Устройство выполнения наслаивания и способ выполнения наслаивания - RU2540229C1
Код документа: RU2540229C1
Чертежи


















Описание
Область техники
Настоящее изобретение относится к устройству выполнения наслаивания и способу выполнения наслаивания для наслаивания листовых материалов, включающих в себя по меньшей мере одно из электрода и сепаратора.
Уровень техники
В последнее время, в контексте растущего движения в защиту окружающей среды, проводятся все более интенсивные исследования в области разработки электромобилей (EV) и гибридных электромобилей (HEV). Многократно заряжаемая литий-ионная аккумуляторная батарея привлекает внимание в качестве источника питания для приведения в действие электромотора.
Элемент литий-ионной аккумуляторной батареи конфигурируется посредством укладки нескольких единичных элементов, при этом сепаратор, пропитанный электролитом, размещается между катодным электродом и анодным электродом, и электроды (катодные электроды/анодные электроды), и сепараторы последовательно наслаиваются в процессе изготовления.
Патентный Документ 1, указанный ниже, раскрывает устройство выполнения наслаивания листовых материалов, которое предотвращает отклонение позиции при наслаивании электродов и сепараторов. В устройстве выполнения наслаивания листовых материалов, при прижатии краев собираемого многослойного изделия, состоящего из электродов и сепараторов, вниз посредством прижимных приспособлений, электроды или сепаратор последовательно наслаиваются на собираемое многослойное изделие посредством втягивающего манипулятора. Когда новый листовой элемент (например, сепаратор) наслоен посредством втягивающего манипулятора на собираемом многослойном изделии, прижатом вниз посредством прижимных приспособлений, прижимные приспособления в определенный момент выводятся сверху нового листового элемента и затем перемещаются вниз, чтобы прижимать новый листовой элемент вниз. Прижимные приспособления выполнены с возможностью согласованного подъема вверх до постоянного уровня высоты. Уровень высоты задается равным постоянному значению, превышающему конечную толщину собираемого многослойного изделия (толщину в собранном состоянии), с учетом увеличения толщины (высоты) собираемого многослойного изделия в ходе выполнения процесса наслаивания.
Патентные документы
Патентный Документ 1: Не прошедшая экспертизу заявка на патент Японии № 2009-206046 (абзац [0027]).
Сущность изобретения
Тем не менее, в устройстве выполнения наслаивания листовых материалов, когда новый листовой элемент наслаивается в состоянии, в котором собираемое многослойное изделие является тонким на ранней стадии процесса наслаивания, прижимные приспособления перемещаются до предела вверх. Следовательно, края нового листового элемента поднимаются вверх посредством прижимных приспособлений, перемещенных до предела вверх, и затем могут быть временно чрезмерно искривлены вверх.
Следовательно, цель настоящего изобретения заключается в том, чтобы предоставлять устройство выполнения наслаивания и способ выполнения наслаивания, которые могут наслаивать листовые элементы без их чрезмерного деформирования при наслаивании листовых элементов.
Первый аспект настоящего изобретения предоставляет устройство выполнения наслаивания для наслаивания листовых элементов, включающих в себя по меньшей мере одно из электрода и сепаратора, причем устройство содержит: стол, на котором наслаиваются листовые элементы; прижимное приспособление (средство удерживания), которое прижимает собираемое многослойное изделие из листовых элементов, наслоенных на столе; модуль приведения в действие прижимного приспособления (средство приведения в действие для средства удерживания), который горизонтально вращает и вертикально перемещает прижимное приспособление; и модуль регулирования уровня (средство регулирования уровня), который перемещает стол вниз относительно прижимного приспособления согласно ходу выполнения наслаивания листовых элементов, при этом, когда новый листовой элемент наслаивается на собираемом многослойном изделии, которое прижимается вниз посредством прижимного приспособления, модуль приведения в действие прижимного приспособления поднимает вверх прижимное приспособление над новым листовым элементом при вращении прижимного приспособления и затем перемещает прижимное приспособление вниз, чтобы прижимать новый листовой элемент сверху, и модуль регулирования уровня перемещает стол вниз на длину хода, соответствующую толщине числа наслоенных листов листовых элементов, включенных в собираемое многослойное изделие.
Второй аспект настоящего изобретения предоставляет способ выполнения наслаивания для наслаивания листовых элементов, включающих в себя по меньшей мере одно из электрода и сепаратора, при этом способ содержит: наслаивание нового листового элемента на собираемом многослойном изделии из листовых элементов, которые наслаиваются на столе и прижимаются посредством прижимного приспособления сверху, прижатие нового листового элемента сверху посредством подъема вверх прижимного приспособления над новым листовым элементом при вращении прижимного приспособления и затем перемещение прижимного приспособления вниз, и перемещение стола вниз относительно прижимного приспособления на длину хода, соответствующую толщине числа наслоенных листов листовых элементов, наслоенных на столе.
Краткое описание чертежей
Фиг.1 является видом в перспективе, показывающим внешний вид элемента литий-ионной аккумуляторной батареи, изготовленного посредством устройства выполнения наслаивания согласно варианту осуществления.
Фиг.2 является покомпонентным видом в перспективе литий-ионной аккумуляторной батареи.
Фиг.3 является видом сверху устройства выполнения наслаивания листовых материалов.
Фиг.4 является видом в перспективе устройства выполнения наслаивания листовых материалов.
Фиг.5 является видом спереди модуля подачи катодных электродов в устройстве выполнения наслаивания листовых материалов при просмотре от направления стрелки V, показанной на фиг.4.
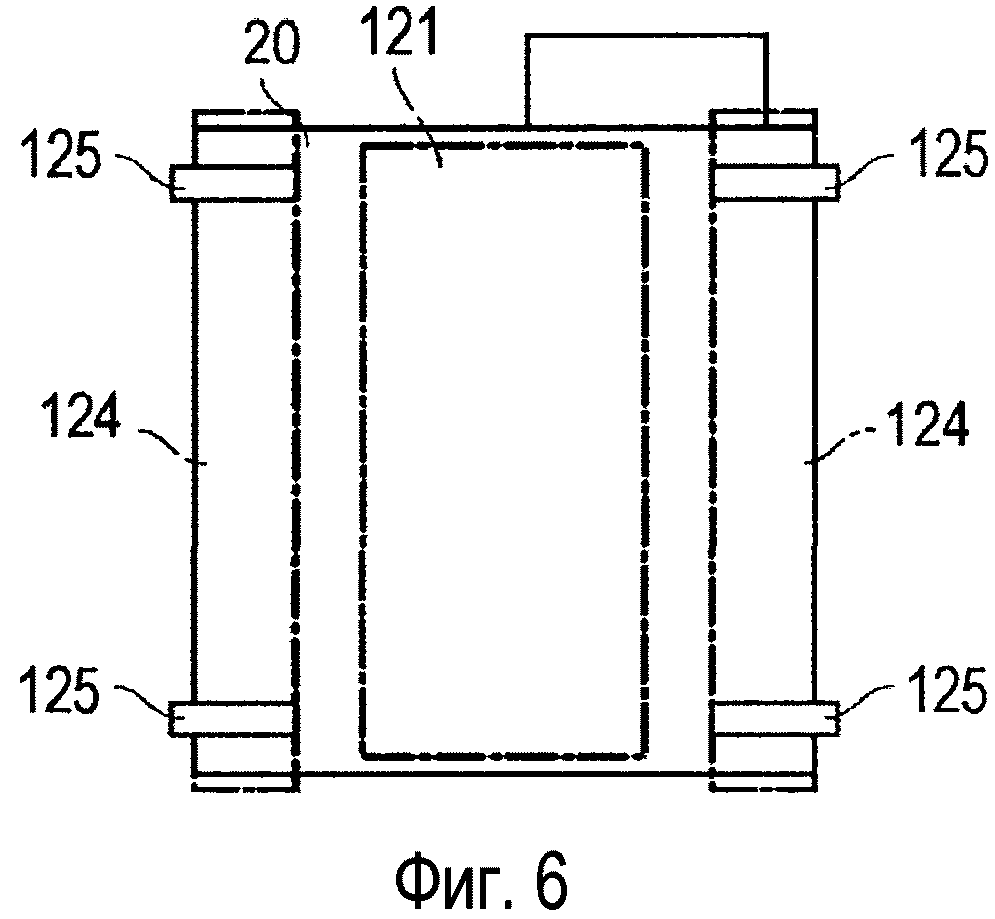
Фиг.6 является видом спереди модуля подачи катодных электродов.
Фиг.7(A) является видом в перспективе (когда прижимные приспособления поднимаются вверх) области выполнения наслаивания в устройстве выполнения наслаивания листовых материалов, и (B) является ее видом в перспективе (когда прижимные приспособления перемещаются вниз).
Фиг.8 является видом в перспективе робота выполнения наслаивания в устройстве выполнения наслаивания листовых материалов (операция 1).
Фиг.9 является видом в перспективе робота выполнения наслаивания (операция 2).
Фиг.10 является видом в перспективе робота выполнения наслаивания (операция 3).
Фиг.11 является видом в перспективе робота выполнения наслаивания (операция 4).
Фиг.12 является видом в перспективе робота выполнения наслаивания (операция 5).
Фиг.13 является видом в перспективе робота выполнения наслаивания (операция 6).
Фиг.14 является видом спереди области выполнения наслаивания в устройстве выполнения наслаивания (операция a).
Фиг.15 является видом спереди области выполнения наслаивания (операция b).
Фиг.16 является видом спереди области выполнения наслаивания (операция c).
Фиг.17 является видом спереди области выполнения наслаивания (операция d).
Фиг.18 является видом спереди области выполнения наслаивания (операция e).
Фиг.19 является видом спереди области выполнения наслаивания (операция f).
Фиг.20(A) является видом в перспективе, показывающим модифицированный пример прижимного приспособления (при перемещении вниз), и (B) является его видом в перспективе (при подъеме вверх).
Подробное описание вариантов осуществления изобретения
В дальнейшем в этом документе поясняется вариант осуществления устройства выполнения наслаивания (способа выполнения наслаивания) со ссылкой на чертежи. Следует отметить, что пропорции на чертежах выделяются для удобства пояснения таким образом, что они могут отличаться от фактических пропорций.
Фиг.1 и 2 показывают элемент 10 многослойной литий-ионной аккумуляторной батареи, изготовленный посредством устройства выполнения наслаивания листовых материалов согласно настоящему варианту осуществления.
Как показано на фиг.1, элемент 10 имеет прямоугольную плоскую форму. Катодный вывод 11 и анодный вывод 12 выступают из края внешней оболочки 13 элемента 10. Элемент 15 выработки электрической энергии (аккумуляторный элемент: собираемое многослойное изделие), в котором осуществляются реакции заряда и разряда, упаковывается во внешней оболочке 13.
Как показано на фиг.2, элемент 15 выработки электрической энергии конфигурируется посредством поочередного наслаивания предварительно упакованных катодных электродов (листовых материалов) 20 и анодных электродов (листовых материалов) 30. Предварительно упакованный катодный электрод 20 конфигурируется посредством помещения, между двумя листами сепараторов 40, катодного электрода 22, сконфигурированного посредством формирования слоев активного материала катода с обеих сторон листового катодного токоотвода. Два листа сепараторов 40 герметизируются друг с другом на краях так, что они образуют форму огибающей. Анодный электрод 30 конфигурируется посредством формирования слоев активного материала анода с обеих сторон листового анодного токоотвода. Следует отметить, что поскольку сам способ для изготовления элемента 10 посредством альтернативного наслаивания предварительно упакованных катодных электродов 20 и анодных электродов 30 является общепринятым способом для изготовления модуля литий-ионной аккумуляторной батареи, его подробные пояснения опускаются.
Далее поясняется устройство выполнения наслаивания листовых материалов для сборки вышеописанного элемента 15 выработки электрической энергии.
Как показано на фиг.3, устройство 100 выполнения наслаивания листовых материалов включает в себя робот 110 выполнения наслаивания, модуль 120 для подачи катодных электродов, модуль 130 для подачи анодных электродов, модуль 140 выполнения наслаивания и контроллер 150. Модуль 120 для подачи катодных электродов и модуль 130 для подачи анодных электродов располагаются в противоположных позициях, так что робот 110 выполнения наслаивания размещается между ними в центре. Модуль 140 выполнения наслаивания располагается в позиции в 90 градусов к осевой линии, соединяющей модуль 120 для подачи катодных электродов с модулем 130 для подачи анодных электродов. Робот 110 выполнения наслаивания, модуль 120 для подачи катодных электродов, модуль 130 для подачи анодных электродов и модуль 140 выполнения наслаивания управляются посредством контроллера 150.
Робот 110 выполнения наслаивания формирует собираемое многослойное изделие 15 посредством поочередного наслаивания предварительно упакованных катодных электродов 20 и анодных электродов 30. Как показано на фиг.4, робот 110 выполнения наслаивания включает в себя модуль 113 Г-образного рычага, состоящий из первого рычага 111 и второго рычага 112, первый втягивающий манипулятор 114, предоставленный на конце первого рычага 111, и второй втягивающий манипулятор 115, предоставленный на конце второго рычага 112. Первый рычаг 111 и второй рычаг 112 протягиваются, соответственно, вдоль направлений, которые образуют угол в 90 градусов между ними вокруг ведущего вала 116. Модуль 113 рычага поворачивается горизонтально, когда ведущий вал 116 вращательно приводится в действие посредством модуля 117 приведения в действие рычага. Помимо этого, модуль 113 рычага перемещается вертикально, когда ведущий вал 116 вертикально приводится в действие. Первый втягивающий манипулятор 114 может удерживать предварительно упакованный катодный электрод 20 посредством его втягивания и может высвобождать втянутый предварительно упакованный катодный электрод 20. Второй втягивающий манипулятор 115 может удерживать анодный электрод 30 посредством его втягивания и может высвобождать втянутый анодный электрод 30.
Первый втягивающий манипулятор 114 перемещается вперед-назад между модулем 120 для подачи катодных электродов и модулем 140 выполнения наслаивания посредством поворота модуля 113 рычага. Аналогично, второй втягивающий манипулятор 115 перемещается вперед-назад между модулем 140 выполнения наслаивания и модулем 130 для подачи анодных электродов посредством поворота модуля 113 рычага. А именно, первое состояние (см. фиг.11), в котором первый втягивающий манипулятор 114 находится поверх модуля 120 для подачи катодных электродов, а второй втягивающий манипулятор 115 находится поверх модуля 140 выполнения наслаивания, и второе состояние (см. фиг.10), в котором первый втягивающий манипулятор 114 находится поверх модуля 140 выполнения наслаивания, а второй втягивающий манипулятор 115 находится поверх модуля 130 для подачи анодных электродов, переключаются посредством поворота модуля 113 рычага. Помимо этого, первый втягивающий манипулятор 114 перемещается вниз к модулю 120 для подачи катодных электродов (или модулю 140 выполнения наслаивания) или перемещается вверх таким образом, что он отделяется от модуля 120 для подачи катодных электродов (или модуля 140 выполнения наслаивания) посредством перемещения вверх/вниз модуля 113 рычага. Аналогично, второй втягивающий манипулятор 115 перемещается вниз к модулю 130 для подачи анодных электродов (или модулю 140 выполнения наслаивания) или перемещается вверх таким образом, что он отделяется от модуля 130 для подачи анодных электродов посредством перемещения вверх/вниз модуля 113 рычага (или модуля 140 выполнения наслаивания).
Модуль 120 для подачи катодных электродов подает предварительно упакованные катодные электроды 20. Модуль 120 для подачи катодных электродов включает в себя стол 121 для подачи катодных электродов, на котором укладывается предварительно упакованный катодный электрод 20, и модуль 122 приведения в действие стола для горизонтального сдвига или вращения стола 121 для подачи катодных электродов. Предварительно упакованный катодный электрод 20, который изготовлен согласно предыдущему процессу и затем подан посредством втягивающего конвейера 123, укладывается на столе 121 для подачи катодных электродов лист за листом. Стол 121 для подачи катодных электродов также является втягивающим конвейером. Стол 121 для подачи катодных электродов втягивает предварительно упакованный катодный электрод 20 после того, как втягивание посредством втягивающего конвейера 123 прекращается, и затем транспортирует предварительно упакованный катодный электрод 20 почти как есть в центр, чтобы удерживать его посредством отрицательного давления. Помимо этого, втягивание стола 121 для подачи катодных электродов принудительно прекращается, когда предварительно упакованный катодный электрод 20 втягивается посредством первого втягивающего манипулятора 114. Модуль 122 приведения в действие стола горизонтально сдвигает или вращает стол 121 для подачи катодных электродов, чтобы изменять позицию предварительно упакованного катодного электрода 20 на столе 121 для подачи катодных электродов. Модуль 122 приведения в действие стола имеет три электромотора для горизонтального сдвига или вращения стола 121 для подачи катодных электродов (один электромотор для вращения и два электромотора для горизонтального сдвига вдоль двух направлений, пересекающихся перпендикулярно друг другу: см. стрелки на столе 121 для подачи катодных электродов, показанном на фиг.4).
Стол 121 для подачи катодных электродов имеет ширину, меньшую ширины втягивающего конвейера 123, и выполнен с возможностью обеспечивать выступание обоих краев предварительно упакованного катодного электрода 20 с обоих краев стола 121 для подачи катодных электродов. Как показано на фиг.5 и 6, прозрачные поддерживающие опоры 124 располагаются с обеих сторон стола 121 для подачи катодных электродов. Поддерживающие опоры 124 поддерживают оба края предварительно упакованного катодного электрода 20, выступающего из стола 121 для подачи катодных электродов, соответственно. Помимо этого, прижимные приспособления 125 (средства удерживания) располагаются в позициях, ассоциированных с поддерживающими опорами 124. Как поддерживающие опоры 124, так и прижимные приспособления 125 являются подвижными, и когда предварительно упакованный катодный электрод 20 укладывается на столе 121 для подачи катодных электродов, перемещаются ближе к предварительно упакованному катодному электроду 20, чтобы удерживать оба края предварительно упакованного катодного электрода 20.
Помимо этого, как показано на фиг.4 и 5, источники 126 света предоставляются под столом 121 для подачи катодных электродов, соответственно, и камеры 127 предоставляются над столом 121 для подачи катодных электродов, соответственно. Источники 126 света находятся под прозрачными поддерживающими опорами 124, соответственно, и излучают свет к обоим краям предварительно упакованного катодного электрода 20, соответственно. Каждый из источников 126 света излучает свет с длиной волны, которая может пропускаться через сепаратор 40 посредством большего коэффициента пропускания, чем предварительно заданный коэффициент пропускания, но не может пропускаться через катодный электрод 22 (отражается или поглощается). Камеры 127 снимают изображения предварительно упакованного катодного электрода 20 сверху и затем выводят данные изображений в контроллер 150. Контроллер 150 распознает позицию катодного электрода 22 (предварительно упакованного катодного электрода 20) на столе 121 для подачи катодных электродов на основе принимаемых данных изображений. Поскольку камеры 127 принимают свет, который излучается из источников 126 света и затем блокируется посредством катодного электрода 22 и пропускается посредством сепаратора 40, контроллер 150 может распознавать позицию катодного электрода 22. А именно, позиция катодного электрода 22 может быть распознана на основе тени катодного электрода 22. Горизонтальная позиция катодного электрода 22 (предварительно упакованного катодного электрода 20) регулируется на основе позиционной информации катодного электрода 22, распознанной посредством использования камер 127. Согласно этому регулированию, первый втягивающий манипулятор 114 может точно поднимать вверх предварительно упакованный катодный электрод 20, катодный электрод 22 которого точно размещен.
Модуль 130 для подачи анодных электродов подает анодные электроды 30. Модуль 130 для подачи анодных электродов включает в себя стол 131 для подачи анодных электродов, на котором укладывается анодный электрод 30, и модуль 132 приведения в действие стола для горизонтального сдвига или вращения стола 131 для подачи анодных электродов. Анодный электрод 30, который изготовлен согласно предыдущему процессу и затем подан посредством втягивающего конвейера 133, укладывается на столе 131 для подачи анодных электродов лист за листом. Стол 131 для подачи анодных электродов также является втягивающим конвейером. Стол 131 для подачи анодных электродов втягивает анодный электрод 30 после того, как втягивание посредством втягивающего конвейера 133 прекращается, и затем транспортирует анодный электрод 30 почти как есть в центр, чтобы удерживать его посредством отрицательного давления. Помимо этого, втягивание стола 131 для подачи анодных электродов принудительно прекращается, когда анодный электрод 30 втягивается посредством второго втягивающего манипулятора 115. Модуль 132 приведения в действие стола горизонтально сдвигает или вращает стол 131 для подачи анодных электродов, чтобы изменять позицию анодного электрода 30 на столе 131 для подачи анодных электродов. Модуль 132 приведения в действие стола имеет три электромотора для горизонтального сдвига или вращения стола 131 для подачи анодных электродов (один электромотор для вращения и два электромотора для горизонтального сдвига вдоль двух направлений, пересекающихся перпендикулярно друг другу: см. стрелки на столе 131 для подачи катодных электродов, показанном на фиг.4).
Помимо этого, как показано на фиг.4, источник 136 света и камера 137 предоставляются над столом 131 для подачи анодных электродов. Источник 136 света излучает свет с длиной волны, которая не может пропускаться через анодный электрод 30 (отражается или поглощается). Камера 137 снимает изображения анодного электрода 30 сверху и затем выводит данные изображений в контроллер 150. Контроллер 150 распознает позицию анодного электрода 30 на столе 131 для подачи анодных электродов на основе принимаемых данных изображений. Поскольку камера 137 принимает свет, который излучается из источника 136 света и затем отражается посредством анодного электрода 30, например, контроллер 150 может распознавать позицию анодного электрода 30. Горизонтальная позиция анодного электрода 30 регулируется на основе позиционной информации анодного электрода 30, распознанной посредством использования камеры 137. Согласно этому регулированию, второй втягивающий манипулятор 115 может точно поднимать вверх анодный электрод 30, который точно размещен.
Модуль 140 выполнения наслаивания является местом, в котором поочередно наслаиваются предварительно упакованные катодные электроды 20 и анодные электроды 30, переносимые посредством робота 110 выполнения наслаивания. Собираемое многослойное изделие 15, состоящее из предварительно упакованных катодных электродов 20 и анодных электродов 30, укладывается на модуле 140 выполнения наслаивания до тех пор, пока наслаивание предварительно определенного числа листов предварительно упакованных катодных электродов 20 и анодных электродов 30 не будет выполнено. Собираемое многослойное изделие 15 собирается в качестве элемента 15 выработки электрической энергии, когда выполнено наслаивание предварительно определенного числа листов предварительно упакованных катодных электродов 20 и анодных электродов 30, и в силу этого модуль 140 выполнения наслаивания подает элемент 15 выработки электрической энергии согласно следующему процессу.
Как показано на фиг.7(A) и 7(B), модуль 140 выполнения наслаивания включает в себя стол 141 для выполнения наслаивания, на котором поочередно наслаиваются предварительно упакованные катодные электроды 20 и анодные электроды 30, модуль 142 регулирования уровня (средство регулирования уровня), который вертикально перемещает стол 141 для выполнения наслаивания, прижимные приспособления 143, которые прижимают собираемое многослойное изделие 15, состоящее из предварительно упакованных катодных электродов 20 и анодных электродов 30, и модули 144 приведения в действие прижимных приспособлений (средства приведения в действие для средства удерживания), которые приводят в действие прижимные приспособления 143.
Поддон (не показан) укладывается на столе 141 для выполнения наслаивания, и предварительно упакованные катодные электроды 20 и анодные электроды 30 поочередно наслаиваются на поддоне. Модуль 142 регулирования уровня конфигурируется посредством шарикового винта и электромотора, например, и перемещает стол 141 для выполнения наслаивания вниз согласно ходу выполнения наслаивания предварительно упакованных катодных электродов 20 и анодных электродов 30. Модуль 142 регулирования уровня перемещает стол 141 для выполнения наслаивания таким образом, чтобы поддерживать уровень высоты самой верхней поверхности собираемого многослойного изделия 15, состоящего из предварительно упакованных катодных электродов 20 и анодных электродов 30, на, по существу, постоянном уровне.
Каждое из прижимных приспособлений 143 конфигурируется посредством прижимной головки 143a, которая прижимает собираемое многослойное изделие 15, состоящее из предварительно упакованных катодных электродов 20 и анодных электродов 30, сверху, и опорного стержня 143b, который поддерживает прижимную головку 143a. Прижимная головка 143a имеет трапецеидальные боковые поверхности. Прижимная головка 143a смещается вниз через опорный стержень 143b, и самая верхняя поверхность собираемого многослойного изделия 15 прижимается посредством нижней поверхности прижимной головки 143a.
Модуль 144 приведения в действие прижимных приспособлений поднимает вверх прижимную головку 143a до постоянного уровня высоты через опорный стержень 143b при его вращении. Затем модуль 144 приведения в действие прижимных приспособлений вращает прижимную головку 143a на 180 градусов и затем перемещает ее вниз. Модуль 144 приведения в действие прижимных приспособлений включает в себя кулачковый механизм (не показан), который состоит из криволинейного паза, который соединяется со штифтом кулачка (не показан), выступающего из боковой поверхности опорного стержня 143b с тем, чтобы вращать прижимную головку 143a и поднимать ее вверх до постоянного уровня высоты, и актуатор для вертикального перемещения опорного стержня 143b. Актуатор, например, представляет собой пневмоцилиндр. При вертикальном перемещении опорного стержня 143b посредством актуатора, прижимная головка 143a (и опорный стержень 143b) вращается посредством кулачкового механизма. Помимо этого, поскольку поднятая вверх самая верхняя позиция прижимной головки 143a ограничивается посредством кулачкового механизма, прижимная головка 143a никогда не поднимается вверх до уровня, превышающего вышеописанный постоянный уровень высоты. Дополнительно, пружина (не показана) для смещения прижимной головки 143a вниз также предоставляется в модуле 144 приведения в действие прижимных приспособлений.
В устройстве 100 выполнения наслаивания листовых материалов, сконфигурированном так, как пояснено выше, предварительно упакованный катодный электрод(ы) 20, уложенный на столе 121 для подачи катодных электродов, и анодный электрод(ы) 30, уложенный на столе 131 для подачи анодных электродов, поочередно поднимаются вверх посредством робота 110 выполнения наслаивания и затем поочередно переносятся на стол 141 для выполнения наслаивания. Посредством поочередного переноса предварительно упакованного катодного электрода(ов) 20 и анодного электрода(ов) 30 на стол 141 для выполнения наслаивания формируется собираемое многослойное изделие 15, состоящее из предварительно упакованных катодных электродов 20 и анодных электродов 30.
Следует отметить, что в настоящем варианте осуществления первый рычаг 111 и второй рычаг 112 идут вдоль направлений, которые образуют угол в 90 градусов между ними, и модуль 113 рычага выполнен с возможностью поворачиваться на 90 градусов. Тем не менее, первый рычаг 111 и второй рычаг 112 могут идти вдоль направлений, которые образуют угол между ними, отличный от 90 градусов, и в этом случае модуль 113 рычага может поворачиваться на произвольный угол. Компоновки модуля 120 для подачи катодных электродов, модуля 130 для подачи анодных электродов и модуля 140 выполнения наслаивания также могут регулироваться согласно углу поворачивания.
Далее поясняются операции устройства 100 выполнения наслаивания листовых материалов со ссылкой на фиг.8-19.
Во-первых, поясняются операции робота 110 выполнения наслаивания со ссылкой на фиг.8-13. Здесь операции поясняются от процесса, в котором предварительно упакованный катодный электрод 20 наслаивается посредством робота 110 выполнения наслаивания.
Во-вторых, первый втягивающий манипулятор 114 втягивает предварительно упакованный катодный электрод 20, чтобы удерживать его, и находится поверх стола 141 для выполнения наслаивания, как показано на фиг.8. С другой стороны, второй втягивающий манипулятор 115 находится поверх стола 131 для подачи анодных электродов. Собираемое многослойное изделие 15, состоящее из предварительно упакованных катодных электродов 20 и анодных электродов 30, укладывается на столе 141 для выполнения наслаивания, и анодный электрод 30 укладывается на столе 131 для подачи анодных электродов. Горизонтальная позиция анодного электрода 30 на столе 131 для подачи анодных электродов регулируется на основе его позиционной информации, полученной посредством камеры 137, так что второй втягивающий манипулятор 115 может точно втягивать анодный электрод 30. В частности, центр анодного электрода 30 размещается в предварительно определенной точке, и анодный электрод 30 ориентируется таким образом, что он находится в предварительно определенной горизонтальной позиции.
Затем модуль 113 рычага перемещается вниз на предварительно определенную длину хода (см. фиг.9). Посредством перемещения вниз модуля 113 рычага первый втягивающий манипулятор 114 перемещается ближе к столу 141 для выполнения наслаивания, а второй втягивающий манипулятор 115 перемещается ближе к столу 131 для подачи анодных электродов. Затем втягивание первого втягивающего манипулятора 114 прекращается, чтобы высвобождать предварительно упакованный катодный электрод 20. Как результат, предварительно упакованный катодный электрод 20 укладывается на самом верху собираемого многослойного изделия 15. С другой стороны, втягивание второго втягивающего манипулятора 115 начинается, и за счет этого анодный электрод 30, уложенный на столе 131 для подачи анодных электродов, втягивается таким образом, что он удерживается. Поскольку горизонтальная позиция анодного электрода 30 предварительно регулируется, второй втягивающий манипулятор 115 может точно втягивать анодный электрод 30, чтобы удерживать его.
Затем модуль 113 рычага перемещается вверх на вышеописанную длину хода (см. фиг.10). Посредством перемещения вверх модуля 113 рычага первый втягивающий манипулятор 114 перемещается в позицию поверх стола 141 для выполнения наслаивания, а второй втягивающий манипулятор 115 перемещается в позицию поверх стола 131 для подачи анодных электродов. В это время второй втягивающий манипулятор 115 поднимает вверх анодный электрод 30 при втягивании анодного электрода 30, чтобы удерживать его.
Затем модуль 113 рычага вращается на 90 градусов против часовой стрелки (см. фиг.11). Посредством вращения на 90 градусов модуля 113 рычага первый втягивающий манипулятор 114 перемещается в позицию поверх стола 121 для подачи катодных электродов, а второй втягивающий манипулятор 115 перемещается в позицию поверх стола 141 для выполнения наслаивания. Предварительно упакованный катодный электрод 20 укладывается на столе 121 для подачи катодных электродов, и горизонтальная позиция предварительно упакованного катодного электрода 20 на столе 121 для подачи катодных электродов предварительно регулируется на основе его позиционной информации, полученной посредством камер 127, так что первый втягивающий манипулятор 114 может точно втягивать предварительно упакованный катодный электрод 20. В частности, центр предварительно упакованного катодного электрода 20 размещается в предварительно определенной точке, и предварительно упакованный катодный электрод 20 ориентируется таким образом, что он находится в предварительно определенной горизонтальной позиции.
Затем модуль 113 рычага перемещается вниз на вышеописанную предварительно определенную длину хода (см. фиг.12). Посредством перемещения вниз модуля 113 рычага первый втягивающий манипулятор 114 перемещается ближе к столу 121 для подачи катодных электродов, а второй втягивающий манипулятор 115 перемещается ближе к столу 141 для выполнения наслаивания. Затем втягивание второго втягивающего манипулятора 115 прекращается, чтобы высвобождать анодный электрод 30. Как результат, анодный электрод 30 укладывается на самом верху собираемого многослойного изделия 15. С другой стороны, втягивание первого втягивающего манипулятора 114 начинается, и за счет этого предварительно упакованный катодный электрод 20, уложенный на столе 121 для подачи катодных электродов, втягивается таким образом, что он удерживается. Поскольку горизонтальная позиция предварительно упакованного катодного электрода 20 предварительно регулируется, первый втягивающий манипулятор 114 может точно втягивать предварительно упакованный катодный электрод 20 (катодный электрод 22), чтобы удерживать его.
Затем модуль 113 рычага перемещается вверх на вышеописанную длину хода (см. фиг.13). Посредством перемещения вверх модуля 113 рычага первый втягивающий манипулятор 114 перемещается в позицию поверх стола 121 для подачи катодных электродов, а второй втягивающий манипулятор 115 перемещается в позицию поверх стола 141 для выполнения наслаивания. В это время первый втягивающий манипулятор 114 поднимает вверх предварительно упакованный катодный электрод 20 при втягивании предварительно упакованного катодного электрода 20, чтобы удерживать его.
Затем модуль 113 рычага вращается на 90 градусов по часовой стрелке. Посредством вращения на 90 градусов модуля 113 рычага первый втягивающий манипулятор 114 перемещается в позицию поверх стола 141 для выполнения наслаивания, а второй втягивающий манипулятор 115 перемещается в позицию поверх стола 131 для подачи анодных электродов (см. фиг.8).
Посредством повторения вышеописанных операций, показанных на фиг.8-13, предварительно упакованные катодные электроды 20 и анодные электроды 30 поочередно переносятся на стол 141 для выполнения наслаивания и поочередно наслаиваются на столе 141 для выполнения наслаивания. Собираемое многослойное изделие 15 полностью собрано в качестве элемента 15 выработки электрической энергии, когда выполнено наслаивание предварительно определенного числа листов предварительно упакованных катодных электродов 20 и анодных электродов 30.
В это время первый втягивающий манипулятор 114 поднимает точно вверх предварительно упакованный катодный электрод 20 относительно стола 121 для подачи катодных электродов, а второй втягивающий манипулятор 115 поднимает точно вверх анодный электрод 30 относительно стола 131 для подачи анодных электродов, и затем предварительно упакованный катодный электрод 20 и анодный электрод 30 высвобождаются в целевой позиции на столе 141 для выполнения наслаивания. Согласно этим конфигурациям, можно наслаивать предварительно упакованный катодный электрод 20 и анодный электрод 30 на столе 141 для выполнения наслаивания с высокой точностью посредством согласованных операций поворачивания модуля 113 рычага. А именно, можно наслаивать предварительно упакованный катодный электрод 20 и анодный электрод 30 на столе 141 для выполнения наслаивания с высокой точностью посредством робота 110 выполнения наслаивания с простой конфигурацией. Помимо этого, не требуется предоставлять механизм регулирования горизонтальной позиции предварительно упакованного катодного электрода 20 и анодного электрода 30 на каждом конце первого рычага 111 и второго рычага 112, так что может быть уменьшен вес первого рычага 111 и второго рычага 112. Вследствие уменьшения веса первого рычага 111 и второго рычага 112, первый рычаг 111 и второй рычаг 112 могут перемещаться на высокой скорости. Следовательно, появляется возможность наслаивать предварительно упакованные катодные электроды 20 и анодные электроды 30 на высокой скорости.
Далее поясняются операции модуля 140 выполнения наслаивания со ссылкой на фиг.14-19. В модуле 140 выполнения наслаивания стол 141 для выполнения наслаивания перемещается вниз в определенный момент для каждого нового наслаивания предварительно упакованного катодного электрода 20 или анодного электрода 30 на столе 141 для выполнения наслаивания, чтобы поддерживать самую верхнюю поверхность собираемого многослойного изделия 15, состоящего из предварительно упакованных катодных электродов 20 и анодных электродов 30, на, по существу, постоянном уровне высоты. Операции модуля 140 выполнения наслаивания для наслаивания предварительно упакованного катодного электрода 20 на столе 141 для выполнения наслаивания поясняются ниже в качестве примера, но они являются почти идентичными для наслаивания анодного электрода 30.
Как показано на фиг.14, предварительно упакованные катодные электроды 20 и анодные электроды 30 поочередно наслаиваются на столе 141 для выполнения наслаивания с размещенным на столе поддоном 190 (собираемое многослойное изделие 15). Анодный электрод 30 наслаивается на самом верху собираемого многослойного изделия 15 и оба края анодного электрода 30 прижимаются вниз посредством каждого одного конца прижимных головок 143a. Первый втягивающий манипулятор 114 находится поверх стола 141 для выполнения наслаивания, и первый втягивающий манипулятор 114 втягивает предварительно упакованный катодный электрод 20, чтобы удерживать его.
Затем первый втягивающий манипулятор 114 перемещается вниз ближе к столу 141 для выполнения наслаивания (см. фиг.15). Первый втягивающий манипулятор 114 перемещается вниз на вышеописанную предварительно определенную длину хода. Посредством перемещения вниз первого втягивающего манипулятора 114 предварительно упакованный катодный электрод 20 наслаивается на самом верху собираемого многослойного изделия 15. В это время прижимные головки 143a покрываются посредством обоих краев предварительно упакованного катодного электрода 20 (см. часть в пунктирном круге, показанную на фиг.15).
Затем прижимные головки 143a поднимаются вверх при вращении на 90 градусов (см. фиг.16). В частности, прижимные головки 143a, покрытые посредством обоих краев предварительно упакованного катодного электрода 20, поднимаются вверх при вращении на 90 градусов. Посредством подъема вверх и вращения на 90 градусов прижимных головок 143a, прижимные головки 143a находятся под наклоном над самым верхним предварительно упакованным катодным электродом 20 в собираемом многослойном изделии 15. Здесь ход AX вверх представляет собой, по существу, постоянное значение, превышающее толщину одного листа предварительно упакованного катодного электрода 20. Хотя прижимные головки 143a поднимаются вверх, оба края предварительно упакованного катодного электрода 20 перемещаются вверх посредством прижимных головок 143a таким образом, что они временно искривляются вверх, а затем восстанавливают исходное состояние.
Затем прижимные головки 143a дополнительно вращаются на 90 градусов (см. фиг.17). В частности, прижимные головки 143a вращаются на 90 градусов при подъеме вверх дополнительно на другую предварительно определенную длину хода. Посредством дополнительного вращения на 90 градусов прижимных головок 143a каждый другой конец прижимных головок 143a находится выше предварительно упакованного катодного электрода 20. Следует отметить, что операции, показанные на фиг.16-17, т.е. вращение на 90 градусов и дополнительное вращение на 90 градусов прижимных головок 143a, выполняются непрерывно.
Затем прижимные головки 143a перемещаются вниз (см. фиг.18). Посредством перемещения вниз прижимных головок 143a, нижняя поверхность каждого другого конца прижимных головок 143a прижимает оба края предварительно упакованного катодного электрода 20 сверху.
Затем первый втягивающий манипулятор 114 перемещается вверх на вышеописанную предварительно определенную длину хода, и стол 141 для выполнения наслаивания перемещается вниз на предварительно определенную длину хода вниз (см. фиг.19). В частности, стол 141 для выполнения наслаивания перемещается вниз так, что уровень высоты самой верхней поверхности собираемого многослойного изделия 15 после наслаивания предварительно упакованного катодного электрода 20 становится, по существу, идентичным уровню H высоты самой верхней поверхности собираемого многослойного изделия 15 перед наслаиванием предварительно упакованного катодного электрода 20. Эта длина хода вниз является, например, средним значением толщины предварительно упакованного катодного электрода 20 и анодного электрода 30. Следует отметить, что оба края самой верхней поверхности собираемого многослойного изделия 15 прижимаются вниз посредством прижимных головок 143a, в то время как стол 141 для выполнения наслаивания перемещается вниз.
Как пояснено выше, прижимные головки 143a временно выводятся под наклоном выше, когда новый предварительно упакованный катодный электрод 20 (или новый анодный электрод 30) наслаивается на собираемом многослойном изделии 15, прижатом посредством прижимных головок 143a, и затем прижимает новый предварительно упакованный катодный электрод 20 вниз. В это время стол 141 для выполнения наслаивания перемещается вниз на предварительно определенную длину хода вниз таким образом, чтобы поддерживать уровень высоты самой верхней поверхности собираемого многослойного изделия 15, по существу, постоянным. Если уровень высоты самой верхней поверхности собираемого многослойного изделия 15 поддерживается, по существу, постоянным, длина хода вверх для вращения и подъема вверх прижимных головок 143a может поддерживаться равной, по существу, постоянному значению, меньшему конечной толщины собираемого многослойного изделия 15 (толщины элемента 15 выработки электрической энергии), даже когда толщина собираемого многослойного изделия 15 увеличивается в ходе выполнения наслаивания предварительно упакованных катодных электродов 20 и анодных электродов 30. А именно, длина хода вверх прижимных головок 143a может поддерживаться равной постоянной величине, соответствующей толщине нескольких листов предварительно упакованных катодных электродов 20 (анодных электродов 30) от начала до конца процесса наслаивания. Следовательно, деформация краев предварительно упакованного катодного электрода 20 или анодного электрода 30 посредством искривления вверх вместе с перемещением вверх посредством прижимных приспособлений 143 может ограничиваться по сравнению со случаем, в котором длина хода вверх прижимного приспособления 143 превышает конечную толщину собираемого многослойного изделия 15. Другими словами, чем меньше становится длина хода вверх для вращения и перемещения вверх прижимных приспособлений 143, тем меньше становится деформация искривления вверх краев предварительно упакованного катодного электрода 20 или анодного электрода 30 (края могут быть высвобождены из прижимных приспособлений 143 с небольшой деформацией с искривлением вверх). Следовательно, можно наслаивать предварительно упакованные катодные электроды 20 и анодные электроды 30 без чрезмерного деформирования предварительно упакованных катодных электродов 20 и анодных электродов 30.
Следует отметить, что очевидно может быть возможным управлять столом 141 для выполнения наслаивания так, чтобы согласованно поддерживать самую верхнюю поверхность собираемого многослойного изделия 15 на постоянном уровне высоты. Поскольку позиция наслаивания для предварительно упакованного катодного электрода 20 или анодного электрода 30, который должен наслаиваться (самая верхняя поверхность собираемого многослойного изделия 15), является точно фиксированной, когда самая верхняя поверхность собираемого многослойного изделия 15 согласованно поддерживается на постоянном уровне высоты, можно наслаивать предварительно упакованные катодные электроды 20 или анодные электроды 30 с высокой точностью.
Следует отметить, что в настоящем варианте осуществления, когда новый предварительно упакованный катодный электрод 20 наслаивается, прижимные головки 143a поднимаются вверх на, по существу, постоянную длину хода, превышающую толщину одного листа предварительно упакованного катодного электрода 20, и вращаются таким образом, что они выводятся под наклоном над собираемым многослойным изделием 15 в определенный момент, а затем перемещаются вниз, чтобы прижимать самую верхнюю поверхность собираемого многослойного изделия 15 вниз. Тем не менее, возможно то, что прижимные головки 143a поднимаются вверх на ход, идентичный толщине одного листа предварительно упакованного катодного электрода 20, и вращаются таким образом, что они выводятся под наклоном над собираемым многослойным изделием 15 в определенный момент, а затем вращаются, чтобы прижимать самую верхнюю поверхность собираемого многослойного изделия 15 без перемещения вниз.
Помимо этого, поскольку самая верхняя поверхность собираемого многослойного изделия 15 поддерживается на, по существу, постоянном уровне высоты посредством модуля 140 выполнения наслаивания во время повторных наслаиваний предварительно упакованных катодных электродов 20 и анодных электродов 30 в настоящем варианте осуществления, длина вертикального хода первого втягивающего манипулятора 114 и второго втягивающего манипулятора 115 может быть задана постоянной. А именно, можно наслаивать предварительно упакованные катодные электроды 20 и анодные электроды 30 на столе 141 для выполнения наслаивания посредством робота 110 выполнения наслаивания с простой конфигурацией. Помимо этого, не требуется предоставлять механизм компенсации вертикальной позиции первого втягивающего манипулятора 114 и второго втягивающего манипулятора 115 на каждом конце первого рычага 111 и второго рычага 112, так что может быть уменьшен вес первого рычага 111 и второго рычага 112. Вследствие уменьшения веса первого рычага 111 и второго рычага 112, первый рычаг 111 и второй рычаг 112 могут перемещаться на высокой скорости. Следовательно, появляется возможность наслаивать предварительно упакованные катодные электроды 20 и анодные электроды 30 на высокой скорости.
Следует отметить, что в настоящем варианте осуществления стол 141 для выполнения наслаивания перемещается вниз на предварительно определенную длину хода вниз, соответствующую среднему значению толщин предварительно упакованного катодного электрода 20 и анодного электрода 30, для каждого нового наслаивания предварительно упакованного катодного электрода 20 или анодного электрода 30 на собираемом многослойном изделии 15. Тем не менее, можно перемещать стол 141 для выполнения наслаивания вниз, для каждого нового наслаивания предварительно упакованного катодного электрода 20 или анодного электрода 30, на длину хода вниз, идентичную толщине предварительно упакованного катодного электрода 20 или анодного электрода 30, который вновь наслаивается. Альтернативно, можно перемещать стол 141 для выполнения наслаивания вниз для каждого наслаивания предварительно определенного числа листов предварительно упакованных катодных электродов 20 и анодных электродов 30 (например, двух для каждого).
Следует отметить, что в настоящем варианте осуществления пояснение касательно того, что длина хода вверх (смещение) прижимных головок является, "по существу, постоянной", включает в себя не только случай, в котором длина хода вверх прижимных головок 143a согласованно поддерживается постоянной, но также и случай, в котором длина хода вверх немного колеблется. Например, в случае, если стол 141 для выполнения наслаивания перемещается вниз на смещение, идентичное толщине предварительно упакованного катодного электрода 20 (или анодного электрода 30), который вновь наслаивается для каждого нового наслаивания предварительно упакованного катодного электрода 20 (или анодного электрода 30), величина хода вверх прижимных головок 143a согласованно поддерживается постоянной. С другой стороны, в случае если стол 141 для выполнения наслаивания перемещается вниз на длину хода вниз, соответствующую среднему значению толщины предварительно упакованного катодного электрода 20 и анодного электрода 30, величина хода вверх прижимных головок 143a колеблется посредством разности между средним значением и толщиной предварительно упакованного катодного электрода 20 или разности между средним значением и толщиной анодного электрода 30. В этом разделе "Описание" пояснение касательно того, что длина хода вверх прижимных головок является, "по существу, постоянной", включает в себя случай, в котором длина хода вверх прижимных головок 143a немного колеблется согласно перемещению вниз стола 141 для выполнения наслаивания, как пояснено выше.
Далее поясняется модифицированный пример прижимного приспособления со ссылкой на фиг.20(A) и 20(B).
Как показано на фиг.20(A) и 20(B), прижимная головка 143a прижимного приспособления 143 согласно модифицированному примеру имеет искривленную боковую поверхность. В частности, верхняя поверхность прижимной головки 143a, которая должна контактировать с нижней поверхностью предварительно упакованного катодного электрода 20 или анодного электрода 30, который вновь наслаивается, формируется в виде плавно искривленной поверхности, искривленной вдоль продольного направления.
Согласно вышеуказанной конфигурации, нижняя поверхность предварительно упакованного катодного электрода 20 или анодного электрода 30 плавно входит в контакт с верхней поверхностью прижимной головки 143a, так что могут быть дополнительно ограничены повреждения нижней поверхности предварительно упакованного катодного электрода 20 или анодного электрода 30, вызываемые посредством верхней поверхности прижимной головки 143a.
Следует отметить, что предпочтительно, чтобы верхняя поверхность прижимной головки 143a формировалась в виде плавно искривленной поверхности, искривленной не только вдоль продольного направления, но также и искривленной вдоль направления, перпендикулярного продольному направлению.
Согласно вышеописанному настоящему варианту осуществления, могут получаться следующие преимущества.
(a) Поскольку длина хода вверх прижимных приспособлений, которые должны выводиться под наклоном над предварительно упакованным катодом или анодом, меньше конечной толщины собираемого многослойного изделия (толщины элемента выработки электрической энергии), можно наслаивать предварительно упакованные катоды и аноды без чрезмерного деформирования предварительно упакованных катодов и анодов по сравнению со случаем, в котором длина хода вверх превышает конечную толщину собираемого многослойного изделия.
(b) Поскольку смещение прижимных приспособлений является, по существу, постоянным, влияние, которое принимают предварительно упакованный катод и анод, также становится постоянным, и за счет этого можно предоставлять элементы выработки электрической энергии с постоянным качеством.
(c) Поскольку стол для выполнения наслаивания перемещается вниз посредством модуля регулирования уровня, не требуется регулировать уровень высоты модулей приведения в действие прижимных приспособлений, и за счет этого может быть упрощена конфигурация модуля выполнения наслаивания.
(d) Поскольку прижимная головка(-ки) имеет искривленную форму (модифицированный пример, показанный на фиг.20(A) и фиг.20(B)), могут быть дополнительно ограничены повреждения нижней поверхности предварительно упакованного катода или анода, принимаемого из прижимного приспособления(-ий).
Все содержимое заявки на патент Японии № 2011-85790 (поданной 7 апреля 2011 года) включено в данный документ по ссылке. Хотя изобретение описано выше в отношении определенных вариантов осуществления изобретения, изобретение не ограничено вариантами осуществления, описанными выше. Объем настоящего изобретения определяется в контексте формулы изобретения.
Например, предварительно упакованные катодные электроды 20, каждый из которых конфигурируется посредством помещения катодного электрода 22 между двумя листами сепараторов 40, и анодные электроды 30 наслаиваются поочередно в вышеописанном варианте осуществления. Тем не менее, можно поочередно наслаивать предварительно упакованные аноды, каждый из которых конфигурируется посредством помещения анода между двумя листами сепараторов, и катоды. Альтернативно, можно поочередно наслаивать лист для выполнения наслаивания сепаратора/катода, в котором сепаратор наслаивается на катоде, и лист для выполнения наслаивания сепаратора/анода, в котором сепаратор наслаивается на аноде.
Элемент аккумуляторной батареи, сформированный посредством вышеуказанного устройства выполнения наслаивания, не ограничивается конфигурацией, в которой катодный вывод и анодный вывод выступают из края внешней оболочки, может иметь конфигурацию, в которой катодный вывод и анодный вывод выступают из противоположных обоих краев внешней оболочки, соответственно.
Реферат
Изобретение относится к изготовлению слоистых листовых элементов, в частности, в виде электродов и сепараторов. Устройство содержит стол, на котором наслаиваются листовые элементы, прижимное приспособление с модулем приведения в действие его, модуль регулирования уровня стола относительно прижимного приспособления согласно ходу выполнения наслаивания листовых элементов. Новый листовой элемент наслаивают на собираемом многослойном изделии, прижатом сверху посредством прижимного приспособления. Модуль прижимного приспособления поднимает его вверх над новым листовым элементом при вращении прижимного приспособления в горизонтальной плоскости, а затем перемещает прижимное приспособление вниз для прижима нового листового элемента сверху. Модуль регулирования уровня перемещает стол вниз на ход, соответствующий толщине числа наслоенных листов листовых элементов, включенных в собираемое многослойное изделие. Обеспечивается наслаивание листов без их деформирования. 3 н. и 6 з.п. ф-лы, 20 ил.
Комментарии