Фасонный насадочный элемент - RU2207902C2
Код документа: RU2207902C2
Чертежи

Описание
Изобретение имеет отношение к созданию фасонных насадочных элементов (элементов насадки), в частности фасонных насадочных элементов, выдавленных (отпрессованных) из экструдируемых материалов, таких как пластмассовые или керамические суспензии.
Такие элементы используют в реакционных аппаратах (реакторах), в которых жидкости и газы вступают в контакт для осуществления реакции, теплопередачи и операций растворения за счет близкого контактирования двух протекающих флюидов. Указанные элементы должны быть спроектированы таким образом, чтобы иметь максимальную площадь поверхности при сохранении размерной стабильности, так чтобы они не сминались и не разрушались при их использовании. Кроме того, в том случае, когда среда, в которой элементы должны работать, является коррозионной и/или находится при повышенной температуре, тогда желательно формовать указанные элементы из керамического материала. Наконец, желательно иметь такую конструкцию элементов, которая проста в массовом производстве при использовании стандартных технологий.
В соответствии с настоящим изобретением предлагается фасонный насадочный элемент, обладающий высокой прочностью и большой площадью поверхности, который легко может быть изготовлен при помощи простого экструзионного процесса.
В соответствии с настоящим изобретением предлагается экструдируемый насадочный элемент, имеющий цилиндрический корпус с постоянным поперечным сечением, который имеет множество хорд, выполненных таким образом, что каждый конец хорды соединен с концом другой хорды, а также имеет множество радиальных перегородок, идущих от оси цилиндра по меньшей мере до средней точки хорды.
Следует иметь в виду, что для простоты внутренняя структура элементов в соответствии с настоящим изобретением, которые являются однородными вдоль осевой длины элемента, описана при помощи характеристик, которые имеются в поперечном сечении элемента, в средней точке его осевой длины. Таким образом, деталь, которая отделяет сегмент внутренней поверхности цилиндра, именуется здесь "хордой", несмотря на то, что этот термин обычно используют в применении к линии внутри круга, которая не проходит через его центр.
Хорды преимущественно имеют одинаковую длину, так как это ведет к большей симметрии и однородности размеров сквозных каналов, образованных с помощью хорд внутри цилиндрического корпуса.
Элемент может иметь любое желательное число хорд, а именно от 3 (главным образом при выполнении условия соединения концов хорд друг с другом) до 18 и более. Однако обычно число хорд составляет от 4 до 10, а преимущественно равно 6. В наиболее предпочтительном варианте конструкции 6 хорд сгруппированы в две группы по 3 хорды, причем каждая группа образует равносторонний треугольник, при этом один из указанных треугольников смещен от другого на угол 60o вдоль окружности цилиндрического корпуса.
Число радиальных перегородок определяется в зависимости от числа хорд и должно быть равно числу хорд. Например, если используют 6 хорд, то и число перегородок равно 6.
В соответствии с предпочтительным вариантом предусмотрены дополнительные упрочняющие элементы внутренней поверхности цилиндрического корпуса, которые идут по радиусам от цилиндрического корпуса по меньшей мере до точки пересечения двух хорд. Обычно упрочняющие элементы не доходят до оси конструкции. Легко понять, что такое расположение упрочняющих элементов возможно только при использовании 2 или 3 групп хорд с одинаковым числом хорд (3 или 4) в каждой группе, причем полученные из хорд треугольники или квадраты должны перекрываться и должны быть смещены по окружности цилиндрического корпуса.
Конструкция в соответствии с настоящим изобретением является весьма эффективной в том смысле, что в ней имеется множество точек пересечения, в которых встречаются жидкости, протекающие вдоль различных поверхностей, причем указанные жидкости вынуждены перемешиваться и сливаться вместе перед последующим новым разделением, что способствует достижению однородности.
Дополнительное преимущество заключается в том, что все элементы конструкции взаимно упрочняют друг друга. Цилиндрический корпус без внутренних элементов имел бы намного меньшее сопротивление силам сжатия. Хорды, в особенности при использовании 6 хорд, образующих 2 группы, обеспечивают существенное повышение внутренней прочности, которая дополнительно усиливается за счет радиальных перегородок, которые дополнительно скрепляют хорды и предотвращают их деформации. Наконец, дополнительные упрочняющие элементы обеспечивают окончательный уровень упрочнения цилиндрического корпуса.
В том случае, когда хорды образуют две группы по 3 хорды, что является наиболее предпочтительным вариантом, различные упрочняющие элементы делят внутренний объем цилиндрического тела на главным образом равные доли (отсеки). Следовательно, за счет этого кроме упрочнения цилиндрического тела существенно возрастает площадь поверхности, а сопротивление газовому потоку через элемент сводится к минимуму и распределяется таким образом, что во всех каналах элемента имеются одинаковые газовые потоки.
Цилиндрические элементы в соответствии с настоящим изобретением преимущественно имеют изогнутые торцевые поверхности, что препятствует вводу элементов друг в друга при их использовании в насадке колонны. Изгиб каждой из торцевых поверхностей может быть одинаковым или различным, причем, например, один из концов может быть выпуклым, а другой вогнутым, или же оба конца могут быть выпуклыми или вогнутыми. Однако преимущественно радиус кривизны каждого изогнутого конца является одним и тем же. Такая конфигурация является особенно предпочтительной, так как при экструзии продукта и разрезке экструдата на отдельные элементы единственный дуговой разрез образует вогнутый конец первого элемента и выпуклый конец другого элемента при разделении элементов друг от друга по этому разрезу. Следовательно, при наличии всего двух режущих лезвий или даже одного двустороннего лезвия возможно выполнять все возможные выпуклые и вогнутые комбинации.
Элементы могут быть изготовлены при помощи процесса формования, но преимущественно они изготовлены при помощи процесса экструзии с использованием специальных экструзионных головок. В результате экструзии получают длинный цилиндр с внутренней структурой, одинаковой по всей его длине. Затем длинный цилиндр разрезают на элементы желательной длины при помощи ножа с изогнутым лезвием, причем полученные элементы будут иметь изогнутые концы, если использован нож с изогнутым лезвием. После этого элементы обжигают в обжиговой печи, в результате чего получают готовые насадочные элементы.
Указанные ранее и другие характеристики изобретения будут более ясны из последующего детального описания, данного в качестве примера, не имеющего ограничительного характера и приведенного со ссылкой на сопроводительные чертежи.
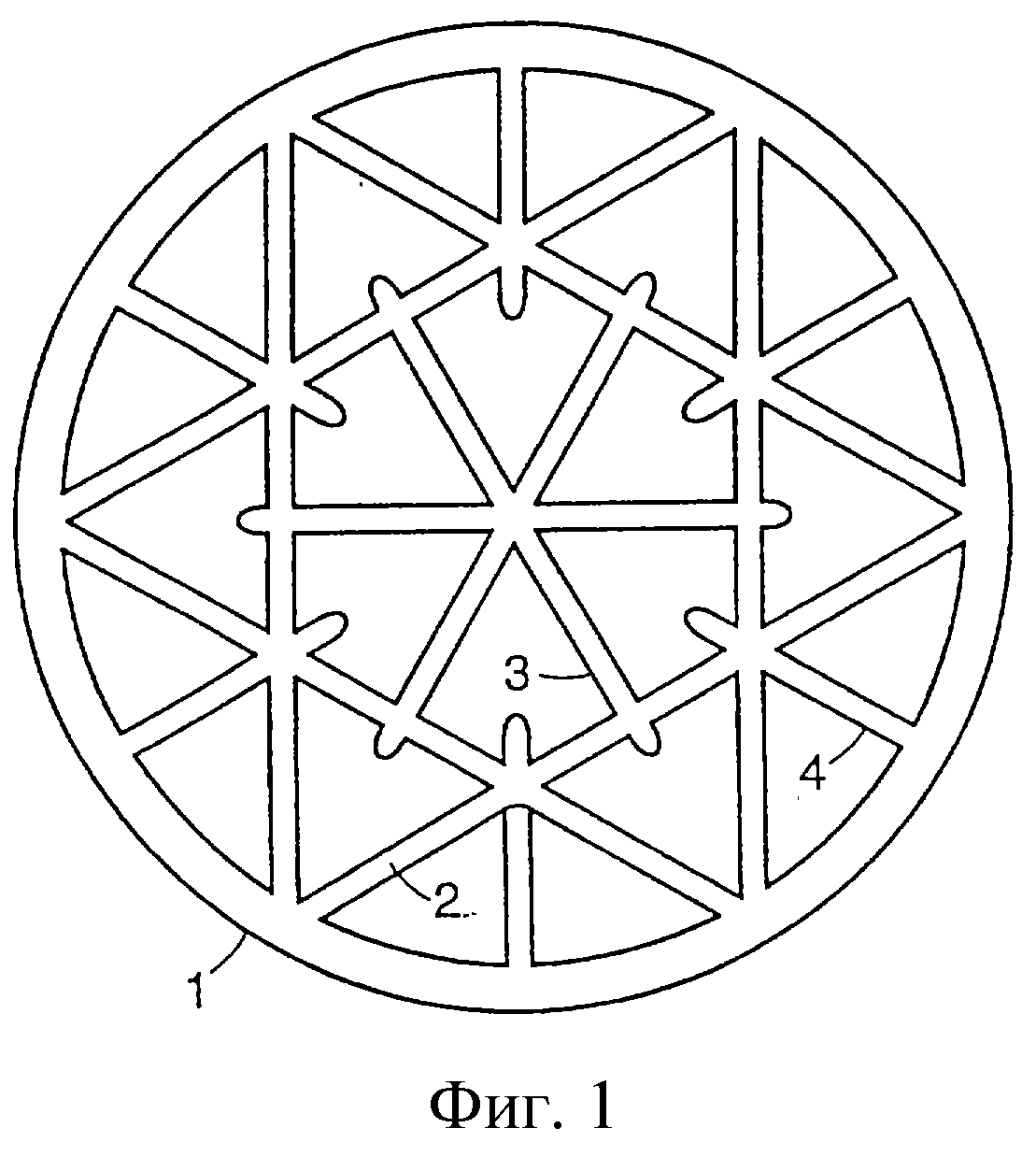
На фиг. 1 показано поперечное сечение, нормальное к оси элемента, выполненного в соответствии с настоящим изобретением.
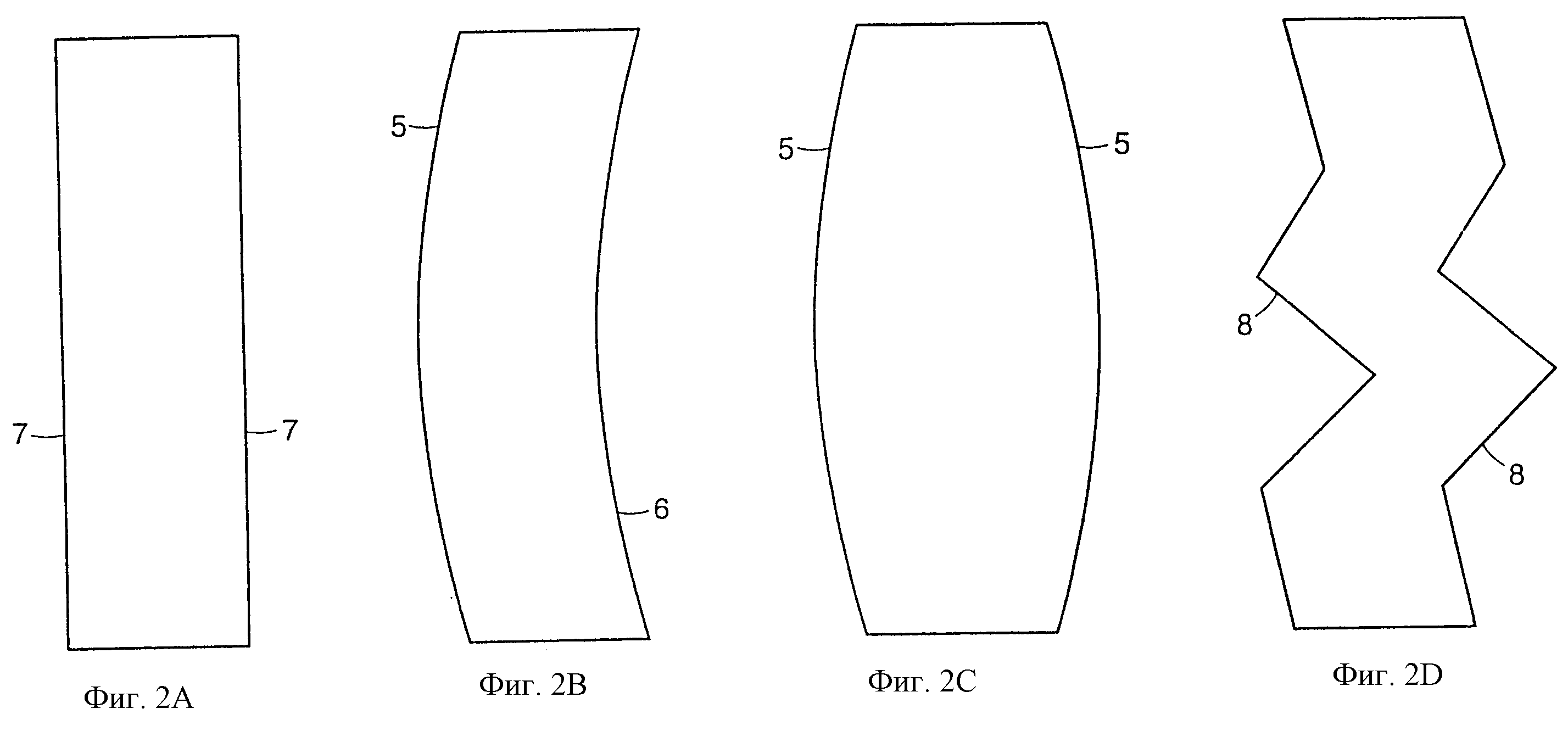
На фиг. 2 показаны четыре возможных вида сбоку (A, B, C и D) элемента фиг.1, который имеет концы с изогнутыми или неправильными поверхностями.
На фиг. 1 показан элемент 1 с цилиндрическим корпусом, который имеет 6 идентичных хорд 2, подразделенных на 2 группы в виде равносторонних треугольников, причем вершины одного из треугольников смещены вдоль окружности корпуса на 60o относительно вершин другого из треугольников. Радиальные перегородки 3 идут от оси до средних точек хорд, а упрочняющие элементы 4 соединяют внутреннюю поверхность цилиндрического корпуса с точками пересечений хорд.
На фиг.2 показан вид сбоку элемента фиг.1, причем видны конфигурации концов элемента. Эти концы могут быть соответственно прямыми (7 на фиг.2A), изогнутыми выпуклыми и вогнутыми (соответственно 5 и 6 на фиг.2B); двойными выпуклыми (5 на фиг.2C) и неправильными (8 на фиг.2D).
Элементы в соответствии с настоящим изобретением, имеющие конфигурацию, которая показана на фиг.1 и 2В, и изготовленные из керамических материалов, были оценены: (1) по эффективности массопереноса (kga), (2) по степени уплотнения (упаковки) насадки, (3) по весу в фунтах на кубический фут (который свидетельствует об относительном весе насадки) и (4) по числу деталей (элементов насадки) на кубический фут. В каждом случае результат выражали в относительных единицах, при сравнении с промышленным стандартом, равным "1,00", за который было принято керамическое контактное седло, которое может быть закуплено на фирме Norton Chemical Process Products Corporation и имеет зарегистрированный товарный знак "Intalox" (2"). Другой основой для сравнения служило керамическое контактное седло Intalox® (3").
Элемент в соответствии с настоящим изобретением имел диаметр 4,25" и толщину от 0,25" (цилиндрический корпусной элемент) до 0,125" (радиальные перегородки). Осевая длина элемента составляла 1,25".
Качественные характеристики элементов приведены в таблице, где (1) эффективность массопереноса, (2) степень уплотнения (упаковки) насадки, (3) вес в фунтах на кубический фут и (4) число деталей (элементов насадки) на кубический фут.
Из приведенных данных следует, что элементы в соответствии с настоящим изобретением имеют эффективность массопереноса на 14% выше по сравнению с 2" седлами и на 60% по сравнению с 3" седлами. Кроме того, использовано меньше элементов насадки на кубический фут по сравнению с 2" седлами и приблизительно такое же число элементов по сравнению с 3" седлами, при меньшем падении давления по сравнению с 2" седлами.
Реферат
Насадочный элемент используют в реакционных аппаратах, в которых жидкости и газы вступают в контакт для осуществления реакции, теплопередачи и операций растворения за счет близкого контактирования двух протекающих потоков. Насадочный элемент имеет множество симметрично расположенных отсеков внутри цилиндрического корпуса, что позволяет создать прочную конструкцию, обладающую высокой теплостойкостью и стойкостью к воздействию коррозионной среды, имеющую большую площадь поверхности. 7 з.п. ф-лы, 1 табл., 2 ил.
Комментарии