Паяльное устройство и способ изготовления паяного соединения деталей с использованием адгезива для временного соединения деталей - RU2743182C1
Код документа: RU2743182C1
Чертежи









Описание
Настоящее изобретение относится к способу изготовления паяного соединения между множеством деталей в технологической камере, изолированной от окружающей среды, посредством нагревания и расплавления припоя, расположенного между соединяемыми деталями.
УРОВЕНЬ ТЕХНИКИ
Термин "детали", в общем, используется для обозначения MID-оснований, подложек, подложкодержателей, несущих плат, держателей деталей, опор для монтажа или т.п. из металла, керамики, пластика или других материалов, или любых комбинаций материалов, а также закрепляемых на них деталей, таких как силовые полупроводниковые микросхемы, (полупроводниковые) блоки или т.п.
Посредством способа рассматриваемого типа в частности изготавливаются занимающие большую площадь пайки, при которых припаиваются к металлизированным керамическим подложкам или другим MID-основаниям или, соответственно, спаиваются друг с другом, например, полупроводниковые элементы, микроэлектронные элементы или силовые полупроводниковые микросхемы, такие как транзисторы или диоды на печатных платах, ТИЗ, МОП или диоды, или при которых к металлическим несущим платам и/или радиаторам припаиваются металлизированные керамические подложки. В паяльном устройстве рассматриваемого типа также можно паять печатные платы, которые должны быть соединены с радиаторами.
Чтобы достичь оптимального результата пайки, расплавленный припой вместе с подлежащими соединению деталями необходимо под контролем нагреть до температуры выше точки плавления припоя, также при избыточном давлении более 1013 бар, а затем под контролем охладить до температуры ниже точки затвердевания припоя, чтобы соединить детали без усадочных раковин.
Изготовление паяных соединений происходит, как правило, в изолированной от окружающей среды технологической камере, в частности в технологической камере с возможностью создания вакуума, в которой расположено паяльное устройство, содержащее базовую пластину и нажимную пластину, между которыми расположен паяемый узел, содержащий деталь или детали и припой. Базовая пластина и нажимная пластина выполнены с возможностью регулировки относительно друг друга в отношении промежутка между ними, чтобы прикладывать к паяемому узлу прессующее усилие. Вместе с тем, нажимная пластина и/или базовая пластина могут вызывать нагрев и/или охлаждение деталей и припоя. Для этого указанные пластины могут быть термически соединены с соответствующими источниками тепла и/или теплоотводами.
Как правило, детали и припой, который может существовать, например, в виде пластинок припоя или порошкового припоя, перед загрузкой в технологическую камеру собираются в стопу.
Однако при необходимом манипулировании деталями вне и/или внутри технологической камеры, а также во время самого процесса пайки существует риск того, что детали после затвердевания расплавленного припоя будут находиться не в требуемом положении относительно друг друга. Отклонения могут возникать как в отношении положения деталей в горизонтальном направлении, так и в отношении расстояния между ними.
В US 4 801 069 А представлен способ и устройство для соединения деталей деталей в газовой атмосфере, причем на первом этапе на плате в качестве MID-основания посредством адгезива устанавливается пластинка припоя и по меньшей мере временно закрепляется посредством нагревания, а на следующем этапе посредством дополнительного адгезива и с нагружением давлением припаиваемая деталь перед процессом пайки временно прикрепляется к пластинке припоя и MID-основанию. Вышеописанный процесс является многоступенчатым и содержит повторный нагрев и охлаждение компонентов, так что, с одной стороны, он представляет собой сравнительно длительный технологический процесс, связанный с большими затратами энергии и тепловыми нагрузками. Многоступенчатые этапы расположения легко могут привести к неправильному позиционированию. Из-за многоступенчатости способа осуществить его в вакуумной атмосфере невозможно.
В US 2009 / 0 085 227 А1 предлагается способ и устройство для соединения детали с MID-основанием методом перевернутого кристалла, при котором заранее заданное расстояние достигается благодаря монтажному устройству с установочной рамкой, которая в результате того, что она направляется вакуумным штампом, устанавливает соединяемую деталь на MID-основание. После позиционирования соединяемой детали на MID-основании посредством установочной рамки происходит соединение путем нагрева расположенной между ними смолы порошкового припоя, причем образуется газовая атмосфера припоя, которая выделяется в результате конвекции, так что спаиваются только соединяемые контактные поверхности. Для этого не предлагается ни промотор адгезии для временного выравнивания и крепления, ни дополнительное нагружение давлением, осуществляемое во время и после процесса соединения, чтобы после процесса соединения сохранить минимальное промежуток и выравнивание относительно друг друга.
Из US 5 175 410 А известно прижимное устройство для контактных ножек припаиваемой детали на MID-основании для монтажа кристалла на ленточном носителе, причем в процессе пайки прижимное устройство прижимает к поверхности MID-основания контактные ножки, выступающие из детали по ее периметру. Наружные нажимные полки предназначены для прижатия припаиваемых концевых участков контактных ножек к поверхности пайки MID-основания, тогда как внутренние нажимные полки прилегают непосредственно к корпусу припаиваемой детали. Поэтому непосредственно к MID-основанию прижимаются только выборочные соединяемые участки детали, и обеспечить заранее определенную конструктивную высоту всего паяемого узла невозможно, и из-за этого также невозможна регулируемая пайка участков между деталью и MID-основанием. Прижимное устройство может быть использовано только для деталей с контактными ножками, расположенными по внешней периферии детали.
Задача изобретения состоит в том, чтобы создать способ названного выше типа, при котором детали могут быть соединены друг с другом быстрее, с меньшими затратами и с более точным соблюдением размеров.
ОБЪЕКТ ИЗОБРЕТЕНИЯ
Эта задача решается благодаря способу с признаками пункта 1 формулы изобретения. Предпочтительные варианты осуществления способа являются объектом зависимых пунктов формулы изобретения.
Предлагается, подлежащие соединению детали посредством адгезива временно соединять в паяемый узел, в котором детали зафиксированы относительно друг друга в положении стыкования. Благодаря этому предотвращается смещение деталей относительно друг друга во время сборки в паяемый узел и/или при манипуляциях с паяемым узлом, например, при загрузке в технологическую камеру.
Временное соединение деталей посредством адгезива предпочтительно осуществляется благодаря адгезионным силам, вступающим в действие на поверхностях раздела между адгезивом и деталями или, соответственно, припоем.
В соответствии с предпочтительным вариантом осуществления адгезив выбирается так, чтобы во время изготовления паяного соединения он испарялся без остатка. Благодаря этому обеспечивается то, что качество паяного соединения не ухудшается из-за возможных остатков.
Адгезив может быть нанесен распылением на большой площади перед или во время позиционирования деталей на держателе деталей или целенаправленно, например, по типу двухкоординатного графопостроителя, нанесен в заранее определенных местах и областях деталей, подложкодержателя и/или держателя деталей в виде точек, линий или на большой площади. Нанесение адгезива предпочтительно осуществляется автоматически, чтобы сделать возможным высокопроизводительное серийное производство.
Предпочтительно предлагаемый способ пайки осуществляется с помощью пластинок припоя, так называемых заготовок из припоя, причем от использования паяльной пасты, которая может содержать флюс, можно отказаться.
Согласно еще одному предпочтительному варианту осуществления температура испарения адгезива при давлении испарения, которое ниже атмосферного давления, ниже температуры плавления припоя при атмосферном давлении или даже при избыточном давлении выше 1013 мбар. Благодаря этому обеспечено, что адгезив может полностью испариться уже перед расплавлением припоя. Для этого температура испарения адгезива при атмосферном давлении не обязательно должна быть ниже температуры плавления припоя, она может быть и выше.
Согласно еще одному предпочтительному варианту осуществления обеспечено, что паяемый узел нагревается до промежуточной температуры, которая ниже температуры плавления припоя при атмосферном давлении или даже при избыточном давлении выше 1013 мбар, а давление в технологической камере понижается до давления ниже давления испарения при промежуточной температуре, так что адгезив испаряется. Понижение давление в технологической камере предпочтительно может быть осуществлено только после нагрева паяемого узла до промежуточной температуры. Тем не менее, давление можно понизить еще до достижения промежуточной температуры. Понижать давление можно непрерывно или ступенями. Однако должно быть обеспечено, чтобы адгезив мог испариться перед расплавлением припоя.
Согласно еще одному предпочтительному варианту осуществления обеспечено, что давление в технологической камере сначала понижается до давления выше давления испарения адгезива при промежуточной температуре, так что адгезив пока не испаряется, а после этого для очистки паяемого узла в технологическую камеру вводится средство для чистки, в частности муравьиная кислота, водород или плазма, и затем давление в технологической камере понижается до давления ниже давления испарения адгезива при промежуточной температуре. Под вводом плазмы в технологическую камеру в частности также понимается генерация плазмы в самой технологической камере, причем при необходимости в технологическую камеру может вводиться подходящее подлежащее ионизации вещество. Преимущество такого варианта состоит в том, что даже во время процесса очистки еще существует временная связь между деталями и/или припоем. При понижении давления в технологической камере до давления ниже давления испарения адгезива при промежуточной температуре адгезив и материал для чистки могут выводиться из технологической камеры вместе.
Однако в качестве альтернативы также можно сначала испарить адгезив и только затем ввести в технологическую камеру средство для чистки.
Согласно еще одному предпочтительному варианту осуществления промежуточная температура во время понижения давления в технологической камере до давления ниже давления испарения адгезива может поддерживаться на заданном значении температуры или в заданном температурном диапазоне, по меньшей мере до полного испарения адгезива. Указанное значение температуры или, соответственно, указанный температурный диапазон всегда ниже температуры плавления при нормальном давлении или даже при избыточном давлении выше 1013 мбар. Благодаря этому еще больше уменьшается риск того, что при расплавлении припоя на паяемом узле все еще будет находиться адгезив.
Согласно еще одному предпочтительному варианту осуществления может быть обеспечено, что адгезив располагается в области краев и/или углов, и/или центра, или, соответственно, в центральной части соединяемых деталей и/или припоя. Таким образом, адгезив может быть нанесен весьма просто.
Согласно предпочтительному варианту осуществления обеспечено, что расплавление припоя происходит после испарения адгезива, чтобы предотвратить загрязнение припоя.
Согласно еще одному предпочтительному варианту осуществления может быть обеспечено, что адгезив является жидким или пастообразным и в частности содержит терпеновый спирт, в особенности изоборнилциклогексанол. Необходимое жидкое или пастообразное агрегатное состояние должно существовать по меньшей мере при комнатной температуре и атмосферном давлении.
В качестве адгезива также могут использоваться соответствующие смеси или растворы различных веществ. В частности в материал также могут быть добавлены наполнители или сгустители. Однако должно быть обеспечено, чтобы компоненты адгезива, возможно твердые при комнатной температуре и атмосферном давлении, при повышенной температуре и пониженном давлении согласно вышеуказанным условьям могли испариться перед расплавлением припоя.
Согласно еще одному предпочтительному варианту осуществления обеспечено, что паяемый узел по меньшей мере во время расплавления припоя помещен в паяльное устройство, расположенное в технологической камере, причем паяльное устройство содержит базовую пластину и нажимную пластину, между которыми помещен паяемый узел, и которые выполнены с возможностью регулировки относительно друг друга в отношении промежутка между ними, чтобы прикладывать к паяемому узлу прессующее усилие, и упорное устройство, ограничивающее промежуток между базовой пластиной и нажимной пластиной до минимального промежутка, так что после расплавления припоя паяемый узел имеет заданную толщину. Паяльное устройство обеспечивает, что детали и припой предварительно напрягаются относительно друг друга, а после расплавления припоя продолжают сжиматься, так как расплавленный припой может продолжить распределяться между деталями и заполняет небольшие промежутки, возможно имеющиеся между деталями. При этом упорное устройство ограничивает размер в спрессованном состоянии, так что после затвердевания припоя паяемый узел имеет определенную толщину или высоту. Благодаря этому еще больше повышается точность размера, так как могут быть надежно предотвращены не только боковые смещения, но и отклонения от заданной толщины или высоты образованного из деталей узла. Кроме того предотвращается то, что при слишком сильном сжатии припой может вытекать сбоку между деталями. От обычно применяемых паяльных рамок изобретение отличается тем, что контакт с непосредственным прикосновением происходит только в течение короткого времени, а именно тогда, когда припой находится в расплавленном состоянии, или начинается фаза затвердевания. Длительный контакт или, соответственно контакт с механической фиксацией предотвращается, чтобы избежать повреждений или, соответственно, напряжений в материале.
Особенно предпочтительно упорное устройство может быть использовано в многокамерной установке для поточного производства. Такая установка содержит по меньшей мере две камеры, в частности три камеры соответственно для предварительного нагрева, соединения и охлаждения. Упорное устройство обеспечено предпочтительно по меньшей мере в камере охлаждения, чтобы при затвердевании припоя обеспечить механическое выравнивание. Кроме того, упорное устройство может быть применено и в паяльной камере для соединения деталей, а также в камере предварительного нагрева для выравнивания, осуществляемого перед процессом соединения. Для этого через установку предпочтительно может направляться упорное устройство с подвижным держателем деталей.
Согласно предпочтительному варианту осуществления упорное устройство расположено на базовой пластине или нажимной пластине.
Согласно еще одному варианту осуществления упорное устройство является регулируемым, так что может быть установлен минимальный промежуток. Благодаря этому возможна гибкая адаптация упорного устройства к различным размерам или различному числу соединяемых деталей.
Согласно еще одному предпочтительному варианту осуществления предусмотрено, что упорное устройство содержит множество упорных элементов, в частности регулируемых по длине. Благодаря этому соблюдение размеров может быть обеспечено по всей поперечной протяженности паяемого узла. В частности, может быть предотвращено перекашивание или наклон нажимной пластины и базовой пластины относительно друг друга.
Согласно предпочтительному варианту осуществления упорные элементы могут иметь регулировочное устройство, в частности регулировочную резьбу, взаимодействующее с обеспеченным на базовой пластине или на нажимной пластине комплементарным регулировочным устройством, в частности с комплементарной резьбой. Благодаря этому можно простым способом достичь требуемой регулируемости упорного устройства.
Согласно еще одному предпочтительному варианту осуществления обеспечено, что упорные элементы расположены так, что при достижении минимального промежутка они соответствующим свободным концом опираются на деталь паяемого узла, на базовую рамку, несущую на себе одну из деталей, или на базовую пластину. Если упорные элементы должны опираться на одну из деталей паяемого узла, то указанная деталь соответственно должна быть концевой деталью, которая образует, так сказать, дно или крышку стопы деталей и в боковом направлении выступает за другие детали паяемого узла. Тем не менее, упорные элементы могут упираться и в другие компоненты. Таким образом, упорные элементы, например, закрепленные на нажимной пластине, могут упираться в опорную рамку, используемую в качестве держателя деталей, или даже в саму базовую пластину. Опорная рамка может нести на себе, например, MID-основание в качестве концевой детали паяемого узла.
В электротехнике и электронике регулировка температуры в процессах пайки и соединения спеканием сильно влияет на качество, надежность и срок службы изделия. В течение фазы охлаждения припоя при затвердевании могут возникать зерна или островки припоя, причем существенное влияние на соединение имеют такие свойства материалов, как модуль упругости, температурный коэффициент припоя и ориентация зернистой структуры припоя. Усталостные свойства соединения сильно зависят от размеров зерен припоя. В рамках изобретения оказалось, что возможно целенаправленное влияние на размер и ориентацию зерен посредством целенаправленного темперирования в течение фазы нагрева и, в особенности, в течение фазы охлаждения. При этом для лучшего управления процессом темперирование желательно осуществлять не только с нижней стороны деталей, но и сверху. Тем самым можно уменьшить возникающие механические напряжения между соединяемыми компонентами, улучшить выравнивание и минимизировать тенденции к короблению. Таким образом, согласно предпочтительному варианту осуществления базовая пластина и/или нажимная пластина являются нагреваемыми и/или охлаждаемыми. С этой целью базовая пластина и/или нажимная пластина могут иметь источник тепла и/или теплоотвод, которые могут быть интегрированы в базовую пластину или, соответственно, в нажимную пластину. Базовая пластина и/или нажимная пластина также могут быть выполнены с возможностью термического соединения, или могут быть термически соединены с источником тепла и/или теплоотводом, например с нагревающей и/или охлаждающей пластиной. В частности базовая пластина и/или нажимная пластина могут быть сконфигурированы так, что в области поверхности контакта с деталями они имеют температурный градиент, благодаря которому детали можно нагревать и/или охлаждать так, что области деталей, расположенные вблизи края детали, имеют более высокую температуру, чем области деталей, находящиеся на удалении от края детали. В результате создается возможность затвердевания припоя изнутри наружу, т.е. в направлении краев. Во время процесса охлаждения жидкий припой все еще может течь снаружи внутрь. Благодаря этому предотвращается образование усадочных раковин и/или полостей в припое из-за уменьшающегося объема припоя при охлаждении. Примерный вариант осуществления такого устройства раскрыт в документе 2016/091962 А1, объем раскрытия которого полностью включено в данную заявку путем ссылки. Таким образом, целенаправленно может быть достигнуто регулирование температуры деталей сверху. В этом отношении нажимная пластина, наряду с механическим выравниванием, делает возможным регулирование температуры путем целенаправленного нагревания и/или охлаждения верхней стороны деталей. Это можно использовать, в частности, при спекании, в особенности при спекании давлением, в качестве способа соединения, так что даже после выхода из пресса для спекания делается возможным как выравнивание, так и регулирование температуры.
Согласно указанному примеру осуществления функции темперирования базовой пластины и/или нажимной пластины является особенно предпочтительным, выполнять темперирование, в частности, нажимной пластины или поверхностных областей нажимной пластины, обращенных к верхней стороне дателей, посредством текучего теплоносителя или посредством одного или множества темперирующих элементов. В качестве текучего теплоносителя можно использовать нагреваемую жидкость, в частности воду или смесь воды и гликоля, предпочтительно при повышенном давлении жидкости 2-3 бара или выше, чтобы сделать возможным быстрый нагрев или охлаждение. Также предпочтительно можно использовать электрический темперирующий элемент, в частности электрическое сопротивление или охлаждающий элемент Пельтье, или тому подобное. При этом, например, в качестве нагревателя можно использовать электрический элемент, а для охлаждения - охлаждающую текучую среду, или наоборот. Кроме того, можно использовать радиационный нагрев, например, в виде инфракрасного излучателя и, таким образом, нагревать сверху, например, нажимную пластину посредством точечного инфракрасного излучателя или маски инфракрасного излучателя, пропускающей инфракрасный свет на нажимную пластину только в выбранных местах. Отдельные нагревающие и охлаждающие элементы можно комбинировать целесообразным образом. Таким образом, возможен зонный нагрев в разных фазах процесса и в различных областях устройства, чтобы достичь непрерывного регулирования температуры во время процесса соединения, как с верхней стороны, так и с нижней стороны деталей.
Особенно предпочтительно на темперируемой нажимной пластине могут быть образованы выступающие выступы, в частности теплопроводящие выступы и уступы, а также выемки и углубления, чтобы нагрузить давлением различные уровни деталей и достичь хорошей тепловой связи. Для этого упорные элементы могут соприкасаться непосредственно с держателем деталей или базовой пластиной, или с дополнительными компонентами, такими как зажимные приспособления, рама для деталей и т.д. Выступы и уступы крышки могут быть установлены с подпружиниванием относительно крышки, так что давление нажима выступов относительно поверхности детали зависит от расстояния между крышкой и поверхностью детали. Таким образом, может стать возможным заблаговременное темперирование детали перед максимальным нагружением давлением, благодаря чему селективно можно поддерживать температуру припоя в пластифицированной или жидкой фазе, прежде чем будет приложено максимальное давлением нажима.
Предпочтительно также может быть обеспечено множество нажимных пластин, каждая из которых оснащена упорным устройством, и которые выполнены с возможностью перемещения и регулировки по высоте относительно держателя деталей вместе или по отдельности. Таким образом, отдельные детали могут со смещением во времени подвергаться давлению и контактировать с целью темперирования. Каждая из нажимных пластин может определять отдельные зоны темперирования, или регулироваться посредством одной темперированной среды или одного темперирующего устройства, так что детали подвергаются различной тепловой обработке сверху в соответствии с их теплоемкостью. При индивидуальной перемещаемости отдельных нажимных пластин давление нажима может быть отрегулировано по-разному, в зависимости от группы деталей.
Для тепловой связи с поверхностными областями деталей могут быть обеспечены упорный элемент или упорные элементы упорного устройства, размеры и конфигурация которых могут быть выполнены специально так, чтобы обеспечить неоднородный ввод тепла или отвод тепла.
Согласно еще одному предпочтительному варианту осуществления паяльное устройство имеет несущий узел, на котором непосредственно или косвенно с подпружиниванием опирается или установлена нажимная пластина. Тем не менее, в принципе альтернативно или дополнительно непосредственно или косвенно с подпружиниванием может опираться или может быть установлена также базовая пластина. Благодаря опоре или установке с подпружиниванием в частности обеспечивается то, что упорное устройство, в частности, если оно имеет множество упорных элементов, может равномерно опираться на соответствующую сопряженную поверхность, т.е. на деталь, базовую пластину или опорную рамку. Кроме того, предотвращается то, что исполнительное устройство, предназначенное для относительного перемещения между базовой пластиной и нажимной пластиной, может развить неприемлемо большое прессующее усилие, в результате чего может быть повреждено паяльное устройство.
Согласно еще одному предпочтительному варианту осуществления может быть обеспечена возможность регулировки упругой силы, с которой нажимная пластина действует на паяемый узел. Это может быть выполнено, например, посредством заменяемых пружин, имеющих разную длину и/или различный коэффициент жесткости. Также могут быть обеспечены регулируемые пружины, например, с возможностью установки эффективной длины пружин. В результате дополнительно к ограничению прессующего усилия прессующее усилие, действующее на паяемый узел, может быть ограничено посредством упорного устройства.
Согласно еще одному предпочтительному варианту осуществления базовая пластина может регулироваться относительно несущего узла. Так, например, несущий узел может опираться на технологическую камеру, тогда как базовая пластина может регулироваться. Тем не менее, возможно и обратное решение с неподвижной базовой пластиной и регулируемой нажимной пластиной.
Согласно еще одному предпочтительному варианту осуществления может быть обеспечено, что та сторона нажимной пластины, которая связана с базовой пластиной, имеет плоскую форму или по меньшей мере один выступающий, в частности плоский выступ, контактирующий с паяемым узлом. Предпочтительно выступающий выступ в поперечном сечении, т.е. в своей поперечной протяженности, меньше паяемого узла или, соответственно, детали, контактирующей с выступом, так что в поперечном направлении может быть создан температурный градиент, по меньшей мере в детали, непосредственно контактирующей с выступом.
Применение изобретения в частности предпочтительно при спекании, предпочтительно при спекании под давлением, при котором посредством применения давления при пониженных температурах может быть достигнуто прочное соединение деталей. Благодаря целенаправленному выравниванию деталей относительно друг друга и обеспеченному контролю высоты могут быть значительно уменьшены производственные дефекты и дефектные соединения. В частности благодаря дополнительному целенаправленному темперированию сверху посредством упорного устройства процесс соединения может быть усовершенствован до такой степени, что можно целенаправленно повлиять на другие технологические параметры и улучшить их.
ЧЕРТЕЖИ
Дополнительные предпочтительные варианты осуществления изобретения следуют из описания и чертежей.
Ниже изобретение объясняется на основе примеров его осуществления и со ссылками на чертежи. На чертежах изображено следующее:
ФИГ. 1 и 2 - схематичные представления на виде сбоку и частично на виде сверху паяемых узлов, в соответствии с предлагаемым изобретением способом временно соединенных посредством адгезива;
ФИГ. 3 - схематичная диаграмма давление-температура для осуществления предлагаемого изобретением способа согласно первому примеру осуществления;
ФИГ. 4 - схематичная диаграмма давление-температура для осуществления предлагаемого изобретением способа согласно второму примеру осуществления;
ФИГ. 5 - схематичная диаграмма температура-время для осуществления предлагаемого изобретением способа согласно первому и/или второму примеру осуществления;
ФИГ. 6 и 7 - схематичные, частично в разрезе, виды сбоку предлагаемого изобретением паяльного устройства согласно первому примеру осуществления, показанного в разных регулируемых положениях;
ФИГ. 8 - виды сбоку различных паяемых узлов;
ФИГ. 9 и 10 - схематичные представления предлагаемого изобретением паяльного устройства, расположенного в технологической камере и выполненного согласно второму и третьему примеру осуществления;
ФИГ. 11а, b - схематичное представление предлагаемого паяльного устройства согласно четвертому примеру осуществления;
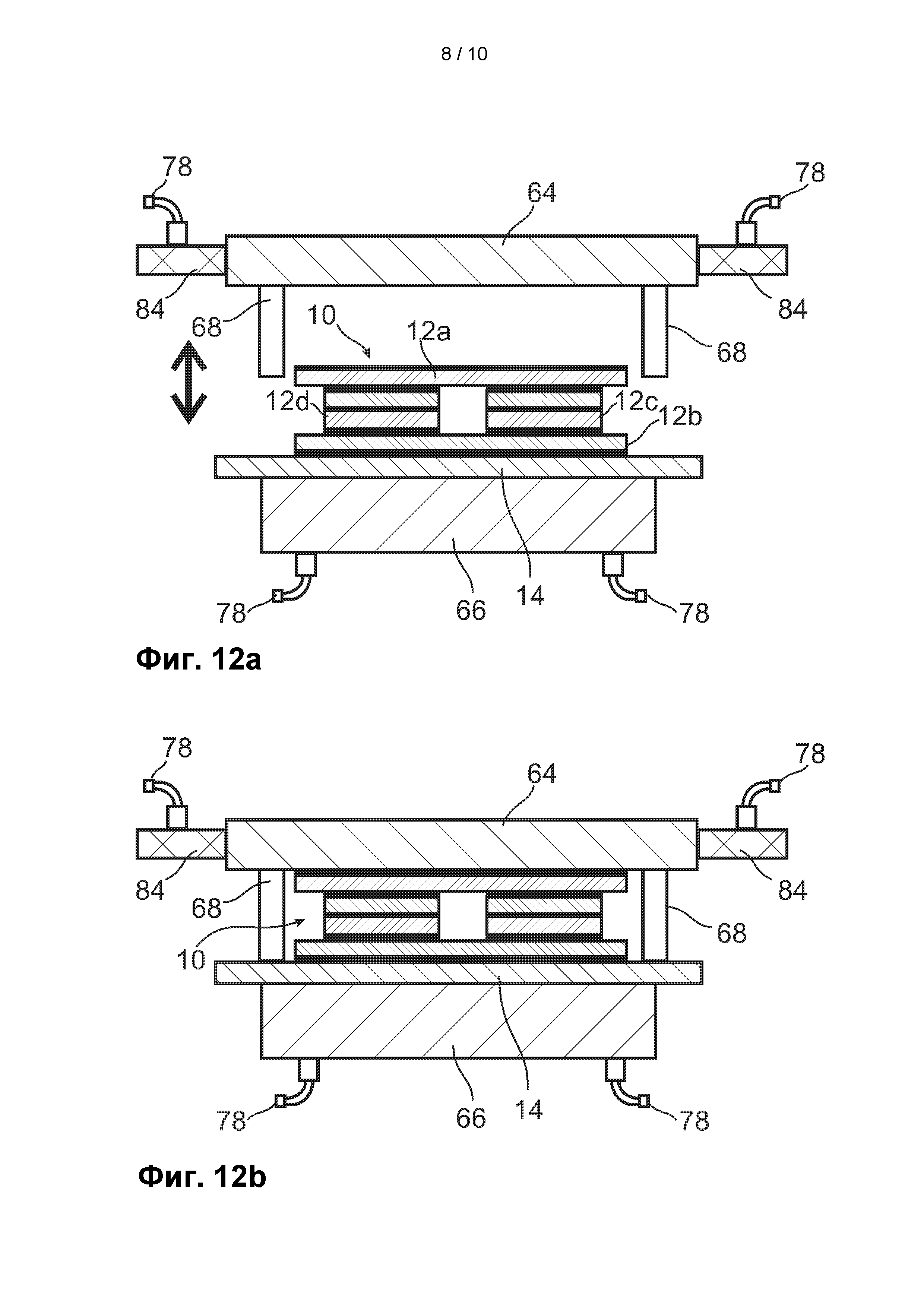
ФИГ. 12а, b - схематичное представление предлагаемого паяльного устройства согласно пятому примеру осуществления;
ФИГ. 13а, b - схематичное представление предлагаемого паяльного устройства согласно шестому примеру осуществления;
ФИГ. 14а, b - схематичное представление предлагаемого паяльного устройства согласно седьмому примеру осуществления.
На ФИГ. 1 и 2 показаны детали 12А, 12В, подлежащие соединению друге другом посредством припоя. Между каждой парой деталей 12А, 12В расположен припой 16, например, в виде одной или множества поверхностей для пайки, применяемых, например, в корпусах с матричным расположением шариковых контактов (BGAs, Ball Grid Arrays). Детали 12A, 12В уложены в стопу на дополнительной детали в виде MID-основания 14, причем деталь 12В, лежащая непосредственно на MID-основании 14, может быть соединена с MID-основанием 14 уже на предыдущем этапе, или в указанном месте также может быть обеспечен припой 16 в еще нерасплавленной форме.
В отношении своего поперечного сечения детали 12В имеют одинаковый или немного больший размер, чем детали 12А, и, таким образом, могут немного выдаваться за них со всех сторон. Напротив, припой 16, расположенный в виде площадок, в отношении поперечного сечения имеет немного меньший размер, чем детали 12А, так что вдоль краев деталей 12А или, соответственно, 12В имеются периферические узкие полости. В каждую из этих полостей в области углов деталей введен адгезив 18 в форме небольших капель, временно соединяющий детали в соответствующий паяемый узел 10. Адгезив 18, предпочтительно жидкий или пастообразный, в частности содержит терпеновый спирт, в особенности изоборнилциклогексанол. Изоборнилциклогексанол имеется в продаже, например, под торговым названием "Terusolve МТРН" компании Nippon Terpene Chemicals.
Посредством адгезива 18 детали 12А, 12В благодаря адгезии фиксируются относительно друг друга в положении стыкования, так что они предохранены, по меньшей мере в боковом направлении, от непреднамеренного смещения или сдвига, например, из-за вибраций во время транспортировки в технологическую камеру.
Затем паяемый узел 10, показанный на ФИГ. 1 или 2, может быть загружен в технологическую камеру, которая может заключать в себе паяльное устройство. Примерные технологические камеры, показанные на ФИГ. 9 и 10, более подробно описываются ниже.
Технологическая камера изолирована от окружающей среды и имеет соответствующие устройства, которые могут изменять давление в технологической камере или, соответственно, нагревать детали 12А, 12В или расплавлять припой 16. Кроме того, в технологической камере могут иметься дополнительные устройства, которые могут снова охлаждать соединенные детали 12А, 12В. Альтернативно могут быть обеспечены одна или множество технологических камер, в которые для охлаждения и/или дальнейших операций обработки автоматически или вручную могут перемещаться один или множество паяемых узлов 10.
Ниже описывается способ изготовления паяного соединения между деталями 12А, 12В в соответствии с двумя разными вариантами осуществления.
Диаграммы давление-температура (p/t-диаграммы) на ФИГ. 3 и 4 схематично показывают обозначенные стрелками изменения давления и температуры между различными точками процесса. Ликвидус L, представляющий собой линию раздела фаз между твердым и жидким агрегатным состоянием припоя 16, например, припоя, содержащего олово, серебро и медь, проходит почти независимо от давления при температуре приблизительно 220°С. Линия Р раздела фаз обозначает переход адгезива 18 из жидкой фазы в паровую фазу в зависимости от температуры и давления, причем адгезив 18 слева, выше кривой существует в жидкой фазе, а справа, ниже кривой - в паровой фазе.
Для изоборнилциклогексанола в качестве адгезива 18, в основе которого лежат представленные p/t-диаграммы, температура кипения при атмосферном давлении составляет от 308°С до 313°С. Путем понижения давления в технологической камере температуру кипения адгезива можно опустить ниже точки плавления припоя. Это позволяет нагревать паяемый узел 10 почти до точки плавления припоя 16, без испарения адгезива 18.
Начиная с точки А процесса, в которой имеет место атмосферное давление и комнатная температура, сначала только повышается температура, пока в точке В процесса не будет достигнута температура приблизительно 180°С.
Затем в примере осуществления согласно ФИГ. 3 на следующем этапе давление в технологической камере понижается, пока при температуре 180°С и давлении от 1 до 10 мбар не будет достигнута точка С процесса. При переходе из точки В процесса в точку С процесса происходит переход через линию Р раздела фаз, так что адгезив 18 испаряется и может быть выведен из технологической камеры.
После этого в технологическую камеру может быть введено средство для чистки, например, может быть введена или создана муравьиная кислота, водород или плазма, чтобы очистить соединяемые детали 12А, 12В.
На следующем этапе температура повышается от 180°С до температуры плавления припоя 16, составляющей 220°С или больше, так что достигается точка D процесса.
Во втором примере осуществления согласно ФИГ. 4, в отличие от первого примера осуществления согласно ФИГ. 3, после достижения точки В процесса давление понижается только до тех пор, пока не будет достигнута точка В' процесса, которая пока находится немного выше линии Р раздела фаз адгезива 18, т.е. пока в жидкой фаза адгезива. Точка В' процесса, например, находится в точке, соответствующей температуре 180°С и давлению от 10 до 100 мбар.
Когда достигается точка В', как описано выше, в технологическую камеру вводится средство для чистки, чтобы очистить от загрязнений детали 12А, 12В. В отличие от первого примера осуществления в точке В' процесса адгезив 18 еще не испаряется. По окончании очистки давление при почти постоянной температуре снижается еще больше, пока не будет достигнута точка С процесса, соответствующая температуре 180°С и давлению от 1 до 10 мбар. Адгезив 18 начинает испаряться и выводится из технологической камеры вместе со средством для чистки.
Затем при почти неизменном давлении повышается температура паяемого узла 10, пока в точке D не будет достигнут или, соответственно, перейден ликвидус L, и припой 18 растворяется и соединяется с деталями 12А, 12В.
Здесь следует заметить, что переход между различными точками А, В, В', С, D показан лишь схематично. Так, температура и давление, по меньшей мере на некоторых участках, может изменяться также одновременно, так что показанные состояния не обязательно должны изменяться изотермически или, соответственно, изобарно. Тем не менее, следует стремиться к тому, чтобы перед возникновением условий, вызывающих испарение адгезива 18, температура паяемого узла 10 как можно больше приблизилась к температуре ликвидуса припоя 16, чтобы по возможности минимизировать интервал времени, когда адгезив 18 уже испарен, но детали еще не соединены.
Кроме того, разумеется, во время процесса дело может дойти до отклонений давления, возникающих вследствие испарения адгезива 18 и/или растворителей и средств для чистки, так как соответствующие вакуумные устройства технологической камеры могут выводить получающийся газ из технологической камеры только с задержкой во времени.
Ниже со ссылкой на ФИГ. 5 представляется примерная диаграмма изменения температуры во времени, на которой посредством температурной кривой Т показано изменение во времени температуры паяемого узла.
Процесс пайки может быть разделен на различные фазы Р1-Р4 процесса, обозначенные на ФИГ. 5 соответствующим образом. Кроме того, на диаграмме обозначены различные диапазоны или временные интервалы, в течение которых в технологической камере преобладают определенные атмосферные состояния. Диапазоны, в которых существует азотная атмосфера, обозначены ссылочным знаком N, диапазоны, в которых преобладает вакуум (с различными давлениями), обозначены ссылочным знаком V, а диапазон, в котором существует атмосфера средства для чистки, обозначен ссылочным знаком R.
В течение фазы Р1 предварительного нагрева температура паяемого узла повышается до 160-180°С. В течение большей части времени фазы Р1 предварительного нагрева существует азотная атмосфера N, причем в конце фазы Р1 предварительного нагрева на короткое время создается вакуум V.
Затем следует фаза Р2 очистки, в течение которой преобладает атмосфера R средства для чистки, и лишь к концу на короткое время создается вакуум V. Короткая вакуумная фаза означает вывод испаренного адгезива или, соответственно, средства для чистки. В течение фазы Р2 очистки температура пока изменяется лишь незначительно.
Фаза Р1 предварительного нагрева и фаза Р2 очистки предпочтительно происходят в первой камере (камере предварительного нагрева) многокамерной установки.
Затем в течение фазы Р3 плавления происходит повышение температуры до температуры плавления припоя приблизительно 220°С, причем сначала существует азотная атмосфера N, которая при достижении температуры плавления заменяется вакуумом V. В конце фазы Р3 плавления в технологическую камеру снова вводится азот, причем эта азотная атмосфера N сохраняется также во время следующей фазы Р4 охлаждения, в которой температура понижается до менее 50°С.
Фаза Р3 плавления предпочтительно происходит во второй камере (паяльная камера), а фаза Р4 охлаждения - в третьей камере (камера охлаждения), причем обе фазы Р3 и Р4 могут происходить и в одной камере.
Предпочтительно отдельные камеры могут быть герметично изолированы друг от друга, и обеспечено устройство непрерывного действия для проведения держателей деталей через отдельные камеры, так что при поточном производстве может быть достигнута высокая производительность.
Ниже со ссылкой на ФИГ. 6 и 7 описывается предлагаемое изобретением паяльное устройство 50 согласно первому варианту осуществления. Предпочтительно описываемое ниже упорное устройство используется по меньшей мере в камере охлаждения в течение фазы Р4 охлаждения, пока припой еще жидкий. При этом давление нажима может действовать на верхнюю сторону деталей.
Паяльное устройство 50 включает в себя опорную рамку 54 и несущий узел 52, соединенный с опорной рамкой 54. В опорную рамку 54 вставлена подложка 14 паяемого узла 10, которая посредством пружин 72 сжатия, опирающихся на несущий узел 52, предварительно напрягается в направлении опорной рамки 54. На несущем узле 52 посредством пружин 70 сжатия с подпружиниванием установлена нажимная пластина 64. Нажимная пластина 64 имеет упорное устройство с множеством упорных элементов 68, которые посредством регулировочной резьбы закреплены на нажимной пластине 64 с возможностью регулировки по длине. В базовую пластину 66 интегрирован расположенный в сквозном отверстии подпружиненный температурный датчик, который может измерять температуру подложки 14.
После установки паяемого узла 10 в опорную рамку 54 и крепления несущего узла 52 на опорной рамке 54 узел, состоящий из несущего узла 52 и опорной рамки 54, может быть вставлен в удерживающий узел 56, причем опорная рамка 54 крепится посредством направляющих роликов 58, 60 и крепежных планок 62.
Паяльное устройство 50 также содержит регулируемую по высоте базовую пластину 66, которая через открытую снизу опорную рамку 54 может непосредственно входить в контакт с подложкой 14.
Паяльное устройство 50 может быть расположено в вакуумируемой технологической камере, ниже это будет описано более подробно.
Базовая пластина 66 и/или нажимная пластина 64 могут быть соединены с не показанными источниками тепла и/или теплоотводами, позволяющими нагревать или, соответственно, охлаждать паяемый узел 10. Когда базовая пластина 66 перемещается в направлении стрелки (ФИГ. 7) в направлении нажимной пластины 64, MID-основание 14, включая расположенные на нем детали 12А, 12В, поднимается из опорной рамки 54 против силы пружин 72 сжатия. После определенного перемещения верхняя деталь 12В наталкивается на нажимную пластину 64, так что паяемый узел 10 нагружается прессующим усилием, и детали 12А, 12В или, соответственно, MID-основание 14, сжимаются, пока упорные элементы 68 своим свободным концом не упрутся в MID-основание 14. В этом положении, показанном на ФИГ. 7, нажимная пластина 64 и базовая пластина 66 достигли положения, при котором промежуток между ними минимален, так что паяемый узел 10 дальше сжиматься не может. Благодаря этому согласно ФИГ. 8 может быть создан паяемый узел 10, имеющий определенную высоту п.
Если вместо MID-основания 14 в опорную рамку 54 вставляется вспомогательная базовая пластина (не показана), на которую просто накладывается одна или множество деталей 12А, 12В без припоя, а на детали 12А, 12В опять же накладывается припой 16, то перед собственно изготовлением паяного соединения указанные детали 12А, 12В могут быть снабжены покрытием из расплавленного припоя 16, которое также имеет определенную высоту h (см. ФИГ. 8). Для этого в месте контакта с припоем 16 нажимную пластину 64 можно снабдить покрытием из разделительного средства.
Ниже со ссылкой на ФИГ. 9 и 10 описываются паяльные устройства 150, 250 согласно второму и, соответственно, третьему примеру осуществления. Паяльные устройства 150, 250 содержат изолированную от окружающей среды, вакуумируемую технологическую камеру 74. В технологической камере 74 лишь схематично показан удерживающий узел 56, в который помещается или устанавливается базовая пластина 54. В свою очередь в опорной рамке 54 установлено MID-основание 14 в качестве составной части двух паяемых узлов 10.
Паяльное устройство 150 (ФИГ. 9) содержит нажимную пластину 64, установленную на технологической камере 74.
Паяльное устройство 250 (ФИГ. 10) содержит нажимную пластину 64, которая аналогично первому примеру осуществления (ФИГ. 6 и 7) установлена на опорной рамке 54.
Паяльные устройства 150, 250 также содержат регулируемую по высоте базовую пластину 66, которая через отверстие в опорной рамке 54 может входить в контакт с подложкой. При этом подложка с двумя паяемыми узлами 10 может прижиматься к нажимной пластине 64. На нажимной пластине 64 закреплены упорные элементы 68, которые при достижении минимального промежутка между базовой пластиной 66 и нажимной пластиной 64 соприкасаются с MID-основанием 14, так что паяемые узлы 10 больше сжиматься не могут и, следовательно, имеют определенную высоту.
В рассматриваемом примере упорные элементы 68 также могут быть выполнены с возможностью регулировки по высоте.
Нажимная пластина 64 может быть плоской (ФИГ. 6, 7 и 10) или в соответствии с модифицированным вариантом иметь один или множество выступающих выступов 76, которые могут входить в контакт с паяемыми узлами 10 (ФИГ. 9). Как показано на ФИГ. 9, выступы 76 могут иметь немного меньшее поперечное сечение, так что они могут входить в контакт только с частью поверхности верхней детали. В результате в пределах деталей может быть создан температурный градиент.
Предпочтительно посредством нажимной пластины в рамках горизонтальной ориентации могут быть достигнуты различные концепции селективного охлаждения. Селективное охлаждение в конце процесса пайки в уровне техники известно - для этого имеются концепции, предусматривающие нанесение испарением охлаждающего вещества на паяемый материал с нижней стороны или механическое контактирование охлаждающих штифтов с паяемым материалом. При этом достигается то, что в процессе затвердевания припой определенно затвердевает изнутри наружу и, таким образом, в структуре припоя усадочные раковины и дефектные места не получатся. На следующих ФИГ. 11-14 (на каждом чертеже - с удаленной и прижимаемой нажимной пластиной) представлены различные концепции осуществления механического контактирования охлаждающего или нагревающего устройства с верхней стороны детали, чтобы сделать возможным такое селективное управление нагревом или охлаждением, которое позволяет селективно влиять на процесс затвердевания припоя также сверху, посредством механического соединения через нажимную пластину.
На ФИГ. 11-14 оказаны различные варианты осуществления, показывающие возможности в отношении селективного однородного или неоднородного охлаждения или нагрева паяемых узлов с верхней стороны.
На ФИГ. 11а (с находящейся на некотором расстоянии нажимной пластиной 64) выступ 76 нажимной пластины 64, который может охлаждаться или нагреваться, подводится (см. ФИГ. 11b) вплотную к паяемому узлу 10, состоящему из уложенных друг на друга в стопу деталей 12, соединенных посредством припоя 16, чтобы осуществить охлаждение/нагрев сверху. Ход нажима ограничивается упорными элементами 68, соприкасающимися с верхней стороной рамки 82 для деталей или зажимными приспособлениями. Упорная пластина 64 направляется удерживающей рамкой 84 нажимного устройства, обрамляющей упорную пластину 64, причем удерживающая рамка 84 посредством патрубков 78 для текучего теплоносителя может по выбору нагреваться или охлаждаться. Текучий теплоноситель может представлять собой смешанную с гликолем воду под давлением, что делает возможной быструю регулировку температуры нажимной пластины. Базовая пластина 66, на которую опирается MID-основание 14, также может нагреваться или охлаждаться текучим теплоносителем посредством патрубков 78, так что становится возможной регулировка температуры как сверху, так и снизу. Перед нагружением давлением припой 16 неоднородно распределяется под паяемым узлом 10, так что возникает наклонное положение паяемого узла 10 относительно MID-основания 14 и различное распределение припоя. После нагружения давлением (ФИГ. 11b) может быть достигнута горизонтальная ориентация и однородное распределение припоя внутри и под паяемым узлом 10.
В конфигурации примера осуществления согласно ФИГ. 12а (с нажимной пластиной 64, находящейся на некотором расстоянии) и ФИГ. 12b (нагружение давлением паяемого узла 10), измененной по сравнению с ФИГ. 11, посредством одной нажимной пластины 64 сжимается весь паяемый узел 10, содержащий множество деталей 12a-12d. Нажимная пластина 64 в свою очередь темперируется посредством удерживающей рамки 84, через которую протекает текучая среда, и через MID-основание 14 также можно темперировать базовую пластину 66, расположенную под паяемым узлом 10. Паяемый узел имеет множество расположенных рядом друг с другом деталей 12с, 12d, которые в виде сандвича охвачены более крупными деталями 12а, 12b в качестве основания и крышки. В результате выравнивания более крупных деталей 12а, 12b, например, охлаждающей пластины и объединительной пластины, происходит выравнивание более мелких деталей 12с, 12d.
В варианте осуществления упорного устройства, показанном на ФИГ. 13а, 13b (в открытом и, соответственно, сжатом состоянии) обеспечено множество нажимных пластин 64а, 64b, которые могут перемещаться отдельно и индивидуально, но также могут перемещаться вместе на удерживающей рамке 84. Каждая из нажимных пластин 64а, 64b содержит соответствующие индивидуально регулируемые нажимные элементы 68, которые, например, могут иметь разную высоту и выполнены с возможностью отдельного или совместного темперирования посредством патрубков 78 для текучей среды. Благодаря выступам 76 на подложкодержателе 14 с адаптацией к высоте и размеру поверхности могут быть сжаты различные паяемые узлы 10а, 10b. Таким образом, селективно можно охлаждать и выравнивать паяемый материал 10, имеющий разную высоту. Нагревательная и охлаждающая способность на различных нажимных элементах может регулироваться индивидуально. Различные упорные элементы 76 обеспечивают индивидуально регулируемую высоту упора нажимных пластин 64а, 64b.
Наконец, вариант осуществления, показанный на ФИГ. 14а, 14b (открытое и сжатое состояние), имеет нажимную пластину 64 без собственного охлаждающего или нагревающего устройства. Нажимную пластину 64 можно темперировать косвенно, посредством расположенного сбоку охлаждающего или нагревающего устройства, интегрированного в удерживающую рамку 84 нажимной пластины 64. Таким образом, нажимная пластина 64, например, может быть интегрирована в прижимное устройство, и/или может темперироваться посредством охлаждающего или нагревающего устройства, расположенного под паяемым материалом. На нажимной пластине расположены вертикальные выступы 76, которые могут селективно соприкасаться с отдельными поверхностными областями паяемого узла 10 и селективно вводить или отводить тепло. Одновременно выступы 76 служат в качестве упорных элементов 68. При этом можно сжимать и темперировать отдельные детали 12а, тогда как другие, чувствительные к давлению детали 12b, 12с паяемого узла 10 не затрагиваются.
Варианты осуществления, показанные на ФИГ. 11-14, можно использовать в отдельности или в комбинации, и они могут дополнять и комбинировать друг друга с синергетическим эффектом, или показывать свои предпочтительные эффекты в отдельности.
Во всех вариантах осуществления паяльного устройства 50, 150, 250 (ФИГ. 6-14) детали 12А, 12В способом, описанным со ссылкой на фиг 1-5, можно посредством адгезива 18 временно соединять друг с другом, с припоем 16 и/или MID-основанием или, соответственно, подложкой 14.


Реферат
Изобретение может быть использовано при получении паяных соединений деталей, в частности для закрепления силовых полупроводниковых микросхем на металлизированных керамических подложках, например MID-основаниях, несущих платах. Соединяемые детали (12А, 12В) посредством адгезива (18) временно соединяют в паяемый узел (10) с их фиксацией в положении стыкования. Паяемый узел (10) нагревают до промежуточной температуры ниже температуры плавления припоя (16) при атмосферном давлении. Сначала давление в технологической камере (74) понижают до давления выше давления испарения адгезива (18) при промежуточной температуре так, что адгезив (18) пока не испаряется. Для очистки паяемого узла (10) в технологическую камеру (74) вводят средство для чистки, в частности муравьиную кислоту, водород или плазму. Затем давление в технологической камере (74) понижают до давления ниже давления испарения адгезива (18) при промежуточной температуре. Использование адгезива обеспечивает надежное закрепление паяемого узла, а заданный температурный режим и регулирование давления в камере позволяют соединить детали без усадочных раковин. 17 з.п. ф-лы, 14 ил.
Формула
Документы, цитированные в отчёте о поиске
Способ пайки металлических структур
Предназначенный для позиционирования припоя соединительный материал с подложкой и дискретно расположенным на ней припоем, способ изготовления сотового элемента с использованием такого соединительного материала и соответствующий сотовый элемент
Комментарии