Картриджи фильтров и воздухоочистительные узлы - RU2736466C2
Код документа: RU2736466C2
Чертежи



















































Описание
Эта заявка была подана 16 декабря 2016 года как международная патентная заявка РСТ и заявляет приоритет предварительных заявок на патенты США 62/269761, поданной 18 декабря 2015 года, и 62/316713, поданной 1 апреля 2016 года, которые полностью включены в данный документ посредством ссылки.
Область техники, к которой относится изобретение
Настоящее изобретение относится к конструкциям фильтров, как правило, для использования при фильтрации воздуха, такого как всасываемый воздух для двигателей внутреннего сгорания. Настоящее изобретение, в частности, относится к конструкциям фильтров, в которых используются картриджи, имеющие противолежащие концы для потока. Также описаны конструкции и признаки воздухоочистителей, и способы их сборки и использования.
Предпосылки изобретения
Воздушные потоки могут переносить загрязняющие вещества, такие как содержащиеся в них частицы пыли и жидкостей. Во многих случаях требуется отфильтровать из воздушного потока некоторые или все загрязняющие вещества. Например, воздушные потоки в двигатели (например, потоки воздуха для горения) для моторизованных транспортных средств или оборудования для выработки электроэнергии, газовые потоки в системы газовых турбин и воздушные потоки в различные пламенные печи переносят содержащийся в них загрязнитель в форме частиц, который следует отфильтровать. Для таких систем предпочтительно, чтобы выбранное загрязняющее вещество было удалено из воздуха (или был снижен его уровень в воздухе). Для удаления загрязнителей были разработаны разнообразные конструкции воздушных фильтров. Производится поиск усовершенствований.
Сущность изобретения
Согласно настоящему изобретению раскрываются узлы воздухоочистителей, корпуса, обслуживаемые картриджи фильтров и связанные с ними признаки, компоненты и способы. В целом признаки относятся к системам, которые предназначены для обеспечения надлежащих ориентации и уплотнения картриджа фильтра в корпусе воздухоочистительного узла. В настоящем документе описываются различные подходы, которые можно независимо или совместно использовать для достижения желаемого результата.
Краткое описание графических материалов
На фиг. 1 показан местный схематический перспективный вид первого примерного типа материала, пригодного для использования в конструкциях согласно настоящему изобретению.
На фиг. 2 показан увеличенный схематический вид в поперечном сечении части типа материала, изображенного на фиг. 1.
На фиг. 3 представлены схематические виды примеров различных определений рифленого материала для материала, относящегося к типу, показанному на фиг. 1 и 2.
На фиг. 4 показан схематический вид примерного процесса изготовления материала, относящегося к типу, показанному на фиг. 1-3.
На фиг. 5 показан схематический вид в поперечном сечении необязательной оконечной наметки для рифлений материала, относящегося к типу, показанному на фиг. 1-4.
На фиг. 6 показан схематический перспективный вид свернутой в спираль конструкции фильтра, пригодной для использования в картридже фильтра, обладающем признаками согласно настоящему изобретению, и изготовленной из ленты материала, например, согласно фиг. 1.
На фиг. 7 показан схематический перспективный вид конструкции паковки уложенного в стопу материала, пригодной для использования в конструкции фильтра, обладающей признаками согласно настоящему изобретению, и изготовленной из ленты материала, например, согласно фиг. 1.
На фиг. 8 показан схематический вид конца для потока паковки фильтрующего материала, в которой используется материал, отличающийся от материала, показанного на фиг. 1, и, в качестве альтернативы, пригодный для использования в выбранных картриджах фильтров согласно настоящему изобретению.
На фиг. 8А показан схематический вид конца для потока, противоположный виду, показанному на фиг. 8.
На фиг. 8В показан схематический вид в поперечном сечении паковки материала, показанной на фиг. 8 и 8А.
На фиг. 9 показан схематический местный вид в поперечном сечении дополнительного альтернативного типа материала, пригодного для использования в паковке материала картриджа фильтра, обладающего признаками согласно настоящему изобретению.
На фиг. 10 показан схематический местный вид в поперечном сечении первого варианта типа материала, показанного на фиг. 9.
На фиг. 11А показано схематическое изображение другой пригодной для использования комбинации рифленого листа/облицовочного листа согласно настоящему изобретению.
На фиг. 11В показан второй схематический вид типа материала, показанного на фиг. 11А.
На фиг. 11С показан схематический местный вид в плане еще одного варианта материала.
На фиг. 12 показан схематический вид другого варианта пригодного для использования материала согласно настоящему изобретению.
На фиг. 13 показан схематический перспективный вид сверху воздухоочистительного узла, содержащего признаки и компоненты согласно настоящему изобретению.
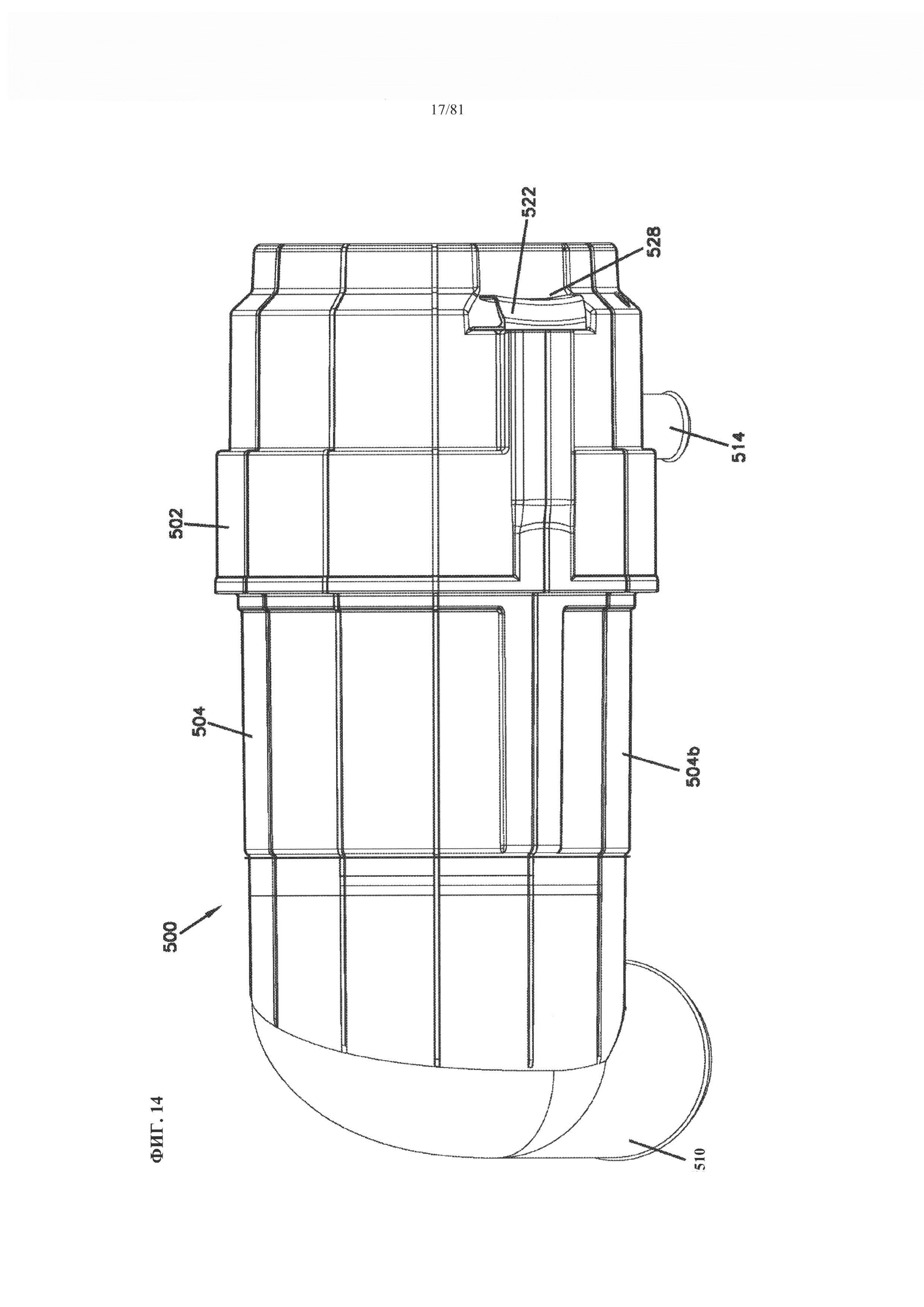
На фиг. 14 показан схематический вид сбоку воздухоочистительного узла, показанного на фиг. 13.
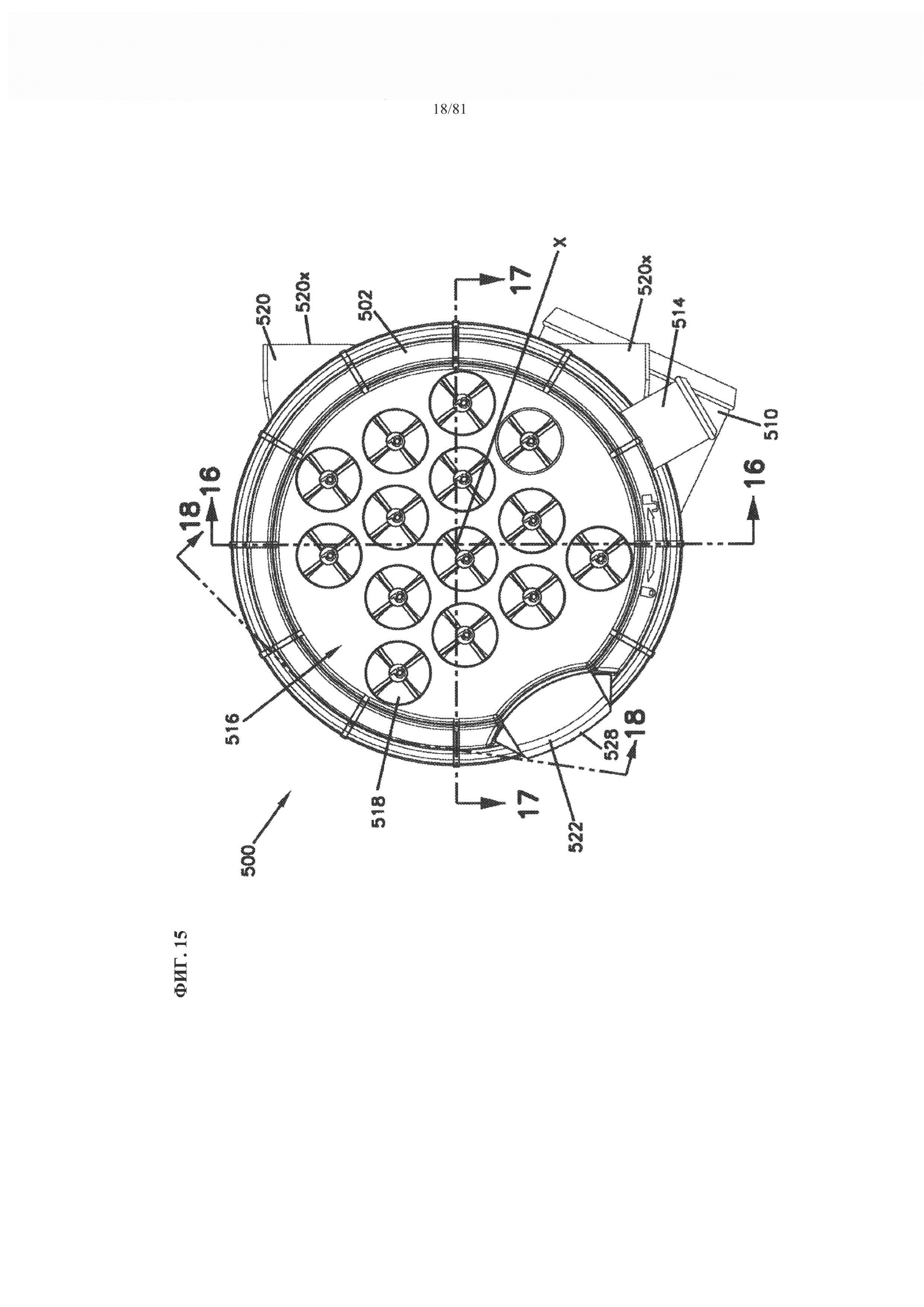
На фиг. 15 показан схематический вид сверху воздухоочистительного узла, показанного на фиг. 13.
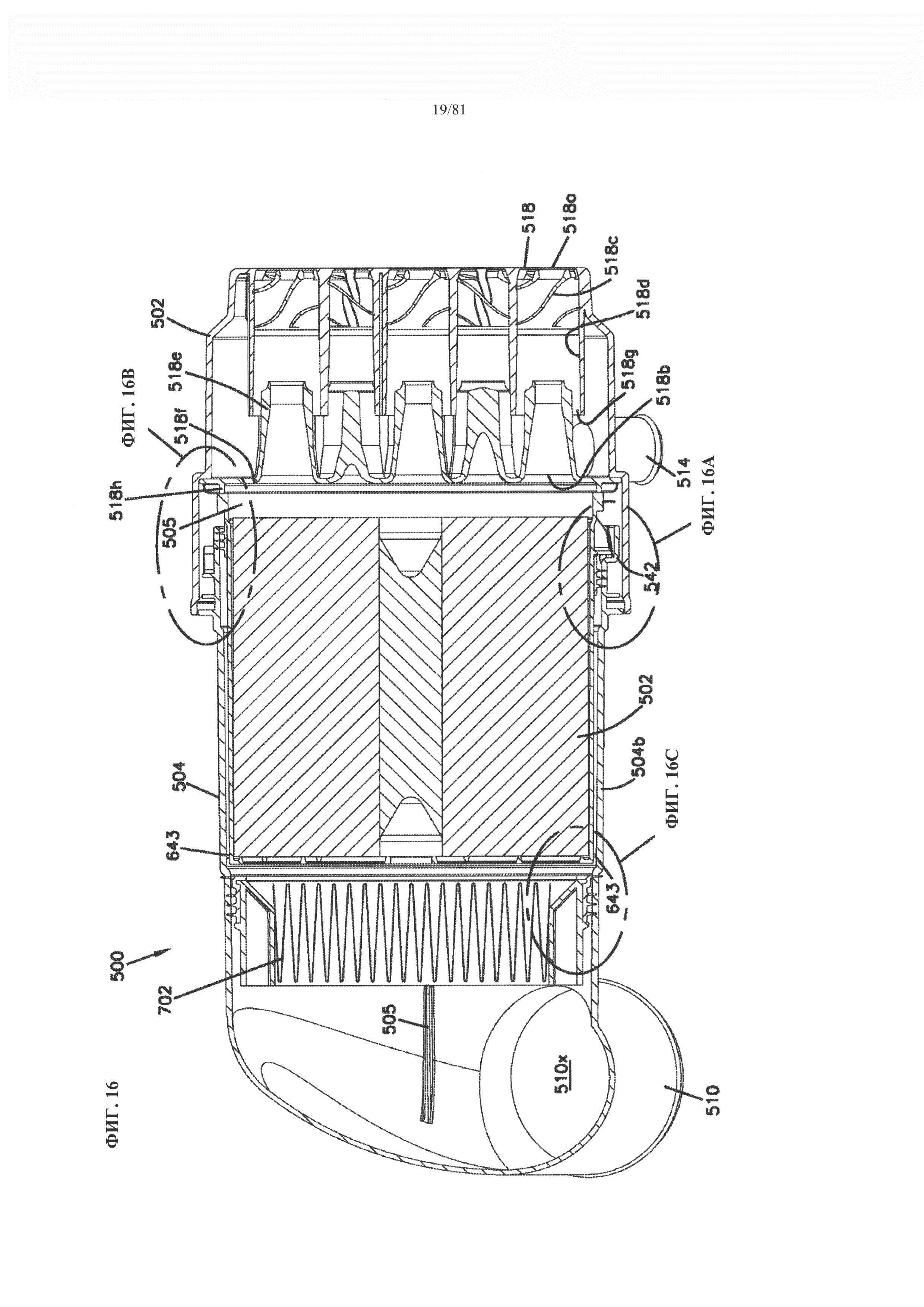
На фиг. 16 показан схематический вид в поперечном сечении воздухоочистительного узла, показанного на фиг. 13, взятом по линии 16-16, показанной на фиг. 15.
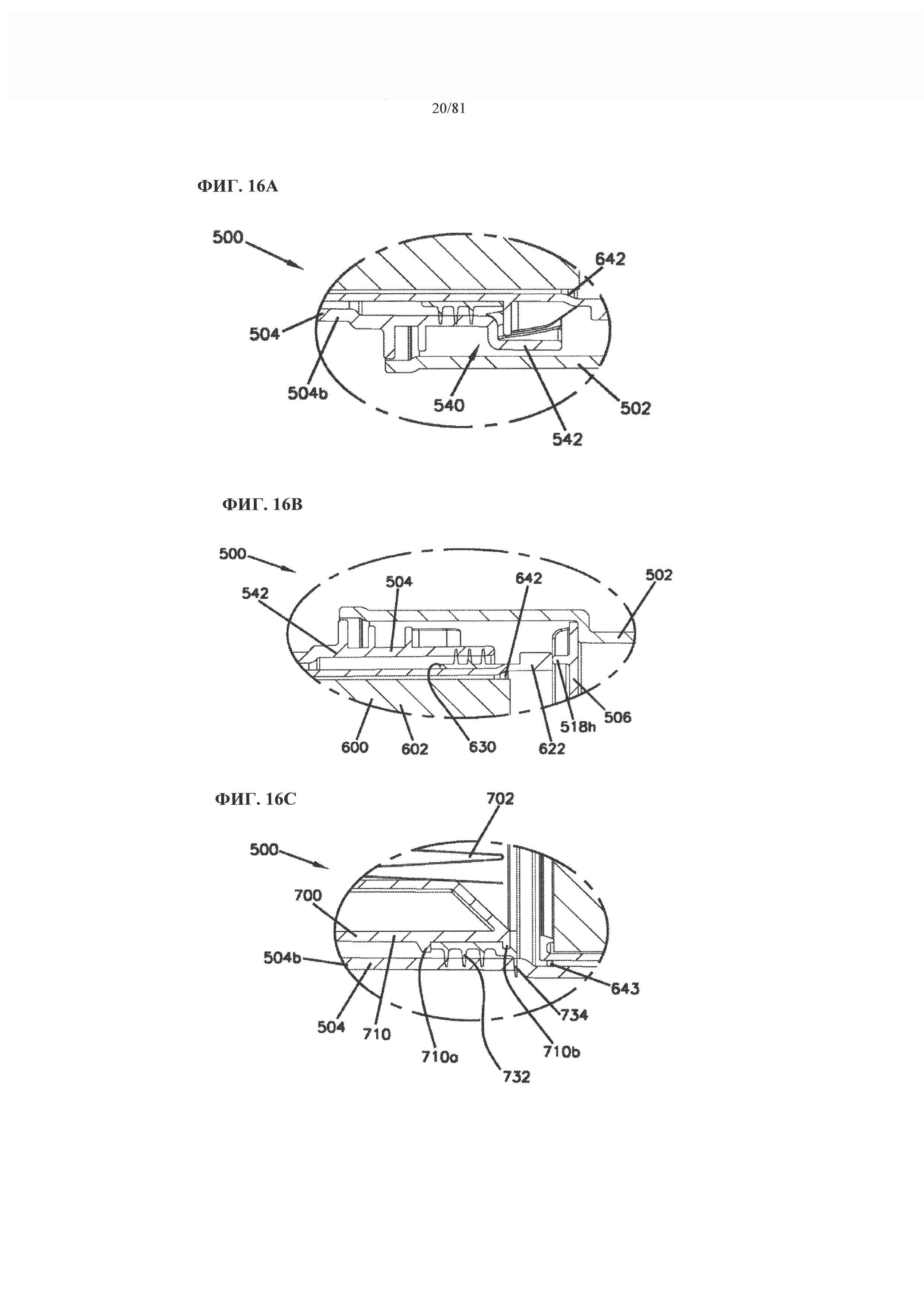
На фиг. 16А показан увеличенный схематический вид в поперечном сечении части воздухоочистительного узла, показанного на фиг. 16, которая представлена обведенной окружностью частью с надписью «Фиг. 16А» на фиг. 16.
На фиг. 16В показан увеличенный схематический вид в поперечном сечении части воздухоочистительного узла, показанного на фиг. 16, которая представлена обведенной окружностью частью с надписью «Фиг. 16В» на фиг. 16.
На фиг. 16С показан увеличенный схематический вид в поперечном сечении части воздухоочистительного узла, показанного на фиг. 16, которая представлена обведенной окружностью частью с надписью «Фиг. 16С» на фиг. 16.
На фиг. 17 показан схематический вид в поперечном сечении воздухоочистительного узла, показанного на фиг. 13, взятом по линии 17-17, показанной на фиг. 15.
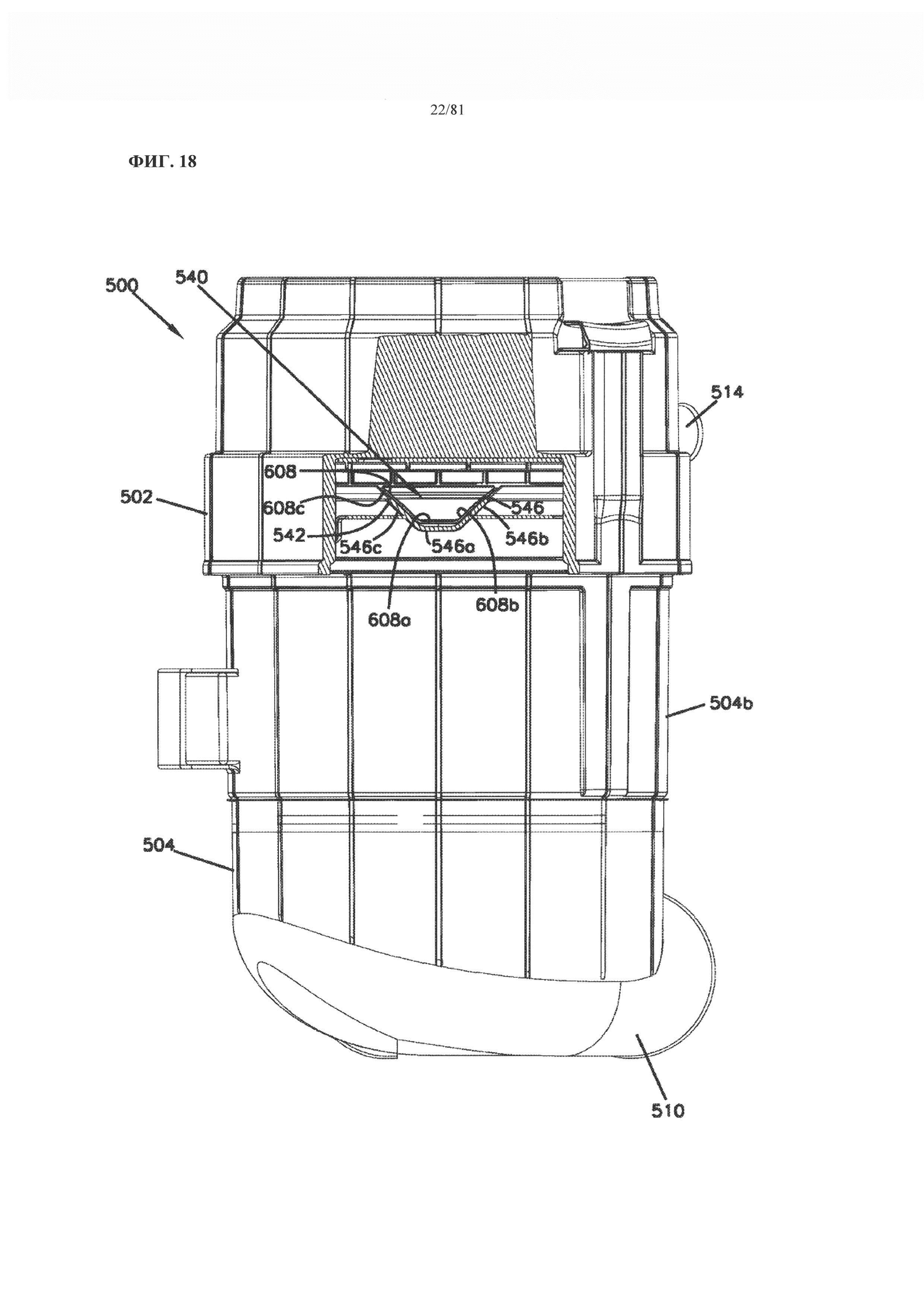
На фиг. 18 показан схематический вид в поперечном сечении воздухоочистительного узла, показанного на фиг. 13, взятом по линии 18-18, показанной на фиг. 15.
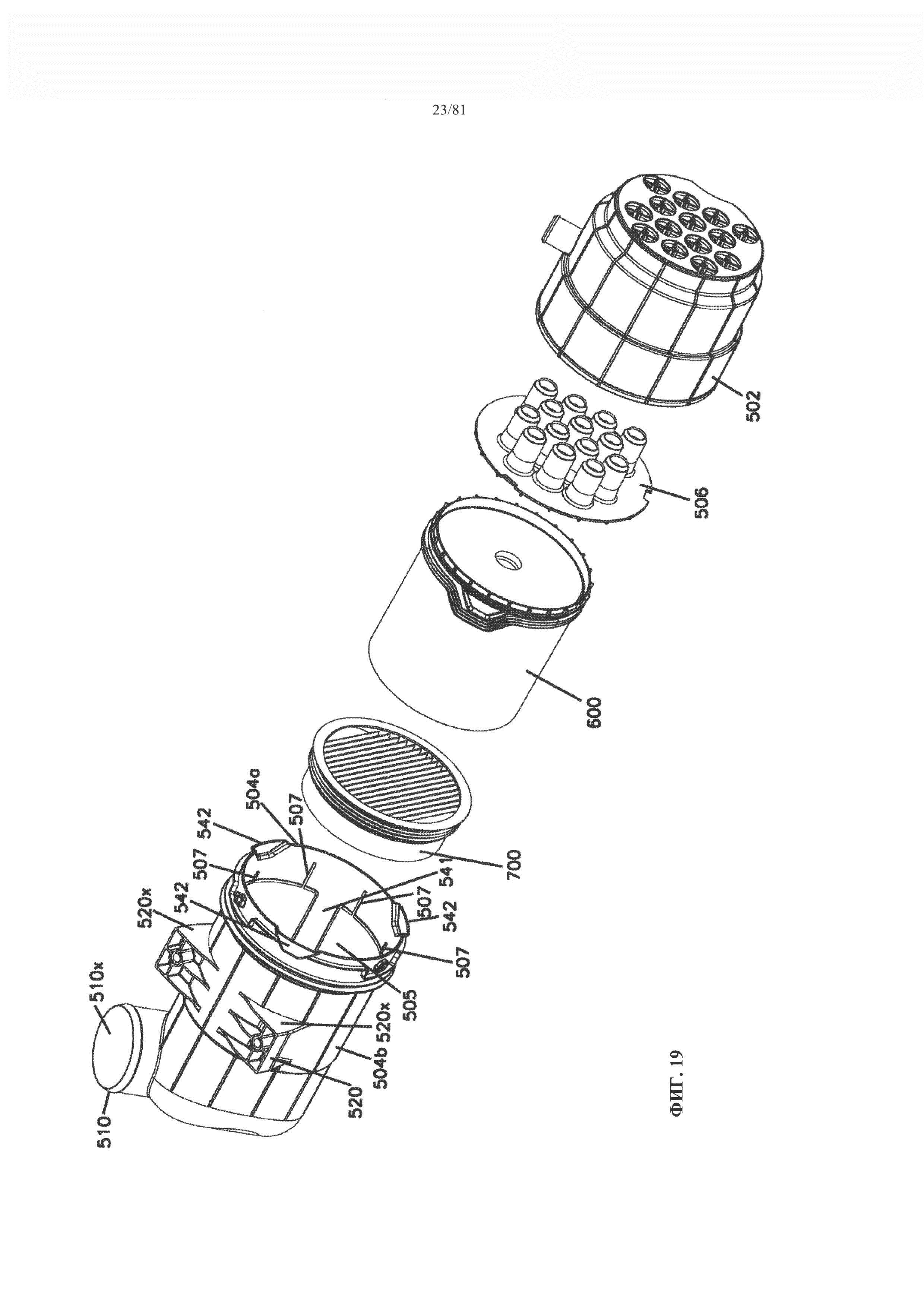
На фиг. 19 показан схематический покомпонентный перспективный вид сверху воздухоочистительного узла, показанного на фиг. 13.
На фиг. 20 показан схематический перспективный вид основной части корпуса воздухоочистительного узла, показанного на фиг. 13.
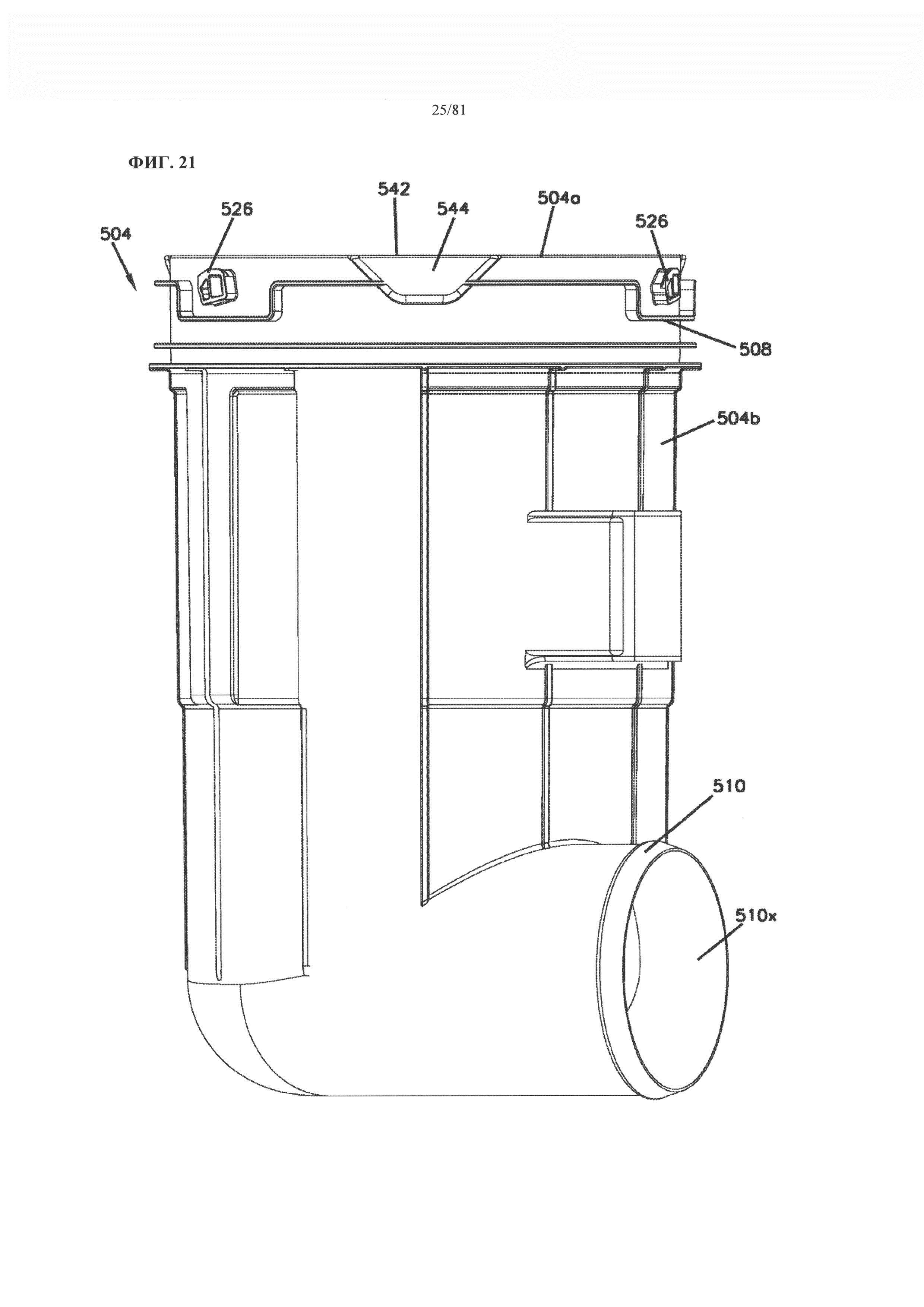
На фиг. 21 представлен схематический вид сбоку основной части корпуса, показанной на фиг. 20.
На фиг. 22 представлен схематический вид сверху основной части корпуса, показанной на фиг. 21.
На фиг. 23 показан схематический перспективный вид снизу внутренней части предварительного очистителя воздухоочистительного узла, показанного на фиг. 13.
На фиг. 24 показан схематический вид снизу основной части в виде крышки воздухоочистительного узла, показанного на фиг. 13.
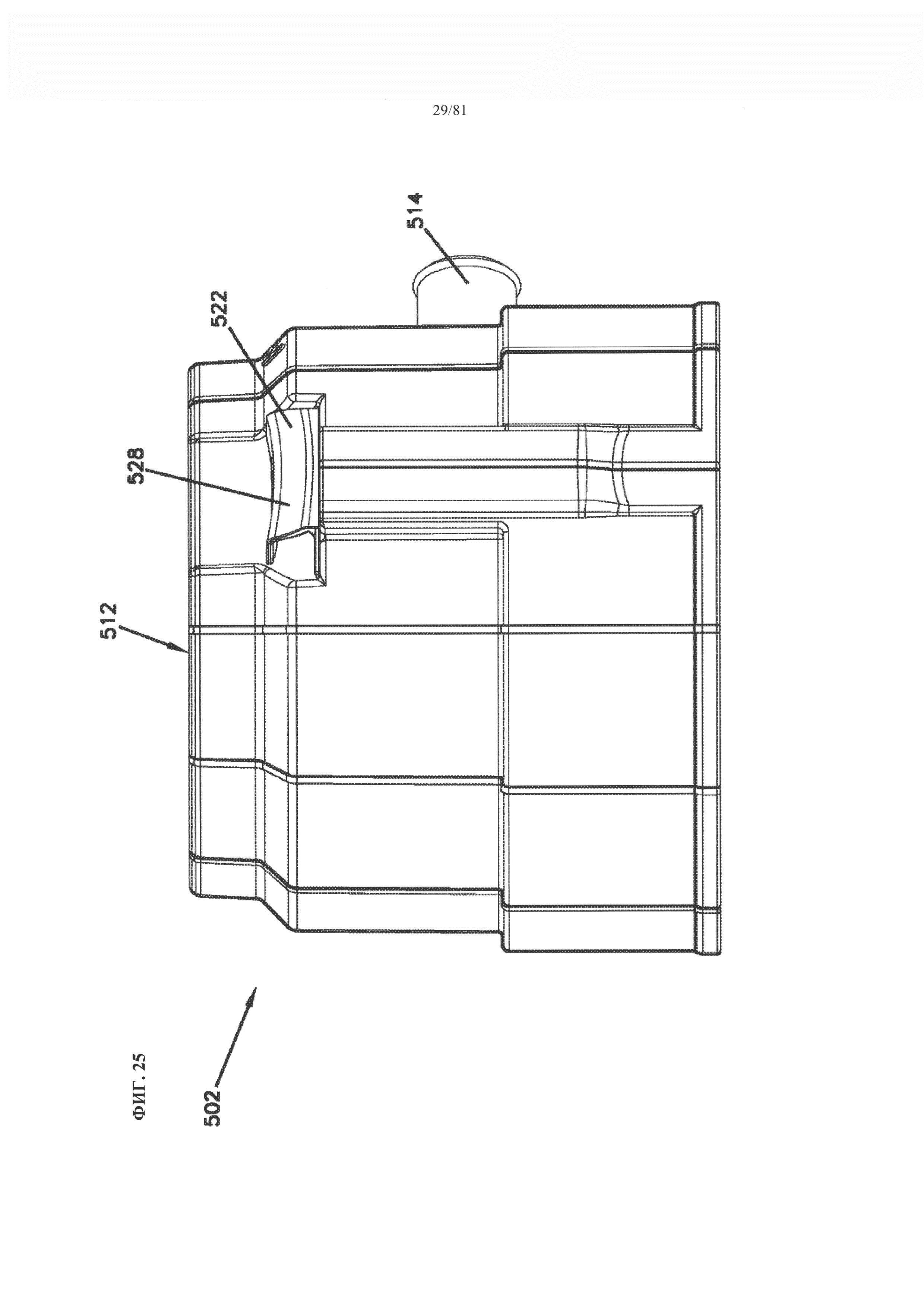
На фиг. 25 показан схематический вид сбоку основной части в виде крышки воздухоочистительного узла, показанного на фиг. 13.
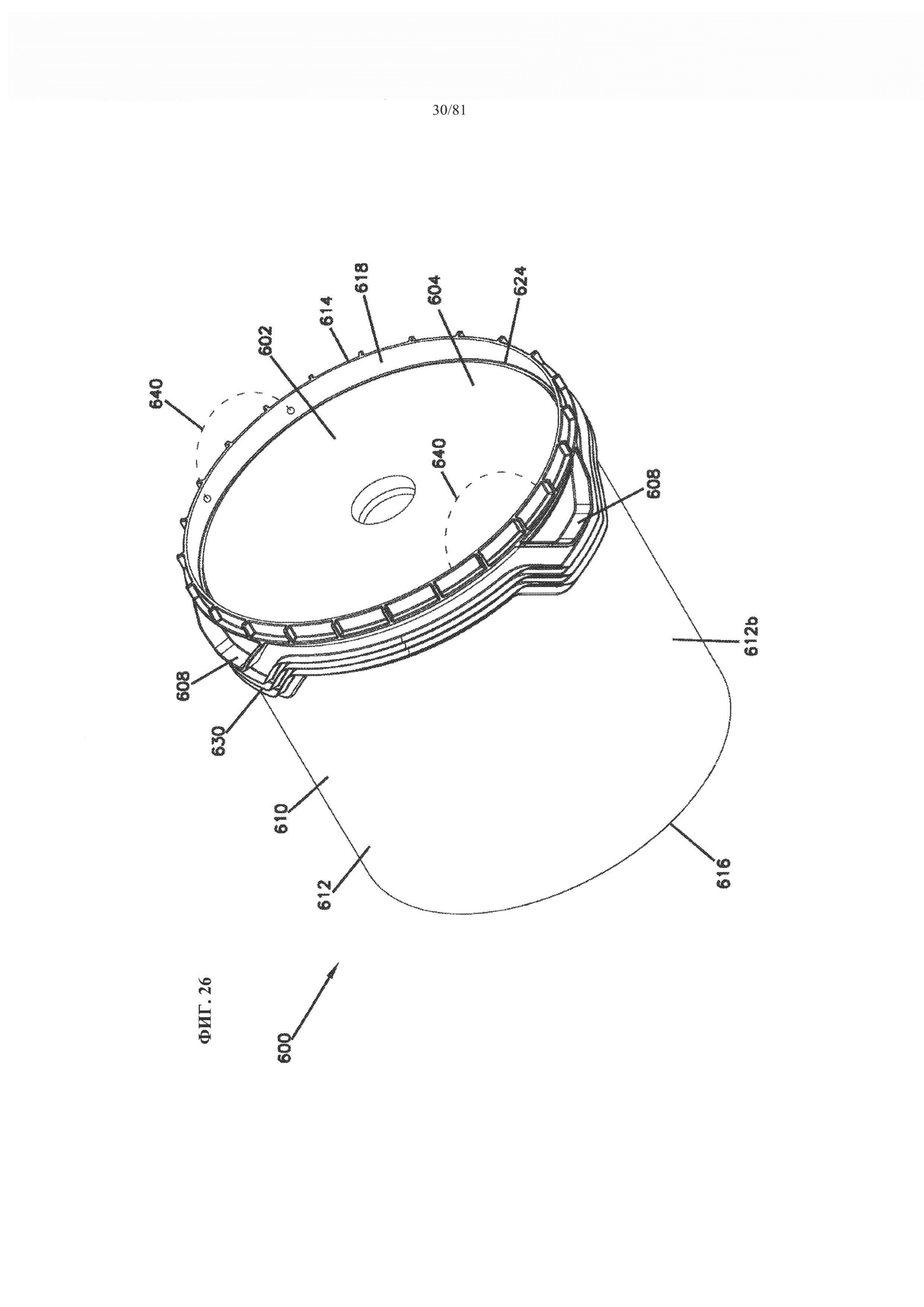
На фиг. 26 показан схематический перспективный вид компонента картриджа фильтра, пригодного для установки в воздухоочистительном узле, показанном на фиг. 13.
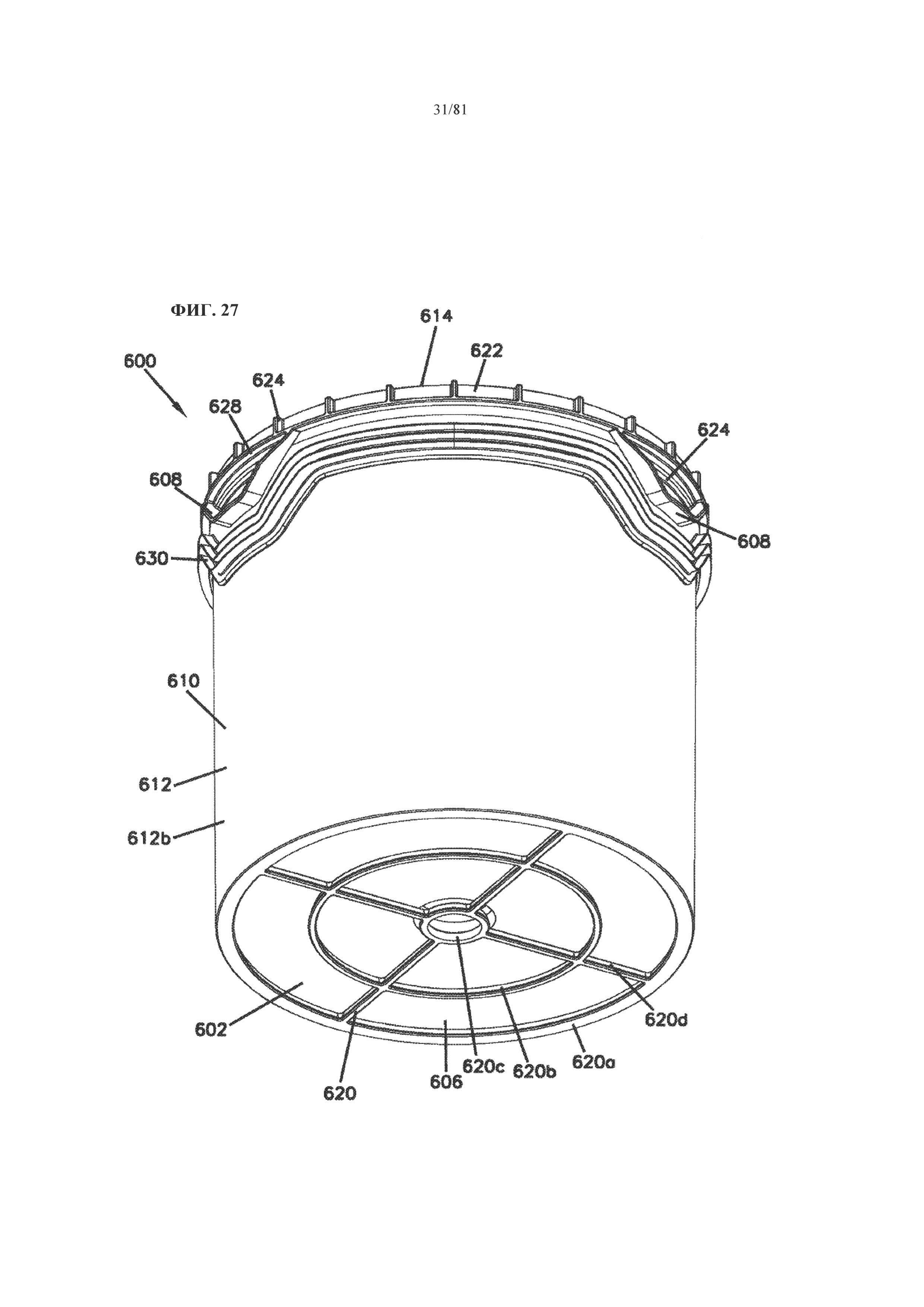
На фиг. 27 показан второй схематический перспективный вид картриджа фильтра, показанного на фиг. 26.
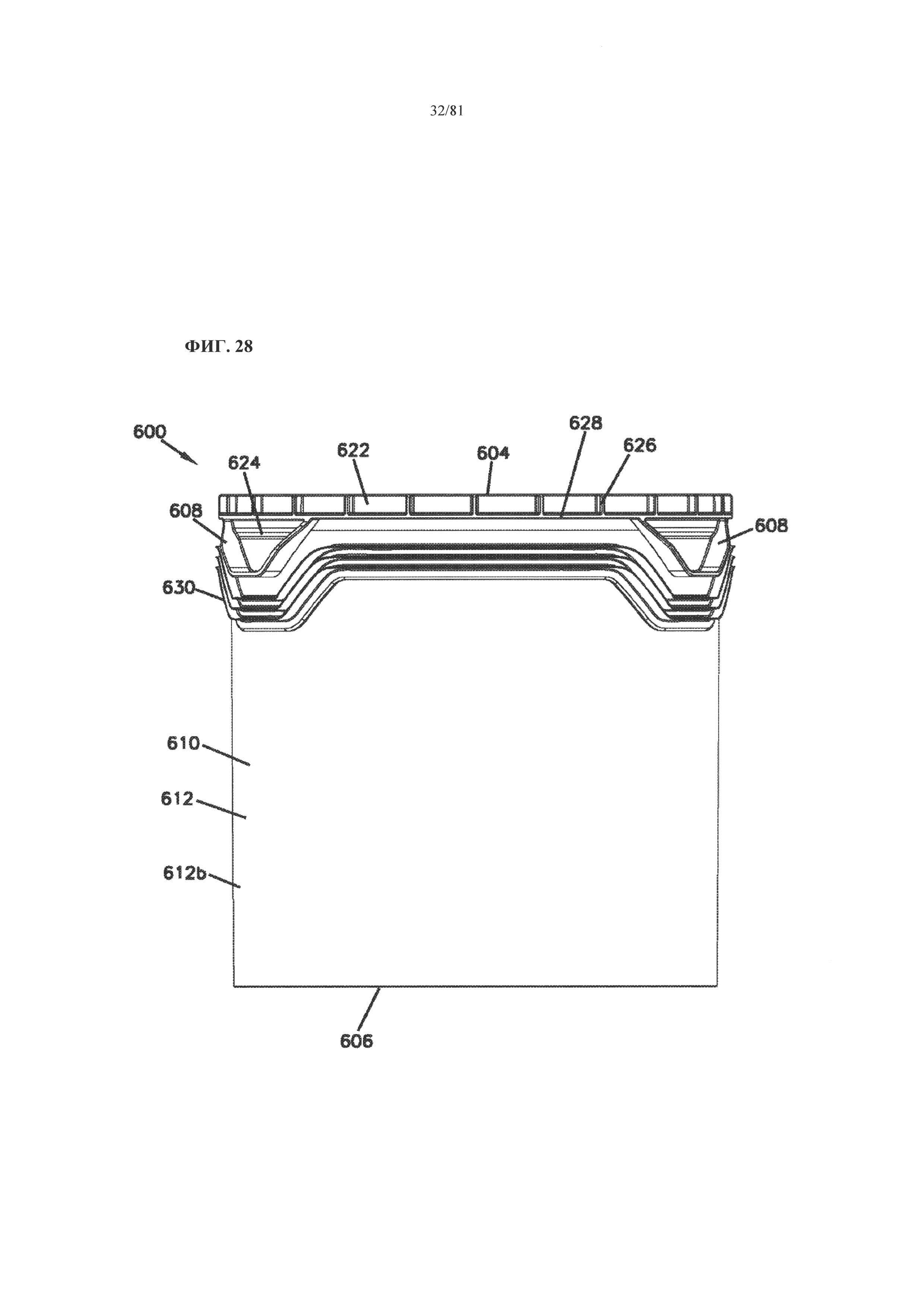
На фиг. 28 показан схематический вид сбоку картриджа фильтра, показанного на фиг. 26.
На фиг. 28А показан схематический вид сбоку картриджа фильтра, показанного на фиг. 26, но только с одним кромочным уплотнением, предусмотренным для уплотнительной конструкции.
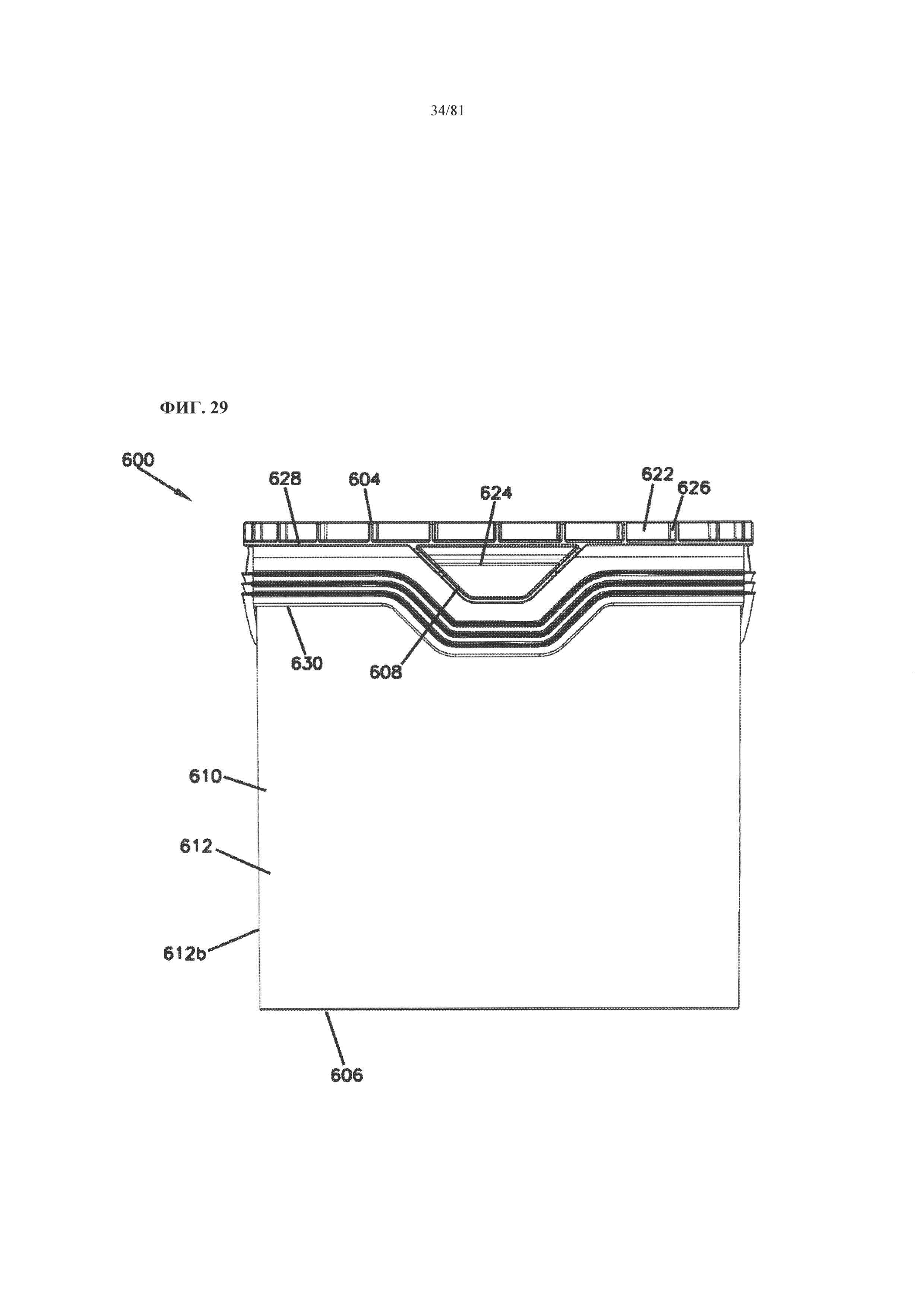
На фиг. 29 показан второй схематический вид сбоку картриджа фильтра, показанного на фиг. 26.
На фиг. 30 показан схематический вид сверху картриджа фильтра, показанного на фиг. 26.
На фиг. 31 показан схематический перспективный вид оболочки картриджа фильтра, показанного на фиг. 26.
На фиг. 32 показан второй схематический перспективный вид оболочки, показанной на фиг. 31.
На фиг. 33 показан схематический вид сбоку оболочки, показанной на фиг. 31.
На фиг. 34 показан второй схематический вид сбоку оболочки, показанной на фиг. 31.
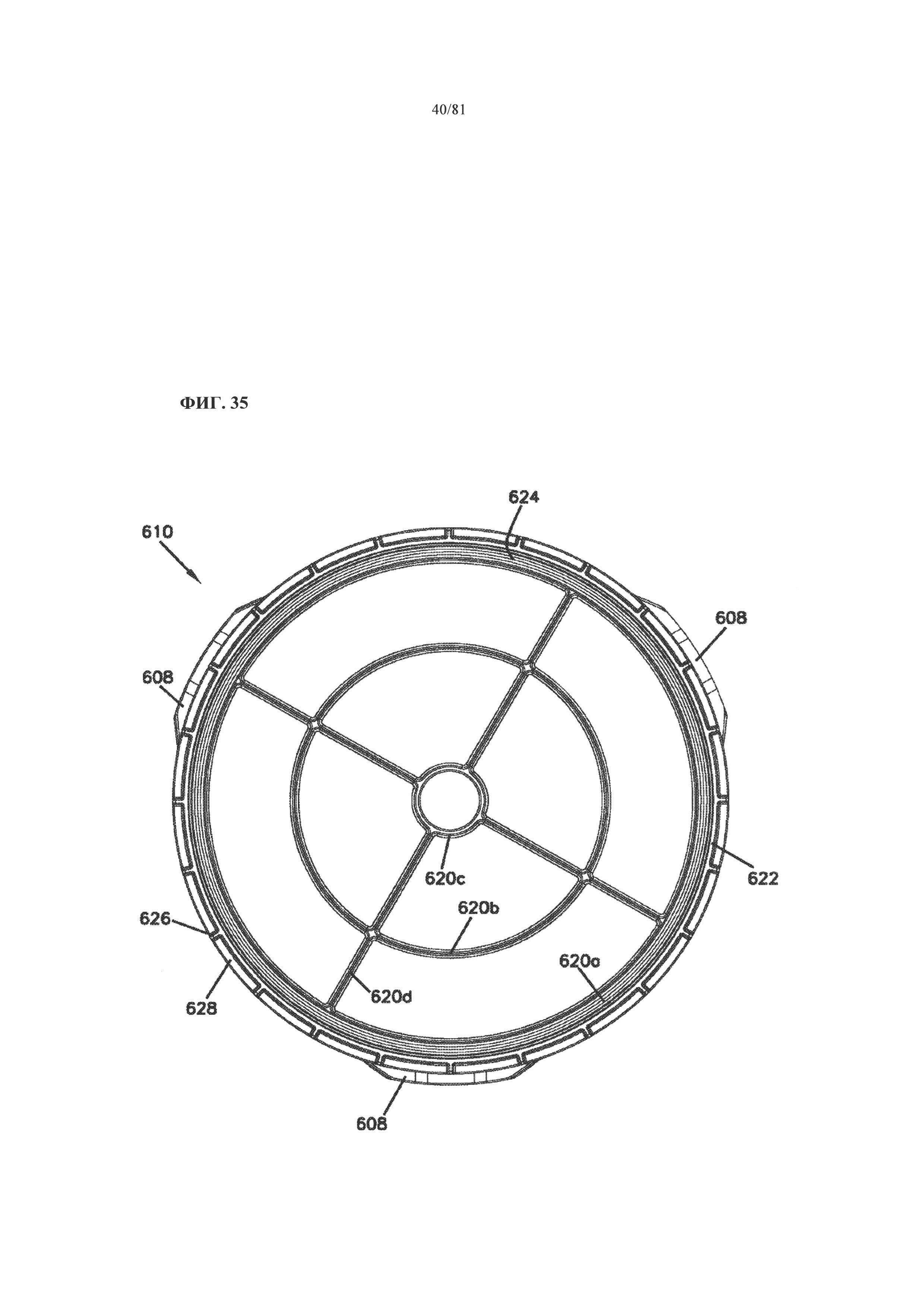
На фиг. 35 показан схематический вид сверху оболочки, показанной на фиг. 31.
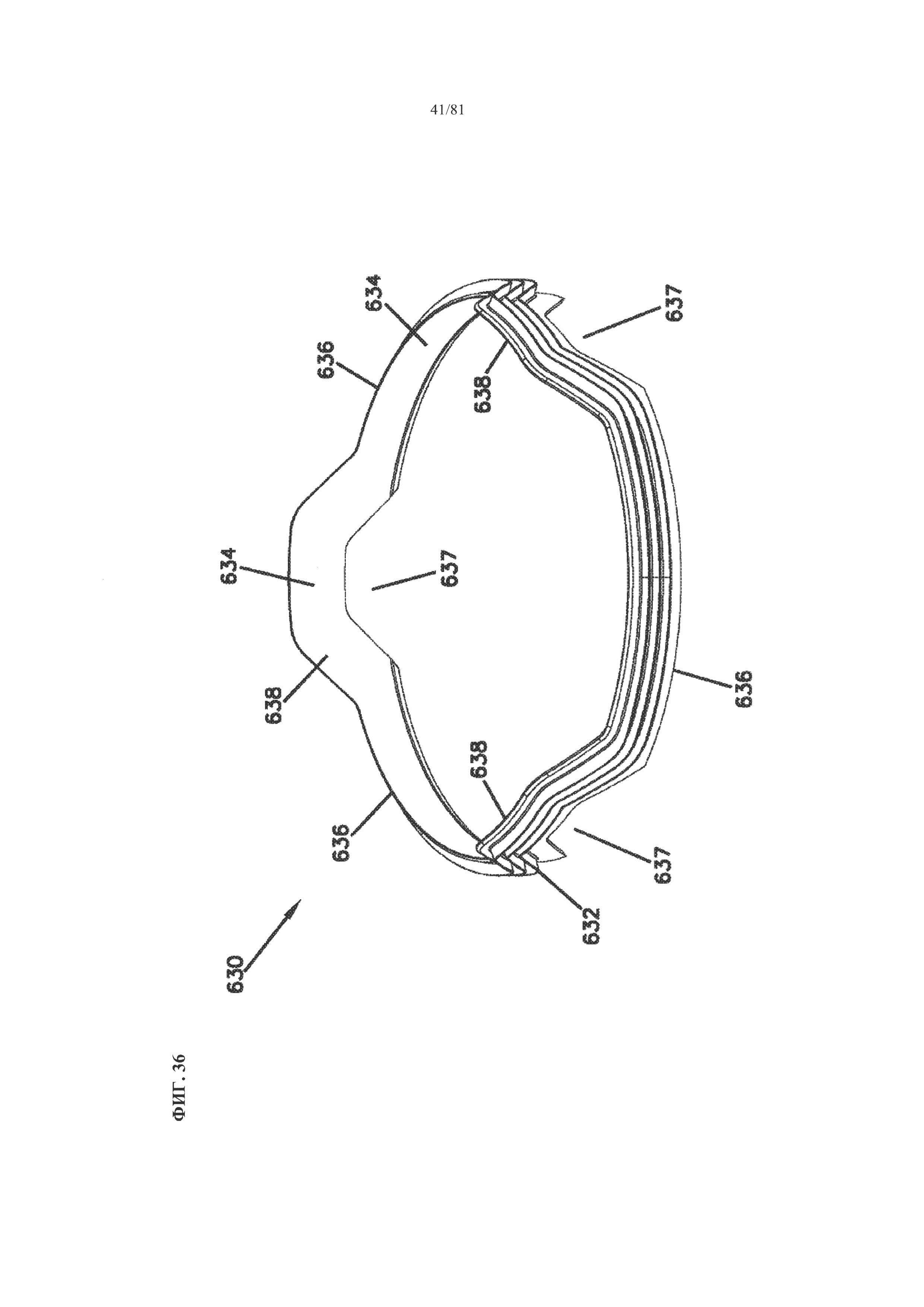
На фиг. 36 показан схематический перспективный вид уплотнительной конструкции картриджа фильтра, показанного на фиг. 26.
На фиг. 37 показан схематический вид сбоку уплотнительной конструкции, показанной на фиг. 36.
На фиг. 38 показан схематический вид в поперечном сечении уплотнительной конструкции, показанной на фиг. 36, взятом по линии 38-38, показанной на фиг. 37.
На фиг. 39 показан второй схематический вид сбоку уплотнительной конструкции, показанной на фиг. 36.
На фиг. 40 показан схематический вид сверху уплотнительной конструкции, показанной на фиг. 36.
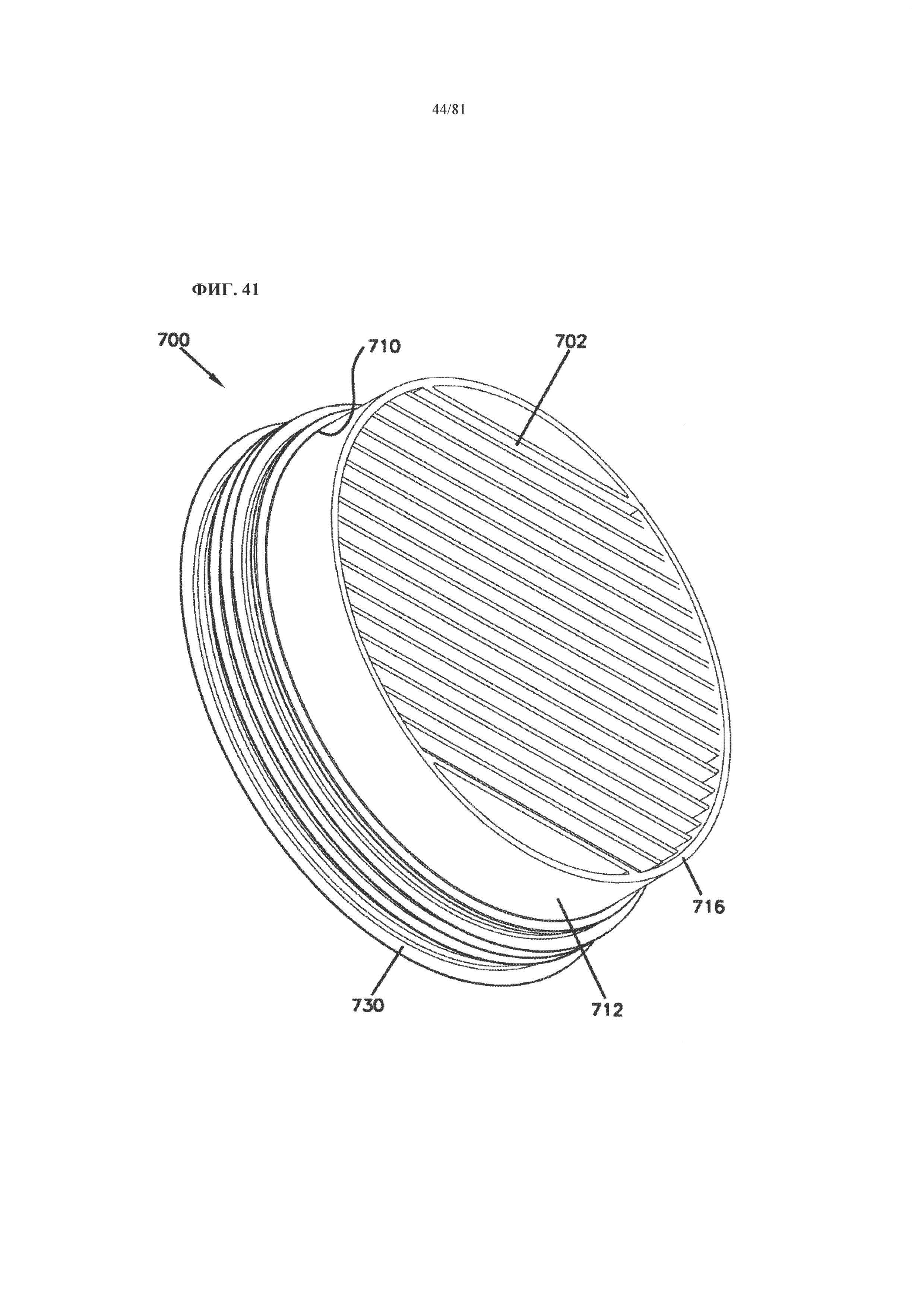
На фиг. 41 показан схематический перспективный вид вспомогательного или защитного компонента картриджа фильтра, пригодного для установки в воздухоочистительном узле, показанном на фиг. 13.
На фиг. 42 показан второй схематический перспективный вид картриджа фильтра, показанного на фиг.41.
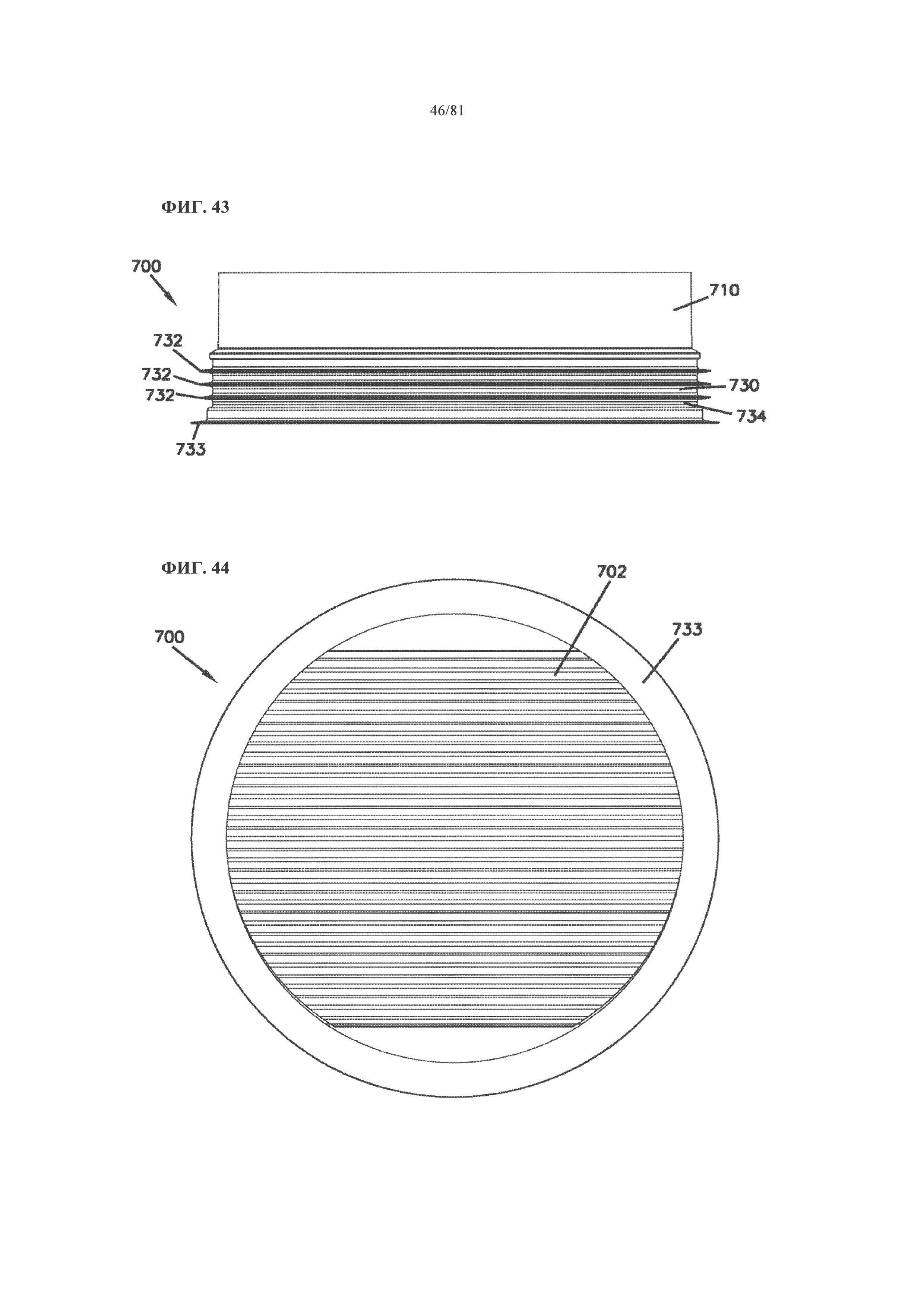
На фиг. 43 показан схематический вид сбоку картриджа фильтра, показанного на фиг. 41.
На фиг. 44 показан схематический вид сверху картриджа фильтра, показанного на фиг. 41.
На фиг. 45 показан схематический перспективный вид оболочки картриджа фильтра, показанного на фиг. 41, с установленным материалом.
На фиг. 46 показан второй схематический перспективный вид оболочки, показанной на фиг. 45.
На фиг. 47 показан схематический вид сбоку оболочки, показанной на фиг. 45.
На фиг. 48 показан схематический вид сверху оболочки, показанной на фиг. 45.
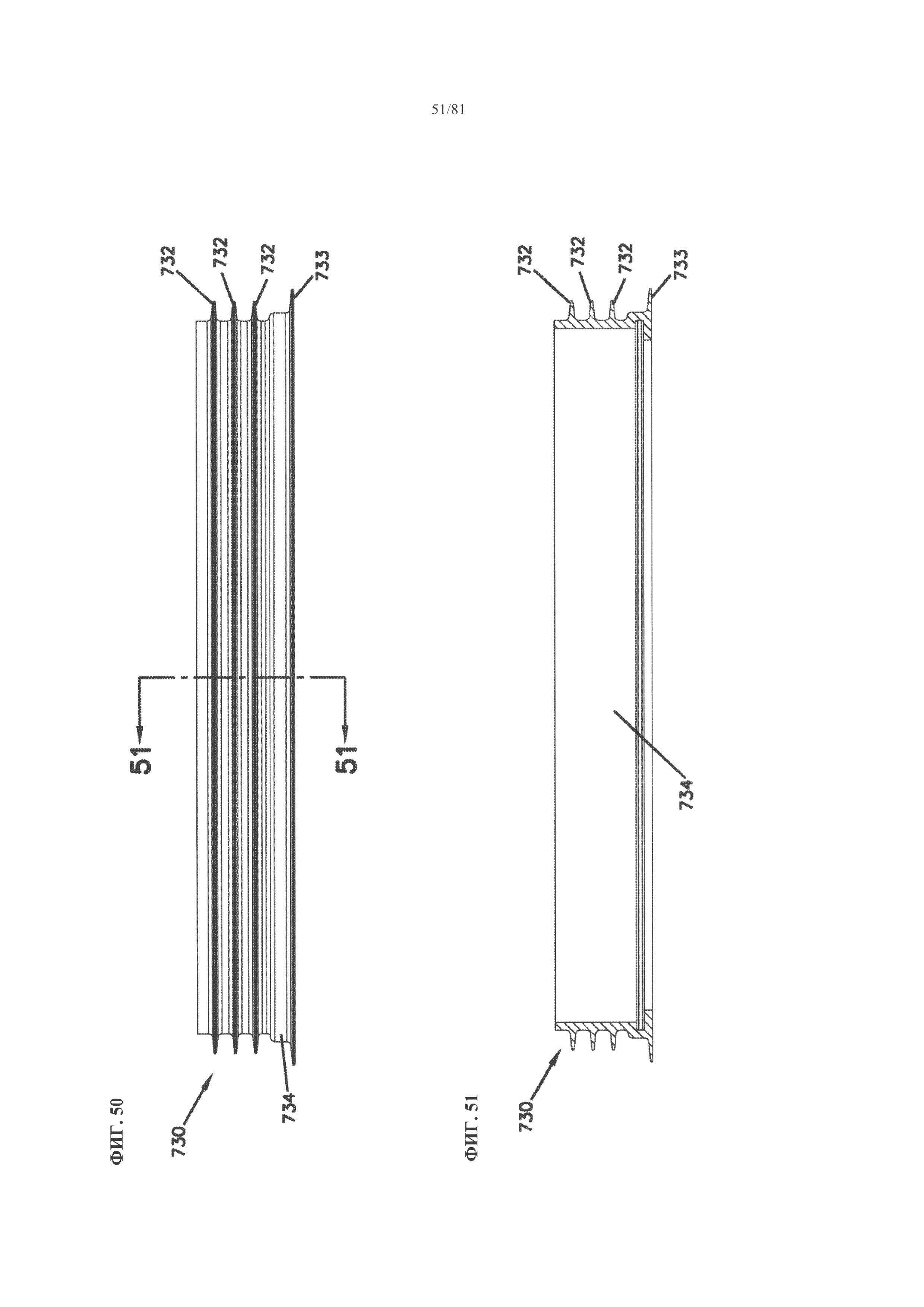
На фиг. 49 показан схематический перспективный вид уплотнительной конструкции картриджа фильтра, показанного на фиг. 41.
На фиг. 50 показан схематический вид сбоку уплотнительной конструкции, показанной на фиг. 49.
На фиг. 51 показан схематический вид в поперечном сечении уплотнительной конструкции, показанной на фиг. 49, взятом по линии 51-51, показанной на фиг. 50.
На фиг. 52 показан схематический вид сверху уплотнительной конструкции, показанной на фиг. 49.
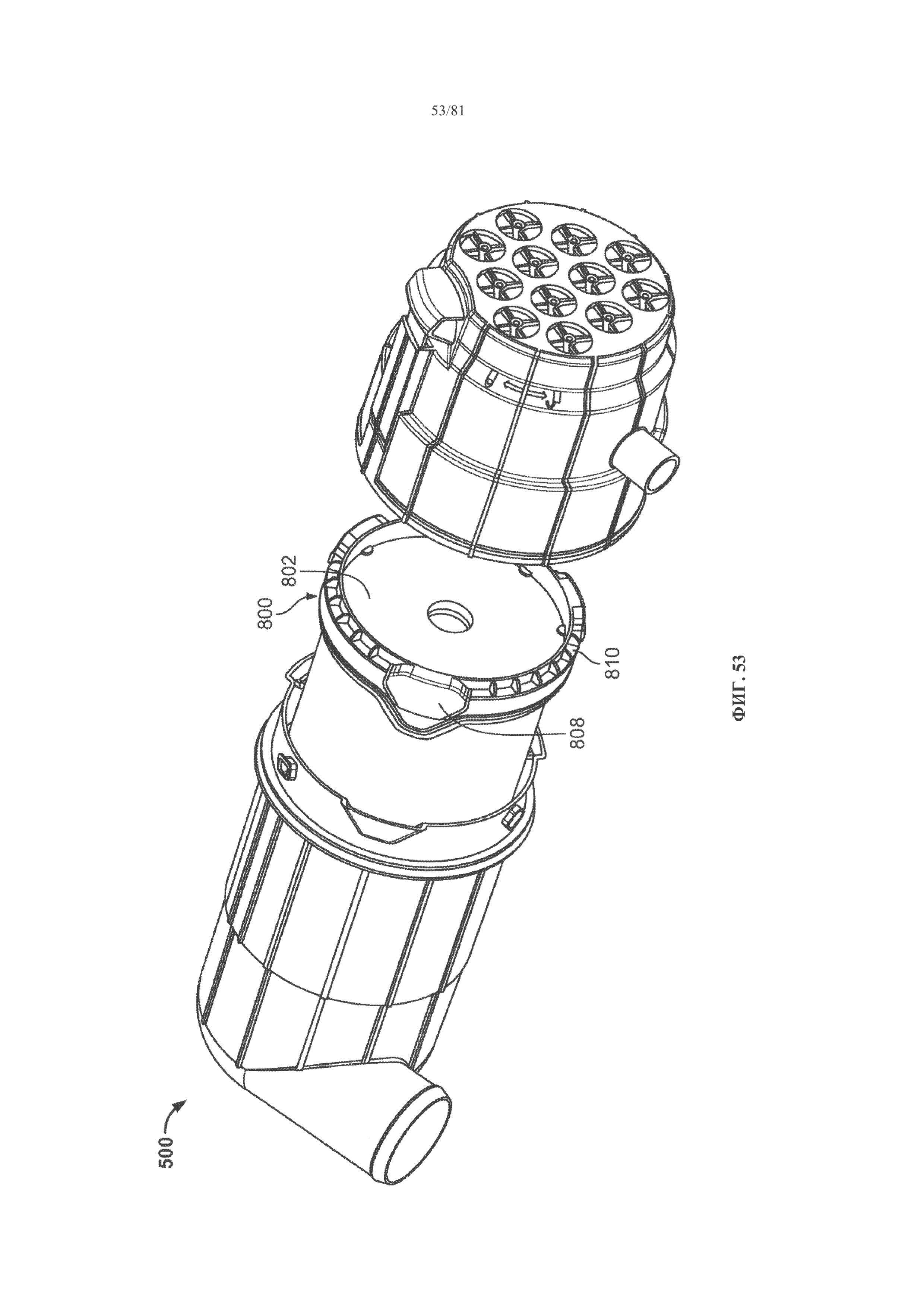
На фиг. 53 показан схематический перспективный вид компонента картриджа фильтра, установленного в воздухоочистительном узле, показанном на фиг. 13, со снятой крышкой.
На фиг. 54 показан схематический перспективный вид картриджа фильтра, показанного на фиг. 53.
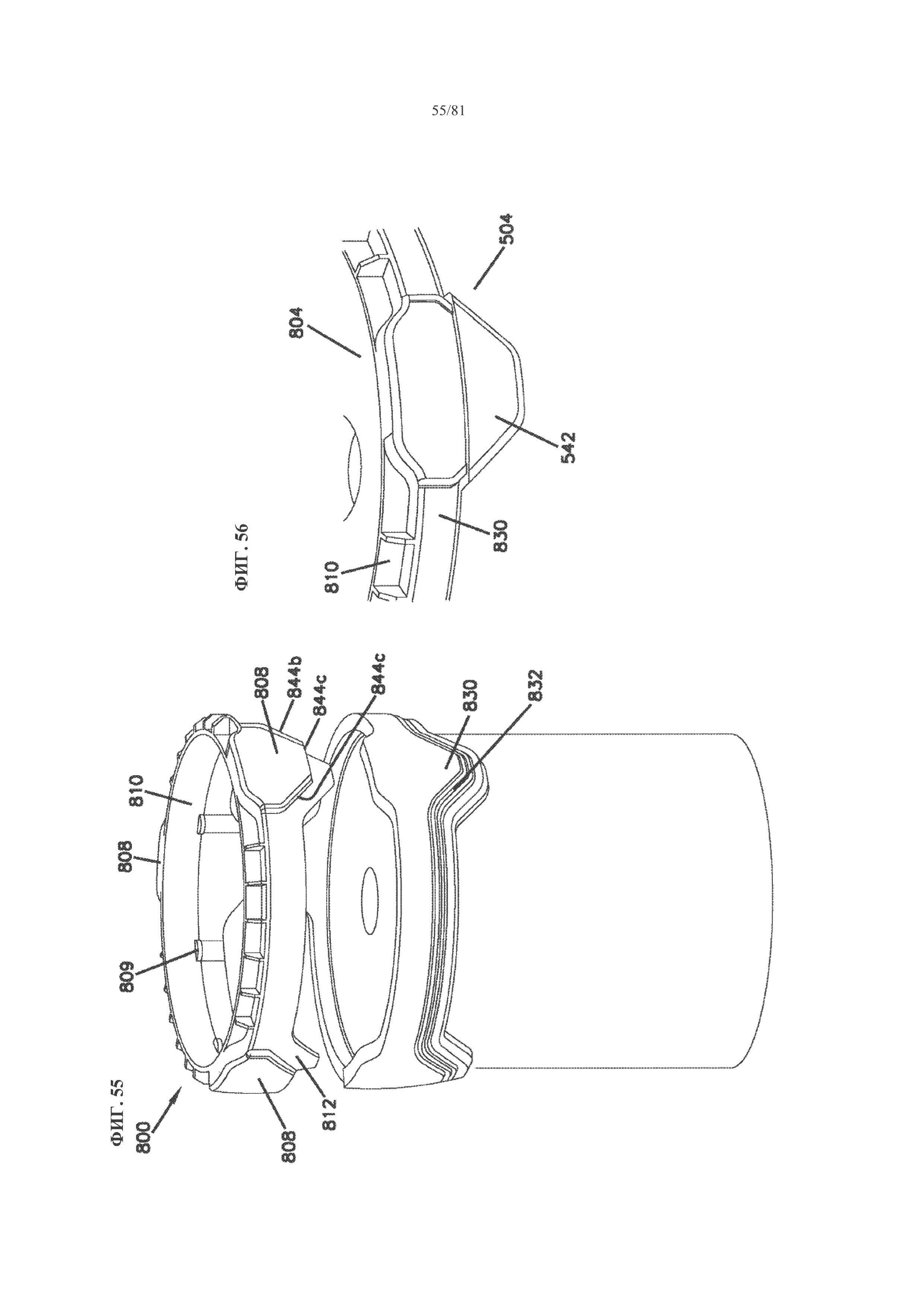
На фиг. 55 показан схематический частично покомпонентный вид картриджа воздушного фильтра, показанного на фиг. 53.
На фиг. 56 показан схематический перспективный частичный вид картриджа воздушного фильтра, показанного на фиг. 53, установленного в корпус, показанный на фиг. 13.
На фиг. 57 показан схематический вид в поперечном сечении картриджа воздушного фильтра, показанного на фиг. 53, в полностью установленном положении в корпусе, показанном на фиг. 13.
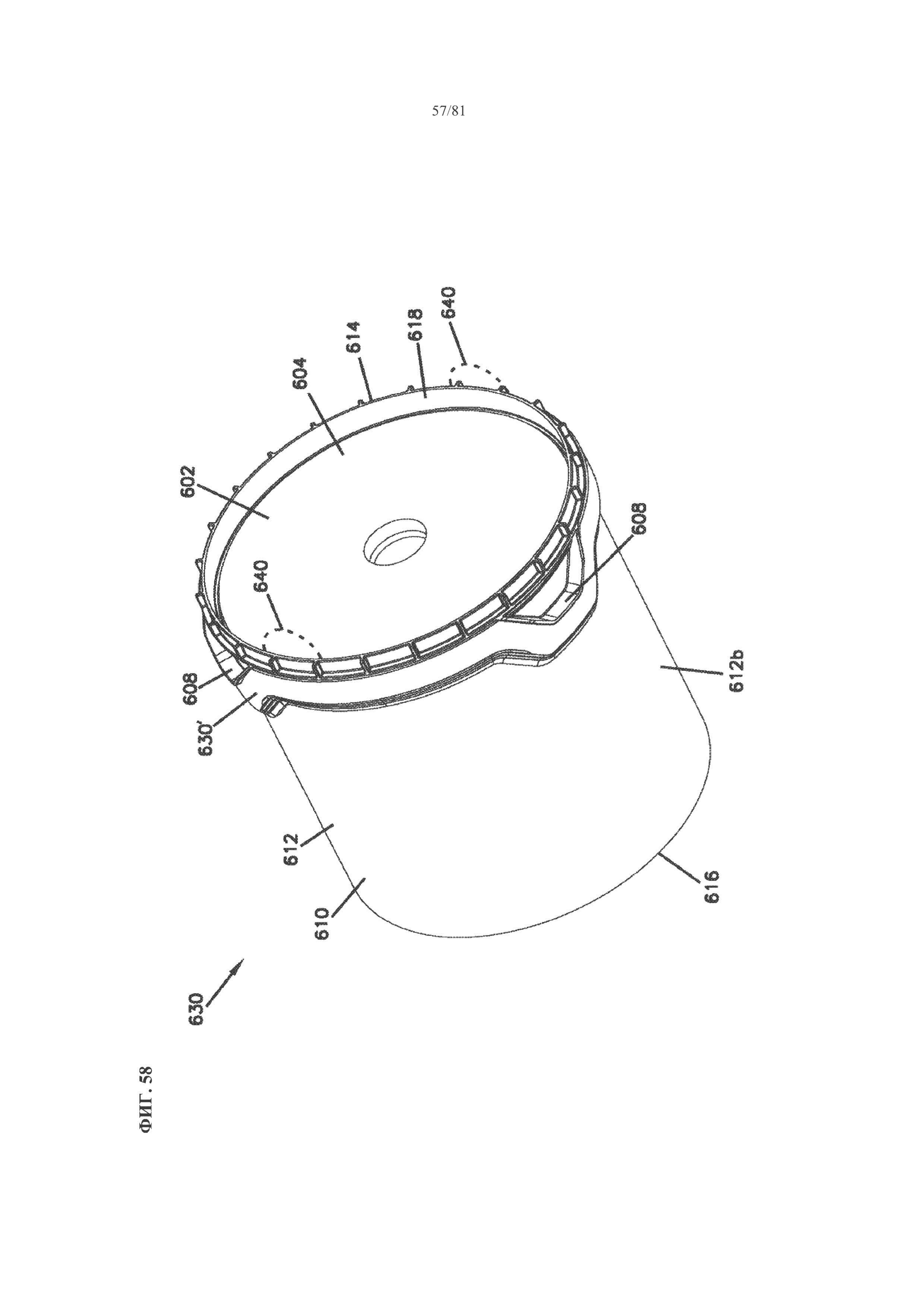
На фиг. 58 показан схематический перспективный вид компонента картриджа фильтра, пригодного для установки в воздухоочистительном узле, показанном на фиг. 13.
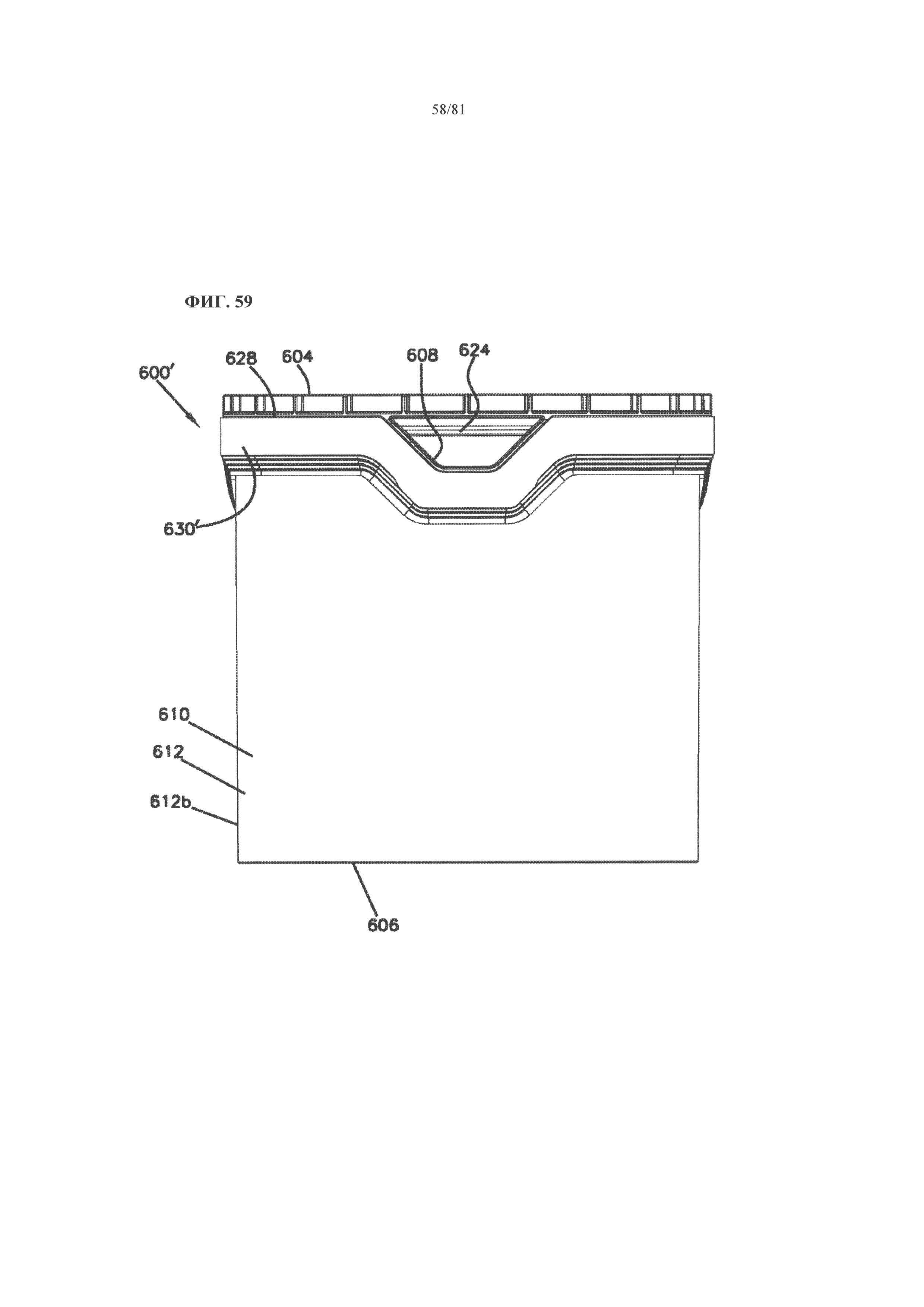
На фиг. 59 показан схематический вид сбоку картриджа фильтра, показанного на фиг. 58.
На фиг. 60 показан схематический перспективный вид уплотнительной конструкции картриджа фильтра, показанного на фиг. 26.
На фиг. 61 показан схематический вид сбоку уплотнительной конструкции, показанной на фиг. 60.
На фиг. 62 показан схематический вид в поперечном сечении уплотнительной конструкции, показанной на фиг. 60, взятом по линии 62-62, показанной на фиг. 61.
На фиг. 63 показан второй схематический вид сбоку уплотнительной конструкции, показанной на фиг. 60.
На фиг. 64 показан схематический вид в поперечном сечении воздухоочистительного узла, показанного на фиг. 13, взятом по линии 16-16, показанной на фиг. 15, но с установленными картриджами фильтра, показанными на фиг. 58 и 65.
На фиг. 64А показан увеличенный схематический вид в поперечном сечении части воздухоочистительного узла, показанного на фиг. 64, которая представлена обведенной окружностью частью с надписью «Фиг. 64А» на фиг. 64.
На фиг. 64В показан увеличенный схематический вид в поперечном сечении части воздухоочистительного узла, показанного на фиг. 64, которая представлена обведенной окружностью частью с надписью «Фиг. 64В» на фиг. 64.
На фиг. 64С показан увеличенный схематический вид в поперечном сечении части воздухоочистительного узла, показанного на фиг. 64, которая представлена обведенной окружностью частью с надписью «Фиг. 64В» на фиг. 64.
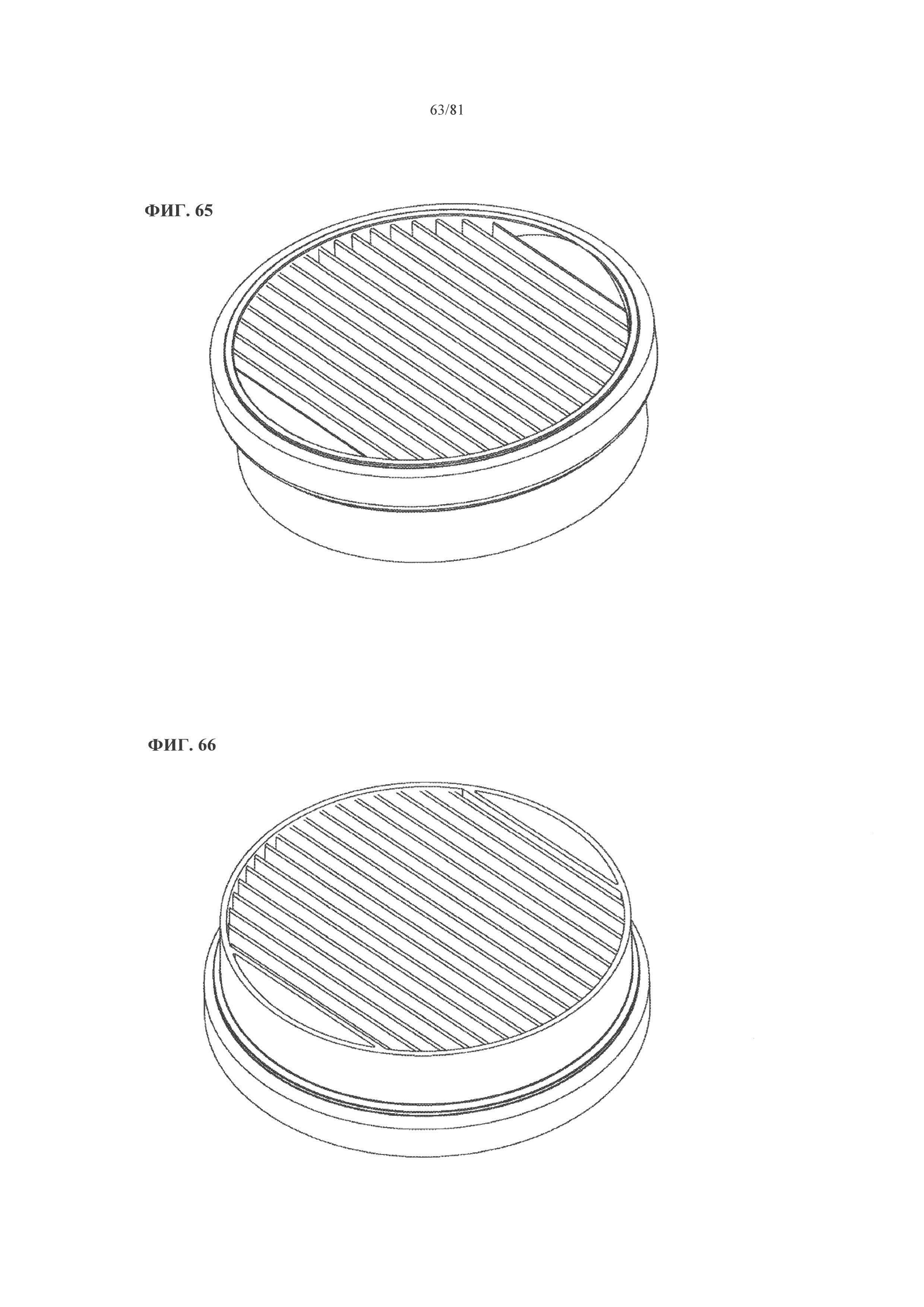
На фиг. 65 показан схематический перспективный вид сверху вспомогательного или защитного компонента картриджа фильтра, пригодного для установки в воздухоочистительном узле, показанном на фиг. 13, как показано на фиг. 64.
На фиг. 66 показан схематический перспективный вид снизу картриджа фильтра, показанного на фиг. 65.
На фиг. 67 показан схематический вид сбоку картриджа фильтра, показанного на фиг. 65.
На фиг. 68 показан схематический вид сверху картриджа фильтра, показанного на фиг. 65.
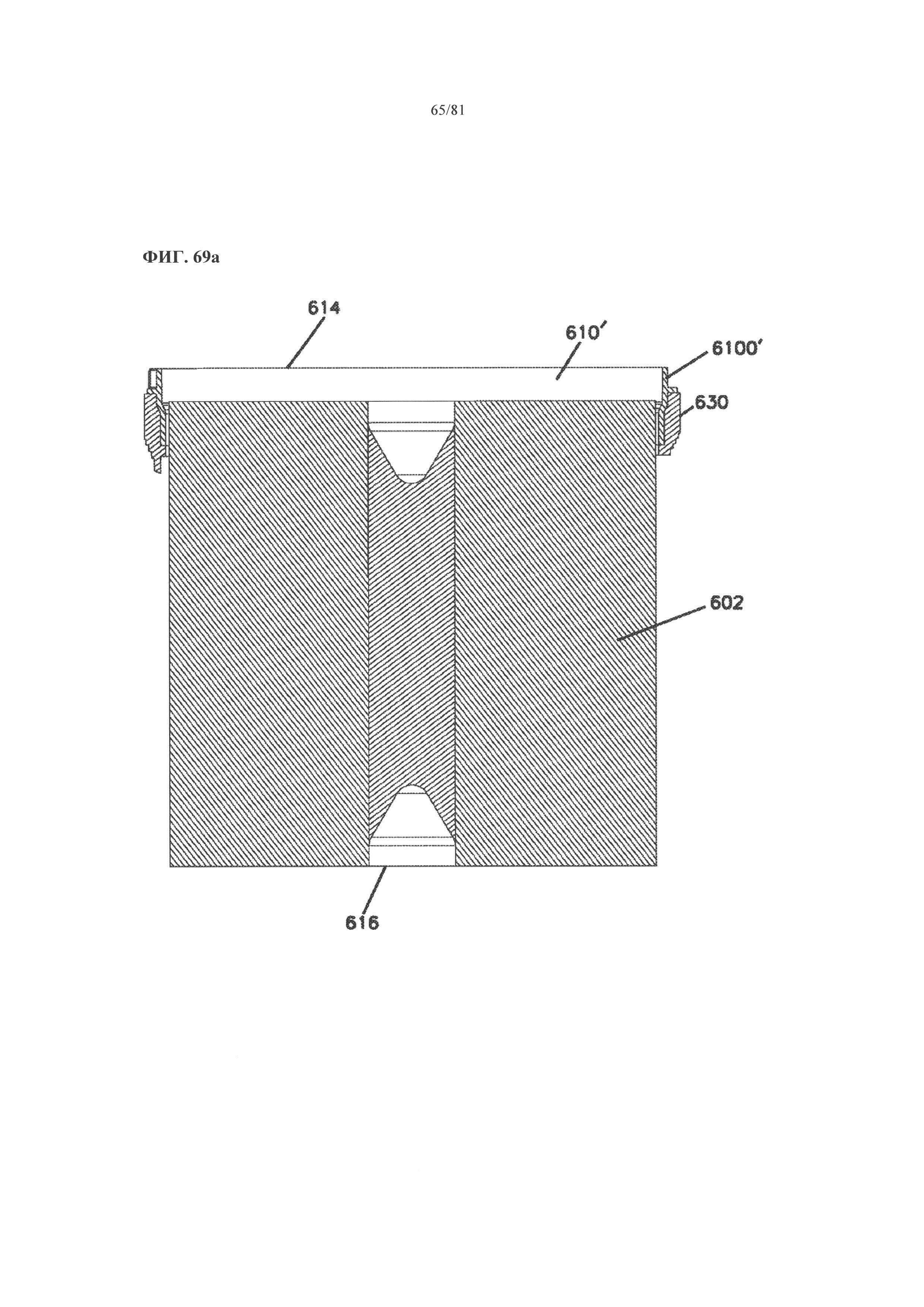
На фиг. 69(a) и (b) показаны схематические виды в поперечном сечении и перспективе альтернативного компонента картриджа фильтра, пригодного для установки в воздухоочистительный узел, подобного компоненту, описанному в отношении фиг. 58.
На фиг. 70-72 представлен процесс изготовления и инструменты изготовления для изготовления 3D конструкций прокладок в целом, посредством иллюстрации процесса для вариантов осуществления, раскрытых в отношении фиг. 58 и фиг. 69.
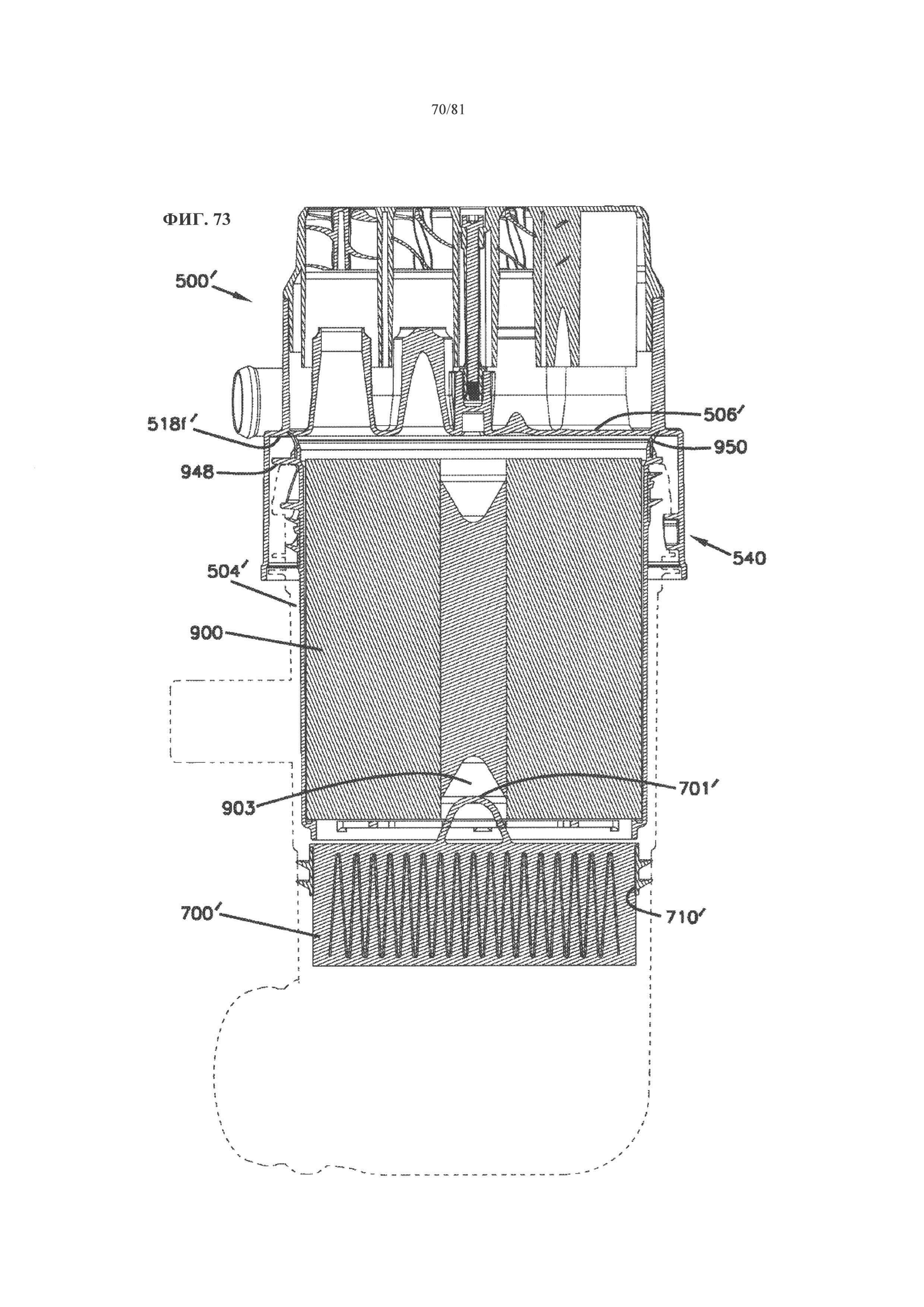
На фиг. 73 показан схематический вид сбоку в поперечном сечении воздухоочистительного узла, содержащего признаки и компоненты согласно настоящему изобретению.
На фиг. 74 показан схематический перспективный вид в поперечном сечении корпуса воздухоочистительного узла, показанного на фиг. 73.
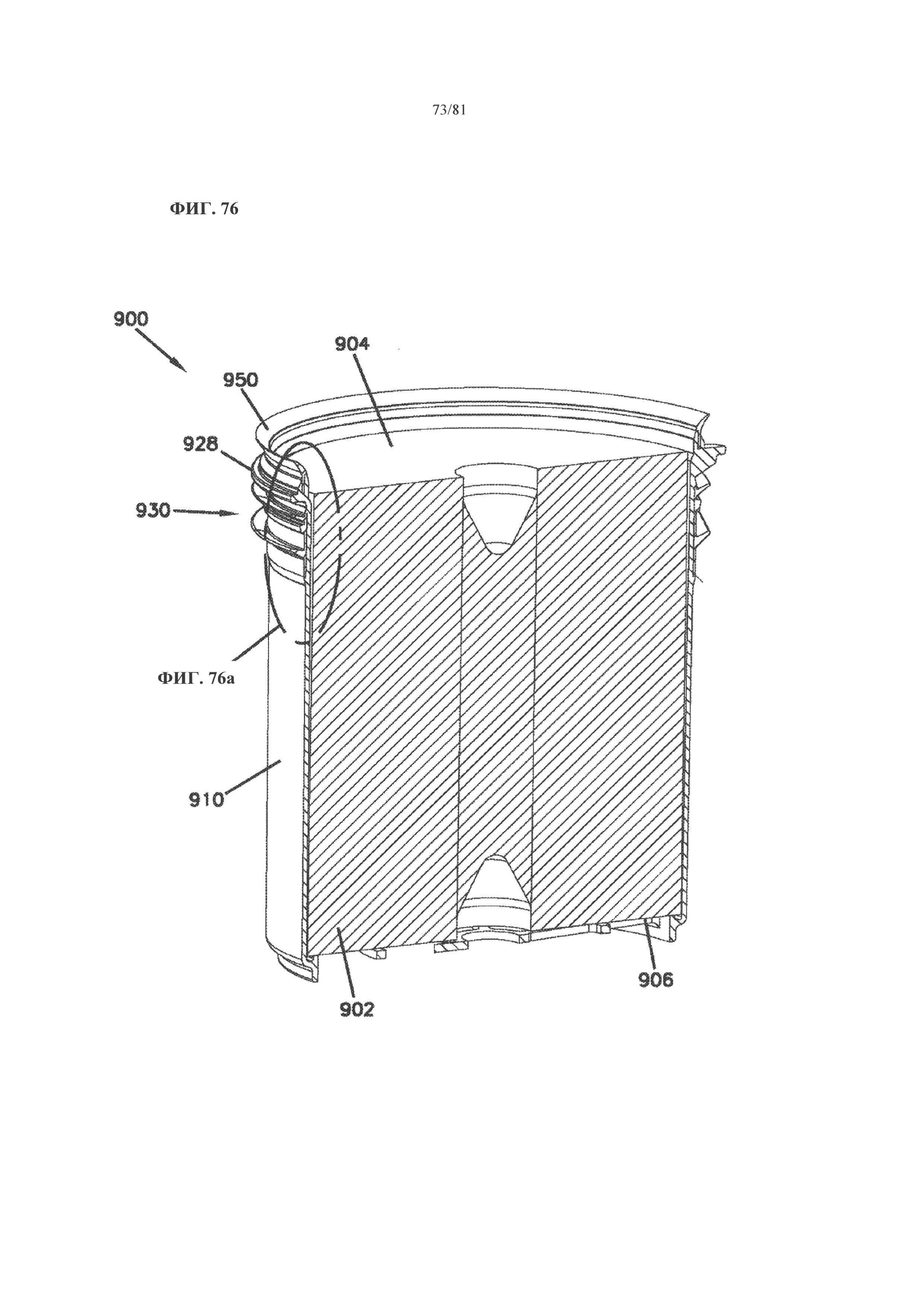
На фиг. 75 показан схематический перспективный вид картриджа фильтра воздухоочистительного узла, показанного на фиг. 73.
На фиг. 76 показан схематический вид в поперечном сечении картриджа фильтра, показанного на фиг. 75, взятом по линии 76-76.
На фиг. 76а показан схематический вид в поперечном сечении, показывающий увеличенную часть картриджа фильтра, показанную на фиг. 76.
На фиг. 77 показан схематический перспективный вид картриджа фильтра воздухоочистительного узла, показанного на фиг. 73, со снятой уплотнительной конструкцией.
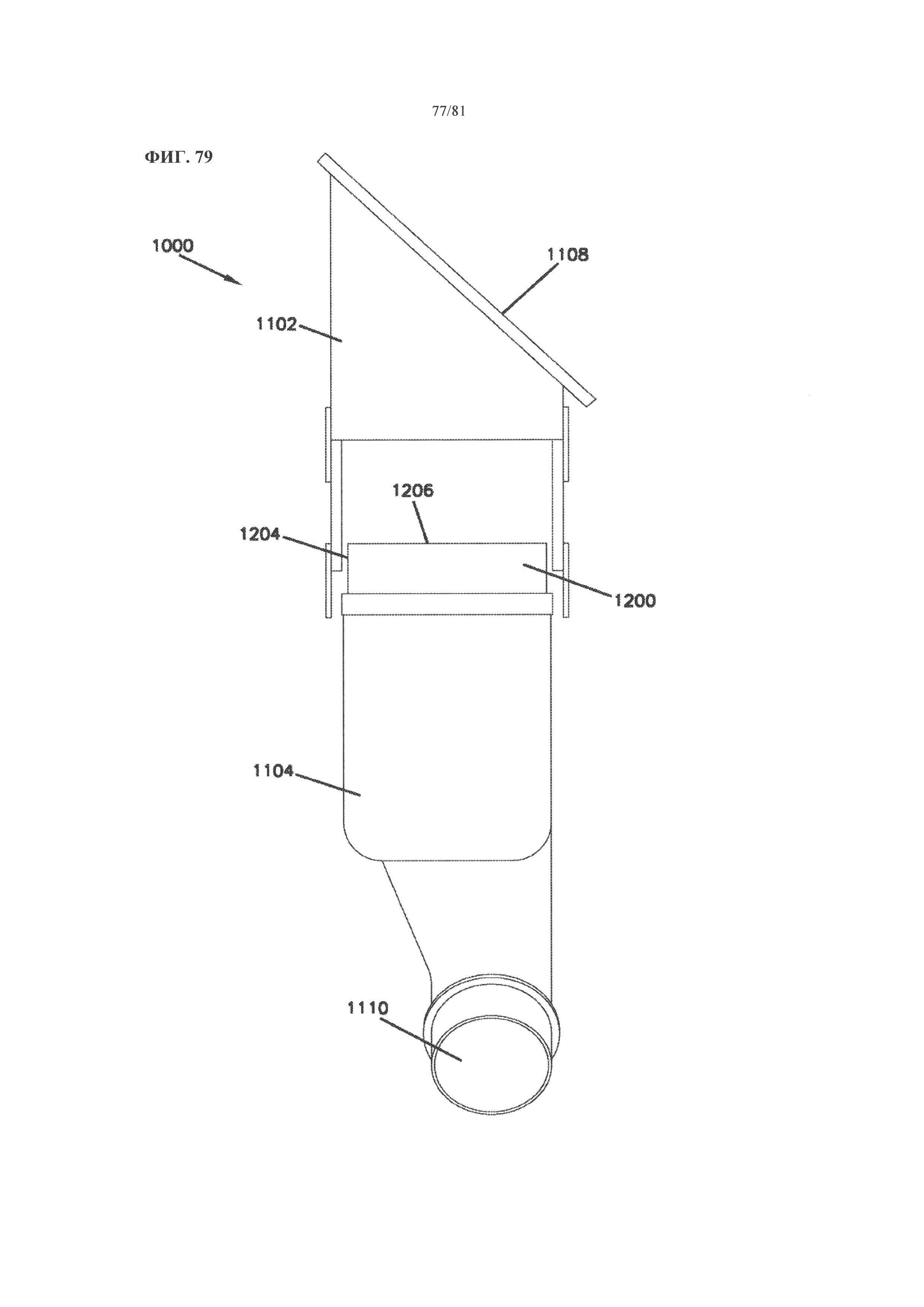
На фиг. 78 показан схематический вид сбоку конструкции воздухоочистителя согласно настоящему изобретению.
На фиг. 79 показан схематический вид сбоку конструкции воздухоочистителя, показанной на фиг. 78.
На фиг. 80 показан схематический вид в поперечном сечении части конструкции воздухоочистителя, показанного на фиг. 78.
На фиг. 81 показан схематический перспективный вид конструкции воздухоочистителя согласно настоящему изобретению.
На фиг. 82 показан схематический перспективный вид первой части корпуса конструкции воздухоочистителя, показанной на фиг. 81.
На фиг. 83 показан схематический вид сбоку конструкции воздухоочистителя, показанной на фиг. 81, когда картридж фильтра находится в полностью установленном и закрепленном положении.
На фиг. 84 показан схематический вид сбоку конструкции воздухоочистителя, показанной на фиг. 81, когда картридж фильтра частично установлен в корпусе.
На фиг. 85 показан схематический вид сбоку конструкции воздухоочистителя, показанной на фиг. 81, когда картридж фильтра находится в частично установленном положении.
Подробное описание
I. Примерные конфигурации материала в целом
Принципы согласно настоящему изобретению относятся к преимущественным способам взаимодействий между картриджами фильтров и системами воздухоочистителей с целью достижения определенных выбранных желаемых результатов, которые обсуждены ниже. Картридж фильтра в целом будет содержать внутри фильтрующий материал, через который воздух и другие газы проходят во время операции фильтрации. Материал может быть разнообразных типов и конфигураций и может быть изготовлен с использованием разнообразных материалов. Например, в обсуждаемых ниже картриджах согласно принципам настоящего изобретения могут использоваться конструкции складчатого материала.
Принципы особенно хорошо адаптированы для использования в ситуациях, когда материалы являются достаточно глубокими на протяжении между впускным и выпускным концами картриджа, однако возможны альтернативы. Также принципы часто используются в картриджах, имеющих относительно большие поперечные размеры. В таких конструкциях часто будут предпочтительными типы материала, альтернативные складчатыми материалам.
В данном разделе представлены примеры некоторых конструкций материала, пригодных для использования в методиках, описанных в настоящем документе. Следует, однако, понимать, что могут быть использованы разнообразные альтернативные типы материала. Выбор типа материала в целом производят по предпочтению одного из доступности; функциональных возможностей в данной ситуации применения, простоты массового производства, и т.д., и выбор не обязательно конкретно связан с общей функцией выбранных различных признаков взаимодействия картриджа фильтра/воздухоочистителя, описанных в настоящем документе.
А. Конструкции паковок материала, в которых используются фильтрующие материалы, содержащие гребни материала (рифления), скрепленные с облицовочным материалом
Рифленые фильтрующие материалы (материалы, содержащие гребни материала) могут быть использованы множеством способов для создания конструкций фильтров для текучих сред. Одним хорошо известным способом, описанным в настоящем документе, является z-фильтрующая конструкция. В рамках настоящего документа термин «z-фильтрующая конструкция», как подразумевается, включает (но без ограничения) тип конструкции фильтра, в которой отдельные гофрированные, сложенные или иначе сформированные рифления фильтра используются для образования (обычно в комбинации с облицовочным материалом) наборов продольных, как правило параллельных, впускных и выпускных рифлений фильтра для течения текучей среды через материал. Некоторые примеры z-фильтрующего материала представлены в патентах США №5820646; №5772883; №5902364; №5792247; №5895574; №6210469; №6190432; №6350296; №6179890; №6235195; и патентах на образец Des. №399944; Des. №428128; Des. №396098; Des. №398046; и Des. №437401; каждая из данных процитированных ссылок включается в настоящий документ посредством ссылки.
В одном типе z-фильтрующего материала для формирования конструкции материала используется два специальных компонента материала, соединенных вместе. Этими двумя компонентами являются: (1) лист или листовая секция рифленого (обычно гофрированного) материала и (2) лист, или листовая секция облицовочного материала. Лист облицовочного материала обычно не является гофрированным, однако он может являться гофрированным, например, перпендикулярно направлению рифления, как описано в предварительной заявке на патент США №60/543804, поданной 11 февраля 2004 года и опубликованной 25 августа 2005 года как международная заявка РСТ WO 05/077487, включаемая в настоящий документ посредством ссылки.
Секция рифленого материала и секция облицовочного материала могут содержать отдельные материалы друг относительно друга. Однако они также могут представлять собой секции одного листа материала, сложенного для того, чтобы привести материал облицовочного материала в надлежащее соприкосновение с частью материала, состоящей из рифленого материала.
Для образования материала, содержащего параллельные рифления, обычно используется лист рифленого (обычно гофрированного) материала и лист облицовочного материала или совместные листовые секции. В некоторых случаях для формирования конструкции z-фильтрующего материала рифленый лист и облицовочный лист являются отдельными, а затем их скрепляют друг с другом и затем сворачивают в спираль в виде ленты материала. Такие конструкции описаны, например, в патентах США №6235195 и №6179890, каждый из которых включается в настоящий документ посредством ссылки. В некоторых других конструкциях, для создания фильтрующей конструкции несколько не свернутых в спираль секций или лент рифленого (обычно гофрированного) материала, скрепленных с облицовочным материалом, совместно укладывают в стопу. Один пример такой конструкции описан в отношении фиг. 11 патента США №5820646, включенного в настоящий документ посредством ссылки.
В настоящем документе ленты из материала, содержащего рифленый лист (лист материала с гребнями), скрепленный с гофрированным листом, которые затем были уложенные в стопы для формирования паковок материала, иногда называются «однопокровными лентами», «лентами с одной лицевой стороной» или как «однопокровный» материал или материал «с одной лицевой стороной». Эти термины и их варианты, как подразумевается, указывают на то, что в каждой ленте облицовочным листом облицована одна лицевая поверхность, т.е. единственная лицевая поверхность, рифленого (обычно гофрированного) листа.
Как правило, сворачивание в спираль ленты, состоящей из комбинации рифленого листа/облицовочного листа (т.е. однопокровной ленты), вокруг себя с целью создания паковки свернутого в спираль материала проводят так, чтобы облицовочный лист был направлен наружу. Некоторые методики сворачивания в спираль описаны в предварительной заявке на патент США №60/467521, поданной 2 мая 2003 года, и заявке РСТ US №04/07927, поданной 17 марта 2004 года, в настоящее время опубликованной как WO 04/082795, каждая из которых включается в настоящий документ посредством ссылки. В итоге получающаяся в результате свернутая в спираль конструкция в целом содержит в качестве наружной поверхности паковки материала часть облицовочного листа.
Используемый в настоящем документе термин «гофрированный» относится к структуре в материале и часто используется в отношении рифленой структуры, являющейся результатом прохождения материала между двумя гофрирующими валками, т.е. прохождения в зажим или зазор между двумя валками, каждый из которых содержит признаки поверхности, надлежащие для создания гофрировки в получающемся в результате материале. Термин «гофрирование», однако, не подразумевает ограничение такими рифлениями, если не указано, что они происходят из рифлений, полученных посредством методик, включающих прохождение материала в зажим между двумя гофрирующими валками. Подразумевается, что термин «гофрированный» применим даже тогда, когда материал является дополнительно модифицированным или деформированным после гофрирования, например, при помощи методик складывания, описанных в документе РСТ WO 04/007054, опубликованном 22 января 2004 года и включаемой в настоящий документ посредством ссылки.
Гофрированный материал представляет собой особую форму рифленого материала. Рифленый материал представляет собой материал, содержащий проходящие поперек него отдельные рифления или гребни (например, сформированные путем гофрирования или складывания).
Конфигурации обслуживаемого фильтрующего элемента или картриджа фильтра, в которых используется z-фильтрующий материал, иногда называются «прямоточными конфигурациями» или их вариантами. В общем, в настоящем контексте подразумевается, что обслуживаемые фильтрующие элементы или картриджи фильтров в целом имеют впускной конец для потока (или поверхность) и противолежащий выпускной конец для потока (или поверхность), при этом поток входит в картридж фильтра и выходит из него, в сущности, в одном и том же прямоточном направлении. Термин «обслуживаемый» в данном контексте подразумевается как относящийся к картриджу фильтра, содержащему материал, который периодически извлекается из соответствующего очистителя текучей среды (например, воздуха) и заменяется. В некоторых случаях каждый из впускного конца для потока (или поверхности) и выпускного конца для потока (или поверхности) может быть в целом плоским или планарным, причем они располагаются параллельно друг другу. Тем не менее возможны другие варианты, например непланарные поверхности.
Прямоточная конфигурация (в особенности для паковки свернутого в спираль или уложенного в стопу материала) имеет место, например, в отличие от таких обслуживаемых картриджей фильтров, как картриджи цилиндрических складчатых фильтров, относящихся к типу, показанному в патенте США №6039778, включенном в настоящий документ посредством ссылки, в которых поток в целом совершает поворот по мере прохождения внутрь материала и наружу из него. То есть в фильтре согласно патенту №6039778 поток попадает в цилиндрический картридж фильтра через цилиндрическую сторону, а затем поворачивает к выходу через открытый конец материала (в прямоточных системах). В типичной системе с обратным потоком поток попадает в обслуживаемый цилиндрический картридж через открытый конец материала, а затем поворачивает к выходу через сторону материала цилиндрического фильтра. Один пример такой системы с обратным потоком показан в патенте США №5613992, включаемом в настоящий документ посредством ссылки.
Термин «конструкция z-фильтрующего материала» и его варианты, используемые в настоящем документе, как подразумевается, включают, без необходимости в ограничении, любое или все из следующего: полотна гофрированного или иначе рифленого материала (материала, содержащего гребни материала), скрепленного с (облицовочным) материалом, независимо от того, являются эти листы отдельными, или они являются частями одного полотна, с соответствующим уплотнением (герметизацией), выполненным с возможностью образования впускных и выпускных рифлений; и/или паковки материала, сконструированной или сформированной из такого материала в трехмерную сеть впускных и выпускных рифлений; и/или картриджа фильтра или конструкции, содержащей такую паковку материала.
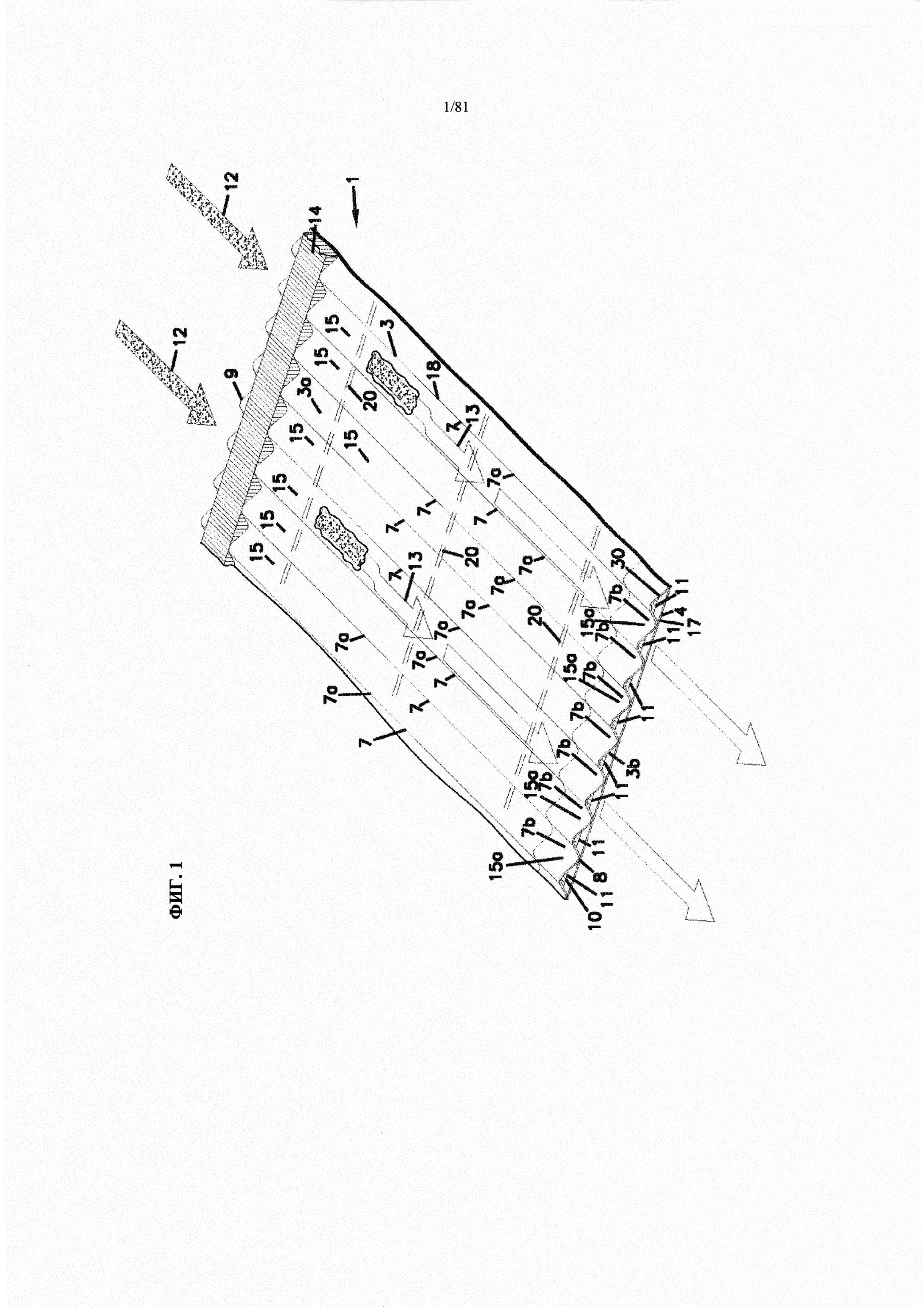
На фиг. 1 показан пример материала 1, пригодного для использования в конструкции z-фильтрующего материала. Материал 1 сформирован из рифленого, в данном случае гофрированного, листа 3 и облицовочного листа 4. Такая конструкция, как материал 1, в настоящем документе называется однопокровной лентой или лентой с одной лицевой стороной.
Иногда гофрированный рифленый или гребенчатый лист 3, показанный на фиг. 1, относится к типу, в целом описанному в настоящем документе как содержащему регулярную криволинейную волнистую структуру рифлений, гребней или гофров 7. Термин «волнистая структура» в данном контексте, как подразумевается, относится к рифленой, гребенчатой или гофрированной структуре чередующихся впадин 7b и гребней 7а. Термин «регулярный» в данном контексте, как подразумевается, относится к тому факту, что пары впадин и гребней (7b, 7а) чередуются с в целом одинаковыми повторяющимися формой и размером гофра (рифления или гребня). (Кроме того, обычно в регулярной конфигурации каждая впадина 7b представляет собой по существу обратный гребень для каждого гребня 7а.) Термин «регулярный», таким образом, как подразумевается, указывает на то, что структура гофра (или рифлений) содержит впадины (обратные гребни) и гребни, при этом каждая пара (содержащая смежные впадину и гребень) повторяется без существенной модификации гофров по размеру и форме вдоль по меньшей мере 70% длины рифлений. Термин «существенный» в данном контексте относится к модификации, являющейся результатом изменения в процессе или форме, используемых для создания гофрированного или рифленого листа, в отличие от небольших отклонений по причине того, что лист 3 материала является гибким. Что касается описания повторяющейся структуры, не подразумевается, что для любой данной конструкции фильтра обязательно имеется равное количество гребней и впадин. Материал 1 может заканчиваться, например, между парой, содержащей гребень и впадину, или частично вдоль пары, содержащей гребень и впадину. (Например, на фиг. 1 изображенный фрагментарно материал 1 имеет восемь полных гребней 7а и семь полных впадин 7b.) Кроме того, могут отличаться друг от друга и противолежащие концы рифлений (концы впадин и гребней). Если конкретно не указано, такими изменениями на концах в данных определениях можно пренебречь. То есть изменения на концах рифлений предназначены для охвата приведенными выше определениями.
В контексте описания «криволинейной» волнистой структуры гофров, в некоторых случаях структура гофров не является результатом сложенной формы или формы со сгибами, созданной в материале, вместо этого вершина 7а каждого гребня и дно 7b каждой впадины формируются вдоль кривой, закругленной по радиусу. Типичный радиус для такого z-фильтрующего материала может составлять по меньшей мере 0,25 мм и обычно будет составлять не более 3 мм.
Дополнительной характеристикой конкретной регулярной криволинейной волнистой структуры, изображенной на фиг. 1, для гофрированного листа 3 является то, что приблизительно в средней точке 30 между каждой впадиной и каждым смежным гребнем вдоль большей части длины рифлений 7 расположена переходная область, в которой происходит обращение кривизны. Например, при рассмотрении обратной стороны или поверхности 3а, показанной на фиг. 1, впадина 7b представляет собой вогнутую область, а гребень 7а представляет собой выпуклую область. Разумеется, при рассмотрении в направлении передней стороны или поверхности 3b впадина 7b поверхности 3а образует гребень, а гребень 7а поверхности 3а образует впадину. (В некоторых случаях область 30 вместо точки может представлять собой прямолинейный сегмент с обращением кривизны на концах сегмента 30.)
Отличительным признаком показанного на фиг. 1 конкретного рифленого (в данном случае гофрированного) листа 3 с регулярной волнистой структурой является то, что отдельные гофры, гребни или рифления являются в целом прямолинейными, хотя возможны альтернативы. Под термином «прямолинейный» в данном контексте подразумевается то, что на по меньшей мере 70%, обычно по меньшей мере 80%, длины поперечное сечение гребней 7а и впадин (или обращенных гребней) 7b по существу не изменяется. Термин «прямолинейный» в отношении структуры гофра, показанной на фиг. 1, отчасти отличает эту структуру от сужающихся рифлений гофрированного материала, описанного в отношении фиг. 1 документа WO 97/40918 и заявки РСТ WO 03/47722, опубликованной 12 июня 2003 года, включенных в настоящий документ посредством ссылки. Сужающиеся рифления, показанные на фиг. 1 документа WO 97/40918, например, могут представлять собой криволинейную волнистую структуру, но не «регулярную» структуру или структуру прямолинейных рифлений, как в терминах, используемых в настоящем документе.
Как показано на фиг. 1 настоящего документа и как упомянуто выше, материал 1 имеет первую и вторую противолежащие кромки 8 и 9. Если материал 1 сформирован в паковку материала, то обычно кромка 9 будет образовывать впускной конец или поверхность паковки материала, а кромка 8 - выпускной конец или поверхность, хотя возможна и противоположная ориентация.
В изображенном примере различные рифления 7 полностью проходят между противолежащими кромками 8, 9, однако возможны альтернативы. Например, они могут проходить до местоположения, примыкающего к кромкам или находящегося рядом с кромками, но не полностью через них. Кроме того, они могут представлять собой заканчивающийся и начинающийся частичный путь сквозь материал, как, например, в материале, описанном в документе US 2014/0208705 А1, включенном в настоящий документ посредством ссылки.
Если материал является таким, как изображено на фиг. 1, смежная кромка 8 может быть снабжена слоем 10 герметика, герметизирующим друг с другом гофрированный лист 3 и облицовочный лист 4. Слой 10 иногда будет называться «однопокровным» слоем или слоем «с одной лицевой стороной», или посредством их вариантов, поскольку он представляет собой слой между гофрированным листом 3 и облицовочным листом 4, образующий однопокровную (с одной лицевой стороной) ленту 1 материала. Слой 10 герметика герметизирует закрытые отдельные рифления 11, примыкающие к кромке 8, от прохождения воздуха из них (или в них при противотоке).
В материале, изображенном на фиг. 1, смежная кромка 9 снабжена уплотнительным слоем 14. Уплотнительный слой 14 в целом закрывает рифления 15 от прохождения нефильтрованной текучей среды из них (или затекания в них при противотоке) рядом с кромкой 9. Слой 14, как правило, наносят тогда, когда материал 1 выполнен в виде паковки материала. Если паковка материала изготовлена из стопы лент 1, то слой 14 будет образовывать уплотнение между обратной стороной 17 облицовочного листа 4 и стороной 18 следующего смежного гофрированного листа 3. Когда материал 1 разрезан на ленты и уложен в стопу вместо сворачивания в спираль, слой 14 называется «укладочным слоем». (Когда слой 14 используется в свернутой в спираль конструкции, сформированной из длинной ленты материала 1, он может называться «обмоточным слоем»).
В альтернативных типах материала для сквозного течения уплотнительный материал может быть расположен иначе, и даже можно избежать использования дополнительного герметика или клея. Например, в некоторых случаях материал может быть сложен с образованием концевого или краевого шва; или материал может быть герметично закрыт при помощи альтернативных методик, таких как применение ультразвука и т.д. Кроме того, даже при использовании материала герметика он необязательно должен примыкать к противолежащим концам.
Обращаясь к фиг. 1, когда фильтрующий материал 1 заключен в паковку материала, например, при помощи укладки в стопу или сворачивания в спираль, с ним могут производиться следующие действия. В первую очередь, воздух будет входить в открытые рифления 11, примыкающие к концу 9, в направлении стрелок 12. По причине герметизации на конце 8 посредством слоя 10 воздух будет проходить через фильтрующий материал 1, например, как показано стрелками 13. Затем он может выходить из материала или паковки материала путем прохождения через открытые концы 15а рифлений 15, примыкающие к концу 8 паковки материала. Разумеется, операция может быть проведена с потоком воздуха в противоположном направлении.
Для конкретной конструкции, показанной в настоящем документе на фиг. 1, параллельные гофры 7а, 7b в целом являются прямолинейными по всему материалу от кромки 8 до кромки 9. Прямолинейные рифления, гребни или гофры могут быть деформированными или сложенными в избранных местоположениях, в особенности на концах. В приведенных выше определениях терминов «регулярный», «криволинейный» и «волнистая структура» модификациями на концах рифлений с целью герметизации в целом пренебрегают.
Известны z-фильтрующие конструкции, в которых не используются прямолинейные регулярные криволинейные волнистые формы структуры гофров. Например, в документе U.S. 5562825, на имя Yamada и др., показаны структуры гофров, в которых используются в некоторой степени полукруглые (в поперечном сечении) впускные рифления, примыкающие к узким V-образным (с криволинейными сторонами) выходным рифлениям (см. фиг. 1 и 3 документа 5562825). В документе U.S. 5049326, на имя Matsumoto и др., показаны круглые (в поперечном сечении) или трубчатые рифления, образованные одним листом, содержащим половины трубок, прикрепленные к другому листу, содержащему половины трубок, с плоскими областями между получающимися в результате параллельными прямолинейными рифлениями, см. фиг. 2 документа Matsumoto '326. В документе U.S. 4925561, на имя Ishii и др. (фиг. 1), показаны рифления, сложенные с наличием прямоугольного поперечного сечения, при этом рифления сужаются вдоль своей длины. В документе WO 97/40918 (фиг. 1) показаны рифления или параллельные гофры, которые имеют криволинейные волнистые структуры (из-за смежных криволинейных выпуклых и вогнутых впадин), но которые сужаются вдоль своей длины (и, таким образом, не являются прямолинейными). Также в документе WO 97/40918 показаны рифления, имеющие криволинейные волнистые структуры, но с гребнями и впадинами разного размера. Также известны рифления, являющиеся модифицированными по форме так, чтобы содержать различные гребни.
В общем, фильтрующий материал представляет собой относительно гибкий материал, обычно нетканый волокнистый материал (из целлюлозных волокон, синтетических волокон или обоих типов волокон), часто содержащий смолу, иногда обработанный дополнительными материалами. Таким образом, он может быть сформирован или выполнен в виде различных гофрированных структур без недопустимого повреждения материала. Кроме того, он может быть легко свернут в спираль или другим образом приспособлен для использования, также без недопустимого повреждения материала. Разумеется, он должен иметь такую природу, что он будет сохранять требуемую гофрированную конфигурацию в ходе использования.
Как правило, в процессе гофрирования материал подвергается неупругой деформации. Это предотвращает возвращение материала в первоначальную форму. Однако после избавления от натяжения рифления или гофры будут склонны отходить обратно, восстанавливая лишь часть возникшего растяжения и изгибания. Лист облицовочного материала иногда присоединяют к листу рифленого материала, чтобы препятствовать этому обратному отходу в гофрированном листе. Такое присоединение показано ссылочной позицией 20.
Также, как правило, материал содержит смолу. В процессе гофрирования материал может нагреваться выше температуры стеклования смолы. Затем, когда смола остынет, это поможет сохранить рифленые формы.
Материал гофрированного (рифленого) листа 3, обращенного к листу 4, или материал обоих листов может быть снабжен тонковолокнистым материалом с одной или обеих его сторон, например, согласно документу U.S. 6673136, включенному в настоящий документ посредством ссылки. В некоторых случаях, когда используется такой тонковолокнистый материал, может являться предпочтительным предусмотреть тонкое волокно на расположенной выше по ходу стороне материала и внутри рифлений. Когда это происходит, воздушный поток в ходе фильтрации обычно будет проходить в кромку, содержащую укладочный слой.
Трудность в отношении z-фильтрующих конструкций связана с герметизацией концов отдельных рифлений. И хотя возможны альтернативы, обычно для выполнения этой герметизации предусматривается герметик или клей. Из приведенного выше обсуждения очевидно, что в типичных z-фильтрующих материалах, в особенности тех, в которых используются прямолинейные рифления, в отличие от сужающихся рифлений, и герметик для уплотнений рифлений, необходимы большие площади поверхности (и объем) герметика как на расположенном выше по ходу конце, так и на расположенном ниже по ходу конце. Высококачественные уплотнения в этих местоположениях важны для надлежащего действия получающейся в результате структуры материала. Большой объем и площадь герметика создают трудности в отношении этого.
Обратимся теперь к фиг. 2, на которой схематически изображен z-фильтрующий материал, т.е. конструкция 40 z-фильтрующего материала, в которой используется гофрированный лист 43 с регулярной криволинейной волнистой структурой и негофрированный плоский лист 44, т.е. однопокровная лента. Расстояние D1 между точками 50 и 51 определяет протяженность плоского материала 44 в области 52 под данным гофрированным рифлением 53. Длина D2 дугообразного материала для гофрированного рифления 53 на том же расстоянии D1, разумеется, является большей, чем D1, по причине формы гофрированного рифления 53. Для обычного материала регулярной формы, используемого в применениях в рифленых фильтрах, линейная длина D2 материала 53 между точками 50 и 51 часто превышает D1 по меньшей мере в 1,2 раза. Обычно D2 будет находиться в пределах диапазона в 1,2-2,0 раза больше D1 включительно. Одна конструкция, особенно удобная для воздушных фильтров, имеет конфигурацию, в которой D2 превышает D1 приблизительно в 1,25-1,35 раза. Такой материал, например, был использован в коммерческих целях в z-фильтрующих конструкциях Donaldson Powercore™. Другим потенциально удобным размером будет размер, в котором D2 превышает D1 приблизительно в 1,4-1,6 раза. В данном документе отношение D2/D1 будет иногда описываться как отношение рифленый/плоский или втягивание материала для гофрированного материала.
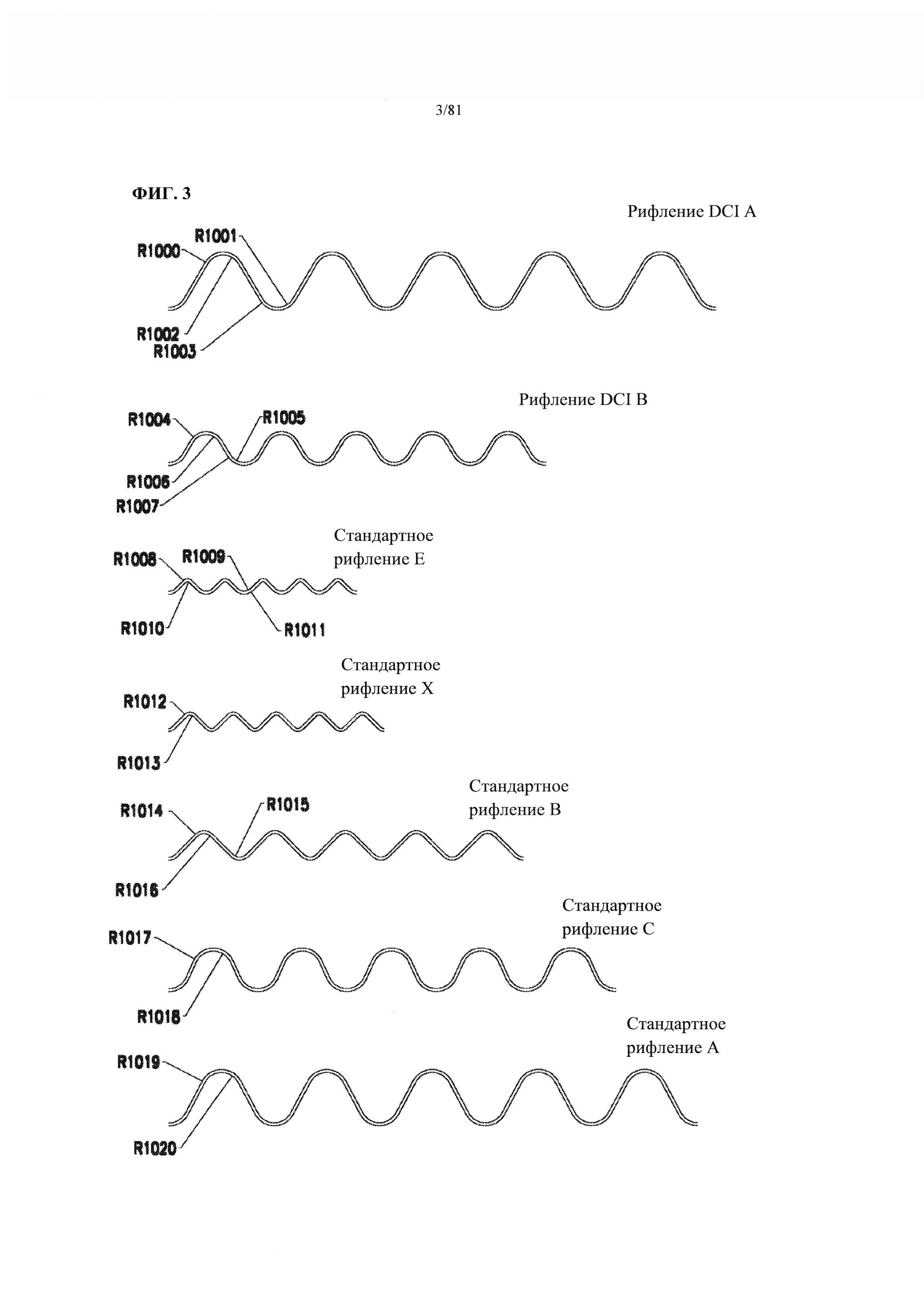
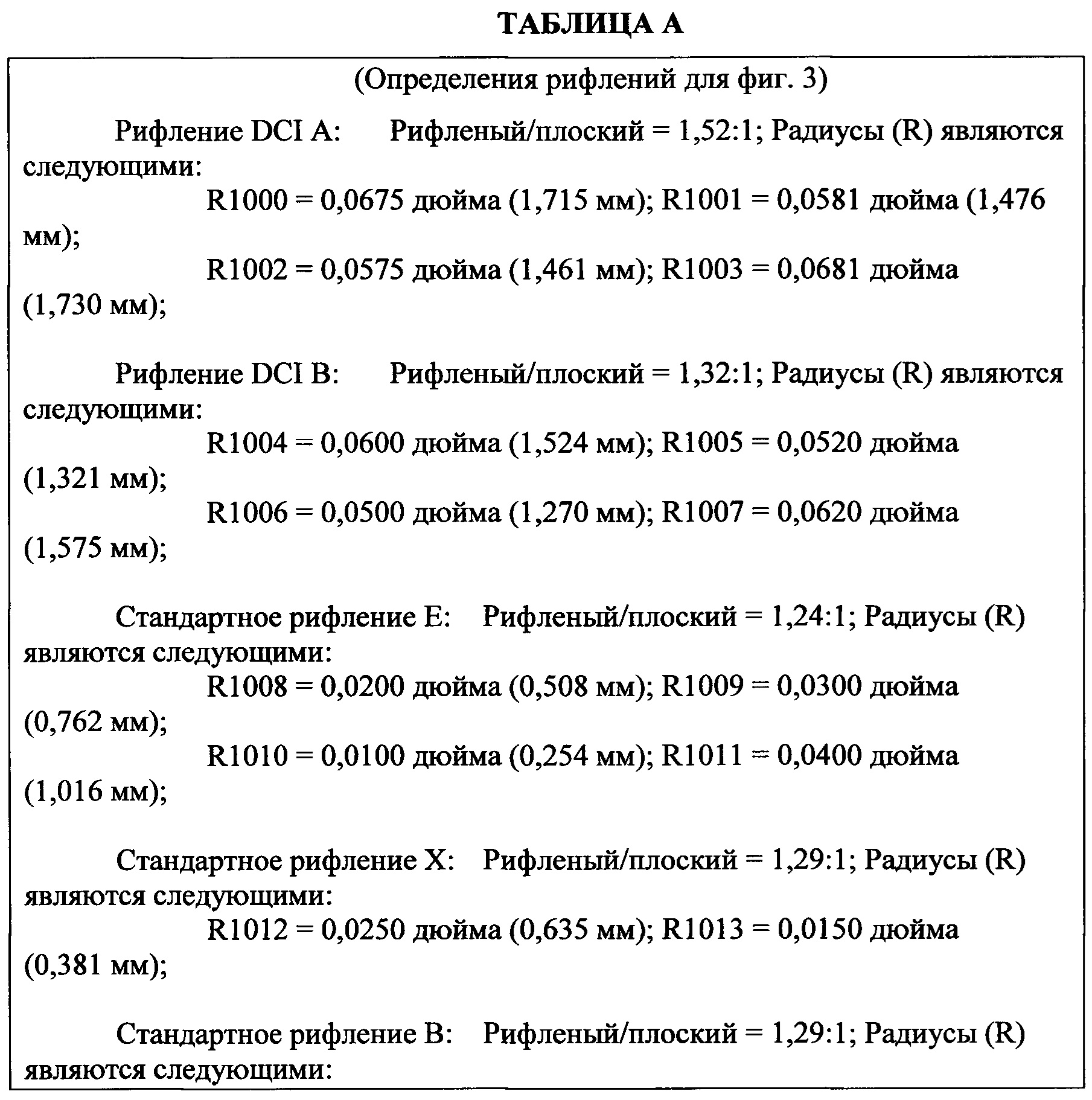
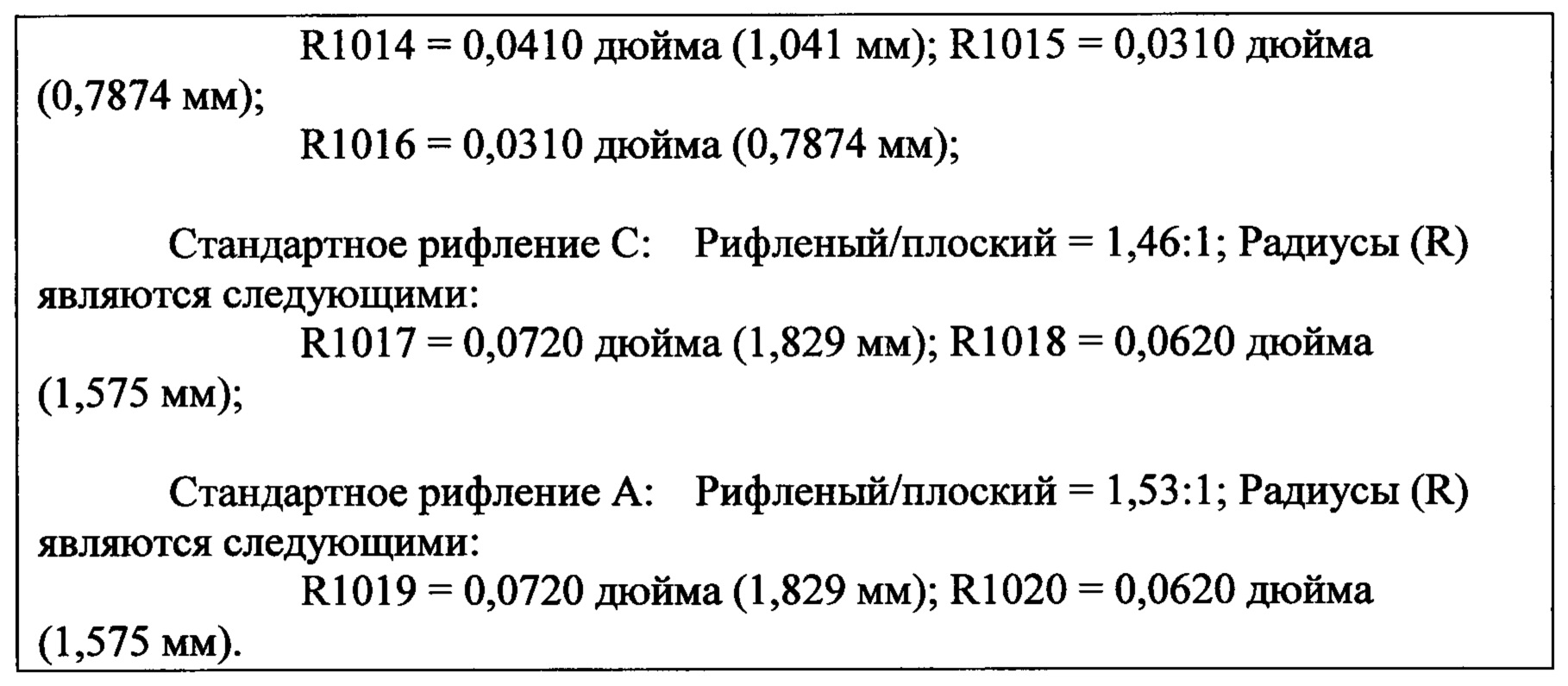
В промышленности гофрированного картона были определены различные стандартные рифления. Например, стандартное рифление Е, стандартное рифление X, стандартное рифление В, стандартное рифление С и стандартное рифление А. На приложенной фиг. 3 в комбинации с приведенной ниже таблицей А представлены определения этих рифлений.
Компания Donaldson Company, Inc. (DCI), правопреемник настоящего изобретения, в различных z-фильтрующих конструкциях использует варианты стандартного рифления А и стандартного рифления В. Эти рифления также определены в таблице А и на фиг. 3.
Разумеется, в отрасли ящиков из гофрированного картона известны и другие стандартные определения рифлений.
Обычно стандартные конфигурации рифлений из отрасли ящиков из гофрированного картона можно использовать для определения форм гофров или приблизительных форм гофров для гофрированного материала. Приведенные выше сопоставления рифления DCI А и рифления DCI В с рифлениями стандарта А и стандарта В отрасли гофрированного картона указывают некоторые удобные варианты.
Следует отметить, что для признаков воздухоочистителя, описываемых ниже в настоящем документе, могут быть использованы и альтернативные определения рифлений, как, например, определения, описанные в документе USSN 12/215718, поданном 26 июня 2008 года и опубликованном как US 2009/0127211; документе US 12/012785, поданном 4 февраля 2008 года и опубликованном как документ US 2008/0282890, и/или документе US 12/537069, опубликованном как US 2010/0032365. Полные описания каждого из документов US 2009/0127211, US 2008/0282890 и US 2010/0032365 включены в настоящий документ посредством ссылки.
Другой вариант материала, содержащего рифленый материал с прикрепленным к нему облицовочным материалом, который можно использовать в конструкциях согласно настоящему изобретению либо в уложенной в стопу, либо в свернутой в спираль форме, описан в документе US 2014/0208705 А1, принадлежащем компании Baldwin Filters, Inc., опубликованном 31 июля 2014 года и включенном в настоящий документ посредством ссылки.
В. Изготовление конфигураций паковок материала, содержащих материал, представленный на фиг. 1-3, см. фиг. 4-7
На фиг. 4 показан один пример технологического процесса изготовления (однопокровной) ленты материала, соответствующей ленте 1, показанной на фиг. 1. Обычно облицовочному листу 64 и рифленому (гофрированному) листу 66, содержащему рифления 68, придают совместную форму полотна 69 материала с клейким слоем, расположенным между ними в ссылочной позиции 70. Клейкий слой 70 будет образовывать однопокровный слой 10, показанный на фиг. 1. В пункте 71 происходит необязательный процесс наметывания с целью формирования центральной наметанной секции 72, расположенной в средней части полотна. z-Фильтрующий материал или лента 74 z-материала могут быть нарезаны или разрезаны на ленты, в пункте 75 вдоль слоя 70 для создания двух фрагментов или лент 76, 77 z-фильтрующего материала 74, каждый из которых имеет кромку с полосой герметика (однопокровный слой), проходящей между гофрированным и облицовочным листами. Разумеется, если используется необязательный процесс наметывания, кромка с полосой герметика (однопокровный слой) также будет содержать набор рифлений, наметанных в данном местоположении.
Методики проведения процесса, описанного в отношении фиг. 4, описаны в документе РСТ WO 04/007054, опубликованном 22 января 2004 года и включенном в настоящий документ посредством ссылки.
Снова обращаясь к фиг. 4, перед тем, как z-фильтрующий материал 74 проводят через пункт 71 наметывания и, в конечном итоге, разрезают на ленты в пункте 75, он должен быть сформирован. На схеме, показанной на фиг. 4, это осуществляется путем проведения листа фильтрующего материала 92 через пару гофрирующих валков 94, 95. На схеме, показанной на фиг. 4, лист фильтрующего материала 92 сматывают с рулона 96, наматывают на натяжные валки 98, а затем проводят через зажим или зазор 102 между гофрирующими валками 94, 95. Гофрирующие валки 94, 95 содержат гребни 104, которые после прохождения плоского листа 92 через зажим 102 будут придавать гофрам в целом желаемую форму. После прохождения через зажим 102 лист 92 становится гофрированным поперек направления обработки и обозначается ссылочной позицией 66 как гофрированный лист. Гофрированный лист 66 затем крепится к облицовочному листу 64. (Процесс гофрирования в некоторых случаях может включать нагревание материала.)
По-прежнему обращаясь к фиг. 4, также показано, как в данном процессе облицовочный лист 64 направляется в пункт 71 процесса наматывания. Облицовочный лист 64 изображен как находящийся на валке 106, а затем как направляющийся к гофрированному листу 66 для формирования z-материала 74. Гофрированный лист 66 и облицовочный лист 64 обычно скрепляют друг с другом при помощи клея или других средств (например, при помощи ультразвуковой сварки).
На фиг. 4 показано, что для скрепления гофрированного листа 66 и облицовочного листа 64 друг с другом в качестве слоя герметика используется полоса 70 клея. В качестве альтернативы слой герметика для формирования облицовочного слоя может быть нанесен как показано ссылочной позицией 70а. Если герметик наносится так, как показано ссылочной позицией 70а, может быть предпочтительно введение в гофрирующий валок 95 или, возможно, в оба гофрирующих валка 94, 95 зазора для вмещения слоя 70а.
Разумеется, оборудование, показанное на фиг. 4, может быть при необходимости модифицировано для обеспечения клейких слоев 20, показанных на фиг. 1.
Тип гофрирования, предусматриваемый в гофрированном материале, является делом выбора, и он будет продиктован гофром или гофрирующими гребнями гофрирующих валков 94, 95. Другая полезная гофрированная структура будет представлять собой гофрирование с регулярной криволинейной волнистой структурой прямолинейных рифлений или гребней, как определено выше в данном документе. Типичной используемой регулярной криволинейной волнистой структурой может являться структура, в которой определенное выше расстояние D2 в гофрированной структуре является по меньшей мере в 1,2 раза большим, чем определенное выше расстояние D1. В примерных применениях обычно D2=1,25-1,35×D1, хотя возможны альтернативы. В некоторых случаях могут применяться методики с криволинейными волнистыми структурами, не являющимися «регулярными», в том числе, например, со структурами, в которых не используются прямолинейные рифления. Также возможны отклонения от показанных криволинейных волнистых структур.
Как описано, процесс, показанный на фиг. 4, может быть использован для создания центральной наметанной секции 72. На фиг. 5 в поперечном сечении показано одно из рифлений 68, показанных на фиг. 4, после наметывания и резки на ленты для получения наметанного рифления 120.
Как видно, в сложенной конструкции 118 сформировано наметанное рифление 120, содержащее четыре сгиба 121а, 121b, 121с, 121d. Сложенная конструкция 118 содержит плоский первый слой или часть 122, которые скреплены с облицовочным листом 64. Второй слой или часть 124, как показано, прижаты к первому слою или части 122. Второй слой или часть 124 предпочтительно формируются путем складывания противолежащих наружных концов 126, 127 первого слоя или части 122.
По-прежнему обращаясь к фиг. 5, две из складок или сгибов 121а, 121b в целом будут называться в настоящем документе «верхними направленными внутрь» складками или сгибами. В данном контексте термин «верхний», как подразумевается, указывает на то, что сгибы лежат на верхней части всей складки 120 при рассмотрении складки 120 в ориентации, показанной на фиг. 5. Термин «направленный внутрь», как подразумевается, связан с тем, что линия складки или линия сгиба каждого из сгибов 121а, 121b направлена к другой линии.
Показанные на фиг. 5 сгибы 121с, 121d в целом будут называться в настоящем документе «нижними направленными наружу» сгибами. В данном контексте термин «нижний» связан с тем, что сгибы 121с, 121d в ориентации, показанной на фиг. 5, не располагаются сверху, как сгибы 121а, 121b. Термин «направленный наружу», как подразумевается, указывает на то, что линии складки сгибов 121с, 121d направлены одна от другой.
Термины «верхний» и «нижний», используемые в данном контексте, как подразумевается, относятся специально к складке 120 при рассмотрении в ориентации, показанной на фиг. 5. То есть они не подразумеваются как указывающие иное направление, когда складка 120 ориентирована в фактическом изделии для применения.
На основании указанных описаний и рассмотрения фиг. 5 можно видеть, что конструкция 118 регулярных складок согласно фиг. 5 в настоящем изобретении представляет собой конструкцию, содержащую по меньшей мере два «верхних направленных внутрь сгиба». Данные направленные внутрь сгибы являются уникальными и способствуют созданию общей конструкции, в которой складывание не вызывает значительного нарушения смежных рифлений.
Третий слой или часть 128, как можно видеть, прижаты ко второму слою или части 124. Третий слой или часть 128 сформированы путем складывания из противолежащих внутренних концов 130, 131 третьего слоя 128.
Другим способом рассмотрения конструкции 118 складок является опора на геометрию чередующихся гребней и впадин гофрированного листа 66. Первый слой или часть 122 сформированы из обращенных гребней. Второй слой или часть 124 соответствуют двойному пику (после обращения гребня), который сложен в направлении и, в предпочтительных конструкциях, сложен на обращенном гребне.
Методики создания необязательной наметки, описанной в связи с фиг. 5, предпочтительным образом описаны в документе РСТ WO 04/007054, включенном в настоящий документ посредством ссылки. Методики сворачивания материала в спираль с применением обмоточного слоя описаны в заявке РСТ US 04/07927, поданной 17 марта 2004 года и опубликованной как WO 04/082795, и включенной в настоящий документ посредством ссылки.
Возможны альтернативные подходы к наметыванию рифленых концов. Такие подходы могут включать, например: наметывание, которое не является центрированным в каждом рифлении; и прокатывание, прессование или складывание на различных рифлениях. Обычно наметывание включает складывание или иное манипулирование материалом, примыкающим к рифленому концу, с целью достижения сжатого закрытого состояния.
Методики, описываемые в настоящем документе, особенно хорошо адаптированы для использования в паковках материала, являющихся результатом этапа сворачивания в спираль одного листа, содержащего комбинацию перфорированного листа/облицовочного листа, т.е. «однопокровной» ленты. Однако они также могут быть изготовлены в конструкциях укладки в стопу.
Конструкции свернутого в спираль материала или паковки материала могут быть предусмотрены с различными определениями периметра по периферии. В данном контексте термин «определение периметра по периферии» и его варианты, как подразумевается, относится к определенной форме наружного периметра при рассмотрении либо от впускного конца, либо от выпускного конца материала или паковки материала. Типичные формы являются круглыми, как описано в документе РСТ WO 04/007054. Другие подходящие формы являются прямоугольными с закругленными углами, некоторые примеры прямоугольных форм с закругленными углами имеют овальную форму. Обычно овальные формы имеют противолежащие изогнутые концы, соединенные парой противолежащих сторон. В некоторых овальных формах противолежащие стороны также являются криволинейными. В других овальных формах, иногда называемых формами ипподрома, противолежащие стороны являются в целом прямолинейными. Формы ипподрома описаны, например, в документе РСТ WO 04/007054 и заявке РСТ US 04/07927, опубликованной как WO 04/082795, причем они включены в настоящий документ посредством ссылки.
Другим способом описания формы периферии или периметра является определение периметра, получаемого в результате взятия поперечного сечения через паковку материала в направлении, ортогональном направлению намотки спирали.
Противолежащие концы для потока или поверхности для потока материала или паковки материала могут быть предоставлены множеством разных определений. Во многих конструкциях концы или конечные поверхности являются в целом плоскими (планарными) и перпендикулярными друг другу. В других конструкциях одна или обе конечные поверхности содержат сужающиеся, например ступенчатые, части, которые могут быть определены либо как выступающие в направлении оси наружу из осевого конца боковой стенки паковки материала, либо как выступающие в направлении оси внутрь из конца боковой стенки паковки материала.
Уплотнения рифлений (например, из однопокровного слоя, обмоточного слоя или укладочного слоя) могут быть сформированы из различных материалов. В различных процитированных и включенных ссылках в качестве возможных в различных применениях описаны термоплавкие или полиуретановые уплотнения.
На фиг. 6 в целом изображена паковка свернутого в спираль материала (или свернутый в спираль материал) 130, сконструированная путем сворачивания в спираль одной ленты из материала с одной лицевой стороной. Изображенная конкретная паковка свернутого в спираль материала представляет собой овальную паковку 130а материала, в частности паковку 131 материала в форме ипподрома. Задняя сторона материала снаружи паковки 130 материала показана ссылочной позицией 131х. Для удобства и герметизации задняя сторона обычно будет заканчиваться вдоль прямолинейной секции паковки 130 материала. Для обеспечения герметизации термоплавкий уплотнительный слой или уплотнительный слой обычно расположен вдоль указанной задней стороны. В паковке 130 материала противолежащие (оконечные) поверхности обозначены ссылочными позициями 132, 133. Одна поверхность может представлять собой впускную поверхность для потока, а другая - выпускную поверхность для потока.
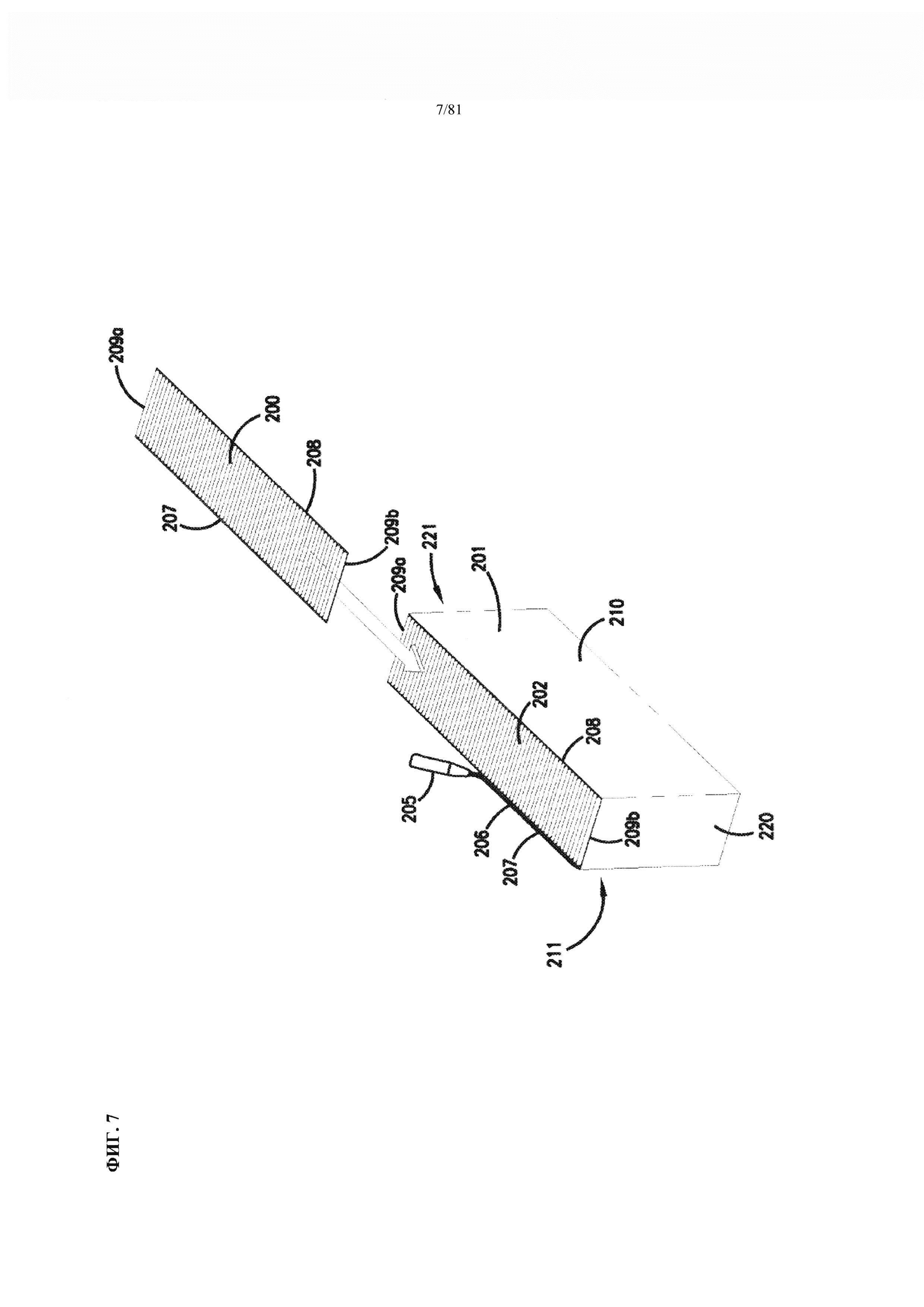
На фиг. 7 (схематически) показан этап формирования уложенного в стопу z-фильтрующего материала (или паковки материала) из лент z-фильтрующего материала, при этом каждая лента представляет собой рифленый лист, скрепленный с облицовочным листом. Обращаясь к фиг. 6, однопокровная лента 200 показана как добавляемая в стопу 201 лент 202, аналогичных ленте 200. Лента 200 может быть отрезана от любой из лент 76, 77, показанных на фиг. 4. Ссылочной позицией 205, показанной на фиг. 6, обозначено нанесение укладочного слоя 206 между каждым слоем, соответствующим ленте 200,202, на кромку, противолежащую однопокровному слою или уплотнению. (Укладка в стопу также может быть осуществлена так, что каждый слой добавляется к нижней части стопы, в отличие от добавления к верхней части.)
Обращаясь к фиг. 7, каждая лента 200,202 имеет переднюю и заднюю кромки 207, 208 и противолежащие боковые кромки 209а, 209b. Впускные и выпускные рифления комбинации гофрированного листа/облицовочного листа, составляющей каждую из лент 200, 202, проходят в целом между передней и задней кромками 207, 208 и параллельно боковым кромкам 209а, 209b.
По-прежнему обращаясь к фиг. 7, в формируемых материале или паковке 201 материала противолежащие поверхности для потока указаны ссылочными позициями 210, 211. Выбор того, какая из поверхностей 210, 211 в ходе фильтрации является поверхностью впускного конца, а какая является поверхностью выпускного конца, является делом выбора. В некоторых случаях укладочный слой 206 располагается рядом с расположенной выше по ходу или впускной поверхностью 211; в других случаях верно противоположное. Поверхности 210, 211 для потока проходят между противолежащими боковыми поверхностями 220, 221.
Показанная формируемая на фиг. 7 конфигурация уложенного в стопу материала или паковка 201 иногда называется в настоящем документе «блочной» паковкой уложенного в стопу материала. Термин «блочный» в данном контексте представляет собой указание на то, что конструкция сформирована как прямоугольный блок, в котором все поверхности находятся под углом 90° относительно всех примыкающих поверхностей стенок. Например, в некоторых случаях стопа может быть создана так, что каждая лента 200 является немного смещенной от выравнивания со смежной лентой, создавая блок в форме параллелограмма или скошенный блок, в котором впускная поверхность и выпускная поверхность параллельны одна другой, но не перпендикулярны верхней и нижней поверхностям.
В некоторых случаях материал или паковка материала будут называться имеющими форму параллелограмма в любом поперечном сечении, что означает, что любые две противолежащие боковые поверхности проходят в целом параллельно одна другой.
Следует отметить, что блочная конструкция укладки в стопу, соответствующая фиг. 7, описана в уровне техники в документе U.S. 5820646, включенном в настоящий документ посредством ссылки. Также следует отметить, что конструкции укладки в стопу описаны в документах U.S. 5772883, 5792247, предварительной заявке на патент США 60/457255, поданной 25 марта 2003 года, и документе U.S.S.N. 10/731564, поданном 8 декабря 2003 года и опубликованном как 2004/0187689. Каждая из этих последних приведенных ссылок включается в настоящий документ посредством ссылки. Следует отметить, что конструкция укладки в стопу, показанная в документе U.S.S.N. 10/731504, опубликованном как 2005/0130508, представляет собой конструкцию укладки в скошенную стопу.
Также следует отметить, что в некоторых случаях в одну паковку материала может быть включено более одной стопы. Кроме того, в некоторых случаях стопа может быть сформирована с одной или несколькими поверхностями для потока, которые содержат в себе выемку, например, как показано в документе US 7625419, включенном в настоящий документ посредством ссылки.
С. Выбранные конструкции материала или паковок материала, содержащие несколько разнесенных спиралей из рифленого материала; фиг. 8-8В
Альтернативные типы конструкций или паковок материала, содержащих рифления, проходящие между противолежащими концами, могут быть использованы в соответствии с выбранными принципами согласно настоящему изобретению. Один пример такой альтернативной конструкции или паковки материала изображен на фиг. 8-8В. Материал, показанный на фиг. 8-8В, аналогичен материалу, изображенному и описанному в документе DE 20 2008017059 U1, и его иногда можно найти в конструкциях, доступных под маркой «IQORON» от компании Mann & Hummel.
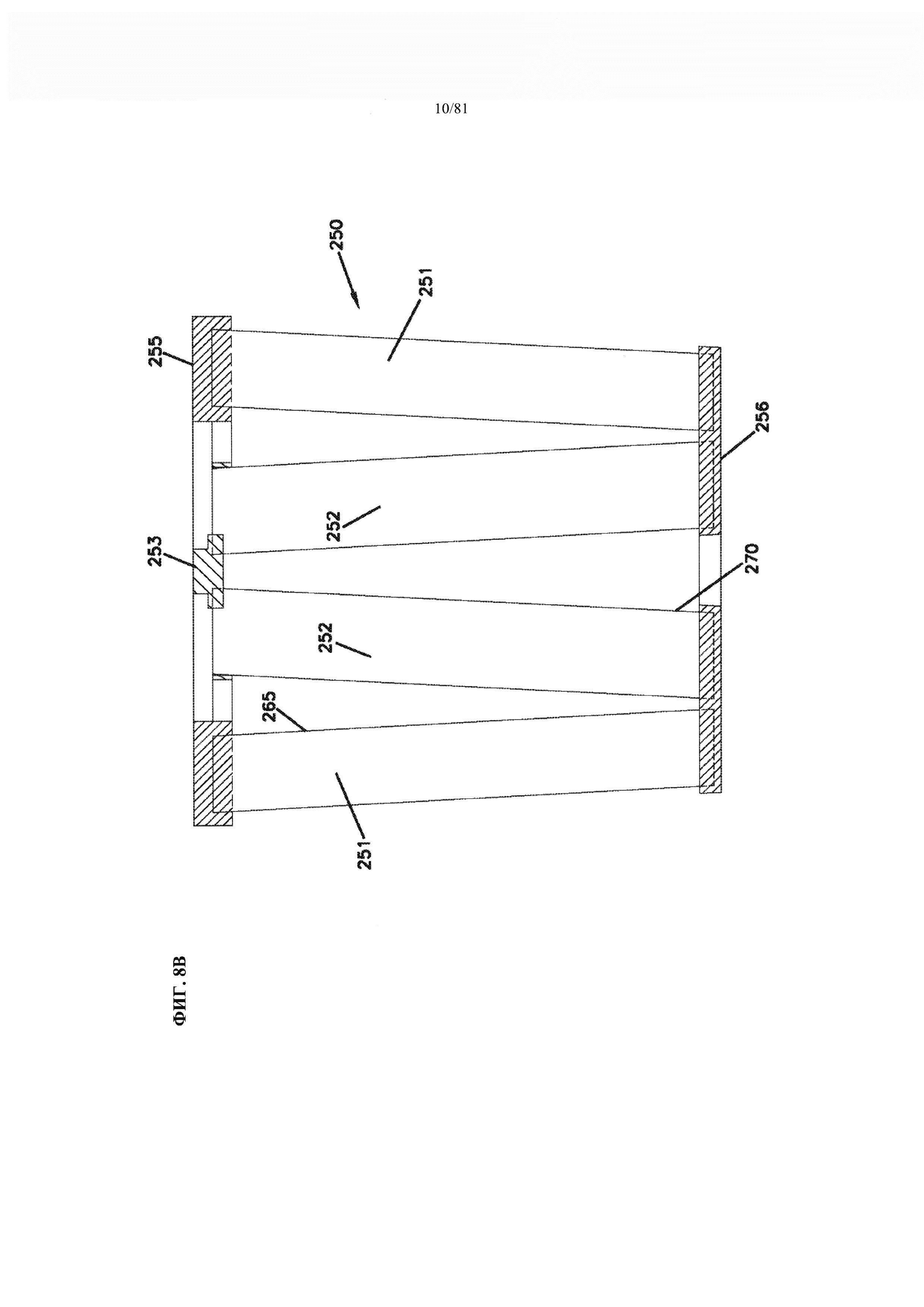
Обращаясь к фиг. 8, материал или паковка материала в общем указаны ссылочной позицией 250. Материал или паковка 250 материала содержат первую наружную складчатую (гребенчатую) петлю 251 материала и вторую внутреннюю складчатую (гребенчатую) петлю 252 материала, каждая из которых содержит вершины складок (или гребней), проходящие между противолежащими концами для потока. Вид, показанный на фиг. 8, направлен к концу 255 (для потока) паковки материала. Изображенный конец 255 может представлять собой впускной конец (для потока) или выпускной конец (для потока), в зависимости от выбранного направления потока. Для многих конструкций, в которых используются описываемые принципы, имеющаяся паковка 250 материала может быть выполнена в картридже фильтра таким образом, что конец 255 представляет собой впускной конец для потока.
По-прежнему обращаясь к фиг. 8, наружная складчатая (гребенчатая) петля 251 материала выполнена в овальной форме, хотя возможны альтернативы. Ссылочной позицией 260 изображена герметизация концов складок, например, сформованная по месту и герметизирующая концы складок или гребней 251 на конце 255 паковки материала.
Складки или гребни 252 (и связанные с ними вершины складок) расположены так, что они окружены петлей 251 и находятся на расстоянии от нее, и, таким образом, петля 252 складчатого материала также изображена в несколько овальной конфигурации. В данном случае концы 252е отдельных складок или гребней 252р в петле 252 закрыты за счет герметизации. Кроме того, петля 252 окружает центр 252с, замкнутый центральной лентой 253 материала, как правило, сформованной по месту.
Во время фильтрации, когда конец 255 представляет собой впускной конец для потока, воздух попадает в зазор 265 между двумя петлями 251, 252 материала. Затем воздух по мере перемещения сквозь паковку 250 материала течет через петлю 251 или петлю 252, подвергаясь фильтрации.
В изображенном примере петля 251 выполнена как скошенная внутрь в направлении петли 252 на протяжении от конца 255. Также показаны распорки 266, поддерживающие центрирующее кольцо 267, окружающее один конец петли 252 для конструктивной целостности.
На фиг. 8А виден конец 256 картриджа 250, противолежащий концу 255. Здесь можно видеть внутреннюю часть петли 252, окружающую открытую область 270 для потока газа. Когда воздух направляется сквозь картридж 250 в целом к концу 256 и от конца 255, часть воздуха, проходящего через петлю 252, будет попадать в центральную область 270 и выходить из нее на конце 256. Разумеется, воздух, попавший в петлю 251 материала, показанную на фиг. 8, во время фильтрации будет проходить в целом вокруг наружного периметра 256р конца 256 (по нему).
На фиг. 8В представлен схематический вид в поперечном сечении картриджа 250. Выбранные идентифицированные и описанные элементы указаны подобными ссылочными позициями.
Из рассмотрения фиг. 8-8В и приведенного выше описания будет понятно, что описанный картридж 250 в сущности представляет собой картридж, который содержит вершины материала, проходящие в продольном направлении между противолежащими концами 255, 256 для потока.
В конструкции, показанной на фиг. 8-8В, паковка 250 материала изображена с овальным периметром, в частности имеющим форму ипподрома. Она изображена таким образом, поскольку картриджи воздушных фильтров во многих приводимых ниже примерах также имеют конфигурацию овальной формы или формы ипподрома. Однако принципы могут быть воплощены в разнообразных альтернативных формах периметра.
D. Другие варианты материала, фиг. 9-12
На фиг. 9-12 настоящего документа представлены некоторые схематические местные виды в поперечном сечении других дополнительных вариантов типов материала, которые могут быть использованы в выбранных применениях принципов, описываемых в настоящем документе. Некоторые примеры описаны в документе USSN 62/077749, поданном 10 ноября 2014 года и принадлежащем правопреемнику настоящего изобретения, компании Donaldson Company, Inc. В целом, каждая из конструкций, показанных на фиг. 9-12, представляет тип материала, который может быть уложен в стопу или свернут в спираль в виде конструкции, содержащей противолежащие впускной и выпускной концы (или поверхности) для потока в прямоточной конфигурации.
На фиг. 9 изображена примерная конструкция 301 материала из документа USSN 62/077749, в котором тисненый лист 302 скреплен с нетисненым листом 303, а затем они уложены в стопу и свернуты в спираль паковки материала, при этом уплотнения вдоль противолежащих кромок относятся к типу, описанному в настоящем документе ранее в отношении фиг. 1.
На фиг. 10 изображена альтернативная примерная паковка 310 материала из документа USSN 62/077749, в которой первый тисненый лист 311 скреплен со вторым тисненым листом 312, а затем из них сформирована конструкция паковки уложенного в стопу или свернутого в спираль материала, содержащая краевые уплотнения в целом согласно фиг. 1 настоящего документа.
Краевые уплотнения могут проходить либо в направлении расположенного выше по ходу конца, либо в направлении расположенного ниже по ходу конца, или, в некоторых случаях, в обоих направлениях. В особенности в тех случаях, когда материал во время фильтрации, вероятно, будет входить в контакт с химическим веществом, может быть предпочтительно избегать обычного клея или герметика.
На фиг. 11А изображено поперечное сечение, в котором рифленый лист X содержит на себе различные тиснения для вхождения в зацепление с облицовочным листом Y. Кроме того, они могут являться отдельными или представлять собой секции одного и того же листа материала.
На фиг. 11В также показано схематическое изображение такой конструкции рифленого листа X и облицовочного листа Y.
Еще один вариант такого принципа показан на фиг. 11С для рифленого листа X и облицовочного листа Y. Как подразумевается, это помогает понять, каким образом становится возможным широкое разнообразие подходов.
На фиг. 12 показан еще один возможный вариант с рифленым листом X и облицовочным листом Y.
Следует отметить, что отсутствует конкретное требование того, чтобы для секции рифленого листа и секции облицовочного листа использовался один и тот же материал. Для получения разных результатов в каждом из листов могут быть использованы разные материалы. Например, один материал может представлять собой целлюлозный материал, тогда как другой материал может представлять собой материал, содержащий какое-либо нецеллюлозное волокно. Для достижения желаемых результатов они могут быть предусмотрены с разной пористостью или разными конструктивными свойствами.
Примеры, показанные на фиг. 9-12, как подразумевается, в целом указывают на то, что согласно принципам настоящего документа можно использовать разнообразные паковки материала. Кроме того, в отношении общих принципов конструирования и применения некоторых альтернативных типов материала следует обратить внимание на документ USSN 62/077749, включенный в настоящий документ посредством ссылки.
Е. Другие типы материалов
Многие из методик, описанных в настоящем документе, предпочтительно будут применяться тогда, когда материал, ориентированный на фильтрацию между противолежащими концами для потока картриджа, представляет собой материал, содержащий рифления или вершины складок, проходящие в направлении между этими противолежащими концами. Однако возможны альтернативы. Методики, описанные в настоящем документе в отношении определения уплотнительной конструкции, могут применяться в картриджах фильтров, содержащих противолежащие концы для потока, с материалом, расположенным для фильтрации потока текучей среды между этими концами даже тогда, когда материал не содержит рифлений или вершин складок, проходящих в направлении между этими концами. Например, материал может представлять собой глубинный материал, может являться складчатым в альтернативном направлении или может представлять собой нескладчатый материал.
Однако методики, описанные в настоящем документе, действительно являются особенно преимущественными для использования с картриджами, являющимися относительно глубокими по протяжению между концами для потока, обычно по меньшей мере 100 мм, как правило, по меньшей мере 150 мм, часто по меньшей мере 200 мм, иногда по меньшей мере 250 мм и в некоторых случаях по меньшей мере 300 мм или более, и они выполнены в расчете на большой объем нагрузки во время использования. Эти типы систем, как правило, будут представлять собой системы, в которых материал выполнен с вершинами складок или рифлениями, проходящими в направлении между противолежащими концами для потока.
II. Выбранные установленные недостатки различных воздухоочистителей
А. Общее описание
Распространены конструкции воздухоочистителей, в особенности узлов, в которых используются относительно глубокие паковки фильтрующего материала, например, с использованием материала, в целом соответствующего одному или нескольким материалам, описанным в отношении фиг.6-12. В качестве примеров фактически присутствующих на рынке изделий, следует обратить внимание на воздухоочистители компании Donaldson Company, Inc., правопреемника настоящего изобретения, поступающие в продажу под названием «Powercore», а также на изделия компании Mann & Hummel, представленные под названием «IQORON».
В дополнение, узлы воздухоочистителей, в которых используются такие паковки материала, могут быть включены в широкий ряд оригинального оборудования (в дорожные грузовики, автобусы; внедорожную строительную технику, сельскохозяйственную и горнодобывающую технику и т.д.) в мировом масштабе. Запасные части и техническое обслуживание предоставляются широким рядом поставщиков и компаний по обслуживанию.
В. Идентификация соответствующих картриджей фильтров
Очень важно, чтобы картридж фильтра, выбранный для технического обслуживания, был соответствующим для рассматриваемого воздухоочистителя. Воздухоочиститель является критически важным компонентом для всего оборудования. Если техническое обслуживание требуется проводить чаще, чем предполагалось, то результатами могут являться дополнительные издержки, простой связанного оборудования и потеря производительности. Если не осуществлять надлежащее техническое обслуживание детали, то может существовать риск отказа оборудования или других проблем.
Надлежащий картридж для рассматриваемого воздухоочистителя и рассматриваемого оборудования в целом представляет собой результат: инженерной разработки/испытаний, проводимых изготовителем воздухоочистителя; и спецификации/руководства/испытаний и ограничений, заданных изготовителем оборудования и/или изготовителем двигателя. Техническое обслуживание в данной области может включать выбор работниками детали, которая выглядит аналогично ранее установленной детали, но не представляет собой надлежащий, строго отобранный компонент для связанной системы.
Желательно предоставить воздухоочистительный узел, независимо от конкретного типа материала, обладающий признаками, которые будут способствовать простой идентификации поставщиком услуг того, что попытка технического обслуживания узла осуществляется с надлежащим (или ненадлежащим) картриджем фильтра. Для получения данной выгоды, как описано ниже, могут быть предусмотрены необязательные признаки и методики, описанные ниже в настоящем документе.
В дополнение, описаны признаки и методики сборки, являющиеся преимущественными в отношении изготовления и/или целостности фильтрующего компонента. Они могут быть реализованы при помощи признаков и методик типа, который связан с содействием обеспечению установки в узел надлежащего картриджа, или в альтернативных применениях.
C. Недостатки датчиков массового расхода воздуха
Во многих системах ниже по потоку от картриджа фильтра и выше по потоку от двигателя установлен датчик массового расхода воздуха для текущего контроля характеристик воздушного потока и характеристик загрязнителей. В некоторых случаях незначительные изменения в конфигурации и ориентации паковки материала могут приводить к флуктуациям в работе датчика массового расхода воздуха. Поэтому иногда желательным является создание воздухоочистительного узла с такими признаками в картридже фильтра и воздухоочистителе, чтобы изменение в воздушном потоке из картриджа фильтра поддерживалось на относительно минимальном значении. Это может улучшать использование и работу датчика массового расхода воздуха. Признаки и методики, описанные в настоящем документе, могут быть предоставлены для преимущественного получения этой выгоды.
D. Устойчивая установка картриджа фильтра
Во многих случаях оборудование, в котором располагается воздухоочиститель, во время работы подвергается значительной вибрации и ударным нагрузкам. Типы паковок материала, описанные выше в связи с фиг. 6-12, часто сконструированы как относительно глубокие, т.е. имеющие глубину прохождения в направлении воздушного потока по меньшей мере 50 мм и часто по меньшей мере 80 мм или более, во многих случаях более 100 мм. Такие глубокие картриджи фильтров во время использования могут нагружаться значительными количествами загрязнителей и приобретать значительный прирост по весу. Поэтому во время работы они могут подвергаться значительным импульсам вибрации. Желательно предусмотреть в картридже фильтра признаки, способствующие обеспечению устойчивой установки картриджа в определенном положении, предотвращению повреждения материала (или паковки материала) в случае перемещения и предотвращению нарушения уплотнения во время таких вибрации и ударных нагрузок.
Аналогично, во время хранения и использования оборудование может подвергаться воздействию широкого ряда диапазонов температуры. Это может приводить к расширению/сжатию материалов друг относительно друга. Желательно обеспечить, чтобы картридж фильтра и воздухоочиститель были сконструированы таким образом, чтобы целостность уплотнения не подвергалась риску в данных обстоятельствах. Признаки и методики, описанные в данном документе, могут быть применены для устранения этих недостатков, как обсуждено ниже.
Е. Защита от неправильной вставки
Для устранения недостатков, относящихся к вышеуказанному типу, было разработано множество компоновок, см., например документы WO 2006/076479; WO 2006/076456; WO 2007/133635; WO 2014/210541 и 62/097060, каждый из которых включен в настоящий документ посредством ссылки. Однако еще одним недостатком, который может иногда возникать в связи с конструкциями картриджей фильтров, является то, что картридж, не содержащий признаки для надежной герметизации, в некоторых случаях по-прежнему может быть установлен в корпусе, причем корпус по-прежнему можно закрыть, даже если установленный картридж не является надлежащим, надлежащим образом уплотненным для рассматриваемого корпуса. Желательно устранить эти недостатки.
В более общем смысле желательно предоставить картридж фильтра, в котором устранены недостатки, описанные выше в настоящем документе, но который также выполнен таким образом, чтобы корпус воздухоочистителя не мог надлежащим образом закрываться, когда происходит такая «неправильная установка», например, из-за использования картриджа, который выглядит как подходящий для корпуса, но не обладает надлежащими уплотнительными характеристиками. Описанные в настоящем документе методики обращены на устранение этого недостатка. Они могут быть использованы в связи с признаками таких конструкций, которые описаны в документах WO 2006/076479; WO 2006/076456; WO 2007/133635; WO 2014/210541 и/или 62/097060, однако они также могут быть использованы независимо. Это станет понятно из нижеследующих обсуждений.
F. Выводы
Признаки, описанные в настоящем документе, могут быть выгодно использованы для устранения одного или нескольких вышеописанных недостатков. Конкретное требование того, что признаки должны быть реализованы таким образом, чтобы в максимальной мере устранять все недостатки, отсутствует. Однако описаны выбранные варианты осуществления, в которых все определенные выше недостатки устранены в значительной и желаемой степени.
III. Примерный узел, фиг. 13-52
А. Общие признаки воздухоочистителей, фиг. 13-25
Ссылочная позиция 500 на фиг. 13 в целом обозначает пример воздухоочистительного узла согласно настоящему изобретению. Воздухоочистительный узел 500 в целом содержит корпус 501. Корпус 501 имеет основную часть 504, образующую внутреннюю полость 505 (см. фиг. 19-20), с расположенной на ней съемной крышкой 502 для обслуживания или доступа, посредством которой можно получить доступ к расположенным внутри компонентам, таким как картриджи фильтра. Воздухоочистительный узел 500 проходит вдоль продольной оси X, относительно которой также выровнены внутренние компоненты (например, картриджи фильтра). При указании ссылок на осевое направление подразумевается, что оно указывает направление, параллельное продольной оси X. При указании ссылок на радиальное направление подразумевается, что оно указывает направление, проходящее перпендикулярно продольной оси X.
Обращаясь к фиг. 13-19, воздухоочиститель 500 содержит выпускную конструкцию 510 (в этом примере размещенную на основной части 402). Выпускная конструкция 510 в целом расположена для выхода фильтрованного воздуха из воздухоочистительного узла 500 через выпускное отверстие 510х. Выпускная конструкция или узел 510 могут быть выполнены отдельно от остальной части основной части 504 и быть прикреплены к ней, или они могут быть выполнены неотделимо от остальной части основной части 504. В конструкциях, в которых выпускная конструкция 510 выполнена отдельно, могут быть использованы подходы модульной сборки, для предоставления различных выпускных конструкций 510 для разных систем применения.
Корпус 501 может быть выполнен из широкого ряда материалов при обеспечении различных принципов согласно настоящему изобретению. Характеризуемые признаки в особенности хорошо приспособлены для применения с корпусом, который в основном представляет собой формованный пластиковый компонент, например, из АБС-пластика. Корпус 501, представленный на фиг. 13, в целом представляет собой такой компонент, и выбранные признаки корпуса, такие как основная часть 504, несут на себе различные структурные укрепляющие компоненты, например, ребра 508, для прочности и целостности. Корпус 501 также может быть снабжен укрепляющими компонентами, которые помогают ограничивать прохождение пыли и загрязнителей в неуплотненные части узла 500. Например, могут быть предусмотрены ребра 508 (см. фиг. 21 и 22), которые способствуют визуальному выравниванию при установке крышки 502 на основную часть 504 корпуса 501. Внутренняя часть основной части 504 корпуса может также быть оснащена различными элементами и контурами для соответствия различным целям, таким как экономия материала, упрочнение оболочки и/или обеспечение совместимости картриджа фильтра с корпусом. Например, основная часть 504 корпуса может быть оснащена ребрами 507 и структурой 541 в виде углублений или канавок (см. фиг. 19-20, 22).
В целом, корпус 501 можно охарактеризовать как содержащий впускное отверстие 512 для воздушного потока, через которое воздух, подлежащий фильтрации, входит в узел 500. Конкретный представленный узел 500 также содержит экстракционный канал или конструкцию 514 канала для загрязнителя, обсуждаемые ниже.
Конкретный представленный воздухоочистительный узел 500 представляет собой двухступенчатый воздухоочистительный узел и содержит в себе устройство 516 предварительной очистки. Устройство 516 предварительной очистки в представленном примере содержит множество конструкций 518 сепараторных трубок. Устройство 516 предварительной очистки применяется для предварительной очистки выбранного материала (загрязнителя), переносимого воздушным потоком в воздухоочистительный узел 500, до того, как воздух достигает расположенного в нем картриджа фильтра. Такая предварительная очистка в целом приводит к существенному удалению частиц жидкости, такой как дождевая вода или разбрызганная вода, и т.п., и/или различных частиц пыли или других частиц (особенно крупных). Следует отметить, что в конкретном представленном примере устройство 510 предварительной очистки содержит часть крышки 502 доступа.
В показанном примере устройство 516 предварительной очистки содержит два компонента в виде оболочки или крышки, закрепленных друг на друге: внешнюю (впускную) часть 502 крышки и внутреннюю (выпускную трубку) часть 506 крышки. Внутренняя часть 506 крышки показана на фиг. 23. В некоторых применениях, описанных в настоящем документе, компоненты 502, 506 скрепляются вместе защелкиванием или иным образом, но выполнены с возможностью разделения, чтобы облегчать очистку. Однако в некоторых применениях описанных в данном документе технических решений два компонента 502, 506 в виде крышки или оболочки могут быть скреплены вместе во время сборки и больше не разделяться.
Как заявлено ранее, впускная крышка 502 может быть снабжена множеством конструкций 518 сепараторных трубок. Как легче всего увидеть на фиг. 16 и 17, каждая из конструкций 518 сепараторных трубок может быть предусмотрена с впускным концом 518а и выпускным концом 518b. Рядом с впускным концом 502 каждая из конструкций 518 сепараторных трубок снабжена лопастной конструкцией 518с, расположенной во впускной трубке 518d для потока, которая проходит по направлению к выпускному концу 518b. Как представлено, лопастные конструкции 518с и впускные трубки 518d для потока выполнены неотделимо от внешней крышки 502. Однако эти компоненты могут быть альтернативно предоставлены отдельно и позднее прикреплены к внешней крышке 502, например, прессовой посадкой. В представленном примере впускная внутренняя крышка 506 содержит множество выпускных трубок 518е для потока, выступающих из трубной решетки 518f. Каждая из выпускных трубок 518е для потока выступает к впускному концу 518а и частично принимает впускную трубку 518d для потока, причем между впускной 518d и выпускной трубками для потока имеется кольцевой зазор или промежуток 518g.
Кроме того, общий принцип работы устройства 516 предварительной очистки состоит в выделении вещества (загрязнителя) при входе в воздухоочиститель с возможностью удаления через выпускной канал 514 в основной части 502 корпуса. Этот маршрут легче всего увидеть на фиг. 16. Это препятствует некоторым веществам даже попадать в расположенный внутри компонент картриджа фильтра. В целом, каждая трубка 518 работает с выполняемым внутри центрифужным выделением загрязнителя. Для осуществления этого воздух, входящий во впускные концы 518а, как обычно направляется в циклонную схему посредством лопастей лопастной конструкции 518с. Вследствие этого действия загрязнители прижимаются к впускным трубкам 518d для потока и в итоге выбрасываются через канал 514. Поскольку впускные концы выпускных трубок 518е для потока расположены внутри выпускных концов впускных трубок 518с для потока, загрязнители, которые могут быть выделены и прижаты к внутренним стенкам впускных трубок 518с для потока, не могут попасть в выпускные трубки 518е для потока. Трубная решетка 518f блокирует воздушный поток между внутренней крышкой 506 и расположенными ниже по ходу частями воздухоочистительного узла 500 так, что весь воздух, выделенный сепаратором 516 воздуха, должен быть направлен через выпускные трубки 518е для потока. В показанной конструкции предусмотрено 14 конструкций 518 сепараторных трубок. Однако может быть предусмотрено больше или меньше одинаковых или разных конструкций 518 сепараторных трубок. Иллюстративная конструкция сепараторной трубки, пригодная для использования с раскрытыми в данном документе системами, показана и описана в предварительной заявке 62/097060 на патент США, поданной 27 декабря 2014 года, которая полностью включена в данный документ посредством ссылки. Существуют альтернативные конструкции. Например, часть 502 в виде крышки может включать в себя два отдельных компонента, причем первый компонент содержит впускные трубки 518с для потока и второй компонент содержит неотделимо образованные выпускные трубки 518е для потока и трубную решетку 518f. Такая схема является по существу комбинацией компонентов 502 и 506 для второго компонента, когда верхняя часть компонента 502 образует первый компонент.
Обращаясь к фиг. 13, 15 и 19, под обозначением 520 предусмотрена конструкция монтажной площадки, посредством которой воздухоочистительный узел 500 может быть прикреплен к оборудованию для использования. Иллюстративная конструкция 520 монтажной площадки в целом содержит множество ножек или площадок 520х, в этом примере сформованных неотделимо с основной частью 504 корпуса и в этом примере надлежащим образом состыкованных с отведенными металлическими соединителями или другими типами соединительных конструкций.
Обращаясь к фиг. 13-19 и дополнительно обращаясь к фиг. 20-22 и 24, представлена конкретная крышка 502 доступа, которая закреплена на месте соединительной конструкцией 522, и в представленном примере содержит конструкцию поворотного зажима, содержащую один или несколько зажимов 524 на крышке 502 (см. фиг. 24), которые сцепляются с одним или несколькими зажимами 526, расположенными на основной части 504 корпуса (см. фиг. 20-22). Для закрепления крышки 502 на основной части 504 корпуса крышку 502 располагают на основной части 504 корпуса и вращают, пока зажимы 524, 526 не сцепятся друг с другом в перекрывающейся конструкции с блокированием крышки 502 на основной части 504 корпуса. Соединительная конструкция 522 содержит ручку 528, соединенную с пружинным стопорным зажимом 530, который можно опустить для сцепления с одним из зажимов корпуса так, что крышку 502 нельзя будет вращать в обратном направлении для разъединения зажимов 524, 526. Крышка 520 может быть разблокирована путем оттягивания ручки 528 в осевом направлении от зажимов 524, 526. В этом примере показано три зажима 524 и три зажима 526. Разумеется, количество и расположение зажимов 524, 526 могут отличаться. При такой конструкции крышка 502 может быть установлена на основную часть 504 корпуса в различных ориентациях так, что экстракционный канал 514 может быть направлен желаемым образом. Дополнительно конструкция поворотного зажима может быть выполнена так, что крышка вращается или в направлении по часовой стрелке, или в направлении против часовой стрелки, чтобы изначально закреплять крышку на основной части корпуса. Иллюстративная конструкция поворотного зажима, пригодная для использования с раскрытыми в данном документе системами, показана и описана в предварительной заявке 62/184567 на патент США, поданной 25 июня 2015 года, которая полностью включена в данный документ посредством ссылки. Другие крепежные конструкции также могут быть использованы, например, конструкция замка самоскладывающегося подкоса, болты или другие крепежные элементы.
Обращаясь к фиг. 16-22, основная часть 504 корпуса показана снабженной множеством первых элементов 542 конструкции 540 выступа-приемника. Как можно видеть на фиг. 18, каждый первый элемент 542 выполнен с возможностью взаимодействия со вторым элементом 608 конструкции 540 приемника-выступа. Второй элемент 608 может быть связан с картриджем 600 фильтра, признаки обоих подробно обсуждаются ниже. В одном аспекте первые элементы 542 расположены в окружной боковой стенке 504b основной части 504 корпуса рядом с открытым концом 504а (см. фиг. 19-21) основной части 504 корпуса. Признаки первого элемента 542 конструкции выступа-приемника подробно изложены в последующем разделе.
Обращаясь к фиг. 13-19, конкретный представленный корпус 501 воздухоочистителя в целом имеет форму поперечного сечения с длинной осью X (в случае плоскости, перпендикулярной оси или общему направлению воздушного потока) и более короткой осью, перпендикулярной более длинной оси X; и воздухоочистительный узел 500 выполнен так, что при использовании он может быть установлен в практически любой ориентации, например, с более длинной осью X поперечного сечения в целом вертикальной, горизонтальной или под любым углом между ними. Принципы, описанные в данном документе, могут быть применены в альтернативных конструкциях, как будет очевидно из обсуждения ниже.
В показанном примере внутренняя полость 505 основной части 504 корпуса имеет в целом круглую форму поперечного сечения. Однако возможны и другие формы. Например, могут быть использованы прямоугольная, прямоугольная с закругленными углами и другие в основном геометрические формы с округленными или неокругленными углами. Некоторые примеры прямоугольной с закругленными углами формы включают овальную форму с противоположными криволинейными концами, соединенными парой противоположных сторон. В некоторых овальных формах противолежащие стороны также являются криволинейными. В других овальных формах, иногда называемых формами ипподрома, противолежащие стороны являются в целом прямолинейными.
С. Картридж 600 воздушного фильтра, фиг. 26-40
На фиг. 26-29 под обозначением 600 представлен картридж фильтра. Картридж 600 фильтра в целом является главным или основным картриджем фильтра и применяется для выборочного выделения частиц или материала загрязнителя, не выделенных устройством 516 предварительной очистки. Картридж 600 в целом представляет собой обслуживаемую часть (или съемный компонент), т.е. периодически во время эксплуатации воздухоочистителя 600 картридж 600 фильтра снимают и ремонтируют или заменяют. Картридж 600 фильтра содержит фильтр или фильтрующий материал 602, который может быть любого из различных типов, например, различных типов, описанных выше в данном документе, с наличием круглых или некруглых форм поперечного сечения. Соответственно картридж 600 фильтра, содержащий окружающую оболочку 610 и уплотнительную конструкцию 630 (обсуждается ниже) в дополнение к материалу 602, также может быть предоставлен во многих разных формах, например, круглой, прямоугольной, прямоугольной с закругленными углами и других в основном геометрических формах с округленными или неокругленными углами для соответствия имеющей подобную форму основной части 504 корпуса. Некоторые примеры прямоугольной с закругленными углами формы включают овальную форму с противоположными криволинейными концами, соединенными парой противоположных сторон. В некоторых овальных формах противолежащие стороны также являются криволинейными. В других овальных формах, иногда называемых формами ипподрома, противолежащие стороны являются в целом прямолинейными.
Типичный картридж 600, применяемый согласно принципам настоящего изобретения, представляет собой конструкцию с «прямоточным течением», которая имеет первую (впускную) поверхность или конец 604 для потока и противоположную выпускную поверхность или конец 606 (для потока), причем фильтруемый поток воздуха через картридж 600 фильтра в целом идет от впускного конца 604 к выпускному концу 606.
По-прежнему обращаясь к фиг. 26-29, в показанном примере картридж 600 содержит оболочку 610, окружающую фильтрующий материал 602. Оболочка 610 защищает внешний периметр материала 602 от повреждений, которые иначе могут быть нанесены материалу 602 основной частью 504 корпуса или во время работы. Соответственно оболочку 610 можно назвать защитным покрытием. Оболочка 610 может быть образована из многих непроницаемых и проницаемых материалов, например, АБС-пластика и материалов на основе бумаги. Оболочка также может быть обеспечена твердой непроницаемой конструкцией, такой как твердая стенка из АБС-пластика, или проницаемой конструкцией, в которой в боковой стенке предусмотрены отверстия. В показанном примере оболочка 610 проходит по всей длине материала 602. В других примерах оболочка 610 может проходить только по части длины материала.
Обращаясь к фиг. 30-35, оболочка 610 показана независимо от остальных элементов картриджа 600 фильтра. В одном аспекте оболочка 610 содержит окружную боковую стенку 612, проходящую от первого конца 614 ко второму концу 616 и определяющую внутреннее пространство 618. Боковая стенка 612 имеет внутреннюю поверхность 612а, которая обращена к внутреннему пространству 618, и противоположную наружную поверхности 612b. Когда материал 602 установлен во внутреннем пространстве 618, внутренняя поверхность 612а является смежной внешнему периметру материала 602.
Со ссылкой на фиг. 32, в показанном примере оболочка 610 также содержит опорный элемент 620, расположенный рядом со вторым концом 616. Опорный элемент 620 предназначен для закрепления материала 602 во внутреннем пространстве 618 оболочки 610 так, чтобы материал 602 не мог проходить за опорный элемент 620 и выходить из оболочки 610 через второй конец 616. Материал 602 может быть дополнительно прикреплен к оболочке 610 адгезивными материалами между внешним периметром материала 602 и внутренней поверхностью 612а и/или первым концом 614 материала и внутренней поверхностью 612а.
В показанном примере опорный элемент 620 предоставлен как решетка, проходящая через открытый конец оболочки 610 рядом со вторым концом 616, причем решетка 620 содержит проходящую внутрь фланцевую часть 620а, промежуточное кольцо 620b, центральную часть 620с, которая поддерживает центральную сердцевину материала 602, и множество радиально проходящих ребер 620d, поддерживающих промежуточное кольцо 620b и центральную часть 620с. Элемент 620 в виде решетки определяет множество открытых пространств 621 между элементами 620a-620d, позволяющих фильтрованному воздуху протекать через материал 602 без чрезмерного ограничения. Могут быть предоставлены другие конфигурации опорного элемента, с помощью которых поддерживают материал 602, но обеспечивают достаточный поток через элемент. Например, опорный элемент 620 может быть выполнен как проходящий во внутреннем направлении борт или фланец, например, в конфигурации, в которой предусмотрена только часть 620а. В некоторых примерах оболочка 610 может быть предоставлена без опорного элемента 620.
Обращаясь к фиг. 32-35, картридж 600 фильтра снабжен множеством вторых элементов 608 конструкции 540 выступа-приемника. Признаки вторых элементов 608 обсуждаются в следующем разделе. В показанном примере вторые элементы 608 образованы неотделимо от оболочки 610 и находятся ближе к первому концу 614, чем ко второму концу 616. Возможны другие конструкции.
Обращаясь к фиг. 30-35, оболочка 610 также показана содержащей оконечную часть 622 рядом с первым концом 614 оболочки 610. Оконечная часть 622 проходит за конец материала 602 и переходит на переходном элементе 624 к большему внутреннему диаметру, в сравнении с внутренним диаметром, определенным в местоположении, где материал 602 установлен во внутреннем пространстве 618. В одном примере, и как видно на фиг. 16, 16А, 16В, клейкое вещество 642 может быть наложено на переходный элемент 624 или возле него для закрепления материала 602 в оболочке 610. Обращаясь к фиг. 16В, картридж 600 фильтра показан как необязательно закрепленный в осевом направлении посредством контакта между оконечной частью 622 и окружным ребром 518h внутренней части 506 устройства предварительной очистки. Обращаясь к фиг. 16 и 16С, показан элемент 643, который может быть предоставлен установленным или на основной части 504 корпуса, или на оболочке 612, чтобы способствовать закреплению картриджа 600 фильтра на противоположном конце. Элемент 643 предпочтительно представляет собой эластомерный материал, который стабилизирует картридж 600 и предотвращает контакт жесткого с жестким между оболочкой 610 и внутренней частью основной части 504 корпуса.
Снова обращаясь к фиг. 30-35, оболочка 610 также содержит множество проходящих в направлении оси, разнесенных по окружности ребер 626, расположенных вокруг оконечной части 622 и проходящих от окружного ребра 628. Ребра 626, 628 выполняют функцию упрочнения оболочки 610 и, в частности, оболочки на первом конце 614 и оконечной части 622. Окружное ребро 628 также обеспечивает опору для вторых элементов 608 конструкции 540 выступа-приемника.
Картридж 600 фильтра также снабжен уплотнительной конструкцией 630. Уплотнительную конструкцию 630 можно найти на картридже фильтра на фиг. 26-29 и изолированную от оболочки на фиг. 36-40. Уплотнительная конструкция 630 предназначена для образования уплотнения между картриджем 600 фильтра и внутренней частью второй части 504 корпуса, чтобы гарантировать, что воздух, текущий из впускного отверстия 512, протечет через картридж 600 фильтра перед тем, как достигнет выпускного отверстия 510. По существу, уплотнительная конструкция 630 предотвращает обход воздуха вокруг картриджа 600 фильтра из впускного отверстия 512 в выпускное отверстие 510. В показанном примере уплотнительная конструкция 630 образована как непрерывный обод вокруг наружной поверхности 612b боковой стенки 612 оболочки и проходит радиально наружу от наружной поверхности 612b. Уплотнительная конструкция 630 может быть предоставлена вокруг внешнего периметра материала 602, где оболочка 610 не предоставлена. В некоторых примерах уплотнительная конструкция 630 может представлять собой прерывистый обод или иметь прерывистые части, при условии, что обеспечивается эффективное уплотнение. Это может быть выполнено посредством предоставления нескольких перекрывающихся уплотнительных частей или уплотнительных частей с чередующимися промежутками с образованием уплотнения лабиринтного типа.
Как легче всего увидеть на фиг. 36-40, в показанном примере уплотнительная конструкция 630 образована множеством уплотнительных кромок 632, проходящих радиально от части 634 основания. Часть 634 основания показана как сцепленная с наружной поверхностью 612b оболочки на фиг. 26-29. Как показано, каждая из уплотнительных кромок 632 представляет собой гибкое, продолговатое радиальное расширение, которое немного сходится или сужается по мере прохождения от части 634 основания к его свободному дальнему концу. Внешний диаметр, определенный уплотнительными кромками 632, больше внутреннего диаметра, определенного боковой стенкой 504b основной части 504 корпуса. Когда картридж 600 фильтра устанавливается в основную часть 504 корпуса, уплотнительные кромки 632 отклоняются в направлении, противоположном направлению вставки, которое также является противоположным направлению воздушного потока через картридж 600. Эластичность уплотнительных кромок 632 приводит к тому, что уплотнительные кромки 632 опираются на внутреннюю часть боковой стенки 504b основной части корпуса с образованием направленного наружу радиального уплотнения. Поскольку уплотнительные кромки 632 отклоняются в направлении против направления воздушного потока, воздушный поток через воздухоочистительный узел 500 прикладывает усилие против уплотнительных кромок 632, которое усиливает уплотнительный эффект уплотнительных кромок 632 на боковой стенке 504b основной части корпуса.
По-прежнему обращаясь к фиг. 36-40, предусмотрены три разнесенных в направлении оси уплотнительные кромки 632, каждая из которых непрерывно проходит вокруг всей внешней окружности оболочки 610. Может быть использовано больше или меньше уплотнительных кромок 632, например, одна, две, четыре и пять уплотнительных кромок. Пример варианта осуществления с одним кромочным уплотнением показан на фиг. 28. Дополнительно уплотнительные кромки 632 показаны как равноудаленные, однако уплотнительная конструкция 630 может быть предусмотрена с переменным расстоянием между уплотнительными кромками 632. В одном подходе оболочка 610 может быть образована посредством инжекционного формования и затем помещена во вторую форму, в которой уплотнительная конструкция 630 может быть образована литьем под давлением на оболочке 610. Одним классом материалов, подходящих для литья под давлением уплотнительной конструкции 630, являются термопластичные эластомеры (ТПЭ). Материалы ТПЭ обеспечивают возможность литья под давлением крайне гибких частей с детальными профилями и, таким образом, являются преимущественными для формования уплотнительных кромок 632. Могут быть также использованы другие процессы формования. Например, уплотнительная конструкция 630 может быть независимо сформована из ТПЭ или другого материала и позже прикреплена к оболочке 610 или материалу 602 с помощью клейкого вещества и/или изоляционного материала или механически или с помощью трения закреплена на месте без применения клейкого вещества. Поскольку уплотнительная конструкция 630 расположена вокруг оболочки 610, уплотнительная конструкция 630 будет естественно иметь такую же форму периметра, что и оболочка 610. Соответственно уплотнительная конструкция также может быть предоставлена во многих формах, например, круглой или кольцеобразной, прямоугольной, прямоугольной с закругленными углами, овальной и других в основном геометрических формах с округленными или неокругленными углами.
Продолжая ссылаться на фиг. 36-40, уплотнительная конструкция 630 может быть образована со множеством чередующихся первых и вторых прилегающих сегментов 636, 638, содержащих по меньшей мере один первый сегмент 636 и по меньшей мере один второй сегмент 638. При использовании термина «сегмент» просто подразумевается обозначение части уплотнительной конструкции безотносительно к форме уплотнения, и не требуется, чтобы часть была полностью линейной, плоской, изогнутой или особой формы, если иное дополнительно не определено. В показанном примере предоставлены три первых сегмента 636 и три вторых сегмента 638 с образованием непрерывного обода вокруг оболочки 610. Первые сегменты 636 показаны как в целом плоские и проходящие по окружности оболочки 610 так, что каждая часть первого сегмента 636 находится на том же расстоянии от первого и второго концов 614, 616, как и каждая другая соответствующая часть первого сегмента 636 (т.е. первый сегмент 636 ориентирован параллельно впускной и выпускной поверхностям 604, 606 для потока). Однако первые сегменты 636 могут быть неплоскими в других вариантах осуществления.
Вторые сегменты 638 все показаны как отклоняющиеся от взаимосвязанных первых сегментов 636 по направлению ко второму концу 616 оболочки. По существу, вторые сегменты 638 находятся ближе ко второму концу 616 оболочки, чем соответствующие части первых сегментов 636. Получаемое в результате пустое пространство 637 (см. фиг. 36-39), созданное вторыми сегментами 638, позволяет располагать вторые элементы 608 оболочки 610. Хотя в примере, представленном на графических материалах, вторые сегменты 638 показаны как равноудаленные, идентичной формы и отклоняющиеся от первых сегментов 638 на одинаковое расстояние ко второму концу 616, вторые сегменты могут быть выполнены по-другому. Например, могут быть предоставлены вторые сегменты 638, которые имеют отличающуюся друг от друга форму, которые проходят на разные расстояния от первых сегментов 638 ко второму концу 616 и/или которые имеют разное радиальное разнесение между собой (т.е. длины по меньшей мере двух первых элементов 636 являются неравными).
Как подробно представлено на фиг. 37-39, вторые сегменты 638 показаны как в целом образованные из трех взаимосвязанных плоских частей 638а, 638b, 638с, причем часть 638а является в целом параллельной впускной поверхности 604 для потока, а части 638b, 638с проходят под углом наклона от части 638а и к первым сегментам 636. Таким образом, части 638b, 638с служат переходными сегментами между частью 638с и первым сегментом (первыми сегментами) 636. Как показано, каждая часть 638а и 638b проходит от части 638с под углом приблизительно 45 градусов, причем часть 638с является в целом параллельной первым сегментам 636 и впускной поверхности для потока картриджа 600. Разумеется, возможны другие углы и варианты. Вторые сегменты 638 могут быть образованы так, чтобы быть полностью изогнутыми, с наличием, например, полукруглой формы, полуовальной формы или наполовину эллиптической формы. Вторые сегменты 638 также могут быть образованы таким образом, что имеют форму гнезда или выемки (например, части 638а, 63b являются перпендикулярными части 638с), при этом получаемое в результате пространство отверстия является квадратным или прямоугольным. Посредством включения вторых сегментов 638 в уплотнительную конструкцию 630, вместо простого наличия одного плоского окружного сегмента 636, уплотнительная конструкция 630 может быть создана с отсутствием на корпусе элементов (например, ребер 507 и канавки/углубления 541), которые иначе мешали бы формированию уплотнения между уплотнительной конструкцией 630 и основной частью 504 корпуса, как указано ранее.
Количество вторых сегментов 638 показано равным количеству вторых элементов 608, причем предусмотрено каждого по три. Однако количество вторых сегментов 638 может быть больше, чем количество вторых элементов 608, если необходимо. В показанном примере вторые элементы 608 разнесены друг от друга под углом приблизительно 120 градусов и имеют угол дуги от приблизительно 30 градусов до приблизительно 45 градусов, и наиболее точно приблизительно 36 градусов. Угол дуги определяется как угол, через который линия проходит с одного конца элемента 608а в другой конец элемента 608b. Соответственно поверхность оболочки между выступами 608 показана как составляющая от приблизительно 75 градусов до приблизительно 90 градусов, и наиболее точно приблизительно 84 градуса. Сегменты 638 могут иметь в целом те же углы дуги, которые описаны выше для элементов 608, тогда как сегменты 636 уплотнительной конструкции могут иметь те же общие углы дуги, которые описаны выше для пространства между элементами 608, хотя следует понимать, что углы могут разниться в зависимости от точки измерения. Элементы 608 и уплотнительная конструкция 630 могут быть выполнены с наличием многих других углов дуги, которые могут быть или не могут быть равными.
В показанном примере, и как можно видеть на фиг. 26-29, форма вторых сегментов 638 является в целом дополняющей к форме вторых элементов 608 конструкции 540 выступа-приемника, которые выходят из оболочки 610. Под использованием термина «дополняющий» подразумевается обозначение того, что две части имеют одни и те же форму или контур и следуют в целом параллельно друг другу вдоль своих самых ближних границ. За счет предоставления вторых сегментов 638, которые отклоняются ко второму концу 616 оболочки или выпускной поверхности 606 для потока фильтра, первые сегменты 636 могут быть расположены в направлении оси вокруг оболочки 610 или материала 602 в положении, которое является компланарным и выровненным по окружности со вторыми элементами 608, что означает, что по меньшей мере части вторых элементов 608 и вторых сегментов лежат в общей плоскости по окружности материала 602/оболочки 610. В этом случае общая плоскость является параллельной впускной и выпускной плоскостям 604, 606 для потока (т.е. ортогональной оси X). Такая конструкция также позволяет вторым элементам 608 располагаться между уплотнительной конструкцией 630 и первым концом 614 оболочки, а также позволяет насколько можно большей части уплотнительной конструкции располагаться рядом с первым концом 614 оболочки. Там, где ребра 507 или другие подобные элементы предоставлены на корпусе, отклоняющаяся форма уплотнительной конструкции 630 обеспечивает уплотнительной конструкции 630 возможность вплетаться между ребрами 507 на основной части 504 корпуса и выступами 608, чтобы гарантировать образование надлежащего уплотнения между уплотнительной конструкцией 630 и основной частью 504 корпуса.
Снова обращаясь к фиг. 36-40, уплотнительная конструкция 630 также показана как вращательно симметричная, что означает, что уплотнительную конструкцию можно вращать относительно продольной оси X, чтобы выравнивать саму с собой. В представленном примере уплотнительная конструкция 630 имеет три порядка вращательной симметрии, таким образом уплотнительная конструкция оказывается одинаковой через каждые 120 градусов вращения. Это же истинно для картриджа 600 фильтра в целом. Там, где предусмотрены дополнительные вторые элементы 608 и вторые сегменты 638, вращательная симметрия будет возрастать, при условии, что одинаковое расстояние предусмотрено между вторыми элементами 608 и 638. Как отмечено выше, вторые элементы 608 и вторые сегменты 638 не обязательно предоставлять с равным радиальным разнесением во всех реализациях.
С. Конструкция выступа-приемника
Обращаясь к фиг. 16-19, можно видеть, что основная часть 504 корпуса принимает картридж 600 фильтра в полость 505. Основная часть 504 корпуса и картридж 600 фильтра вместе образуют ранее указанную конструкцию 540 выступа-приемника, в которой один или несколько первых элементов 542, расположенных на основной части 504 корпуса, взаимодействуют с одним или несколькими вторыми элементами 608, расположенными на картридже 600 фильтра. В показанном примере основная часть 504 корпуса оснащена множеством первых элементов 542, выполненных в виде приемных элементов 542. Приемные элементы 542 принимают соответствующие вторые элементы 608, выполненные как выступы 608 картриджа 600 фильтра. Хотя приемные элементы 542 показаны на основной части 504 корпуса, а выступы 608 показаны на картридже 600 фильтра, они могут быть размещены обратным образом, таким образом картридж 600 фильтра оснащен приемными элементами, а основная часть 504 корпуса оснащена выступами. Конструкция 540 выступа-приемника применяется для закрепления картриджа 600 фильтра в фиксированном относительно вращения положении в основной части 504 корпуса так, что картридж фильтра удерживается от вращения относительно более длинной оси поперечного сечения (т.е. оси X) основной части 504 корпуса и картриджа 600 фильтра. Конструкция 540 выступа-приемника также применяется для обеспечения того, чтобы картридж 600 фильтра был правильно ориентирован перед полной вставкой в основную часть 504 корпуса. Другие функции конструкции 540 выступа-приемника и отклоняющейся формы уплотнительной конструкции 630 состоят в минимизации уплотнительного контакта с основной частью 504 корпуса при вращательном выравнивании во время вставки картриджа 600. При иной конфигурации линия контакта между уплотнением основной частью 540 корпуса была бы длиннее, тем самым потенциально усложняя вращение картриджа 600 в правильное положение при вращении перед окончательным осевым сцеплением.
Как легче всего увидеть на фиг. 19-22, в показанном примере приемные элементы 542 расположены рядом с открытым концом 504а основной части 504 корпуса и радиально разнесены между зажимами 526. В связи с вышеуказанным, основная часть 504 корпуса имеет окружную боковую стенку 504b, проходящую к открытому концу 504а. Каждый из приемных элементов содержит торцевую стенку 544, радиально отнесенную от боковой стенки 504b. Торцевая стенка 544 может быть образована в изогнутой или дуговой форме, чтобы соответствовать кривизне боковой стенки 504b, или может быть образована как плоский прямой сегмент. Как показано, торцевая стенка 544 имеет изогнутую форму вдоль дуги, которая параллельна дуге, образованной боковой стенкой 504b. Торцевая стенка 544 также показана как в целом параллельная боковой стенке 504а вдоль высоты торцевой стенки 544. Однако торцевая стенка 544 может быть наклонена, чтобы обеспечивать конусность, таким образом торцевая стенка 544 располагается на большем расстоянии от боковой стенки 504b на открытом конце 504а, чем на противоположном конце торцевой стенки 544, расположенном глубже во внутренней части основной части 504 корпуса.
Радиально проходящая боковая стенка 546 соединяет боковую стенку 504b с торцевой стенкой 544 в нижней части торцевой стенки 544 так, что верхняя часть приемного элемента 542 также является открытой на открытом конце 504а. Боковая стенка 546 содержит первую часть 546а, которая расположена в целом параллельно открытому концу 504а корпуса, и содержит вторую и третью части 546b, 546с, проходящие от концов первой части 546а к открытому концу 504а. В показанном примере вторая и третья части 546b, 546с проходят от первой части 546а под углом наклона к первой части 546а и открытому концу 504а. В показанном примере угол наклона составляет приблизительно 45 градусов. Эта конфигурация позволяет приемному элементу 542 иметь открытую область широкого применения для изначального приема выступов 608 без необходимости в точном выравнивании картриджа 600. По мере того как выступы 608 далее принимаются в приемные элементы 542, вторая и третья части 546b, 546с сужаются, в итоге удерживая выступы 608 в фиксированном положении так, что картридж 600 удерживается от вращения относительно основной части 504 корпуса.
В других примерах вторая и третья части 546b, 546с также могут проходить в целом перпендикулярно от первой части 546а к открытому концу 504а. В других конструкциях боковая стенка 546 образована как изогнутая стенка, имеющая, например, полукруглую форму, полуовальную форму или наполовину эллиптическую форму. Боковая стенка 546 показана имеющей в целом постоянную ширину в радиальном направлении, но может быть предусмотрена с переменной шириной. Например, боковая стенка 546 может быть шире на открытом конце 504а корпуса, чем на первой части 546а, таким образом торцевая стенка 544 сужается внутрь относительно боковой стенки 504b корпуса.
В некоторых примерах торцевая стенка 544 может быть и не предусмотрена, так что боковая стенка 504b корпуса просто открыта в месте, где иначе была бы представлена торцевая стенка 544. В такой конфигурации боковая стенка 546 может быть все же предусмотрена так, чтобы обеспечивать плоскую поверхность, на которую могут опираться выступы 608. Альтернативно приемный элемент 542 может быть образован или без торцевой стенки 544, или без боковой стенки 546, таким образом приемный элемент 542 образован просто как отверстие в боковой стенке 504 корпуса. В такой конфигурации выступ 608 будет просто опираться на получающуюся в результате кромку, образованную отверстием в боковой стенке 504.
Снова обращаясь к фиг. 18 и 31-34, выступы 608 имеют форму, дополняющую приемные элементы 540, и содержат часть 608а основания с частями 608b, 608с, проходящими под косым углом от части 608а основания к первому концу 614 оболочки до ребра 628. Каждая из частей 608а, 608b и 608с проходит радиально от наружной поверхности 612b оболочки, создавая в целом плоские поверхности в ортогональной проекции, если смотреть с осевых концов оболочки 610. Часть 608а основания показана параллельной впускной и выпускной поверхностям 604, 606 для потока и отверстиям, образованным на первом и втором концах 614, 616 оболочки 610. В данной конфигурации части 608b, 608с выступа расположены под таким же углом, как и части 546b, 546с приемного элемента, таким образом часть 608с является параллельной части 546с, и таким образом часть 608b является параллельной части 546b. Соответственно в показанном примере каждая часть 608а и 608b проходит от части 608с под углом приблизительно 45 градусов, причем каждая часть 608с является в целом параллельной первым сегментам 636 и впускной поверхности для потока картриджа 600.
На фиг. 18 легче всего можно увидеть, что выступ 608 принимается в приемный элемент 546. При полном приеме плоские стороны частей 608b и 546b находятся в контакте друг с другом, как и плоские стороны частей 608с и 546с. Это сцепление удерживает картридж 600 фильтра от вращения относительно основной части 504 корпуса. Как показано на фиг. 18, части 608а и 546а являются разнесенными и не находятся в контакте друг с другом. При такой конфигурации можно гарантировать, что избегается потенциальный контакт между частями 608а и 546а, который иначе мог бы предотвратить введение в контакт частей 546b/608b и 546с/608с друг с другом, обеспечивающее в результате более плотную посадку между выступами 608 и приемными элементами 546. Однако выступы 608 и приемные элементы 608 могут быть выполнены в такой форме, чтобы все три части приводились в контакт друг с другом.
Как обсуждалось ранее, многие другие дополняющие и не дополняющие формы возможны для первых элементов/приемных элементов 546 и вторых элементов/выступов 608. Дополнительно первые элементы 546 и/или вторые элементы 608 могут быть снабжены или покрыты мягким материалом для предотвращения жесткого контакта пластика с пластиком между элементами. Например, материал ТПЭ может быть формован поверх частей 608b, 608с одновременно с формованием уплотнительной конструкции 630 поверх оболочки 610.
По-прежнему обращаясь к фиг. 18, отмечается, что каждый целый выступ 608 не полностью принимается в приемный элемент 546. Вместо этого части 608b и 608с выступа выходят за пределы приемного элемента 546. Эта конфигурация приводит к тому, что часть картриджа 600 фильтра лежит за пределами открытого конца 504а основной части 504 корпуса. Как легче увидеть на фиг. 17, первый конец 614 оболочки 610 проходит на высоту H1 над открытым концом 504а основной части 504 корпуса. Эта получаемая в результате высота позволяет пользователю легче захватывать элементы (выступы 608, оконечную часть 622, ребро 628, переходный элемент 624 на выступе 608 и т.п.) на первом конце 614 оболочки 610 при снятии и установке картриджа 600. Чтобы дополнительно помочь в установке и снятии картриджа 600 фильтра, может быть предусмотрен отдельный элемент в виде ручки 640, как схематически показано на фиг. 26.
В показанном примере показаны три конструкции 540 выступа-приемника, включая три приемных элемента 542 и три соответствующих выступа 608. Однако больше или меньше приемных элементов 540 может быть предусмотрено без отхода от изложенных в данном документе концепций. Отмечается, что количество предоставленных приемных элементов 542 прямо соответствует количеству ориентаций картриджа фильтра, которые будут приняты основной частью 504 корпуса, при условии, что приемные элементы являются вращательно симметричными (т.е. приемные элементы имеют одинаковое радиальное разнесение, например, три приемных элемента 540 разнесены на 120 градусов). Это верно независимо от количества выступов 608 при условии, что выступы 608 по количеству не превышают приемные элементы 540, что привело бы к получению невставляемого картриджа фильтра. Соответственно картридж 600 фильтра можно вращать в три разных положения, которые могут быть приняты в основную часть 504 корпуса, показанную на графических материалах. В других примерах: когда предоставлена только один приемный элемент 542, существует только одна ориентация вставки картриджа фильтра; когда предоставлено два приемных элемента 542 с двумя порядками вращательной симметрии, существуют две ориентации вставки картриджа фильтра, и так далее. Когда предоставлены картридж фильтра и основная часть корпуса продолговатой формы или в форме ипподрома, предоставление одной конструкции 540 выступа-приемника будет гарантировать, что существует только одна ориентация картриджа фильтра в основную часть корпуса, тогда как предоставление двух конструкций выступа-приемника будет обеспечивать доступность обеих присущих угловых ориентаций картриджа фильтра, при условии, что конструкции выступа-приемника являются вращательно симметричными.
D. Картридж 600' воздушного фильтра, фиг. 58-64С
Обращаясь к фиг. 58-64С, представлен альтернативный картридж 600' фильтра. В этом примере материал 602 и оболочка 610 (и ранее оговоренные альтернативы) являются такими же, как и для картриджа 600 фильтра и могут быть установлены в основную часть 504 корпуса, как показано на фиг. 64-64С. Соответственно такие же ссылочные позиции будут использованы для этих элементов, которые не нужно дополнительно обсуждать здесь. Следует отметить, что картридж 600' фильтра не должен быть предоставлен с такими же материалом и оболочкой, которые показаны для картриджа 600' фильтра, и что существуют альтернативные конструкции.
В этом примере картридж 600' фильтра предусмотрен с уплотнительной конструкцией 630', которая отличается от уплотнительной конструкции 630. Однако уплотнительная конструкция 630' в действительности имеет много общих признаков с уплотнительной конструкцией 630. Например, уплотнительная конструкция 630' имеет чередующиеся первые и вторые прилегающие сегменты 636', 638', при этом второй сегмент (вторые сегменты) 638' отклоняется от первого сегмента (первых сегментов) 636' взаимосвязанными частями 638а', 638b' и 638с'. Соответственно описание геометрической формы уплотнительной конструкции 630 и чередующихся конструкций являются применимыми к уплотнительной конструкции 630', в частности, когда описание относится к оболочке 610 и конструкции 540 выступа-приемника.
Уплотнительная конструкция 630' отличается от уплотнительной конструкции 630 тем, что уплотнительная конструкция 630' имеет относительно более монолитный профиль без радиально проходящих уплотнительных кромок. Уплотнительная конструкция 630' также снабжена множеством ступенек 632', которые переводят уплотнительную конструкцию 630' от первой толщины t1 рядом с впускным концом 614 картриджа ко второй толщине t2 рядом со вторым концом 616, причем вторая толщина t2 меньше, чем толщина t1. Эта конфигурация позволяет сформировать радиальное уплотнение сжимающегося типа между уплотнительной конструкцией 630' и основной частью 504 корпуса, как можно видеть на фиг. 64-64В. В показанном примере наружная часть уплотнительной конструкции 630' образует уплотнение относительно внутренней стороны боковой стенки 504b основной части корпуса. Уплотнительная конструкция 630' также показана в этом примере как проходящая за пределы боковой стенки 504b. Возможны другие конструкции. В альтернативных примерах уплотнительная конструкция 630' также может быть предоставлена со скошенной или наклонной поверхностью для перехода между толщинами t1 и t2 или может быть предоставлена с равномерной толщиной, а не ступеньками 632'.
Относительно более упрощенный профиль уплотнительной конструкции 630' легко дает возможность формировать его с помощью полиуретанового материала. Также возможны и другие материалы. Материал, используемый для уплотнительной конструкции 630' может быть формован на оболочке 610 в целом таким же образом, как описано для уплотнительной конструкции 630. Уплотнительная конструкция 630' также может быть независимо сформована из полиуретана или другого материала и закреплена на оболочке 610 и/или материале 602 с помощью клейкого вещества и/или изоляционного материала. Поскольку уплотнительная конструкция 630' расположена вокруг оболочки 610, уплотнительная конструкция 630' будет естественно иметь такую же форму периметра, что и оболочка 610.
На фиг. 58 представлен один вариант осуществления, в котором оболочка 610 проходит по всей длине паковки 602 фильтрующего материала.
Альтернативно оболочка, в таком случае скорее опорный элемент 610', может проходить только над оконечной частью паковки 602 фильтрующего материала, например, оконечной частью возле впускного конца 614 картриджа. Она, к примеру, может содержать кольцо или подобный элемент 6100', окружающий оконечную часть паковки 602 материала, возле впускного конца 614 картриджа. Это представлено, например, на фиг. 69(b) и его соответствующем изображении поперечного сечения вдоль поверхности А, представленном на фиг. 69(a). В таких случаях боковая стенка картриджа фильтра определяется не только оболочкой 610 (или опорным элементом 610'), но также наружной поверхностью паковки 602 материала. Оболочка или опорный элемент могут дополнительно быть сформованы и/или содержать признаки, как раскрыто для варианта осуществления, описанного в отношении фиг. 58.
На фиг. 70-72 раскрыт пример возможного процесса изготовления уплотнительной конструкции 630' (например, прокладки), как описано в отношении фиг. 58 или фиг. 69. Уплотнительная конструкция может быть изготовлена непосредственно на оболочке 610 или на опорном элементе 610' (его боковой части, окружающей кольцевую часть, 6100') и/или материале 602 посредством применения физических процессов, известных как тиксотропия.
При этом тиксотропный материал (или другой пенистый материал) накладывают в области, в которой необходимо сформировать прокладку, при этом, как правило, заполняя только часть или всю эту область. Один или несколько придающих форму элементов (M1, М2), как, например, две или множество форм (M1, М2), затем накладывают на тиксотропный материал ТМ, в течение короткого времени после наложения тиксотропного материала ТМ. Этим ограничивается доступный объем для пенистой системы. Тиксотропный материал тогда представлен во внутреннем объеме, образованном верхней частью боковой стенки картриджа фильтра и придающим форму элементом (придающими форму элементами). Тиксотропный материал затем расширяется или вспенивается так, что он в итоге заполняет определенный объем или полость. Объем или полость предпочтительно определяют окончательную форму прокладки 630', которую необходимо изготовить. Полость или объем, к примеру внутри, по меньшей мере частично, могут быть определены кольцевым элементом 6100', окружающим опорный элемент 610'/паковку 602 материала или элемент 610 оболочки. Предпочтительно количество тиксотропного материала является предопределенным ввиду предопределенных объема, формы и расположения прокладки 630', которую необходимо изготовить. Предпочтительно боковые стенки таким образом определенной полости не полностью охватывают полость, так что малое количество S тиксотропного материала ТМ получает возможность покинуть полость при расширении, в предопределенных местах. Это может способствовать лучшему наполнению определенной полости во время процесса расширения. Это также может обеспечить управление плотностью прокладки 630'. Одна или несколько форм M1, М2 могут содержать отверстия О для достижения этого. Альтернативно или в сочетании с этим одно или несколько отверстий или открытый кольцеобразный объем V могут быть предоставлены между формой М (M1, М2, …) и остальной частью картриджа фильтра.
Тиксотропный материал может быть наложен на одном этапе или на нескольких этапах. К примеру, может быть наложен один относительно толстый обод из тиксотропного материала (см. фиг. 71). Альтернативно два или более ободьев из тиксотропного материала могут быть наложены друг за другом (например, три в варианте осуществления, представленном в отношении фиг. 72). Тиксотропный материал может быть наложен в форме множества слоев равных или разных размеров и форм. Тиксотропный материал может, к примеру, быть предоставлен одновременно во всех требуемых местах.
Во время расширения множество ободьев могут соединяться или сливаться и образовывать однородную конструкцию 630' прокладки.
Согласно некоторым вариантам осуществления соответствующие материалы оболочки 610 или опорного элемента (610', 6100') и боковой стенки 602 паковки материала, пенистого или тиксотропного материала FM и одной или нескольких форм М могут быть предварительно определены так, что пенистый или тиксотропный материал хорошо сцепляется с оболочкой или опорным элементом и боковой стенкой паковки материала, при этом плохо или не сцепляется с одной или несколькими формами.
Согласно некоторым вариантам осуществления часть боковой стенки (незавершенного, промежуточного) картриджа фильтра, где необходимо накладывать тиксотропный материал, к примеру, боковую стенку оболочки 610 или опорного элемента 610'-6100'/паковки 602 материала предварительно обрабатывают посредством активатора сцепления для тиксотропного материала. Согласно некоторым вариантам осуществления внутренние боковые стенки одного или нескольких придающих форму средств/форм М обеспечивают замедлителем сцепления (например, средствами для извлечения из формы) для тиксотропного материала.
После расширения и предопределенного периода отверждения одна или несколько форм М могут быть сняты, и получают завершенный картридж фильтра.
Согласно некоторым вариантам осуществления тиксотропный материал накладывают вдоль соответствующей части оболочки 610, при рассмотрении вариантов осуществления согласно фиг. 58.
Согласно некоторым вариантам осуществления тиксотропный материал накладывают вдоль вспомогательного элемента 610' (его наружной части, например, кольцеобразной части 6100') и смежной части паковки 602 материала, при рассмотрении вариантов осуществления согласно фиг. 69.
Предпочтительно двухкомпонентная полиуретановая система может быть использована для изготовления гибкого уплотнения из пеноматериала (прокладки). Альтернативно может быть использована полиуретановая система из трех или более компонентов. Как указано ранее, альтернативно также могут быть использованы и другие пенистые материалы.
Двухкомпонентная система может, к примеру, состоять из смолы и отвердителя, которые смешивают вместе в предопределенном отношении. В результате этого в течение нескольких минут получается гибкий уплотнительный пеноматериал.
Следует понимать, что предложенный способ может быть использован для изготовления любой 3D конструкции прокладки посредством наложения тиксотропного материала на предопределенную 3D поверхность и применения 3D конструкций формования или придания формы.
Соответственно уплотнительная конструкция 630' также может быть предоставлена во многих формах, например, круглой или кольцеобразной, прямоугольной, прямоугольной с закругленными углами, овальной и других в основном геометрических формах с округленными или неокругленными углами.
Е. Картридж 700 воздушного фильтра, фиг. 41-52
Обращаясь к фиг. 16, 17, 19 и 41-52, конкретный представленный воздухоочистительный узел 500 содержит необязательный вспомогательный или защитный фильтр 700. Этот (необязательный) защитный или вспомогательный фильтр 700 в целом располагается между главным картриджем 600 фильтра и выпускным отверстием 510х. В типичной конструкции (необязательный) вспомогательный картридж 700 фильтра с возможностью снятия расположен в воздухоочистительном узле 500 и может быть обслуживаемым компонентом. Однако он, как правило, не подвергается очень значительной пылевой нагрузке при использовании и может редко заменяться или почти никогда не заменяться. Преимущественным признаком является то, что картридж 700 является структурно отдельным от основного картриджа 600, поскольку картридж 700 может оставаться на месте, защищая внутренние компоненты от пыли, даже когда основной картридж 600 фильтра снят.В показанном примере картридж 700 фильтра содержит складчатый материал 702, но может содержать другие типы материала.
Картридж 700 фильтра содержит оболочку 710 и уплотнительную конструкцию 730, которые обладают такими же признаками, как описанные ранее оболочка 610 и уплотнительная конструкция 630. Например, оболочка 710 может быть формована из относительно твердого пластика, например, АБС-пластика, и уплотнительная конструкция 730 может быть формована поверх оболочки 710 посредством литья под давлением материала ТПЭ с образованием радиально проходящих кромочных уплотнений 732, проходящих от части 734 основания. В некоторых примерах уплотнительная конструкция 730 может быть независимо формована из ТПЭ или другого материала и закреплена на оболочке 710 и/или материале 702 с помощью или без клейкого вещества и/или изоляционного материала. Оболочка 710 показана отдельно на фиг. 45-48, тогда как уплотнительная конструкция 730 показана отдельно на фиг. 49-52. Оболочка показана имеющей боковую стенку 712, проходящую между первым и вторым концами 714, 716 и образующую внутреннюю часть 718, в которой установлен материал 702. Материал 702 может быть закреплен на оболочке 710 посредством клейкого вещества.
Оболочка 710 отличается в одном аспекте от оболочки 610 тем, что оболочка 710 предоставляется с проходящими по окружности элементами 710а, 710b в виде ребер. Уплотнительная конструкция 730 формована на элементе 710а в виде ребра и над элементом 710b в виде ребра. Элементы 710а, 710b в виде ребер помогают блокировать/удерживать уплотнительную конструкцию 730 на оболочке 710. Уплотнительная конструкция дополнительно сформована с наличием элемента 733 в виде фланца, который проходит радиально дальше, чем кромочные уплотнения 732, и действует как самое дальнее в направлении выше по ходу основное уплотнение. Как можно видеть на фиг. 16С, каждое из кромочных уплотнений 732 и фланцевого уплотнения 733 образует радиальное уплотнение на внутренней части основной части 504 корпуса. Когда картридж 700 фильтра установлен, второй конец 716 оболочки упирается на внутренние стенки/ребра 505 основной части 504 корпуса так, что картридж 700 фильтра поддерживается и не может быть дальше вставлен в основную часть 504 корпуса.
Как и для картриджа 600 фильтра, картридж 700 фильтра, содержащий материал 702, окружающую оболочку 710 и уплотнительную конструкцию 730, может быть предоставлен во многих разных формах, например, круглой, прямоугольной, прямоугольной с закругленными углами и других в основном геометрических формах с округленными или неокругленными углами. Некоторые примеры прямоугольной с закругленными углами формы включают овальную форму с противоположными криволинейными концами, соединенными парой противоположных сторон. В некоторых овальных формах противолежащие стороны также являются криволинейными. В других овальных формах, иногда называемых формами ипподрома, противолежащие стороны являются в целом прямолинейными.
F. Картридж 700' воздушного фильтра, фиг. 65-68
Обращаясь к фиг. 65-68, представлена альтернативная конструкция необязательного вспомогательного или защитного фильтра 700'. В этом примере материал и оболочка (и ранее оговоренные альтернативы) являются такими же, как и для картриджа 700 фильтра и могут быть установлены в основную часть 504 корпуса, как показано на фиг. 64 и 64С. Соответственно такие же ссылочные позиции будут использованы для этих элементов, которые не нужно дополнительно обсуждать здесь. Следует отметить, что картридж 700' фильтра не должен быть предоставлен с такими же материалом и оболочкой, которые показаны для картриджа 700' фильтра, и что существуют альтернативные конструкции.
В этом примере картридж 700' фильтра предусмотрен с уплотнительной конструкцией 730', которая отличается от уплотнительной конструкции 730. Уплотнительная конструкция 730' имеет много общих признаков с уплотнительной конструкцией 730. Например, уплотнительная конструкция 730' упирается и удерживается на оболочке 710 посредством сцепления с проходящими по окружности элементами 710а, 710b в виде ребер оболочки 710.
Уплотнительная конструкция 730' отличается от уплотнительной конструкции 730 тем, что уплотнительная конструкция 730' имеет относительно более монолитный профиль с в целом равномерной толщиной без радиально проходящих уплотнительных кромок. В показанном примере наружная часть уплотнительной конструкции 730' образует уплотнение на внутренней стороне боковой стенки 504b основной части корпуса, чтобы гарантировать, что воздух протекает через материал 702, а не вокруг картриджа 700'. Для облегчения установки уплотнительная конструкция 730' может быть предоставлена со скошенной или наклонной частью 732'. В альтернативных примерах уплотнительная конструкция 730' также может быть предоставлена со ступенчатой конструкцией, подобной показанной для уплотнительной конструкции 630'.
Относительно более упрощенный профиль уплотнительной конструкции 730' легко дает возможность формировать его с помощью полиуретанового материала. Также возможны и другие материалы. Материал, используемый для уплотнительной конструкции 730', может быть формован на оболочке 710 в целом таким же образом, как описано для уплотнительной конструкции 630 и 730.
Как и для картриджей 600, 600' и 700 фильтра, картридж 700' фильтра, содержащий материал 702, окружающую оболочку 710 и уплотнительную конструкцию 730', может быть предоставлен во многих разных формах, например, круглой, прямоугольной, прямоугольной с закругленными углами и других в основном геометрических формах с округленными или неокругленными углами. Некоторые примеры прямоугольной с закругленными углами формы включают овальную форму с противоположными криволинейными концами, соединенными парой противоположных сторон. В некоторых овальных формах противолежащие стороны также являются криволинейными. В других овальных формах, иногда называемых формами ипподрома, противолежащие стороны являются в целом прямолинейными.
G. Картридж 800 воздушного фильтра, фиг. 53-57
Обращаясь к фиг. 53-57, представлен альтернативный картридж 800 фильтра. В этом примере материал 802 имеет впускную поверхность 804 для потока и выпускную поверхность 806 для потока и является таким же, как материал 602. Как таковой, материал 802 более подробно здесь обсуждаться не будет. В отличие от картриджей 600, 700, картридж 800 фильтра содержит уплотнительную конструкцию 830, которая может быть образована из полиуретанового материала, вместо ТПЭ, подобно уплотнительной конструкции 630'. Дополнительно и независимо, вместо снабжения оболочкой, которая проходит на всю длину материала, картридж 800 фильтра снабжен оболочкой 810, которая проходит только частично вдоль материала 802. Частично проходящая оболочка также может быть предоставлена для картриджей 600, 600', 700 и 700', если необходимо.
Как показано, оболочка 810 образует боковую стенку 812, которая окружает материал 802. На внутренней части боковой стенки 812 предусмотрено множество разнесенных по окружности площадок 809 для обеспечения упора для впускной поверхности 804 материала. Соответственно оболочка 810 может вставляться поверх впускной поверхности 804 материала 802, пока площадки 809 не сцепятся с впускной поверхностью 804. Оболочка дополнительно содержит выступы 808, которые действуют как первые элементы 808 конструкции 540 выступа-приемника. Соответственно выступы 808 принимаются в приемные элементы 542 основной части 504 корпуса. Выступы 808 содержат торцевую стенку 844, подобную по форме выступу 608, но вместо этого поддерживаются радиально проходящей боковой стенкой 846, проходящей через верхнюю сторону оболочки 810. В результате этой конфигурации расположенные по периметру кромки 844а, 844b, 844с торцевой стенки 844 являются элементами, непосредственно сцепляющимися с приемными элементами 542. Отмечается, что торцевая стенка и элементы 844, 846 боковой стенки могут быть использованы с картриджем 600, тогда как элементы 644, 646 могут быть использованы с картриджем 800.
В отличие от картриджа 600 уплотнительная конструкция 830 показана формованной непосредственно поверх части материала 802 и поверх части оболочки 810. Соответственно картридж 800 формируют посредством размещения как оболочки 810, так и материала 802 в форму, и затем наливания полиуретана в форму. Этот процесс работает для связывания оболочки 810 с материалом 802 в дополнение к формированию уплотнения. В одном примере оболочка 810 может быть снабжена отверстиями, позволяющими полиуретану протекать между оболочкой 810 и материалом 802, чтобы дополнительно улучшать скрепление и уплотнение материала 802 с оболочкой 810. Оболочки 600 и 700 также могут быть снабжены отверстиями, позволяющими материалу уплотнительной конструкции связывать материал с оболочкой. В представленном примере уплотнительная конструкция 830 может быть снабжена ступеньками 832 так, что радиальное уплотнение сжимающегося типа может быть образовано между уплотнительной конструкцией 830 и основной частью 504 корпуса, подобно конструкции, показанной для уплотнительной конструкции 630'. Как и для картриджа 630 и 630' фильтра, уплотнительная конструкция 830 может быть образована с чередующимися первыми и вторыми сегментами 836, 838 с теми же взаимосвязями с выступами 808. По существу, описание в отношении геометрических признаков уплотнительной конструкции 630 применимо для уплотнительной конструкции 830 и дополнительно не требует описания в этом разделе.
Как и для картриджей 600, 600', 700 и 700' фильтра, картридж 800' фильтра, содержащий материал 802, окружающую оболочку 810 и уплотнительную конструкцию 830, может быть предоставлен во многих разных формах, например, круглой, прямоугольной, прямоугольной с закругленными углами и других в основном геометрических формах с округленными или неокругленными углами. Некоторые примеры прямоугольной с закругленными углами формы включают овальную форму с противоположными криволинейными концами, соединенными парой противоположных сторон. В некоторых овальных формах противолежащие стороны также являются криволинейными. В других овальных формах, иногда называемых формами ипподрома, противолежащие стороны являются в целом прямолинейными.
Н. Картридж 900 воздушного фильтра, картридж 700' воздушного фильтра и корпус 500', фиг. 73-77
Обращаясь к фиг. 73-77, представлены альтернативный картридж 900 фильтра и модифицированный корпус 500'. Представленный воздухоочистительный узел также содержит модифицированный защитный картридж 700' фильтра. В этом примере материал 902 и оболочка 910 (и ранее описанные альтернативы) имеют много повторяющихся или подобных с картриджем 600 фильтра и корпусом 500 элементов. Соответственно подобные ссылочные позиции будут использованы для подобных элементов (например, 902 вместо 602), а повторяющиеся элементы дополнительно здесь обсуждать не нужно.
Обращаясь к фиг. 73, можно видеть, что картридж 900 фильтра снабжен дополнительной уплотнительной конструкцией 950, которая проходит в направлении оси от первого конца 914 оболочки 912 в направлении от второго конца 916. Уплотнительная конструкция 950 образует направленное по оси уплотнение на трубной решетке 518f внутренней части 506' крышки, связанной с устройством предварительной очистки. Таким образом, уплотнительная конструкция 950 гарантирует, что воздух, выходящий из устройства предварительной очистки, вводится в картридж 900 фильтра, при этом гарантируя, что воздух не может обойти вокруг устройства предварительной очистки и войти в картридж 900 фильтра. В одном примере уплотнительная конструкция 950 представляет собой уплотнение, образованное литьем под давлением, (например, ТПЭ), которое непосредственно формовано поверх оболочки 912. В одном примере уплотнительная конструкция 950 формуется отдельно и позже устанавливается на оболочку 912 с использованием или без использования клейкого вещества. Основная уплотнительная конструкция 930 также модифицирована в сравнении с уплотнительной конструкцией 630 и более подробно описана позже в отношении фиг. 76а. Другое различие с картриджем 900 фильтра состоит в том, что оболочка 910 снабжена частями 948 в виде ручек, которые образованны с окружной боковой стенкой 928 и проходят по второму элементу 908 конструкции приемника-выступа. На фиг. 73 также показан защитный фильтр 700' в модифицированной конструкции, в которой уплотнительная конструкция 730' содержит две относительно более толстые уплотнительные кромки 732' вместо трех. Защитный фильтр 700' также показан снабженным частью 701' в виде ручки, которая принимается в центральную пустую область 903, образованную паковкой 902 материала. Часть 701' в виде ручки, которая неотделимо сформована с оболочкой 710', позволяет обслуживающему технику более легко устанавливать в корпус 500' и вынимать из него защитный картридж 700' фильтра.
Обращаясь к фиг. 74, показаны части корпуса 500', которые отличаются от корпуса 500. Главное отличие состоит в том, что первые элементы 542' конструкции 540' выступа-приемника не полностью проходят вверх к открытому концу 504а и вместо этого повторяют в целом трапецеидальную форму боковых стенок 546 с созданием кромки. Эта модифицированная форма создает открытую область, которая позволяет пальцам техника проходить внутрь и захватывать части 948 в виде ручек картриджа фильтра без помех со стороны элемента 542', даже когда картридж 900 фильтра полностью установлен в корпус 900. Как было упомянуто ранее, первые элементы 542 корпуса, вторые элементы 908 картриджа фильтра и связанные части 948 в виде ручек могут быть предоставлены в количестве, отличающемся от показанных трех. Например, могут быть предусмотрены конструкции с двумя противоположно расположенными элементами и ручками, как и конструкция с четырьмя равноудаленными элементами и ручками. В реализациях, где предусмотрено четное количество противоположно расположенных элементов в виде ручек, картридж 900 фильтра может быть снят путем оттягивающего движения, которое параллельно продольной оси картриджа 900 фильтра. В показанном примере с тремя элементами в виде ручек захватывание и оттягивание любых двух элементов в виде ручек в результате приведет к некоторому внецентренному усилию. Корпус 500' также содержит несколько отличающиеся элементы 507' в виде ребер.
Обращаясь к фиг. 75-77, картридж 900 фильтра показан более подробно. В увеличенном виде, представленном на фиг. 76а, легче всего можно увидеть, что уплотнительная конструкция 950 частично расположена в канале 958, образованном в оболочке 910, на части 950а в виде ножки, и что уплотнительная конструкция 950 образует наклон от части 950b основания рядом с открытым концом 914 оболочки к дальнему концу 950с. Уплотнительная конструкция 950 также показана как отходящая радиально наружу по мере ее прохождения в осевом направлении, так что можно сказать, что уплотнительная конструкция 950 имеет коническую или усеченно-коническую форму. Уплотнительная конструкция 950 также показана проходящей через открытый конец 914 оболочки так, что радиальная внутренняя поверхность 950d уплотнительной конструкции 950 находится вровень с радиальной внутренней поверхностью 914а открытого конца 914 оболочки, чтобы гарантировать гладкий путь для воздушного потока.
Продолжая ссылаться на фиг. 76а, различия между уплотнительной конструкцией 930 и уплотнительной конструкцией 630 можно увидеть более подробно. Вместо наличия трех уплотнительных кромок 632, которые проходят радиально, уплотнительная конструкция 930 содержит две уплотнительные кромки 932, 933, которые проходят под углом наклона к продольной оси картриджа фильтра от части 934 основания так, что уплотнительные кромки проходят в радиальном наружном направлении и в осевом направлении к открытому концу 914а. Уплотнительная конструкция 930 также содержит буферный выступ 935, проходящий от части 935 основания в положении между уплотнительными кромками 932, 933. Буферный выступ 935, который представляет собой область утолщенного материала, выступающую радиально наружу, предназначен помогать поддерживать картридж 900 фильтра во в целом центрированном положении в корпусе 500' и ограничивает радиальное перемещение картриджа 900 фильтра в корпусе 500'. Соответственно буферный выступ 933 гарантирует, что уплотнительные кромки 932, 933 не будут чрезмерно сжатыми на одной стороне, и тогда несжатыми и потенциально неуплотненными с корпусом 500' на противоположной стороне. Буферный выступ 935 также может быть расположен в других местах.
Как показано, уплотнительная кромка 932 сужается от более широкой части 932а основания к более узкому дальнему концу 933а, тогда как уплотнительная кромка 933 сужается от более широкой части 933а основания к более узкому дальнему концу 933b. Сужающаяся конфигурация является преимущественной, поскольку обеспечивает возможность лучшего извлечения из формы уплотнительной кромки и лучший поток пластика при инжекции в форме.
Также отмечается, что уплотнительная кромка 933 в целом является более узкой, чем уплотнительная кромка 932, причем уплотнительная кромка 933 действует как уплотнение вспомогательного типа для упреждения проникновения пыли, тогда как уплотнительная кромка 932 действует как уплотнение основного типа для полного уплотнения картриджа 900 фильтра так, чтобы весь воздух, проходящий через корпус 500', проходил через материал 902 картриджа фильтра.
Как и для уплотнительной конструкции 950, уплотнительная конструкция 930 может быть образована литьем под давлением поверх оболочки 910 термопластичным материалом, таким как ТПЭ. Для облегчения связывания с оболочкой 910 на поверхности оболочки могут быть предусмотрены поверхностные элементы 952. Как можно видеть на фиг. 77, поверхностные элементы включают множество разнесенных выемок, в которые может затекать и связывать образованный литьем под давлением материал. Оболочка 910 может быть снабжена остановами или ребрами 954 и 956 для беспрепятственного управления потоком инжектируемого материала. Остановы или ребра 954, 956 также могут выполнять функцию механического крепления для дополнительного закрепления уплотнительной конструкции 930 на месте на оболочке 910. Вследствие производственных ограничений образованная литьем под давлением уплотнительная конструкция 930 будет иметь линейные швы формования в некоторой части вдоль уплотнительной конструкции 930. В одной преимущественной конфигурации форма выполнена так, что линия 932 с шва, пересекающая уплотнительную кромку 932, расположена по окружности вокруг дальнего конца 932b. В такой конфигурации линия шва не будет ухудшать качество уплотнения уплотнительной конструкции 930. Поскольку уплотнительная кромка 933 является уплотнением вспомогательного типа, форма может оставлять линии швов, проходящие поперечно окружной поверхности уплотнительной кромки (т.е. параллельно продольной оси картриджа 900 фильтра), значительно не ухудшая работу уплотнительной кромки 933.
В альтернативных конструкциях уплотнительные конструкции 930 и/или 950 могут быть сформованы отдельно и позже связаны с оболочкой 910, например, с помощью клейкого вещества или посредством трения или механического крепления без клейкого вещества. В таком случае ребра 954, 956 могут быть предоставлены с более крупным профилем в поперечном сечении, чтобы более надежно удерживать связанный уплотнительный элемент 930.
I. Воздухоочистительный узел 1000, фиг. 78-80
Обращаясь к фиг. 78-80, показан воздухоочистительный узел 1000, который подобен ранее описанным конструкциям в том, что воздухоочистительный узел 1000 содержит корпус 1100, в котором предоставлен картридж 1200 фильтра, имеющий паковку 1202 материала с уплотнительной конструкцией 1230, окружающей внешний периметр 1204 паковки материала, причем уплотнительная конструкция 1230 содержит первый уплотнительный сегмент 1232 и по меньшей мере один прилегающий отклоняющийся уплотнительный сегмент 1234, проходящий от первого уплотнительного сегмента по направлению к одному из впускного и выпускного концов 1206, 1208 для потока паковки 1202 материала. Как можно видеть на фиг. 78 и 79, корпус 1100 содержит первую часть 1102 и сопряженную вторую часть 1104 с образованием внутри внутреннего пространства, в котором располагается картридж 1200 фильтра. Первая часть 1102 содержит впускной канал 1108 для воздуха, а вторая часть имеет выпускной канал 1110 для воздуха. В работе воздух входит во впускной канал 1108 для воздуха, проходит через картридж 1200 фильтра и затем выходит из выпускного канала 1110 для воздуха. Благодаря работе уплотнительной конструкции 1230 предотвращается обход картриджа фильтра воздухом. Как и для других паковок материала, описанных и показанных в данном документе, паковка 1202 материала может иметь материал рифленого типа, или материал складчатого типа, или материал другого типа.
На фиг. 78 легче всего можно увидеть, что первая часть 1102 корпуса и вторая часть 1104 корпуса имеют отклоняющиеся в направлении оси концы 1112, 1114 дополняющей формы, которые прилегают друг к другу.
Уплотнительная конструкция 1230 также повторяет траекторию, определенную концами 1112, 1114, таким образом уплотнение также отклоняется в направлении оси на высоте 1230h подобно тому, как это описано в предыдущих примерах. Фиксаторы 1116 могут быть предусмотрены для скрепления половин 1102, 1104 корпуса вместе.
Обращаясь к фиг. 80, уплотнительную конструкцию 1230 можно рассмотреть более подробно. Как показано, уплотнительная конструкция 1230 содержит окружной опорный элемент 1232, который связан с паковкой 1202 материала или который является частью оболочки, которая окружает паковку материала, ранее описанного типа. Окружной опорный элемент 1232 содержит проходящую в направлении оси часть 1234 и прилегающую радиально проходящую часть 1236. От части 1236 проходящая в направлении оси уплотнительная опорная часть 1238 проходит в направлении, по существу параллельном монтажной части 1234. Уплотнительная конструкция 1230 может дополнительно содержать уплотнительный элемент 1240, который содержит множество уплотнительных кромок 1242 и буферную часть 1244. В показанном примере уплотнительная опорная часть 1238 предоставлена как относительно твердый пластик, и уплотнительные кромки 1242 и буферная часть 1244 образованы литьем под давлением поверх уплотнительной опорной части 1238 с применением относительно более мягкого материала (например, ТПЭ). Часть 1104 корпуса может быть образована с каналом 1120, имеющим ширину 1120w, определенную внутренней стенкой 1122 и внешней стенкой 1124. Уплотнительные кромки 1242 уплотняют внутреннюю и внешнюю стенки 1122, 1124. Буферная часть 1244 предотвращает контакт жесткого с жестким между частями 1102, 1104 корпуса и опорой 1232 уплотнения, а также обеспечивает осевую поверхность сжатия между двумя скрепленными частями 1102, 1104 корпуса.
Как следует понимать, ширина 1120w составляет лишь малую долю диаметра паковки 1102 материала. Для паковок материала крупного размера уплотнительный элемент 1240, которому необходимо иметь размер только для вставки в малый канал и его уплотнения, может быть преимущественным в сравнении с конструкцией, в которой уплотнительный элемент выполнен для охвата по окружности паковки материала. Представленная конструкция, таким образом, может иметь такие преимущества, как более низкая стоимость, более привлекательный внешний вид продукта и повышение производительности (меньшее закрытие впускной и выпускной поверхностей паковки материала). Конструкция уплотнительного элемента 240 также является крайне нечувствительной к связанным с размерами недостаткам (которые в ином случае существовали бы у большого образованного литьем под давлением уплотнения, охватывающего по окружности паковку материала) у сопряженных/взаимоблокирующихся деталей и была бы только чувствительной к признакам в образованном литьем под давлением корпусе, которые имеют малую характеристическую длину и которые можно контролировать в пределах нескольких тысячных дюйма. При надлежащем проектировании представленная конструкция имела бы несколько избыточных уплотняющих поверхностей, которые бы имели очень маленькую область контакта, но относительно высокое сосредоточенное контактное давление, которое сохраняло бы целостность уплотнения, но удерживало усилия установки и снятия на минимальном уровне. Конструкция, показанная на фиг. 80, является очень нечувствительной к глубине вставки, что означает, что можно отказаться от применения замков самоскладывающегося подкоса/фиксаторов на струнной проволоке и встроенных защелок на пружинном взводе, которые формуются в крышке обслуживания. Дополнительно, по причине нечувствительности к глубине вставки, любое количество контуров может быть создано для стыка между корпусом и крышкой обслуживания, которые не будут ухудшать целостность уплотнения, например, схема с отклонением в направлении оси, показанная на фиг. 78.
J. Воздухоочистительный узел 2000, фиг. 81-85
Обращаясь к фиг. 81-85, показан воздухоочистительный узел 2000, который подобен ранее описанным конструкциям в том, что воздухоочистительный узел 2000 содержит корпус 2100, в котором предоставлен картридж 2200 фильтра, имеющий паковку 2202 материала с уплотнительной конструкцией 2230, окружающей внешний периметр 2204 паковки материала, причем уплотнительная конструкция 2230 содержит первый уплотнительный сегмент 2232 и по меньшей мере один прилегающий отклоняющийся уплотнительный сегмент 2234, проходящий от первого уплотнительного сегмента по направлению к одному из впускного и выпускного концов 2206, 2208 для потока паковки 2202 материала. Как можно видеть на фиг. 81 и 82, корпус 2100 содержит первую часть 2102 и вторую часть 2104, образующие внутреннее пространство, в котором располагается картридж 2200 фильтра. Как показано, вторая часть 2104 выполнена с возможностью вращения относительно первой части 2102 и удерживается в закрытом положении вращаемой ручкой 2106 или другим элементом для блокирования картриджа в первой части 2102 корпуса. Первая часть 2102 содержит впускной канал 2108 для воздуха, а вторая часть 2104 имеет жалюзийный выпускной канал 2110 для воздуха. В работе воздух входит во впускной канал 2108 для воздуха, проходит через картридж 2200 фильтра и затем выходит из выпускного канала 2110 для воздуха. Обход воздухом картриджа фильтра предотвращается посредством применения уплотнительной конструкции 2230, которая образует направленное радиально наружу уплотнение на внутренних поверхностях 2102а боковых стенок первой части 2102 корпуса. Как и для других паковок материала, описанных и показанных в данном документе, паковка 2202 материала может иметь материал рифленого типа, или материал складчатого типа, или материал другого типа.
В одном аспекте первая часть 2102 корпуса содержит отверстие или гнездо 2112 в одной из боковых стенок. Гнездо 2112 предназначено для приема выступающей части 2240 паковки 2202 материала. Конструкция выступающей части и гнезда улучшает удобство обслуживания элемента фильтра панельного типа, который может быть расположен, например, когда воздухоочиститель 2000 применяется как воздушный фильтр кабины на крыше трактора. Перед полной установкой картриджа 2200 фильтра в первой части 2102 корпуса выступающую часть 2240 элемента сначала вставляют в гнездо 2112 в корпусе 2102. Панель 2200 затем эффективно удерживается на месте и закрепляется на одной стороне корпуса 2102. Это положение можно видеть на фиг. 84. Следующий этап, который показан на фиг. 85, состоит в дополнительном вжатии картриджа 2200 в его конечное положение с применением шарнира, который был создан посредством выступающей части и гнезда.
Другой целью этого технического решения является ограничение крепежных элементов и стыков, которые требуют узких производственных допусков между разными деталями, например, закрывающая ручка - фильтрующий элемент - корпус. На стороне шарнира положение элемента относительно корпуса задается положением гнезда и выступающей части. На другой стороне меньшая точность требуется только для радиальной части уплотнения. Положение съемного элемента можно контролировать путем закрытия второй части 2104 корпуса (если предусмотрена) и ручки 2106 на этой стороне или других элементов, которые фиксируют положение панельного фильтра.
Для обеспечения управляемого сжатия уплотнительной конструкции 2230 предпочтительной является точка вращения, которая находится на одной линии с уплотнительной конструкцией. Шарнир, создаваемый выступающей частью 2240 элемента и гнездом 2112 в корпусе 2102 по этой причине находится в виртуальной плоскости, определенной площадью основного контакта радиального уплотнения с корпусом. Поскольку эта точка вращения находится на линии с уплотнительной конструкцией 2230, радиальное уплотнение над полной окружностью элемента не может быть применено из-за наличия гнезда 2112 и выступающей части 2240. По сути выступающая часть 2240 разрывает область уплотнения, приводя к утечке вдоль прокладки. Это решается за счет наличия отклоняющейся в направлении оси уплотнительной конструкции 2240, в которой первая часть 2232 уплотнительной конструкции 2230 находится на линии с выступающей частью 2240 и вторая часть 2242 отклоняется в направлении оси к впускному концу 2108 и вокруг выступающей части 2240. Альтернативно вторая часть 2242 могла бы вместо этого отклоняться к выпускному концу 2110. В некоторых примерах уплотнительная конструкция 2230 и первая часть 2102 корпуса могут быть выполнены так, что радиальное уплотнение образуется между внутренними поверхностями 2102а стенок и уплотнительной конструкцией 2230, и/или так, что осевое уплотнение образуется между частью 1102 корпуса и уплотнительной конструкцией 2230.
VII. Некоторые заключительные комментарии и наблюдения
В следующем разделе представлен текст в форме формулы изобретения. Формула изобретения содержит описания, указывающие множество возможностей, признаков и комбинаций признаков, которые могут быть использованы согласно идеям настоящего изобретения. Возможны альтернативные описания данных возможностей, признаков и комбинаций признаков, находящиеся в соответствии с приведенными выше описаниями.
Реферат
Изобретение предназначено для очистки воздуха. Картридж 600 воздушного фильтра содержит паковку материала, имеющую внешний периметр и содержащую материал, имеющий противоположные первый 604 и второй 606 концы; уплотнительную конструкцию 630, окружающую внешний периметр паковки материала. Уплотнительная конструкция 630 содержит радиально направленный первый уплотнительный сегмент и по меньшей мере один прилегающий радиально направленный отклоняющийся уплотнительный сегмент, проходящий от первого уплотнительного сегмента по направлению к одному из впускного и выпускного концов для потока. Уплотнительная конструкция содержит по меньшей мере одно кромочное уплотнение. Уплотнительная конструкция содержит три радиально направленных первых уплотнительных сегмента, разделенных тремя отклоняющимися уплотнительными сегментами, таким образом, уплотнительная конструкция имеет три порядка вращательной симметрии. Воздухоочистительный узел содержит открываемый корпус очистителя, образующий внутреннюю часть, имеющую радиальную полость, и картридж воздушного фильтра, с возможностью снятия, расположенный во внутренней полости корпуса. Технический результат: обеспечение надлежащих ориентации и уплотнения картриджа фильтра в корпусе воздухоочистительного узла. 3 н. и 11 з.п. ф-лы, 98 ил., 1 табл.
Формула
Документы, цитированные в отчёте о поиске
Фильтрующий патрон (варианты) и узел воздушного фильтра (варианты)
Комментарии