Избирательный лазерно-стимулированный перенос дискретных компонентов - RU2582160C2
Код документа: RU2582160C2
Чертежи

Описание
Предпосылки к созданию изобретения
1. Область техники, к которой относится изобретение
Настоящее изобретение относится в общем случае к производству электронных приборов и более конкретно к бесконтактному переносу и сборке небольших компонентов с использованием лазера.
2. Уровень техники
В промышленности все больше внимания уделяют технологиям лазерного переноса. Существующие технологии, однако, имеют значительные недостатки, ограничивающие применимость этих технологий. Один из таких подходов, используемых для лазерного переноса изделий, включает: (1) прикрепление переносимого изделия к переводной подложке (носителю) посредством динамического отделяющего слоя (DRL) и затем (2) абляцию струи материала от этого динамического отделяющего слоя (DRL), чтобы принудительно выбросить изделие в направлении приемной подложки. Этот способ предусматривает применение динамического отделяющего слоя и клеевого слоя, чтобы прикрепить переносимое изделие. Считается, что слой DRL должен освобождать переносимое изделие в результате изменения физического состояния этого слоя DRL, например, в результате испарения или плавления в ответ на воздействие источником энергии, которое вызывает быстрый и локализованный выброс струи материала от поверхности носителя, которая направляет переносимое изделие к приемной подложке. Такой абляционный механизм для лазерно-стимулированного переноса описан в целом ряде публикаций в этой области.
Однако такое перемещение переносимого изделия в абляционной струе материала сильно ограничивает безопасность и точность размещения переносимого изделия. В частности, в процессе абляционного лазерного отделения сочетание стохастической природы динамики освобождения с нестабильностью полета не обеспечивает согласованности при размещении изделия. В таком процессе, когда газ относительно низкой плотности используется для выталкивания более плотного объекта, отсутствует точность позиционирования.
Когда требуется более высокая точность позиционирования, предпочтение отдается практическим приложениям, использующим контактный перенос, перед менее точным переносом изделий через зазор (бесконтактный перенос). Некоторые предложенные механизмы лазерного переноса обсуждают перенос изделий через зазор до 300 мкм, тогда как для контактного переноса получены только иллюстративные результаты.
Одну из очень важных категорий изделий, которые нужно переносить, составляют «кристалл» интегральной схемы или несколько таких «кристаллов». Бескорпусной кристалл представляет собой небольшой кусок (например, обычно прямоугольной формы), вырезанный из полупроводниковой пластины и содержащий микроэлектронный полупроводниковый прибор, являющийся интегральной схемой, именуемой также "IC" (ИС), или «чип» ("chip"). В альтернативном варианте эти кристаллы могут содержать микроэлектромеханические приборы (MEMS) или другие устройства или компоненты устройств, отдельно от полупроводниковой пластины.
Согласно одному из контактных механизмов для переноса бескорпусных кристаллов «протравленную пластину» вкладывают между переводной пластиной и приемной подложкой. Согласно другому механизму контактного переноса перенесенный кристалл находится под и в контакте с полиимидной лентой, на которую он перенесен. Контактный перенос также имеет ряд недостатков, включая: (1) возможность механического повреждения переносимого изделия при приведении его в контакт с приемной подложкой; (2) невозможность осуществления переноса, когда на подложку уже помещены другие компоненты; (3) невозможность переноса на неплоскую поверхность; (4) невозможность переноса изделий с высокой скоростью, поскольку такой перенос требует (а) позиционирование подложки с переносимым изделием в нужном месте, (b) опускание подложки с изделием вниз, (с) перенос изделия, (d) подъем подложки. Следует понимать, что при бесконтактном переносе этапы (b) и (d) исключены.
Как показано выше, хотя способы бесконтактного переноса концептуально обладают преимуществом перед методами контактного переноса, они пока не были реализованы на практике.
Таким образом, существует необходимость разработки способа бесконтактного переноса с использованием лазера, который позволил бы преодолеть неточность позиционирования, присущую известным способам.
Раскрытие изобретения
Бесконтактный способ сборки ультратонких (например, толщиной меньше 50 мкм) изделий, таких как электронные компоненты, с применением лазера использует способ индуцированного лазером прямого переноса. Этот способ хорошо приспособлен для сборки ультратонких изделий, таких как полупроводниковые кристаллы. Хотя такой способ особенно хорошо подходит для работы с электронными компонентами, он может быть также применен для сборки других приборов, таких как компоненты микроэлектромеханических систем (MEMS) или какие-либо другие небольшие дискретные компоненты. Этот способ здесь именуется «Термомеханический способ избирательного переноса кристаллов с использованием лазера» (Thermo-Mechanical Selective Laser Assisted Die Transfer (tmSLADT)).
Должно быть понятно, что размер переносимого изделия может характеризовать его: (а) толщиной и (b) площадью, определяемой как произведение длины на ширину или, в случае квадратной формы, как квадрат длины стороны.
Исследования и опыты показали, что хрупкие материалы, такие как кремний, начинают переходить в гибкое состояние, когда толщина материала снижается до уровня меньше 100 мкм, и становятся реально еще более гибкими, когда толщина оказывается меньше 50 мкм. Изделия толщиной больше 100 мкм не являются гибкими в рассматриваемом здесь смысле (например, для использования на гибких схемах или в аналогичных приложениях), так что они могут быть легко корпусированы обычными способами. Достоинства настоящего изобретения позволяют корпусировать ультратонкие кристаллы и другие ультратонкие компоненты или изделия с толщинами меньше 50 мкм и, еще более конкретно с толщинами меньше 30 мкм, где пока не были продемонстрированы другие способы, которые позволяли бы корпусировать такие ультратонкие кристаллы.
Настоящее изобретение может быть использовано для работы с изделиями, такими как кристаллы, имеющими площади в широком диапазоне. Следует отметить, что сложности могут возникнуть при работе с кристаллами на обоих концах спектра размеров. Кристаллы маленького размера, такие как с площадью несколько сотых долей кв. мм, могут иметь недостаточную массу, чтобы их можно было отделить от носителя и перенести через зазор под воздействием импульса и сил тяжести в процессе. Когда ультратонкие кристаллы имеют большие размеры, например, площадь несколько кв. мм или более, с ними может быть трудно работать из-за проблем с изгибом и короблением. Здесь приведены примеры осуществления переноса изделия толщиной 65 мкм, 50 мкм и 25 мкм согласно настоящему изобретению. Настоящее изобретение предлагает механизм «мягкого» переноса, подходящего для таких ультратонких изделий, и примеры, иллюстрирующие, что предлагаемые способ и устройство могут быть реализованы применительно к диапазону толщин кристаллов меньше 100 мкм без ограничений.
В отличие от многих механизмов индуцированного лазером прямого переноса способы согласно настоящему изобретению не используют струю испаренного материала от динамически отделяющего слоя (DRL) для переноса изделия(й). Вместо этого, лазерный луч (например, импульс или несколько импульсов) создает вздутие в слое DRL, толщина которого больше толщины поглощения лазерного излучения в этом слое, так что испаренный материал оказывается ограничен в этом вздутии. Именно это вздутие создает мягкий толчок переносимого изделия (кристалла) прочь от динамически отделяющего слоя, тем самым отделяя изделие в направлении приемной подложки. Слой DRL, и более конкретно вздувающийся слой в его составе, подвержены лишь ограниченной несквозной абляции, которая создает пары для образования вздутия без прорывания этого вздутия. Мощность лазера и толщину вздувающегося слоя выбирают таким образом, чтобы пары, образующиеся в результате абляции, не «взорвали» вздутие и не вошли в непосредственный контакт с переносимым изделием. В известных способах переноса применяли лазерные импульсы больших энергий - от 1 до 50 мДж/импульс, для испарения слоя DRL в процессе абляционного лазерного переноса. Настоящее изобретение использует лазерные импульсы с энергией много меньше 1 мДж, чтобы гарантировать, что в этом процессе вздутия прорваны не будут. В некоторых вариантах настоящего изобретения для достижения успешного переноса были использованы лазерные импульсы с энергией меньше 20 мкДж/импульс. На основе такой величины энергии можно понять, что предлагаемый способ является весьма мягким по сравнению со способами абляционного отделения, используемые которыми уровни энергии могут легко вызвать разрушение ультратонких полупроводниковых кристаллов.
Базовая концепция этого способа включает использование динамически отделяющего слоя (DRL), такого как двойной полимерный отделяющий слой, для прикрепления изделий, подлежащих переносу, к носителю, прозрачному для лазерного излучения. В одном из вариантов настоящего изобретения слой DRL содержит оба слоя - вздувающийся слой и слой клея. Вздувающийся слой предпочтительно содержит полимерный, полиимидный или неорганический материал, конфигурированный для управляемой (т.е. невзрывной) абляции под воздействием лазерного луча с заданными характеристиками (например, длиной волны и энергией импульса) и обладающий подходящими эластичными свойствами и механической прочностью, чтобы образование вздутия могло происходить без разрывов. В процессе лазерного переноса слой DRL облучают лазерным лучом, так что предпочтительно лазерный импульс или импульсы проходит сквозь прозрачный для лазерного излучения носитель. Следует понимать, что прозрачный носитель содержит значительно менее гибкий материал, чем слой DRL, чтобы обеспечить поток энергии вздутия в нужном направлении к слою клея и закрепленным на нем переносимым изделиям и предотвратить расширение вздутия в противоположном направлении. Энергия лазера, поглощенная на границе между носителем и слоем DRL вызывает испарение небольшого количества материала вздувающегося слоя и генерацию газов для образования вздутия в слое DRL без разрушения этого вздутия. Это вздутие затем мягко толкает переносимое изделие прочь от слоя DRL по направлению к приемной подложке, находящейся в непосредственной близости.
Для того чтобы можно было оптимизировать процесс переноса, предпочтительно используют двойной слой DRL. Условия для образования вздутия обеспечиваются за счет создания вздувающегося слоя рядом со слоем прозрачного носителя. Размерами вздутия и его целостностью управляют посредством регулирования параметров лазерного луча, а также толщины и свойств материала вздувающегося слоя. Во избежание разрыва вздутия в процессе лазерного переноса вздувающийся слой делают толще глубины поглощения лазерного излучения в этом слое. Поверх вздувающегося слоя наносят второй слой, слой клея, служащий для временного крепления изделия до момента переноса. Адгезионными свойствами и толщиной этого слоя клея предпочтительно жестко управляют, чтобы регулировать успешность неразрушающего переноса изделия, прикрепленного к слою клея, без повреждения этого изделия.
Следует понимать, что слой DRL может содержать один слой или несколько слоев, если они имеют подходящие характеристики лазерного поглощения, вздутия и адгезии. Следует отметить, что эти слои, и, в частности, поглощающий слой, могут содержать неорганические материалы.
Настоящее изобретение предлагает новый и эффективный способ высокопроизводительных манипуляций и установки ультратонких изделий, таких как бескорпусные полупроводниковые кристаллы. Эти ультратонкие изделия имеют толщину меньше 100 мкм и более предпочтительно меньше 50 мкм, причем настоящее изобретение показало возможность работать с изделиями значительно меньшей толщины. Хотя существуют возможности, как для установки ультратонких кристаллов, так и для установки кристаллов обычного размера с высокой скоростью, имеется незаполненный разрыв потенциала, когда обе возможности нужны одновременно. Описанный здесь способ переноса с использованием лазера предлагает многочисленные преимущества при установке ультратонких дискретных компонентов, которые могут оказаться несовместимыми с традиционным оборудованием, имеющим манипулятор для захвата изделий и установки их на место. Настоящее изобретение представляется уникальным с точки зрения его способности поддерживать сборку бескорпусных ультратонких полупроводниковых кристаллов в больших объемах и обладающим большими преимуществами при массовом производстве обладающих высокой плотностью миниатюрных электронных устройств следующего поколения. Необходимо понимать, что такие маленькие компоненты могут быть легко повреждены в процессе стандартных операций «захвата и установки на место», когда отделение изделия обычно осуществляется металлической иглой. В отличие от этого, операция лазерного отделения согласно настоящему изобретению предлагает бесконтактный процесс, который, если им правильно управлять, позволяет осуществлять безопасную сборку компонентов значительно меньшего размера, чем это возможно посредством «захвата и установки на место». С точки зрения изложенного выше описанный здесь процесс tmSLADT представляет собой высокоэффективную прорывную технологию, поскольку она предлагает возможности, недоступные иным способом. Следует понимать, что описываемый здесь процесс tmSLADT позволяет реализовать значительно более высокие скорости установки, например, устанавливать 100 компонентов в секунду по сравнению с возможностью устанавливать 2 компонента в секунду в обычных машинах для захвата и установки компонентах. Таким образом, скорость возрастает более чем на порядок величины и даже почти на два порядка величины.
Следует понимать, что настоящее изобретение позволяет устанавливать и другие устройства, компоненты и структуры, включая любые микроэлектромеханические (MEMS) элементы или другие малоразмерные дискретные компоненты, которые можно прикрепить к слою DRL.
Согласно одному из аспектов настоящего изобретения способ переноса маленьких дискретных компонентов использует импульсы сфокусированного лазерного излучения с небольшой энергией для создания вздутия в слое DRL на границе между этим слоем DRL и прозрачным для лазерного излучения носителем вследствие локализованного нагрева. В результате расширения вздутия происходит механическое перемещение изделия, расположенного на нижней стороне слоя DRL, для точного позиционирования этого изделия в заданную точку и переноса его через воздушный зазор на приемную подложку. Вздутие мягко толкает изделие с усилием, достаточным для преодоления сил адгезии. Усилие, развиваемое вздутием, в дополнение к силе тяжести переносимого изделия изменяет количество движения переносимого изделия и инициирует перенос этого изделия через зазор.
Другие аспекты настоящего изобретения будут приведены в последующих частях этого описания, причем настоящее подробное рассмотрение предназначено для полного раскрытия предпочтительных вариантов изобретения, не накладывая каких-либо ограничений на него.
Краткое описание чертежей
Настоящее изобретение можно будет понять более полно со ссылками на следующие чертежи, приведенные здесь исключительно для иллюстрации:
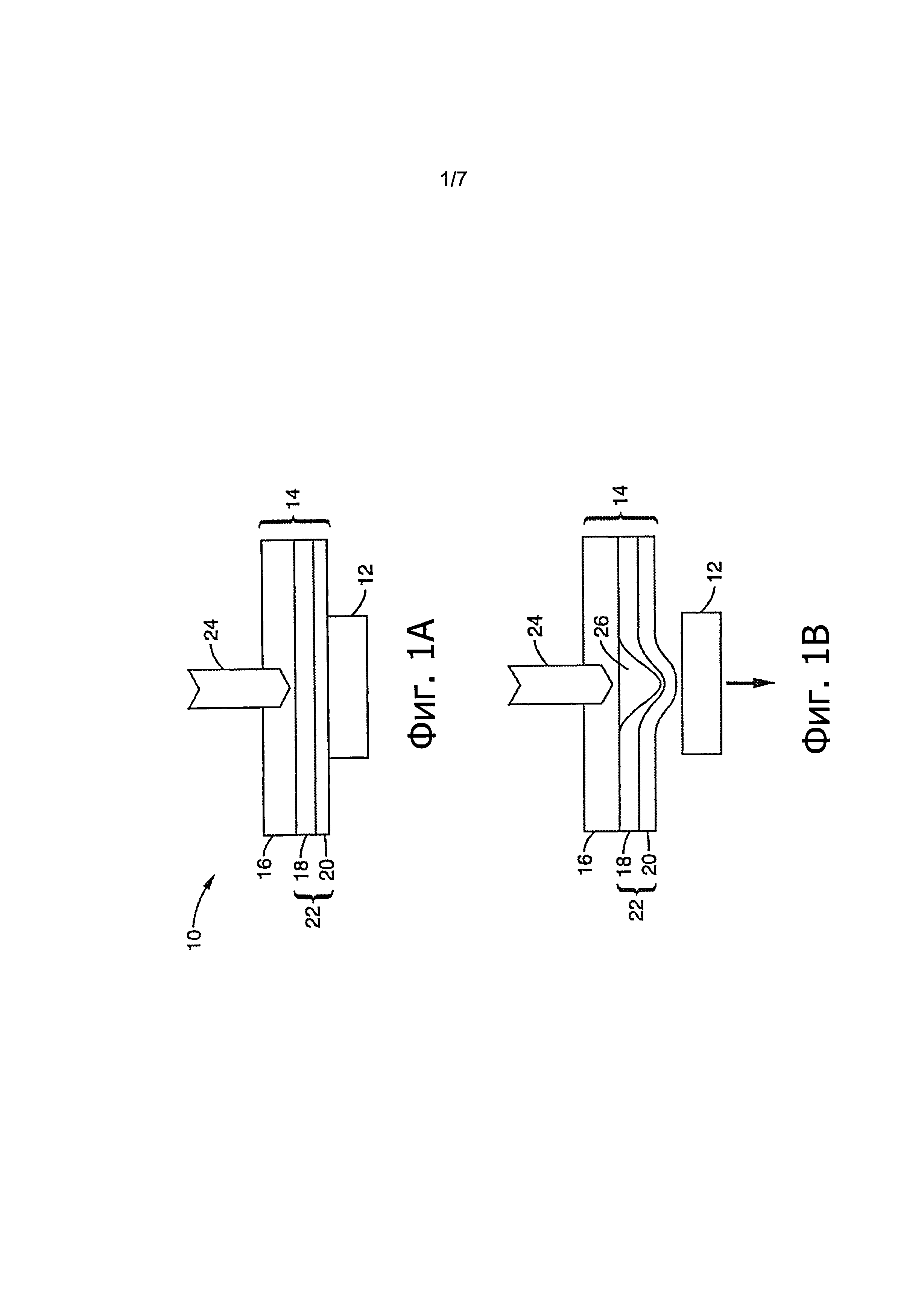
Фиг.1А и Фиг.1В - схема избирательного переноса с использованием лазера согласно одному из вариантов настоящего изобретения, где изображены поглощение энергии лазера в слое DRL (Фиг.1А) и образование вздутия (Фиг.1В) для переноса изделия.
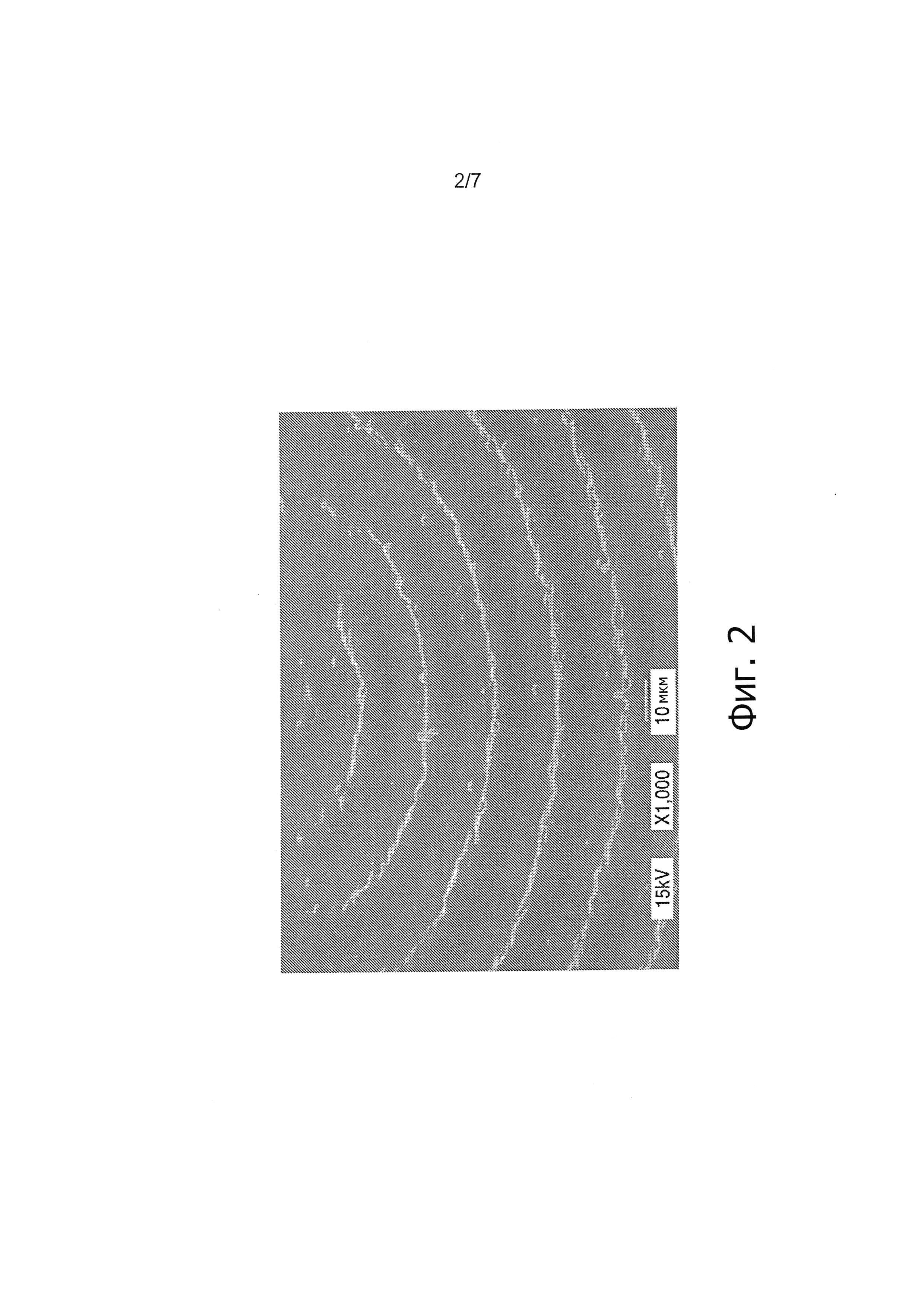
Фиг.2 - изображение термомеханического (образование вздутия) отклика слоя DRL согласно одному из вариантов настоящего изобретения при облучении лазерным лучом, сканирующим по спиральной траектории.
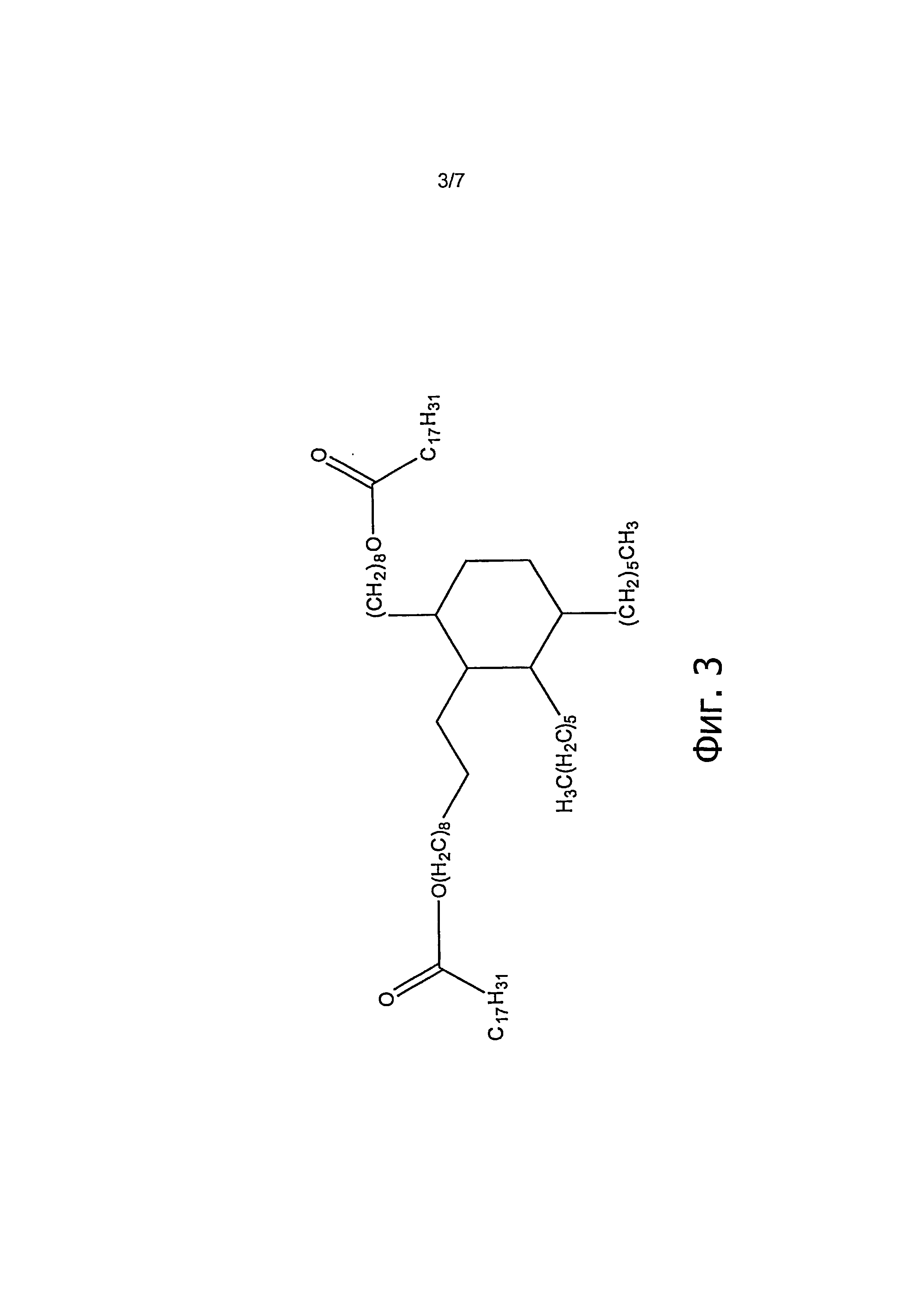
Фиг.3 - химическая структура полимерного клея, используемого согласно одному из вариантов настоящего изобретения для прикрепления переносимого изделия к вздувающемуся слою на носителе, прозрачном для лазерного излучения.
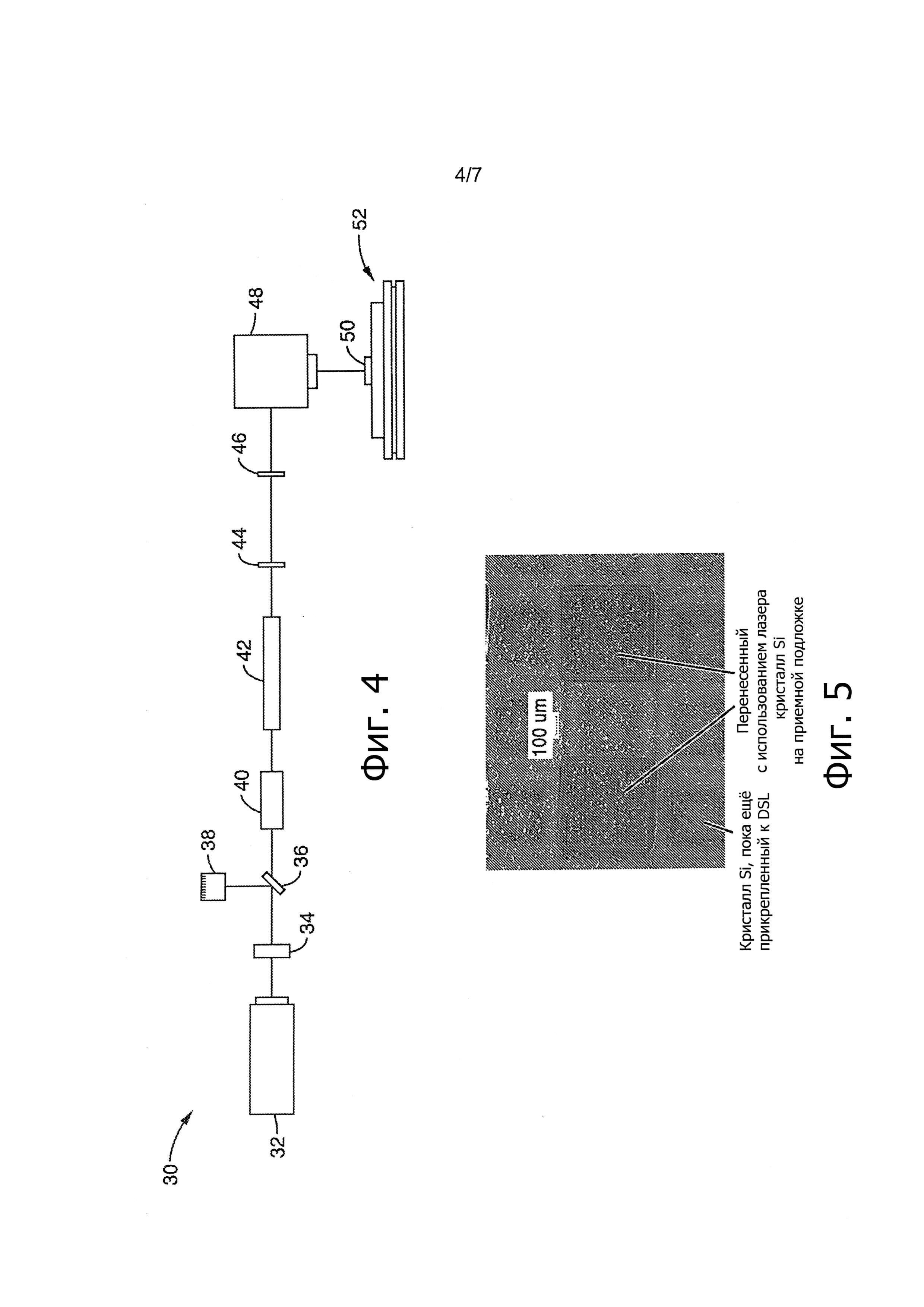
Фиг.4 - блок-схема экспериментальной установки, применяемой согласно одному из вариантов настоящего изобретения для переноса твердых изделий с использованием лазера.
Фиг.5 - изображение двух кремниевых кристаллов толщиной по 65 мкм, установленных согласно одному из вариантов настоящего изобретения.
Фиг.6А и Фиг.6В - диаграммы рассеяния в плоскости XY кремниевых кристаллов толщиной по 25 мкм, переносимых согласно одному из вариантов настоящего изобретения; здесь показаны величины (в микронах) бокового смещения кристалла, отделенных с использованием лазера и отделенных с применением реактивного ионного травления RIE, относительно положений отделения.
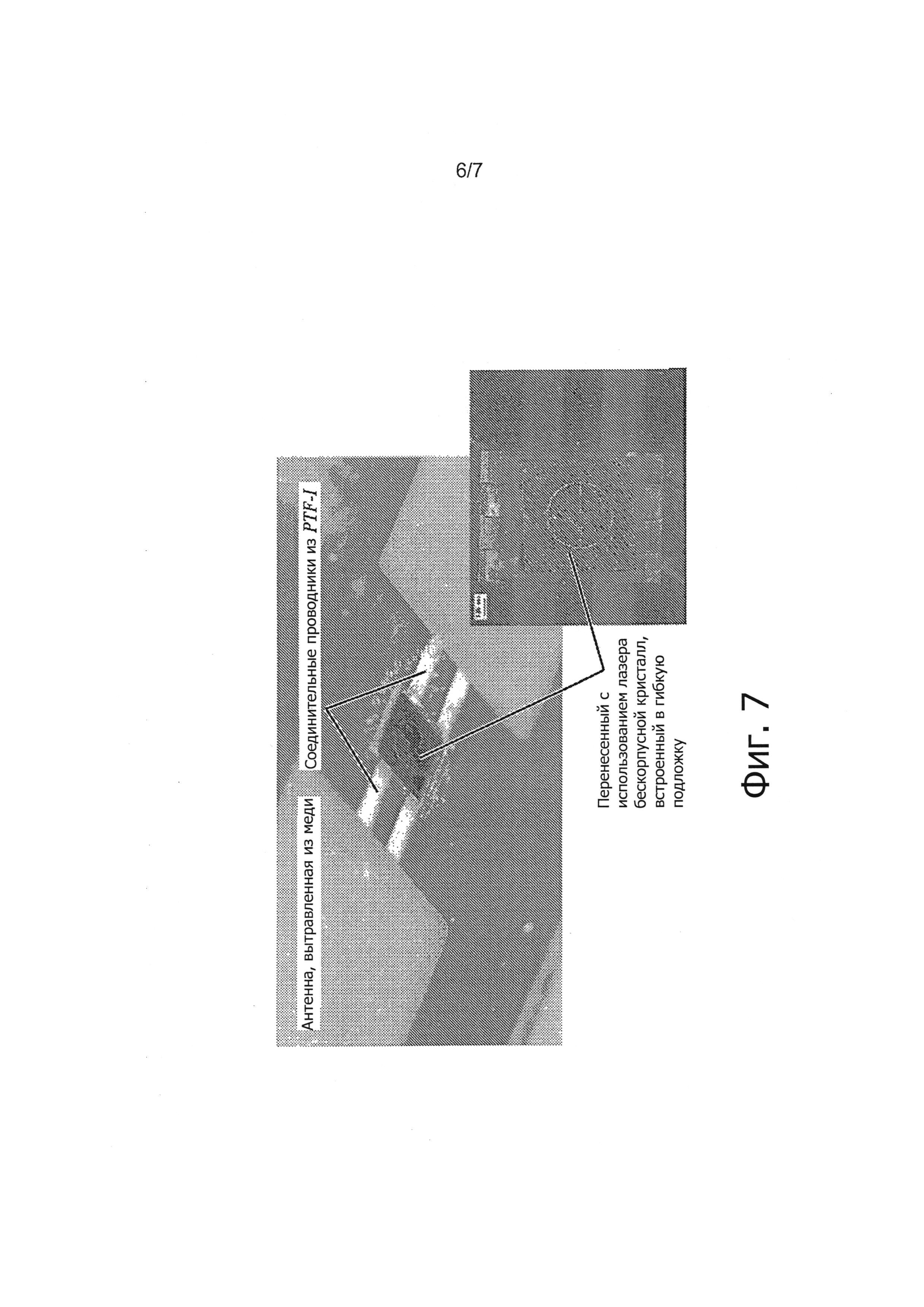
Фиг.7 - изображения функционального однокристального устройства (радио идентификационной (RFID) бирки) в виде бескорпусного полупроводникового кристалла, установленного согласно одному из вариантов настоящего изобретения, и показывает кристалл, встроенный в схему, и его увеличенное изображение в виде «врезки».
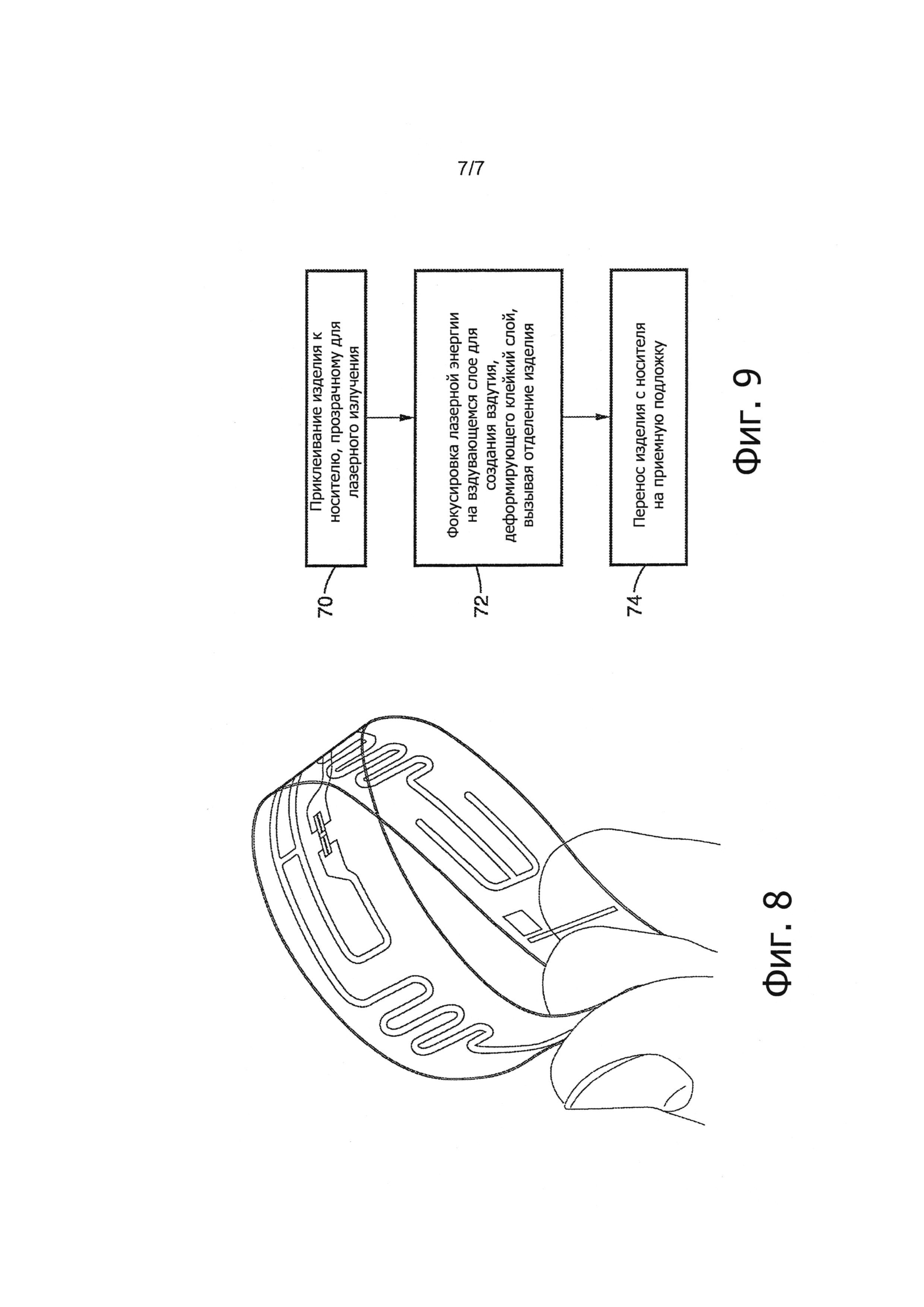
Фиг.8 - изображение одного из исполнений полностью функционального гибкого электронного устройства (радио идентификационной (RFID) бирки), изготовленного согласно одному из вариантов настоящего изобретения, и показывает, что его размеры и гибкость позволяют легко манипулировать им в руке пользователя.
Фиг.9 - логическая схема избирательного лазерно-стимулированного переноса ультратонких изделий согласно одному из вариантов настоящего изобретения.
Подробное описание изобретения
Способ избирательного лазерно-стимулированного переноса дискретных компонентов хорошо подходит для переноса разнообразных твердых приборов, компонентов или элементов. Настоящее изобретение особенно хорошо подходит для сборки очень тонких и/или как-либо иначе легко ломающихся (хрупких) микроэлектронных устройств, такой как, например, сборка на гибкие подложки, без ограничений.
Микроэлектронные устройства, собранные на гибких подложках с применением технологии установки ультратонких компонентов (включая полупроводниковые кристаллы), находят новые и перспективные сферы применения в области носимых и недорогих одноразовых электронных устройств, в здравоохранении, в космических приложениях, микроэлектромеханических системах (MEMS), солнечных элементах, средствах обеспечениях безопасности и секретности документации, биомедицинских и других приложениях, выигрывающих от гибкости, способности принимать нужную форму и/или устойчивости конструкций при различных манипуляциях.
Гибкие электронные схемы все еще представляют бурно развивающуюся и в высокой степени динамичную область технологий по сравнению с традиционной технологией сборки и корпусирования электронных схем, согласно которой дискретные электронные компоненты прикрепляют к жестким многослойным печатным платам с использованием способов поверхностного монтажа и/или сквозных отверстий. Изготовление гибкого электронного устройства является процессом более сложным, чем простая замена жесткой платы на гибкую подложку. Объемные тяжелые жесткие компоненты, такие как большинство корпусированных интегральных схем (IC), не рассчитаны на установку на тонкую гибкую подложку. Прикрепление таких компонентов к гибким схемам неизбежно ухудшит самую существенную характеристику гибкого электронного устройства - его гибкость. Гибкие подложки требуют применения не просто маленьких чипов, а именно гибких чипов. Этого можно добиться, только если толщина кремния уменьшена до уровня меньше 100 мкм и более предпочтительно - 50 мкм или меньше.
Стоимость часто является фактором первостепенной важности при изготовлении одноразовых электронных устройств, причем стоимость кремния зачастую оказывается наибольшей составляющей в общей стоимости одноразового электронного устройства, такого как радио идентификационная бирка (RFID). В отрасли хорошо известно, что стоимость полупроводникового кристалла изменяется пропорционально площади кристалла, возведенной в степень от 1,5 до 2. Поэтому уменьшение размера кристалла наполовину приведет к снижению стоимости кремния с коэффициентом от 8 до 16. Стоимость зависит также от толщины кристалла. Переход к более тонким пластинам позволяет изготовителю получать больше пластин из одного слитка, что ведет к снижению стоимости одной пластины.
На сегодня нет приемлемых способов работы с ультратонкими (толщина меньше 50 мкм) бескорпусными кристаллами. Такие кристаллы являются очень хрупкими и могут быть легко повреждены оборудованием для «захвата и установки», обычно используемым для прямого крепления кристаллов. Захват ультратонкого кристалла с ленточного носителя посредством машины для «захвата и установки» представляет собой очень сложную задачу и может легко повредить или разрушить ультратонкий кристалл. Если кристалл не прикреплен каким-то образом к ленточному носителю, трение покоя может превратиться в проблему, особенно для компонентов с характерным размером меньше 300 мкм, для которых сила тяжести может оказаться сопоставимой с силами поверхностного притяжения. Эту проблему трения можно исключить, если кристаллы прикреплены к ленточному носителю посредством клея. Но тогда возникает вопрос - как снять кристалл с пленки клея, не повредив этот кристалл. Различные способы, рассматриваемые в литературе, используют эжекторы с проникающей и с непроникающей иглой, а также ленточные носители, освобождающие кристаллы при нагревании, с переменным успехом. Проблемы не заканчиваются в момент захвата кристалла и отделения его от ленты. Направленное вниз усилие при установке используется для создания контакта между шариковыми выводами кристалла и контактными площадками подложки. Ультратонкие кристаллы настолько «нежные», что прижимающее усилие установочной иглы часто вызывает растрескивание или иные механические повреждения кристалла при его установке на подложку.
Гибкие электронные приборы, содержащие ультратонкие кристаллы, используются в массовом производстве устройств, где непрерывный процесс («с рулона на рулон» (R2R)) является промышленным стандартом для обеспечения экономической эффективности производства. Каждый этап технологического процесса - от полупроводниковой пластины до конечного корпусирования и упаковки должен быть масштабируем для перехода к большим объемам выпуска при низких затратах. Машины для монтажа кристаллов могут обрабатывать толстые кристаллы с производительностью 3000 компонентов в час. Эта производительность оказывается значительно ниже в случае прецизионной сборки ультратонких кристаллов, поскольку точность установки и скорость сборки связаны обратной корреляцией. Хотя машина для установки кристаллов с одной иглой может обладать достаточной точностью, чтобы устанавливать малогабаритные электронные компоненты, это оборудование не в состоянии работать с ультратонкими кристаллами и аналогичными компонентами со скоростью, достаточной для высокопроизводительной сборки. Поэтому процесс установки кристаллов все в большей степени становится ограничивающим фактором для широкого внедрения экономически эффективных ультратонких полупроводниковых кристаллов.
Технология использования лазера для переноса и бесконтактной установки дискретных компонентов была применена к переносу бескорпусных полупроводниковых кристаллов (например, кремниевых кристаллов толщиной 150 мкм и размером 200×200 мкм в плане) с использованием абляции и плавного термического нагрева для ослабления адгезии в участках клея. Согласно абляционным способам один лазерный импульс с большой плотностью потока мощности создает высокоскоростную струю испаренного отделяющего материала, которая выталкивает кристалл с большой скоростью. Менее «грубый» термический способ вызывает разложение отделяющего материала в результате плавного нагрева области ленты, которая удерживает кристалл, до тех пор, пока этот кристалл буквально не упадет под действием силы тяжести на приемную подложку.
Одной из основных проблем, свойственных известным способам переноса с использованием лазера, является обеспечение необходимой точности и аккуратности установки. Оказалось, что абляционный способ отделения создает высокую степень непредсказуемости при переносе компонентов и приводит в результате к локальной системе, которая ведет себя близко к конфигурации с «ограниченной абляцией». Расходуемый слой испаряется при нагревании лазером. Распространение испаренного материала при этом не ограничивается областью между подложкой-носителем и компонентом, прикрепленным к ее поверхности. Быстро расширяющийся локализованный «факел» испаренного материала продвигает переносимый компонент к расположенной рядом приемной подложкой. Из-за природы газодинамики использование газа, имеющего относительно низкую плотность, чтобы толкать компонент, обладающий более высокой плотностью, такой как полупроводниковый кристалл, приводит к тому, что процесс оказывается в высокой степени чувствительным к начальным условиям. Небольшие вариации механизма поглощения тепла, нерегулярности толщины и однородности расходуемого слоя, присутствие загрязнений, также флуктуации профиля лазерного луча, используемого для абляции расходуемого слоя, во времени, все это вносит свой вклад в то, что абляционный процесс отделения оказывается сильно неустойчивым, а его результаты в высокой степени непредсказуемыми. Кроме того, баллистические скорости переноса компонентов с использованием этого способа порождают проблемы, относящиеся к способности компонентов безопасно «приземлиться» на приемную подложку без постоянных повреждений.
Способ отделения посредством плавного термического нагрева предназначен для решения проблем нестабильности и непредсказуемости переноса, наблюдаемых в процессе абляционного переноса. В рамках конфигурации для отделения посредством плавного термического нагрева компонент, который нужно перенести, готовят таким же образом, как и в случае абляционного отделения; однако расходуемый слой ведет себя при этом по-другому. В этом случае расходуемый слой нагревают относительно медленно посредством лазерного луча, в котором плотность потока мощности значительно ниже, чем используемая при абляционном отделении. Аналогично абляционному способу в большинстве случаев термическое отделение использует энергию лазера, поглощаемую самим полупроводниковым компонентом, который нужно перенести. В результате такой процесс включает постепенный нагрев расходуемого слоя и обеспечивает менее неустойчивый и более предсказуемый процесс переноса. Проблемой механизма термического отделения является необходимость прецизионного управления процессом и свойствами отделяющего материала, чтобы добиться желаемого эффекта. Отделение кристалла от размягченного отделяющего слоя происходит под воздействием силы тяжести, которая должна преодолеть силы притяжения, действующие на границе между кристаллом и отделяющим слоем. Такой перенос может быть проблематичным или просто невозможным для кристаллов с маленькой массой или с небольшим коэффициентом формы (отношением толщины к площади проекции на приемную подложку).
Результат реализации способа переноса с использованием лазера в значительной степени зависит от состава и свойств слоя, который связывает переносимое изделие с отделяющей подложкой и известен в качестве динамически отделяющего слоя (DRL). При применении абляционных способов поглощенная энергия лазера вызывает полное или частичное испарение слоя DRL, при этом кинетическая энергия испаренного материала используется для перемещения переносимого компонента с высокой скоростью и может приводить к повреждениям компонентам и неточностям.
Настоящее решение преодолевает проблемы, свойственные как термическому, так и абляционному способам переноса с использованием лазера. Состав слоя DRL согласно настоящему изобретению выбирают таким образом, чтобы быстрый локализованный нагрев рядом с изделием, которое нужно перенести, создавал в слое DRL заполненное газом вздутие, которое механически перемещает изделие к приемной подложке для осуществления переноса.
Фиг.1А и Фиг.1В иллюстрируют пример 10 варианта термомеханического процесса избирательного переноса кристаллов с использованием лазера (tmSLADT). Этот способ tmSLADT особенно хорошо подходит в качестве технологии корпусирования электронных устройств для высокопроизводительной экономичной бесконтактной сборки ультратонких бескорпусных кристаллов и других небольших компонентов на жесткие и гибкие подложки, при этом позволяющей также преодолеть недостатки известных способов переноса кристаллов.
Твердотельное переносимое изделие 12 (например, кристалл) приклеено слоем 20 клея к носителю 14. На противоположной стороне исходного материала имеется подложка 16, прозрачная для излучения с длиной волны лазера. Между прозрачной подложкой 16 и слоем 20 клея расположен вздувающийся слой 18. Сочетание вздувающегося слоя 18 и слоя 20 клея образует динамически отделяющий слой (DRL) 22.
Порция энергии 24 лазера, такая как энергия лазерного импульса проходит сквозь подложку 16, прозрачную для излучения с длиной волны лазера, и вызывает абляцию только тонкой области поглощения во вздувающемся слое 18, не затрагивая остальные участки этого слоя, равно как и другие слои. Газ, ограниченный во вздувающемся слое 18, создает расширяющее усилие, действующее на окружающую структуру (неиспаренную часть пленки). Когда давление в толще слоя создает в окружающем слое механические напряжения, превосходящие предел текучести, это слой начинает пластически деформироваться, так что образуется вздутие 26, отделяющее изделие 12, как показано на Фиг.1В, от слоя 20 клея и направляющее движение этого изделия для переноса на другую подложку.
Следует отметить, что поскольку давление горячего расширяющегося газа падает по мере увеличения объема вздутия до тех пор, пока не будет достигнуто установившееся равновесное состояние, имеет место тонкий баланс в терминах поглощенной энергии лазера, толщины и свойств материала поглощающего слоя, который управляет тем, образуется ли вздутие вообще, размерами этого вздутия и, наконец, прорвется ли вздутие. Важно, что настоящее изобретение предотвращает разрыв вздутия, поскольку в случае разрыва вздутия вырвавшаяся струя испаренного материала сообщает значительный и сильно изменяющийся импульс переносимому изделию, что приводит к неточному позиционированию изделия при переносе. Поскольку вздувающийся слой полностью закрыт, усилием, прикладываемым при переносе, легче управлять и обеспечить точную величину этого усилия. Кроме того, теперь из процесса исключено нелинейное поглощение, имеющее место в полупроводниковых материалах, что обеспечивает лучшую воспроизводимость и облегчает управление процессом переноса.
Однослойная конфигурация слоя DRL, такая, как имеющая вздувающийся слой толщиной 1-10 мкм (например, из полиимида) с относительно небольшой глубиной поглощения (например, 0,2-0,5 мкм) для ультрафиолетового (UV) излучения, оказалась очень чувствительной к свойствам вздувающегося и отделяющего слоя. Следует отметить, что глубина поглощения должна быть меньше толщины слоя, иначе проявится абляционный перенос. Для оптимизации работы слоя DRL, имеющего однослойную структуру, необходимо точно подбирать три вида характеристик материала: (1) поглощение лазерного излучения, (2) механические характеристики при повышенных температурах и (3) адгезионные свойства. Поэтому был разработан и реализован двухкомпонентный вариант слоя DRL (например, как показано на Фиг.1А и Фиг.1В), в котором первый слой 18, расположенный рядом с прозрачным для лазерного излучения слоем 16, обеспечивает механизм вздутия, а второй слой 20 (клей) используется для временного закрепления переносимого компонента. Двухслойная конфигурация слоя DRL позволяет однозначно подбирать силу адгезии связующего слоя, вызывая при этом минимальные или даже нулевые изменения динамики образования вздутия в расположенном ниже поглощающем/приводном слое.
Следует понимать, что вместо полиимида могут быть использованы и другие вздувающиеся материалы с подходящими поглощающими и упругими свойствами. Следует также понимать, что при необходимости конфигурация слоя DRL может содержать дополнительные слои. Например, слой сильно поглощающего материала может быть помещен между прозрачным для лазерного излучения носителем и вздувающимся слоем для генерации газа, образующего вздутие. Этот поглощающий слой предназначен для создания развязки между характеристиками поглощения лазерного излучения в слое DRL с одной стороны и механическими упругими свойствами, необходимыми для образования вздутия с оптимальной конфигурацией (высота, форма и ширина), с другой стороны.
При описании носителя, прозрачного для лазерного излучения, настоящее изобретение требует только, чтобы прозрачный для лазерного излучения материал носителя не был слишком непрозрачным, т.е. пропускал бы достаточное количество энергии лазера для образования вздутия подходящего размера. Здесь можно выбрать прозрачность для лазерного излучения с любой нужной длиной волны, если только характеристики носителя подобраны именно для этой длины волны. Например, длина волны прозрачности слоя, прозрачного для лазерного излучения, в составе носителя и длина волны лазерного излучения, поглощаемого вздувающимся слоем, должны быть совместимы с выбранной длиной волны лазера. Другими словами, частоту излучения лазера и элементы в составе носителя выбирают так, чтобы большая часть энергии лазерного импульса (например, более 50% и предпочтительно более 75%) проходила сквозь носитель к вздувающемуся слою и поглощалась в нем (например, в пределах глубины 0,2-0,5 мкм в толще слоя DRL). Обычно потери при прохождении лазерного импульса составляют порядка 4% на отражение от каждой поверхности и менее 1% на пропускание, что создает коэффициент прозрачности 91% (0.96×0.99×0.96). Энергию лазерного импульса можно увеличить или уменьшить в зависимости от прозрачности подложки, прозрачной для лазерного излучения, чтобы до поглощающего слоя в составе слоя DRL дошло нужное количество энергии импульса. Поскольку масса подложки, прозрачной для лазерного излучения, велика по сравнению с массой поглощающего слоя DRL, нагрев этой подложки не будет составлять проблемы, пока уровень затухания в подложке не превышает 25%.
В одном из примеров носитель, прозрачный для лазерного излучения содержит диск из плавленого кварца размером 3′′×1/16′′ (Chemglass Life Sciences, номер по каталогу CGQ-0600-10). Слой DRL содержит первый вздувающийся слой нанесенного центробежным способом полиимида (PI-2525, HD Microsystems), поверх которого нанесен слой клея, содержащего низкомолекулярный полиэфир, приготовленный на месте и обозначенный как РЕ7.
На Фиг.2 показан термомеханический отклик (вздутие) слоя DRL в ответ на облучение сканирующим лазерным лучом по спиральной траектории. Изображение представлено с увеличением 1000× для области размером около 100 мкм.
На Фиг.3 показана химическая структура этого составляющего слой клея низкомолекулярного полиэфира РЕ7, построенного на основе жирных димерных двуосновных кислот и биодизельного топлива. В этом примере материал РЕ7 был разбавлен тетрагидрофураном (THF) до массовой концентрации 5%. Материал РЕ7 может быть синтезирован путем загрузки димера жирного диола (от компании Croda Polymer & Coatings) (0.01 моль, 5.70 г), соевого биодизельного топлива (от компании Cargill Inc.) (0.02 моль, 5.54 г), дибутилтин дилаурата (от компании Sigma-aldrich) (0.05 г) и ксилола (20 мл) в имеющую три горловины колбу с скругленным днищем, оснащенную магнитной мешалкой, ловушкой (затвором) Дина-Старка (Dean-Stark) с конденсором, а также входом и выходом для газа. Затем смесь нагрели до 160°C и выдержали в течение 3 часов в атмосфере азота. После этого удалили ксилол и воду из системы посредством дистилляции. Затем смесь нагрели до 230°C и выдержали в течение 5 часов для получения желтой вязкой жидкости РЕ7, причем описанный выше процесс обеспечивает выход конечного продукта около 97%.
Следующее описание дано на примерах и не является ограничением для демонстрации настоящего изобретения. Рядовые специалисты в рассматриваемой области должны понимать, что этапы изготовления системы не ограничиваются тем, что описано ниже или еще где-либо в тексте.
Материалы для изготовления слоя DRL наносят центробежным способом в устройстве SUSS RC-8 для центробежного нанесения покрытий. Сначала в этом устройстве SUSS RC-8 очищают и высушивают диски из плавленого кварца с использованием тетрагидрофурана (THF). Центробежное нанесение слоя полиимида PI-2525 осуществляют следующим образом: наносят полиимид на неподвижную подложку и дают «вылежаться» для релаксации полиимида, затем вращают со скоростью 500 об./мин в течение 10 с (ускорение 500 об./мин/мин), после чего вращают со скоростью 5000 об./мин в течение 40 с (ускорение 1000 об./мин/мин). Отверждение проводят в печи в атмосфере азота следующим образом: нагревают до 120°C и выдерживают 30 мин, затем нагревают до 350°C и выдерживают 30 мин, после чего постепенно охлаждают до температуры 50°C или ниже прежде, чем открыть для комнатной температуры. Толщина полиимидной пленки, полученной в таких режимах центробежного нанесения и отверждения, составила 4 мкм, что согласуется с кривыми центробежного нанесения, представленными изготовителем полиимида. Материал РЕ7 также наносят на неподвижную подложку, но в отличие от полиимида весь диск из плавленого кварца покрывают раствором перед центрифугированием. В процессе центрифугирования после вращения в течение 5 с со скоростью 500 об./мин (ускорение 500 об./мин/мин) осуществляют вращение со скоростью 4500 об/мин в течение 40 с (ускорение 1000 об./мин/мин).
Для демонстрации предлагаемой технологии была использована обычная, коммерчески доступная кремниевая пластина p-типа с ориентацией (100), механически сошлифованная до толщины 50 мкм. Подготовка пластины начинается с напыления слоя меди (Cu) толщиной 2 мкм на поверхность пластины поверх предварительно нанесенного слоя титана (Ti) толщиной 300 Å для улучшения адгезии меди (Cu). В качестве дискретных компонентов для этой демонстрации были использованы «чистые» (без приборов) плитки (кристаллы) кремния. Не следует ожидать, что динамика переноса функциональных кремниевых интегральных схем (IC) будет значительно отличаться от динамики переноса плитки кремния с такими же или почти такими же размерами.
В медной (Cu) пленке посредством стандартного способа литографии создают рисунок квадратов с длиной стороны 350, 670 и 1000 мкм для выделения кристаллов с соответствующими размерами. После этого стравливают слои меди (Cu) и (Ti) в дорожках (промежутках между кристаллами) стравливают, чтобы открыть пластину.
Далее пластины промывают, высушивают и кладут покрытой медью стороной вниз в устройстве для плазменного травления типа Trion Phantom II RIE Plasma Etcher для утонения с обратной стороны до 25 мкм. Параметры режимов травления для утонения пластин и открытия дорожек на следующем этапе приведены в таблице 1.
Измеренная скорость травления в таком режиме составила 0,25 мкм/мин. Толщину пластины измеряли посредством контактного профилометра (KLA Tencor Р-11) на отдельном контрольном участке такой же пластины, помещенной в устройство для травления рядом с обрабатываемой пластиной.
После утонения пластины до 25 мкм ее прикрепили к слою DRL на носителе из плавленого кварца, служащем носителем, прозрачным для лазерного излучения. Полученный пакет пропустили через ламинатор Optec DPL-24 для обеспечения воспроизводимого и равномерно распределенного связующего давления между слоем DRL и пластиной. Ламинатор имел следующие параметры: выдержка в вакууме в течение 7 мину, затем поднятие давления в камере и выдержка при повышенном давлении в течение 3 мин дополнительно. Использованный ламинатор создает фиксированное и нерегулируемое давление.
После соединения пластины со слоем DRL эту пластину разделяют на кристаллы. Это было сделано с использованием двух способов - реактивного ионного травления (RIE) и лазерной абляции, что позволяет сравнить результаты для этих двух способов согласно настоящему изобретению.
Процесс реактивного ионного травления (RIE) включает удаление металла на открытых дорожках с использованием параметров реактивного ионного травления (RIE), приведенных в Табл.1. Половину образца при этом защищают стеклянной пластинкой, чтобы оставить часть пластины для лазерного разделения и сравнить экспериментальные результаты для кристаллов после реактивного ионного травления (RIE) и после лазерного разделения.
Для разделения кристаллов на другой половине пластин вдоль дорожек использован неодимовый лазер Nd:YVO4 от компании (Spectra Physics HIPPO) с длиной волны излучения 355 нм. Лазер был настроен на частоту следования импульсов 50 кГц и работу при средней мощности 3 Вт и энергии импульса примерно 60 мкДж. При использовании скорости сканирования примерно 400 мм/с потребовалось 20 проходов для разделения кристаллов толщиной приблизительно 25 мкм.
После лазерного разделения образец был исследован с использованием оптического микроскопа с подсветкой сзади, чтобы убедиться в полном разделении пластины на кристаллы. В некоторых случаях происходит почти полное разделение на кристаллы, когда остаются небольшие нетронутые участки кремния поперек дорожек между кристаллами, препятствующие процессу разделения. Желание добиться полного разделения на кристаллы необходимо сбалансировать с вредными эффектами чрезмерного сканирования во время разделения, поскольку лазерное сканирование, намного превосходящее уровень, необходимый для разделения пластины, оказывает нежелательное воздействие на свойства слоя DRL, вследствие чего такое сканирование необходимо обязательно контролировать.
Система или устройство для осуществления переноса ультратонких изделий согласно по меньшей мере одному из вариантов настоящего изобретения содержит носитель, конфигурированный для удержания ультратонкого изделия при подготовке к переносу на подложку (например, любой подходящий материал) в сочетании с устройством для лазерного сканирования. Эту систему можно в общем случае описать следующим образом: (а) носитель, содержащий слой, прозрачный для лазерного излучения, вздувающийся слой и клейкий слой, к которому прикрепляют ультратонкие изделия при подготовке к переносу; (b) средство для вывода лазерного луча; (с) средство для формирования лазерного луча в соответствии с заданной формой; (d) средство для направления лазерного луча сквозь слой носителя, прозрачный для лазерного излучения, к вздувающемуся слою, ближайшему к клейкому слою с целью образования во вздувающемся слое вздутия, которое деформирует клейкий слой, вызывая отделение изделия (например, кристалла электронного компонента) от носителя в направлении нужной приемной подложки.
Средство для вывода лазерного луча содержит по меньшей мере одно лазерное устройство, конфигурированное для вывода лазерного луча, и предпочтительно электронную схему управления для избирательного включения генерации луча этим лазерным устройством. Средство для формирования лазерного луча в соответствии с заданной формой содержит один или оптических элементов, выбранных из группы, куда входят полуволновые пластинки, поляризаторы, расширители луча, линзы и т.п. и другие компоненты, известные в лазерной оптике. Средство для направления лазерного луча сквозь слой носителя, прозрачный для лазерного излучения, к вздувающемуся слою, содержит элементы для направления луча и/или устройства управления движением носителя, конфигурированные для направления луча в заданные точки носителя.
Далее описана, на примере и без ограничений, конкретная реализация системы и устройства.
Фиг.4 иллюстрирует демонстрационную установку 30, показывающую основные компоненты системы tmSLADT. В качестве примера выбран лазер 32 (например, Spectra Physics HIPPO Nd:YVO4), третья гармоника которого имеет длину волны 355 нм. Лазерный луч проходит через аттенюатор, содержащий полуволновую пластинку, установленную на вращающемся столике 34, и дихроичный поляризатор 36. Полуволновая пластинка на вращающемся столике 34 и направление поляризации лазерного луча, перпендикулярно направлению распространения, поворачиваются при вращении столика, так что угол поворота направления поляризации вдвое превосходит угол поворота полуволновой пластинки. Когда направление поляризации луча параллельно оси пропускания поляризатора, весь световой поток проходит без потерь. Когда направление поляризации перпендикулярно оси пропускания, свет не проходит. Устанавливая промежуточные величины угла, можно прецизионно ослаблять мощность лазерного луча. Положением вращающегося столика управляют электронным способом посредством устройства для регулирования углового положения, такого как интерфейс LabView® (не показан), использованного здесь только в качестве примера, а не для ограничения.
Дихроичный поляризатор является неподвижным и имеет фиксированную поляризационную ось пропускания, вследствие чего коэффициент пропускания света изменяется по закону квадрата косинуса угла между направлением поляризации света в лазерном луче и осью пропускания поляризатора.
Показанный измеритель 38 мощности предназначен для индикации мощности излучения лазера, не прошедшего сквозь дихроичный поляризатор 36.
Лазерный луч расширяется при прохождении сквозь расширитель 40 луча и затем проходит сквозь рефракционный формирователь 42 луча, сообщающий этому лучу профиль шляпы-цилиндра. Пара оборачивающих объективов 44, 46 усиливает степень однородности «цилиндрического» профиля луча перед тем, как этот луч входит в лазерную сканирующую головку 48 (SCANLAB HurrySCAN® II).
Сканирующая головка 48 расположена на опоре портального типа, а сканируемый луч направлен вниз, на мишень 50 (например, на носитель согласно настоящему изобретению, содержащий изделия для переноса), установленную на подвижном координатном столике 52, перемещающемся по всем трем осям XYZ. Следует понимать, что лазер может быть направлен в любую позицию на носителе с использованием элементов для изменения направления лазерного луча, таких как сканирующие головки разного типа, и/или элементов для перемещения носителя в другое положение, таких как координатный столик, и/или, предпочтительно, сочетания таких элементов, как показано на Фиг.4.
Предложены варианты подвижного столика с управляемым перемещением, обеспечивающего перемещения носителя относительно приемной подложки таким образом, чтобы сохранять рабочий зазор, через который происходит перенос изделий между носителем и приемной подложкой. В предпочтительном варианте столика с управляемым перемещением независимо управляют перемещением столика и приемной подложки, так что изделие, расположенной в любой конкретной точке на носителе можно перенести в любую нужную точку на приемной подложке. Хорошо известны системы управления производством для манипуляций с одномерными или двумерными массивами изделий и осуществления других форм переноса этих изделий от источника в пункт назначения. Обычно такая система управления содержит процессор, запоминающее устройство и программу, выполняемую процессором, для осуществления последовательного пошагового переноса путем подачи питания к электромеханическим приводам в ответ на координаты позиции, измеряемые электронными и электромеханическими датчиками, причем синхронизацию и управляющие операции выполняют в соответствии с программой системы управления производством. Следует понимать, что сохранение зазора и осуществление пошаговых процессов, например, в соответствии с командами системы управления, хорошо известны в технике и не требуют продолжительного обсуждения.
Перед каждым использованием после сканирующей головки помещают второй измеритель мощности, чтобы прокалибровать мощность луча в зависимости от положения волновой пластинки на образце. Поместив второй измеритель мощности в указанную позицию на образце, можно прокалибровать мощность (энергию импульса) на образце в зависимости от угла поворота полуволновой пластинки и/или мощности, отраженной на первый измеритель мощности.
Конкретные устройства, изображенные на Фиг.4, представляют каждый из элементов, описанных в предыдущем разделе. В частности, устройство для вывода лазерного луча может содержать лазер 32. Устройство для формирования лазерного луча в соответствии с заданным профилем может содержать сочетание оптических элементов 34, 36, 40, 42, 44 и 46. Рядовой специалист в рассматриваемой области должен понимать, что можно альтернативно использовать различные оптические элементы и различные схемы расположения этих элементов для формирования профиля лазерного луча, такого как какой-либо из описанных здесь профилей. Устройство для направления лазерного луча может использовать либо сканирующую головку 48, либо столик 52 с управляемым перемещением, но более предпочтительно и удобно реализовать такое устройство в виде сочетания сканирующей головки 48 и столика 52 с управляемым перемещением для получения очень гибкого и точного механизма позиционирования профиля лазерного луча на носителе. Носитель, как описано ранее, конфигурирован для образования вздутий в заданных позициях в ответ на получение энергии лазерного луча, обеспечивая тем самым перенос изделий, прикрепленных к клею на носителе рядом с точкой попадания лазерного луча.
Подложка носителя и приемная подложка установлены одна рядом с другой, так что между ними присутствует зазор заданной величины, для отделения изделия от подложки носителя и переноса на приемную подложку. В самом простом варианте кристалл, который нужно перенести, можно выбрать путем позиционирования подложки носителя под неподвижным лазерным лучом и затем включения лазера, что исключает необходимость в лазерной сканирующей головке.
В одном из вариантов производства держатели подложки носителя и приемной подложки предпочтительно конфигурируют для перемещения одной подложки относительно другой, что позволяет реализовать пошаговый процесс, в ходе которого изделия, расположенные на носителе через первый интервал одно от другого (например, с первым шагом позиционирования), отделяют от носителя и переносят на приемную подложку в точки через второй интервал одна от другой (например, со вторым шагом позиционирования). Например, управление движением подложки носителя и приемной подложки осуществляют предпочтительно полностью независимо одной от другой, так что ими управляет та же система, которая управляет сочетанием лазера, оптических элементов и перемещениями столиков для выполнения операций переноса согласно настоящему изобретению.
В одном из вариантов настоящего изобретения кристаллы, прикрепленные к носителю, переносят на гибкую подложку в системе непрерывного действия (с рулона на рулон). Гибкую приемную подложку перемещают в режиме «с рулона на рулон» и выбирают нужный кристалл для переноса с использованием лазерного сканера. Носитель может быть конфигурирован для линейного позиционирования относительно рулона, либо для полностью независимого управления позиционированием.
В одном из вариантов для демонстрации работы системы пластину устанавливают в держателе, используемом для лазерного переноса. Пластину в этом тестовом варианте прикрепляют к носителю и затем разделяют на отдельные кристаллы в процессе подготовки к переносу на приемную подложку из любого нужного материала, такую как гибкие печатные платы или другие печатные платы и/или подложки. Для таких демонстрационных целей используют прокладки толщиной 260 мкм, чтобы отделить приемную и отделяющую подложки одну от другой (применение прокладок или каких-либо других элементов, обеспечивающих физический контакт между двумя подложками, в общем случае не требуется, но упрощает систему).
Отделяющую подложку помещают поверх приемной подложки так, что слой DRL и разделенная на кристаллы пластина обращены вниз. Перед установкой на приемную подложку центробежным способом наносят слой клея, чувствительного к давлению (pressure sensitive adhesive (PSA)), и отверждают его, чтобы захватывать переносимые плитки. Поскольку средняя толщина пластины, используемой в этих образцах, равна 25 мкм, ширина зазора для переноса составляет около 235 мкм.
Приемная подложка с нанесенным центробежным способом слоем клея PSA была в этой демонстрации использована для определения возможностей процесса лазерного переноса. В типовых приложениях для корпусирования электронных устройств приемные подложки могут включать гибкие или жесткие печатные платы или другие подложки, позволяющие соединить перенесенные кристаллы с другими частями схемы.
Еще в одном варианте перенос изделий содержит компоненты микроэлектромеханических систем (MEMS), таких как используемые для микросборки на уровне пластин систем MEMS, построенных из частей, изготовленных на разных подложках. В случае переноса компонентов MEMS приемная подложка образует место, где собирают различные компоненты таких систем MEMS с использованием предлагаемого способа переноса. Например, дискретные компоненты систем MEMS могут быть прикреплены к подложке носителя индивидуально или могут быть изготовлены непосредственно из материала пластины, прикрепленной к подложке носителя, такими же способами, которые используются для отделения кристаллов от пластины.
После установки подложек все приспособление помещают под сканирующей головкой для переноса. Параметры лазера, используемые для активации слоя DRL, являются критичными для оптимизации выхода годных при переносе и для минимизации поперечного смещения или поворота кристалла во время переноса. Работая при энергиях импульса немного ниже порога разрыва вздутия, конфигурированная таким образом установка для переноса обеспечивает достижение максимальной высоты вздутия, не допуская, в то же время, выхода горячих газов, образующихся в результате испарения материала вздувающегося слоя (например, полиимида).
В одном из вариантов используют сканирование по круговой траектории лазерным лучом, который исходит от многоимпульсного лазера с высокой частотой повторения импульсов и с такой скоростью сканирования, которая позволяет создать непрерывное вздутие. Следует отметить, что непрерывное вздутие представляет собой последовательность перекрывающихся и непрорванных вздутий, каждое из которых образовано одним лазерным импульсом. Можно суммировать несколько концентрических вздутий в зависимости от размера изделия, которую нужно перенести. Размер пятна луча, используемого в этом варианте, меньше 20 мкм в диаметре, а энергию каждого импульса выбирают так, чтобы избежать разрыва вздувающегося материала, обычно меньше 20 мкДж/импульс. Диаметр кольцевого вздутия может достигать размера изделия, которое нужно передать. В этом варианте используется имеющая длину волны 355 нм третья гармоника лазера Nd:YVO4 или Nd:YAG, поглощаемая в пределах слоя толщиной 0,2-0,5 мкм полиимидного вздувающегося материала.
В другом примере варианта индивидуальное вздутие, размер которого меньше размера переносимого изделия, а форма соответствует форме переносимого изделия, генерируют посредством одноимпульсного лазера.
В другом примере варианта форму генерируемых вздутий подбирают так, чтобы способствовать прецизионной установке в соответствии с характеристиками переносимого изделия и используемого клея. В качестве примеров можно назвать спиральные вздутия, прямолинейные вздутия, криволинейные вздутия, круглые вздутия, треугольные вздутия, прямоугольные вздутия и другие геометрические формы и их сочетания. Перечисленные выше вздутия формируют в ответ на одну или несколько ассоциированных схем сканирования, выбранных из группы схем сканирования, содержащей прямые линии, кривые линии, замкнутые кривые, окружности, треугольники, прямоугольники и другие геометрические формы. Должно быть понятно, что по меньшей мере один из вариантов настоящего изобретения содержит схему управления для регулирования момента времени активизации вздутия, чтобы оптимизировать динамику отделения.
В варианте другого примера лазеры, работающие на других длинах волны, таких как другие гармоники лазера типа Nd:YAG или волоконно-оптических лазеров, для которых носитель является прозрачным, могут быть заменены ультрафиолетовым (UV) лазером. Понятно, что имеются лазеры, излучающие в ультрафиолетовой, видимой или инфракрасной областях спектра. Лазер может быть использован в рамках настоящего изобретения, если длина волны и энергия импульса лазера обеспечивают поглощение энергии лазера в достаточной степени для абляции части материала вздувающегося слоя с целью выделения паров для инициирования образования вздутия и его роста.
В варианте другого примера применяется дифракционный расщепитель луча для генерации системы индивидуальных вздутий с использованием одноимпульсного лазера. Дифракционный оптический элемент можно специализировать для расщепления одного луча на несколько лучей с целью создания двумерной матрицы вздутий, чтобы оптимизировать лазерный перенос.
В варианте другого примера генерируют вздутия кольцевой формы с применением одноимпульсного лазера с кольцевым профилем луча, использующего два позитивных аксикона.
Ограничения используемой демонстрационной установки не позволяют применить одноимпульсный режим переноса или большинство описанных выше способов, так что осуществляют сканирование обратной стороны кристалла, выбранного для демонстрации переноса, посредством трех непрерывных концентрических окружностей. Размеры окружностей зависят от размеров переносимого кристалла. Для кристалла размером 680×680 мкм эти окружности имеют диаметры 200, 400 и 600 мкм. Схема сканирования начинается с окружности наименьшего диаметра, а прорисовка каждой следующей окружности большего диаметра начинается с прорисовки отрезка прямой, соединяющего окружности разных диаметров. Скорость сканирования устанавливают равной 300 мм/с, что позволяет последовательным лазерным импульсам попадать в слой DRL, так что края пятен импульсов почти накладываются один на другой. Такой процесс создает непрерывное вздутие вдоль линий лазерного сканирования. Частота следования лазерных импульсов была установлена равной 15 кГц, а мощность варьировалась от 150 до 250 мВт в зависимости от характеристик слоя DRL. Эти параметры соответствуют энергиям импульсов от 10 мкДж до 17 мкДж.
Фиг.5 иллюстрирует типовой результат лазерного переноса согласно настоящему изобретению, показывая два кристалла, которые были перенесены в должном совмещении и правильной ориентации на приемную подложку. Это изображение было снято сквозь прозрачную приемную подложку. Отделяющая подложка, с которой кристаллы были перенесены, служит фоном.
На Фиг.6А и Фиг.6В представлены оценки процесса tmSLADT, показывающие величины смещения в направлениях X и Y для кристаллов после лазерного разделения (Фиг.6А) и после разделения посредством реактивного ионного травления RIE (Фиг.6В) применительно к кремниевым кристаллам с размером боковой стороны 670 мкм и толщиной 25 мкм. Для этих оценок были исследованы точность переноса и выход годных с использованием образцов, подготовленных, как было описано ранее. Результаты ясно демонстрируют замечательную точность переноса, присущую процессу tmSLADT. Средняя величина радиального смещения для кристаллов, разделенных лазером, составило 39,2 мкм при стандартном отклонении σ=14,5 мкм. Угловые смещения (повороты) перенесенных кристаллов относительно их первоначальных положений были пренебрежимо малыми. Для кристаллов, разделенных посредством реактивного ионного травления (RIE), при условии отбрасывания резко отклоняющихся значений эти показатели составили 52,7 мкм и 13,6 мкм, соответственно. Эти результаты представляют собой значительное улучшение по сравнению с результатами, полученными для переноса с использованием лазерной абляции, и сопоставимы с результатами термического переноса с использованием лазера. Выход годных при переносе в этих демонстрациях составили 85,7% и 93,5% для кристаллов, разделенных лазером, и кристаллов, разделенных посредством реактивного ионного травления (RIE), соответственно. Ожидается, что хорошо отработанный технологический процесс, сможет позволить реализовать более высокий выход годных при переносе, близкий к 100%.
На Фиг.7 представлены изображения перенесенных с использованием лазера и соединенных электрически функциональных кристаллов радио идентификаторов (RFID) в качестве дальнейшей демонстрации настоящего изобретения. Кристалл RFID показан прикрепленным к схеме, тогда как картинка на врезке показывает увеличенное изображение позиционирования кристалла. В качестве примера и без ограничений это устройство представляет собой прототип пассивной радио идентификационной бирки (RFID) (показана также на Фиг.8) с встроенным ультратонким кристаллом RFID, собранным с использованием настоящего изобретения. Это является первой известной в литературе технологической демонстрацией функционального электронного устройства, корпусированного с применением способа бесконтактного прямого переноса с использованием лазера.
Элементы подложки, включая карман для приема кристалла и соединение с антенной, изготовлены в этом примере с использованием эксимерного лазера Optec с длиной волны излучения 248 нм. После микрообработки и очистки подложки на дно кармана был нанесен клей, например, небольшая, диаметром 100 мкм, капелька эпоксидного клея Loctite® 3627ТМ для крепления кристалла. После этого в указанный карман способом tmSLADT с использованием лазера согласно настоящему изобретения был перенесен кристалл радио идентификатора RF1D (например, кристалл RFID типа HIGGS-3® фирмы Alien Technology).
После этого отверждали эпоксидный клей для крепления кристалла (например, в течение 6 мин при 125°C) для фиксации кристалла на месте. Затем была использована клейкая лента (например, полиимидная лента) для закрепления кристалла в его кармане. Полиимидная лента была использована для удобства, однако ее можно заменить материалом другого типа или исключить. На следующем этапе прорезанные лазером канавки для соединения с вытравленной из меди антенной были заполнены подготовленной на месте серебросодержащей пастой с использованием технологии создания «утопленных» полимерных толстых пленок (Polymer Thick Film - Inlaid (PTF-I)), после чего пасту отвердили (например, в течение 4 часов при 150°C).
Фиг.8 иллюстрирует пример реализации радио идентификационной бирки (RFID), где пять таких бирок RFID были изготовлены с применением способов и материалов, описанных в настоящей заявке, причем все эти бирки являются полностью функциональными и способными поддерживать связь со считывателем RFID.
На Фиг.9 представлена логическая схема процесса переноса изделий согласно настоящему изобретению. На логической схеме показан этап 70 приклеивания компонента или кристалла в качестве изделия к слою клея на носителе при подготовке к индуцированию отделения и осуществлению процесса переноса. Отделение изделия от носителя индуцируют на этапе 72 посредством фокусировки лазерного импульса или импульсов малой энергии на вздувающемся слое в составе носителя рядом со слоем клея с целью формирования вздутия, деформирующего слой клея. Эти вздувающийся слой и слой клея составляют динамически отделяющий слой (DRL). Перенос изделия на этапе 74 от носителя на приемную подложку происходит, когда изделие отделяется от слоя клея в ответ на расширение вздутия.
Следует понимать, что ультратонкие компоненты могут быть легко повреждены в процессе стандартной процедуры «захвата и установки» с использованием металлической иглы, тогда как лазерное отделение согласно настоящему изобретению является бесконтактным процессом, который при правильном управлении позволяет безопасно собирать компоненты значительно меньшего размера. Результаты демонстрируют уникальные возможности способа tmSLADT и оборудования для сборки ультратонких изделий, включая ультратонкие полупроводниковые кристаллы.
Из приведенного выше обсуждения должно быть понятно, что настоящее изобретение может быть реализовано различными способами, включая следующее:
1. Способ переноса изделий, содержащий: приклеивание изделия к слою клея в составе носителя, прозрачного для лазерного излучения; фокусировку лазерного луча низкой энергии сквозь прозрачный для лазерного излучения носитель на вздувающемся слое в составе носителя, расположенном рядом со слоем клея, с целью создания во вздувающемся слое вздутия, которое деформирует слой клея; и перенос изделия от прозрачного для лазерного излучения носителя на приемную подложку, помещенную в непосредственной близости, в ответ на отделение этого изделия по мере расширения вздутия.
2. Способ согласно варианту 1, отличающийся тем, что вздутие расширяется до, по существу, фиксированного расстояния в ответ на воздействие луча лазера с низкой энергией.
3. Способ согласно варианту 1, отличающийся тем, что вздувающийся слой содержит полимер, полиимид или неорганический материал, выбранный для абляции управляемым, невзрывным способом в ответ на облучение лазерным лучом с заданными длиной волны и энергией импульса, и обладает достаточной эластичностью, чтобы вздутие при образовании не разрывалось.
4. Способ согласно варианту 1, отличающийся тем, что вздувающийся слой подвергается абляции, ограниченной «непроникающей» абляцией с выделением паров с целью образования вздутия без разрыва этого вздутия.
5. Способ согласно варианту 1, отличающийся тем, что вздутие образуется в ответ на то, что луч лазера малой энергии испаряет небольшое количество материала вздувающегося слоя, что приводит к выделению газов для создания вздутия в носителе, деформирующего слой клея в составе носителя, прозрачного для лазерного излучения.
6. Способ согласно варианту 1, отличающийся тем, что лазерный луч низкой энергии имеет длину волны в ультрафиолетовом диапазоне.
7. Способ согласно варианту 1, отличающийся тем, что лазерный луч низкой энергии содержит один импульс или последовательность импульсов от лазера.
8. Способ согласно варианту 1, отличающийся тем, что лазерный луч низкой энергии сканирует с высокой частотой повторения, а схема и скорость сканирования выбраны для создания непрерывного вздутия.
9. Способ согласно варианту 8, отличающийся тем, что схему сканирования выбирают из группы схем сканирования, содержащей прямые линии, кривые линии, замкнутые кривые, окружности, треугольники, прямоугольники и другие геометрические фигуры.
10. Способ согласно варианту 1, отличающийся тем, что лазерный луч низкой энергии имеет энергию меньше 1 мДж, чтобы обеспечить, что вздутие не «взорвется» во время переноса изделия.
11. Способ согласно варианту 10, отличающийся тем, что лазер низкой энергии имеет энергию порядка 20 мкДж/импульс.
12. Способ согласно варианту 1, отличающийся тем, что материал, испаренный лазерным лучом низкой энергии, ограничен внутри вздутия в составе вздувающегося слоя.
13. Способ согласно варианту 12, отличающийся тем, что ультратонкое изделие имеет толщину меньше 100 мкм.
14. Способ согласно варианту 12, отличающийся тем, что ультратонкое изделие имеет толщину меньше 50 мкм.
15. Устройство для переноса ультратонких изделий с носителя на приемную подложку, содержащее: носитель, имеющий слой, прозрачный для лазерного излучения, вздувающийся слой и слой клея, к которому прикреплено ультратонкое изделие в процессе подготовки к операции переноса; устройство для вывода лазерного луча; устройство для формирования лазерного луча в соответствии с заданным профилем; и устройство для направления лазерного луча сквозь слой, прозрачный для лазерного излучения, в составе носителя к вздувающемуся слою рядом со слоем клея с целью образования во вздувающемся слое вздутия, которое деформирует слой клея, вызывая отделение указанного ультратонкого изделия от носителя для приема его приемной подложкой; при этом толщина вздувающегося слоя больше глубины поглощения лазерного излучения, чтобы предотвратить разрыв вздувающегося слоя.
16. Устройство согласно варианту 15, отличающееся тем, что ультратонкое изделие имеет толщину меньше 100 мкм.
17. Устройство согласно варианту 15, отличающееся тем, что лазерный луч имеет длину волны в ультрафиолетовом диапазоне.
18. Устройство согласно варианту 15, отличающееся тем, что лазерный луч содержит один или несколько лазерных импульсов.
19. Устройство согласно варианту 15, отличающееся тем, что устройство для вывода лазерного луча содержит по меньшей мере один лазер, генерирующий лазерный луч.
20. Устройство согласно варианту 15, отличающееся тем, что устройство для формирования лазерного луча в соответствии с заданным профилем содержит оптические компоненты, выбранные из группы оптических компонентов, содержащей полуволновые пластинки, поляризаторы, расширители луча, формирователи луча и линзы.
21. Устройство согласно варианту 15, отличающееся тем, что устройство для направления лазерного луча содержит сканирующую головку и/или подвижный столик для направления этого лазерного луча в заданную точку на носителе, из которой нужно перенести ультратонкое изделие.
22. Устройство согласно варианту 15, отличающееся тем, что устройство для направления лазерного луча сквозь слой, прозрачный для лазерного излучения, в составе носителя конфигурировано для направления этого лазерного луча к вздувающемуся слою рядом с заданным ультратонким изделием на носителе.
23. Устройство согласно варианту 15, отличающееся тем, что вздувающийся слой подвергается абляции, ограниченной «непроникающей» абляцией с выделением паров с целью образования вздутия без разрыва этого вздутия.
24. Устройство для переноса ультратонких изделий с носителя на приемную подложку, содержащее: носитель, имеющий слой, прозрачный для лазерного излучения, вздувающийся слой и слой клея, к которому прикреплено ультратонкое изделие в процессе подготовки к операции переноса; лазер и оптические элементы для формирования выходного излучения лазера в соответствии с заданным профилем; и по меньшей мере одно позиционирующее устройство для направления лазерного луча сквозь слой, прозрачный для лазерного излучения, в составе носителя к вздувающемуся слою рядом со слоем клея с целью образования во вздувающемся слое вздутия, которое деформирует слой клея, вызывая отделение указанного ультратонкого изделия от носителя для приема его приемной подложкой; при этом вздувающийся слой подвергается абляции, ограниченной «непроникающей» абляцией с выделением паров с целью образования вздутия без разрыва этого вздутия.
25. Устройство согласно варианту 24, отличающееся тем, что ультратонкое изделие имеет толщину меньше 100 мкм.
26. Устройство согласно варианту 24, отличающееся тем, что лазерный луч имеет длину волны в ультрафиолетовом диапазоне.
27. Устройство согласно варианту 24, отличающееся тем, что лазерный луч содержит один или несколько лазерных импульсов.
28. Устройство согласно варианту 24, отличающееся тем, что оптические элементы для формирования выходного лазерного луча в соответствии с заданным профилем содержит оптические компоненты, выбранные из группы оптических компонентов, содержащей полуволновые пластинки, поляризаторы, расширители луча, формирователи луча и линзы.
29. Устройство согласно варианту 24, отличающееся тем, что устройство для направления лазерного луча содержит сканирующую головку и/или подвижный столик для направления этого лазерного луча в заданные точки на носителе, из которых нужно перенести ультратонкие изделия.
30. Устройство согласно варианту 24, отличающееся тем, что лазерный луч сканирует с высокой частотной повторения, а схема и скорость сканирования выбраны для создания непрерывного вздутия.
Хотя приведенное выше описание содержит много подробностей, их следует толковать не в качестве ограничений объема настоящего изобретения, а просто в качестве иллюстраций некоторых, предпочтительных на сегодня вариантов настоящего изобретения. Поэтому должно быть понятно, что объем настоящего изобретения полностью охватывает другие варианты, которые могут быть очевидны для специалистов в рассматриваемой области, и что объем настоящего изобретения, соответственно, не ограничивается ничем другим, кроме прилагаемой Формулы изобретения, где ссылка на элемент в единственном числе должна означать не «одно и только одно», если только это не утверждается в явном виде, а «один или более» Все структурные, химические и функциональные эквиваленты элементов описанного выше предпочтительного варианта, известные рядовым специалистам в рассматриваемой области, в явном виде включены сюда посредством ссылки и должны охватываться настоящей Формулой изобретения. Более того, ни один из элементов, компонентов или этапов способа в настоящем описании не предназначен для открытого использования независимо от того, представлен ли этот элемент, компонент или этап способа в явном виде в Формуле изобретения. Ни один из элементов приведенной здесь Формулы изобретения не следует толковать согласно положениям 35 U.S.C. 112, §6, если только на этот элемент нет явной ссылки с использованием фразы «средство для».
Реферат
Изобретение относится к бесконтактному переносу и сборке компонентов с использованием лазера. В способе избирательного лазерно-стимулированного переноса кристаллов перенос с прозрачного для лазерного излучения носителя на приемную подложку осуществляют на основе режима образования вздутия многослойного динамически отделяющегося слоя при облучении сфокусированным лазерным импульсом(ами) с низкой энергией, в результате чего вздутие вызывает перенос изделия. Такое перемещение дает точные результаты по расположению с незначительным боковым и угловым смещением. 3 н. и 27 з.п. ф-лы, 9 ил, 1 табл.
Формула
приклеивание изделия к клейкому слою носителя, прозрачного для лазерного излучения;
фокусировку лазерного луча с низкой энергией через прозрачный для лазерного излучения носитель на вздувающемся слое в указанном носителе, ближайшем к клейкому слою, для создания вздутия на вздувающемся слое, которое деформирует клейкий слой; и
перенос изделия с прозрачного для лазерного излучения носителя на приемную подложку, помещенную в непосредственной близости, в результате отделения изделия по мере расширения вздутия.
носитель, содержащий слой, прозрачный для лазерного излучения, вздувающийся слой и клейкий слой, к которому прикреплено ультратонкое изделие в процессе подготовки к операции переноса;
средство для вывода лазерного луча;
средство для формирования лазерного луча в соответствии с заданной формой, и средство для направления лазерного луча через слой носителя, прозрачный для лазерного излучения, к вздувающемуся слою, ближайшему к клейкому слою для образования во вздувающемся слое вздутия, которое деформирует клейкий слой, вызывая отделение указанного ультратонкого изделия от носителя для приема его приемной подложкой;
при этом толщина вздувающегося слоя больше глубины поглощения лазерного излучения для предотвращения разрыва вздувающегося слоя.
носитель, содержащий слой, прозрачный для лазерного излучения, вздувающийся слой и клейкий слой, к которому прикреплено ультратонкое изделие в процессе подготовки к операции переноса;
лазер и оптические элементы для формирования выходного лазерного излучения в соответствии с требующейся формой; и
по меньшей мере одно позиционирующее устройство для направления лазерного луча через слой носителя, прозрачный для лазерного излучения, к вздувающемуся слою, ближайшему к клейкому слою для образования во вздувающемся слое вздутия, которое деформирует клейкий слой, вызывая отделение указанного ультратонкого изделия от носителя для приема его приемной подложкой;
при этом вздувающийся слой подвергается абляции, которая ограничена «непроникающей» абляцией, создающей пары для образования вздутия без разрыва указанного вздутия.
Комментарии