Электротехническая листовая сталь с изоляционным покрытием - RU2550441C1
Код документа: RU2550441C1
Описание
Область техники, к которой относится изобретение
Настоящее изобретение относится к электротехнической листовой стали, имеющей изоляционное покрытие. Настоящее изобретение, в частности, относится к электротехнической листовой стали, имеющей изоляционное покрытие, превосходное с точки зрения штампуемости, адгезионной способности покрытия и свойства пленки покрытия после проведения отжига даже без содержания в изоляционном покрытии какого-либо соединения хрома.
Уровень техники
От изоляционного покрытия, наносимого на электротехническую листовую сталь, использующуюся для двигателей, трансформаторов и тому подобного, требуется наличие различных свойств, не только таких как стойкость к межслоевому расслаиванию, но также и адгезионная способность покрытия, штампуемость и свариваемость и тому подобное. Вследствие использования электротехнической листовой стали в самых разнообразных областях применения предпринимались попытки по разработке различных изоляционных покрытий в зависимости от области применения. В случае проведения для электротехнической листовой стали штампования, разрезания, изгибания и тому подобного магнитные свойства ухудшатся вследствие наличия остаточной деформации, так что для разрешения данной проблемы зачастую проводят отжиг для снятия остаточных напряжений при температуре в диапазоне приблизительно от 700°C до 800°C. Поэтому в данном случае изоляционное покрытие должно быть стойким к отжигу для снятия остаточных напряжений.
Изоляционные покрытия, наносимые на электротехническую листовую сталь, при классификации грубо разделяют на три типа:
(1) Неорганическое покрытие, придающее большое значение свариваемости и жаростойкости и являющееся стойким к отжигу для снятия остаточных напряжений;
(2) Содержащее смолу неорганическое покрытие, имеющее своей целью достижение как штампуемости, так и свариваемости и достижение стойкости к отжигу для снятия остаточных напряжений, (то есть, полуорганическое покрытие); и
(3) Органическое покрытие, не способное подвергаться воздействию отжига для снятия остаточных напряжений в специальной области применения.
Однако, только покрытия, содержащие неорганический компонент, относящийся к приведенным выше типам (1) и (2), являются стойкими к отжигу для снятия остаточных напряжений, как и оба этих покрытия использовали при обычном содержании соединения хрома.
Например, в публикации JP 02-038582A (источник патентной литературы 1) описывается электротехническая листовая сталь, имеющая изоляционное покрытие, включающее два слоя в виде силикатного покрытия и верхнего покрытия, содержащего хромовую кислоту, на поверхности электротехнической листовой стали. По меньшей мере, один из двух слоев изоляционного покрытия содержит силановый связывающий агент, что тем, самым улучшает свойства, такие как адгезионная способность изоляционного покрытия по отношению к электротехнической листовой стали. Данная методика соответствует представленной выше методике (2).
Однако, поскольку в последние годы возрастает осознание экологических проблем, потребителям даже в сфере электротехнической листовой стали требуются бесхроматные продукты, имеющие изоляционное покрытие, свободное от соединения хрома.
В публикации JP 2010-255105A (источник патентной литературы 2) описывается методика получения пленки для обработки поверхности, свободной от соединения хрома, но наносимой на листовую сталь, имеющую покрытие из цинка или цинкового сплава, (оцинкованная листовая сталь), в целях получения оцинкованной листовой стали, обладающей превосходными свойствами, такими как коррозионная стойкость и адгезионная способность покрытия. Оцинкованная листовая сталь включает пленку для обработки поверхности, полученную в результате нанесения агента для обработки поверхности на поверхность листовой стали и высушивания агента для обработки поверхности, причем агент для обработки поверхности содержит растворимое в воде соединение циркония, тетраалкоксисилан, соединение, содержащее эпоксигруппу, хелатообразователь, соединение ванадата и соединение металла, содержащее один или несколько металлов, выбираемых из группы, состоящей из титана, алюминия и цинка, с предварительно определенными соотношениями.
Перечень цитированных источников
Патентная литература
Источник патентной литературы 1: JP 02-038582A
Источник патентной литературы 2: JP 2010-255105A
Краткое изложение сущности изобретения
Техническая проблема, решаемая изобретением
Необходимо, чтобы изоляционное покрытие, полученное на поверхности электротехнической листовой стали, демонстрировало бы высокую коррозионную стойкость и высокую адгезионную способность, как в случае пленки для обработки поверхности на поверхности листовой стали, имеющей покрытие из цинка или цинкового сплава. С учетом вышеизложенного изобретатели настоящего изобретения наносили на поверхность электротехнической листовой стали агент для обработки поверхности из источника патентной литературы 2, который делает возможным достижение высокой адгезионной способности покрытия для обработки поверхности, полученной на листовой стали, имеющей покрытие из цинка или цинкового сплава. Агент для обработки поверхности высушивали, получая изоляционное покрытие. Агент для обработки поверхности характеризуется значением pH в диапазоне от 8 до 10 и содержит соединение циркония, тетраалкоксисилан, соединение, содержащее эпоксигруппу, хелатообразователь, соединение ванадата и соединение металла, содержащее один или несколько металлов, выбираемых из группы, состоящей из Ti, Al и Zn. В результате изобретатели настоящего изобретения неожиданно обнаружили, что данный агент для обработки поверхности не может придавать электротехнической стали достаточные коррозионную стойкость и адгезионную способность. Изобретатели настоящего изобретения провели разнообразные исследования для отыскания возможности достижения удовлетворительной коррозионной стойкости электротехнической листовой стали при использовании агента для обработки поверхности, полученного в результате перемешивания тетраалкоксисилана и силанового связывающего агента в воде. Однако данном случае также не может быть достигнута достаточная адгезионная способность покрытия; помимо этого, штампуемость является недостаточной. Кроме того, было обнаружено, что невозможно достигнуть достаточных свойств пленки покрытия после отжига (малых потерь в железе), что представляет собой уникальное свойство электротехнической листовой стали.
С учетом вышеизложенных проблем одна цель настоящего изобретения заключается в создании электротехнической листовой стали, имеющей изоляционное покрытие, которое характеризуется превосходными штампуемостью, адгезионной способностью покрытия и свойством пленки покрытия после отжига без содержания в изоляционном покрытии какого-либо соединения хрома.
Пути решения проблемы
Изобретатели провели дополнительные исследования для решения этой проблемы и установили то, что данная цель может быть достигнута при использовании агента для обработки поверхности, предназначенного для получения изоляционного покрытия на электротехнической листовой стали, который содержит в качестве компонентов триалкоксисилан и/или диалкоксисилан вместо тетраалкоксисилана и в дополнение к этому в качестве основного компонента силановый связывающий агент. Таким образом, было создано настоящее изобретение.
Настоящее изобретение базируется на вышеупомянутых открытиях и характеризуется признаками, описанными ниже.
Первый аспект настоящего изобретения относится к электротехнической листовой стали, имеющей изоляционное покрытие, полученное в результате нанесения агента для обработки поверхности, по меньшей мере, на одну сторону электротехнической листовой стали и высушивания агента для обработки поверхности,
где агент для обработки поверхности содержит триалкоксисилан и/или диалкоксисилан (A), в которых заместитель, связанный с Si, образован только, по меньшей мере, одним нереакционно-способным заместителем, выбираемым из группы, состоящей из водорода, алкильной группы и фенильной группы; и силановый связывающий агент (B) при массовом соотношении (A/B) в диапазоне от 0,05 до 1,0.
Второй аспект настоящего изобретения относится к электротехнической листовой стали, имеющей изоляционное покрытие, соответствующее первому аспекту, где агент для обработки поверхности содержит пластинчатый диоксид кремния (C), характеризующийся средним размером частиц в диапазоне от 0,08 мкм до 0,9 мкм и аспектным отношением в диапазоне от 10 до 100, причем уровень содержания пластинчатого диоксида кремния находится в диапазоне от 2 мас.% до 30 мас.% по отношению к общему уровню содержания твердого вещества агента для обработки поверхности.
Третий аспект настоящего изобретения относится к электротехнической листовой стали, имеющей изоляционное покрытие, соответствующее второму аспекту, где пластинчатый диоксид кремния (C) характеризуется средним размером частиц в диапазоне от 0,1 мкм до 0,3 мкм и аспектным отношением в диапазоне от 10 до 50.
Четвертый аспект настоящего изобретения относится к электротехнической листовой стали, имеющей изоляционное покрытие, соответствующее любому одному из аспектов от первого до третьего, где агент для обработки поверхности содержит от 0,5 мас.% до 30 мас.% смазки (D) по отношению к общему уровню содержания твердого вещества агента для обработки поверхности.
Преимущества изобретения
В соответствии с настоящим изобретением в качестве компонентов агента для обработки поверхности, предназначенного для получения изоляционного покрытия, наносимого на электротехническую листовую сталь, используют триалкоксисилан и/или диалкоксисилан и в качестве основного компонента силановый связывающий агент, что, тем самым, обеспечивает получение электротехнической листовой стали, имеющей изоляционное покрытие, которое характеризуется превосходными штампуемостью, адгезионной способностью и свойством пленки покрытия после отжига, которое представляет собой уникальное свойство электротехнической листовой стали, без содержания в изоляционном покрытии какого-либо соединения хрома.
Осуществление изобретения
Ниже изобретение будет описываться более подробно.
Электротехническая листовая сталь
В настоящем изобретении электротехническая листовая сталь в качестве исходного материала не имеет каких-либо конкретных ограничений, и в подходящем для использования случае может быть применена любая известная электротехническая листовая сталь. Подходящей для использования является любая обычная холоднокатаная листовая сталь, такая как так называемые мягкие магнитные листы (электротехническая листовая сталь), характеризующиеся высокой плотностью магнитного потока, и марка SPCC, нетекстурированная электротехническая листовая сталь, содержащая Si и/или Al для увеличения удельного электрического сопротивления, и тому подобное.
Агент для обработки поверхности
Агент для обработки поверхности, использующийся в настоящем изобретении, содержит триалкоксисилан и/или диалкоксисилан (A), в которых заместитель, связанный с Si, образован только, по меньшей мере, одним нереакционно-способным заместителем, выбираемым из группы, состоящей из водорода, алкильной группы и фенильной группы; силановый связывающий агент (B); и воду.
На тип триалкоксисилана каких-либо конкретных ограничений не накладывают. Триалкоксисилан описывается общей формулой R1Si(OR′)3, и могут быть использованы один или несколько триалкоксисиланов, описываемых общей формулой. R1 представляет собой нереакционно-способный заместитель, выбираемый из группы, состоящей из водорода, алкильной группы и фенильной группы. В случае если R1 представляет собой алкильную группу она предпочтительно будет являться линейной или разветвленной алкильной группой, содержащей от 1 до 6 атомов углерода, более предпочтительно линейная или разветвленная алкильная группа, содержащая от 1 до 3 атомов углерода. R′ представляет собой алкильную группу, которая предпочтительно является линейной или разветвленной алкильной группой, содержащей от 1 до 4 атомов углерода, более предпочтительно линейной или разветвленной алкильной группой, содержащей 1 или 2 атома углерода. Например, могут быть использованы метилтриметоксисилан, этилтриметоксисилан, метилтриэтоксисилан, этилтриэтоксисилан, фенилтриэтоксисилан, фенилтриметоксисилан, их гидролизаты и тому подобное. В частности, с точки зрения достижения превосходной коррозионной стойкости и превосходной штампуемости электротехнической листовой стали предпочтительным является триалкоксисилан, в котором R1 представляет собой алкильную группу.
На тип диалкоксисилана каких-либо конкретных ограничений не накладывают. Диалкоксисилан описывается общей формулой R2R3Si(OR′′)2, и могут быть использованы один или несколько диалкоксисиланов, описываемых общей формулой. В данном случае R2 и R3 представляют собой нереакционно-способные заместители, каждый из которых выбирают из группы, состоящей из водорода, алкильной группы и фенильной группы, предпочтительно линейной или разветвленной алкильной группы, содержащей от 1 до 6 атомов углерода, более предпочтительно линейной или разветвленной алкильной группы, содержащей от 1 до 3 атомов углерода. R′′ представляет собой алкильную группу, которая предпочтительно представляет собой линейную или разветвленную алкильную группу, содержащую от 1 до 4 атомов углерода, более предпочтительно линейную или разветвленную алкильную группу, содержащую 1 или 2 атома углерода. Например, могут быть использованы диметилдиметоксисилан, диметилдиэтоксисилан, дифенилдиметоксисилан, их гидролизаты и тому подобное. В частности, для достижения превосходной коррозионной стойкости и превосходной штампуемости электротехнической листовой стали предпочтительным является диалкоксисилан, в котором R2 и R3 представляют собой алкильные группы.
На тип силанового связывающего агента (B) каких-либо конкретных ограничений не накладывают. Силановый связывающий агент описывается общей формулой XSi(R4)n(OR)3-n (n в данном случае находится в диапазоне от 0 до 2), и одновременно могут быть использованы один или несколько силановых связывающих агентов, описывающихся общей формулой. X представляет собой, по меньшей мере, одну реакционно-способную функциональную группу, выбираемую из группы, состоящей из активной водородсодержащей аминогруппы, эпоксигруппы, меркаптогруппы и метакрилоксигруппы. R4 представляет собой алкильную группу, которая предпочтительно является линейной или разветвленной алкильной группой, содержащей от 1 до 4 атомов углерода, более предпочтительно линейной или разветвленной алкильной группой, содержащей 1 или 2 атома углерода. OR представляет собой любую заданную гидролизуемую группу, и R представляет собой, например, алкильную группу. Алкильной группой являются предпочтительно линейная или разветвленная алкильная группа, содержащая от 1 до 4 атомов углерода, более предпочтительно линейная или разветвленная алкильная группа, содержащая 1 или 2 атома углерода. Кроме того, R представляет собой, например, ацильную группу (-COR5), а R5 представляет собой предпочтительно линейную или разветвленную алкильную группу, содержащую от 1 до 4 атомов углерода, более предпочтительно линейную или разветвленную алкильную группу, содержащую 1 или 2 атома углерода. Примеры силанового связывающего агента (B) включают N-(аминоэтил)-3-аминопропилтриметоксисилан, 3-аминопропилтриметоксисилан, 3-глицидоксипропилтриметоксисилан, 3-глицидоксипропилметилдиметоксисилан, 2-(3,4-эпоксициклогексил)этилтриэтоксисилан, винилтриэтоксисилан, 3-меркаптопропилтриметоксисилан и их гидролизаты. В частности, для достижения превосходной коррозионной стойкости и превосходной штампуемости электротехнической листовой стали предпочтительным является силановый связывающий агент, содержащий аминогруппу или эпоксигруппу.
Агент для обработки поверхности, использующийся в настоящем изобретении, характеризуется содержанием триалкоксисилана и/или диалкоксисилана (A) вместо тетраалкоксисилана. Как описывалось выше, если агент для обработки поверхности, наносимый на электротехническую листовую сталь, содержит тетраалкоксисилан, не может быть достигнута достаточная адгезионная способность покрытия, и после отжига стимулируются повышенные потери в железе. Таким образом, не может быть достигнуто достаточное свойство пленки покрытия после отжига. Однако, в случае получения изоляционного покрытия при использовании агента для обработки поверхности, содержащего триалкоксисилан и/или диалкоксисилан (A), неожиданно оказалось, что может быть достигнута достаточная адгезионная способность изолирующего покрытия к поверхности электротехнической листовой стали, и, помимо этого, могут быть дополнительно подавлены потери в железе после отжига для снятия остаточных напряжений.
Полагают, что причинами, по которым агентом для обработки поверхности, описанным в источнике патентной литературы 2, обуславливаются недостаточные коррозионная стойкость и адгезионная способность покрытия для электротехнической листовой стали, являются следующие Как было установлено, производное ванадиевой кислоты концентрируется, в частности, на границе раздела между цинком и покрытием, на листовой стали, имеющей покрытие из цинка или цинкового сплава. Как предполагают, цинк растворяется вследствие воздействия кислоты, а после этого на границе раздела образуется продукт реакции. Что касается электротехнической листовой стали, то поскольку на поверхности листовой стали образуется оксидная пленка из Si и/или Al, реакция между сталью и производным ванадиевой кислоты не протекает. Соответственно, в покрытии остается избыточное количество ванадиевой кислоты, что в результате приведет к получению недостаточной коррозионной стойкости. В рамках способа улучшения коррозионной стойкости электротехнической листовой стали, пленка оксида, такого как диоксид кремния и/или оксид алюминия, может быть удалена при использовании химического раствора, характеризующегося повышенной реакционной способностью. Однако данный способ приводил бы к образованию ржавчины вследствие неравномерного удаления оксидной пленки и/или избыточного растворения железа под оксидной пленкой. В результате проведения различных исследований для решения данной проблемы изобретатели установили то, что удовлетворительная коррозионная стойкость может быть достигнута в результате получения изоляционного покрытия при использовании агента для обработки поверхности настоящего изобретения при сохранении оксидной пленки на поверхности листовой стали.
Еще одна характеристика агента для обработки поверхности, использующегося в настоящем изобретении, заключается в том, что массовое отношение (A/B) между триалкоксисиланом и/или диалкоксисиланом (A) и силановым связывающим агентом (B) находится в диапазоне от 0,05 до 1,0. В случае массового отношения, большего, чем 1,0, количество силанового связывающего агента (B) будет недостаточным, так что достаточная ударная вязкость изоляционного покрытия достигнута быть не может. Следовательно, не может быть достигнута достаточная штампуемость, и, помимо этого, сопротивление прижимным полозкам ухудшается, и легко возникают разрушение и/или отслаивание покрытия, обусловленные обращением. Таким образом, настоящее изобретение может значительно улучшить штампуемость и сопротивление прижимным полозкам, благодаря использованию не только триалкоксисилана и/или диалкоксисилана (A), но также и силанового связывающего агента (B) в качестве основного компонента. В случае массового отношения, меньшего, чем 0,05, свариваемость при проведении газовольфрамовой сварки (TIG) ухудшится. Для этого массовое отношение (A/B) устанавливают в диапазоне от 0,05 до 1,0, а, предпочтительно, массовое соотношение находится в диапазоне от 0,1 до 0,5.
Агент для обработки поверхности, использующийся в настоящем изобретении, может содержать пластинчатый диоксид кремния (C). Пластинчатый диоксид кремния также называется листовым диоксидом кремния или чешуйчатым диоксидом кремния. Он обладает слоистой силикатной структурой, в которой в стопку уложено несколько тонких слоев SiO2. Такой пластинчатый диоксид кремния предпочтительно является аморфным или микрокристаллическим. Пластинчатый диоксид кремния может быть образован в результате получения агломерированных частиц из уложенных в стопку первичных частиц тонких слоев и измельчения данных агломерированных частиц в порошок. Такой пластинчатый диоксид кремния может ингибировать проникновение коррозионно-активных частиц вследствие наличия слоистой формы; характеризуется превосходной адгезионной способностью, вследствие присутствия множества гидроксильных групп; и демонстрирует превосходную сдвигаемость вследствие гибкости в сопоставлении с частицами обычного диоксида кремния, например, коллоидального диоксида кремния и тому подобного. В общем случае неорганические компоненты, такие как коллоидальный диоксид кремния, оказывают негативное воздействие на штампуемость. Между тем, как было установлено, пластинчатый диоксид кремния мало ухудшает штампуемость. Полагают, что это является следствием легкого сдвигания слоев пластинчатого диоксида кремния, полученного из тонких слоев SiO2, и легкого его деформирования во время штампования. Кроме того, уровень содержания неорганических компонентов в агенте для обработки поверхности увеличивается, уменьшая долю компонентов, испаряемых при проведении TIG. Кроме того, улучшается адгезионная способность покрытия, так что образуется покрытие, соответствующее неровностям поверхности листовой стали, что в результате приводит к получению зазоров между листами. В соответствии с этим, обеспечиваются бреши для испарившегося газа. Таким образом, может быть улучшена свариваемость при проведении газовольфрамовой сварки TIG. Кроме того, в случае нанесения агента для обработки поверхности, содержащего пластинчатый диоксид кремния, агент для обработки поверхности может быть равномерно нанесен на неровности поверхности листовой стали, поскольку агент для обработки поверхности остается даже на выступах на поверхности листовой стали, которые в общем случае с большей вероятностью покрываются меньшим количеством агента. Таким образом, толщина изоляционного покрытия после отжига может быть однородной; коррозионная стойкость не ухудшается, несмотря на распад и потерю органических компонентов вследствие отжига; и может быть устранена опасность потерь в железе после отжига вследствие нарушения изоляции между листами электротехнической листовой стали.
Средний размер частиц пластинчатого диоксида кремния (C) предпочтительно находится в диапазоне от 0,08 мкм до 0,9 мкм, а аспектное отношение предпочтительно находится в диапазоне от 10 до 100. Более предпочтительно средний размер частиц находится в диапазоне приблизительно от 0,1 мкм до 0,5 мкм, а аспектное отношение находится в диапазоне приблизительно от 20 до 90. В случаях размера частиц пластинчатого диоксида кремния (C), составляющего 0,08 мкм и более, и аспектного соотношения, составляющего 10 и более, на форму покрытия будет оказано положительное воздействие, и достаточное равномерно распределенное покрытие не будет оказывать воздействия на прилипаемость и свариваемость при проведении газовольфрамовой сварки. В случае размера частиц, составляющего 0,9 мкм и менее, и аспектного отношения, составляющего 100 и менее, триалкоксисилан и/или диалкоксисилан (A) и силановый связывающий агент (B) в достаточной степени будут введены в покрытие, что в результате приведет к получению достаточного сопротивления прижимным полозкам. Термин «сопротивление прижимным полозкам» в данном случае относится к сопротивлению покрытия отслаиванию, вызванному трением по листовой стали фетровым прижимным полозком, использующимся для создания опоры листу при продольном разрезании рулона и тому подобным.
Пластинчатый диоксид кремния (C), характеризующийся средним размером частиц в диапазоне от 0,1 мкм до 0,3 мкм и аспектным отношением в диапазоне от 10 до 50, демонстрирует превосходную штампуемость, что является более предпочтительным. В случае если средний размер частиц составляет 0,1 мкм и более, в меньшей степени будет стимулироваться измельчение в порошок пластинчатого диоксида кремния, обусловленное штампованием. Соответственно, образуется меньше порошка, так что металлическая форма не покроется пятнами. Таким образом, достигается превосходная штампуемость. Чем большим будет средний размер частиц пластинчатого диоксида кремния, тем большей будет вероятность износа металлической формы при штамповании. Когда средний размер частиц составляет 0,3 мкм и менее, износ металлической формы будет пренебрежимо малым, что в результате приведет к получению превосходной штампуемости. Кроме того, в случае аспектного отношения в диапазоне от 10 до 50 пластинчатый диоксид кремния будет легко деформироваться при штамповании, как это описывалось выше, что в результате приведет к получению особенно превосходной штампуемости. В случае аспектного отношения, составляющего 50 и менее, легко может быть получено однородное покрытие, соответствующее неровности поверхности листовой стали; таким образом, получающаяся в результате листовая сталь будет характеризоваться превосходной коррозионной стойкостью и желаемыми низкими потерями в железе после отжига.
Термин «средний размер частиц» пластинчатого диоксида кремния в настоящем документе обозначает среднюю длину большой оси на плоскости, перпендикулярной толщине множества частиц пластинчатого диоксида кремния в поле, наблюдаемом СЭМ (сканирующей электронной микроскопии).
Термин «аспектное отношение» пластинчатого диоксида кремния в настоящем документе обозначает среднее отношение между большой осью на плоскости, перпендикулярной к толщине, и максимальной толщины 10 частиц пластинчатого диоксида кремния в поле, наблюдаемом СЭМ.
Уровень содержания пластинчатого диоксида кремния (C) предпочтительно находится в диапазоне от 2 мас.% до 30 мас.% по отношению к общему уровню содержания твердого вещества агента для обработки поверхности, более предпочтительно составляет 20 мас.% и менее. Когда содержание составляет 2 мас.% и более, может быть получена электротехническая листовая сталь, характеризующаяся превосходными прилипаемостью и свариваемостью при проведении газовольфрамовой сварки. Когда содержание составляет 30 мас.% и менее, коррозионная стойкость и сопротивление прижимным полозкам не ухудшатся.
К агенту для обработки поверхности, использующемуся в настоящем изобретении, может быть добавлена смазка (D), что, тем самым, улучшает штампуемость и сопротивление прижимным полозкам. Примеры смазки (D) могут включать твердую смазку, такую как полиэтиленовый воск, окисленный полиэтиленовый воск, окисленный полипропиленовый воск, карнаубский воск, парафиновый воск, буроугольный воск, рисовый воск, воск Teflon®, сероуглерод и графит. В альтернативном варианте, в качестве смазки (D) может быть использована неионная акриловая смола. Примеры неионной акриловой смолы включают, например, акриловую смолу, эмульгированную при использовании неионного эмульгатора. Неионная акриловая смола может представлять собой, например, водную эмульсию, полученную в результате проведения эмульсионной полимеризации винилов мономера, такого как акриловая кислота, метакриловая кислота, акрилат, метакрилат или стирол в воде в присутствии неионного поверхностно-активного вещества (эмульгатора), включающего в свою структуру полиэтиленоксид или полипропиленоксид. Может быть использована, по меньшей мере, одна из вышеупомянутых твердых смазок.
Уровень содержания смазки (D), использующейся в настоящем изобретении, находится в диапазоне предпочтительно от 0,5 мас.% до 30 мас.% по отношению к общему уровню содержания твердого вещества агента для обработки поверхности, более предпочтительно от 2 мас.% до 15 мас.%. Если содержание составляет 0,5 мас.% и более, может быть достигнуто достаточное улучшение штампуемости и сопротивления прижимным полозкам; между тем, уровень содержания, составляющий 30 мас.% и менее, не привел бы к получению неудовлетворительной свариваемости при проведении газовольфрамовой сварки.
Агент для обработки поверхности может быть получен в результате перемешивания вышеупомянутых компонентов в воде, такой как деионизованная вода или дистиллированная вода. Уровень содержания твердого вещества агента для обработки поверхности может быть определен надлежащим образом. Кроме того, по мере надобности к агенту для обработки поверхности могут быть добавлены спирт; кетон; растворимый в воде растворитель на основе целлозольва; поверхностно-активное вещество; противовспениватель; выравниватель; регулятор значения pH; противобактериальное и противогрибковое средство; и тому подобное. Добавление данных материалов улучшает высушиваемость, внешний вид покрытия, технологичность и расчетные характеристики агента для обработки поверхности. Однако, важно, чтобы данные добавки были бы добавлены в таком количестве, чтобы их добавление не оказывало бы неблагоприятного воздействия на качество, достигаемое в настоящем изобретении. Максимальное количество добавляемых данных добавок должно быть меньше чем 5 мас.% по отношению к общему уровню содержания твердого вещества агента для обработки поверхности.
Как упоминалось выше, агент для обработки поверхности в настоящем изобретении наносят на поверхность электротехнической листовой стали и подвергают горячему высушиванию для получения изоляционного покрытия. Примеры способа нанесения агента для обработки поверхности на электротехническую листовую сталь включают нанесение покрытия валиком, нанесение покрытия с удалением излишков с помощью планки, нанесение покрытия в результате погружения, нанесение покрытия в результате распыления и тому подобное. Надлежащий способ может быть выбран в зависимости от формы и тому подобного для перерабатываемой электротехнической листовой стали. Говоря более конкретно, например, при наличии электротехнической листовой стали в форме листа могут быть выбраны нанесение покрытия валиком, нанесение покрытия с удалением излишков с помощью планки или нанесение покрытия в результате распыления. Нанесение покрытия в результате распыления представляет собой способ, при котором агент для обработки поверхности распыляют на электротехническую листовую сталь, а после этого количество покрытия может быть отрегулировано при использовании прижимного валика или газа, выдуваемого при высоком давлении. В случае когда электротехническая листовая сталь уже сформована в продукте, может быть использован способ, при котором продукт погружают в агент для обработки поверхности, вынимают из агента и в некоторых случаях регулируют количество покрытия в результате сдувания избыточного агента для обработки поверхности под действием сжатого воздуха.
Температура нагревания (максимальная конечная температура листовой стали) для горячего высушивания агента для обработки поверхности, наносимого на поверхность электротехнической листовой стали, находится в общем случае в диапазоне от 80°C до 350°C, предпочтительно в диапазоне от 100°C до 300°C. В случае температуры нагревания, равной или большей 80°C, в покрытии не останется никакой влаги, исполняющей роль основного растворителя. В случае температуры нагревания, равной или меньшей 350°C, может быть подавлено образование трещин в покрытии. Соответственно, если температура нагревания задана в пределах вышеупомянутого диапазона, может быть предотвращено возникновение проблем, таких как ухудшение коррозионной стойкости электротехнической листовой стали. Время нагревания может быть выбрано в зависимости от типа и тому подобного используемой электротехнический листовой стали. С точки зрения производительности и тому подобного время нагревания задают предпочтительно в диапазоне от 0,1 до 60 секунд, более предпочтительно в диапазоне от 1 до 30 секунд.
Деформация электротехнической листовой стали, имеющей изоляционное покрытие, вследствие штампования может быть устранена, например, в результате воздействия на листовую сталь отжига для снятия остаточных напряжений. В качестве предпочтительной атмосферы отжига для снятия остаточных напряжений используют атмосферу, мало окисляющую железо, такую как атмосфера N2 или атмосфера газа DX. В данном случае коррозионная стойкость может быть дополнительно улучшена в результате задания высокой точки росы, например, Dp: в диапазоне приблизительно от 5°C до 60°C для легкого окисления поверхности и концевых поверхностей резания. Кроме того, температура отжига для снятия остаточных напряжений находится в диапазоне предпочтительно от 700°C до 900°C, более предпочтительно от 700°C до 800°C. Время выдерживания температуры отжига для снятия остаточных напряжений предпочтительно является более продолжительным, и, например, не короче, чем два часа.
На количество покрытия, нанесенного на электротехническую листовую сталь, каких-либо конкретных ограничений не накладывают, но предпочтительно оно находится в диапазоне приблизительно от 0,05 г/м2 до 5 г/м2 в расчете на одну сторону. Количество покрытия или общий массовый уровень содержания твердого вещества изоляционного покрытия, соответствующего настоящему изобретению, могут быть измерены по уменьшению массы после удаления покрытия в результате растворения под действием щелочи. В случае малого количества покрытия оно может быть определено по калибровочной кривой, полученной в результате проведения флуоресцентного рентгенорадиометрического анализа при использовании стандартного образца, имеющего количество покрытия, прежде измеренное в результате щелочного растворения. В случае количества покрытия, составляющего 0,05 г/м2 и более, могут быть удовлетворены изоляционная способность, а также коррозионная стойкость. Между тем, если величина составляет 5 г/м2 и менее, не только улучшается адгезионная способность покрытия, но также при прокаливании покрытия не стимулируется образование раковин, и не происходит ухудшения способности к восприятию покровного слоя. Более предпочтительно она находится в диапазоне от 0,1 г/м2до 3,0 г/м2. Несмотря на предпочтительность получения изоляционных покрытий на обеих поверхностях листовой стали покрытие может быть получено только на одной поверхности, и в зависимости от назначения, на другой поверхности может быть получен другой тип изоляционного покрытия.
Настоящее изобретение будет описываться ниже более подробно при использовании представленных ниже примеров; однако, настоящее изобретение данными примерами не ограничивается.
Примеры
(1) Материал
В качестве образцов для испытаний использовали листы электротехнической листовой стали [A230 (JIS C 2552(2000))], имеющие толщину листа 0,5 мм.
(2) Агент для обработки поверхности
Компоненты соответствующих композиций (массовые доли), продемонстрированные в таблице 1, перемешивали в воде, получая соответствующие агенты для обработки поверхности.
(3) Способ обработки
После проведения отжига для достижения желательного качества стали при использовании технологической линии непрерывного отжига каждый агент для обработки поверхности наносили с помощью валика на стадии охлаждения каждого листа стали, и проводили высушивание с использованием печи таким образом, что максимальная конечная температура листовой стали составляла 140°C, обеспечивая тем самым получение изоляционных покрытий, имеющих количество покрытия 600 мг/м2 на обеих сторонах каждого листа листовой стали. Что касается условия нанесения покрытия валиком, то использовали 3-валиковую систему нанесения покрытия с полным реверсом. Температура высушивания соответствует конечной температуре поверхности каждого листа для испытаний.
Далее описываются соединения, использующиеся в таблице 1.
<Триалкоксисилан/диалкоксисилан/тетраалкоксисилан>
A1: Метилтриметоксисилан
A2: Метилтриэтоксисилан
A3: Диметилдиметоксисилан
A4: Фенилтриметоксисилан
A5: Тетраметоксисилан (сравнительный пример)
A6: Тетраэтоксисилан (сравнительный пример)
<Силановый связывающий агент>
B1: 3-глицидоксипропилтриметоксисилан
B2: N-(2-аминоэтил)-3-аминопропилтриметоксисилан
B3: 3-метакрилоксипропилметилдиметоксисилан
B4: 3-меркаптопропилтриметоксисилан
<Пластинчатый диоксид кремния>
C1: Средний размер частиц: 0,2 мкм, аспектное отношение: 20
C2: Средний размер частиц: 0,1 мкм, аспектное отношение: 10
C3: Средний размер частиц: 0,5 мкм, аспектное отношение: 50
C4: Средний размер частиц: 1,0 мкм, аспектное отношение: 50
C5: Средний размер частиц: 0,08 мкм, аспектное отношение: 10
C6: Средний размер частиц: 0,1 мкм, аспектное отношение: 20
C7: Средний размер частиц: 0,15 мкм, аспектное отношение: 20
C8: Средний размер частиц: 0,3 мкм, аспектное отношение: 30
C9: Средний размер частиц: 0,3 мкм, аспектное отношение: 50
C10: Средний размер частиц: 0,3 мкм, аспектное отношение: 80
C11: Средний размер частиц: 0,5 мкм, аспектное отношение: 30
<Смазка>
D1: Полиэтиленовый воск (CHEMIPEARL®900)
D2: Сополимер стирола-этилметакрилата-н-бутилакрилата-акриловой кислоты
Метод оценки
(1) Адгезионная способность покрытия
Листы стали с присоединенной лентой целлофанового клея изгибали под углом 180° при использовании круглого прутка, имеющего диаметр 5 мм, таким образом, чтобы сжать поверхности для испытаний, а после этого ленту целлофанового клея отслаивали для измерения количества отслоившегося покрытия в результате проведения флуоресцентного рентгенорадиометрического анализа. Измеряли интенсивности рентгеновской флуоресценции для Si в покрытии до изгибания под углом 180° и в отслоившейся ленте целлофанового клея, оценивали соотношение между интенсивностью Si в каждой пленке целлофанового клея и интенсивностью Si в каждом покрытии до изгибания под углом 180°.
Критерии
++: Отсутствие отслаивания (нет удаления).
+: Величина в диапазоне от большей, чем 0% до меньшей или равной 10%
-: Величина в диапазоне от большей, чем 10% до меньшей или равной 20%
-: Величина, большая, чем 20%
(2) Штампуемость
Образцы для испытаний в каждом случае подвергали штампованию при использовании стального штампа на 15 ммϕ, что повторяли вплоть до достижения высоты заусенца 50 мкм и штампуемость оценивали по количеству штампований (в разах).
Критерии
++: Величина, равная или большая 1200000 раз
+: Величина в диапазоне от 1000000 раз и более до менее, чем 1200000 раз
+′: Величина в диапазоне от 700000 раз и более до менее, чем 1000000 раз
-: Величина в диапазоне от 300000 раз и более до менее, чем 700000 раз
-: Величина, меньшая, чем 300000 раз
(3) Измерение потерь в железе после отжига для снятия остаточных напряжений
В стопку укладывали пять образцов для испытаний, штампованных при размерах 50 мм × 300 мм. Центральные части 50 мм × 50 мм в образцах для испытаний зажимали при давлении 9,8 МПа (100 кгс/см2) в результате скрепления болтами. Образцы для испытаний сохраняли в данном состоянии в атмосфере N2 при 750°C в течение 2 часов, а после этого охлаждали до комнатной температуры. Измеряли потери в железе (W15/50) в данный момент и потери в железе для 5 листов листовой стали, разобранных, а после этого собранных в стопку еще раз, и потери в железе после отжига для снятия остаточных напряжений оценивали по разнице (между потерями в железе после отжига и потерями в железе после разборки и повторной сборки в стопку).
Критерии
Разница потерь в железе
++: Величина, равная или меньшая 0,5 Вт/кг
+: Величина в диапазоне от большей, чем 0,5 Вт/кг до равной или меньшей 1,2 Вт/кг
-: Величина в диапазоне от большей, чем 1,2 Вт/кг до меньшей, чем 2,0 Вт/кг
-: Величина, равная или большая 2,0 Вт/кг
(4) Свариваемость при проведении газовольфрамовой сварки
Образцы для испытаний укладывали в стопку под давлением 9,8 МПа (100 кгс/см2) до получения толщины 30 мм и их концевые лицевые части (длиной 30 мм) подвергали газовольфрамовой сварке в следующих далее условиях:
- Сварочный ток: 120 A
- Расход газа Ar: 6 литр/мин
- Скорость сварки: 10, 20, 30, 40, 50, 60, 70, 80, 90, 100 см/мин
Критерии
Об относительных достоинствах судили по скорости сварки, удовлетворяющей количеству каверн, не больше, чем 5 в расчете на один сварной шов.
++: Величина, равная или большая 60 см/мин
+: Величина в диапазоне от равной или большей 40 см/мин до меньшей, чем 60 см/мин
-: Величина в диапазоне от равной или большей 20 см/мин до меньшей, чем 40 см/мин
--: Величина, меньшая, чем 20 см/мин
(5) Коррозионная стойкость
Укладывали в стопку два образца для испытаний, штампованных с размерами 50 мм × 50 мм, и на них располагали массу в 200 г. После этого образцы для испытаний оставляли в ванне при постоянных температуре и влажности в виде температуры 50°C и относительной влажности 80% на 2 недели. В результате визуального наблюдения измеряли среднюю долю площади ржавчины на двух поверхностях уложенных в стопку образцов для испытаний.
Критерии
++: 0%
+: Величина, большая, чем 0% и меньшая, чем 2%
-: Величина в диапазоне от равной или большей 2% до меньшей, чем 5%
-: Величина, равная или большая 5%
(6) Сопротивление прижимным полозкам
Поверхности изоляционных покрытий терли 100 раз вперед-назад с приложением нагрузки в 24,5 н (2,5 кгс) при использовании прижимного полозка, изготовленного в компании Taihei Rika Kogyo Co., Ltd. и имеющего площадь поверхности 10 мм × 10 мм. Для вычисления остаточной доли каждых изоляционных покрытий после 100 возвратно-поступательных движений трения измеряли количество покрытия на каждой части, подвергнутой трению, и в ее окрестности. Количество покрытия определяли по калибровочной кривой, полученной в результате проведения флуоресцентного рентгенорадиометрического анализа Si при использовании стандартного листового образца, имеющего известное количество покрытия.
Критерии
++: Величина, равная или большая 90%
+: Величина в диапазоне от равной или большей 80% до меньшей, чем 90%
-: Величина в диапазоне от равной или большей 60% до меньшей, чем 80%
-: Величина, меньшая, чем 60%
Результаты представленных выше оценок в отношении электротехнической листовой стали, имеющей изоляционные покрытия, полученные при использовании соответствующих агентов для обработки поверхности, описанных в примерах и сравнительных примерах, продемонстрированы в таблице 1.
Таблица 1-1. №№ от 1 до 40 (без примечаний)
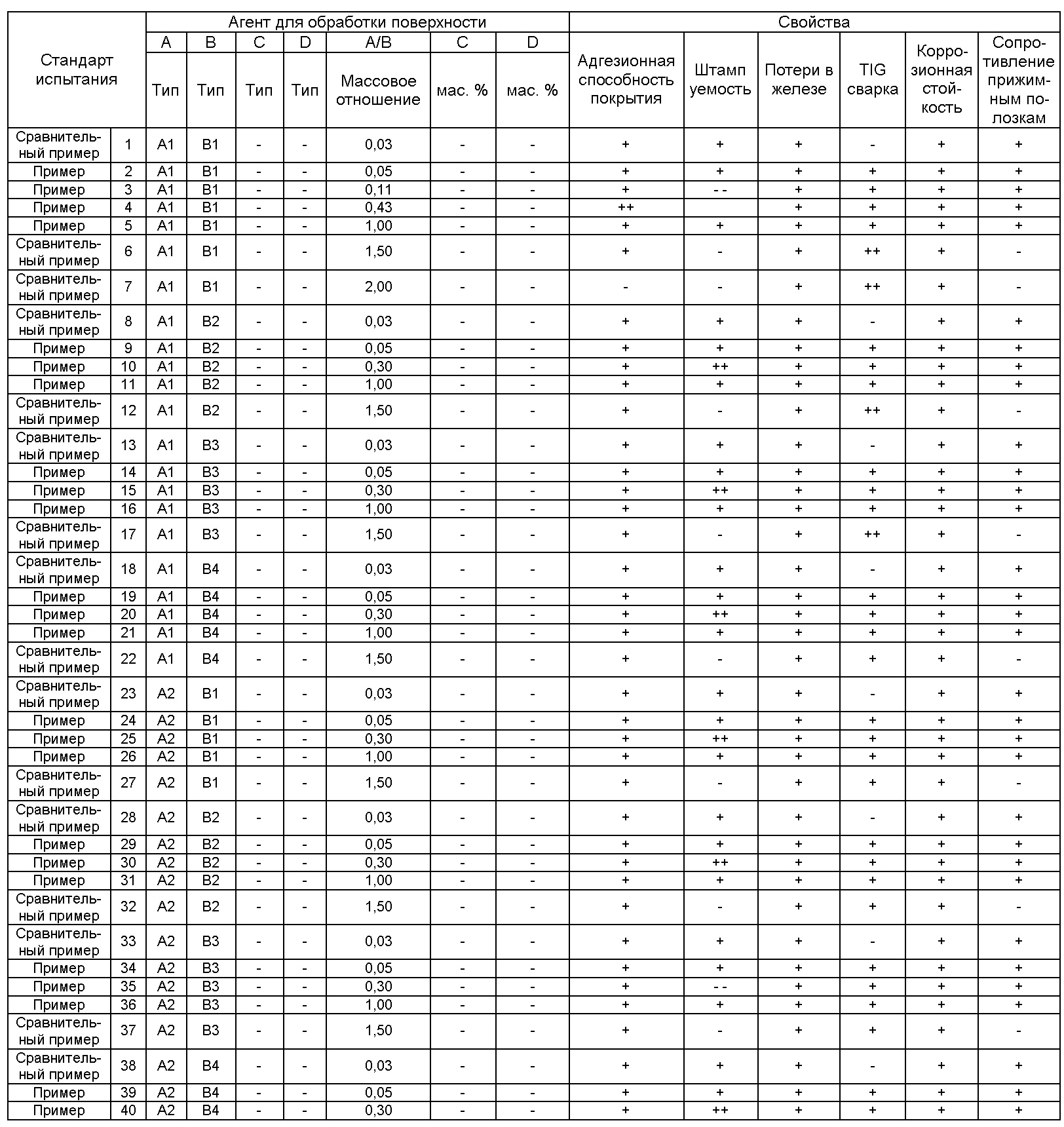
Таблица 1-2. №№ от 41 до 80 (без примечаний)
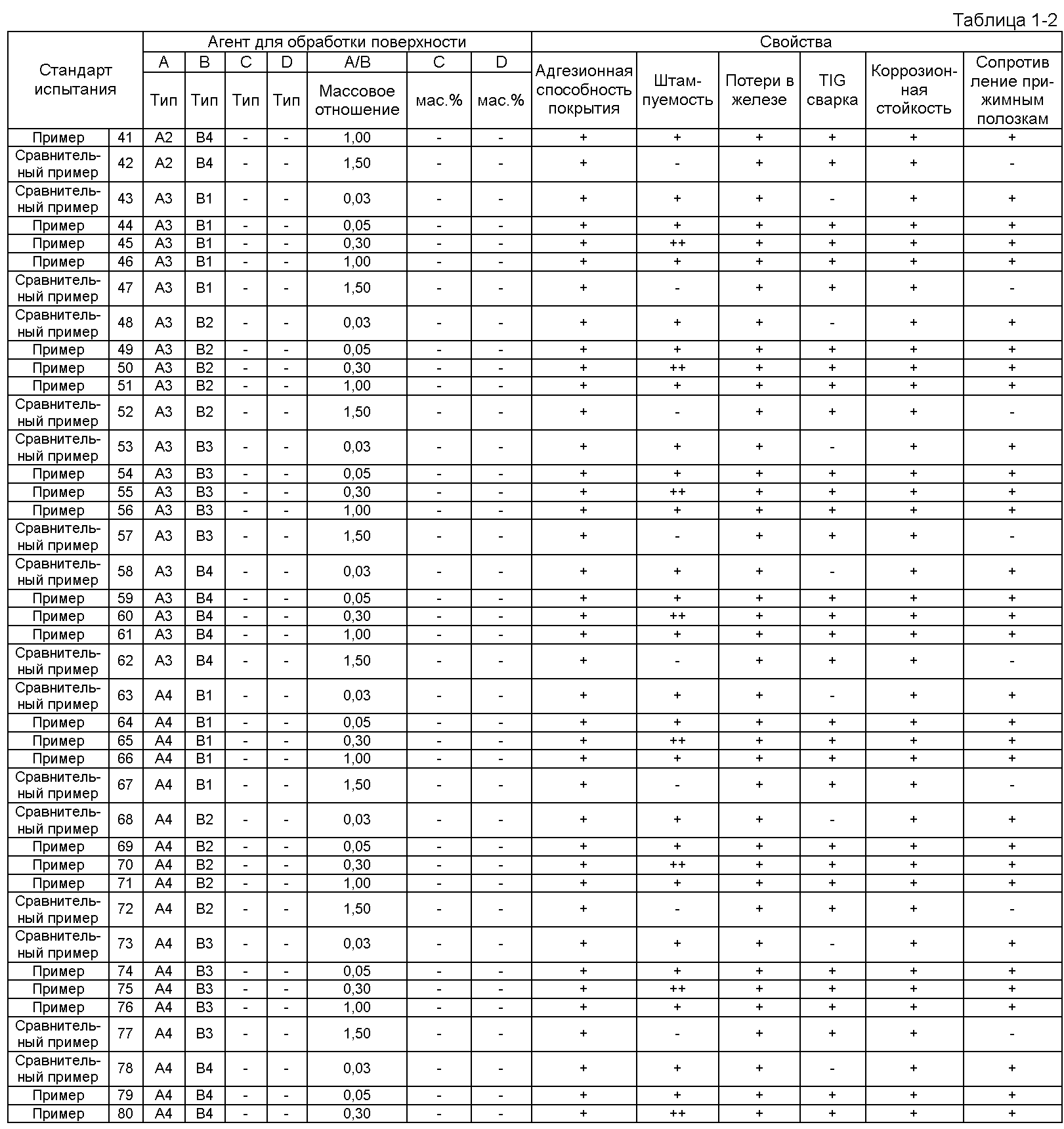
Таблица 1-3. №№ от 81 до 120 (с примечанием)
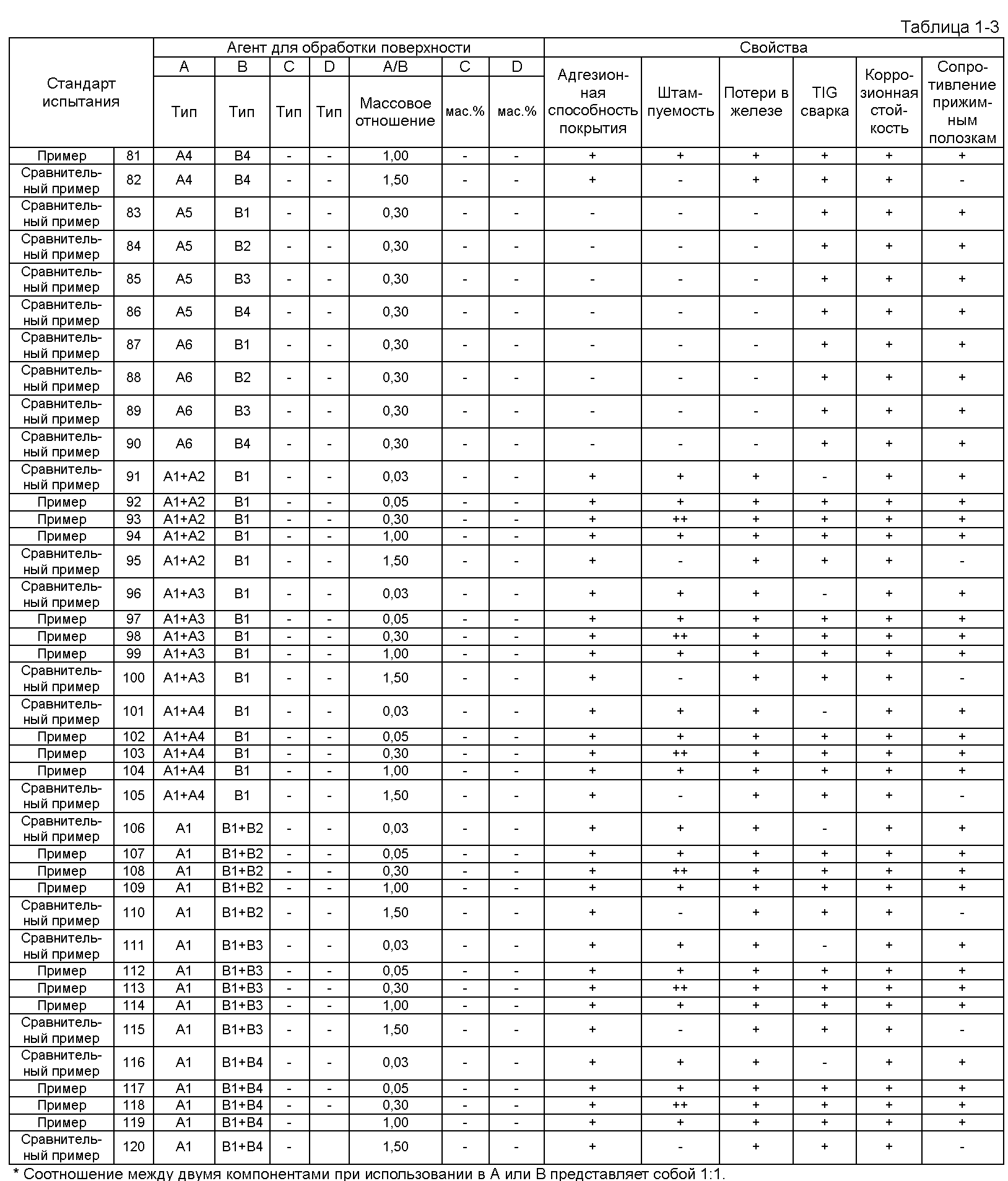
Таблица 1-4. №№ от 121 до 158 (с примечанием)
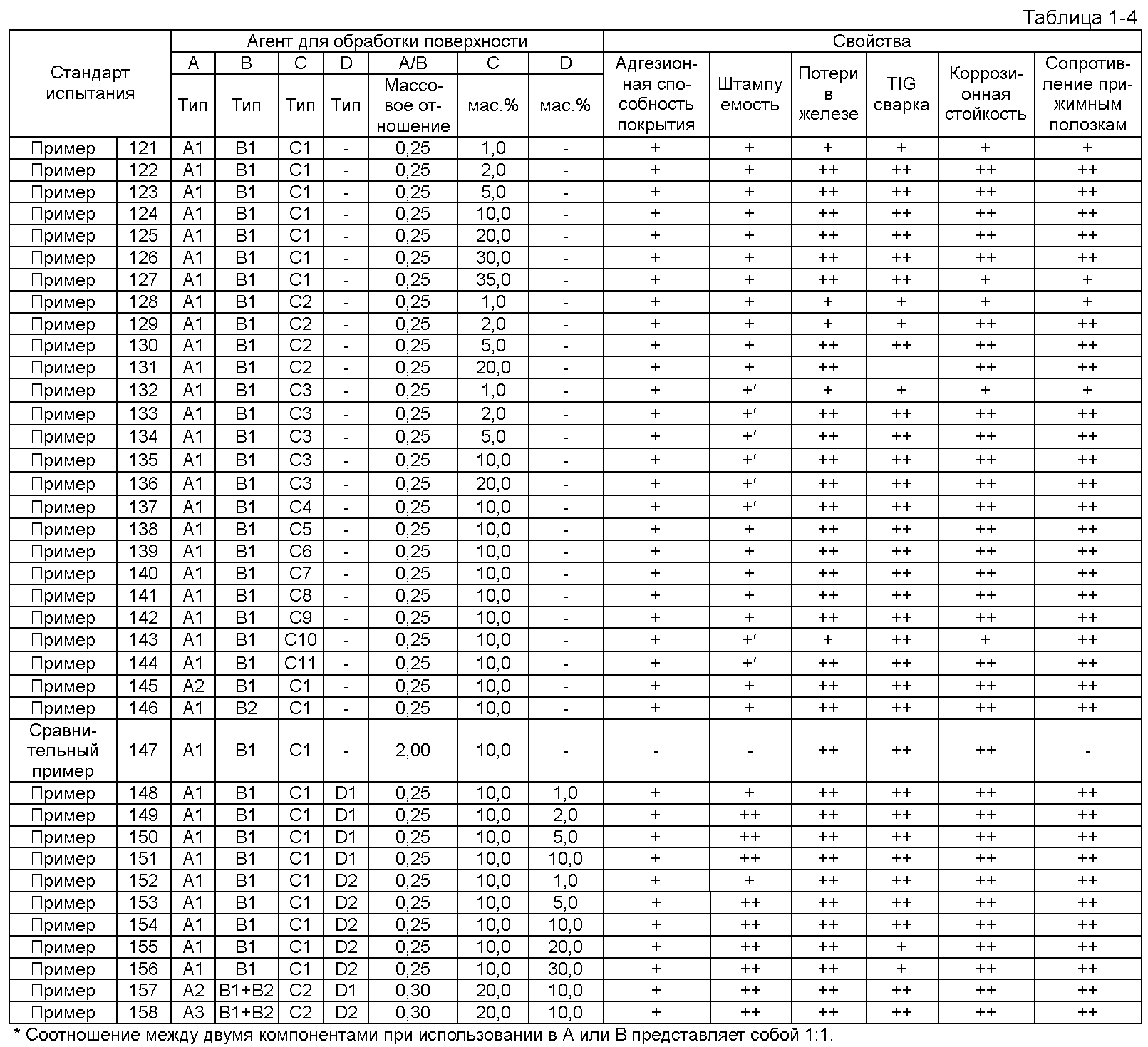
Исходя из результатов примеров электротехническая листовая сталь, имеющая изоляционные покрытия настоящего изобретения, была признана превосходной с точки зрения штампуемости, адгезионной способности покрытия, свойства пленки покрытия после отжига (потери в железе), свариваемости при проведении газовольфрамовой сварки, коррозионной стойкости и сопротивления прижимным полозкам, как это продемонстрировано в таблице 1.
Применимость в промышленности
Настоящее изобретение может обеспечить получение электротехнической листовой стали, имеющей изоляционное покрытие, которое характеризуется превосходными штампуемостью, адгезионной способностью покрытия и свойством пленки покрытия после отжига, что представляет собой уникальное свойство электротехнической листовой стали, без содержания в изоляционном покрытии какого-либо соединения хрома.
Реферат
Изобретение относится к электротехнической листовой стали, имеющей изоляционное покрытие, характеризующееся превосходными штампуемостью, адгезионной способностью покрытия, свойством пленки покрытия после отжига, свариваемостью при проведении газовольфрамовой сварки, коррозионной стойкостью и сопротивлением прижимным полозьям даже без содержания в изоляционном покрытии какого-либо соединения хрома. Изоляционное покрытие получают в результате нанесения агента для обработки поверхности, по меньшей мере, на одну сторону электротехнической листовой стали и высушивания агента для обработки поверхности. Агент для обработки поверхности содержит триалкоксисилан и/или диалкоксисилан (A), в которых заместитель, связанный с Si, образован только, по меньшей мере, одним нереакционно-способным заместителем, выбираемым из группы, состоящей из водорода, алкильной группы и фенильной группы; и силановый связывающий агент (B) при массовом отношении (A/B) в диапазоне от 0,05 до 1,0. 3 з.п. ф-лы, 4 табл.
Формула
Документы, цитированные в отчёте о поиске
Сердечник с изоляцией торцевых поверхностей и способ обработки торцевых поверхностей сердечника с получением изоляционного покрытия
Комментарии