Устройство для свивания жгутообразных изделий - RU2084573C1
Код документа: RU2084573C1
Чертежи
Описание
Изобретение относится к устройству для свивания жгутообразных изделий, особенно сравнительно большого поперечного сечения с переменным направлением свивки (типа SZ), состоящее из ротора, вращающегося с переменным направлением вращения и/или переменной частотой вращения, с двумя противоположными ведомыми параллельно оси ротора вдоль бесконечной траектории приводными цепями для зажимных прихватов, которые охватывают изделие, направляют его вдоль заданного участка пути, определяемого нажимной планкой, и затем снова освобождают.
Устройства этого рода уже давно известны (1-1553) и дают возможность свивать также жилы сравнительного большого поперечного сечения, которые необходимы для передачи и распределения электроэнергии, в кабельные сердечники по методу свивания SZ, применяющемуся прежде только для кабельных стержней, используемых в технике связи. При этом отдельные жилы соединяют в пучок или связку, удерживают зажимными прихватами и во время такого удержания свивают вдоль определенного участка путем вращения ротора с переменным направлением свивки и/или переменной частотой вращения. Освобождение свитых жил в конце определенного участка пути (резервного участка) происходит при помощи возвратных пружин, приданных каждой половинке зажимного прихвата. Так как надежность отвода зажимных прихватов и тем самым надежность освобождения свитого изделия зависит от надежности пружин, иногда возникает опасность того, что вследствие защемления зажимных прихватов будет нарушена синхронность движения цепей вдоль заданных траекторий. Эта опасность возникает особенно тогда, когда переходят к более высоким скоростям изготовления и начинают сказываться возникающие при этом центробежные силы.
Исходя из этого состояния техники в основу изобретения положена цель найти возможность для того, чтобы обеспечить надежность отвода зажимных прихватов в конце участка пути под нажимной планкой независимо от применяемой скорости изготовления и принять меры, гарантирующие синхронность зажимных прихватов вдоль заданной траектории движения.
Эта задача решается данным изобретением таким образом, что зажимные прихваты вне участка пути дополнительно к прикреплению к приводным цепям принудительно направляются вдоль бесконечной траектории. Это принудительное направление осуществляется одинаковым образом для всех зажимных прихватов, благодаря сему заранее исключаются нарушения надежности возвратных пружин, приданных каждому из зажимных прихватов. Принудительное направление гарантирует синхронность пар зажимных прихватов, причем на этой синхронности не сказывается отрицательно увеличение скорости вращения ротора.
Само принудительное направление может быть осуществлено любым образом в соответствии с прочими признаками конструкции устройства, однако наиболее предпочтительным способом осуществления изобретения оказалось такое, когда принудительное направление производится профильной планкой, в которую заходит опорный ролик. Выдвигание этого опорного ролика вдоль принудительной направляющей исключено; ролик освобождается только в пределах участка пути, определяемого нажимной планкой, т.е. во время зажима или ввода в действие зажимных прихватов. Если, как это бывает обычно, зажимный прихват состоит из внешней тележечной части и внутренней салазочной части, передвигаемой относительно внешней части, то целесообразно обеспечить воздействие опорных роликов на соответствующую салазочную часть с силовым замыканием. В патентуемом устройстве это означает, что при вводе опорного ролика в направляющую в конце нажимной планки и тем самым разгружении нажимного ролика салазочная часть приподнимается и затем весь зажимной прихват отводится на заданную траекторию движения цепи в точку ввода.
В этом месте (в точке ввода) опорный ролик покидает принудительную направляющую, вводятся в действие нажимная планка и нажимной ролик, в результате чего салазочная часть каждого зажимного прихвата вместе с соответствующим опорным роликом передвигается к изделию нажимным роликом под действием нажимной планки и там после обхвата изделия может быть произведена транспортировка вдоль заданного участка пути. При таком цикле движения важно, что нажимная планка срабатывает после освобождения опорного ролика из профильной планки и перед его повторным входом в нее.
С точки зрения свиваемого изделия важно, чтобы зажимные прихваты входили в действие равномерно, не перекашиваясь во время сопровождения с целью избежать повреждения изделия. Поэтому до сих пор каждый отдельный зажимной прихват направлялся таким образом, что тележечная часть прихвата, окружающая салазочную часть, направлялась при помощи роликовых устройств на ходовой планке. Однако при более быстром вращении ротора, вследствие чего увеличивались центробежные силы, оказывалось, что прежние средства направления тележечной части недостаточны, поскольку все время может произойти перекашивание или опрокидывание зажимного прихвата. Во избежание этого изобретение предусматривает, что для направления тележечной части, охватывающей салазочную часть, служит ходовая планка, которая удлинена в осевом направлении в обе стороны по отношению к длине нажимной планки. При этом целесообразно придать этому удлинению такие размеры, что тележечная часть направляется по своей длине ходовыми роликами вплоть до ввода в действие нажимного ролика. Благодаря этому заранее исключается перекашивание или опрокидывание зажимного прихвата именно в чувствительной по отношению к неполадкам переходной зоне от принудительной направляющей до ввода в действие зажимных прихватов. В этом отношении оказалось также целесообразным согласно дальнейшему признаку изобретения прикрепить зажимные прихваты к приводным цепям, по меньшей мере, в двух цепных звеньях. Особенно целесообразное решение получается, когда из соображений симметричности для прикрепления используются три звена приводной цепи. При этом для прикрепления зажимных прихватов целесообразно применить дополнительные наружные пластины цепи, которые одновременно служат для боковой стабилизации зажимных прихватов, подвешенных на приводных цепях.
Сила прижатия зажимных прихватов возникает из-за того, что каждой половине прихвата придан нажимной ролик, который воздействует на салазочную часть прихвата силой, создаваемой нажимной планкой. В зависимости от диаметра свиваемого изделия, от чувствительности его поверхности к сжимающей нагрузке и т. п. часто бывает невозможно обойтись без регулировки надлежащего давления нажима зажимных прихватов на изделие. В этой связи при осуществлении изобретения оказалось целесообразным регулировать силу нажима нажимных роликов путем централизованного изменения расположения нажимной планки.
В устройствах рассматриваемого рода над изделием располагаются каждый раз две половины зажимных прихватов в месте воздействия на изделие с двух противоположных сторон. В связи с этим здесь требуется не только синхронность одного цепного привода, но обеспечение синхронности обоих цепных приводов, если изделие должно быть без повреждений обхвачено зажимными прихватами, подводимыми с обеих сторон. С этой целью приводные электродвигатели соединены между собой конической зубчатой передачей. Однако, вместо конической зубчатой передачи для той же цели могут быть применены и цилиндрическая зубчатая передача, и цепная передача.
Для беспроблемного свивания жил электрического силового кабеля, например с одинаковой длиной свивки и равномерным характером свивания, важное значение имеет также то, чтобы изделие во время прохождения заданного участка под нажимной планкой находилось в натянутом состоянии. Для этой цели оказалось целесообразным, если в соответствии с длиной принудительного направления и длиной нажимной пленки на изделие одновременно воздействуют сжимающей нагрузкой, по меньшей мере, три пары зажимных прихватов.
Ниже изобретение подробнее объясняется на примере исполнения, изображенном на фиг. 1-4.
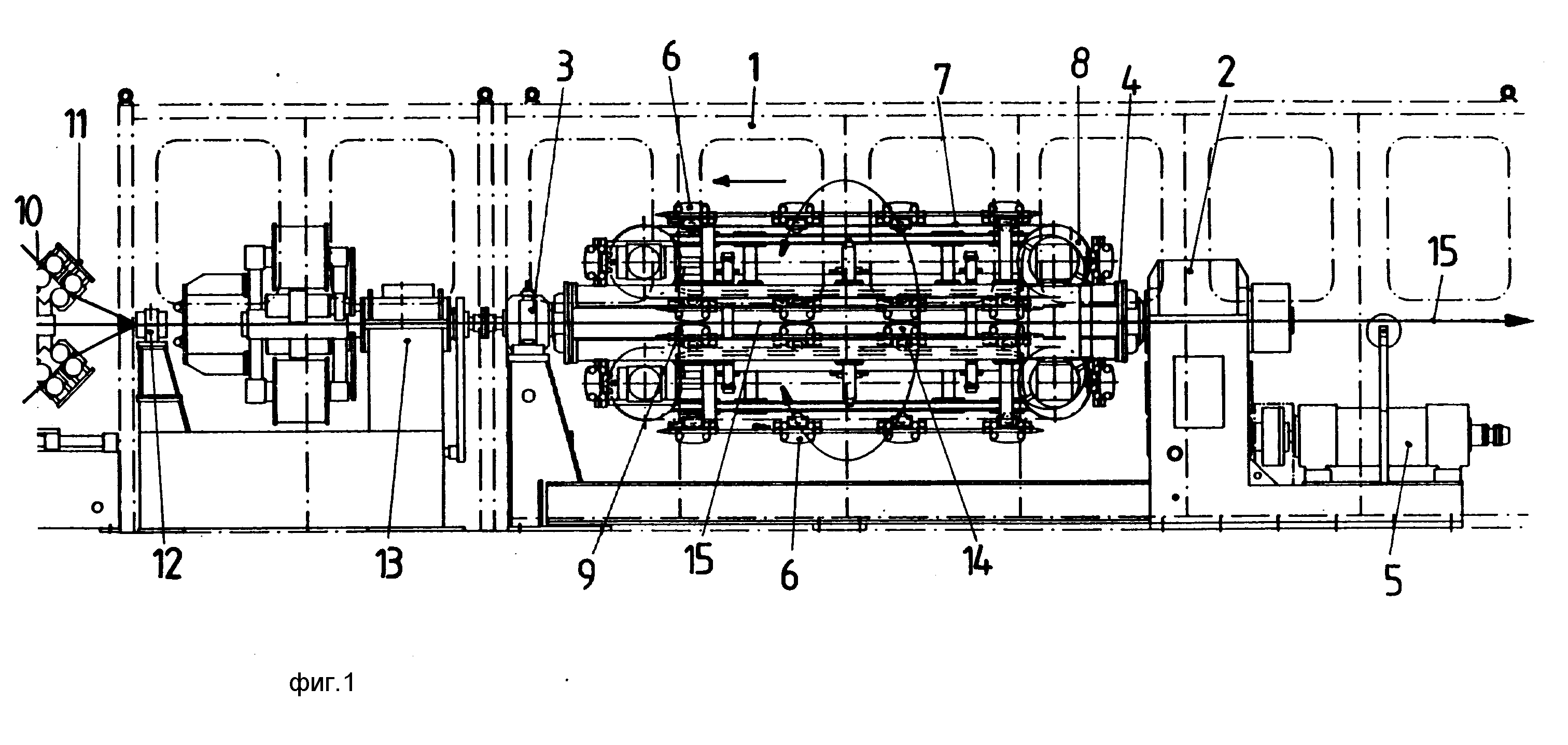
На фиг. 1 в качестве составной части общей установки показано устройство 1 для свивки изделия. Оно состоит в основном из ротора 4, установленного с возможностью вращения в корпусах 2 и 3. Ротор 4 приводится во вращение двигателем 5 с переменным направлением вращения, причем для свивания возможно применение привода с разной частотой вращения. Половинки зажимных прихватов, обхватывающих изделие, обозначены цифрой 6. Они приводятся в движение цепями 7, к которым прикреплены. Зубчатые колеса 8, приводимые во вращение двигателями, расположенными в роторе, передвигают цепи 7 по замкнутой траектории; в результате движения в направлении стрелки половинки 6 зажимных прихватов, как показано цифрой 9, сходятся, образуя зажимной прихват 14, который обхватывает изделие. Движение половинок 6 прижимных прихватов в направлении стрелки происходит одновременно с вращением ротора 4.
Исходные материалы изделия, например жилы 10 электрического силового кабеля, вытягиваются из неизображенных на рисунке резервуаров и подводятся так называемыми роликовыми направляющими устройствами 11 в точку свивания 12. Посредством расположенной далее ленточно-мотальной машины свитый пучок обвязывается, прежде чем попадет во вращающийся сектор 1 приема с нажимными прихватами. Здесь свитое изделие 15 пропускается в растянутом состоянии и может быть в заключение намотано на неизображенные катушки.
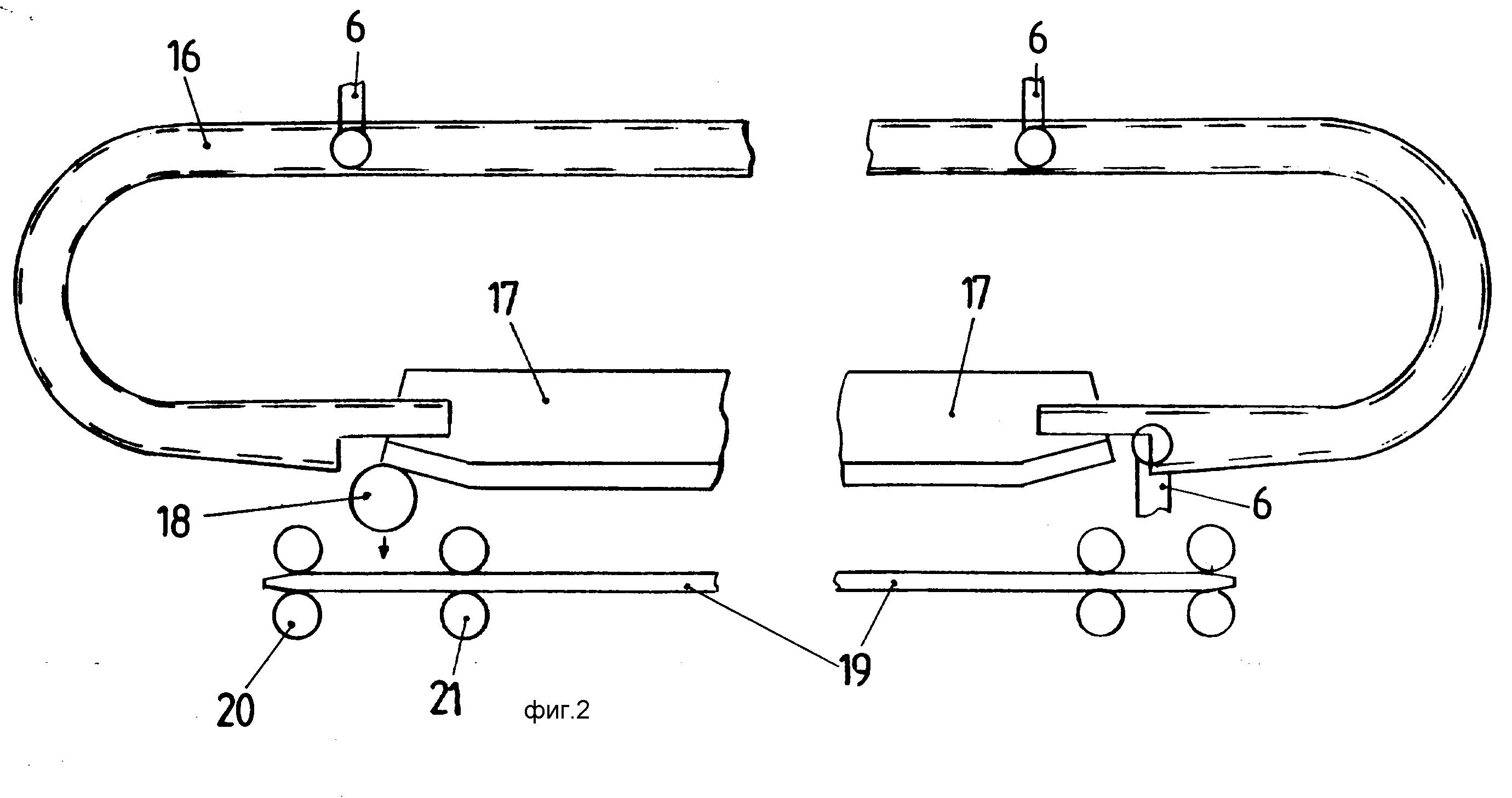
Для того чтобы обеспечить не зависящую от частоты вращения ротора 4 синхронность движения половинок 6 зажимных прихватов и возможность после схождения этих половинок снова раздвинуть их без помех, зажимные прихваты помимо прикрепления к обеим приводным цепям 7 направляются посредством принудительных направляющих. Это мероприятие подробнее показано на фиг. 2. Здесь изображена принудительная направляющая для половинок 6 прижимных прихватов в виде профильной планки 16, приспособленной к форме приводной цепи, например П-образного профиля. Эта профильная планка 16 заканчивается в зоне нажимной планки 17, при помощи которой нажимной ролик 18, приданный каждой половинке 6 зажимного прихвата, двигается в направлении стрелки. Соответственно нажимной ролик 18, двигаемый вдоль нажимной планки 17, в конце этой планки снова разгружается благодаря надлежащей форме этой планки, в результате чего профильная планка 16 снова принимает половинку 6 прижимного прихвата. Под нажимной планкой 17 находится ходовая планка 19, которая служит направляющей для попарно расположенных один против другого направляющих роликов 20 и 21, находящихся на внешней тележечной части каждой половинки 6 зажимного прихвата. Для того чтобы вход и выход каждой половинки прихвата происходили равномерно и без перекосов, эта ходовая планка 19 удлинена за пределы длины нажимной планки 17. Удлинение этой ходовой планки 19 выбрано таким, что в начале нажатия при набегании нажимного ролика 18 на нажимную планку 17, как показано на чертеже, каждая половинка 6 нажимного прихвата уже подперта надежным образом на ходовой планке посредством обеих пар роликов 20 и 21.
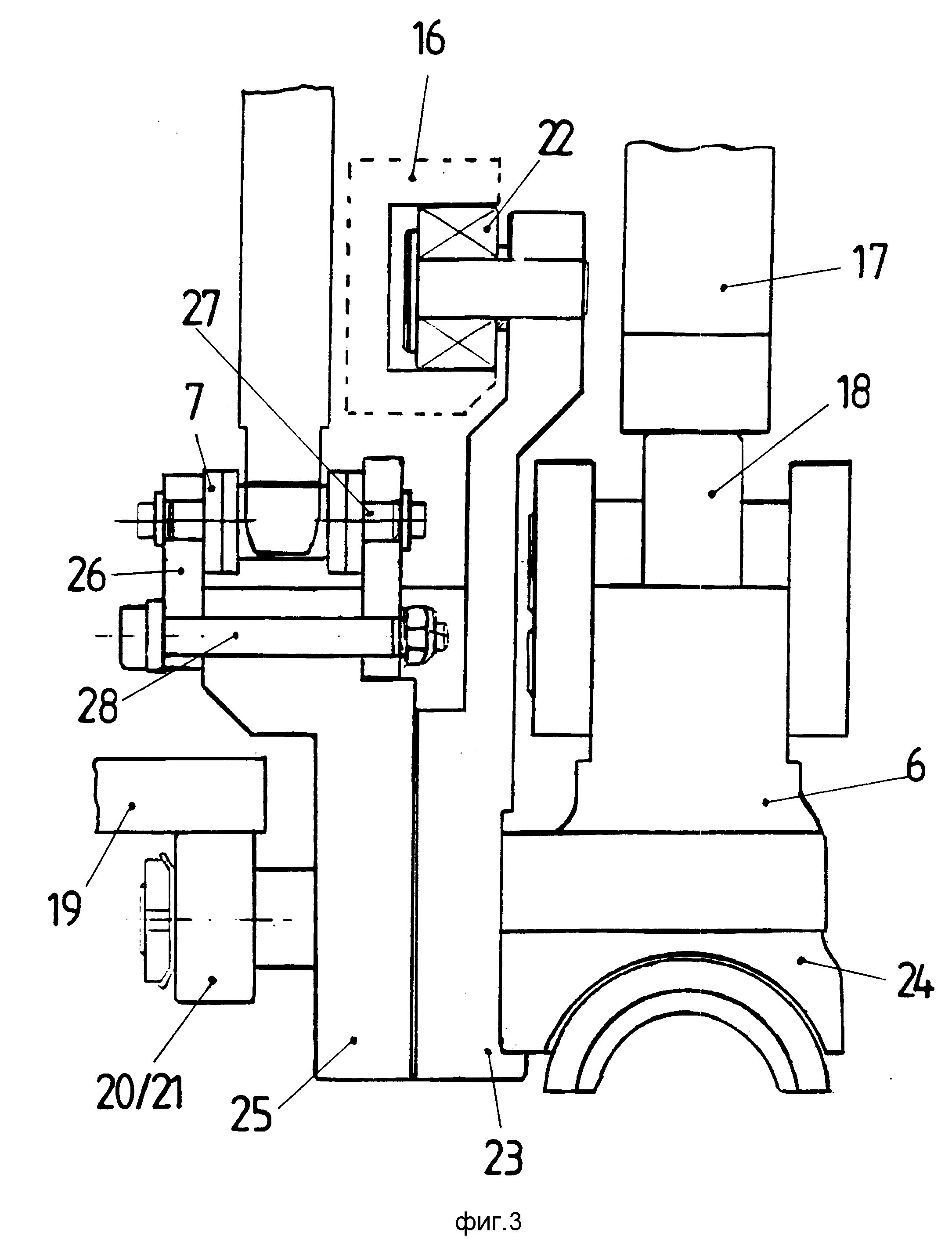
Как уже отмечалось, принудительное направление может быть осуществлено при помощи профильной планки П-образного сечения; эта форма исполнения показана на фиг. 3. В профильную планку 16 входит опорный ролик 22, смонтированный на балке 23, которая соединена силовым замыканием с салазочной частью 24. В данном примере исполнения профильная планка 16 изображена пунктиром, т. е. в данный момент она не входит в действие, потому что нажимной ролик 18 находится под действием нажимной планки 17, иными словами, салазочная часть 24 прижата к свитому изделию 9. Зеркально-противоположно этому с другой стороны вторая половинка зажимного прихвата нажимает на изделие, вследствие чего создается силовое замыкание между изделием и устройством для свивания.
На фиг. 3 подробнее изображено также соединение внешней тележечной части 25 с приводной цепью 7, причем для виброустойчивого и лишенного перекосов соединения применена наружная пластина 26, которую целесообразно прикрепить к трем звеньям цепи посредством выступающей наружу оси 27. Для соединения наружной пластины 26 с наружной тележечной частью 25 служит пальцевое соединение 28.
Далее, на наружной тележечной части 25 для обеспечения отсутствия перекосов и синхронности предусмотрены две пары ходовых роликов 20 и 21, которые при сближении пар половинок 6 зажимных прихватов катятся по ходовой планке 19.
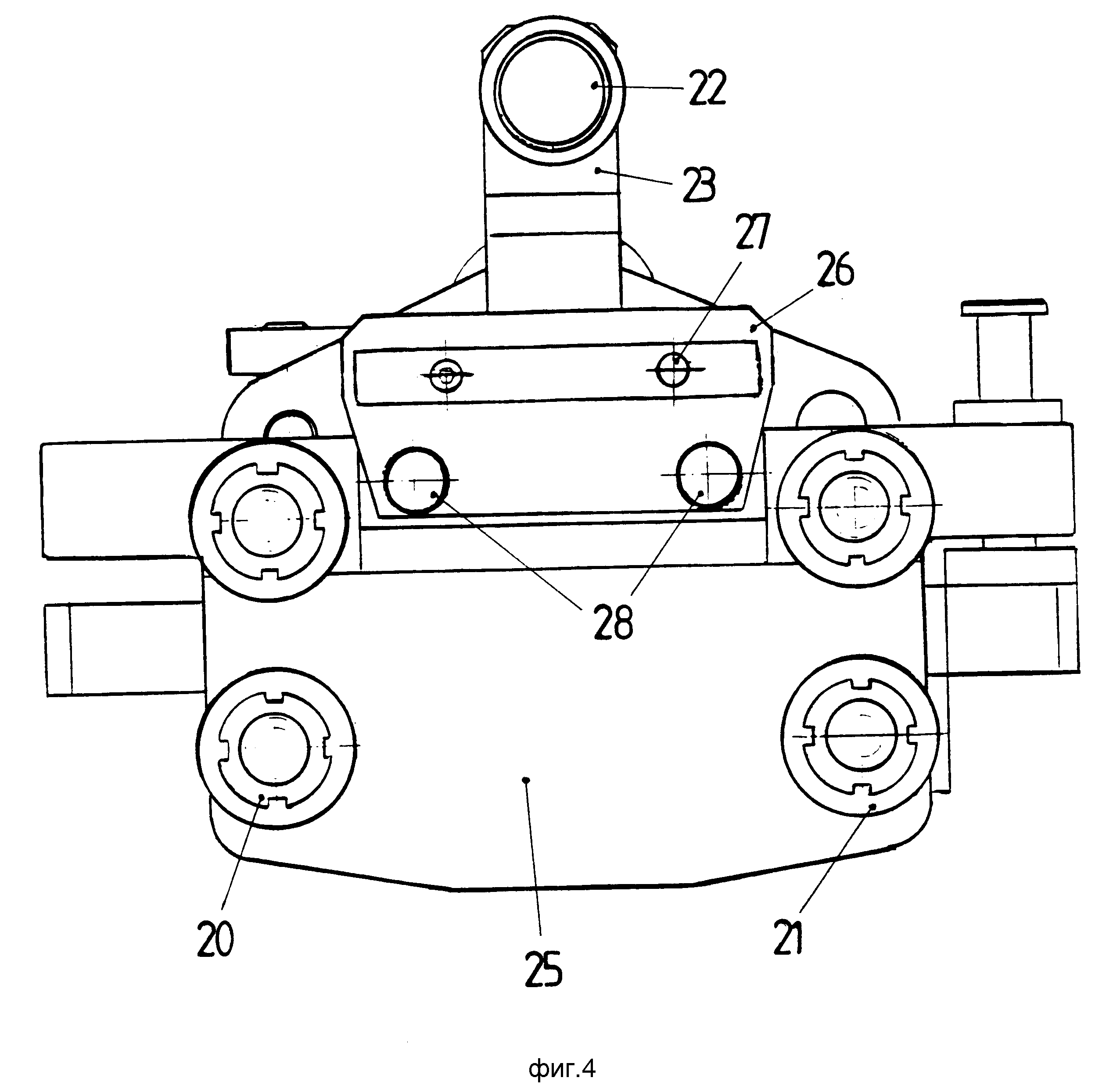
Боковой вид зажимного прихвата, выполненного согласно изобретению, показан на фиг. 4. Симметрично по отношению друг к другу и по обе стороны непоказанной ходовой планки на внешней тележечной части 25 закреплены пары ходовых роликов 20 и 21. Для соединения внешней тележечной части с приводной цепью без перекосов служат расположенные по обеим сторонам цепи наружные пластины 26, которые посредством сквозных цепных пальцев 27 соединены с цепью силовым замыканием, а посредством закрепительных пальцев 28 скреплены силовым замыканием с внешней тележечной частью. Державка 23, соединенная силовым замыканием с салазочной частью, несет на своем верхнем конце опорный ролик 22, который в рабочем состоянии входит в профильную планку, используемую в качестве принудительной направляющей.
Реферат
Для свивания жгутообразного изделия (15), особенно сравнительно большого поперечного сечения с переменным направлением свивки (типа SZ), служит устройство (1), состоящее из ротора (4), вращающегося с переменным направлением вращения и/или переменной частотой вращения, с двумя противоположными ведомыми параллельно оси ротора вдоль бесконечной траектории приводными цепями (7) для изделия (15). Вдоль заданного участка пути, определяемого зажимной планкой (16), изделие охватывается зажимными прихватами (14), направляется и вновь освобождается ими. При этом зажимные прихваты (14) вне этого участка пути в дополнение к прикреплению к приводным цепям (7) принудительно направляются вдоль бесконечной траектории (фиг. 2). 2 з.п.ф-лы, 4 ил.
Комментарии