Устройство выравнивания подложки для высокопроизводительной установки совмещения фотошаблонов - RU2650724C1
Код документа: RU2650724C1
Чертежи





Описание
[Область техники]
Настоящее изобретение относится к новой технологии для предотвращения проблем выравнивания путем надежной фиксации полностью выровненной подложки пластины, а также повышения производительности за счет увеличения максимальной мощности (веса) выравниваемой пластины.
[Уровень техники]
За последнее время низкая стоимость, высокая производительность и высокая степень интеграции полупроводниковых приборов стали необходимыми условиями конкурентоспособности предприятия в условиях рынка. Для достижения высокой степени интеграции полупроводниковых приборов используют процессы уменьшения масштаба, включая процесс истончения и укорачивания оксидных пленок на затворе и каналов транзисторных устройств и т.п., а также разрабатывают различные типы технологий и систем для производства полупроводников.
Фотолитография, один из процессов производства полупроводников, включает в себя следующие процессы: промывание пластины для удаления примесей с поверхности пластины; обработка поверхности пластины для надлежащего сцепления светочувствительной пленки к пластине; равномерное нанесение на пластину светочувствительной пленки требуемой толщины; выравнивание и оптическое экспонирование для совмещения фотошаблона или промежуточного фотошаблона (далее «фотошаблон») на пластине, на которую нанесена фоточувствительная пленка, и освещение фотошаблона для формирования рисунков схемы фотошаблона на пластине; а также проявление фоточувствительной пленки, деформированной вследствие оптического экспонирования, с использованием промывочного раствора. В частности, основное полупроводниковое устройство для процессов совмещения/оптического экспонирования называется установкой совмещения фотошаблонов.
Установка совмещения фотошаблонов общего вида содержит подложку фотошаблона, на которой установлен фотошаблон с предварительно определенными рисунками, подложку пластины, на которой выгравирована пластина в соответствии с рисунками установленного фотошаблона, а также проекционную оптическую систему, установленную между ними.
Фотошаблон с рисунками схемы устанавливают на подложке, на подложку устанавливают пластину под захватом, а затем выбирают позицию для освещения посредством горизонтальных и вертикальных движений.
В качестве предшествующего уровня техники раскрыт патент с регистрационным номером 1360954 (название изобретения: Выравнивающее устройство для установки совмещения фотошаблонов с повышенной эффективностью выравнивания), ранее зарегистрированный заявителем настоящей патентной заявки.
Согласно предшествующему уровню техники выравнивание осуществляют путем свободного перемещения подложки пластины вверх и вниз с использованием множества выравнивающих воздушных амортизаторов, центрирование осуществляют за счет поддержки центра подложки пластины в одной точке с использованием одного модуля центрирования, а выравнивание осуществляют таким образом, что фиксирующий пластину цилиндр фиксирует боковые поверхности выравнивающего стержня путем подачи давления на стержень.
[Раскрытие сущности]
[Техническая проблема]
Даже если выравнивание выполнено точно, пластина будет смещена при перемещении подложки пластины после завершения выравнивания.
В соответствии с предшествующим уровнем техники, полностью выровненную подложку пластины фиксируют путем частичного сжатия боковых поверхностей выравнивающего стержня. Таким образом, подложка пластины смещается в результате отклонения (ошибок), возникающего при перемещении выравнивающего стержня вверх, вниз, влево и вправо, и проскальзывает из-за слабой фиксации выравнивающего стержня. В результате уменьшается вес пластины (образец), которая может быть выровнена в максимально возможной степени.
Кроме того, воздушный цилиндр общего вида используют в воздушных амортизаторах предшествующего уровня техники, что снижает гибкость по мере движения из-за высокого значения исходной установки и затрудняет точную регулировку давления.
Кроме того, эффективность модуля центрирования для одноопорной поддержки центра подложки пластины меняется в зависимости от степени обработки и сборки. В результате требуется высокий уровень подготовки и точности в производственных процессах, и при несоблюдении этих требований процесс центрирования выполняется неточно.
[Техническое решение]
В соответствии с аспектом настоящего изобретения, при условии, технология блокировки действует таким образом, что стопорное кольцо, вставленное на внешней стороне выравнивающего стержня, сохраняет наклонное состояние, внутренняя круговая поверхность стопорного кольца фиксирует противоположные стороны выравнивающего стержня путем подачи давления на стержень, а технология разблокировки действует таким образом, что, когда стопорное кольцо сохраняет горизонтальное положение, внутренняя круговая поверхность стопорного кольца находится на расстоянии от выравнивающего стержня.
В соответствии с другим аспектом настоящего изобретения, технология отличается тем, что в процессе выравнивания пластины в состоянии, в котором стопорное кольцо разблокировано путем перемещения цилиндра управления блокировкой вперед, стопорное кольцо может заблокировать выравнивающий стержень путем получения величины давления выравнивающего воздушного амортизатора, включая цилиндр с низким коэффициентом трения, перемещая цилиндр управления блокировкой назад в момент завершения выравнивания на основе значения давления.
В соответствии с другим аспектом настоящего изобретения, технология отличается тем, что три модуля центрирования, установленные на окружности подложки пластины, могут осуществлять точное центрирование за счет поддержки поверхности внешней окружности подложки пластины в трех точках.
[Преимущества]
Как понятно из приведенного выше описания, наружная поверхность окружности стопорного кольца, вставленного на внешней стороне выравнивающего стержня, фиксирует противоположные стороны выравнивающего стержня путем подачи давления на стержень, выравнивающий воздушный амортизатор блокируется без перемещения выравнивающего стержня, тем самым фиксируя подложку пластины. Таким образом, во время экспонирования обеспечивается точное выравнивание, значительно повышается качество работы и достигается высокая эффективность выравнивающего устройства за счет увеличения максимальной емкости (веса) выравниваемой пластины и повышения фиксирующей способности подложки пластины.
Кроме того, противоположные стороны выравнивающего стержня фиксируются при постоянном давлении, что предотвращает перемещение выравнивающего стержня влево и вправо, а также наклон, поворот или скручивание выравнивающего стержня, что значительно повышает долговечность выравнивающего стержня.
Кроме того, цилиндр с низким коэффициентом трения применяют к выравнивающему воздушному амортизатору, выполняющему выравнивание, что позволяет обеспечить точную регулировку давления и контролировать силу контакта. В процессе выравнивания пластины с помощью датчика давления, установленного на выравнивающем воздушном амортизаторе, блокировка осуществляется путем перемещения цилиндра управления блокировкой в момент завершения выравнивания путем управления блокировкой выравнивающего воздушного амортизатора за счет получения значения давления.
Кроме того, три центрирующих модуля, установленных на окружности подложки пластины, осуществляют центрирование методом поддержки наружной поверхности окружности подложки пластины в трех точках. Таким образом, ошибки в соответствии со степенью обработки и сборки центрирующих модулей почти не возникают и, соответственно, при производстве центрирующих модулей не требуется высокий уровень мастерства и точности, что упрощает процесс изготовления, снижает затраты на производство и значительно повышает точность центрирования.
[Описание чертежей]
ФИГ. 1 представляет собой схематический вид устройства выравнивания подложки в соответствии с вариантом осуществления.
ФИГ. 2 представляет собой вид спереди устройства выравнивания подложки.
ФИГ. 3 представляет собой схематический вид основной плиты в соответствии с вариантом осуществления.
ФИГ. 4 представляет собой частичный увеличенный вид в поперечном разрезе, выполненный по линии А-А на ФИГ. 1.
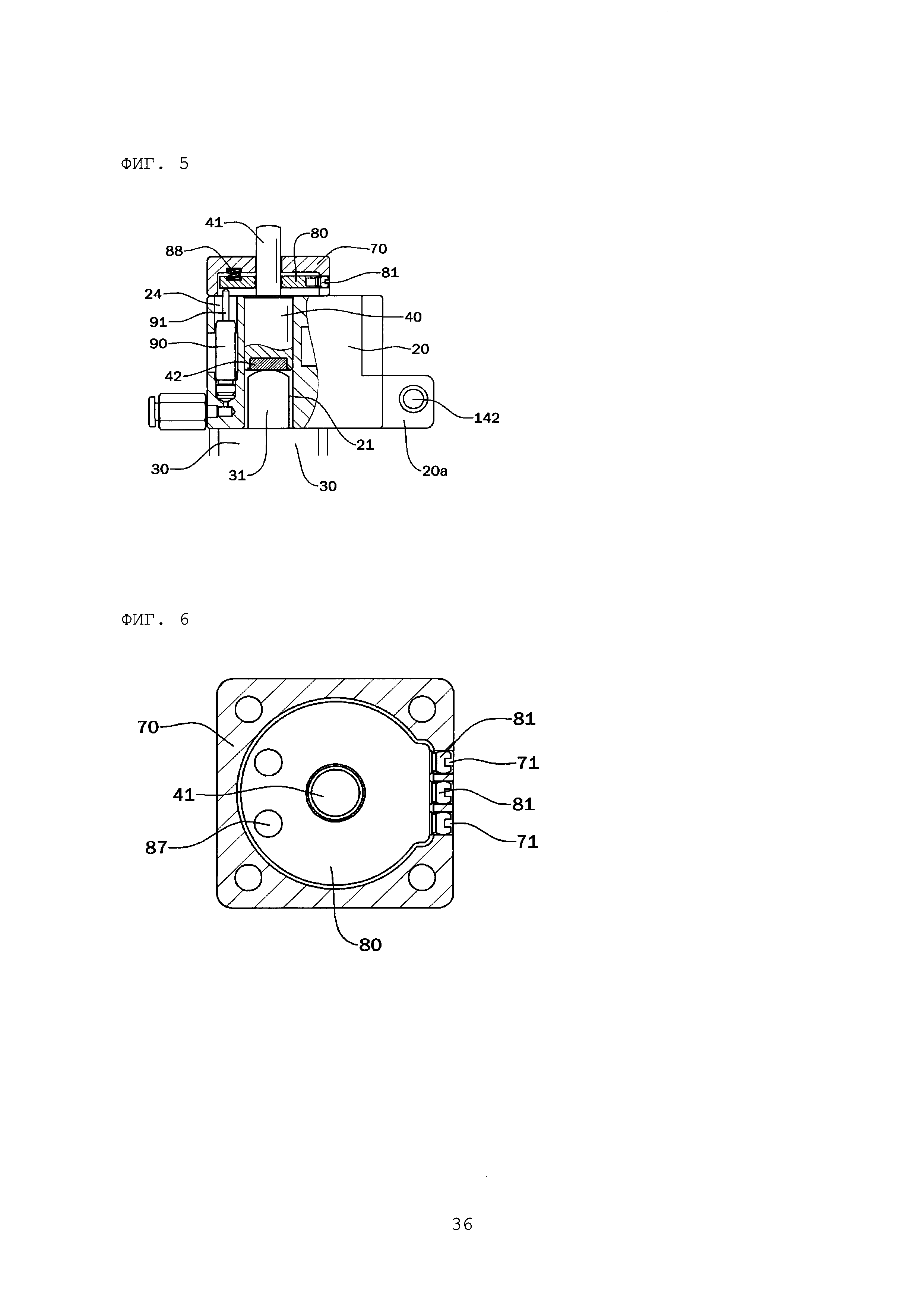
ФИГ. 5 представляет собой вид спереди в поперечном разрезе, иллюстрирующий состояния монтажа выравнивающего стержня, корпуса кольца, стопорного кольца и цилиндра управления блокировкой в соответствии с вариантом осуществления.
ФИГ. 6 представляет собой вид сверху в поперечном разрезе, иллюстрирующий состояние установки выравнивающего стержня, корпуса кольца и стопорного кольца.
ФИГ. 7 представляет собой виды спереди и сверху в поперечном разрезе стопорного кольца.
ФИГ. 8 представляет собой вид спереди в поперечном разрезе, иллюстрирующий состояние, в котором стопорное кольцо разблокировано.
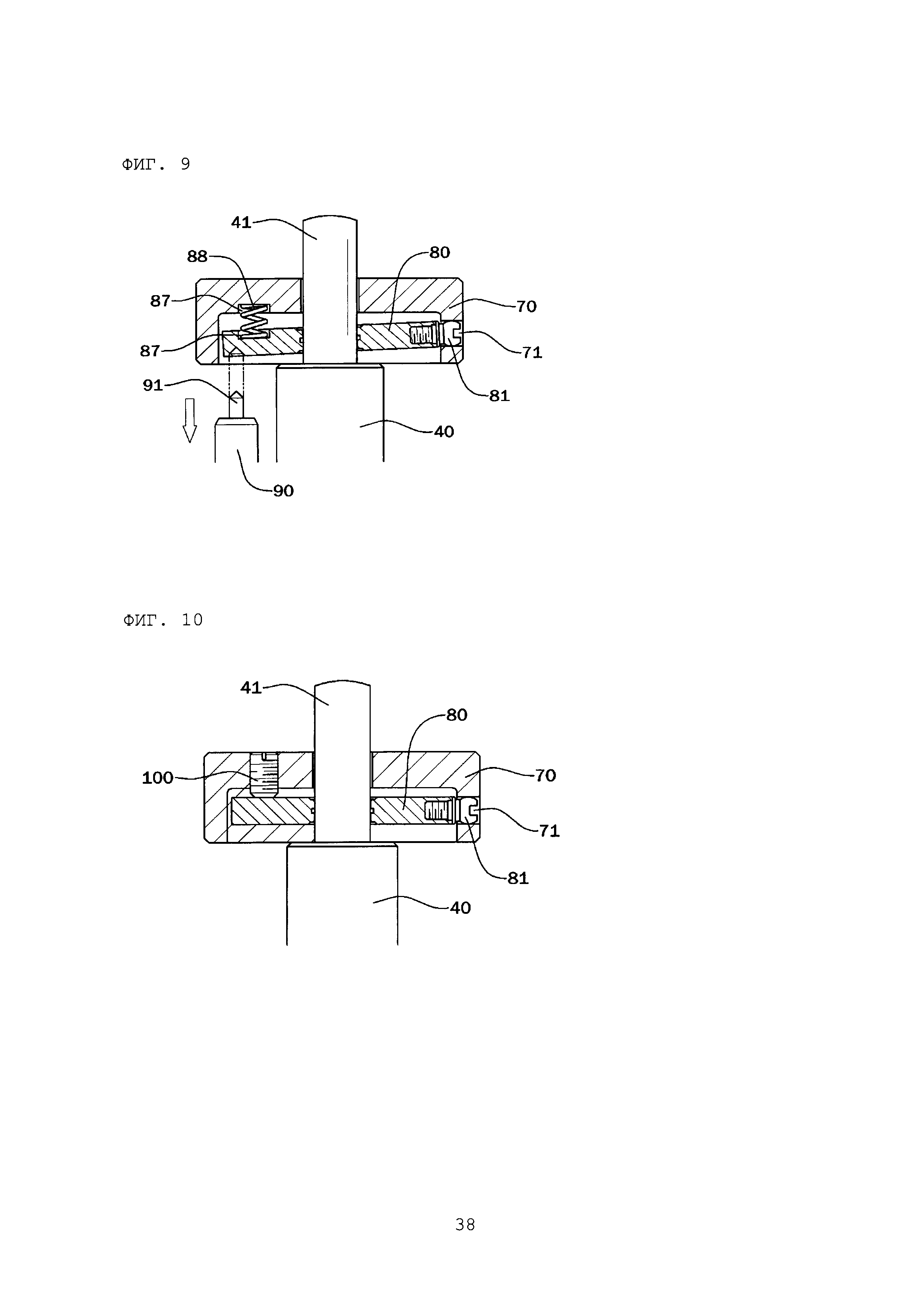
ФИГ. 9 представляет собой вид спереди в поперечном разрезе, иллюстрирующий стопорное кольцо в заблокированном состоянии.
ФИГ. 10 представляет собой вид спереди в поперечном разрезе, иллюстрирующий состояние установки заглушки в соответствии с вариантом осуществления.
ФИГ. 11 представляет собой вид спереди центрирующего модуля, оснащенного крепежной центрирующей балкой в соответствии с вариантом осуществления.
ФИГ. 12 представляет собой вид спереди в поперечном разрезе центрирующего модуля, оснащенного крепежной центрирующей балкой в соответствии с вариантом осуществления.
ФИГ. 13 представляет собой вид сверху в поперечном разрезе центрирующего модуля, оснащенного крепежной центрирующей балкой.
[Наилучший вариант осуществления]
Для реализации технических решений примеры вариантов осуществления настоящего изобретения описаны более подробно.
Полная конфигурация в соответствии с примером варианта осуществления настоящего изобретения будет описана схематически в соответствии с сопроводительными чертежами. Как показано на чертежах, множество направляющих блоков 20, множество выравнивающих воздушных амортизаторов 30, множество выравнивающих стержней 40, подложка пластины 50, множество направляющих болтов 60, корпус кольца 70, стопорное кольцо 80 и цилиндр 90 управления блокировкой являются элементами настоящего изобретения.
В дальнейшем схематическая конфигурация настоящего изобретения будет описана более подробно, чтобы данное изобретение можно было легко реализовать.
Основную плиту 10 устанавливают с возможностью перемещения вверх и вниз с помощью указанного вертикального перемещаемого устройства. На верхнем конце основной плиты располагают множество направляющих блоков 20, удаленных друг от друга с интервалом в 120° в направлении по окружности. Также предоставляется направляющий блок 20, расположенный в центре основной плиты, с направляющим отверстием 21 стержня, проходящего вверх и вниз для направленного перемещения выравнивающего стержня 40 вверх и вниз.
Множество выравнивающих воздушных амортизаторов 30 прикрепляют к нижней поверхности основной плиты 10 в соответствии с направляющими блоками 20. При этом поршневой стержень 31 каждого выравнивающего воздушного амортизатора 30 проходит через канал 11 стержня, выполненный на основной плите 10, и вводится через нижнюю сторону направляющего отверстия 21 стержня.
Выравнивающий воздушный амортизатор 30 включает в себя цилиндр с низким коэффициентом трения, бесперебойно работающий даже при низком давлении благодаря конструкции поршня, имеющего низкое сопротивление скольжению, вместо воздушного цилиндра общего вида. Таким образом, выравнивающий воздушный амортизатор 30 точно регулирует давление и воздействие регулировки силы контакта.
Выравнивающий стержень 40, установленный на верхнем конце поршневого стержня 31, вставлен через верхнюю часть направляющего отверстия 21 стержня. Контакт 41 заземления, выступающий из верхней части выравнивающего стержня 40, выступает наружу таким образом, что подложка 50 пластины установлена на верхних концах контактов 41 заземления.
В связи с этим под выравнивающим стержнем 40 встроен магнит 42 и поршневой стержень 31 выравнивающего воздушного амортизатора 30 тесно заземлен силой магнитного поля магнита 42 и, соответственно, выравнивающий стержень 40 и поршневой стержень 31 взаимно перемещаются в интегральном виде, в результате чего эффективность выравнивания значительно повышается.
В направляющих болтах 60, вставленных в желобки 22 для вставки болтов, выполненные на нижних поверхностях направляющих блоков 20, нижняя сторона каждого направляющего болта 60 проходит через верхнюю часть направляющего блока 20 и комплексно соединена винтами, а верхняя сторона направляющего болта проходит через верхние и нижние части ступени подложки 50 пластины и соединена винтами с гайкой 23 на верхней стороне. Таким образом, подложка 50 пластины и направляющие блоки 20 поддерживают интегральную форму без разделения, и направляющие блоки 20 могут направленно перемещать подложку 50 пластины вниз при выравнивании.
Несмотря на то что воздействие передается на подложку 50 пластины, выравнивающий воздушный амортизатор 20 действует в качестве промежуточного слоя, плавно поглощающего воздействие. В частности, в настоящем изобретении выравнивающие воздушные амортизаторы 30 установлены в трех точках и могут осуществлять плавное выравнивание путем стабильной поддержки подложки 50 пластины в трех точках.
Подложка 50 пластины может быть расположена непосредственно на верхних концах выравнивающих стержней 40. В этом случае, чтобы предотвратить увеличение размера подложки 50 пластины выше допустимого уровня, на нижней поверхности подложки 50 пластины располагают множество опор 52, выступающих наружу, причем опоры 52 устанавливают на верхних концах выравнивающих стержней 40 и направляющие болты 60 могут быть соединены винтами с гайками 23, плотно соприкасающимися с верхними поверхностями опор 52 в состоянии проникающего соединения с верхними и нижними частями опор 52.
Кроме того, после завершения процесса выравнивания выравнивающие воздушные амортизаторы 30 блокируются путем одновременной фиксации противоположных сторон выравнивающих стержней 40 за счет подачи давления на эти стержни. В результате подложка 50 пластины фиксируется без возможности движения, что является одной из основных технологий настоящего изобретения.
Для достижения такой конфигурации, кольцевой корпус 70 с отверстием в нижней части неподвижно устанавливают на верхнем конце направляющего блока 20, а поршневой стержень 31 выравнивающего воздушного амортизатора 30 проходит через кольцевой корпус 70 для попадания под воздействие внешней среды.
Стопорное кольцо 80 в состоянии проникновения через поршневой стержень 31 вставляют внутрь кольцевого корпуса 70, вращательная опорная сфера 81, выполненная на одной стороне стопорного кольца 80, поддерживается опорным отверстием 71, выполненным на внутренней круговой поверхности кольцевого корпуса 70, и встроена в это отверстие. Соответственно, стопорное кольцо 80 может вращаться вверх и вниз вокруг вращательной опорной сферы 81.
В связи с этим стопорное кольцо 80 имеет форму диска и оснащено соединительным выступом 82 на одной стороне, а вращательные опорные сферы 81, соответственно, поддерживаемые опорными отверстиями, выполненными на внутренней поверхности корпуса 70 кольца, и встроенные в них, соединены винтами в интегральном виде с промежуточными интервалами в соединительном выступе 82. Кроме того, часть вращательной опорной сферы 81, вставленной в опорное отверстие 71, имеет сферическую форму, что уменьшает площадь контакта между вращательной опорной сферой 81 и опорным отверстием 71, что, соответственно, уменьшает трение между этими компонентами во время вращения, тем самым обеспечивая бесперебойную работу.
Предоставляется направляющий блок 20, оснащенный цилиндрическим желобком 24 на верхнем конце, углубленным рядом с направляющим отверстием 21 стержня, причем цилиндр 90 управления блокировкой для избирательно управляемой блокировки/разблокировки стопорного кольца 80 вставляют в цилиндрический желобок 24, а поршневой стержень 91, расположенный на цилиндре 90 управления блокировкой, подвергают воздействию внешней среды и заземляют на нижней поверхности стопорного кольца 80 таким образом, чтобы стопорное кольцо 80 могло вращаться вверх и вниз вокруг вращательной опорной сферы 81 в соответствии с восходящим или нисходящим линейным перемещением цилиндра 90 управления блокировкой.
В соответствии с настоящим изобретением предлагается процесс выравнивания для поддержания степени параллелизации с высокой точностью между фотошаблоном и пластиной, установленной на держателе пластины подложки пластины 50, а также процесс выравнивания для предотвращения сокращения степени параллелизации между фотошаблоном и пластиной за счет временной фиксации выравнивающего стержня 40, поддерживающего подложку 50 пластины, позволяющей сохранить возможность свободного перемещения вверх и вниз.
В связи с этим, как показано на ФИГ. 8, стопорное кольцо 80 сохраняет горизонтальное положение, когда выполняется процесс выравнивания, и, таким образом, образуется зазор между внутренней круговой поверхностью 83 стопорного кольца 80 и внешней круговой поверхностью выравнивающего стержня 40. Соответственно, выравнивающий стержень 40 свободно движется вверх и вниз, что позволяет выполнить нормальное выравнивание и после завершения процесса выравнивания закрепить выравнивающий стержень 40 посредством подачи давления на стержень.
В связи с этим, как показано на ФИГ. 9, выравнивающий стержень 40 фиксируют таким образом, что при перемещении цилиндра 90 управления блокировкой назад, стопорное кольцо 80 поддерживает наклонное положение при вращении вниз вокруг вращательной опорной сферы 81, а противоположные стороны внутренней круговой поверхности 83 стопорного кольца 80 фиксируют противоположные стороны внешней круговой поверхности выравнивающего стержня 40 посредством подачи давления на стержень для сохранения фиксации.
Таким образом, стопорное кольцо 80 фиксирует противоположные стороны внешней круговой поверхности выравнивающего стержня 40 посредством подачи давления на стержень и в то же время фиксирует подложку пластины без возможности движения, наклона и скручивания выравнивающего стержня 40, что обеспечивает точное выравнивание и значительно улучшает качество работы при воздействии света.
В дополнение зафиксированное состояние выравнивающего стержня 40 может быть разблокировано таким образом, чтобы при перемещении цилиндра 90 управления блокировкой вперед стопорное кольцо сохраняло горизонтальное положение при вращении вверх вокруг вращательной опорной сферы 81, а внутренняя круговая поверхность 83 стопорного кольца 80 находилась на расстоянии от внешней круговой поверхности выравнивающего стержня 40 для образования зазора между ними и выполнения автоматической разблокировки.
Предоставляется стопорное кольцо 80, оснащенное кольцевым желобком 84, углубленным в центре внутренней круговой поверхности 83, при этом компрессионное кольцо 85, вставленное в кольцевой желобок 84 для дополнительной компрессии, фиксирует внешнюю круговую поверхность выравнивающего стержня 40, что значительно улучшает фиксирующую способность стопорного кольца 80. Кроме того, во всех верхних и нижних краевых участках внутренней круговой поверхности 83 углублен предотвращающий интерференцию компонент 86. Таким образом, когда стопорное кольцо 80 находится в наклонном состоянии, явление интерференции, при котором краевые участки закреплены наружной круговой поверхностью выравнивающего стержня 40, может быть эффективно предотвращено с помощью предотвращающего интерференцию компонента 86.
Дополнительно, как показано на ФИГ. 7 и 8, предоставляется стопорное кольцо 80, оснащенное желобком 87 опоры пружины, углубленным в верхней поверхности одной из сторон кольца, причем желобок 87 опоры пружины углублен на внутренней поверхности верхней стороны кольцевого корпуса 70 в соответствии с желобком 87 опоры пружины стопорного кольца 80. Пружина 88 поддерживается желобками 87 опоры пружины и вставляется в них для упругого смещения стопорного кольца 80 вниз. Таким образом, когда поршневой стержень 91 цилиндра 90 управления блокировкой перемещается назад в направлении вниз, пружина 88 проявляет эластичность, обеспечивая нисходящее вращение стопорного кольца 80.
Кроме того, когда стопорное кольцо 80 поворачивается вверх, как показано на ФИГ. 10, заглушка 100 соединяется винтами для попадания под воздействие внешней среды с одной стороны кольцевого корпуса 70, чтобы предотвратить выход стопорного кольца 80 из горизонтального положения вследствие избыточного вращения. Кроме того, заглушка 100 ограничивает избыточное вращение стопорного кольца 80, поворачивающегося вверх, чтобы стопорное кольцо 80 выполняло разблокировку, сохраняя при этом точное горизонтальное положение.
Кроме того, в процессе выравнивания, блокировкой стопорного кольца 80 можно управлять более точно за счет получения значения давления, приложенного к выравнивающему стержню 40.
Для этой конфигурации, когда цилиндр 90 управления блокировкой перемещается вперед, стопорное кольцо 80 разблокировывает выравнивающий стержень 40, тем самым выполняя нормальное выравнивание пластины. В ходе этого процесса программируемый логический контроллер (ПЛК) получает значение давления, подаваемого на выравнивающий стержень 40 с помощью датчика 110 давления, установленного на выравнивающем воздушном амортизаторе 30, и сравнивает полученное значение с заданным значением давления. В результате под управлением ПЛК стопорное кольцо 80 блокирует выравнивающий стержень 40 при перемещении цилиндра 90 управления блокировкой в обратном направлении, что позволяет быстро и точно выполнить блокировку стопорного кольца 80, и, таким образом, завершить выравнивание пластины, в результате чего улучшается процесс выравнивания.
Кроме того, конфигурация из трех центрирующих модулей 130 и 140 дополнительно применяется к настоящему изобретению. В связи с этим наружная круговая поверхность подложки 50 пластины поддерживается в трех точках посредством трех центрирующих модулей 130 и 140, установленных на окружности подложки 50 пластины, что позволяет более точно выполнять центрирование.
Каждый из трех центрирующих модулей 130 и 140 расположен в направляющем блоке 20 для поддержки центрирования подложки 50 пластины. Как показано на ФИГ. 11, два центрирующих модуля 130 из трех центрирующих модулей 130 и 140 выполняют двухопорную поддержку в состоянии, в котором крепежная центрирующая балка 131 комплексно прикреплена к внешней поверхности направляющего блока 20, а сферический плунжер 133, соединенный с верхней частью крепежной центрирующей балкой 131, плотно контактирует с наружной поверхностью опоры 52. Кроме того, два указанных центрирующих модуля 130 поддерживают зафиксированное состояние в любой момент времени, чтобы обеспечить исходной положение центрирования.
Кроме того, как и для центрирующего модуля 140 из трех центрирующих модулей 130 и 140, как показано на ФИГ. 12 и 13, нижняя сторона вращательной центрирующей балки 141, посредством которой соединительный штифт 142 проникает внутрь, установлена с возможностью вращения на соединительной скобе 20а, выступающей из внешней поверхности направляющего блока 20, сферический плунжер 143, соединенный с верхней частью вращательной центрирующей балки 141, тесно поддерживает внешнюю поверхность опоры 52, болт 144 с пружинящей опорой проходит через вращательную центрирующую балку 141, соединенную с одной стороной растягиваемой пружины 145, вставленной в хвостовик 26 пружины, расположенный в направляющем блоке 20, причем другая сторона растягиваемой пружины 145 соединена с крепежной деталью 146 растягиваемой пружины, проходящей через хвостовик 26 пружины под прямым углом, и соединена винтами с направляющим блоком 20.
Таким образом, вращательная центрирующая балка 141 поддерживается подложкой 50 пластины и прижимает ее к двум крепежными центрирующим балкам 131, обеспечивающим исходное положение за счет силы натяжения растягиваемой пружины 145, что позволяет более точно выполнить центрирование в любой момент времени.
[Описание номеров позиций]
10: Основная плита 20: Направляющий блок
21: Направляющее отверстие 30: Выравнивающий воздушный амортизатор
31, 91: Поршневой стержень 40: Выравнивающий стержень
41: Контакт заземления 50: Подложка пластины
52: Опора 60: Направляющий болт
70: Кольцевой корпус 71: Опорное отверстие
80: Стопорное кольцо 81: Вращательная опорная сфера
82: Соединительный выступ 83: Внутренняя круговая поверхность
85: Компрессионное кольцо 86: Предотвращающий интерференцию компонент
87: Желобок опоры пружины 88: Пружина
90: Цилиндр управления блокировкой 100: Заглушка
110: Датчик давления 130, 140: Центрирующий модуль
131: Крепежная центрирующая балка 133, 143: Сферический плунжер
141: Вращательная центрирующая балка 144: Болт с пружинящей опорой
145: Растягиваемая пружина 146: Крепежная сфера пружины.
Реферат
Заявленные изобретения относятся к области фотолитографии и предназначены для выравнивания подложки высокопроизводительной установки совмещения фотошаблонов. Техническим результатом является улучшение процесса выравнивания подложки и, в частности, разработка новой технологии предотвращения проблем выравнивания путем надежной фиксации полностью выровненной подложки пластины. Для решения указанной задачи в соответствии с настоящим изобретением, когда стопорное кольцо, вставленное на внешней стороне выравнивающего стержня, сохраняет наклонное состояние, выполняют блокировку таким образом, чтобы внутренняя круговая поверхность стопорного кольца фиксировала противоположные стороны выравнивающего стержня путем подачи давления на стержень, а при горизонтальном положении стопорного кольца выполняют разблокировку таким образом, чтобы внутренняя круговая поверхность стопорного кольца находилась на расстоянии от выравнивающего стержня. 2 н. и 8 з.п. ф-лы, 13 ил.
Комментарии