Установка для производства пакетированного электрода и способ производства пакетированного электрода - RU2556707C2
Код документа: RU2556707C2
Чертежи











Описание
ОБЛАСТЬ ТЕХНИКИ
[0001] Настоящее изобретение относится к установке для производства пакетированного электрода и способу производства пакетированного электрода.
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
[0002] Известен пакетированный электрод, изготовленный пакетированием электрода между парой сепараторов (патентный документ 1). В этом пакетированном электроде сепараторы соединены друг с другом по меньшей мере в четырех углах.
[0003] Сепараторы представляют собой тонкие пленки, которые легко расслаиваются. В частности, поскольку батареи для электрических транспортных средств или гибридных транспортных средств намного крупнее, чем аккумуляторные батареи для бытовых электроприборов, обслуживание их является сложным, а сепараторы могут становиться складчатыми в дополнение к расслаиванию. По этой причине сепараторы расслаиваются или становятся складчатыми при наложении на обе стороны электрода. Это усложняет соединительную операцию по соединению друг с другом краев сепараторов. Поэтому эффективность производства пакетированных электродов ухудшается и, в свою очередь, не может быть повышена эффективность производства аккумуляторной батареи в целом.ПЕРЕЧЕНЬ ССЫЛОК
ПАТЕНТНАЯ ЛИТЕРАТУРА
[0004] Патентный документ 1: патент Японии № 3511443.
КРАТКОЕ ИЗЛОЖЕНИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
ТЕХНИЧЕСКАЯ ПРОБЛЕМА
[0005] В патентном документе 1 содержится рассмотрение мест соединения пакетированного электрода, но не рассматривается способ повышения эффективности производства.
[0006] Задача настоящего изобретения заключается в создании установки для производства пакетированного электрода и способа производства пакетированного электрода, в которых может предотвращаться расслаивание или складчатость пары сепараторов при наложении сепараторов на электрод, повышаться эффективность производства пакетированных электродов и поэтому вносится вклад в повышение эффективности производства аккумуляторной батареи в целом.
РЕШЕНИЕ ПРОБЛЕМЫ
[0007] Для решения вышеизложенной задачи установка для производства пакетированного электрода согласно настоящему изобретению представляет собой установку для производства пакетированного электрода с заключенным между парой сепараторов электродом. Установка включает в себя: транспортировочное устройство, выполненное с возможностью последовательного наложения друг на друга электрода и пары сепараторов со стороны переднего конца в направлении транспортировки при транспортировании электрода и пары сепараторов; первый соединяющий элемент, выполненный с возможностью соединения друг с другом боковых краев пары сепараторов, причем боковые края расположены вдоль направления транспортировки; по меньшей мере один второй соединяющий элемент, расположенный ниже по ходу относительно первого соединяющего элемента в направлении транспортировки и выполненный с возможностью соединения друг с другом боковых краев пары сепараторов; и контроллер, выполненный с возможностью управления работой транспортировочного устройства, первого соединяющего элемента и второго соединяющего элемента. Контроллер выполнен с возможностью приведения в действие расположенного выше по ходу первого соединяющего элемента для соединения друг с другом передних концов боковых краев пары сепараторов, последовательно налагаемых при транспортировании транспортировочным устройством, до того как передние концы транспортируются к расположенному ниже по ходу второму соединяющему элементу.
[0008] Для решения вышеизложенной задачи способ производства пакетированного электрода согласно настоящему изобретению представляет собой способ производства пакетированного электрода с заключенным между парой сепараторов электродом. Способ включает в себя: последовательное наложение друг на друга электрода и пары сепараторов со стороны переднего конца в направлении транспортировки при транспортировании электрода и пары сепараторов и соединение друг с другом передних концов боковых краев пары сепараторов расположенным ниже по ходу в направлении транспортировки соединяющим элементом, который является одним из по меньшей мере двух соединяющих элементов, до того как передние концы транспортируются к соединяющему элементу, расположенному ниже по ходу в направлении транспортировки.
ПОЛЕЗНЫЕ ЭФФЕКТЫ ИЗОБРЕТЕНИЯ
[0009] Согласно настоящему изобретению передние концы боковых краев пары сепараторов, которые последовательно накладываются при транспортировке, соединяются друг с другом первыми соединяющими элементами на стороне выше по ходу в первых соединяющих устройствах. Поэтому может быть предотвращено так называемое разделение пары сепараторов. Кроме того, соединительная операцию по соединению друг с другом боковых краев пары сепараторов выполняется без расслаивания или образования складок на сепараторах, когда сепараторы накладываются на электрод. Как описывалось выше, предотвращается расслаивание или складчатость пары сепараторов, когда сепараторы последовательно накладываются на электрод. Поэтому эффективность производства пакетированного электрода повышается, что вносит вклад в повышение эффективности производства аккумуляторной батареи в целом.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0010] На чертежах:
Фиг.1(А) - вид, показывающий пример пакетированного электрода, и фиг.1(В) -вид в перспективе, схематично показывающий, каким образом электрод и пара сепараторов последовательно налагаются друг на друга со стороны переднего конца в направлении транспортировки при транспортировании электрода и пары сепараторов;
Фиг.2(А) и 2(В) - увеличенные виды участка 2, окруженного штрихпунктирной линией на фиг.1(А), приведенные для пояснения положения «переднего конца», на котором соединяется пара сепараторов;
Фиг.3 - принципиальная схема, показывающая основную часть установки для производства пакетированного электрода;
Фиг.4 - блок-схема, на которой показана система управления установкой для производства пакетированного электрода;
Фиг.5(А) - вид в плане, показывающий первое соединяющее устройство, фиг.5(В) - разрез по линии 5В-5В на фиг.5(А), и фиг.5(С) - разрез по линии 5С-5С на фиг.5А, показывающие состояние при первой соединительной операции по соединению боковых краев сепараторов на переднем конце;
Фиг.6(А) - вид в плане, показывающий второе соединяющее устройство, и фиг.6(В) - разрез по линии 6В-6В на фиг.6(А);
Фиг.7 - вид, показывающий состояние при второй и последующих соединительных операциях по соединению боковых краев сепараторов первым соединяющим устройством;
Фиг.8 - увеличенный вид в разрезе, показывающий форму удерживающего устройства из первого соединяющего устройства;
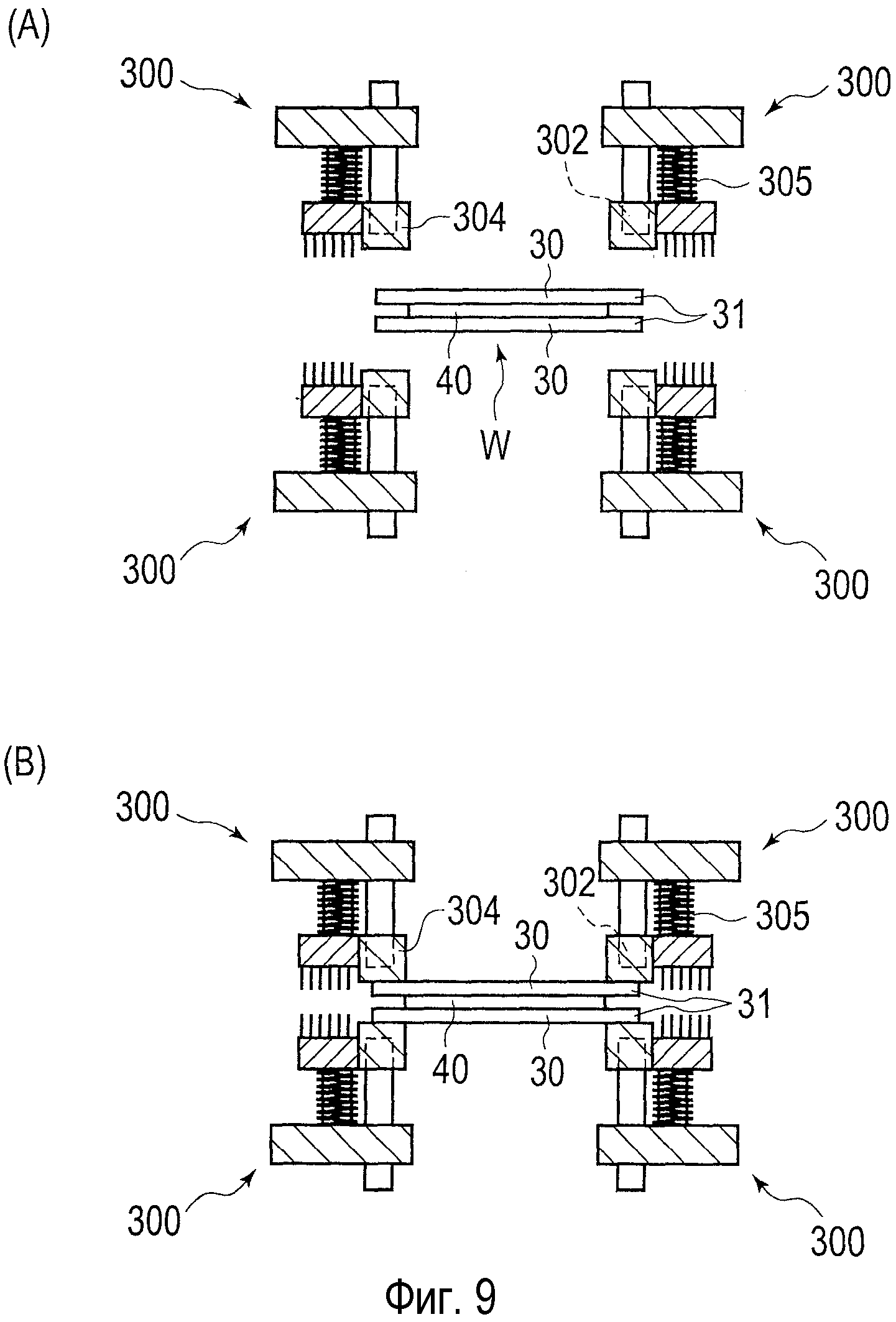
Фиг.9(А) - вид, показывающий состояние до того, как соединяющая головка приближается к заготовке, и фиг.9(В) - вид, показывающий состояние, когда соединяющая головка приближается к заготовке и удерживающее устройство приходит в контакт с заготовкой;
Фиг.10(А) - вид, показывающий состояние, когда удерживающее устройство перемещается из переднего положения в заднее положение при в контакте с заготовкой и наконечник соединяющего элемента приходит в контакт с заготовкой, и фиг.10(В) - вид, показывающий состояние, когда соединяющая головка отделяется от заготовки из состояния, показанного на фиг.10(А), и поэтому наконечник соединяющего элемента отделяется от заготовки, в то время как удерживающее устройство продолжает удерживать заготовку;
Фиг.11(А)-11(Н) - схематичные виды, показывающие операции по возвратно-поступательному перемещению удерживающего устройства в первом соединяющем устройстве;
Фиг.12(А)-12(G) - схематичные виды, показывающие первую операцию соединения первым соединяющим устройством; и
Фиг.13 - схематичная диаграмма, показывающая скорость транспортировки заготовки, транспортируемой цилиндрическим ротором, и изменение скорости первого соединяющего устройства, много раз совершающего возвратно-поступательное перемещение.
ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
[0011] Ниже с обращением к сопроводительным чертежам будут описаны варианты осуществления настоящего изобретения. Заметим, что при описании чертежей аналогичные детали будут обозначаться одинаковыми позициями и излишнее описание будет опускаться. Кроме того, для удобства описания отношения размеров деталей на чертежах преувеличены и могут отличаться от реальных отношений.
[0012] Заметим, что стрелкой а, показанной на фиг.1(А) и 1(В) и фиг.3, обозначено направление транспортировки, в котором электрод 40 и пара сепараторов 30 транспортируются во время производства пакетированного электрода 20. На фиг.1(А) и 1(В) и фиг.3 правая сторона представляет собой сторону ниже по ходу относительно направления транспортировки, которая будет называться «передней» у каждого элемента, а левая сторона представляет собой сторону выше по ходу относительно направления транспортировки, которая будет называться «задней» у каждого элемента. Кроме того, края сепараторов, расположенные вдоль направления транспортировки, будут называться «боковыми краями», тогда как края сепараторов, расположенные вдоль направления, пересекающего направление транспортировки, будут называться «передним краем» и «задним краем». Кроме того, слоистое изделие с заключенным между парой сепараторов 30 электродом 40, более конкретно, слоистое изделие до завершения соединения сепараторов 30, будет называться «заготовкой W».
[0013] Как показано на фиг.1(А) и 1(В), пакетированный электрод 20 получают «упаковкой» положительного или отрицательного электрода 40 в пакет с использованием пары сепараторов 30. В этом варианте осуществления для изготовления пакетированного электрода 20 используют положительный электрод. Электрод 40 включает в себя основную несущую часть 41 с нанесенным на обе стороны металлической фольги активным материалом и вывод 42, образованный частью металлической фольги и электрически соединяемый с другими элементами. Каждый из сепараторов 30 представляет собой тонкую пленку, выполненную из полимерного материала, и имеет несколько больший размер, чем размер основной несущей части 41 электрода 40. Только основную несущую часть 41 электрода 40 заключают между парой сепараторов 30, а вывод 42 электрода 40 выступает наружу. В дополнение к этому, боковые края 31 наслоенной пары сепараторов 30 соединяют друг с другом. Кроме того, соединяют друг с другом по меньшей мере одни из передних краев 32 и задних краев 33 наслоенной пары сепараторов 30. В примере, показанном на фиг.1(А), друг с другом соединяют задние края 33 наслоенной пары сепараторов 30. Число точек 50 соединения на боковых краях 31 равно, например, пяти, тогда как число точек 50 соединения на задних краях 33 равно, например, четырем.
[0014] С обращением к фиг.2(А) и 2(В) будет приведено описание положения «переднего конца 51», на котором сепараторы 30 соединяют друг с другом в этом варианте осуществления. «Передний конец 51», на котором сепараторы 30 соединяют друг с другом, можно задавать свободно с точки зрения подавления так называемого разделения наслоенных сепараторов 30. Например, в качестве переднего конца могут быть заданы место (фиг.2(А)), совмещенное с основной несущей частью 41 электрода 40, буквально угол (фиг.2(В)) сепаратора 30, и место, совмещенное с линией нанесения активного материала.
[0015] Обращаясь к фиг.3, установка 100 для производства пакетированного электрода 20 в общем включает в себя: транспортировочное устройство 200, выполненное с возможностью последовательного наложения друг на друга электрода 40 и пары сепараторов 30 со стороны переднего конца 51 в направлении транспортировки при транспортировании электрода 40 и пары сепараторов 30; первые соединяющие устройства 300, выполненные с возможностью соединения друг с другом боковых краев 31 пары сепараторов; и вторые соединяющие устройства 400, выполненные с возможностью соединения друг с другом по меньшей мере одного из передних краев 32 и задних краев 33 пары сепараторов 30. Боковые края 31 пары сепараторов 30 последовательно накладываются друг на друга во время транспортировки транспортировочным устройством 200 и последовательно соединяются друг с другом первыми соединяющими устройствами 300 со стороны переднего конца 51 в направлении транспортировки. Между тем, в состоянии, когда транспортировка транспортировочным устройством 200 приостанавливается, по меньшей мере одни из передних краев 32 и задних краев 33 пары сепараторов 30 соединяются друг с другом вторыми соединяющими устройствами 400. В примере, показанном на фиг.3, задние края 33 пары сепараторов 30 соединяются друг с другом вторыми соединяющими устройствами 400. Изложенный выше процесс будет подробно описан ниже.
[0016] Транспортировочное устройство 200 включает в себя: укладывающие барабаны 210 и 220, которые представляют собой пару цилиндрических роторов, соответственно удерживающих пару сепараторов 30; устройство 230 размещения электродов, расположенное на стороне выше по ходу относительно пары укладывающих барабанов 210 и 220; и находящиеся ниже по ходу транспортировочные детали 241 и 242, расположенные на стороне ниже по ходу относительно пары укладывающих барабанов 210 и 220. В дополнение к этому, между парой укладывающих барабанов 210 и 220 образована захватывающая часть 215, выполненная с возможностью захвата заготовки W. Размер зазора захватывающей части 215 надлежащим образом отрегулирован в соответствии с толщиной заготовки W. Устройство 230 размещения электродов подает электрод 40, которому придана заданная форма, к захватывающей части 215 по касательному направлению. Многочисленные находящиеся ниже по ходу транспортировочные детали 241 и 242 предусмотрены для транспортировки наложенных друг на друга электрода 40 и пары сепараторов 30. В примере, показанном на фиг.3, предусмотрены две находящиеся ниже по ходу транспортировочные детали 241 и 242, а вторые соединяющие устройства 400 расположены между находящимися ниже по ходу транспортировочными деталями 241 и 242.
[0017] Устройство 230 размещения электродов включает в себя, например, притягивающее устройство 231, выполненное с возможностью притягивания и транспортировки электрода 40; поддерживающий ролик 232, выполненный с возможностью поддержания электрода 40, транспортируемого притягивающим устройством 231; и пару установочных роликов 233, выполненных с возможностью подачи электрода 40 к захватывающей части 215 по касательному направлению. Притягивающее устройство 231 опускается вертикально для притягивания электрода 40, поднимается с поддержанием приблизительно горизонтального положения электрода и затем перемещается в сторону ниже по ходу в направлении транспортировки. Установочные ролики 233 выполнены так, что могут свободно приближаться к электроду 40, транспортируемому притягивающим устройством 231, и могут отделяться от него, и вращаются в то время, когда электрод 40 заключен между ними, для подачи электрода 40 к захватывающей части 215 по касательному направлению. Заметим, что существует случай, когда положение электрода 40, притягиваемого притягивающим устройством 231, смещается в направлении транспортировки или смещается наискосок по отношению к направлению транспортировки. В устройстве 230 размещения электродов смещение положения подлежащего притягиванию и транспортировке электрода 40 обнаруживается сенсорной камерой до притягивания электрода 40 притягивающим устройством 231. После притягивания электрода 40 притягивающее устройство 231 перемещает электрод 40, корректируя его положение до достижения надлежащего положения. Поэтому электрод 40 транспортируется к захватывающей части 215 в надлежащем положении.
[0018] Два укладывающих барабана 210 и 220 расположены один над другим и имеют цилиндрическую форму. Пара укладывающих барабанов 210 и 220 расположена так, что оси вращения их параллельны друг другу с заданным промежутком между ними в направлении, ортогональном к направлению транспортировки. Укладывающие барабаны 210 и 220 имеют окружные поверхности, которые служат удерживающими поверхностями 211 и 221, предназначенными для удержания соответствующих сепараторов 30. Укладывающие барабаны 210 и 220 транспортируют сепараторы 30, которым придана заданная форма, удерживая сепараторы на окружных поверхностях. Ширина удерживающих поверхностей 211 и 221 укладывающих барабанов 210 и 220 в направлении оси вращения меньше, чем у сепараторов 30. Транспортировочное устройство 200 транспортирует пару сепараторов 30 в состоянии, когда боковые края 31 выдаются за удерживающие поверхности 211 и 221 соответственно.
[0019] Поскольку способ удержания сепараторов 30 на удерживающих поверхностях 211 и 221 укладывающих барабанов 210 и 220 конкретно не ограничен, можно применять способ с использованием вакуумного притяжения, электростатического притяжения или аналогичный. Например, в случае вакуумного притяжения удерживающие поверхности 211 и 221 имеют многочисленные воздушно-вакуумные отверстия. При всасывании воздуха из этих воздушно-вакуумных отверстий сепараторы 30 удерживаются на удерживающих поверхностях 211 и 221.
[0020] Пара укладывающих барабанов 210 и 220 вращается в одном и том же направлении к передней стороне захватывающей части 215 в направлении транспортировки. Более конкретно, на фиг.3 верхний укладывающий барабан 210 вращается против часовой стрелки для транспортировки связанного с удерживающей поверхностью 211 сепаратора 30 к захватывающей части 215. С другой стороны, нижний укладывающий барабан 220 вращается по часовой стрелке для транспортировки связанного с удерживающей поверхностью 221 сепаратора 30 к захватывающей части 215. Пара укладывающих барабанов 210 и 220 приводится во вращение синхронно друг с другом двигателем 501 привода укладывающих барабанов, соединенным с осями вращения барабанов. Контроллер 500 выполняет управление вращением двигателя 501 привода укладывающих барабанов.
[0021] Устройство 230 размещения электродов подает электрод 40 к захватывающей части 215 по касательному направлению, транспортируя электрод приблизительно в горизонтальном положении при синхронизации с вращением укладывающих барабанов 210 и 220. Между тем, пара укладывающих барабанов 210 и 220 в соответствии с вращением подает связанные с удерживающими поверхностями 211 и 221 сепараторы 30 к захватывающей части 215. Таким образом, транспортировочное устройство 200 может наслаивать электрод 40 и пару сепараторов 30, транспортируя и последовательно накладывая друг на друга электрод 40 и пару сепараторов 30 со стороны переднего конца в направлении транспортировки.
[0022] Сепараторы 30 образуются разрезанием непрерывного сепараторного элемента 34, разматываемого с непоказанного сепараторного рулона. Для пары укладывающих барабанов 210 и 220 предусмотрены регулирующие ролики 212 и 222 соответственно, которые помещают сепараторный элемент 34 на укладывающие барабаны 210 и 220. Контроллер 500 управляет работой регулирующих роликов 212 и 222, а также управляет подачей сепараторного элемента 34 на укладывающие барабаны 210 и 220. Верхний сепараторный резак 213 расположен над верхним укладывающим барабаном 210, тогда как нижний сепараторный резак 223 расположен под нижним укладывающим барабаном 220. Когда сепараторный элемент 34 подается на укладывающие барабаны 210 и 220 с помощью регулирующих роликов 212 и 222, сепараторный элемент 34 прикрепляется к удерживающим поверхностям 211 и 221 укладывающих барабанов 210 и 220 и транспортируется. Затем, когда сепараторный элемент 34 транспортируется в заданное положение, сепараторные резаки 213 и 223 приводятся в действие. Таким образом от сепараторного элемента 34 отрезаются сепараторы 30, имеющие заданную форму.
[0023] Две находящиеся ниже по ходу транспортировочные детали 241, 242 включают в себя, например, первый транспортер 241, выполненный с возможностью установки на нем и транспортировки заготовки W, подаваемой из захватывающей части 215 между укладывающими барабанами 210 и 220; и второй транспортер 242, расположенный на стороне ниже по ходу относительно первого транспортера 241 и выполненный с возможностью установки на нем и транспортировки заготовки W, на котором завершается соединение боковых краев 31 сепараторов 30. Вторые соединяющие устройства 400 расположены между первым и вторым транспортерами 241 и 242. После того как задние края 33 пары сепараторов 30 соединены друг с другом вторыми соединяющими устройствами 400, второй транспортер 242 транспортирует полученный пакетированный электрод 20 на этап последующей обработки. Первый и второй транспортеры 241 и 242 могут быть образованы, например, на основе притягивающих транспортеров. Каждый из первого и второго транспортеров 241 и 242 имеет меньшую ширину по сравнению с шириной сепараторов 30, так что транспортеры не мешают возвратно-поступательному перемещению первых соединяющих устройств 300, описанных ниже (см. фиг.6(А)). Первый и второй транспортеры 241 и 242 приводятся во вращательное движение двигателями 502 и 503 привода транспортеров, соединенными с роликами, синхронно с транспортировкой заготовки W. Контроллер 500 выполняет управление вращением двигателей 502 и 503 привода транспортеров. Заметим, что хотя в качестве находящихся ниже по ходу транспортировочных деталей 241 и 242 используются транспортеры, могут использоваться и другие транспортировочные устройства, такие как захватная рука.
[0024] Первые соединяющие устройства 300 расположены попарно одно над другим, будучи обращенными друг к другу поперек пути транспортировки наложенных друг на друга электрода 40 и пары сепараторов 30, то есть пути транспортировки заготовки W (см. фиг.5(В) и 5(С)). Вторые соединяющие устройства 400 также расположены попарно одно над другим, будучи обращенными друг к другу поперек пути транспортировки заготовки W (см. фиг.6(В)). Поскольку соединение выполняется с обеих сторон пары сепараторов 30, можно реализовать состояние однородного соединения по сравнению со случаем соединения только с одной стороны. Кроме того, облегчается настройка оптимизации условий соединения, когда свойства материала сепараторов 30 различаются, более конкретно, когда используются сепараторы 30 с различными термическими свойствами.
[0025] В первых и вторых соединяющих устройствах 300 и 400 способ соединения краев наложенной пары сепараторов 30 конкретно не ограничен, но можно применять способы с использованием термической сварки, соединения давлением, клеевого соединения или адгезионной сварки. В этом варианте осуществления соединение выполняется термической сваркой. Причина заключается в том, что термическая сварка позволяет легко соединять друг с другом выполненные из полимера сепараторы 30.
[0026] Как показано на фиг.5 и 7, каждое из первых соединяющих устройств 300 имеет соединяющую головку 301, которая может свободно приближаться к заготовке W и отделяться от нее. В дополнение к этому, к соединяющей головке 301 прикреплены соединяющие элементы 302 и 303 для соединения сепараторов 30 друг с другом и удерживающее устройство 304 для удержания заготовки W. Удерживающее устройство 304 прикреплено к соединяющей головке 301 таким образом, что может свободно перемещаться между передним положением (фиг.9(А)) за пределами наконечников соединяющих элементов 302 и 303 и задним положением (фиг.10(А)), отстоящим от переднего положения. Между соединяющей головкой 301 и удерживающим устройством 304 расположена зажимная пружина 305 в качестве смещающего элемента для приложения смещающей силы к удерживающему устройству 304, при этом смещающая сила перемещает удерживающее устройство 304 в переднее положение.
[0027] Когда в выполненных таким образом первых соединяющих устройствах 300 соединяющая головка 301 относительно приближается к заготовке W, удерживающее устройство 304 приходит в контакт с заготовкой W и перемещается назад из переднего положения в заднее положение. В соответствии с этим наконечники соединяющих элементов 302 и 303 приходят в контакт с заготовкой W для выполнения соединения (см. фиг.9(А) и 9(В) и фиг.10(А)).
[0028] С другой стороны, когда соединяющая головка 301 относительно отделяется от заготовки W из состояния, при котором наконечники соединяющих элементов 302 и 303 находятся в контакте с заготовкой W, наконечники соединяющих элементов 302 и 303 отделяются от заготовки W в состоянии, при котором удерживающее устройство 304 продолжает удерживать заготовку W (фиг.10(А) и 10(В)). Затем удерживающее устройство 304 перемещается вперед из заднего положения в переднее положение посредством смещающей силы зажимной пружины 305 и отделяется от заготовки W.
[0029] Первые соединяющие устройства 300 перемещаются возвратно-поступательно между задним положением (положением, показанным позицией Р1 на фиг.11(А)) на задней стороне в направлении транспортировки заготовки W и передним положением (положением, показанным позицией Р2 на фиг.11(С)) на передней стороне в направлении транспортировки заготовки W. В дополнение к этому, первые соединяющие устройства 300 перемещаются вверх и вниз между положением удержания (положением, показанным позицией Р3 на фиг.12(В)), в котором заготовка W удерживается удерживающим устройством 304, и положением расцепления (положением, показанным позицией Р4 на фиг.12(А)), в котором удержание заготовки W удерживающим устройством 304 прекращается.
[0030] Первые соединяющие устройства 300 перемещаются возвратно-поступательно между задним положением Р1 и передним положением Р2 механизмом 504 привода возвратно-поступательного движения, включающим в себя шариковые винтовые пары, двигатель и т.п. Кроме того, первые соединяющие устройства 300 приводятся в движение между положением удержания и положением расцепления первым механизмом 505 привода вверх-вниз, включающим в себя шариковые винтовые пары, двигатель и т.п. Контроллер 500 управляет работой механизма 504 привода возвратно-поступательного движения и первого механизма 505 привода вверх-вниз. В дополнение к этому, соединяющие элементы 302 и 303 выделяют теплоту с помощью электрической энергии, подводимой от первого блока 507 электропитания (см. фиг.4). Контроллер 500 управляет первым блоком электропитания и регулирует температуру соединяющих элементов 302 и 303 путем регулирования количества электроэнергии, подводимой к соединяющим элементам 302 и 303, распределения электроэнергии во времени и т.п.
[0031] Каждое из первых соединяющих устройств 300 включает в себя: первый соединяющий элемент 302, выполненный с возможностью соединения боковых краев 31 пары сепараторов 30, и по меньшей мере один (один в показанном примере) второй соединяющий элемент 303, расположенный на стороне ниже по ходу относительно первого соединяющего элемента 302 в направлении транспортировки и выполненный с возможностью соединения боковых краев 31 пары сепараторов 30. Боковые края 31 сепараторов 30 соединяются друг с другом двумя соединяющими элементами 302 и 303. Как показано на фиг.1(А), на соединенных сепараторах 30 вдоль боковых краев 31 образованы многочисленные точки 50 соединения (пять точек в показанном примере).
[0032] На первом этапе выполнения соединения передние концы 51 боковых краев 31 пары сепараторов 30, последовательно наслоенных при транспортировке транспортировочным устройством 200, соединяются первыми соединяющими элементами 302 на стороне выше по ходу до транспортировки ко вторым соединяющим элементам 303 на стороне ниже по ходу (см. фиг.5(С)). В этом случае вторые соединяющие элементы 303 на стороне ниже по ходу работают вхолостую. После соединения передних концов 51 на первом этапе выполнения соединения боковые края 31 пары сепараторов 30, транспортируемой транспортировочным устройством 200, соединяются друг с другом первым и вторым соединяющими элементами 302 и 303 на втором и третьем этапах выполнения соединения (см. фиг.7). Изложенная выше операция соединения повторяется три раза для образования пяти точек 50 соединения.
[0033] Удерживающее устройство 304 функционирует как зажимной элемент, перемещающийся вместе с соединяющими устройствами, удерживая пару сепараторов 30. Пара сепараторов 30 может транспортироваться благодаря удержанию пары сепараторов 30 удерживающим устройством 304, функционирующим как зажимной элемент и перемещающим соединяющие устройства.
[0034] Предпочтительно, чтобы удерживающее устройство 304 имело скошенный участок 310, который расширяется к стороне выше по ходу относительно сепаратора 30 в направлении транспортировки (см. фиг.8). Причина заключается в том, что скошенный участок может предотвращать нарушение транспортировки вследствие столкновения удерживающего устройства 304 и транспортируемого электрода 40 или концов сепараторов 30. Радиус r1 кривизны скошенного участка 310 удерживающего устройства 304 задают меньшим по сравнению с радиусом R1 кривизны окружных поверхностей укладывающих барабанов 210 и 220. В дополнение к этому, кривизну скошенного участка 310 задают большей по сравнению с кривизной окружных поверхностей укладывающих барабанов 210 и 220.
[0035] Заметим, что позицией О на фиг.8 обозначена прямая линия, соединяющая центры пары укладывающих барабанов 210 и 220. Предпочтительно, чтобы захватывающая часть 215 располагалась на этой линии.
[0036] Предпочтительно, чтобы удерживающее устройство 304 было снабжено средством 320 отвода тепла. Оно будет предохранять активный материал в электроде 40 и т.п. от неблагоприятного воздействия тепла, накапливаемого в удерживающем устройстве 304 во время выполнения операций соединения.
[0037] Средство 320 отвода тепла (фиг.5(С)) может быть выполнено, например, при использовании материала с хорошей теплопроводностью в качестве материала для образования удерживающего устройства 304, или же может быть выполнено из теплорассеивающего радиатора 321, соединенного с удерживающим устройством 304, как показано на чертеже. Например, эффективность отвода тепла от удерживающего устройства 304 можно повысить всего лишь образованием удерживающего устройства 304 с использованием материала, обладающего хорошей теплопроводностью, такого как алюминий. Использованием теплорассеивающего радиатора 321 в качестве средства 320 отвода тепла можно дополнительно повысить эффективность отвода тепла от удерживающего устройства 304.
[0038] Предпочтительно, чтобы в удерживающем устройстве 304 имелось пространство 322 для отвода тепла, образованное вокруг средства 320 отвода тепла. Причина заключается в том, что при перемещении первых соединяющих устройств 300 создается воздушный поток, который рассеивает тепло, отводимое от средства 320 отвода тепла, и поэтому эффективность отвода тепла от удерживающего устройства 304 может быть повышена.
[0039] Предпочтительно, чтобы удерживающее устройство 304 было образовано из стенового элемента 324 с отверстиями 323, выполненными так, чтобы окружать соответственно первый и второй соединяющие элементы 302 и 303 и выпускать соединяющие элементы 302 и 303 наружу (см. фиг.5(А)). Причина заключается в том, что при U-образном построении стенового элемента 324 можно гарантировать эффективный отвод тепла от удерживающего устройства 304 благодаря свободному выходу тепла при сохранении основных функций удерживающего устройства 304, таких как удержание сепараторов 30.
[0040] Как показано на фиг.6, аналогично первым соединяющим устройствам 300, каждое из вторых соединяющих устройств 400 включает в себя соединяющую головку 401, соединяющий элемент 402, удерживающее устройство 404 и зажимную пружину 405 в качестве смещающего элемента. Кроме того, когда во вторых соединяющих устройствах 400 соединяющая головка 401 относительно приближается к заготовке W, удерживающее устройство 404 приходит в контакт с заготовкой W и перемещается назад из переднего положения в заднее положение. В соответствии с этим наконечник соединяющего элемента 402 приходит в контакт с заготовкой W. С другой стороны, когда соединяющая головка 401 относительно отдаляется от заготовки W из состояния, при котором наконечник соединяющего элемента 402 находился в контакте с заготовкой W, наконечник соединяющего элемента 402 отделяется от заготовки W в состоянии, при котором удерживающее устройство 404 продолжает удерживать заготовку W. Затем удерживающее устройство 404 перемещается вперед из заднего положения в переднее положение и отделяется от заготовки W посредством смещающей силы смещающего элемента 405.
[0041] Вторые соединяющие устройства 400 не перемещаются возвратно-поступательно в направлении транспортировки заготовки W и только перемещаются вверх и вниз между положением удержания, в котором заготовка W удерживается удерживающим устройством 404, и положением расцепления, в котором удержание заготовки W удерживающим устройством 404 прекращается.
[0042] Вторые соединяющие устройства 400 приводятся в движение вверх и вниз между положением удержания и положением расцепления вторым механизмом 506 привода вверх-вниз, включающим в себя шариковые винтовые пары, двигатель и т.п. Контроллер 500 управляет работой второго механизма 506 привода вверх-вниз. В дополнение к этому, соединяющий элемент 402 выделяет теплоту с помощью электрической энергии, подводимой от второго блока 508 электропитания (см. фиг.4). Контроллер 500 управляет вторым блоком электропитания и регулирует температуру соединяющего элемента 402 путем регулирования количества электроэнергии, подводимой к соединяющему элементу 402, распределения электроэнергии во времени и т.п.
[0043] Каждое из вторых соединяющих устройств 400 включает в себя множество соединяющих элементов 402 (в показанном примере - четыре). Задние края 33 сепараторов 30 соединяются друг с другом четырьмя соединяющими элементами 402. На соединенных сепараторах 30 вдоль задних краев 33 образованы многочисленные точки 50 соединения (в показанном примере - четыре точки), как показано на фиг.1(А).
[0044] Как показано на фиг.4, установка 100 для производства пакетированного электрода 20 имеет контроллер 500 для управления соответствующими устройствами и деталями. Контроллер 500 в основном включает в себя центральный процессор (ЦП) 510, запоминающее устройство, хранящее управляющие программы и т.п., панель управления и т.п. Сигналы от различных датчиков, обнаруживающих положения, состояния и т.п. сепараторов 30 и электрода 40 при транспортировке, вводятся в ЦП 510. ЦП 510 выдает сигналы на двигатель 501 привода укладывающих барабанов, регулирующие ролики 212 и 222 и двигатели 502 и 503 привода транспортеров в транспортировочном устройстве 200 для управления их работой. Кроме того, ЦП 510 выдает сигналы на механизм 504 привода возвратно-поступательного движения, первый механизм 505 привода вверх-вниз и первый блок 507 электропитания в первом соединяющем устройстве 300 с целью управления их работой. Более того, ЦП 510 выдает сигналы на второй механизм 506 привода вверх-вниз и второй блок 508 электропитания во втором соединяющем устройстве 400 с целью управления их работой.
[0045] С обращением к фиг.11 и 12 будет описана работа установки 100 для производства пакетированного электрода 20.
[0046] На фиг.11(А)-11(Н) схематично показана операция возвратно-поступательного перемещения удерживающих устройств 304 в первых соединяющих устройствах 300. На фиг.12(А)-12(G) схематично показана первая операция соединения первыми соединяющими устройствами 300.
[0047] Первые соединяющие устройства 300 перемещаются возвратно-поступательно между задним положением Р1 и передним положением Р2 (фиг.11(А)-11(С)) и перемещаются вверх и вниз между положением Р3 удержания и положением Р4 расцепления (фиг.12(А) и 12(В)). На фиг.11 сплошными стрелками показано перемещение вперед первых соединяющих устройств 300, а пунктирными стрелками показано обратное перемещение первых соединяющих устройств 300. Первые соединяющие устройства 300 перемещаются вперед синхронно с перемещением сепараторов 30 транспортировочным устройством 200. Для облегчения понимания на фиг.11(В)-11(Н) показана условная ситуация, как будто первые соединяющие устройства 300 удерживают и транспортируют сепараторы 30. С другой стороны, на фиг.12 показано состояние, при котором первые соединяющие устройства 300 перемещаются вперед синхронно с транспортировкой сепараторов 30.
[0048] Сначала, как показано на фиг.3, электрод 40 и пара сепараторов 30 последовательно накладываются друг на друга со стороны переднего конца 51 в направлении транспортировки, будучи транспортируемыми транспортировочным устройством 200. В этом случае электрод 40 транспортируется вперед в приблизительно горизонтальном положении устройством 230 размещения электродов в транспортировочном устройстве 200 синхронно с вращением укладывающих барабанов 210 и 220 и затем подается в захватывающую часть 215 между укладывающими барабанами 210 и 220 по касательному направлению. Кроме того, сепараторы 30, каждый из которых вырезан с приданием ему заданной формы, прикрепляются к удерживающим поверхностям 211 и 221 укладывающих барабанов 210 и 220 в транспортировочном устройстве 200 укладывающими барабанами 210 и 220 и транспортируются к захватывающей части 215 при вращении барабанов.
[0049] Верхнее и нижнее первые соединяющие устройства 300 обычно находятся в положении Р4 расцепления с просветом между ними (фиг.12(А)). После перемещения сепараторов 30 первые соединяющие устройства 300 смыкаются для удержания концевых участков боковых краев 31 сепараторов 30 (фиг.11(В)). До того как сепараторы 30 достигают вторых соединяющих элементов 303 на стороне ниже по ходу после прохождения первых соединяющих элементов 302 на стороне выше по ходу, первые соединяющие устройства 300 достигают положения Р3 удержания для удержания сепараторов 30 удерживающими устройствами 304 (фиг.12(В)).
[0050] Первые соединяющие устройства 300 перемещаются вперед в переднее положение Р2 синхронно с вращением укладывающих барабанов 210 и 220, удерживая сепараторы (фиг.11(С)). Первые соединяющие устройства 300 соединяют друг с другом боковые края 31 пары сепараторов 30 при использовании первых соединяющих элементов 302 на стороне выше по ходу, перемещаясь из заднего положения Р1 в переднее положение Р2 (фиг.12(С) и 12(D)). В этом случае вторые соединяющие элементы 303 на стороне ниже по ходу работают вхолостую (фиг.12(С) и 12(D)).
[0051] После первого этапа соединения верхнее и нижнее первые соединяющие устройства 300 раскрываются и возвращаются в положение Р4 расцепления для освобождения удерживаемых сепараторов (фиг.12(Е) и 12(F)). Затем первые соединяющие устройства 300 перемещаются обратно в заднее положение Р1 (фиг.11(D) и 12(G)).
[0052] После этого первые соединяющие устройства 300 снова смыкаются и перемещаются в положение Р3 удержания для удерживания боковых краев 31 сепараторов 30 и затем перемещаются вперед в переднее положение Р2 синхронно с вращением укладывающих барабанов 210 и 220 (фиг.11(Е)). Первые соединяющие устройства 300 соединяют друг с другом боковые края 31 пары сепараторов 30 при использовании первого и второго соединяющих элементов 302 и 303, перемещаясь из заднего положения Р1 в переднее положение Р2.
[0053] После второго этапа соединения верхнее и нижнее первые соединяющие устройства 300 раскрываются и возвращаются в положение Р4 расцепления для освобождения удерживаемых сепараторов 30. Затем первые соединяющие устройства 300 перемещаются обратно в заднее положение Р1 (фиг.11(F)).
[0054] После этого первые соединяющие устройства 300 снова смыкаются и перемещаются в положение Р3 удержания для удерживания боковых краев 31 сепараторов 30, а затем перемещаются вперед в переднее положение Р2 синхронно с вращением укладывающих барабанов 210 и 220 (фиг.11(G)). Первые соединяющие устройства 300 соединяют друг с другом боковые кромки 31 пары сепараторов 30 при использовании первого и второго соединяющих элементов 302 и 303, перемещаясь из заднего положения Р1 в переднее положение Р2.
[0055] После третьего этапа соединения верхнее и нижнее первые соединяющие устройства 300 раскрываются и возвращаются в положение Р4 расцепления для прекращения удержания сепараторов 30. Затем первые соединяющие устройства 300 перемещаются обратно в заднее положение Р1 (фиг.11(Н)). Таким образом, первые соединяющие устройства 300 трижды повторяют операции соединения для образования пяти точек 50 соединения. С помощью первых соединяющих устройств 300, много раз соединяющих боковые края 31 сепараторов 31 со стороны переднего конца 51 в направлении транспортировки, боковые края 31 сепараторов 31 могут быть соединены друг с другом в широком интервале.
[0056] Заготовка W, выпускаемая из захватывающей части 215 между укладывающими барабанами 210 и 220, помещается на первый транспортер 241 и транспортируется. По завершении операции соединения первыми соединяющими устройствами 300 передняя часть заготовки W помещается на второй транспортер 242. Далее заготовка W транспортируется вторым транспортером 242. После того как задние края 33 пары сепараторов 30 достигают места нахождения соединяющих элементов 402 вторых соединяющих устройств 400, транспортировка заготовки W вторым транспортером 242 прекращается.
[0057] В состоянии, когда транспортировка пары сепараторов 30 приостановлена, вторые соединяющие устройства 400 смыкаются и перемещаются в положение удержания для удерживания задних краев 33 сепараторов 30. Пока транспортировка пары сепараторов 30 сохраняется приостановленной, задние края 33 пары сепараторов 30 соединяются друг с другом четырьмя соединяющими элементами 402. В показанном примере вторые соединяющие устройства 400 выполняют операцию соединения только один раз с одновременным образованием четырех точек 50 соединения.
[0058] По завершении соединения задних краев 33 верхнее и нижнее вторые соединяющие устройства 400 раскрываются и возвращаются в положение Р4 расцепления для прекращения удержания сепараторов 30. Таким образом, соединение сепараторов 30 в заготовке W заканчивается получением пакетированного электрода 20, в котором боковые края 31 и задние края пары сепараторов соответственно соединены друг с другом. Затем второй транспортер 242 снова приводится в движение для транспортировки полученного пакетированного электрода 20 на этап последующей обработки.
[0059] После этого на непоказанном последующем этапе положительный пакетированный электрод 20, отрицательный электрод 40 и положительный пакетированный электрод 20 поочередно накладываются друг на друга для получения аккумулятора батареи.
[0060] На фиг.13 схематично показаны скорость транспортировки заготовки W, транспортируемой укладывающими барабанами 210 и 220, и изменение скорости первых соединяющих устройств 300, совершающих много раз возвратно-поступательные перемещения. На этой диаграмме скорость принимает положительные значения во время перемещения вперед в направлении транспортировки.
[0061] Заготовка W, проходящая через захватывающую часть 215, транспортируется со скоростью V1 за счет вращения укладывающих барабанов 210 и 220. С другой стороны, первые соединяющие устройства 300 совершают возвратно-поступательные перемещения между задним положением Р1 и передним положением Р2 с помощью механизма 504 привода возвратно-поступательного движения. На диаграмме временем t1 показано то время, в течение которого первые соединяющие устройства 300 покоятся в заднем положении Р1 для согласования во времени транспортировки заготовки W, а временем t2 показано то время, в течение которого первые соединяющие устройства 300 ускоряются после начала своего перемещения вперед. В дополнение к этому, временем t3 показано то время, в течение которого первые соединяющие устройства 300 перемещаются таким образом, что скорость первых соединяющих устройств 300 относительно скорости транспортировки заготовки W приближается к нулю, а временем t4 показано то время, в течение которого первые соединяющие устройства 300 замедляются, чтобы перемещаться в обратном направлении.
[0062] Первые соединяющие устройства 300 соединяют друг с другом боковые края 31 наслоенных сепараторов 30 во время их перемещения с заготовкой W. Кроме того, первые соединяющие устройства 300 повторяют это соединение, перемещаясь много раз (три раза в этом варианте осуществления) со стороны переднего конца 51 в направлении транспортировки. Заготовка W получается складчатой или происходит плохое соединение, если заготовка W и первые соединяющие устройства 300 не перемещаются с приблизительно одинаковой скоростью.
[0063] Следовательно, согласно этому варианту осуществления соединение, осуществляемое при перемещении первых соединяющих устройств 300, выполненных с возможностью соединения друг с другом боковых краев 31 пары сепараторов 30, таким образом, что скорость первых соединяющих устройств 300 относительно скорости транспортировки заготовки W приближается к нулю, повторяется много раз со стороны переднего конца 51 в направлении транспортировки. Более конкретно, сварка последовательно выполняется много раз со стороны переднего конца 51 при транспортировке сепараторов 30. Поэтому продолжительность обработки может быть уменьшена при предотвращении разделения сепараторов 30. Кроме того, успешное соединение может выполняться без образования складок на заготовке W.
[0064] В дополнение к этому, предпочтительно, чтобы соединение выполнялось тогда, когда скорость перемещения первых соединяющих устройств 300 становится постоянной. Причина заключается в том, что трудно согласовать величины ускорений сепараторов 30 и первых соединяющих устройств 300, а регулировка согласования во времени облегчается по сравнению со случаем, когда соединение выполняется при ускорении сепараторов 30 и первых соединяющих устройств 300.
[0065] Кроме того, боковые края 31 пары сепараторов 30, которые последовательно накладываются при транспортировке, последовательно соединяются друг с другом первыми соединяющими устройствами 300. Поэтому так называемое разделение пары сепараторов 30 может быть предотвращено, а соединительная операция по соединению друг с другом боковых краев 31 пары сепараторов 30 облегчена без расслаивания или образования складок на сепараторах 30, когда сепараторы 30 накладываются на электрод 40.
[0066] Кроме того, предпочтительно, чтобы пара сепараторов 30 перемещалась вместе с первыми соединяющими устройствами 300, удерживаясь удерживающими устройствами 304 в виде зажимных элементов. Поэтому соединение может выполняться при зафиксированных удерживающими устройствами 304 положениях сепараторов 30. В результате этого может быть выполнено точное соединение.
[0067] В этом варианте осуществления транспортировочное устройство 200, первые соединяющие устройства 300 и вторые соединяющие устройства 400 имеют описанные выше конструкции, а контроллер 500 управляет работой транспортировочного устройства 200, первых соединяющих устройств 300 и вторых соединяющих устройств 400. Поэтому реализуются следующие различные операции.
[0068] В частности, электрод 40 и пара сепараторов 30 последовательно накладываются друг на друга со стороны переднего конца 51 в направлении транспортировки при их транспортировании. Кроме того, передние концы 51 боковых краев 31 пары сепараторов 30 соединяются друг с другом первыми соединяющими элементами 302 на стороне выше по ходу относительно направления транспортировки, из числа двух соединяющих элементов 302 и 303, до транспортировки ко вторым соединяющим элементам 303 на стороне ниже по ходу.
[0069] При такой компоновке передние концы 51 боковых краев 31 пары сепараторов 30, которые последовательно накладываются друг на друга при транспортировке, соединяются друг с другом первыми соединяющими элементами 302 на стороне выше по ходу в первых соединяющих устройствах 300. Поэтому так называемое разделение пары сепараторов 30 может быть предотвращено. Кроме того, соединительная операция по соединению друг с другом боковых краев 31 пары сепараторов 30 выполняется без расслаивания или складок, образуемых на сепараторах 30, когда сепараторы накладываются на электрод 40. Как описывалось выше, предотвращается расслаивание или получение складчатой пары сепараторов 30, когда сепараторы 30 последовательно накладываются на электрод 40. Поэтому эффективность производства пакетированных электродов 20 повышается, что вносит вклад в повышение эффективности производства аккумуляторной батареи в целом.
[0070] По завершении соединения передних концов 51 боковые края 31 транспортируемой пары сепараторов 30 соединяются друг с другом многочисленными соединяющими элементами 302 и 303. Поскольку боковые края 31 пары сепараторов 30 соединяются друг с другом многочисленными соединяющими элементами 302 и 303, необходимое для соединения время может быть уменьшено. Таким образом, изготовление может быть ускорено.
[0071] При соединении передних концов 51 операции соединения могут выполняться только первыми соединяющими элементами 302 на стороне выше по ходу. Таким образом, вторые соединяющие элементы 303 на стороне ниже по ходу не должны выполнять операцию соединения передних концов 51. В результате этого можно исключить работу вхолостую вторых соединяющих элементов 303 на стороне ниже по ходу.
[0072] Соединение передних концов 51 выполняется сразу после того, как начинается наложение пары сепараторов 30. В соответствии с этим передние концы 51 соединяются друг с другом сразу после начала наложения боковых краев 31 сепараторов 30. Поэтому так называемое разделение пары сепараторов 30 может быть дополнительно предотвращено.
[0073] Помимо изложенных выше, этот вариант осуществления имеет следующие особенности.
[0074] В частности, электрод 40 пакетируется путем последовательного соединения друг с другом боковых краев 31 пары сепараторов 30 со стороны переднего конца 51 в направлении транспортировки при последовательном наложении друг на друга электрода 40 и пары сепараторов 30 со стороны переднего конца 51 в направлении транспортировки при транспортировании электрода 40 и пары сепараторов 30. Затем задние края 33 пары сепараторов 30 соединяются друг с другом в состоянии, когда транспортировка пары сепараторов 30 приостанавливается.
[0075] Таким образом, боковые края 31 пары сепараторов 30, которые последовательно накладываются при транспортировке, последовательно соединяются друг с другом первыми соединяющими устройствами 300 со стороны переднего конца 51 в направлении транспортировки. Поэтому так называемое разделение пары сепараторов 30 может быть предотвращено. Следовательно, соединительная операция по соединению друг с другом боковых краев 31 пары сепараторов 30 облегчается без расслаивания или складок, образуемых на сепараторах 30, когда сепараторы 30 накладываются на электрод 40. Кроме того, соединением задних краев 33 пары сепараторов 30 вторыми соединяющими устройствами 400 реализуется состояние, при котором сепараторы 30 соединены друг с другом не только по двум сторонам, обращенным друг к другу в плане, но и по другим сторонам. Следовательно, пара сепараторов 30 не расслаивается или не становится складчатой даже после того, как сепараторы 30 накладываются на электрод 40, и поэтому исключается трудоемкая работа, такая как коррекция расслаивания или складок. Как описывалось выше, расслаивание или складчатость пары сепараторов 30 предотвращается, когда сепараторы 30 последовательно накладываются на электрод 40, а также при последующей обработке. Таким образом, эффективность производства пакетированного электрода 20 повышается и тем самым вносится вклад в повышение эффективности производства аккумуляторной батареи в целом.
[0076] Между тем, в случае массового производства изделий на протяжении некоторого числа этапов, таких как различные этапы обработки, этапы сборки и этапы контроля, устанавливают такт транспортировки и для каждого этапа задают одну и ту же продолжительность обработки. В таком случае заготовку, обработанную на каждом из этапов, перемещают на следующий этап. Кроме того, в случае способа массового производства важно уменьшать число этапов путем выполнения многочисленных процессов в пределах установленного такта транспортировки и тем самым повышать эффективность производства.
[0077] Кроме того, соединение задних краев 33 пары сепараторов 30 можно выполнять на отдельном этапе. Однако в этом случае число этапов возрастает, и это приводит к возможности увеличения общего времени производства. Следовательно, потребность в повышенной эффективности производства не может быть удовлетворена. Кроме того, поскольку пакетированный электрод 20 имеет строение, при котором электрод 40 заключен между парой сепараторов 30, электрод 40 и пару сепараторов 30 необходимо транспортировать синхронно друг с другом. Поэтому транспортировку и приостановку транспортировки повторяют для правильного согласования во времени. Путем использования того времени, на которое транспортер приостанавливают для правильного согласования во времени, задние края 33 пары сепараторов 30 могут быть соединены друг с другом в состоянии, когда транспортировка транспортировочным устройством 200 приостановлена в пределах установленного такта транспортировки. Поэтому не только боковые края 31 пары сепараторов 30, но и задние края 33 сепараторов могут быть соединены друг с другом без снижения скорости пакетирования электрода 40 между сепараторами 30.
[0078] Вторые соединяющие устройства 400 расположены между находящимися ниже по ходу транспортировочными деталями 241 и 242 (между первым транспортером 241 и вторым транспортером 242), и задние края 33 пары сепараторов 30 соединяются друг с другом в середине пути транспортировки наложенных друг на друга электрода 40 и сепараторов 30. При такой компоновке задние края 33 пары сепараторов 30 на участке, перекрывающемся с укладывающими барабанами 210 и 220, могут быть соединены друг с другом без снижения скорости пакетирования электрода 40 между сепараторами 30.
[0079] Пара сепараторов 30 транспортируется в состоянии, при котором боковые края 31 выступают за удерживающие поверхности 211 и 221 соответственно. При такой компоновке первые соединяющие устройства 300 могут быть расположены, не мешая укладывающим барабанам 210 и 220, в зоне, где пара сепараторов 30 отделяется от удерживающих поверхностей 211 и 221 укладывающих барабанов 210 и 220, т.е. по сторонам захватывающей части 215. При выполнении операции соединения последовательное соединение друг с другом боковых краев 31 пары сепараторов 30 со стороны переднего конца 51 в направлении транспортировки может быть осуществлено сразу же после отделения пары сепараторов 30 от удерживающих поверхностей 211 и 221 и наложения. Таким образом, передние концы 51 в направлении транспортировки, где пара сепараторов 30 накладываются друг на друга, соединяются друг с другом сразу же после отделения от укладывающих барабанов 210 и 220. Когда передние концы 51 пары сепараторов 30 соединены друг с другом, задние концы пары сепараторов транспортируются, наслаиваясь укладывающими барабанами 210 и 220. Таким образом, пара сепараторов 30 может быть соединена друг с другом с предотвращением образования складок или расслоения пары сепараторов 30. Следовательно, так называемое разделение сепараторов 30 может быть предотвращено более эффективно.
[0080] Пара сепараторов 30 транспортируется к электроду 40, удерживаясь на соответствующих поверхностях пары цилиндрических роторов, т.е. укладывающих барабанов 210 и 220. Поскольку при такой компоновке пара сепараторов 30 транспортируется, удерживаясь на дуговых поверхностях, последовательное соединение боковых кромок 31 может быть легко выполнено при транспортировке пары сепараторов 30.
[0081] Соединяющая головка 301, включающая в себя соединяющие элементы 302 и 303 для соединения пары сепараторов 30 и удерживающее устройство 304 для удержания заготовки W, перемещается так, чтобы относительно приближаться к заготовке W. Затем, после того как заготовка W начинает удерживаться удерживающим устройством 304, пара сепараторов 30 соединяется друг с другом соединяющими элементами 302 и 303. Впоследствии, после относительного отделения соединяющей головки 301 от заготовки W и отделения соединяющих элементов 302 и 303 от пары сепараторов 30, зажимание заготовки W удерживающим устройством 304 прекращается.
[0082] При такой компоновке удержание заготовки W удерживающим устройством 304 и соединение соединяющими элементами 302 и 303 могут выполняться за одно действие по перемещению соединяющей головки 301 вблизи заготовки W в пределах одного этапа. Поэтому продолжительность цикла может быть уменьшена. Как описывалось выше, продолжительность цикла, необходимая для пакетирования электрода 40 между парой сепараторов 30, уменьшается, в результате чего повышается эффективность производства пакетированного электрода 20 и поэтому вносится вклад в повышение эффективности производства аккумуляторной батареи в целом. Кроме того, соединение соединяющими элементами 302 и 303 выполняется после того, как заготовка W начинает удерживаться удерживающим устройством 304. Поэтому соединение может быть выполнено аккуратно и точно. Кроме того, после соединения заготовка W удерживается удерживающим устройством 304 до тех пор, пока соединяющие элементы 302 и 303 не отделятся от заготовки W. Этим исключается опасность отслаивания соединенных сепараторов 30 друг от друга, когда наконечники соединяющих элементов 302 и 303 отделяются от точек 50 соединения.
[0083] Кроме того, соединение, выполняемое при перемещении соединяющих устройств, выполненных с возможностью соединения друг с другом боковых краев 31 пары сепараторов 30, таким образом, что скорость первых соединяющих устройств 300 относительно скорости транспортировки заготовки W приближается к нулю, повторяется много раз со стороны переднего конца 51 в направлении транспортировки.
[0084] Таким образом, соединение выполняется последовательно много раз со стороны переднего конца 51 при транспортировке сепараторов 30. В результате продолжительность обработки может быть уменьшена при предотвращении разделения сепараторов 30. Кроме того, последовательное соединение может быть выполнено без складок, образуемых на сепараторах 30.
[0085] В дополнение к этому, соединение выполняется, когда скорость перемещения первых соединяющих устройств 300 становится постоянной. Трудно согласовывать величины ускорений сепараторов 30 и первых соединяющих устройств 300. Поэтому регулировка согласования во времени при соединении и т.п. облегчается по сравнению со случаем, когда соединение выполняется при ускорении сепараторов 30 и первых соединяющих устройств 300. В результате этого может быть выполнено точное соединение.
(Модификация)
[0086] Хотя в описании была приведена компоновка, в которой задние края 33 сепараторов 30 соединяются друг с другом вторыми соединяющими устройствами 400, передние края 32 или передние и задние края 32 и 33 могут соединяться друг с другом вторыми соединяющими устройствами 400.
[0087] Пара укладывающих барабанов 210 и 220, расположенных друг над другом в описанном выше варианте осуществления, может быть расположена в другой ориентации. Электрод 40 транспортируется по касательному направлению (направлению, ортогональному к прямой линии, соединяющей центры пары укладывающих барабанов 210 и 220) между укладывающими барабанами 210 и 220. Например, когда укладывающие барабаны 210 и 220 расположены бок о бок, электрод 40 может транспортироваться в вертикальном направлении сверху или снизу.
[0088] В описанном выше варианте осуществления один непрерывный сепараторный элемент 34 разрезается сепараторными резаками 213 и 223 до заданной формы в состоянии прикрепления к окружным поверхностям укладывающих барабанов 210 и 220. Однако к укладывающим барабанам 210 и 220 можно прикреплять и транспортировать сепараторы 30, предварительно нарезанные до заданной формы.
ПРОМЫШЛЕННАЯ ПРИМЕНИМОСТЬ
[0089] Как ясно из приведенного выше описания, настоящее изобретение позволяет предотвращать расслаивание или складчатость пары сепараторов при наложении сепараторов на электрод, тем самым повышая эффективность производства пакетированных электродов.
ПЕРЕЧЕНЬ ПОЗИЦИЙ
[0090]
20 - пакетированный электрод
30 - сепаратор
31 - боковой край
32 - передний край
33 - задний край
34 - сепараторный элемент
40 - электрод
50 - точка соединения
51 - передний конец
100 - производственная установка
200 - транспортировочное устройство
210, 220 - укладывающий барабан, цилиндрический ротор
211, 221 - удерживающая поверхность
215 - захватывающая часть
230 - устройство размещения электродов
241, 242 - находящаяся ниже по ходу транспортировочная деталь
300 - первое соединяющее устройство
301 - соединяющая головка
302 - первый соединяющий элемент, находящийся выше по ходу соединяющий элемент
303 - второй соединяющий элемент, находящийся ниже по ходу соединяющий элемент
304 - удерживающее устройство
305 - зажимная пружина, смещающий элемент
310 - скошенный участок
320 - средство отвода тепла
321 - теплорассеивающий радиатор
322 - пространство для отвода тепла
323 - отверстие
324 - стеновой элемент
400 - второе соединяющее устройство
500 - контроллер
W - заготовка
Реферат
Изобретение относится к устройствам для производства аккумуляторов. Технический результат - повышение эффективности производства. Установка для производства пакетированного электрода включает в себя: транспортировочное устройство, выполненное с возможностью последовательного наложения друг на друга электрода и пары сепараторов со стороны переднего конца в направлении транспортировки при транспортировании электрода и пары сепараторов; первый соединяющий элемент, выполненный с возможностью соединения друг с другом боковых краев пары сепараторов; по меньшей мере один второй соединяющий элемент, расположенный ниже по ходу относительно первого соединяющего элемента в направлении транспортировки и выполненный с возможностью соединения друг с другом боковых краев пары сепараторов. Передние концы боковых краев пары сепараторов, последовательно накладываемых при транспортировке транспортировочным устройством, соединяются друг с другом расположенным выше по ходу первым соединяющим элементом, до того как передние концы транспортируются к расположенному ниже по ходу второму соединяющему элементу. 2 н. и 6 з.п. ф-лы, 13 ил.
Формула
транспортировочное устройство, выполненное с возможностью последовательного наложения друг на друга электрода и пары сепараторов со стороны переднего конца в направлении транспортировки при транспортировании электрода и пары сепараторов;
первый соединяющий элемент, выполненный с возможностью соединения друг с другом боковых краев пары сепараторов, причем боковые края расположены вдоль направления транспортировки;
по меньшей мере один второй соединяющий элемент, расположенный ниже по ходу относительно первого соединяющего элемента в направлении транспортировки и выполненный с возможностью соединения друг с другом боковых краев пары сепараторов; и
контроллер, выполненный с возможностью управления работой транспортировочного устройства, первого соединяющего элемента и второго соединяющего элемента,
при этом контроллер выполнен с возможностью приведения в действие расположенного выше по ходу первого соединяющего элемента для соединения друг с другом передних концов боковых краев пары сепараторов, последовательно налагаемых при транспортировании транспортировочным устройством, до того как передние концы транспортируются к расположенному ниже по ходу второму соединяющему элементу.
последовательное наложение друг на друга электрода и пары сепараторов со стороны переднего конца в направлении транспортировки при транспортировании электрода и пары сепараторов и соединение друг с другом передних концов боковых краев пары сепараторов расположенным выше по ходу в направлении транспортировки соединяющим элементом, который является одним из по меньшей мере двух соединяющих элементов, до того как передние концы транспортируют к соединяющему элементу, расположенному ниже по ходу в направлении транспортировки.
Комментарии