Способ получения магнитно-мягких продуктов высокой плотности - RU2292987C2
Код документа: RU2292987C2
Чертежи

Описание
Область техники
Настоящее изобретение относится в общем к области порошковой металлургии. В частности, данное изобретение касается способа получения магнитно-мягких продуктов высокой плотности.
Уровень техники
В последнее время существенно расширилось применение порошковых металлов для изготовления компонентов магнитно-мягких сердечников, при этом исследования были направлены на разработку композиций на основе железного порошка с улучшенными определенными физическими и магнитными свойствами без ухудшения других свойств. С этой целью было предпринято множество попыток по получению электрических покрытий, изолирующих отдельные частицы железного порошка, при этом в уровне техники раскрыто множество различных примеров подобных покрытий.
Так, в соответствии с патентом США 3245841 изолированный порошок получают обработкой железного порошка раствором для нанесения покрытий, содержащим фосфорную кислоту и хромовую кислоту. Изоляционные покрытия также описаны, например, в US 5798177 и DE 3439397. В соответствии с указанными публикациями, покрытия получают путем обработки порошков на основе железа растворами для нанесения покрытий, включающими в себя фосфорную кислоту. Прессованный продукт, полученный из изолированных порошков, затем подвергают тепловой обработке. Другой тип покрытий описан в US 4602957. В соответствии с указанным патентом, сердечник из магнитного порошка получают в результате обработки железного порошка водным раствором дихромата калия, сушки порошка, прессования порошка с получением прессовки и тепловой обработки прессовки при температуре приблизительно 600°С. В соответствии с другими известными способами, частицы магнитно-мягкого железа перед прессованием покрывают термопластичными материалами. Патенты США 4947065 и 5198137 описывают способы, в которых железные порошки покрывают термопластичным материалом. Самый последний способ нанесения покрытий на порошки на основе железа для получения магнитно-мягких продуктов описан в PCT/SE97/00283. Ближайшим же аналогом изобретения является способ, раскрытый в WO 96/30144.
Таким образом, в результате применения различных видов покрытий и способов их нанесения в последнее время были существенно улучшены желаемые свойства, такие как высокая магнитная проницаемость в широком диапазоне частот, высокая прочность прессовок, низкие потери сердечника и пригодность для прессования в пресс-формах.
Помимо разработки порошков с нанесенными покрытиями для магнитно-мягких продуктов, также делаются попытки улучшения свойств порошков без покрытия, как, например, описано в патенте США 6331270.
Было обнаружено, что магнитные свойства, такие как начальная магнитная проницаемость как функция частоты (частотная стабильность), могут быть улучшены в результате применения способа высокоскоростного прессования (ВСП), более подробно описываемого ниже. Особенно неожиданным оказался тот факт, что для данной плотности начальная магнитная проницаемость при различных частотах была существенно выше в случае применения способа ВСП и что указанные свойства наблюдаются для порошков как с изолированными, так и с неизолированными частицами.
Цели изобретения
Первой целью данного изобретения является разработка способа получения магнитно-мягких продуктов высокой плотности, в частности продуктов, имеющих плотность более 7,25, предпочтительно более 7,30 и наиболее предпочтительно более 7,35 г/см3.
Второй целью является разработка способа прессования, приспособленного для массового промышленного производства таких продуктов высокой плотности.
Третьей целью является получение прессовок, имеющих высокую плотность и высокую прочность до спекания.
Четвертой целью является получение магнитно-мягких прессовок, имеющих высокую начальную магнитную проницаемость.
Сущность изобретения
Вкратце, способ получения таких прессовок с высокой плотностью включает в себя стадии ВСП-прессования магнитно-мягкого железного порошка или магнитно-мягкого порошка на основе железа при одноосном (линейном) движении давящего плунжера со скоростью по меньшей мере 2 м/с. Частицы порошка могут, но не обязательно, быть электрически изолированными (друг от друга).
Подробное описание изобретения
Основной порошок, т.е. неизолированный порошок, может представлять собой по существу чистый, распыленный водой железный порошок или губчатый железный порошок с частицами неправильной формы. В данном контексте термин "по существу чистый" означает, что порошок должен быть по существу свободным от включений и что количество примесей О, С и N должно быть минимальным. Средний размер частиц обычно составляет менее 300 мкм и более 10 мкм. Примерами таких порошков являются АВС 100.30, ASC 100.29, AT 40.29, ASC 200, ASC 300, NC 100.24, SC 100.26, MH 300, МН 40.28, МН 40.24, выпускаемые Höganäs, Sweden.
Изоляционное покрытие может быть нанесено с целью улучшения свойств в переменных магнитных полях. Такое покрытие также позволяет осуществлять тепловую обработку, еще больше улучшающую магнитные свойства. Предполагается, что покрытие и способ его нанесения не имеют особого значения и что покрытие может представлять собой любое из вышеуказанных покрытий. Особенно предпочтительными являются тонкие покрытия на основе фосфора и кремния, алюминия и титана.
Для получения продуктов, имеющих желательно высокую плотность, в соответствии с настоящим изобретением большое значение имеет способ прессования. Обычно используемое оборудование для прессования не является вполне удовлетворительным, поскольку деформация оборудования (механическое напряжение в нем) слишком велико. Было установлено, что нужная высокая плотность может быть обеспечена в результате применения управляемой компьютером ударной машины, описанной в патенте США 6202757, включенном в настоящее описание в качестве ссылки. В частности, ударный плунжер такой ударной машины может быть использован для ударения по верхнему пуансону штампа, содержащего описанный порошок в полости, имеющей форму, соответствующую желаемой форме конечного спрессованного компонента (изделия). В случае оборудования системой закрепления штампа, например, обычно используемого штампа и устройством для заполнения штампа порошком (которое также может быть обычным), такая ударная машина позволяет осуществлять промышленно пригодный способ получения прессовок с высокой плотностью. Особенно важным преимуществом является то, что в отличие от ранее предлагаемых способов данная установка, приводимая в движение гидравлическим способом, обеспечивает массовое производство (непрерывное производство) таких компонентов с высокой плотностью.
В патенте США 6202757 указано, что применение ударной машины подразумевает "адиабатическое" прессование в пресс-форме. Поскольку до конца непонятно, является ли прессование адиабатическим в строго научном смысле, авторы настоящего изобретения использовали для такого вида прессования термин "высокоскоростное прессование" (ВСП), в котором плотность прессованного продукта регулируется с помощью энергии удара, передаваемой или сообщаемой порошку.
В соответствии с настоящим изобретением скорость плунжера должна составлять более 2 м/с. Скорость плунжера является средством передачи энергии порошку через пуансон штампа. Между давлением прессования в обычном прессе и скоростью плунжера нет прямой эквивалентности. Прессование, обеспечиваемое таким компьютерно управляемым ВСП, зависит, в дополнение к скорости ударного плунжера, помимо прочего, от количества прессуемого порошка, массы ударного тела, количества ударов или ходов, длины удара (хода плунжера при ударе) и конечной геометрии компонента. Более того, большое количество порошка требует большего количества ударов, чем меньшее количество порошка. Таким образом, оптимальные условия для ВСП-прессования, т.е. количество кинетической энергии, которая должна быть передана порошку, могут быть установлены в результате экспериментов специалистами в данной области техники. Однако в отличие от способа, описанного в патенте США 6202757, отсутствует необходимость осуществления конкретной последовательности ударов, включающей в себя легкий ход, высокоэнергетический ход и среднеэнергетический ход, для прессования порошка. В соответствии с настоящим изобретением ходы (при необходимости осуществления более одного хода) могут быть по существу одинаковыми и сообщать порошку одинаковую энергию.
Эксперименты с существующим оборудованием обеспечивают скорость плунжера вплоть до 30 м/с, при этом, как описано в примерах, высокую плотность неспеченного материала получают при скорости плунжера около 10 м/с. Однако способ в соответствии с данным изобретением не ограничен указанной скоростью плунжера; предполагается, что скорость плунжера может составлять вплоть до 100 или даже вплоть до 200 или 250 м/с. Однако скорость плунжера менее приблизительно 2 м/с не обеспечивает достаточной степени уплотнения. Скорость плунжера предпочтительно составляет более 3 м/с. Наиболее предпочтительно, скорость плунжера составляет более 5 м/с.
Прессование может осуществляться в смазанном штампе.
Подходящее конкретное смазывающее вещество также может быть включено в состав прессуемого порошка. В альтернативном варианте может использоваться комбинация обоих видов смазывания. Смазывающее вещество может быть выбрано из обычно используемых смазывающих веществ, таких как различные виды металлического мыла, воски- и термопластичные материалы, такие как полиамиды, полиимиды, полиолефины, сложные полиэфиры, полиалкоксиды, полиспирты. Конкретными примерами смазывающих веществ являются стеарат цинка, воск H-wax® и Kenolube®. Количество смазывающего вещества может варьироваться в диапазоне вплоть до 1 мас.% от массы порошковой композиции.
Далее данное изобретение проиллюстрировано следующими примерами
Пример 1
Данный пример иллюстрирует возможность получения высокой начальной магнитной проницаемости магнитно-мягкого порошка (Somaloy 500, выпускаемый Höganäs, Sweden), частицы которого являются электрически изолированными.
100 г порошка помещали в кольцевой инструмент с размерами ⌀72/56. Осуществляли как обычное прессование, так и ВСП-прессование. Испытаниям подвергали следующие две смеси:
Somaloy 500 + 0,2% Kenolube*
Somaloy 500 + 0% Kenolube*
*Смазочный материал, произведенный Höganäs, Sweden.
Применяли машину для прессования модели HYP 35-4 от Hydropulsor, Sweden.
Такой же вид смазочного вещества был использован с целью смазывания стенок штампа для обеих смесей и для обоих способов прессования.
Плотность до спекания определяли по закону Архимеда:

где mвоздух = масса в воздухе;
mвода = масса в воде.
Измеряли высоту, а также внутренний и внешний диаметры каждого образца. После прессования тороиды обматывали 25 витками изолированной медной проволоки. Индуктивность катушки измеряли при 1000 и 2000 Гц, применяя измеритель LCR (импедансметр) HP 4284·А. Индуктивность измеряли на малых токах (10 мА), причем начальную магнитную проницаемость рассчитывали по формуле (2):
μin=L·l·10-3 / (N2·A·μ0),
где L = измеренная индуктивность, мкГенри;
l = магнитная длина, см;
N = количество витков;
А = площадь поперечного сечения, см2;
μ0= магнитная проницаемость вакуума.
Образцы имели такую же геометрию, и испытания осуществляли точно таким же образом. Как следует из фигуры 1, при заданной плотности можно было наблюдать неожиданное различие относительно начальной магнитной проницаемости между образцами, спрессованными способом ВСП и обычным способом. Скорость плунжера при ВСП-прессовании составляла около 7-8 м/с.
Пример 2
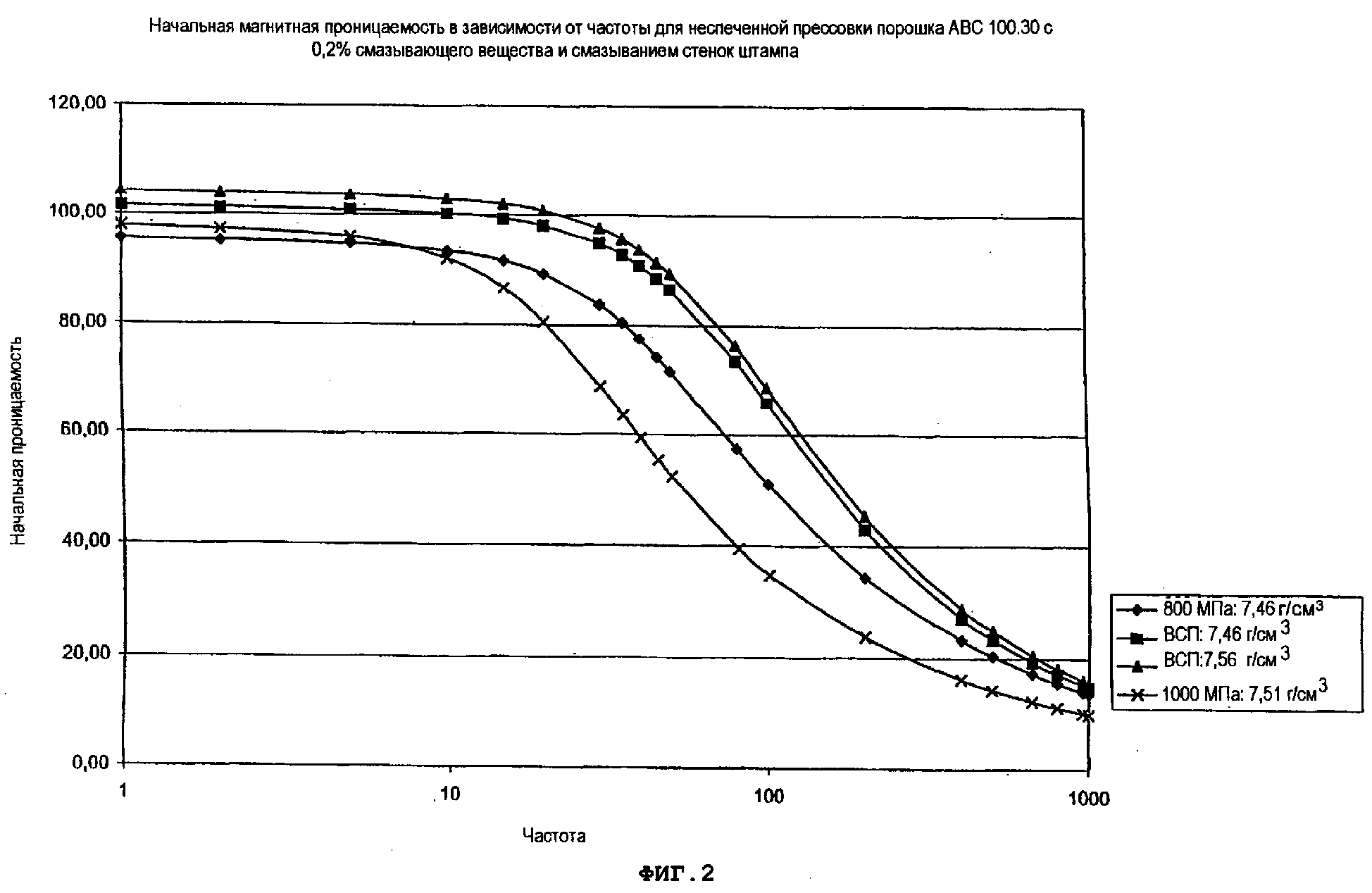
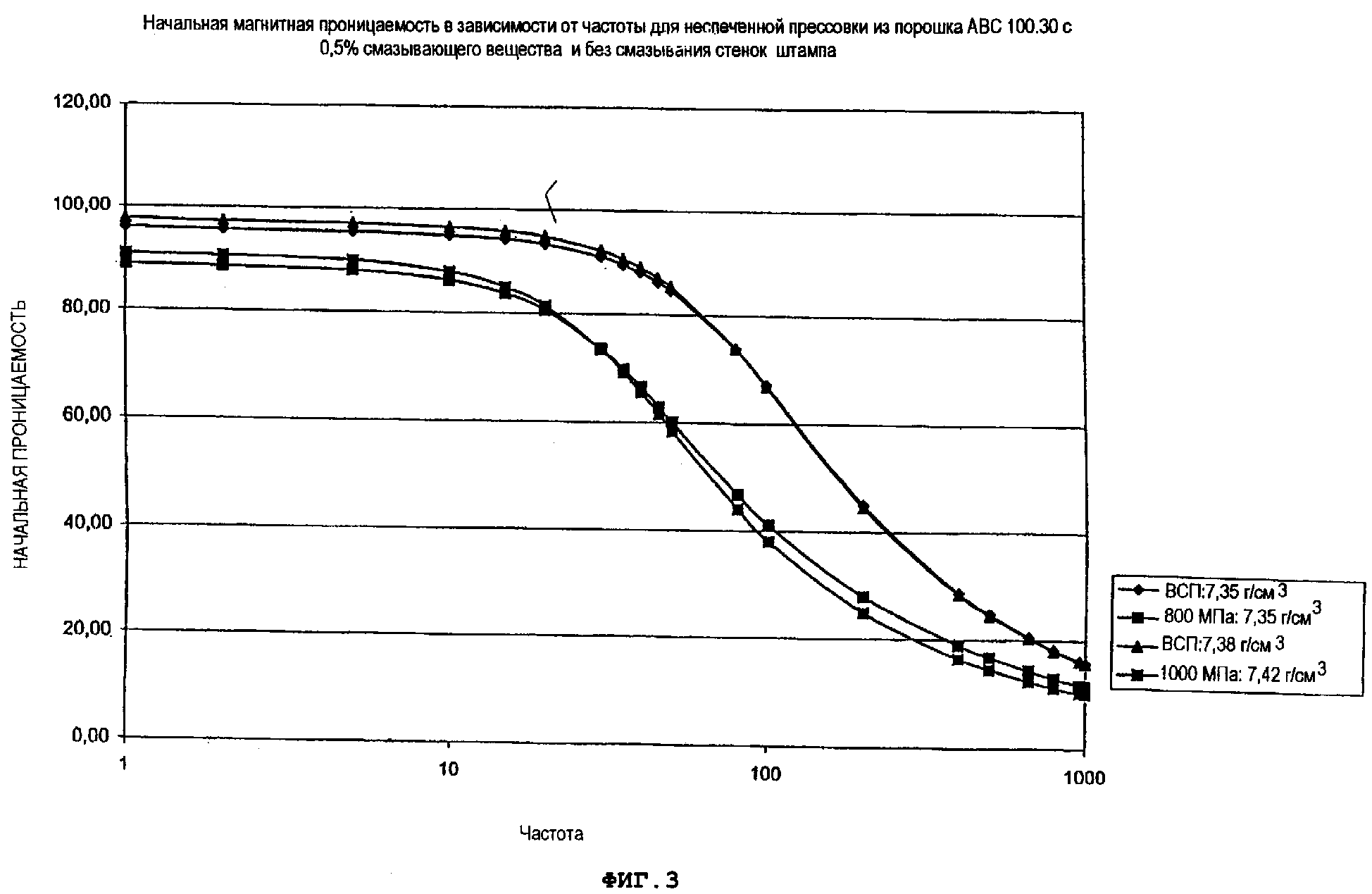
Данный пример иллюстрирует возможность получения высокой начальной магнитной проницаемости и высокой частотной стабильности порошка (АВС 100.30, выпускаемого Höganäs, Sweden), частицы которого не являются электрически изолированными перед прессованием.
Образцы имели такую же геометрию, и испытания осуществляли точно таким же образом. Как следует из фигур 2 и 3, при заданной плотности можно было наблюдать неожиданное различие относительно начальной проницаемости между образцами, спрессованными способом ВСП и обычным способом. Перед прессованием к железному порошку добавляли соответственно 0,2 и 0,5 мас.% конкретного смазывающего вещества (Kenolube®). Длина хода при ВСП-прессовании на фигуре 2 составляла 85 и 100 мм, что соответствует скоростям плунжера 8 и 9 м/с. Длина хода при ВСП-прессовании на фигуре 3 составляла 70 и 90 мм, что соответствует скоростям плунжера 7,5 и 8,5 м/с.
Пример 3
Кольца с размерами ⌀50/30×10 мм прессовали, применяя способ ВСП с двойным ударом. Материалом для колец служил Somaloy 500TM с добавлением 0,5% или 0,1% KenolubeTM. Прессование смеси, содержащей 0,1% Kenolube, осуществляли с дополнительным смазыванием стенок штампа.
В таблице 1 указаны условия прессования, а также плотность до спекания и % от теоретической плотности.
После ВСП-прессования и тепловой обработки при 500°С в течение 30 минут на воздухе образцы обматывали 25 считывающими и 150 возбуждающими витками и измеряли график гистерезиса с помощью прибора LDJ 3500.
Таблица 2 показывает, что в результате применения способа ВСП может быть достигнута высокая магнитная индукция компонентов из неспеченного порошка. Как очевидно из данных по потерям сердечника, приведенным в таблице 2, высокое удельное сопротивление сохраняется.
Реферат
Изобретение относится к порошковой металлургии, в частности к способам получения высокоплотных прессовок из магнитно-мягких материалов. Способ получения высокоплотных прессовок для магнитно-мягких продуктов, используемых в переменных магнитных полях, включает высокоскоростное прессование магнитно-мягкого железного порошка или магнитно-мягкого порошка на основе железа при одноосном движении давящего плунжера со скоростью по меньшей мере 2 м/с. Техническим результатом является повышение начальной магнитной проницаемости и частотной стабильности при одинаковой плотности. 8 з.п. ф-лы, 3 ил., 2 табл.
Комментарии