должны рассматриваться в качестве ограничивающих, если в формуле изобретения явным образом не указывается иное.
[0021] Обращаясь к фиг. 1A, там изображена приварная гайка 10 для использования в сваренном трением вращения электрическом заземлении согласно варианту осуществления этого раскрытия. Приварная гайка 10 имеет высверленное под болт отверстие 20 и наружную стенку 30. Приварная гайка 10 является практически круглой с наружным диаметром 12, а также включает в себя грани 10a для легкости установки, так что расстояние 13 определяет расстояние между двумя противостоящими гранями 10a на наружной стенке. Грани 10a расположены на верхнем участке приварной гайки 10, вверху наружной стенки 30. В дополнение, высверленное под болт отверстие 20 определяет внутренний диаметр 22.
[0022] Как показано на фиг. 1B, приварная гайка 10 является практически конической по форме ввиду того, что плоский участок наружной стенки 30 определен углом 28 конуса, как изображено на виде в поперечном разрезе гайки 10. Именно этот участок наружной стенки 30 приварной гайки 10 может вращаться на подложке 1 (см. фиг. 1C и 1D) во время процесса сварки трением вращения. Соответственно, приварная гайка 10 определена общей высотой 24, а участок наружной стенки 30 вверху конической секции определяет высоту 26 над подложкой.
[0023] Приварная гайка 10 может состоять из различных алюминиевых сплавов, с различными термическими обработками, в том числе, но не ограничиваясь ими, 606x-T0, 5754, 6061, 6061-H13, 6061-T6, 6111-T4, 6111-PFHT, AA7xxx, AA6xxx, и другими составами и термическими обработками, пригодными для сварки трением. Предпочтительно состав, выбранный для приварной гайки 10, должен быть подобным составу, применяемому для подложки 1. Как таковая, подложка 1 предпочтительно является алюминиевым сплавом. Кроме того, в некоторых вариантах осуществления, подложка 1 может быть изготовлена из стального сплава. Также предпочтительно выбирать состав для приварной гайки 10 с электрическими и механическими свойствами, пригодными для применений в электрических заземлениях, в особенности, используемых в транспортном средстве.
[0024] Согласно одному из примерных вариантов осуществления приварная гайка 10 конической формы может изготавливаться из алюминиевого сплава 606x с нулевым состоянием, алюминиевого сплава AA6xxx с состоянием T6 или алюминиевого сплава AA7xxx с состоянием T6. Приварная гайка 10 дополнительно может иметь наружный диаметр 12 приблизительно 18 мм, расстояние 13 между противостоящими гранями приблизительно 17-18 мм и внутренний диаметр 22 примерно 5-6 мм. Приварная гайка 10 также может иметь общую высоту 24, находящуюся в диапазоне от 8,25 до 8,5 мм, с наружной стенкой 30, определяющей угол 28 конуса, находящийся в диапазоне от 39° до 41°. Вместе взятые, общая высота 24 и угол 28 конуса определяют высоту 24 над подложкой, примерно равную 4,3 мм.
[0025] В других вариантах осуществления приварная гайка 10 может быть выполнена с другими размерами, сохраняя участок конической формы наружной стенки 30. Коническая форма, связанная с наружной стенкой 30 приварной гайки 10, содействует формированию больших сил трения между гайкой 10 и подложкой 1 (см. фиг. 1C и 1D) при вращении гайки 10 и ее прижиме в осевом направлении к подложке 1.
[0026] Обращаясь к фиг. 1C, сваренный трением узел 100 заземления изображен во время установки. Узел 100 заземления включает в себя приварную гайку 10 (также см.и фиг. 1A и 1B). Узел 100 включает в себя подложку 1, имеющую отверстие 2 с гарантированным зазором. Участок 1a подложки 1 предназначен принимать приварную гайку 10 во время процедуры сварки трением вращения. Предпочтительно, участок 1a подложки 1 наделен размерами и выполнен с возможностью практически соответствовать участку 30a наружной стенки 30 приварной гайки 10, так как участки 1a и 30a будут находиться в существенном контакте во время процедуры сварки трением вращения. Предпочтительно, подложка 1 состоит из одного или более алюминиевых сплавов, совместимых с применяемыми для приварной гайки 10.
[0027] Как показано на фиг. 1C, приводной элемент 7 приводного механизма 6 вставляется в или иным образом крепится к высверленному под болт отверстию 20 приварной гайки 10. Приводной механизм 6 затем может использоваться для вращения приварной гайки 10 с заданной частотой 50 вращения шпинделя. В некоторых вариантах осуществления приводной элемент 7 имеет гнездообразную головку, которая может присоединяться к граням 10a для вращения приварной гайки 10. Приводной элемент 7 и механизм 6 могут в таком случае применять движение 40 опускания к наружной стенке 30 и высверленному под болт отверстию 20 приварной гайки 10 таким образом, чтобы участок 30a наружной стенки вводился в существенный контакт с приемным участком 1a подложки 1 и по меньшей мере часть высверленного под болт отверстия 20 находилась внутри отверстия 2 с гарантированным зазором. По мере того как приварная гайка 10 остается вращающейся с частотой 50 вращения шпинделя в то время, как наружная стенка 30 опускается согласно движению 40 опускания, между участками 30a и 1a гайки 10 и подложки 1 соответственно создается сила 52 трения в течение заданного времени, то есть «времени трения». Сила 52 трения, создаваемая на этом этапе в течение времени трения, вызывает перераспределение материала с участков 1a и 30a в твердом состоянии, один из аспектов в развитии получаемого сваркой трением шва, связанного с узлом 100 заземления. Сила 52 трения достаточно высока по величине, чтобы вызывать такое перераспределение материала в твердом состоянии (например, посредством диффузии в твердом состоянии из-за связанных с трением повышенных температур), но не настолько высока, чтобы развивались температуры, достаточные, чтобы вызывать плавление.
[0028] Затем, частота 50 вращения шпинделя может понижаться, таким образом замедляя (или останавливая) движение приварной гайки 10. В этот момент приводным элементом 7 и механизмом 6 к приварной гайке 10 прикладывается осевое усилие 60 проковки, вдавливая приварную гайку 10 вниз в подложку 1 в течение заданного времени, то есть «времени проковки». Это действие проковки, связанное с усилием 60 проковки в течение времени проковки, обеспечивает дополнительное перераспределение материала в твердом состоянии с участков 1a и 30a, еще один аспект в развитии получаемого сваркой трением шва, связанного с узлом 100 заземления.
[0029] Как показано на фиг. 1D, крепление 62 сваркой трением теперь уже создано в узле 100 заземления, который охватывает приварную гайку 10 и подложку 1. Кроме того, крепление 62 расположено в области, практически соответствующей участкам 1a и 30a. Вследствие распределения материала, связанного с силой 52 трения и усилием 60 проковки, общая высота 24 приварной гайки 10 теперь меньше. В частности, перераспределение материала, связанное с силой 52 трения, определяет скорректированную на трение высоту 24a приварной гайки 10. Подобным образом, перераспределение материала, связанное с силой 52 трения и усилием 60 проковки, определяет скорректированную на сварку трением высоту 24b приварной гайки 10.
[0030] По-прежнему ссылаясь на фиг. 1D, болт 4, изготовленный из стали или алюминиевого сплава (например, электрически заземляющий болт из покрытого стального сплава) также может завинчиваться в высверленное под болт отверстие 20 приварной гайки 10. Болт 4 имеет витки резьбы 4a, которые ввинчиваются в высверленное под болт отверстие 20. Болт 4 в таком случае может затягиваться на электрическом соединении (не показано), приварной гайке 10 и подложке 1, таким образом, формируя узел 100 электрического заземления.
[0031] Другие примерные варианты осуществления узла 100 заземления могут быть изготовлены с последовательностями этапов, отличными от описанных ранее в связи с фиг. 1C. Например, приводной элемент 7 и механизм 6 могут использоваться для опускания приварной гайки 10 с движением 40 понижения до того, как гайке 10 сообщено вращение. По сути, движение 40 опускания может использоваться для перемещения наружной стенки 30 таким образом, чтобы участок 30a наружной стенки вводился в существенный контакт с приемным участком 1a подложки 1. В этот момент приводной элемент 7 и механизм 6 могут использоваться для вращения приварной гайки 10 с заданной частотой 50 вращения шпинделя в течение времени трения, тем самым порождая силу 52 трения между участками 1a и 10.
[0032] В некоторых вариантах осуществления узла 100 заземления (и соответствующих способов изготовления) времена трения и проковки задают так, чтобы сформировать крепление 62 сваркой трением в виде полученного сваркой трением вращения металлургического соединения. В частности, крепление 62 в виде полученного сваркой трением вращения сварного соединения формируется между наружной стенкой 30 приварной гайки 10 и подложки 1. Кроме того, крепление 62 имеет механические свойства, пригодные для использования в компоненте электрического заземления транспортного средства (например, крепление 62 способно выдерживать нагрузку выталкивания по меньшей мере 200 фунтов). В других примерных вариантах осуществления время трения, связанное с прикладыванием силы 52 трения, может регулироваться или определяться иным образом согласно требуемому уменьшению размера приварной гайки 10, проиллюстрированному скорректированной на трение высотой 24a. В еще одном наборе примерных вариантов осуществления время проковки, связанное с прикладыванием осевого усилия 60 проковки, может регулироваться или определяться иным образом согласно требуемому уменьшению размера приварной гайки 10, проиллюстрированному скорректированной на сварку высотой 24b. Для многих примерных вариантов осуществления изготовления узла 100 заземления используются время трения приблизительно 0,1 с и время проковки приблизительно 1,5 с. Более продолжительные времена трения и/или проковки могут использоваться для увеличения крепления 62 (в некоторых случаях, добавляя ему дополнительную прочность), но действие таким образом часто будет делаться за счет дополнительных уменьшений размера приварной гайки 10, проявляющихся в меньших высотах 24a и 24b.
[0033] В некоторых вариантах осуществления способов, используемых для изготовления сваренного трением узла 100 заземления, заданная частота 50 вращения шпинделя устанавливается на примерно 13000 об/мин, 15000 об/мин или 18000 об/мин. В некоторых случаях частота 50 вращения шпинделя может быть установлена между примерно 13000 об/мин и примерно 18000 об/мин. Предпочтительно, частоту 50 вращения шпинделя устанавливают на скорость, приближающуюся к 18000 об/мин для большинства конфигураций и составов алюминиевых сплавов приварной гайки 10 и подложки 1. Кроме того, сила 52 трения может быть установлена между примерно 3 и 4 бар для большинства применений узла 100 заземления. Предпочтительно, сила 52 трения устанавливается ближе к 4 бар. Во многих вариантах осуществления усилие 60 проковки устанавливается между приблизительно 3 и 6 бар. Предпочтительно, усилие 60 проковки устанавливается на величине, которая приближается к 6 бар, чтобы гарантировать создание крепления 62 с достаточными механическими свойствами.
[0034] Обращаясь к фиг. 2A, там изображена приварная гайка 110 для использования в сваренном трением вращения узле 200 электрического заземления (см. фиг. 2C) согласно варианту осуществления этого раскрытия. Вообще, приварная гайка 110 может быть изготовлена из тех же самых материалов алюминиевых сплавов, указанных в связи с приварной гайкой 10. Здесь, приварная гайка 110 приспособлена для сварки трением вращения посредством звездообразного приводного элемента 107 (например, приводной головки Torx®), установленного на приводной механизм 106 (см. фиг. 2C и 2D).
[0035] Приварная гайка 110 в целом подобна изображенной на фиг. 1A и 1B гайке 10 по размерам и физической конфигурации. Здесь, приварная гайка 110 включает в себя высверленное под болт отверстие 120 и наружную стенку 130. Приварная гайка 110 является практически круглой, с наружным диаметром 112. В дополнение, высверленное под болт отверстие 120 определяет внутренний диаметр 122. Как показано на фиг. 2A и 2B, приварная гайка 110 подогнана со звездообразным торцом 128, предназначенным для сварки трением вращения посредством звездообразного приводного элемента 107. Также должно быть понятно, что приварная гайка 110 может быть выполнена с шестигранным торцом 128 (не показан), предназначенным для приваривания трением вращения посредством шестигранного приводного элемента 107. Осуществимы другие конфигурации приварной гайки 110, которые могут быть приспособлены под приводные элементы 107 меняющихся форм и конфигураций.
[0036] Кроме того, приварная гайка 110 имеет наружную стенку 130 с в целом прямой кромкой, с плоским участком 130a, предназначенным для приваривания трением к участку 101a подложки 101 (см. фиг. 2C и 2D). Именно этот участок 130a наружной стенки 130 приварной гайки 110 может вращаться на подложке 101 во время процесса сварки трением вращения. Соответственно, приварная гайка 110 определена общей высотой 124. В дополнение, подложка 101 предпочтительно является алюминиевым сплавом с возможными составами, сопоставимыми с описанными ранее в связи с подложкой 1. Кроме того, в некоторых вариантах осуществления, подложка 101 может быть изготовлена из стального сплава.
[0037] Согласно одному из примерных вариантов осуществления, приварная гайка 110 может быть изготовлена из алюминиевого сплава 6061-H13 с состоянием T6. Приварная гайка 110 дополнительно может иметь наружный диаметр 112 приблизительно 18 мм и внутренний диаметр 122 примерно 5-6 мм. Приварная гайка 110 также может иметь общую высоту 124 приблизительно 9 мм с участком 130a наружной стенки примерно 1,5-1,6 мм в ширину.
[0038] В других вариантах осуществления приварная гайка 110 может быть выполнена с другими размерами, сохраняя участок 130a наружной стенки 130, который является практически плоским. Этот практически плоский участок 130a, связанный с наружной стенкой 130 приварной гайки 110, содействует образованию больших сил трения между гайкой 110 и подложкой 101 (см. фиг. 2C и 2D) при вращении гайки 110 и ее прижиме в осевом направлении к подложке 101.
[0039] Как показано на фиг. 2C и 2D, способы, применяемые для изготовления узла 200 заземления с использованием приварной гайки 110, в целом подобны описанным ранее в связи с приварной гайкой 10 и узлом 100 заземления. Например, сваренный трением узел 200 заземления изображен во время установки на фиг. 2C. Узел 200 заземления включает в себя приварную гайку 110 (также см. фиг. 2A и 2B). Узел 200 включает в себя подложку 101 из алюминиевого сплава и, в некоторых вариантах осуществления, дополнительно включает в себя отверстие 102 с гарантированным зазором. Участок 101a подложки 101 предназначен принимать приварную гайку 110 во время процедуры сварки трением вращения. Предпочтительно, участок 101a подложки 101 наделен размерами и выполнен с возможностью практически соответствовать участку 130a наружной стенки 130 приварной гайки 110, так как участки 101a и 130a будут находиться в существенном контакте во время процедуры сварки трением вращения. Предпочтительно, подложка 101 состоит из одного или более алюминиевых сплавов, совместимых с применяемыми для приварной гайки 110.
[0040] Как также показано на фиг. 2C, приводной элемент 107 приводного механизма 106 прикрепляется или иным образом крепится к высверленному под болт отверстию 120 приварной гайки 110. В частности, приводной элемент 107 может быть выполнен со звездообразным, шестигранным или другим концом, приспособленным садиться в торец 128 сварной гайки 110. Приводной механизм 106 затем может использоваться для вращения приварной гайки 110 с заданной частотой 150 вращения шпинделя. Приводной элемент 107 и механизм 106 могут в таком случае применять движение 140 опускания к наружной стенке 130 и высверленному под болт отверстию 120 приварной гайки 110 таким образом, чтобы участок 130a наружной стенки вводился в существенный контакт с приемным участком 101a подложки 101.
[0041] В то время как приварная гайка 110 остается вращающейся с частотой 150 вращения шпинделя, а наружная стенка 130 опускается согласно движению 140 опускания, между участками 130a и 101a гайки 110 и подложки 101 соответственно создается сила 152 трения в течение заданного времени трения. Сила 152 трения, создаваемая на этом этапе в течение времени трения, вызывает перераспределение материала с участков 101a и 130a в твердом состоянии, один из аспектов развития получаемого сваркой трением шва, связанного с узлом 200 заземления. Сила 152 трения достаточно высока по величине, чтобы вызвать такое перераспределение материала в твердом состоянии, но не настолько высока, чтобы развивались температуры, достаточные, чтобы вызывать плавление.
[0042] Затем частота 150 вращения шпинделя может понижаться, таким образом, замедляя (или останавливая) движение приварной гайки 110. В этот момент приводным элементом 107 и механизмом 106 к приварной гайке 110 прикладывается осевое усилие 160 проковки, таким образом, вдавливая приварную гайку 110 вниз в подложку 101 в течение заданного времени проковки. Это действие проковки, связанное с усилием 160 проковки в течение времени проковки, обеспечивает дополнительное перераспределение материала в твердом состоянии с участков 101a и 130a, еще один аспект в развитии получаемого сваркой трением шва, связанного с узлом 200 заземления.
[0043] Как показано на фиг. 2D, крепление 162 сваркой трением теперь было создано в узле 200 заземления, который охватывает приварную гайку 110 и подложку 101. Кроме того, крепление 162 расположено в области, практически соответствующей участкам 101a и 130a. Вследствие распределения материала, связанного с силой 152 трения и усилием 160 проковки, общая высота 124 приварной гайки 110 теперь меньше. В частности, перераспределение материала, связанное с силой 152 трения, определяет скорректированную на трение высоту 124a приварной гайки 110. Подобным образом, перераспределение материала, связанное с силой 152 трения и усилием 160 проковки, определяет скорректированную на сварку трением высоту 124b приварной гайки 110. По мере того, как происходит это перераспределение материала, приварная гайка 110 слегка опускается относительно подложки. По сути, предпочтительно включать отверстие 102 с гарантированным зазором в подложку 101, чтобы обеспечивать такое перемещение во время процесса сварки трением.
[0044] По-прежнему ссылаясь на фиг. 2D, болт 104 (например, электрически заземляющий болт из алюминиевого сплава) также может завинчиваться в высверленное под болт отверстие 120 приварной гайки 110. Болт 104 имеет витки резьбы 104a, которые ввинчиваются в высверленное под болт отверстие 120. Болт 104 может в таком случае затягиваться на электрическом соединении (не показано), приварной гайке 110 и подложке 101, таким образом формируя узел 200 электрического заземления.
[0045] Также должно быть понятно, что описанные примерные способы создания узла 200 заземления могут быть модифицированы в соответствии с модификациями способов, описанных ранее в связи с узлом 100 заземления. Подобным образом, параметры, такие как частота 50 вращения шпинделя, описанные в связи со способами изготовления узла 100 заземления, подобным образом могут применяться в способах изготовления узла 200 заземления.
[0046] Обращаясь к фиг. 3, блочная диаграмма изображает результаты эксперимента, проведенного для исследования влияния частоты вращения шпинделя (например, частоты 50) на сопротивление выталкиванию сваренных трением вращения узлов заземления, характерное для узлов 100 и 200 заземления. Испытанные узлы заземления были сварены трением вращения с приварными гайками и подложками, изготовленными из алюминиевого сплава 5754-O, с конфигурациями, сопоставимыми с узлом 200 заземления. Толщина листа подложки имела значение приблизительно 1,3 мм, и лист обладал отверстием 11,5 мм или 12,5 мм с гарантированным зазором. Кроме того, каждый из блоков, графически изображенных на фиг. 3, показывает среднюю линию и диапазон нагрузок выталкивания (в фунтах) для сваренных трением вращения узлов для контрольной группы и шести экспериментальных групп, причем все группы демонстрируют нагрузки выталкивания по меньшей мере 200 фунтов. Контрольной группой является группа «18, 4, 6», отражающая частоту вращения шпинделя 18000 об/мин, силу трения 4 бара и усилие проковки 6 бар. Другие группы, изображенные на фиг. 3, отражают более низкие частоты вращения шпинделя и/или уровни усилия проковки. Например, группа «15, 4, 3» соответствует частоте вращения шпинделя 15000 об/мин, силе трения 4 бара и усилию проковки 3 бар.
[0047] Как демонстрирует изображенная на фиг. 3 диаграмма, влияние снижения силы трения и/или усилия проковки при данной частоте вращения шпинделя относительно минимально и, вероятно, не является статистически значимым. Для сравнения, есть явно выраженное снижение сопротивления выталкиванию, которое является статистически значимым при применении частоты вращения шпинделя 13000 об/мин по сравнению с частотой вращения шпинделя 18000 об/мин. По сути, в целом предпочтительно использовать приближающиеся к 18000 об/мин частоты вращения шпинделя при создании узлов 100 и 200 заземления.
[0048] Будет понятно, что любые описанные процессы или этапы в пределах описанных процессов можно комбинировать с другими описанными процессами или этапами, чтобы формировать конструкции в пределах объема настоящего изобретения. Примерные конструкции и процессы, раскрытые в материалах настоящей заявки, приведены для иллюстративных целей и не должны истолковываться в качестве ограничивающих.
[0049] Должно быть понятно, что изменения и модификации могут быть произведены над вышеупомянутой конструкцией, не выходя из концепций настоящего изобретения, а кроме того, должно быть понятно, что такие концепции подразумеваются охваченными нижеследующей формулой изобретения, если только в пунктах этой формулы изобретения по их формулировке явным образом не указано иное.
Реферат
Изобретение относится к сваренным трением узлам, в частности сваренным трением вращения узлам электрического заземления для автотранспортных применений. Сваренный трением узел заземления включает в себя подложку из сплава с отверстием с гарантированным зазором; приварную гайку из алюминиевого сплава, имеющую высверленное под болт отверстие и наружную стенку; и заземляющий болт. Высверленное отверстие расположено практически внутри отверстия с гарантированным зазором, и участок наружной стенки присоединен к подложке через полученное сваркой трением крепление. Болт завинчен внутрь высверленного отверстия. Способ изготовления заземления включает в себя этапы: вращение приварной гайки из алюминиевого сплава, имеющей наружную стенку, с заданной частотой вращения; опускание наружной стенки вращающейся гайки до контакта с подложкой из алюминиевого сплава, чтобы вырабатывать силу трения в течение времени трения; остановку вращения гайки; и прикладывание осевого усилия проковки к наружной стенке и подложке в течение времени проковки. 4 н. и 12 з.п. ф-лы, 10 ил.
Комментарии