Способ и устройство для технологии холодной микроковки любых трехмерных поверхностей произвольной формы - RU2414340C2
Код документа: RU2414340C2
Чертежи
Описание
Изобретение относится к электромеханическому ударному устройству и способу ударной обработки для выглаживания и упрочнения наклепом поверхностей инструментов, деталей машин и других деталей путем проковки поверхности указанных деталей для их установки на металлорежущий станок или робот.
Устройство подобного типа известно из выложенной патентной заявки №DE 19732790.7-14. В указанном устройстве ползун перемещается в осевом направлении с постоянной амплитудой посредством вращения диска, имеющего по окружности волнистую поверхность, по невращающемуся второму диску с волнистостью в противоположном направлении. На обращенном к заготовке конце ползуна находится сферическая головка, которая ударяет по поверхности заготовки.
На практике такое устройство обладает существенными недостатками. Ударные движения возникают вследствие механического зацепления. В результате устройство испытывает сильное абразивное истирание кулачкового или волнистого диска. Головка ударяет по поверхности заготовки с постоянной амплитудой независимо от положения, формы и жесткости или твердости поверхности. Это ограничивает использование данного устройства лишь небольшим числом случаев.
В выложенной патентной заявке №DE 10243415 A1 описывается аналогичное устройство, в котором головка движется за счет преобразования ультразвука в механическое движение. Однако в этой выложенной патентной заявке не раскрывается способ преобразования ультразвука в движение ударной головки и ни одного слова не говорится об амплитуде удара.
В отличие от этого, проблемой, решаемой настоящим изобретением, является выглаживание и упрочнение поверхностей инструментов, заготовок и деталей машин при минимальных износе, абразивном истирании и потреблении энергии, с регулируемыми частотой и амплитудой удара, с подстройкой нулевого положения или пересечения нулевого уровня частоты удара к локальной форме, толщине стенки и твердости детали.
В соответствии с данным изобретением эта проблема решается посредством признаков, указанных в п.1 формулы изобретения.
Зависимые пункты формулы изобретения представляют собой преимущественное дальнейшее развитие изобретения.
Согласно настоящему изобретению благодаря магнитной подвеске ударной головки с регулируемым, однако определенным положением покоя, в сочетании с электрическим и электронным управлением и регулированием частоты и амплитуды удара в зависимости от связанных с материалом параметров и геометрических параметров, оптимальные частота и амплитуда удара, а также положение покоя ударной головки определяются и устанавливаются для каждого положения на поверхности заготовки таким образом, что за короткое время и при минимальном потреблении энергии достигается наилучший результат.
В наиболее простом примере осуществления устройство согласно настоящему изобретению имеет ударную головку, которая обычно является сферической и состоит из очень твердого материала. Ударная головка размещена на держателе с возможностью замены. Ее можно заменить на другую головку, например на фасонный пуансон для получения текстурированной поверхности.
По меньшей мере, одна часть держателя ударной головки является магнитопроводящей и удерживается в предпочтительном положении покоя посредством кольцевого трубчатого потока магнитной индукции. Она направляется в поперечном направлении и опирается на радиальные, магнитные или иного типа подшипники, так что она может осуществлять осевые отклонения из своего положения покоя. Этот первый магнитный поток генерируется либо намагниченным в осевом направлении кольцевым постоянным магнитом, который концентрично окружает магнитную часть держателя магнитной головки и может регулироваться в осевом направлении, либо цилиндрической катушкой, через которую протекает регулируемый постоянный ток и которая располагается концентрично вокруг магнитной части держателя магнитной головки. В последнем случае катушка может состоять из множества частичных обмоток, которые соединяются последовательно, параллельно или встречно в зависимости от требуемой интенсивности потока магнитной индукции и положения покоя магнитной головки и через которые протекает ток.
Ударная головка, возбуждаемая регулируемым и/или пульсирующим током с постоянной составляющей или без нее, пропускаемым через вторую катушку, которая располагается в том же самом магнитном поле или во второй ветви, например во внешнем магнитном потоке, причем указанная катушка крепится к держателю ударной головки и расположена соосно с ним, совершает колебания в осевом направлении с определенной частотой и амплитудой таким образом, что по желанию можно регулировать среднее положение или переход через нуль ударных колебаний. Таким образом, частоту ударов, амплитуду ударов и среднее положение или переход через нуль ударных колебаний можно приспосабливать к геометрическим параметрам и механическим свойствам заготовки.
В другой полезной конфигурации данного изобретения кольцевой постоянный магнит заменяется множеством небольших цилиндрических постоянных магнитов, расположенных параллельно друг другу на цилиндре вокруг магнитной части держателя ударной головки. Аналогично эти небольшие постоянные магниты могут быть заменены катушками, через которые пропускаются постоянные токи. Такой набор постоянных магнитов или катушек дает два различных потока магнитной индукции, а именно внутренний и внешний магнитные потоки. Внутренний магнитный поток обеспечивает условия, при которых держатель ударной головки занимает определенное положение. В этом случае обмотки катушки возбуждения могут располагаться во внутреннем потоке магнитной индукции, во внешнем потоке магнитной индукции или в обоих потоках магнитной индукции. В последнем случае обмотки двух катушек наматываются в противоположных направлениях, потому что потоки магнитной индукции ориентированы в противоположных направлениях.
Устройство, сконструированное подобным образом, может обрабатывать, проковывать, заглаживать и упрочнять наклепом поверхности инструментов отчасти различными способами. С помощью программного управления и электронной регулировки расстояния между серединой ударных колебаний и поверхностью заготовки оптимизируется коэффициентом полезного действия устройства и, следовательно, сводится к минимуму потребляемая мощность. Например, кромки обрабатываются с повышенной частотой и пониженной амплитудой так, чтобы сохранить форму и конструкцию детали и не сократить размеры отверстий.
Еще одним полезным применением устройства в соответствии с настоящим изобретением является комбинирование этого электромеханического устройства со специально разработанной аналитической автоматизированной производственной системой (САМ) для реализации нового способа.
Серийно выпускаемые автоматизированные производственные системы (САМ) всегда обрабатывают поверхность заготовки, направляя инструмент параллельно требуемой поверхности заготовки, при этом используется так называемый "метод смещения". В отличие от этого в способе согласно настоящему изобретению используется аналитическая автоматизированная производственная система (САМ). После анализа требуемой трехмерной поверхности с использованием геометрических данных определяется наименьший радиус кривизны поверхности, который задается как наибольший радиус шара инструмента. После выбора радиуса инструмента автоматизированная производственная система (САМ) согласно настоящему изобретению вычисляет траекторию, описываемую центром сферической фрезы и ударного инструмента путем обкатывания шара такого же радиуса по всей требуемой поверхности и определения геометрического положения центра шара в качестве новой трехмерной поверхности для направления центра инструмента. Затем вычисляются и анализируются радиусы кривизны новой трехмерной поверхности, после чего оптимальные траектории центра инструмента определяются таким образом, что канавки во время фрезерования и выпучивание во время ударной обработки сводятся к минимуму.
Поэтому аналитическая автоматизированная производственная система (САМ) в соответствии с настоящим изобретением в любой момент знает мгновенное положение точки контакта инструмента с поверхностью заготовки и может соответственно реагировать. Плоские траектории обрабатываются с применением другой стратегии, чем более значительно искривленные или чем углы отверстий, выемки, канавки или кромки заготовки.
Результатом комбинирования и электронного сопряжения устройства согласно настоящему изобретению с вышеописанной аналитической автоматизированной производственной системой, с применением или без применения механического или бесконтактного измерения поверхности, например лазерного измерения поверхностей заготовки во время обработки, является интеллектуальный и автономный способ фрезерования и ударной обработки, так необходимый в технике автоматического управления. Формы заданной трехмерной поверхности, допуски на размеры и взаимное расположение, а также локальная шероховатость поверхности и прочность материала берутся из программы чертежа и автоматически реализуются данной интеллектуальной системой.
Эта интеллектуальная система распознает все кромки и другие критические точки, такие как тонкие стенки заготовки, и обрабатывает их с соответствующими предосторожностями.
Поскольку фактическая мгновенная точка контакта между ударным инструментом и заготовкой известна, продольная ось устройства всегда ориентирована и направлена по нормали к касательной плоскости в точке контакта с заготовкой. Это приводит к оптимизации ударной обработки и к получению наилучших результатов, которые только могут быть достигнуты в настоящее время.
На чертежах показаны:
фиг.1 - поперечное сечение устройства в соответствии с настоящим изобретением с закрепленной на корпусе катушкой, служащей удерживающим магнитом, и с перемещаемой в осевом направлении катушкой возбуждения ударной головки;
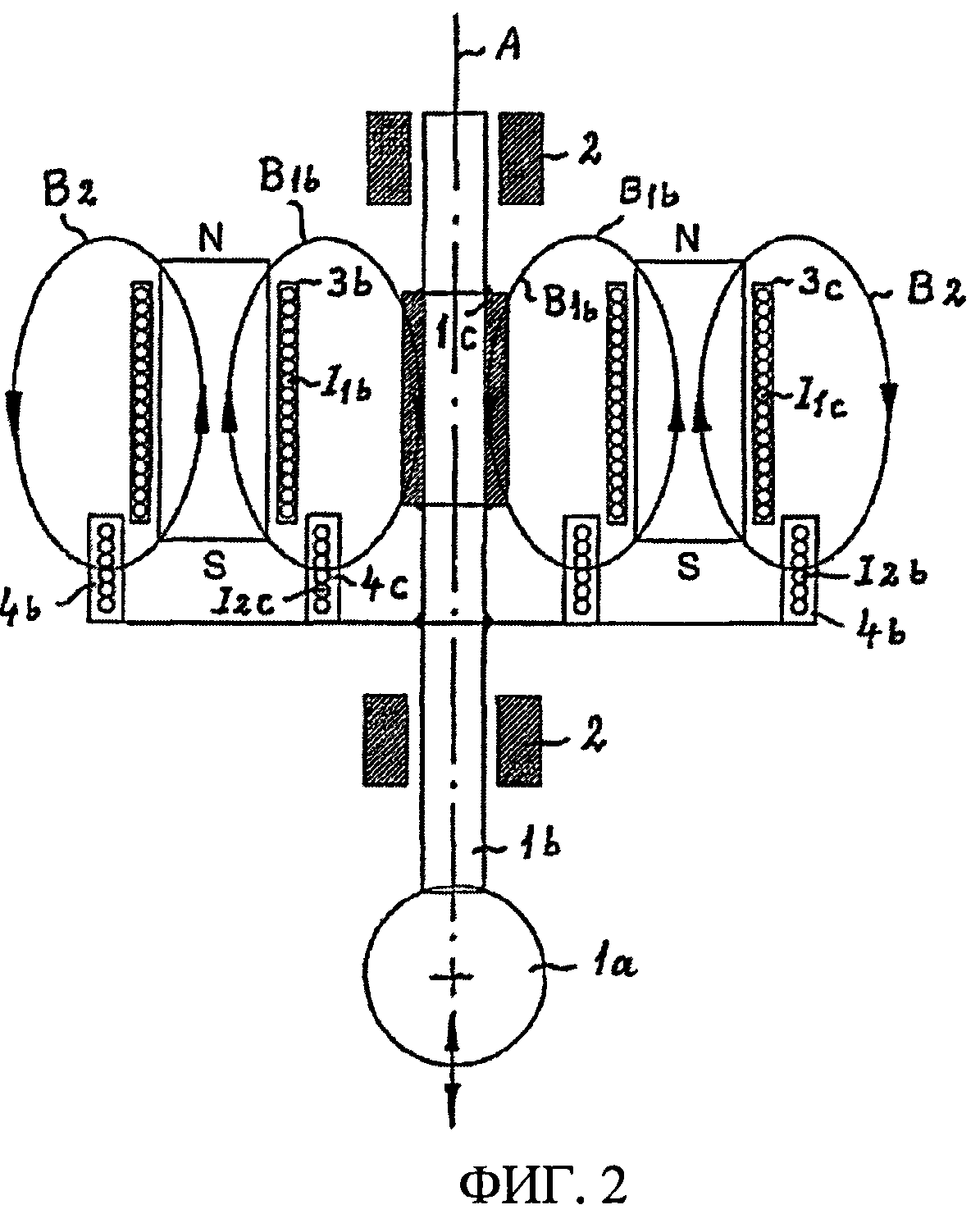
фиг.2 - поперечное сечение устройства в соответствии с настоящим изобретением с закрепленным на корпусе кольцевым постоянным магнитом или множеством небольших постоянных магнитов, либо с катушками кольцевой формы в качестве удерживающего магнита вокруг держателя магнитной головки, и с одной или двумя катушками возбуждения ударной головки, которая может перемещаться в осевом направлении.
Идентичные детали обозначаются одинаковыми позициями или одинаковыми буквами. Различные индексы обозначают различные участки, или различные примеры осуществления, или различные конструкции одной и той же части.
Согласно фиг.1 ударная головка (1a) прикреплена к легкому немагнитному держателю (1b) с возможностью замены. Держатель (1b) радиально монтируется в корпусе (2) таким образом, что он может совершать только осевые перемещения в направлении своей продольной оси (A). Корпус (2) закреплен посредством соответствующего приемного устройства в металлорежущем станке, например фрезерном, роботе или станке-гексаподе. Держатель (1b) ударной головки может быть полым, так что через его полую середину могут проходить кабели, измерительные головки или световые лучи. Ферромагнитное кольцо 1c, которое в магнитном поле (B1) принимает свое конкретное положение - положение покоя, соосно закреплено на держателе (1b).
Центрально расположенная катушка (3a), которая прикреплена к корпусу (2) и через которую протекает постоянный ток (I1a), расположена соосно вокруг кольца (1c) для создания магнитного поля (B1a). Катушка (3a) может состоять из одной катушки или из множества небольших катушек, которые в зависимости от потребности могут посредством электронной схемы включаться параллельно, последовательно или смешанно с целью изменения удерживающей силы и положения покоя ударной головки. Катушка (3a) может также быть сконструирована так, чтобы для изменения положения покоя ударной головки она могла перемещаться в осевом направлении механическим путем вручную или посредством электродвижущей силы, или электромагнитом.
На держателе ударной головки (1b) имеется вторая катушка (4a) такого типа, что ее проволочные обмотки располагаются перпендикулярно силовым линиям магнитного поля (B1a). Через катушку (4a) пропускается переменный ток (I2a) и/или импульсный ток с постоянной составляющей тока или без нее, с регулируемыми частотой и амплитудой. Это вызывает перемещение ударной головки вверх и вниз с заданной частотой и амплитудой. Частота ударов определяется частотой импульсов, а сила удара - амплитудой и шириной импульсов.
Механическая конструкция устройства на фиг.2, по существу, аналогична конструкции фиг.1, с той разницей, что магнитное поле (B1a) генерируется либо намагниченным в осевом направлении кольцевым постоянным магнитом (3), либо множеством небольших цилиндрических постоянных магнитов, которые расположены коаксиально вокруг кольца (1c) и которые могут также быть заменены одиночными катушками (3b, 3c, …). Такая конструкция кольцевого постоянного магнита, или постоянных магнитов, или катушек приводит к образованию двух кольцевых трубчатых потоков магнитной индукции, а именно внутреннего потока (B1b) магнитной индукции и внешнего потока (B2) магнитной индукции. В сочетании с кольцом (1с) внутренний поток (B1b) магнитной индукции обеспечивает возвращение ударной головки в положение покоя, в то время как катушка (4b), через которую проходит переменный или пульсирующий ток (I2b), располагается во внешнем потоке (B2) магнитной индукции и вызывает движение ударной головки вверх-вниз.
В такой схеме магнитных полей (B1b, B2) во внутреннем магнитном поле (B1b) может быть размещена дополнительная катушка (4c) возбуждения, находящаяся на держателе (1b) ударной головки. Однако ток (I2c) в ней направлен встречно относительно тока (I2b) в первой катушке возбуждения (4b), вследствие чего их магнитные поля имеют разные направления.
Отличительные особенности, раскрытые в вышеприведенном описании, в чертежах и в последующей формуле изобретения, могут быть существенными как по отдельности, так и в любом их сочетании для реализации настоящего изобретения. Все раскрытые отличительные особенности являются присущими настоящему изобретению.
Реферат
Изобретение относится к области поверхностного пластического деформирования, а именно к выглаживанию и упрочнению наклепом поверхности деталей. Деталь устанавливают на металлорежущий станок или робот. Используют ударную головку, удерживаемую в положении покоя без тока возбуждения I2 потоком магнитной индукции В1, и по меньшей мере одну катушку, расположенную внутри указанного потока магнитной индукции В1 или другого потока магнитной индукции В2. При этом переменный или пульсирующий ток I2 с регулируемой постоянной составляющей или без нее подают через обмотки по меньшей мере одной упомянутой катушки. Указанный ток I2 обеспечивает регулируемую частоту и амплитуду ударов ударной головки, так что расстояние перехода через нуль частоты ударов от поверхности заготовки является переменным. В результате обеспечивается возможность обработки трехмерных обрабатываемых поверхностей с учетом их геометрических данных и связанных с материалом технических данных, а также точность позиционирования ударной головки. 2 н. и 9 з.п. ф-лы, 2 ил.
Комментарии