Канальное электрическое индукторное устройство - RU2516691C2
Код документа: RU2516691C2
Чертежи







Описание
Область техники, к которой относится изобретение
Настоящее изобретение относится к канальному электрическому индукторному устройству с сосудом для плавления или нагревания электропроводного жидкого материала, такого как расплавленный металл.
Уровень техники
Канальное электрическое индукторное устройство можно использовать с сосудом для удержания расплавленного металла в промышленном процессе. Фиг.1(а) иллюстрирует в поперечном сечении типичное канальное электрическое индукторное устройство 110. Наружная оболочка 112 обычно обеспечивает конструктивную опору для этого устройства. Внутренние стенки оболочки облицованы теплоизолирующим огнеупорным материалом 114. Вкладыш 116, обычно цилиндрической формы, служит в качестве кожуха для узла катушки с сердечником, содержащего индукционную катушку 118а и магнитопровод 118b трансформатора. Вкладыш 116 обеспечивает поддержку, а также охлаждение огнеупорной стенки 114, окружающей узел катушки и сердечника. Наружная стенка вкладыша облицована теплоизолирующим огнеупорным материалом 114. Пространство между огнеупором рядом с внутренними стенками оболочки и огнеупором, окружающим вкладыш, образует потоковый канал металла. Канальное электрическое устройство, проиллюстрированное на фиг.1(а), известно как устройство одноконтурного типа, поскольку металл протекает по единственному контуру, образованному узлом катушки с сердечником во вкладыше 116. Когда по индуктору 118а протекает переменный ток, электропроводный металл индуктивно нагревается и перемещается через потоковый канал этого контура, например, в направлении стрелок, показанных на фиг.1(а). Канальное электрическое индукторное устройство 110, как правило, соединено с сосудом 130 (называемым также верхним корпусом) для удержания расплавленного металла, как показано на фиг.1(b). Этот сосуд может быть образован из конструктивно опорной наружной стенки 132, которая соответственно облицована огнеупором 134. За счет циркуляции металла из сосуда 130 в потоковом канале контура металл в сосуде 130 может нагреваться или удерживаться при желательной температуре для использования в производственном процессе. Например, металл в сосуде может представлять собой цинковую композицию, и металлическая полоса может погружаться в сосуд для оцинковки этой полосы.
При производстве канального электрического индукторного устройства нужно не только создать потоковый канал, но, кроме того, ограждающие стенки потокового канала, которые содержат пористый огнеупор, должны быть соответствующим образом подготовлены, чтобы не допускать просачивания расплавленного металла в огнеупор. Как правило, материал огнеупорных стенок спекается; т.е. тепло прикладывается к огнеупорным стенкам потокового канала при температуре ниже точки плавления огнеупорного состава, но достаточно высокой для связывания частиц огнеупора вместе на ограничивающей стенке для образования практически непроницаемой границы для расплавленного металла, движущегося через потоковый канал. Традиционный метод достижения формирования потокового канала и спекания материала огнеупорных стенок состоит в применении для потокового канала горючей канальной формы, такой как форма, сделанная из дерева. Ее форма должна соответствовать объему протока контура. После того, как огнеупор установлен вокруг горючей канальной формы, эта форма поджигается и сгорает для удаления формы путем сгорания, а также для спекания огнеупорных стенок потокового канала за счет этого сгорания. Это называется использованием горючей формы. Недостатком данного способа является то, что скорость сгорания по всему объему канальной формы в общем случае неуправляема. Поэтому степень спекания огнеупорной стенки по всему потоковому каналу не имеет соответствующего качества, и получаются локальные участки недостаточно спекшихся огнеупорных стенок. Просачивание же расплавленного металла из потокового канала в огнеупор 114 может привести к утечке металла к наружной обшивке и(или) к узлу индукционной катушки с сердечником, что может вызвать преждевременный отказ канального электрического индукторного устройства.
Несъемную канальную форму можно изготовить, например, из электропроводного металла. После сборки канального электрического индукторного устройства с электропроводной металлической формой, расположенной в том месте, где должен быть потоковый канал, к индукционной катушке 118а прикладывается переменный ток для индуктивного плавления электропроводной металлической канальной формы. Недостаток этого способа состоит в том, что электроиндукционное нагревание и плавление электропроводной металлической формы затрудняют достижение температуры спекания огнеупора до того, как форма расплавится. Далее форма может быть сформирована из сваренных секций, и быстрое индукционное плавление сварных соединений вызовет неоднородное индукционное плавление секций этой формы. Поэтому имеется необходимость в канальном электрическом индукторном устройстве с несъемной канальной формой, которую можно использовать для должного спекания огнеупорных стенок потокового канала, а затем благополучно расходовать.
Сущность изобретения
В одном объекте настоящее изобретение представляет собой канальное электрическое индукторное устройство с несъемной канальной формой, образованной из полого по существу немагнитного состава.
В другом объекте настоящее изобретение представляет собой способ формирования канального электрического индукторного устройства. Несъемную полую и по существу немагнитную канальную форму размещают в объеме, образующем один или несколько потоковых каналов устройства. Нагретая текучая среда циркулирует внутри полой формы для нагревания ее стенок, благодаря чему внешние к этой форме огнеупорные стенки нагреваются в общем путем теплопередачи от стенок формы к огнеупорным стенкам. Внутрь полой формы закладывают материал для химического растворения этой формы. Переменный ток, протекающий по одному или нескольким индукторам устройства, может за счет электромагнитных сил вызвать циркуляцию этого материала с растворенной формой по потоковым каналам для формирования одного или нескольких потоковых каналов со спеченными стенками.
Вышеуказанные и иные объекты изобретения изложены дальше в данном описании и приложенных чертежах.
Краткое описание чертежей
Для целей иллюстрации изобретения на чертежах показана форма, которая в настоящее время является предпочтительной; однако следует понимать, что данное изобретение не ограничено показанными точными размещениями и инструментарием.
Фиг.1(а) - вид спереди в поперечном сечении типичного одноконтурного канального электрического индукторного устройства, а фиг.1(b) - индукторное устройство по фиг.1(а), соединенное с сосудом для удержания расплавленного металла.
Фиг.2 - вид спереди в поперечном сечении одного из примеров канального электрического индукторного устройства по настоящему изобретению.
Фиг.3(а) и 3(b) - один пример несъемной канальной формы, используемой в канальном индукторном устройстве по настоящему изобретению.
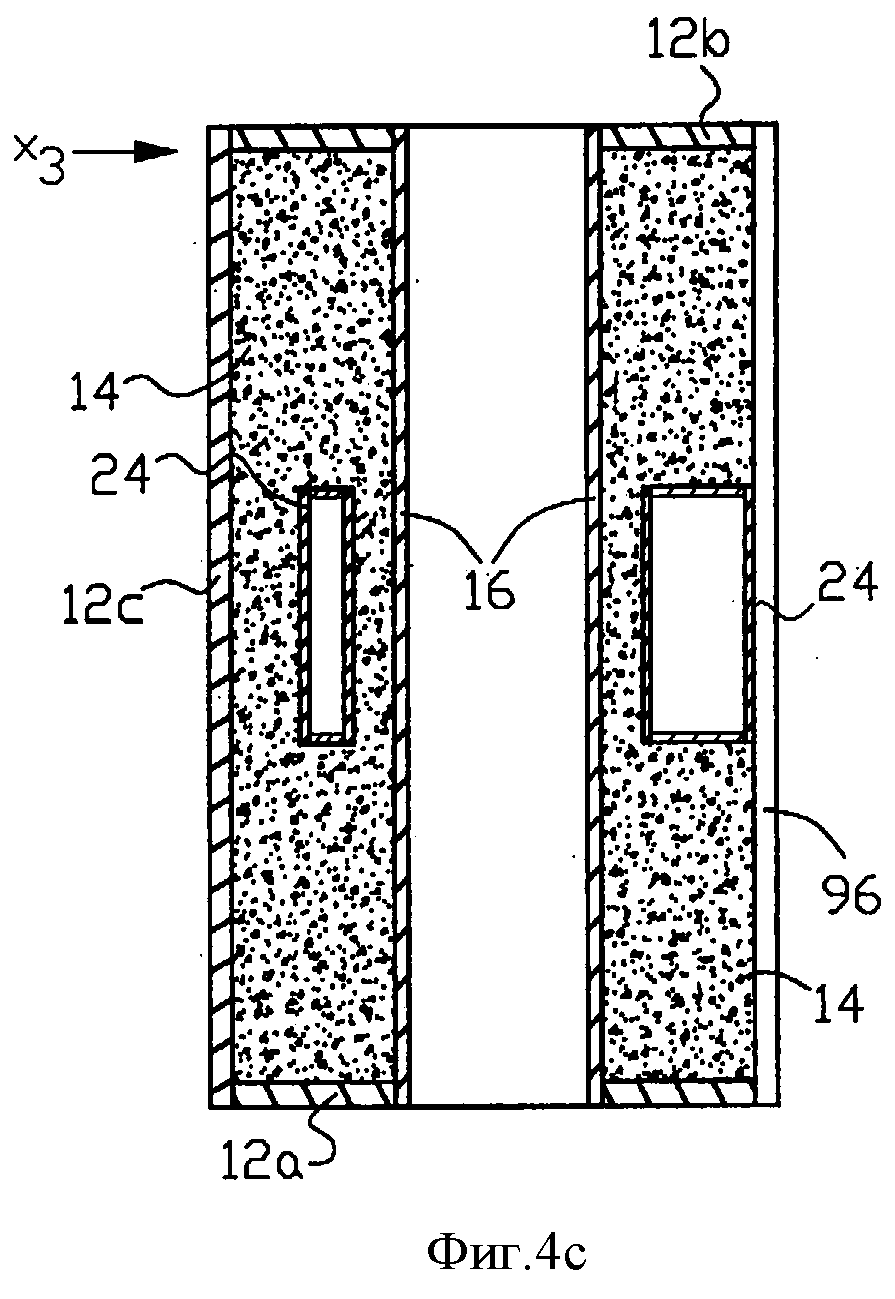
Фиг.4(а), 4(b) и 4(с) - поперечные сечения по линии А-А на фиг.2, которые иллюстрируют один пример способа построения канального электрического индукторного устройства по настоящему изобретению.
Фиг.5 - установка для подачи нагретой текучей среды в полую внутренность канальной формы, используемой с канальным электрическим индукторным устройством по настоящему изобретению.
Подробное описание изобретения
На фиг.2 иллюстрируется один пример канального электрического индукторного устройства 10 по настоящему изобретению. Хотя это канальное электрическое индукторное устройство иллюстрируется как устройство двухконтурного типа (т.е. два потоковых канала вокруг двух узлов индукционных катушек с сердечниками, причем каждый узел находится в отдельном вкладыше), изобретение не ограничено числом контуров, и канальное электрическое индукторное устройство может иметь единственный контур или более чем два контура.
Индукторное устройство 10 содержит: наружную оболочку 12; огнеупор 14, который, по меньшей мере частично, облицовывает внутренние стенки оболочки; два вкладыша 16, внутри каждого из которых расположен один из двух узлов индукционной катушки с сердечником (каждый узел содержит индукционную катушку 18а и магнитопровод 18b трансформатора); огнеупор 14, окружающий наружные поверхности вкладышей 16; и полую из немагнитного металла канальную форму 24, которая размещена в объеме, который будет служить в качестве двухконтурного потокового канала. Фиг.3(а) и 3(b) иллюстрируют один неограничивающий пример формы 24, причем фиг.3(а) показывает внутренние особенности формы (пунктирными линиями), а фиг.3(b) показывает внешний вид конструкции формы. В данном неограничивающем примере форма 24 имеет два открытых цилиндрических туннеля 24а, в которых размещены огнеупор 14, вкладыши 16 и узлы катушки с сердечником. Объем между наружными поверхностями этих туннелей и внутренностью наружных стенок (к примеру, области 24b, 24с и 24d стенок) формы образуют полый внутренний объем формы. Верх формы 24 может быть в общем случае открыт, и, если необходимо, по верху формы могут быть предусмотрены один или несколько скрепляющих элементов 24е. Форма образована из немагнитного материала, так что она, в общем, не будет расплавляться за счет электрической индукции, когда к катушкам 18а приложен переменный ток. Состав формы выбран так, чтобы химически растворять форму, в результате чего реакции с жидкостью, введенной в полый объем формы, как далее описано ниже. Форма 24 может иметь иные формы, чтобы подходить к желательным местоположению и объему одного или нескольких потоковых каналов, которые будет образовывать форма. Например, форма может быть выполнена для обеспечения потокового канала в целом овального, а не прямоугольного поперечного сечения вокруг выбранных областей одного или нескольких вкладышей. Минимальная толщина стенки полой формы в общем выбрана для обеспечения достаточной конструктивной целостности формы и достаточных характеристик теплопереноса от формы к огнеупору, окружающему форму снаружи, как далее описано ниже.
Один неограничивающий способ формирования канального электрического индукторного устройства по настоящему изобретения раскрывается со ссылкой на фиг.4(а), 4(b) и 4(с), на которых формирование индукторного устройства выполняется с индукторным устройством, исходно лежащим на боку. На фиг.4(а) наружная оболочка, которая может быть сформирована из конструкционной стали, исходно имеет первую боковую стенку 12а оболочки, ориентированную горизонтально, и дно 12с оболочки, ориентированное вертикально. Один или несколько вкладышей 16 могут быть расположены в оболочке в желательных местоположениях, как показано на фиг.4(а). Временная формовая стенка 96 может быть использована для помещения огнеупора 14 внутрь канального электрического индукторного устройства, пока оно не будет повернуто в свое вертикальное положение после сборки. Огнеупор 14 может быть сформирован по внутренности первой боковой стенки 12а оболочки до высоты x1. Если применяется сухой огнеупор, этот огнеупор можно спрессовать (утрамбовать) с использованием вибрации прессующим инструментом, когда огнеупор добавляется постепенно.
На фиг.4(b) форма 24 расположена в объеме, который будет формировать один или несколько потоковых каналов, как далее описано ниже. Огнеупор 14 может быть добавлен до высоты х2 в объеме между внутренней поверхностью дна 12 с оболочки и наружными стенками формы и между наружными поверхностями вкладышей 16 и наружными стенками формы при дальнейшем уплотнении, если это необходимо, например, для сухого огнеупора.
Наконец, на фиг.4(с) огнеупор 14 может быть добавлен над верхом формы 24 до высоты х3 при дальнейшем уплотнении, если это необходимо, и противоположные боковые стенки 12b оболочки могут быть прикреплены к устройству. Канальное электрическое индукторное устройство можно затем повернуть в его вертикальное положение с горизонтально ориентированным дном 12 с оболочки, и временная форма 96 может быть удалена с верха индукторного устройства. Необязательно, открытые концы одного или нескольких вкладышей могут проходить наружу от боковых стенок 12а и 12b, как показано на фиг.4(а), фиг.4(b) и фиг.4(с), так что узел индукционной катушки с сердечником можно вводить или удалять из его вкладыша после полной сборки канального электрического индукторного устройства. Узел индукционной катушки с сердечником может быть установлен в каждом из одного или нескольких вкладышей на любом подходящем этапе при сборке канального электрического индукторного устройства.
Альтернативный, но неограничивающий способ формирования канального электрического индукторного устройства по настоящему изобретению содержит этапы, на которых сначала вводят форму 24 и вкладыши 16 в вертикальную наружную оболочку 12 (с установленной боковой пластиной 12b) и удерживают форму на месте временными опорными конструкциями, пока засыпают огнеупор в объем между наружными поверхностями формы и наружной оболочкой 12 и вкладышами 16. При необходимости всю наружную оболочку с содержащимися в ней формой и вкладышами можно заставить вибрировать, когда огнеупор добавляется в объем, или, альтернативно, либо в сочетании с этим вибрация огнеупора при необходимости может выполняться уплотняющим инструментом.
После формирования канального электрического индукторного устройства по настоящему изобретению, как описано выше, производится тепловая обработка огнеупора рядом с наружными стенками формы. Для тепловой обработки огнеупора рядом с наружными стенками формы нагретая текучая среда - жидкая или газообразная - циркулирует по полой внутренности формы 24 для тепловой обработки огнеупора, который будет формировать ограничивающие стенки одного или нескольких потоковых каналов. Выражение «тепловая обработка», как используется здесь, относится к тепловому процессу, который вызовет связывание огнеупора рядом с наружными стенками формы для формирования практически непроницаемой границы для материала, который будет протекать через потоковый канал. Как правило, это будет процесс спекания, хотя тепловая обработка будет зависеть от конкретного типа используемого огнеупора. Спекание можно делать при любой ориентации канального электрического индукторного устройства; однако в данном примере делается ссылка на фиг.5, на которой верхняя область формы может быть временно уплотнена крышкой 30; Подходящая текучая среда, такая как воздух, может впускаться и пропускаться через полость формы, например, жидкостным насосом. Этот жидкостный насос может быть эжекторным насосом (с получением вакуума за счет эффекта Вентури). Например, один или несколько эжекторных насосов 32 и 33 могут быть предусмотрены на верху формы, чтобы впускать и пропускать нагретый воздух через полый объем формы через крышку 30, как показано на фиг.5. Нагретый воздух подается через одно или несколько отверстий 34 в крышке. Подходящая эжекторная рабочая текучая среда подается в рабочие впуски 32а и 33а каждого эжекторного насоса, который будет всасывать воздух из впусков 32b и 33b к выпускам 32с и 33с, соответственно, за счет эффекта Вентури, тем самым пропуская нагретый воздух через полость формы, как условно обозначено стрелками на фиг.5. Проход, идущий в полость формы от одного или нескольких отверстий 34, направляет нагретый воздух в полость формы. Поток нагретого воздуха через полую внутренность формы нагревает форму путем конвекции, а нагретая форма нагревает огнеупорный материал, размещенный снаружи от стенок формы в основном за счет теплопроводности. В полой внутренности формы можно установить один или несколько подходящих датчиков температуры, таких как термопары, чтобы контролировать выбранные температурные точки во время процесса обработки, чтобы гарантировать, что подходящая температура тепловой обработки огнеупора достигается в выбранных областях. Альтернативно, датчики температуры могут быть встроены в форму или прикреплены к наружной стенке формы. Параметры тепловой обработки, такие как температура или давление потока нагретой текучей среды могут регулироваться в ответ на измеряемую температуру. Например, если датчики температуры указывают низкий нагрев в контуре А и высокий нагрев в контуре В, то эжекторные насосы 32 и 33 могут быть отрегулированы для получения более высокой и более низкой скоростей потока, соответственно, через эти насосы, чтобы в контуре А был достигнут больший теплоперенос, нежели в контуре В. Процесс тепловой обработки продолжается до тех пор, пока ограничивающие стенки потокового канала не спекутся. Альтернативно, процесс тепловой обработки может быть совершен после того, как канальное электрическое индукторное устройство прикреплено к верхнему корпусу, и верх этого верхнего корпуса, а не верх электрического индукторного устройства, может быть временно уплотнен для формирования границы для подачи текучей нагретой среды от и к полой внутренности формы, как описано выше. Хотя в данном неограничивающем примере изобретения используются эжекторные насосы, иные типы устройств управления текучими потоками могут использоваться в других примерах изобретения.
После тепловой обработки огнеупорных стенок потокового канала крышку 30, датчики температуры, если они используются, и устройство циркуляции текучей среды можно удалить, и электропроводный расплавленный металл может быть помещен в полую внутренность формы 24, чтобы химически растворить форму, предпочтительно, когда переменный ток подается на один или несколько индукторов 18, чтобы по мере растворения полой формы в расплавленном металле она удалялась из потокового канала за счет потока электропроводного расплавленного металла, вызванного электромагнитными силами, оставляя благодаря этому практически однородную обработанную теплом огнеупорную стенку вокруг открытых потоковых каналов.
Как правило, но не обязательно, электропроводящий расплавленный металл, используемый для химического растворения полой формы, имеет такой же состав, как расплавленный металл, который будет использоваться в канальном электрическом индукторном устройстве для плавления и нагревания в верхнем корпусе; поэтому состав полой формы будет выбран на основе свойств электропроводного расплавленного металла, чтобы гарантировать, что форма будет химически растворена в расплавленном металле. Посредством примера, а не ограничения, когда электропроводный расплавленный металл представляет собой цинк или композицию из цинка и алюминия, как используется, например, в процессе гальванизации, полая немагнитная канальная форма может состоять из четвертьдюймовой пластины, сделанной из (незакаленного) алюминиевого сплава 6061-О по стандарту алюминиевой ассоциации, который представляет собой алюминиевую композицию с минимальными следами кремния, меди, магния и хрома, который имеет достаточную прочность на растяжение, чтобы служить в качестве канальной формы. В этих примерах по существу алюминиевая форма химически растворяется в расплавленном металле.
В других примерах по изобретению не нужно, чтобы жидкий материал был металлическим составом, он может быть любым иным электропроводным текучим материалом, который будет служить в качестве химического растворяющего агента для полой формы и не будет загрязнять потоковые каналы.
В других примерах по изобретению жидкий материал может быть и не электропроводным текучим материалом, в котором будет растворяться полая форма. Вслед за растворением формы электропроводный материал может быть подан в потоковые каналы для смешивания с неэлектропроводным материалом, в котором растворена полая форма, и переменный ток подается на одну или несколько индуктивных катушек 18а, чтобы удалить электропроводный материал из потоковых каналов.
Термин «огнеупор», используемый здесь, относится к любому материалу, используемому для обеспечения теплозащиты облицовки, независимо от формы, который может представлять собой, но не ограничиваться ими, сухие сыпучие гранулированные материалы, которые можно приводить в вибрацию или утрамбовывать на место, и пригодные для литья составы из сухих заполнителей и связующего, которые можно смешивать с жидкостью и заливать на месте.
Хотя в приведенных выше примерах по изобретению используется одна форма, можно использовать две или больше форм для формирования множества контуров по длине канальной электрической индукционной печи, причем каждый контур отделен от других огнеупором.
Вышеприведенные примеры по изобретению предложены просто для целей пояснения, и их не следует толковать как ограничивающие настоящее изобретение. Хотя изобретение описано со ссылкой на разные варианты осуществления, использованные здесь формулировки являются словами описания и иллюстрации, а не формулировками ограничений. Хотя изобретение описано здесь со ссылкой на конкретные средства, материалы и варианты осуществления, изобретение не предназначено для ограничения раскрытыми здесь частностями; наоборот, изобретение простирается до всех функциональных эквивалентных конструкций, способов и применений, которые находятся в объеме приложенной формулы изобретения. Специалисты с выгодой от изучения данного описания смогут сделать в него многочисленные модификации, и изменения можно делать без отхода от объема изобретения в его объектах.
Реферат
Настоящее изобретение относится к электрическому канальному индукторному устройству и способу формирования электрического канального индукторного устройства. Несъемную полую немагнитную канальную форму используют для формирования одного или более потоковых каналов устройства. Нагретая текучая среда циркулирует по полой внутренности формы после того, как форму располагают в устройстве, для тепловой обработки огнеупора, окружающего наружные стенки формы. После тепловой обработки в полую внутренность формы подают жидкость для химического растворения этой формы. Изобретение обеспечивает создание герметичного огнеупора в электрическом канальном индукторном устройстве с несъемной формой, при этом не требуется формирование огнеупорного слоя на поверхности канальной формы до размещения формы в индукторном устройстве. 2 н. и 15 з.п. ф-лы, 9 ил.
Формула
полую, по существу, немагнитную канальную форму, соответствующую по форме одному или более потоковым каналам, через которые циркулирует под действием электромагнитной силы расплавленный металл определенного состава, при этом канальная форма размещена в огнеупоре между наружной оболочкой и одним или более вкладышами и выполнена из металлического состава, недеформируемого при температуре тепловой обработки огнеупора,
отличающееся тем, что канальная форма выполнена из состава, определяемого исходя из свойств указанного расплавленного металла определенного состава, так что канальная форма является химически растворимой при загрузке указанного расплавленного металла определенного состава, подаваемого в указанную полую внутренность канальной формы,
устройство также содержит съемное устройство циркуляции текучей среды, выполненное с возможностью обеспечивать циркуляцию текучей среды для тепловой обработки через полую внутренность канальной формы до химического растворения канальной формы, причем электрическое канальное индукторное устройство без указанной канальной формы сформировано до циркуляции указанного расплавленного металла определенного состава через указанные один или более потоковых каналов.
размещают полую, по существу, немагнитную канальную форму, соответствующую по форме одному или более потоковым каналам, через которые циркулирует под действием электромагнитной силы расплавленный металл определенного состава, между внутренними стенками устройства и одним или более вкладышами;
устанавливают огнеупор между наружными поверхностями полой, по существу, немагнитной канальной формы и внутренними стенками устройства, а также наружными поверхностями одного или более вкладышей; и
обеспечивают циркуляцию нагретой текучей среды через полую внутренность формы до циркуляции указанного расплавленного металла определенного состава через указанные один или более потоковых каналов для нагревания стенок формы, благодаря чему огнеупор рядом с наружными поверхностями полой канальной формы подвергается тепловой обработке для образования уплотненной огнеупорной стенки.
формируют наружную оболочку устройства;
располагают один или более вкладышей в устройстве;
размещают полую, по существу, немагнитную канальную форму, соответствующую по форме одному или более каналам, между внутренней стенкой наружной оболочки и наружными поверхностями одного или более вкладышей, причем наружные стенки формы разнесены от внутренней стенки наружной оболочки и наружной поверхности одного или более вкладышей, для формирования огнеупорного объема;
устанавливают огнеупор в огнеупорном объеме и
обеспечивают циркуляцию нагретой текучей среды через полую внутренность канальной формы для нагревания стенок формы, благодаря чему огнеупор рядом с наружными поверхностями полой канальной формы подвергается тепловой обработке для образования уплотненной огнеупорной стенки.
Комментарии