Получение материала редкоземельного постоянного магнита - RU2367045C2
Код документа: RU2367045C2
Чертежи






Описание
Область техники
Данное изобретение относится к способу получения постоянного магнита системы R-Fe-B, в котором улучшают коэрцитивную силу формованного спеченного магнита, в то же время контролируя падение его остаточной намагниченности; и, более конкретно, к способу получения материала компактного или тонкого редкоземельного постоянного магнита с высокими рабочими характеристиками.
Уровень техники
Постоянные магниты системы Nd-Fe-B имеют растущий диапазон применений благодаря их превосходным магнитным свойствам. Так как при создании электронного оборудования со встроенными в него магнитами, включая связанное с компьютерами оборудование, приводы жестких дисков, CD плееры (устройства воспроизведения компакт-дисков), DVD плееры и мобильные телефоны, стремятся в настоящее время к снижению размера и массы, более высоким характеристикам и экономии энергии, существует потребность в улучшении рабочих характеристик магнитов на основе Nd-Fe-B, в частности - компактных или тонких спеченных магнитов на основе Nd-Fe-B.
Рабочие характеристики магнитов включают в себя остаточную намагниченность (или остаточную плотность магнитного потока, также называемую остаточной магнитной индукцией) и коэрцитивную силу. Повышение остаточной намагниченности спеченных магнитов на основе Nd-Fe-B может быть достигнуто путем повышения объемной доли соединения Nd2Fe14B и улучшения ориентации кристаллов. С этой целью был сделан ряд модификаций этого способа. В отношении увеличения коэрцитивной силы, среди различных подходов, включающих уменьшение размеров зерен, использование составов сплавов с увеличенными содержаниями Nd и добавление эффективных элементов, наиболее распространенным в настоящее время подходом является использование составов сплавов с Dy или Tb, замещающими часть Nd. Замена Nd на эти элементы в соединении Nd2Fe14B повышает и анизотропное магнитное поле, и коэрцитивную силу данного соединения. С другой стороны, замещение на Dy или Tb понижает магнитную поляризацию насыщения данного соединения. Поэтому, при условии, что для повышения коэрцитивной силы принимается вышеописанный подход, потеря остаточной намагниченности будет неизбежной.
В магнитах на основе Nd-Fe-B коэрцитивная сила задана величиной внешнего магнитного поля, которое создает зародыши обратных магнитных доменов на границах зерен. Образование зародышей обратных магнитных доменов в значительной степени определяется структурой границы зерен, так что любая неупорядоченность структуры зерен в непосредственной близости к границе стимулирует нарушение (разрушение) магнитной структуры, способствуя образованию обратных магнитных доменов. Общепринято считать, что магнитная структура, простирающаяся от границы зерен на глубину примерно 5 нм, способствует повышению коэрцитивной силы (см. непатентную ссылку 1). Авторы настоящего изобретения обнаружили, что путем концентрирования следов Dy или Tb только лишь поблизости от границ зерен для увеличения анизотропного магнитного поля только вблизи этих границ коэрцитивная сила может быть увеличена при одновременном подавлении значительного падения остаточной намагниченности (см. патентную ссылку 1). Впоследствии авторы настоящего изобретения создали способ изготовления, включающий в себя раздельное приготовление сплава состава соединения Nd2Fe14B и сплава, богатого Dy или Tb, их смешение и спекание полученной смеси (см. патентную ссылку 2). В этом способе богатый Dy или Tb сплав становится во время спекания жидкой фазой и распределяется таким образом, что окружает соединение Nd2Fe14B. Как следствие, замещение Nd на Dy или Tb происходит только поблизости от границ зерен этого соединения, в результате чего коэрцитивная сила может быть эффективно увеличена при одновременном подавлении значительного падения остаточной намагниченности.
Однако, поскольку эти два типа тонких порошков сплавов в смешанном состоянии спекают при столь высокой температуре, как температура от 1000 до 1100°С, имеется вероятность того, что в вышеописанном способе Dy или Tb диффундирует не только к границам, но также и внутрь зерен Nd2Fe14B. Изучение микроструктуры фактически изготовленного магнита показывает, что Dy или Tb продиффундировал на глубину примерно 1-2 мкм от границы в приграничный слой зерна, причем область диффузии достигает 60% или более при расчете ее как объемной доли. По мере того, как длина диффузии в зерно становится больше, концентрация Dy или Tb вблизи границ становится ниже. Для уверенного подавления избыточной диффузии в зерна может оказаться эффективным понижение температуры спекания, но эта мера не может быть практически приемлемой, так как она ослабляет уплотнение при спекании. Альтернативный способ спекания при более низких температурах при приложении механических напряжений посредством горячего пресса или т.п. делает возможным уплотнение, но вызывает проблему крайне низкой производительности.
С другой стороны, для небольших магнитов сообщалось, что коэрцитивная сила может быть увеличена с помощью нанесения Dy или Tb на поверхность магнита путем напыления и термической обработки магнита при температуре ниже температуры спекания, таким образом заставляя Dy или Tb диффундировать только к границам зерен (см. непатентные ссылки 2 и 3). Этот способ позволяет более эффективно концентрировать Dy или Tb на границе зерен и достичь повышения коэрцитивной силы без существенной потери остаточной намагниченности. По мере того, как магнит становится больше по удельной площади поверхности, т.е. тело магнита становится меньше, количество «впитанного» Dy или Tb становится больше, и это указывает на то, что данный способ применим только к компактным или тонким магнитам. Однако остается еще проблема низкой производительности, связанной с нанесением металлического покрытия напылением или т.п.
Патентная ссылка 1: JP-B 5-31807.
Патентная ссылка 2: JP-A 5-21218.
Непатентная ссылка 1: K.D.Durst and H.Kronmuller, "The Coercitive Field of Sintered and Melt-Spun NdFeB Magnets", Journal of Magnetism and Magnetic Materials, 68 (1987), 63-75.
Непатентная ссылка 2: K.T.Park, K.Hiraga and M.Sagawa, "Effect of Metal-Coating and Consecutive Heat Treatment on Coercitivity of Thin Nd-Fe-B Sintered Magnets", Proceedings of the Sixteen International Workshop on Rare-Earth Magnets and Their Applications, Sendai, p.257 (2000).
Непатентная ссылка 3: K.Machida, H.Kawasaki, M. Ito and T.Horikawa, "Grain Boundary Tailoring of Nd-Fe-B Sintered Magnets and Their Magnetic Properties", Proceedings of the 2004 Spring Meeting of the Powder Metallurgy Society, p.202.
Сущность изобретения
Проблемы, решаемые изобретением
Задача настоящего изобретения, которое создано для решения вышеупомянутых проблем, заключается в том, чтобы предложить способ получения спеченного магнита на основе R-Fe-B с высокой коэрцитивной силой при высокой производительности, в котором R представляет собой один или несколько элементов, выбранных из редкоземельных элементов, включая Y и Sc.
Средства решения этих проблем
Авторы настоящего изобретения обнаружили, что когда спеченный магнит на основе R1-Fe-B, обычно - спеченный магнит на основе Nd-Fe-B, нагревают с присутствующим на поверхности магнита порошком, содержащим одну или несколько составляющих, выбранных из оксида R2, фторида R3 и оксифторида R4, где каждый из R2, R3 и R4 является одним или несколькими элементами, выбранными из редкоземельных элементов, включая Y и Sc, то содержащиеся в порошке R2, R3 или R4 поглощаются (абсорбируются) в тело магнита, в результате чего коэрцитивная сила возрастает при значительном подавлении падения остаточной намагниченности. В частности, когда используют фторид R3 или оксифторид R4, R3 или R4 эффективно поглощаются в магнит вместе со фтором, давая в результате спеченный магнит, имеющий высокую остаточную намагниченность и высокую коэрцитивную силу. Настоящее изобретение основано на данном открытии.
В настоящем изобретении предлагается способ получения материала редкоземельного постоянного магнита, который охарактеризован ниже.
(Пункт 1 формулы изобретения)
Способ получения материала редкоземельного постоянного магнита, включающий в себя стадии:
размещения порошка, содержащего одну или несколько составляющих, выбранных из оксида R2, фторида R3 и оксифторида R4, где каждый из R2, R3 и R4 является одним или несколькими элементами, выбранными из редкоземельных элементов, включая Y и Sc, на формованный спеченный магнит состава R1-Fe-B, где R1 является одним или несколькими элементами, выбранными из редкоземельных элементов, включая Y и Sc, и
термической обработки формованного магнита и порошка при температуре, равной или более низкой, чем температура спекания магнита, в вакууме или в инертном газе.
(Пункт 2 формулы изобретения)
Способ получения материала редкоземельного постоянного магнита по пункту 1, в котором подвергаемый термообработке формованный спеченный магнит имеет форму с размером до 100 мм вдоль его максимальной стороны и с размером до 10 мм в направлении магнитной анизотропии.
(Пункт 3 формулы изобретения)
Способ получения материала редкоземельного постоянного магнита по пункту 2, в котором подвергаемый термообработке формованный спеченный магнит имеет форму с размером до 20 мм вдоль его максимальной стороны и с размером до 2 мм в направлении магнитной анизотропии.
(Пункт 4 формулы изобретения)
Способ получения материала редкоземельного постоянного магнита по пункту 1, 2 или 3, в котором порошок, содержащий одну или несколько составляющих, выбранных из оксида R2, фторида R3 и оксифторида R4, присутствует в окружающем магнит пространстве в пределах расстояния в 1 мм от поверхности формованного магнита и со средним коэффициентом заполнения по меньшей мере 10%.
(Пункт 5 формулы изобретения)
Способ получения материала редкоземельного постоянного магнита по любому из пунктов 1-4, в котором порошок, содержащий одну или несколько составляющих, выбранных из оксида R2, фторида R3 и оксифторида R4, имеет средний размер частиц до 100 мкм.
(Пункт 6 формулы изобретения)
Способ получения материала редкоземельного постоянного магнита по любому из пунктов 1-5, в котором в упомянутых одной или нескольких составляющих, выбранных из оксида R2, фторида R3 и оксифторида R4, где каждый из R2, R3 и R4 является одним или несколькими элементами, выбранными из редкоземельных элементов, включая Y и Sc, R2, R3 или R4, содержит по меньшей мере 10 атом.% Dy и/или Tb.
(Пункт 7 формулы изобретения)
Способ получения материала редкоземельного постоянного магнита по любому из пунктов 1-6, в котором используют порошок, содержащий фторид R3 и/или оксифторид R4, посредством чего в формованный магнит вместе с R3 и/или R4 поглощается фтор.
(Пункт 8 формулы изобретения)
Способ получения материала редкоземельного постоянного магнита по пункту 7, в котором в порошке, содержащем фторид R3 и/или оксифторид R4, R3 и/или R4 содержит по меньшей мере 10 атом.% Dy и/или Tb, и суммарная концентрация Nd и Pr в R3 и/или R4 ниже, чем суммарная концентрация Nd и Pr в R1.
(Пункт 9 формулы изобретения)
Способ получения материала редкоземельного постоянного магнита по пункту 7 или 8, в котором в порошке, содержащем фторид R3 и/или оксифторид R4, эти фторид R3 и оксифторид R4 содержатся в суммарном количестве по меньшей мере 10% по массе, причем остальное составляют одна или несколько составляющих, выбранных из карбида, нитрида, оксида, гидроксида и гидрида R5, где R5 является одним или несколькими элементами, выбранными из редкоземельных элементов, включая Y и Sc.
(Пункт 10 формулы изобретения)
Способ получения материала редкоземельного постоянного магнита по любому из пунктов 1-9, дополнительно включающий в себя, после термической обработки, проведение обработки старением при более низкой температуре, чем температура термической обработки.
(Пункт 11 формулы изобретения)
Способ получения материала редкоземельного постоянного магнита по любому из пунктов 1-10, в котором упомянутый порошок, содержащий одну или несколько составляющих, выбранных из оксида R2, фторида R3 и оксифторида R4, где каждый из R2, R3 и R4 является одним или несколькими элементами, выбранными из редкоземельных элементов, включая Y и Sc, и имеющий средний размер частиц до 100 мкм, размещают на поверхности формованного магнита в виде его взвеси, диспергированной в водном или органическом растворителе.
(Пункт 12 формулы изобретения)
Способ получения материала редкоземельного постоянного магнита по любому из пунктов 1-11, в котором формованный спеченный магнит очищают по меньшей мере одним средством из щелочей, кислот и органических растворителей, размещают на поверхности формованного магнита упомянутый порошок, а затем проводят термическую обработку.
(Пункт 13 формулы изобретения)
Способ получения материала редкоземельного постоянного магнита по любому из пунктов 1-11, в котором удаляют поверхностный слой формованного спеченного магнита с помощью дробеструйной обработки, размещают на поверхности формованного магнита упомянутый порошок, а затем проводят термическую обработку.
(Пункт 14 формулы изобретения)
Способ получения материала редкоземельного постоянного магнита по любому из пунктов 1-13, в котором в качестве конечной обработки после термической обработки осуществляют очистку по меньшей мере одним средством из щелочей, кислот и органических растворителей, шлифование или нанесение покрытия, или окраску.
Преимущества изобретения
Настоящее изобретение гарантирует, что постоянный магнит с высокими рабочими характеристиками, в частности - компактный или тонкий постоянный магнит, имеющий высокую остаточную намагниченность и высокую коэрцитивную силу, изготавливается с высокой производительностью.
Краткое описание чертежей
Фиг.1 представляет собой график, показывающий кривую размагничивания (кривая Н1) формованного магнита М1, который получен по изобретению, и кривую размагничивания (кривая К1) формованного магнита Р1, который получен только путем механической обработки и термической обработки.
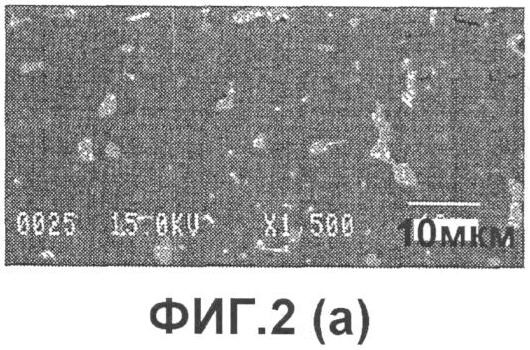
Фиг.2 включает в себя (a) изображение в отраженных электронах при наблюдении в сканирующем электронном микроскопе (SEM), (b) изображение распределения Dy, (c) изображение распределения Nd, (d) изображение распределения F и (e) изображение распределения O согласно электронно-зондовому микроанализу (EPMA) формованного магнита М1, который получен по изобретению.
Фиг.3 представляет собой график, показывающий кривую размагничивания (кривую Н2) формованного магнита М5, который получен по изобретению, и кривую размагничивания (кривая К2) формованного магнита Р4, который получен только путем механической обработки и термической обработки.
Наилучшие варианты осуществления изобретения
Теперь изобретение будет описано более подробно.
Изобретение относится к способу получения материала спеченного магнита на основе R-Fe-B, имеющего высокие остаточную намагниченность и коэрцитивную силу.
В предложенном способе получения материала редкоземельного постоянного магнита на поверхности формованного спеченного магнита, состоящего из композиции R1-Fe-B, размещают оксид, фторид или оксифторид редкоземельного элемента для проведения термической обработки.
Формованный спеченный магнит на основе R-Fe-B может быть получен из исходного («маточного») сплава обычным путем грубого измельчения (превращения в крупный порошок), тонкого измельчения, прессования и спекания.
Как использовано здесь, каждый из R и R1 выбирают из редкоземельных элементов, включая Y и Sc. R преимущественно используют в полученном формованном магните, а R1 преимущественно используют в исходном материале.
Исходный сплав содержит R1, Fe и B. R1 представляет один или несколько элементов, выбранных из редкоземельных элементов, включая Y и Sc, примеры которых включают Y, Sc, La, Ce, Pr, Nd, Sm, Eu, Gd, Tb, Dy, Ho, Er, Yb и Lu. Предпочтительно, R1 главным образом состоит из Nd, Pr и Dy. Редкоземельные элементы, включая Y и Sc, должны предпочтительно составлять от 10 до 15 атом.%, в частности - от 12 до 15 атом.%, от всего сплава. Более предпочтительно, R1 должен содержать либо один, либо оба из Nd и Pr в количестве по меньшей мере 10 атом.%, в частности - по меньшей мере 50 атом.%. Бор предпочтительно должен составлять от 3 до 15 атом.%, в частности - от 4 до 8 атом.%, от всего сплава. Сплав может дополнительно содержать от 0 до 11 атом.%, в частности - от 0,1 до 5 атом.%, одного или нескольких элементов, выбранных из Al, Cu, Zn, In, Si, P, S, Ti, V, Cr, Mn, Ni, Ga, Ge, Zr, Nb, Mo, Pd, Ag, Cd, Sn, Sb, Hf, Ta и W. Остальное до 100% состоит из Fe и случайных примесей, таких как C, N и O. Железо предпочтительно составляет по меньшей мере 50 атом.%, в частности - по меньшей мере 65 атом.%, от всего сплава. Является приемлемым, если Co замещает часть Fe, например, от 0 до 40 атом.%, в частности - от 0 до 15 атом.% Fe.
Исходный сплав получают путем плавления исходных металлов или сплавов в вакууме или в инертном газе, предпочтительно - в атмосфере Ar, а затем разливки в плоскую литейную форму или литейную форму в виде «книжки», или разливки в виде ленточного литья. Применим также альтернативный способ, называемый «способом двух сплавов», при котором сплав, состав которого приближается к соединению R2Fe14B, т.е. первичной фазе предложенного сплава, и богатый компонентом R сплав, служащий в качестве спекающей жидкофазной добавки при температуре спекания, готовят по отдельности, размалывают, навешивают и смешивают вместе. Следует отметить, что поскольку в том сплаве, состав которого приближается к составу первичной фазы, имеется вероятность наличия остаточного α-Fe в зависимости от скорости охлаждения во время литья или от состава сплава, его подвергают гомогенизирующей обработке, если это желательно, с целью повышения количества фазы соединения R2Fe14B. Гомогенизация достижима путем термической обработки в вакууме или в атмосфере Ar при температуре от 700 до 1200°С в течение по меньшей мере 1 часа. В случае богатого компонентом R сплава, служащего в качестве спекающей жидкофазной добавки, применим не только описанный выше способ литья, но и так называемый «способ закалки расплава» (от англ. «melt quenching method») или «способ ленточного литья» (от англ. «strip casting method»).
Далее, на стадии измельчения, которая будет описана ниже, с порошком сплава может быть смешана по меньшей мере одна составляющая, выбранная из карбида, нитрида, оксида и гидроксида R1, или их смесь или композит, в количестве от 0,005 до 5% по массе.
Сплав обычно подвергают грубому измельчению до размера от 0,05 до 3 мм, в частности - от 0,05 до 1,5 мм. На стадии грубого измельчения используют мельницу Брауна или измельчение с гидрированием (наводороживанием), причем измельчение с гидрированием является предпочтительным для сплава, полученного путем ленточного литья. Грубый порошок затем подвергают тонкому измельчению до размера от 0,2 до 30 мкм, в частности - от 0,5 до 20 мкм, например, в струйной мельнице с использованием азота высокого давления.
Тонкий порошок прессуют в магнитном поле с помощью машины компрессионного формования и вводят в печь для спекания. Спекание проводят в вакууме или в атмосфере инертного газа, обычно - при температуре от 900 до 1250°С, предпочтительно - от 1000 до 1100°С.
Полученный таким образом спеченный магнит содержит от 60 до 99% по объему, предпочтительно - от 80 до 98% по объему, тетрагонального соединения R2Fe14B в качестве первичной фазы, причем остальное составляют от 0,5 до 20% по объему богатой компонентом R фазы, от 0 до 10% по объему богатой бором (В) фазы и по меньшей мере один из карбидов, нитридов, оксидов и гидроксидов, происходящих от случайных примесей или добавок, или их смесь или композит.
Спеченный блок (заготовку) подвергают механической обработке на станке до предварительно выбранной формы. Его размер не ограничен. При практической реализации изобретения форма должна предпочтительно быть такой, чтобы иметь размер до 100 мм, предпочтительно - до 50 мм, в частности - до 20 мм, вдоль его максимальной стороны и размер до 10 мм, предпочтительно - до 5 мм, в частности - до 2 мм, в направлении магнитной анизотропии по той причине, что количество R2, R3 или R4, поглощенных в формованный магнит из размещенного на поверхности магнита порошка, содержащего одну или несколько составляющих, выбранных из оксида R2, фторида R3 и оксифторида R4, становится больше по мере увеличения удельной площади поверхности формованного магнита, т.е. по мере того, как его размеры становятся меньше. Более предпочтительно, размер в направлении магнитной анизотропии должен быть до 10 мм, предпочтительно - до 5 мм, в частности - до 1 мм.
Форма может быть такой, чтобы иметь размер в по меньшей мере 0,1 мм вдоль ее максимальной стороны и размер по меньшей мере 0,05 мм в направлении магнитной анизотропии, хотя изобретение этим не ограничивается.
Размещаемым на поверхности сформованного механической обработкой магнита является порошок, содержащий одну или несколько составляющих, выбранных из оксида R2, фторида R3 и оксифторида R4. Следует отметить, что каждый из R2, R3 и R4 представляет собой один или несколько элементов, выбранных из редкоземельных элементов, включая Y и Sc, и предпочтительно содержит по меньшей мере 10 атом.%, более предпочтительно - по меньшей мере 20 атом.%, наиболее предпочтительно - по меньшей мере 40 атом.%, Dy или Tb.
В этом случае с точки зрения задачи настоящего изобретения является предпочтительным, чтобы в порошке, содержащем фторид R3 и/или оксифторид R4, R3 и/или R4 содержал по меньшей мере 10 атом.% Dy и/или Tb, и суммарная концентрация Nd и Pr в R3 и/или R4 была ниже, чем суммарная концентрация Nd и Pr в R1.
По причине того, что по мере повышения коэффициента заполнения порошком окружающего поверхность магнита пространства поглощается большее количество R2, R3 и R4, коэффициент заполнения должен составлять по меньшей мере 10% по объему, предпочтительно - по меньшей мере 40% по объему, при расчете на среднюю величину в окружающем магнит пространстве на расстоянии 1 мм от поверхности магнита для того, чтобы изобретение достигло своего результата.
Одним из приводимых в качестве примера методов размещения или нанесения порошка является диспергирование тонкого порошка, содержащего одну или несколько составляющих, выбранных из оксида R2, фторида R3 и оксифторида R4, в воде или органическом растворителе с образованием взвеси (суспензии), погружение формованного магнита в эту взвесь и сушка в горячем воздухе или в вакууме, или сушка в окружающем воздухе. Альтернативно, порошок может быть нанесен методом нанесения покрытия распылением или т.п. Любой такой метод характеризуется простотой применения и массовостью обработки.
Размер частиц тонкого порошка влияет на реакционную способность при поглощении компонента R2, R3 или R4 в магнит. Более мелкие частицы обеспечивают большую площадь контакта, которая принимает участие в реакции. Для того, чтобы изобретение достигло своего результата, размещенный вокруг магнита порошок должен желательным образом иметь средний размер частиц до 100 мкм, предпочтительно - до 10 мкм. Хотя нижний предел этого размера не ограничен, он предпочтительно составляет по меньшей мере 1 нм. Следует отметить, что средний размер частиц определяется как средневзвешенный диаметр D50 (диаметр частиц при 50% по массе кумулятивной кривой, или медианный диаметр) после измерения распределения частиц по размерам с помощью дифрактометрии лазерного излучения.
Использованные здесь оксид R2, фторид R3 и оксифторид R4 обычно представляют собой соответственно R22O3, R3F3 и R4OF, хотя в общем случае они относятся к оксидам, содержащим R2 и кислород, фторидам, содержащим R3 и фтор, и оксифторидам, содержащим R4, кислород и фтор, дополнительно включая R2On, R3Fn и R4OmFn, где n и m являются произвольными положительными числами, и их модифицированные формы, в которых часть R2, R3 или R4 замещена или стабилизирована другим металлическим элементом, при условии, что они могут обеспечивать преимущества настоящего изобретения.
Порошок, размещаемый на поверхности магнита, содержит оксид R2, фторид R3, оксифторид R4 или их смесь и может дополнительно содержать по меньшей мере одну составляющую, выбранную из карбида, нитрида, гидроксида и гидрида R5, или их смеси или композита, где R5 представляет собой один или несколько элементов, выбранных из редкоземельных элементов, включая Y и Sc. В случае использования фторида R3 и/или оксифторида R4, в порошке может дополнительно содержаться оксид R5. Кроме того, порошок может содержать тонкий порошок бора, нитрида бора, кремния, углерода или т.п., или органическое соединение, такое как стеариновая кислота, для того, чтобы ускорить диспергирование или химическую/физическую адсорбцию порошка. Для того, чтобы изобретение эффективно достигало своего результата, порошок должен содержать по меньшей мере 10% по массе, предпочтительно - по меньшей мере 20% по массе, оксида R2, фторида R3, оксифторида R4 или их смеси. Рекомендуется, чтобы оксид R2, фторид R3 или оксифторид R4 в качестве главного компонента составлял по меньшей мере 50% по массе, более предпочтительно - по меньшей мере 70% по массе, а еще более предпочтительно - по меньшей мере 90% по массе, в расчете на весь порошок.
После того, как порошок, содержащий оксид R2, фторид R3, оксифторид R4 или их смесь, размещен на поверхности магнита, магнит и порошок подвергают термической обработке в вакууме или в атмосфере инертного газа, такого как аргон (Ar) или гелий (He). Такую обработку называют здесь далее «обработкой поглощением». Температура обработки поглощением равна или ниже температуры спекания формованного магнита. Температура обработки ограничивается по следующим соображениям.
Если обработку проводят при температуре выше температуры спекания (обозначенной Ts в °С) соответствующего спеченного магнита, то возникают проблемы, подобные следующим: (1) спеченный магнит меняет свою структуру и не может обеспечить превосходные магнитные свойства; (2) спеченный магнит не может сохранить свои размеры, приданные при механической обработке, из-за термической деформации; и (3) диффундирующий R может диффундировать внутрь зерен магнита за пределы межзеренных границ в магните, что приводит в результате к пониженной остаточной намагниченности. Таким образом, температура обработки поглощением должна быть равна или ниже температуры спекания, а предпочтительно - равна или ниже (Ts-10)°С. Нижним пределом температуры, который может быть выбран в качестве подходящего, обычно является по меньшей мере 350°С. Продолжительность обработки поглощением составляет от 1 минуты до 100 часов. Обработка поглощением не завершается в пределах меньше 1 минуты, тогда как больше чем 100 часов обработки порождают проблемы, заключающиеся в том, что спеченный магнит изменяет свою структуру, а неизбежные окисление и испарение компонентов вредно влияют на магнитные свойства. Более предпочтительным является время от 5 минут до 8 часов, в частности - от 10 минут до 6 часов.
Посредством описанной выше обработки поглощением R2, R3 или R4, которые содержались в порошке, размещенном на поверхности магнита, переносятся и концентрируются внутри магнита в располагаемом на границах зерен богатом редкоземельными элементами фазовом компоненте, где R2, R3 или R4 замещают вблизи поверхностного слоя зерна первичной фазы R2Fe14B. В случае, если порошок содержит фторид R3 или оксифторид R4, часть содержащегося в этом порошке фтора поглощается в магнит вместе с R3 или R4, существенно способствуя доставке R3 или R4 из порошка и диффузии R3 или R4 по границам зерен в магните.
Редкоземельный элемент, содержащийся в оксиде R2, фториде R3 или оксифториде
R4, является одним или несколькими элементами, выбранными из редкоземельных элементов, включая Y и Sc. Поскольку элементами, которые наиболее эффективны с точки зрения улучшения магнитной анизотропии кристаллов при их концентрировании на поверхностном слое, являются диспрозий и тербий, является предпочтительным, чтобы Dy и Tb содержались в порошке в суммарном количестве по меньшей мере 10 атом.% в расчете на редкоземельные элементы, причем суммарное количество в по меньшей мере 20 атом.% является более предпочтительным. Предпочтительно также, чтобы суммарная концентрация Nd и Pr в R2, R3 и R4 была ниже, чем суммарная концентрация Nd и Pr в R1.
В результате обработки поглощением коэрцитивная сила спеченного магнита на основе R-Fe-B эффективно увеличивается без сопутствующей существенной потери остаточной намагниченности.
Обработка поглощением может быть проведена, например, путем погружения формованного спеченного магнита во взвесь, полученную диспергированием указанного порошка в воде или органическом растворителе, для размещения и распределения порошка на поверхности формованного спеченного магнита и последующего проведения термической обработки. При обработке поглощением магниты покрывают порошком таким образом, что магниты выдерживают отделенными друг от друга, предотвращая их слипание (частичное сплавление) друг с другом после обработки поглощением, хотя и при высокой температуре. В дополнение, порошок не связывается с магнитами после термической обработки. Это позволяет помещать в контейнер некоторое количество магнитов для проведения в нем термической обработки, что указывает на то, что способ получения по изобретению улучшен также по производительности.
Предпочтительно также, чтобы за обработкой поглощением следовала обработка старением. Обработка старением желательна при температуре, которая ниже температуры обработки поглощением, предпочтительно - от 200°С до температуры ниже температуры обработки поглощением на 10°С, а более предпочтительно - от 350°С до температуры ниже температуры обработки поглощением на 10°С. Атмосферой предпочтительно является вакуум или инертный газ, такой как Ar или He. Время обработки старением составляет от 1 минуты до 10 часов, предпочтительно - от 10 минут до 5 часов, а более предпочтительно - от 30 минут до 2 часов.
В случае механической обработки формованного спеченного магнита перед размещением на нем порошка замечено, что если охладитель (смазочно-охлаждающая жидкость), использованный в обрабатывающем инструменте, является водным или если обрабатываемая поверхность подвергается воздействию высокой температуры во время механической обработки, то имеется вероятность образования на обработанной поверхности оксидной пленки, которая может ингибировать реакцию поглощения компонентов R2, R3 или R4 из порошка в тело магнита. В таком случае оксидную пленку удаляют путем очистки по меньшей мере одним средством из щелочей, кислот и органических растворителей или с помощью дробеструйной обработки перед тем, как проводят должную обработку поглощением.
Примеры используемых в изобретении щелочей включают в себя пирофосфат калия, пирофосфат натрия, цитрат калия, цитрат натрия, ацетат калия, ацетат натрия, оксалат калия, оксалат натрия и т.д. Примеры используемых в изобретении кислот включают в себя хлористоводородную (соляную) кислоту, азотную кислоту, серную кислоту, уксусную кислоту, лимонную кислоту, винную кислоту и т.д. Примеры используемых в изобретении органических растворителей включают в себя ацетон, метанол, этанол, изопропиловый спирт и т.д. В изобретении щелочь или кислота может быть использована в виде водного раствора, имеющего приемлемую концентрацию для того, чтобы не разъедать формованный магнит.
Кроме того, перед размещением порошка может быть удален поверхностный слой формованного спеченного магнита с помощью дробеструйной обработки.
Магнит, который был подвергнут обработке поглощением и, необязательно, последующей обработке старением, может быть снова очищен по меньшей мере одним средством из щелочей, кислот и органических растворителей или обработан механически до целесообразной на практике формы. Кроме того, способ, включающий в себя обработку поглощением, обработку старением и очистку или механическую обработку, может дополнительно включать в себя последующую плакировку или окраску.
Полученный таким образом материал постоянного магнита находит применение в качестве компактного или тонкого постоянного магнита с высокими рабочими характеристиками, имеющего повышенную коэрцитивную силу.
Примеры
Примеры приведены ниже для иллюстрации настоящего изобретения, но объем изобретения не ограничен ими. В примерах коэффициент заполнения оксидом диспрозия или фторидом диспрозия окружающего поверхность магнита пространства рассчитывали исходя из увеличения массы магнита после обработки порошком и истинной плотности материала порошка.
Пример 1 и сравнительные примеры 1-2
Тонкую пластину из сплава готовили так называемым методом ленточного литья, а именно путем навешивания заданных количеств металлов Nd, Co, Al и Fe с чистотой по меньшей мере 99% по массе и ферробора, их индукционного нагрева в атмосфере аргона до плавления и разливки расплава сплава на медный одинарный валок в атмосфере аргона. Полученный в результате сплав имел следующий состав: 13,5 атом.% Nd, 1,0 атом.% Co, 0,5 атом.% Al, 5,8 атом.% B, а остальное - Fe, и был обозначен как сплав А. Сплав А гидрировали и затем нагревали до 500°С для частичного дегидрирования при откачке до вакуума. С помощью этого так называемого измельчения с гидрированием сплав превращали в крупный порошок, имеющий размер до 30 меш. Другой сплав готовили путем навешивания заданных количеств металлов Nd, Tb, Fe, Co, Al и Cu с чистотой по меньшей мере 99% по массе и ферробора, их индукционного нагрева в атмосфере аргона до плавления и разливки. Полученный в результате сплав имел следующий состав: 20 атом.% Nd, 10 атом.% Tb, 24 атом.% Fe, 6 атом.% B, 1 атом.% Al, 2 атом.% Cu, а остальное - Co, и был обозначен как сплав В. Используя мельницу Брауна в атмосфере азота, сплав В грубо измельчали до размера до 30 меш.
После этого порошок сплава А и порошок сплава В навешивали в количествах соответственно 90% и 10% по массе и смешивали вместе в V-образном смесителе, который был продут азотом. Смешанный порошок тонко измельчали на струйной мельнице, используя газообразный азот высокого давления, до массового медианного диаметра частиц 4 мкм. Смешанный тонкий порошок прессовали в атмосфере азота под давлением примерно 1 т/см2при одновременной ориентации в магнитном поле 15 кЭ. Затем прессовку помещали в печь для спекания в атмосфере аргона, где ее спекали при 1060°С в течение 2 часов, получая магнитный блок с размерами 10 мм × 20 мм × 15 мм (толстый). Используя алмазный резец, магнитный блок подвергали механической обработке по всем поверхностям до 4 мм × 4 мм × 0,5 мм (направление магнитной анизотропии).
Подвергнутый механической обработке формованный магнит очищали щелочным раствором, очищали кислотами и сушили. До и после каждой стадии очистки были включены стадии промывки дистиллированной водой.
После этого фторид диспрозия, имевший средний размер частиц 5 мкм, смешивали с этанолом при массовой доле 50% с получением взвеси, в которую погружали формованный магнит на 1 минуту при приложении ультразвуковых колебаний. Формованный магнит извлекали и немедленно сушили горячим воздухом. В этот момент коэффициент заполнения фторидом диспрозия окружающего поверхность магнита пространства составлял 45%. Формованный магнит подвергали обработке поглощением в атмосфере аргона при 900°С в течение одного часа, затем обработке старением при 500°С в течение одного часа и закалке, получая формованный магнит, обозначенный как М1. В целях сравнения готовили формованный магнит, обозначенный как Р1, подвергая его только термической обработке.
Кривые размагничивания формованных магнитов М1 и Р1 представлены на фиг.1 соответственно в виде кривых Н1 и К1, и их магнитные свойства показаны в таблице 1. Было найдено, что магнит по изобретению обеспечивает повышение коэрцитивной силы в 500 кА·м-1 по сравнению с коэрцитивной силой магнита Р1, который не был подвергнут обработке поглощением диспрозия. Падение остаточной намагниченности составило 5 мТл.
В целях сравнения был приготовлен магнит с использованием состава сплава, в котором часть Nd в сплаве А была замещена на Dy. Этот магнит был рассчитан так, чтобы достичь повышения коэрцитивной силы в 500 кА·м-1, но его остаточная намагниченность упала на 50 мТл. Магнитные свойства этого формованного магнита Р2 также показаны в таблице 1.
Фиг.2 иллюстрирует картину в отраженных электронах при наблюдении в SEM и изображения распределения Dy, Nd, F и O в формованном магните М1 согласно EPMA. Поскольку магнит перед обработкой не содержал Dy и F, присутствие Dy и F на фиг.2 приписывается обработке поглощением по изобретению. Поглощенный диспрозий концентрируется только поблизости от границ зерен, при этом фтор (F) также присутствует на границах зерен и связан с оксидами, которые содержались как случайные примеси внутри магнита до обработки, образуя оксифториды. Такое распределение Dy дает возможность повысить коэрцитивную силу, в то же время минимизируя падение остаточной намагниченности.
Пример 2
По такой же методике, как в примере 1, готовили формованный магнит размерами 20 мм × 30 мм × 3 мм.
Оксифторид диспрозия, имевший средний размер частиц 10 мкм, смешивали с этанолом при массовой доле 50% с получением взвеси, в которую погружали формованный магнит на 1 минуту при приложении ультразвуковых колебаний. Формованный магнит извлекали и немедленно сушили горячим воздухом. В этот момент коэффициент заполнения оксифторидом диспрозия окружающего поверхность магнита пространства составлял 45%. Формованный магнит подвергали обработке поглощением в атмосфере аргона при 900°С в течение одного часа, затем обработке старением при 500°С в течение одного часа и закалке, получая формованный магнит, обозначенный как М2.
Магнитные свойства формованного магнита М2 также показаны в таблице 1. Было найдено, что магнит по изобретению обеспечивает повышение коэрцитивной силы в 470 кА·м-1 по сравнению с коэрцитивной силой магнита Р1, который не был подвергнут обработке поглощением диспрозия. Падение остаточной намагниченности составило 3 мТл.
Пример 3
По такой же методике, как в примере 1, готовили формованный магнит размерами 10 мм × 20 мм × 1,5 мм.
Фторид тербия, имевший средний размер частиц 5 мкм, смешивали с этанолом при массовой доле 50% с получением взвеси, в которую погружали формованный магнит на 1 минуту при приложении ультразвуковых колебаний. Формованный магнит извлекали и немедленно сушили горячим воздухом. В этот момент коэффициент заполнения фторидом тербия окружающего поверхность магнита пространства составлял 45%. Формованный магнит подвергали обработке поглощением в атмосфере аргона при 900°С в течение одного часа, затем обработке старением при 500°С в течение одного часа и закалке, получая формованный магнит, обозначенный как М3.
Магнитные свойства формованного магнита М3 также показаны в таблице 1. Было найдено, что магнит по изобретению обеспечивает повышение коэрцитивной силы в 800 кА·м-1 по сравнению с коэрцитивной силой магнита Р1, который не был подвергнут обработке поглощением тербия. Падение остаточной намагниченности составило 5 мТл.
Пример 4 и сравнительный пример 3
Тонкую пластину из сплава готовили так называемым методом ленточного литья, а именно путем навешивания заданных количеств металлов Nd, Co, Al, Fe и Cu с чистотой по меньшей мере 99% по массе и ферробора, их индукционного нагрева в атмосфере аргона до плавления и разливки расплава сплава на медный одинарный валок в атмосфере аргона. Полученный в результате сплав имел следующий состав: 13,5 атом.% Nd, 1,0 атом.% Co, 0,5 атом.% Al, 0,2 атом.% Cu, 5,9 атом.% B, а остальное - Fe. Сплав гидрировали и затем нагревали до 500°С для частичного дегидрирования при откачке до вакуума. С помощью этого так называемого измельчения с гидрированием сплав превращали в крупный порошок, имеющий размер частиц до 30 меш.
В струйной мельнице, используя газообразный азот высокого давления, этот крупный порошок тонко измельчали до массового медианного диаметра частиц 4 мкм. Полученный тонкий порошок прессовали в атмосфере азота под давлением примерно 1 т/см2при одновременной ориентации в магнитном поле 15 кЭ. Затем прессовку помещали в печь для спекания в атмосфере аргона, где ее спекали при 1060°С в течение 2 часов, получая магнитный блок с размерами 10 мм × 20 мм × 15 мм (толстый). Используя алмазный резец, этот магнитный блок подвергали механической обработке по всем поверхностям до 20 мм × 4 мм × 1 мм.
Подвергнутый механической обработке формованный магнит очищали щелочным раствором, очищали кислотами и сушили. До и после каждой стадии очистки были включены стадии промывки дистиллированной водой.
После этого фторид тербия, имевший средний размер частиц 5 мкм, смешивали с этанолом при массовой доле 50% с получением взвеси, в которую погружали формованный магнит на 1 минуту при приложении ультразвуковых колебаний. Формованный магнит извлекали и немедленно сушили горячим воздухом. В этот момент коэффициент заполнения фторидом тербия окружающего поверхность магнита пространства составлял 45%. Формованный магнит подвергали обработке поглощением в атмосфере аргона при 900°С в течение одного часа, затем обработке старением при 500°С в течение одного часа и закалке, получая формованный магнит, обозначенный как М4. В целях сравнения готовили формованный магнит, обозначенный как Р3, подвергая его только термической обработке.
Магнитные свойства формованных магнитов М4 и Р3 также показаны в таблице 1. Было найдено, что магнит по изобретению обеспечивает повышение коэрцитивной силы в 800 кА·м-1 по сравнению с коэрцитивной силой магнита Р3, который не был подвергнут обработке поглощением тербия. Падение остаточной намагниченности составило 5 мТл.
Пример 5 и сравнительные примеры 4-5
Тонкую пластину из сплава готовили так называемым методом ленточного литья, а именно путем навешивания заданных количеств металлов Nd, Co, Al и Fe с чистотой по меньшей мере 99% по массе и ферробора, их индукционного нагрева в атмосфере аргона до плавления и разливки расплава сплава на медный одинарный валок в атмосфере аргона. Полученный в результате сплав имел следующий состав: 13,5 атом.% Nd, 1,0 атом.% Co, 0,5 атом.% Al, 5,8 атом.% B, а остальное - Fe, и был обозначен как сплав С. Сплав С гидрировали и затем нагревали до 500°С для частичного дегидрирования при откачке до вакуума. С помощью этого так называемого измельчения с гидрированием сплав превращали в крупный порошок, имеющий размер частиц до 30 меш. Другой сплав готовили путем навешивания заданных количеств металлов Nd, Tb, Fe, Co, Al и Cu с чистотой по меньшей мере 99% по массе и ферробора, их индукционного нагрева в атмосфере аргона до плавления и разливки. Полученный в результате сплав имел следующий состав: 20 атом.% Nd, 10 атом.% Tb, 24 атом.% Fe, 6 атом.% B, 1 атом.% Al, 2 атом.% Cu, а остальное - Co, и был обозначен как сплав D. Используя мельницу Брауна в атмосфере азота, сплав D грубо измельчали до размера частиц до 30 меш.
После этого порошок сплава C и порошок сплава D навешивали в количествах соответственно 90% и 10% по массе и смешивали в V-образном смесителе, который был продут азотом. Смешанный порошок тонко измельчали в струйной мельнице, используя газообразный азот высокого давления, до массового медианного диаметра частиц 4 мкм. Смешанный тонкий порошок прессовали в атмосфере азота под давлением примерно 1 т/см2при одновременной ориентации в магнитном поле 15 кЭ. Затем прессовку помещали в печь для спекания в атмосфере аргона, где ее спекали при 1060°С в течение 2 часов, получая магнитный блок с размерами 10 мм × 20 мм × 15 мм (толстый). Используя алмазный резец, магнитный блок подвергали механической обработке по всем поверхностям до 4 мм × 4 мм × 0,5 мм (направление магнитной анизотропии).
Подвергнутый механической обработке формованный магнит очищали щелочным раствором, очищали кислотами и сушили. До и после каждой стадии очистки были включены стадии промывки дистиллированной водой.
После этого оксид диспрозия, имевший средний размер частиц 1 мкм, смешивали с этанолом при массовой доле 50% с получением взвеси, в которую погружали формованный магнит на 1 минуту при приложении ультразвуковых колебаний. Формованный магнит извлекали и немедленно сушили горячим воздухом. В этот момент коэффициент заполнения оксидом диспрозия окружающего поверхность магнита пространства составлял 50%. Формованный магнит подвергали обработке поглощением в атмосфере аргона при 900°С в течение одного часа, затем обработке старением при 500°С в течение одного часа и закалке, получая формованный магнит, обозначенный как М5. В целях сравнения готовили формованный магнит, обозначенный как Р4, подвергая его только термической обработке.
Кривые размагничивания формованных магнитов М5 и Р4 представлены на фиг.3 соответственно в виде кривых Н2 и К2, а их магнитные свойства показаны в таблице 2. Было найдено, что магнит по изобретению обеспечивает повышение коэрцитивной силы в 400 кА·м-1 по сравнению с коэрцитивной силой магнита Р4, который не был подвергнут обработке поглощением диспрозия. При этом не было обнаружено никакого падения остаточной намагниченности.
В сравнительном примере 5 магнит был получен таким же образом, как и в примере 5, за исключением использования состава сплава, в котором часть Nd в сплаве С была замещена на Dy, и исключения обработки поглощением. Этот магнит был рассчитан так, чтобы достичь повышения коэрцитивной силы в 400 кА·м-1, но его остаточная намагниченность упала на 40 мТл. Магнитные свойства этого формованного магнита Р5 также показаны в таблице 2.
Реферат
Изобретение относится к порошковой металлургии, в частности к получению редкоземельного постоянного магнита системы R-Fe-B. На формованном спеченном магните состава R1-Fe-B размещают порошок, содержащий одну или несколько составляющих, выбранных из оксида R2, фторида R3 и оксифторида R4, где R1, R2, R3 и R4 - один или несколько элементов, выбранных из редкоземельных элементов, включая Y и Sc. После чего осуществляют термическую обработку формованного магнита и порошка при температуре, равной или более низкой, чем температура спекания магнита, в вакууме или в инертном газе. Полученный магнит имеет высокую остаточную намагниченность и коэрцитивную силу. 2 н. и 18 з.п. ф-лы, 3 ил., 2 табл.
Формула
где R1 является одним или несколькими элементами, выбранными из редкоземельных элементов, включая Y и Sc, и термическую обработку формованного магнита с этим порошком при температуре, равной или более низкой, чем температура спекания магнита, в вакууме или в инертном газе.
Приоритет по пунктам:
Комментарии