Тонкопленочные устройства и их изготовление - RU2637382C2
Код документа: RU2637382C2
Чертежи


























Описание
[0001] Даная заявка заявляет приоритет по заявке USSN 61/569,716, поданной 12 декабря 2011; USSN 61/664,638, поданной 26 июня 2012 и USSN 61/709,046 поданной 2 октября 2012, которые включены в этот документ посредством ссылки в полном объеме.
ОБЛАСТЬ ТЕХНИКИ
[0002] Способы осуществления, рассматриваемые здесь, относятся главным образом к оптическим устройствам, и более конкретно к способам изготовления оптических устройств.
УРОВЕНЬ ТЕХНИКИ
[0003] Электрохромизм является феноменом, в котором материал демонстрирует обратимые электрохимические изменения оптических свойств при помещении его в условия иного электрического состояния, как правило, относимого к изменению напряжения. Оптические свойства это, как правило, один или более цветов, прозрачность, поглощение и отражение. Например, оксид вольфрама является одним из хорошо известных электрохромических материалов (WO3). Оксид вольфрама является катодоокрашиваемым электрохромическим материалом, в котором окрашивание из бесцветного (не окрашенного) в синий, осуществляется электрохимическим восстановлением. Когда происходит электрохимическое окисление, оксид вольфрама переходит из синего состояния в бесцветное.
[0004] Электрохромические материалы могут быть использованы, например, в окнах зданий, в торговых и прочих целях. Цвет, прозрачность, поглощение и/или отражение таких окон может быть вызвано изменением в электрохромическом материале, таким образом, электрохромические окна это окна, которые могут быть обратимо затемнены или осветлены посредством приложения электрического заряда. Малое напряжение, прилагаемое к электрохромическому устройству окна, приводит к его затемнению; изменение полярности напряжения приводит к его осветлению. Это свойство позволяет контролировать количество света проходящего через окно, и дает возможность использовать электрохромические окна в качестве энергосберегающих устройств.
[0005] Электрохромизм был открыт в 1960-х годах, однако электрохромические устройства, и в частности электрохромические окна, по-прежнему, не избавились от различных проблем и не начали реализовывать свой полный коммерческий потенциал, несмотря на многие недавние достижения в электрохромической технологии, устройствах и связанных способах изготовления и/или использования электрохромических устройств.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[0006] Описаны тонкопленочные устройства, например, электрохромические устройства для окон и способы их изготовления. В частности особое внимание уделяется способам структурирования и изготовления оптических устройств. Представлены различные краевые вырезы и разметка изоляции, например, чтобы убедиться, что оптическое устройство имеет соответствующую изоляцию от каких-либо краевых дефектов, а также, чтобы локализировать нежелательное окрашивание и накопление заряда в областях устройства. В ходе изготовления оптического устройства краевая обработка применяется к одному или более слоев. Способы, описанные здесь, применяются ко всем тонкопленочным устройствам, имеющим один или более слоев материала расположенных между двумя тонкопленочными электропроводящими слоями. Описанные способы создают новые конструкции оптических приборов.
[0007] Одним из вариантов является оптическое устройство, содержащее: (i) первый проводящий слой на подложке, первый проводящий слой имеет площадь меньшую площади подложки, первый проводящий слой окружен по периметру областью подложки, свободной от первого проводящего слоя; (ii) один или более слоев материалов содержат, по меньшей мере, один оптический переключаемый материал, один или более слоев материалов выполнены с возможностью располагаться внутри периферийной части подложки и совместно с первым проводящим слоем, но с, по меньшей мере, одной открытой областью первого проводящего слоя, по меньшей мере, одна открытая область первого проводящего слоя свободна от одного или более слоев материала; и (iii) второй проводящий слой на одном или более слоев материалов, второй проводящий слой прозрачен и покрывает один или более слоев материалов, отличающийся тем, что один или более слоев материалов совместно со вторым проводящим слоем перекрывают первый проводящий слой, кроме, по меньшей мере, одной открытой области первого проводящего слоя. Оптическое устройство может в дальнейшем иметь парозащитный слой, который покрывает второй проводящий слой. Оптическое устройство может иметь диффузионный барьер между подложкой и первым проводящим слоем. В некоторых конструкциях оптическое устройство не имеет изоляционной разметки, то есть не имеет неактивных участков устройства изолированных разметкой.
[0008] В некоторых конструкциях, по меньшей мере, один оптический переключаемый материал является электрохромическим материалом. Первый и второй проводящие слои могут быть прозрачными, но, по меньшей мере, один из них является прозрачным. В некоторых конструкциях оптическое устройство является полностью твердотельным и неорганическим. Подложка может быть изготовлена из термополированного стекла, закаленного или нет.
[0009] Некоторые конструкции могут содержать изолированные стеклянные единицы (IGU), которые содержат оптические устройства здесь описанные. В некоторых конструкциях любые открытые области первого проводящего слоя располагаются в первичном уплотнении IGU. В некоторых конструкциях любые проводники шины также располагаются в первичном уплотнении IGU. В некоторых конструкциях любые изоляционные или другие разметки также выполняются также в первичном уплотнении IGU. Оптические устройства, описанные здесь, могут быть любой формы, например, обычный полигон в форме прямоугольника, круга или овала, треугольника, трапеции и т.д. или произвольной формы.
[0010] Описаны некоторые варианты способов изготовления оптических устройств. Одним из вариантов является способ изготовления оптического устройства, который включает один или более слоев материалов расположенных между первым и вторым проводящими слоями, способ включает: (i) получение подложки, которое включает получение первого проводящего слоя на ее рабочей поверхности (например, расположенный в основе слой стекла с наличием или без диффузионного барьера); (ii) удаление первой полосы первого проводящего слоя в диапазоне между около 10% и около 90% периметра подложки; (iii) осаждение одного или более слоев материалов оптического устройства и второго проводящего слоя, таким образом, что они покрывают первый проводящий слой и по возможности (за исключением части подложки, в которой первый проводящий слой не был удален), располагаются над первым проводящим слоем и выходят за его периметр; (iv) удаление второй полосы, более узкой чем первая, всех слоев в существующем периметре подложки, в то время как глубина удаления, по меньшей мере, достаточна для удаления первого слоя; (v) удаление, по меньшей мере, одной области второго прозрачного проводящего слоя и одного или более слоев оптического устройства, таким образом, освобождает, по меньшей мере, одну открытую область первого проводящего слоя; и (vi) присоединение электрического контакта, например, шины, к, по меньшей мере, одной открытой области первого проводящего слоя; в то время как хотя бы один из первого и второго проводящих слоев является прозрачным.
[0011] Один из вариантов (ii) включает удаление первой полосы первого проводящего слоя в диапазоне между около 50% и около 75% периметра подложки. В одном из вариантов, по меньшей мере, одна из открытых областей первого проводящего слоя открыта и изготовлена вдоль области периметра оптического устройства вблизи стороны или сторон подложки, в которой первый проводящий слой не был удален (ii). Способы могут далее содержать наличие, по меньшей мере, одного дополнительного электрического соединения (например, вторую шину) ко второму проводящему слою. Основные особенности способов здесь описанных могут быть выполнены во всех вакуумных установках осаждения. Способы могут далее включать изготовление IGU, используя оптические устройства здесь описанные.
[0012] Некоторые варианты включают способы изготовления, и конечные устройства, имеющие частичную краевую обработку, что создает более надежные и лучше работающие устройства. Например, край электрохромического слоя устройства или слоев могут быть скошены в целях избегания напряжений и трещин в вышележащих слоях конструкции устройства. В другом примере, нижняя открытая проводящая область для шины вынесена для обеспечения хорошего электрического контакта и равномерной окраски фронта в электрохромическом устройстве. В некоторых вариантах обработка краев устройства, изоляционная разметка и открытые участки нижнего проводящего слоя выполняются с использованием изменяемой по глубине лазерной разметки.
[0013] Эти и другие особенности и преимущества будут описаны ниже детально с ссылками на соответствующие иллюстрации.
КРАТКОЕ ОПИСАНИЕ ФИГУР
[0014] Следующее детальное описание фигур может быть более полно понято при рассмотрении фигур, в которых:
[0015] Фигуры 1A, 1B и 1С иллюстрируют поперечное сечение, вид с торца и вид сверху электрохромического устройства изготовленного на стеклянной подложке.
[0016] Фигура 1D иллюстрирует детализированную часть поперечного сечения проиллюстрированного на Фигура. 1А.
[0017] Фигура 2А иллюстрирует детализированное поперечное сечение усовершенствованной архитектуры электрохромического устройства на подложке в соответствии с указанными вариантами.
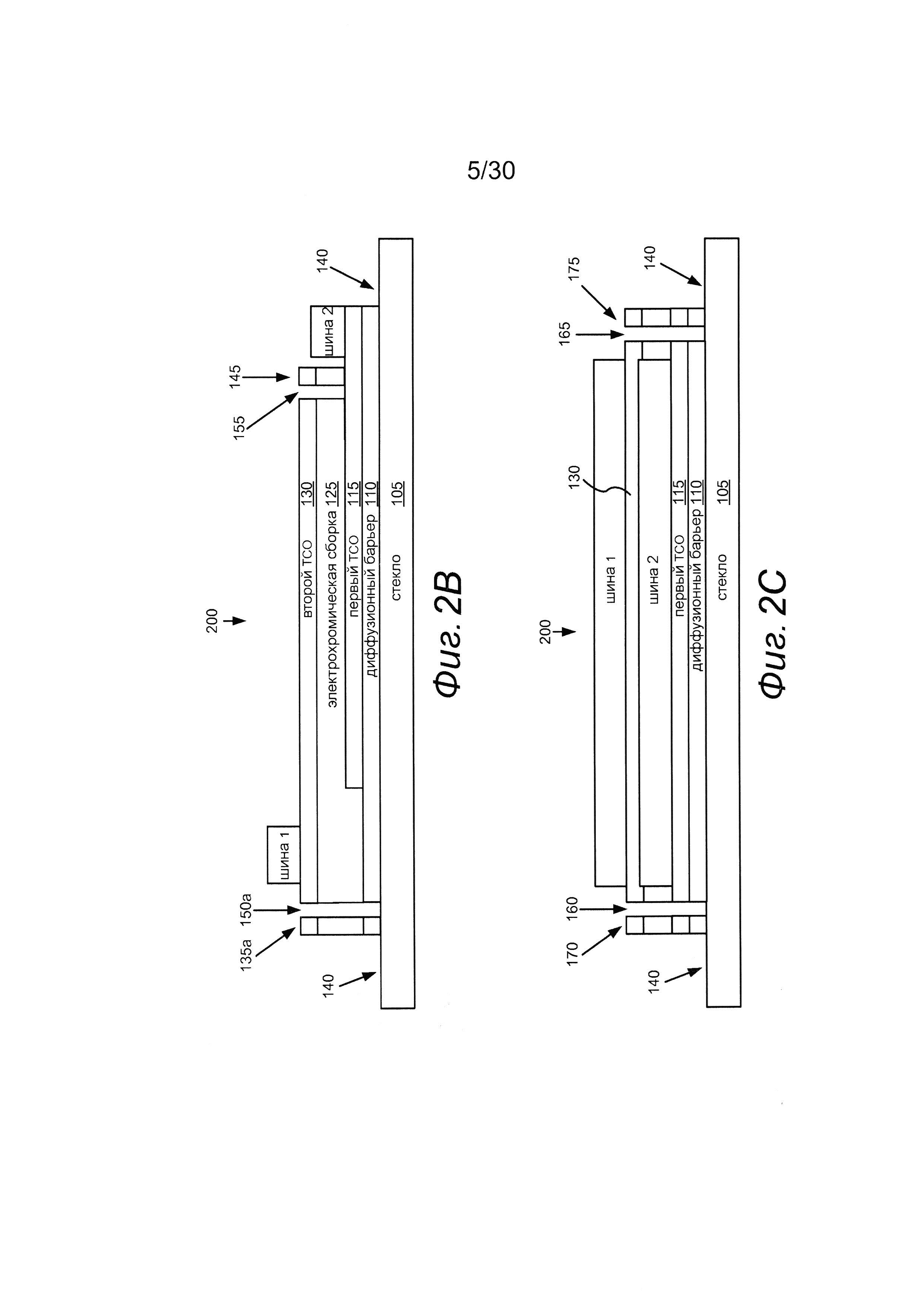
[0018] Фигуры 2В-2С - иллюстрируют поперечное сечение и вид с торца, соответственно, усовершенствованной архитектуры устройства, подобной к проиллюстрированной в Фигуре 2А.
[0019] Фигура 2D-E иллюстрируют детализированное поперечное сечения и вид сверху, соответственно, устройства с архитектурой подобной проиллюстрированной в Фигурах 2А-С.
[0020] Фигура 3 иллюстрирует детализированное поперечное сечение, усовершенствованной архитектуры устройства, в которой диффузионный барьер удален вдоль нижнего проводящего слоя.
[0021] Фигура 4А блок-схема проведения процесса, которая описывает особенности способа изготовления электрохромического устройства, в соответствии с вариантами конструкции.
[0022] Фигура 4В иллюстрирует вид сверху иллюстраций этапов прохождения процесса, проиллюстрированного в Фигуре 4А.
[0023] Фигура 4С иллюстрирует поперечные сечения электрохромического устройства в Фигуре 4В.
[0024] Фигура 4D иллюстрирует вид сверху схематического изображения этапов во время изготовления на круглой подложке.
[0025] Фигура 4Е иллюстрирует вид сверху схематического изображения этапов во время изготовления электрохромического устройства.
[0026] Фигура 4F иллюстрирует схематическое изображение вида в перспективе изображающего изготовление IGU с оптическим устройством.
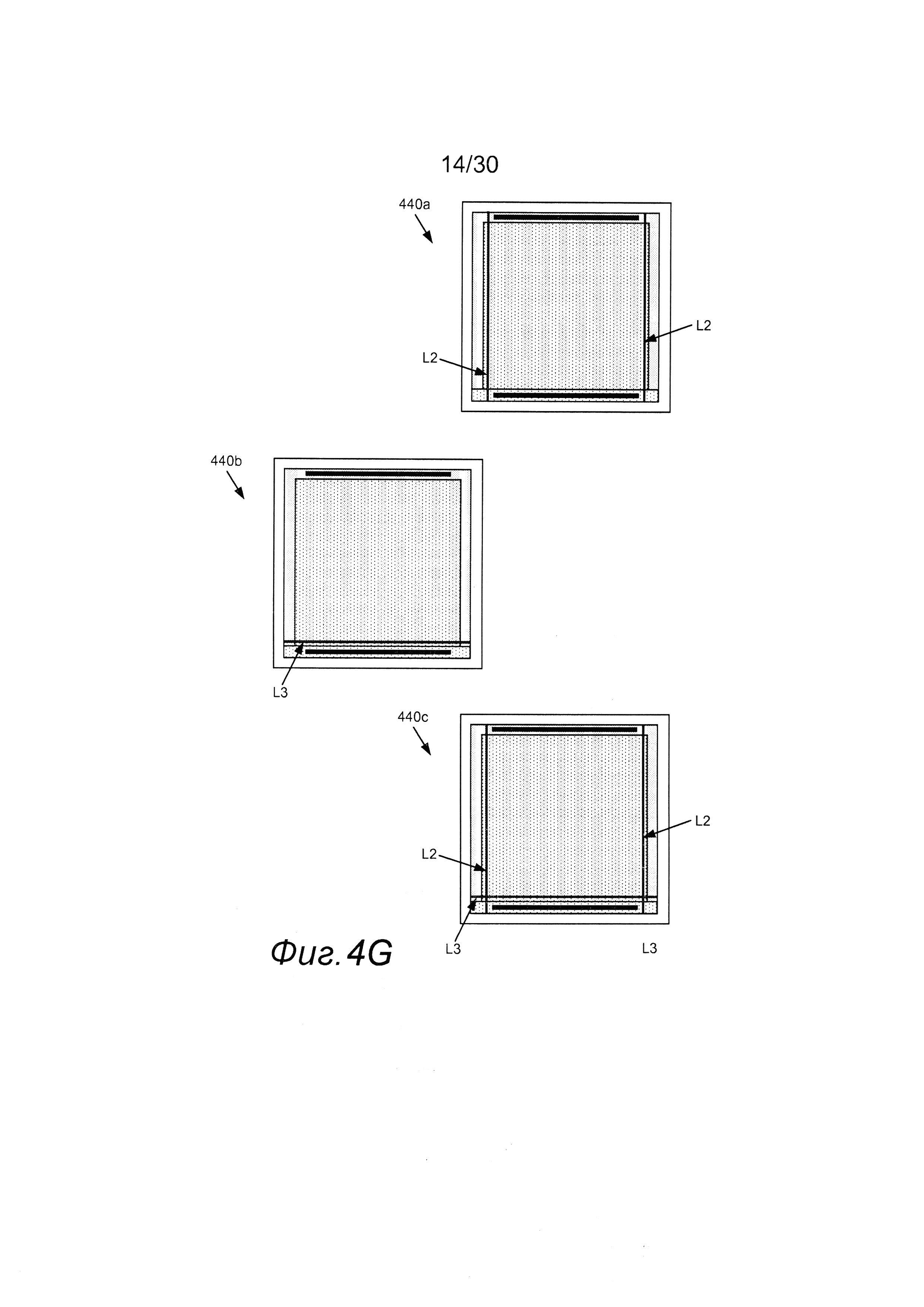
[0027] Фигура 4G иллюстрирует схематическое изображение вида сверху устройств, подобных тем, что описаны, в Фигуре 4В.
[0028] Фигуры 4Н и 4I иллюстрируют схематические изображения, которые описывают этапы прохождения процесса, подобных тем, что проиллюстрированы в Фигуре 4А и вынесены на подложку с большой площадью применительно к способам покрытия и обрезки.
[0029] Фигура 4J иллюстрирует обработку по рулонной технологии формирования слоев электрохромического устройства, в котором используются гибкие слои.
[0030] Фигура 5А блок-схема проведения процесса, описывающая особенности способа изготовления оптического устройства, имеющего противоположные шины на каждом из первом и вторым проводящих слоях.
[0031] Фигура 5В иллюстрирует схематическое изображение видов сверху описывающих этапы проведения процесса проиллюстрированного в Фигуре 5А.
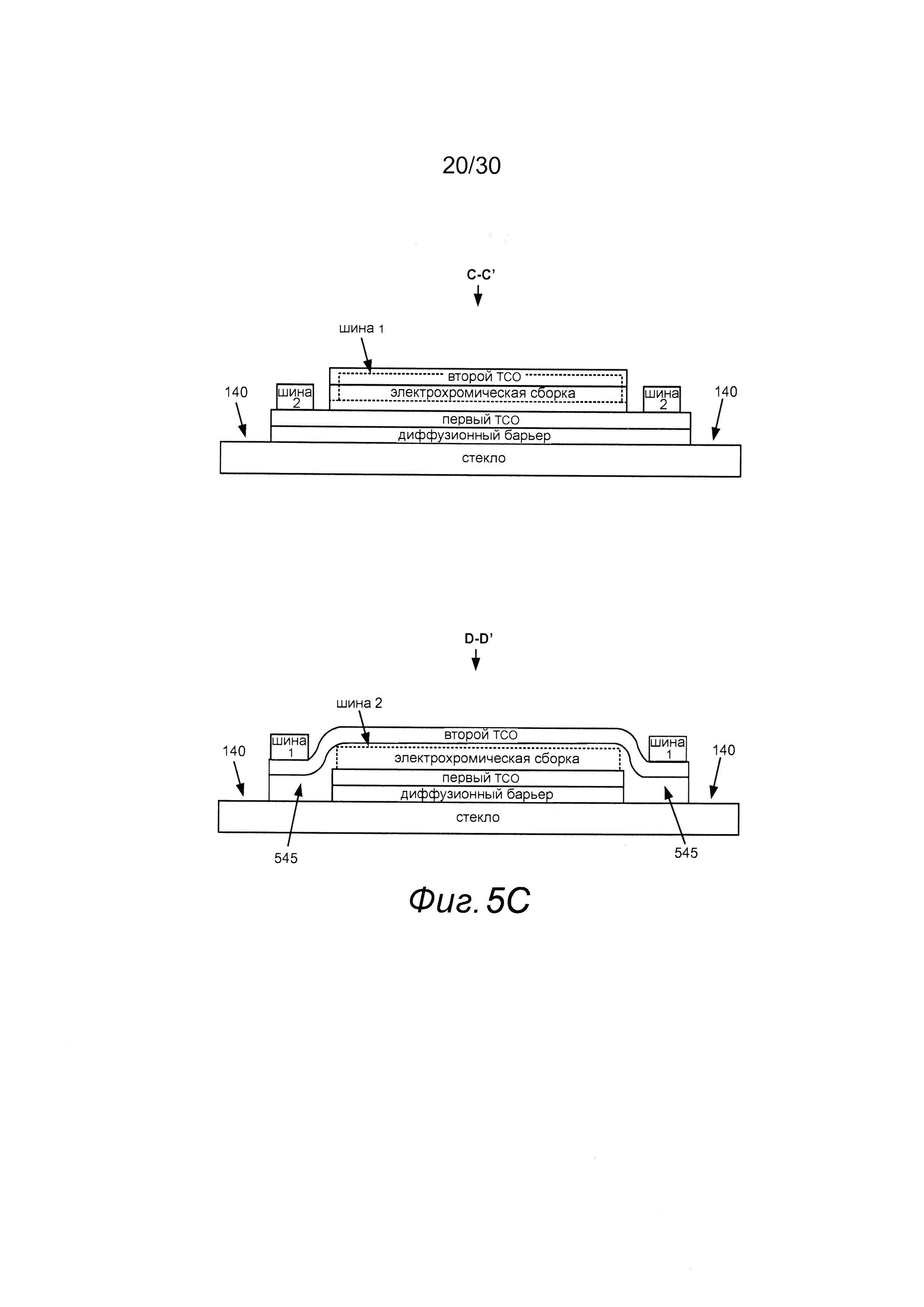
[0032] Фигура 5С иллюстрирует поперечное сечение электрохромического устройства описанного в Фигуре 5В.
[0033] Фигуры 5D и 5Е иллюстрируют вид сверху схем электрохромических устройств.
[0034] Фигуры 5F и 5G иллюстрируют схематические изображения, которые описывают этапы проведения процесса подобных тем, что изображены в Фигуре 5А и вынесены на подложку с большой площадью применительно к способам покрытия и обрезки, в соответствии с вариантами конструкции.
[0035] Фигура 6А иллюстрирует процесс изготовления по рулонной технологии электрохромических устройств на гибких подложках и опционной ламинации негнущимися подложками.
[0036] Фигура 6В иллюстрирует ламинацию электрохромических устройств на гибкие стеклянные подложки и ламинацию гибкими подложками.
[0037] Фигура 7 иллюстрирует поперечное сечение электрохромических устройств подобных устройству, описанному в Фигуре 4С, детализируя проблемные вопросы, решенные данными вариантами конструкции, здесь описанными.
[0038] Фигуры 8А и 8В иллюстрируют поперечное сечение и вид сверху, соответственно, электрохромического устройства, отображающие скошивание края (краев) нижнего проводящего слоя с целью избегания перенапряжений на позже осажденных слоях покрытий.
[0039] Фигуры 9А и 9В иллюстрируют проблемные вопросы, связанные с освобождением нижнего проводящего слоя под шину.
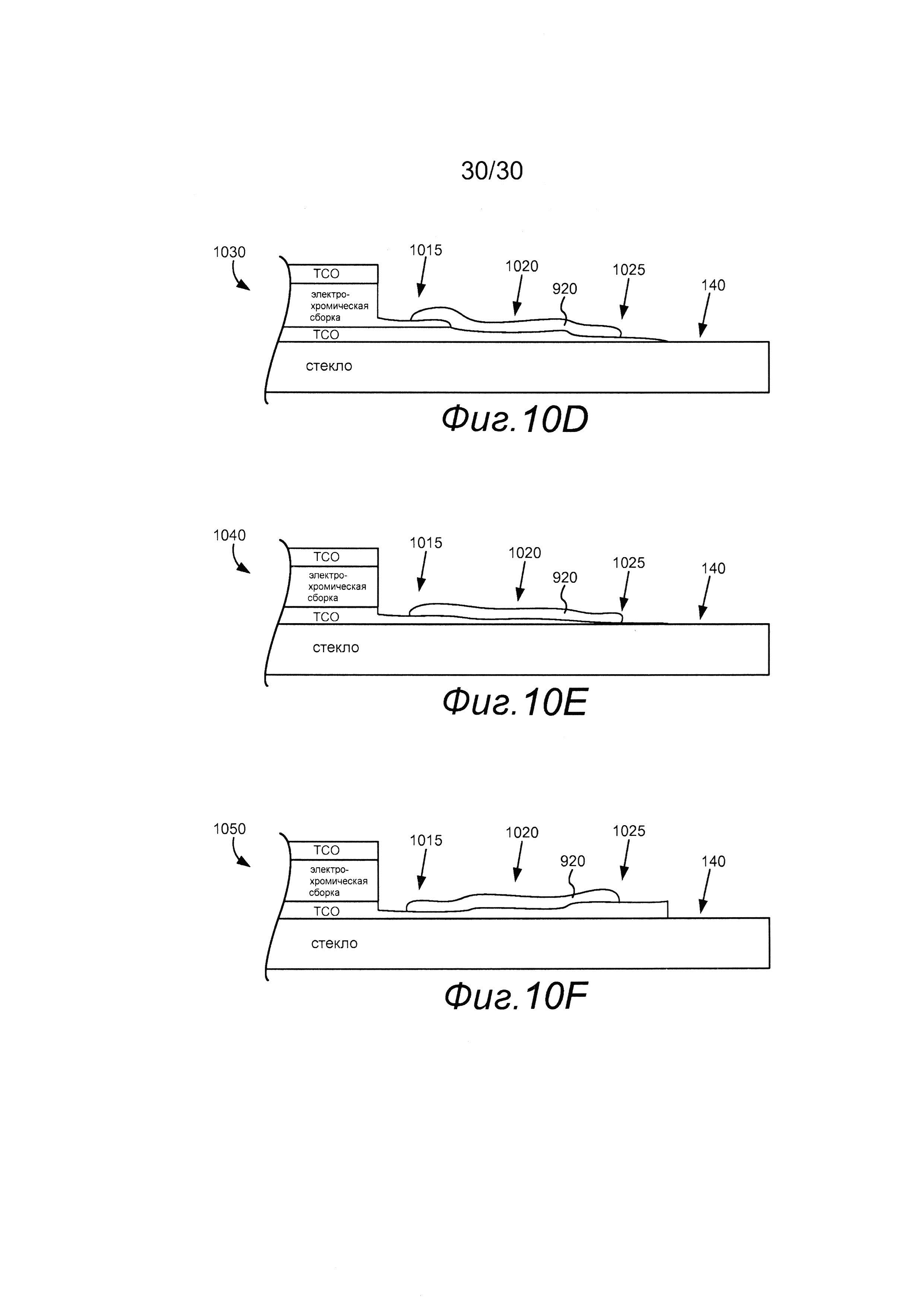
[0040] Фигуры 10А до 10F иллюстрируют варианты конструкций для улучшенного открытого места под шину.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
[0041] Для краткости, варианты конструкций описаны в терминах электрохромических устройств; однако рамки изложения не так ограничены. Специалист в данной области может оценить, что описанные способы могут быть использованы для изготовления практически любого тонкопленочного устройства, в котором один или более слоев располагаются между двумя тонкопленочными слоями проводника. Некоторые варианты конструкций относятся к оптическим устройствам, которые являются тонкопленочными устройствами, имеющими, по меньшей мере, один прозрачный проводящий слой. В простейшей форме, оптическое устройство содержит подложку и один или более слоев материалов расположенных между двумя проводящими слоями, один из которых является прозрачным. В одном из вариантов, оптическое устройство содержит прозрачную подложку и два прозрачных проводящих слоя. В другом варианте оптическое устройство содержит прозрачную подложку, покрытую прозрачным проводящим слоем (нижним проводящим слоем) и другой (верхний) проводящий слой не является прозрачным. В другом варианте конструкции, подложка непрозрачна, а один или более проводящих слоев являются прозрачными. Некоторые экземпляры оптических устройств содержат электрохромические устройства, плоские панельные дисплеи, фотогальванические устройства, устройства со взвешенными частицами, устройства с жидкими кристаллами и т.д. Для контекста, описание электрохромических устройств представлено ниже. Для удобства, описаны все твердотельные и неорганические электрохромические устройства; однако варианты конструкций не ограничиваются таким образом.
[0042] Частный случай электрохромического устройства описан в Фигурах 1A-1D, с целью проиллюстрировать варианты конструкций здесь описанных. Электрохромическое устройство содержит электрохромическое устройство, созданное на подложке. Фигура 1А является поперечным сечением иллюстрирующим (см. разрез Х-Х' Фигуры 1С) электрохромическое устройство, 100, которое изготовлено на стеклянном листе, 105. Фигура 1В отображает боковой вид (см. перспективу Y-Y' Фигуры 1С) электрохромического устройства 100, и Фигура 1С иллюстрирует вид сверху электрохромического устройства 100.
[0043] Фигура 1А иллюстрирует электрохромическое устройство 100 после изготовления на листе стекла 105 и край был удален, чтобы сделать область 140 по периметру электрохромического устройства. Удаление края означает удаление одного или более слоев материалов из устройства в некоторой области периметра подложки. Обычно, однако не обязательно, удаление краев убирает также материал, включая нижний проводящий слой (например, слой 115 как пример приведенный в Фигурах 1A-1D), и может включать удаление любых диффузионных барьер (ов) до собственно подложки. В Фигурах 1А-1В, электрохромическое устройство 100 было размечено лазером и сформированы шины. Стеклянное электрохромическое устройство, 105, имеет диффузионный барьер, 110, и первый проводящий оксид (ТСО) 115 на диффузионном барьере.
[0044] В этом примере, в процессе удаления убираются оба слоя ТСО 115 и диффузионный барьер 110, но в других вариантах конструкции удаляется только ТСО, оставляя диффузионный барьер нетронутым. Слой ТСО 115 является первым из двух проводящих слоев используемых для формирования электродов электрохромического устройства изготовленного на стеклянном листе. В некоторых примерах, лист стекла может быть изготовлен ранее с диффузионным барьером, сформированным на подлежащем стекле. Таким образом формируется диффузионный барьер, а затем первый ТСО 115, электрохромическая сборка 125 (например, сборка имеющая электрохромический и ионно-проводящий слои, а также слой измерительного электрода), и формируется второй ТСО, 130. В других примерах стеклянный лист может быть изготовлен ранее с диффузионным барьером и первым ТСО 115 сформированными на подлежащем стекле.
[0045] В некоторых вариантах конструкции один или более слоев могут быть сформированы на подложке (например, листе стекла) в интегрированной системе осаждения, при том, что подложка не покидает пределов интегрированной системы осаждения во время изготовления слоев. В одном из вариантов, электрохромическое устройство содержит электрохромическую сборку и второй ТСО, которые могут быть изготовлены в интегрированной системе осаждения, в которой лист стекла не покидает пределов интегрированной системы осаждения во время изготовления слоев. В одном случае, первый слой ТСО может также быть сформирован при помощи интегрированной системы осаждения, в которой лист стекла не покидает пределов интегрированной системы осаждения во время осаждения слоев электрохромической сборки и слоя (ев) ТСО. В одном из вариантов, все слои (например, диффузионный барьер, первый слой ТСО, электрохромическая сборка и второй слой ТСО) осаждаются в интегрированной системе осаждения, в которой лист стекла не покидает пределов интегрированной системы осаждения во время осаждения. В этом примере, перед осаждением электрохромической сборки 125, изоляционная канавка 120 должна быть прорезана через первый слой ТСО 115 и диффузионный барьер 110. Канавка 120 сделана с тем, чтобы изолировать зону первого слоя ТСО 115, которая будет находиться под шиной 1 после завершения процесса изготовления (см. Фигуру 1А). Канавку 120 иногда относят к разметке "L1", поскольку это первая разметка лазером в указанных процессах. Это делается для избегания накопления заряда и приобретения цвета электрохромическим устройством под шиной, что может быть нежелательным. Этот нежелательный эффект объясняется детально ниже и был импульсом к созданию вариантов конструкций здесь описанных. Таким образом, указанные варианты конструкций направлены на устранение необходимости в изоляционных канавках, таких как канавка 120, например, для избегания накопления заряда под шиной, а также упрощения процесса изготовления устройства путем уменьшения или вообще устранения операций с лазерной изоляционной разметкой.
[0046] После формирования электрохромического устройства проводятся процессы обрезки краев и дополнительной лазерной разметки. Фигуры 1А и 1В иллюстрируют области 140, в которых электрохромическое устройство было удалено, в данном примере, по периферийным областям, окруженное канавками лазерной разметки 150, 155, 160 и 165. Лазерная разметка 150,160 и 165 иногда относится к разметке "L2", поскольку они являются вторыми в указанном процессе. Лазерная разметка 155 иногда относится к разметке "L3", поскольку она является третьей разметкой в указанном процессе. Разметка L3 проходит через второй слой ТСО, 130, и в этом примере (но не обязательно) электрохромическую сборку 125, но не первый слой ТСО 115. Канавки лазерной разметки 150, 155, 160, и 165 сделаны для изоляции участков электрохромического устройства 135, 145, 170, и 175, которые потенциально могли повредиться в процессе удаления из действующего электрохромического устройства. В одном из вариантов канавки лазерной разметки 150, 160, и 165 проходят через первый слой ТСО для улучшения изоляции устройства (канавка лазерной разметки 155 не проходит через первый слой ТСО, иначе она отрежет электрическую связь шины 2 с первым слоем ТСО и таким образом электрохромическую сборку). В некоторых вариантах, таких как изображенный на Фигурах 1A-1D, канавки лазерной разметки 150, 160, и 165 могут также проходить через диффузионный барьер.
[0047] Лазер или лазеры, используемые для процесса лазерной разметки, как правило, но не обязательно, являются импульсными лазерами, например, твердотельными лазерами диодной накачки. Например, процессы лазерной разметки могут проводиться подходящим лазером. Некоторые примеры поставщиков, которые могут обеспечить подходящими лазерами это IPG Photonics Corp.(of Oxford, Massachusetts), Ekspla (of Vilnius, Lithuania), TRUMPF Inc. (Farmington, Connecticut), SPI Laser s LLC (Santa Clara, California), Spectra-Physics Corp.(Santa Clara, California), nLIGHT Inc. (Vancouver, Washington), и Fianium Inc. (Eugene, Oregon). Оговоренные этапы разметки могут также быть выполнены механически, например наваренным алмазным резцом; однако упомянутые варианты демонстрируют контроль глубины прореза или другого способа удаления материала, что хорошо контролируемо лазерами. Например, в одном из вариантов, удаление края выполняется до глубины первого слоя ТСО, в другом варианте удаление края выполняется до глубины диффузионного барьера (первый слой ТСО удаляется), в еще одном из вариантов удаление края выполняется до глубины подложки (все материалы удаляются до подложки). В упомянутых вариантах отображены различные варианты глубин разметки.
[0048] После завершения лазерной разметки прикрепляются шины. Не проникающая шина (1) наносится на второй слой ТСО. Не проникающая шина (2) наносится на область, в которой не производилось осаждения устройства, в том числе электрохромическая сборка и второй слой (например, из-за маскирующего защитного слоя от осаждения на первом слое ТСО) или, в данном примере, в котором удаление края (например, лазерной абляции используемой в аппаратуре, например имеющей XY или XYZ гальванометр) было использовано для удаления материала до первого проводящего слоя ТСО. В данном примере обе шина 1 и шина 2 являются непроникающими шинами. Проникающая шина это такая шина, которая обычно впрессовывается (или впаивается) через один или более слоев для обеспечения контакта с нижним проводником, например слоем ТСО расположенным сверху или снизу одного или более слоев электрохромической сборки. Непроникающая шина это такая шина, которая не проникает в слои, но также обеспечивает электрический и физический контакт на поверхности проводящего слоя, например, слоя ТСО. Типичным примером непроникающей шины является проводящее чернило, например, на основе серебра, нанесенное на соответствующую проводящую поверхность.
[0049] ТСО слои могут быть электрически соединены с использованием нетрадиционной шины, например, шины изготовленной способами маскирования и литографии. В одном из вариантов, электрическая связь устанавливается с прозрачным проводящим слоем устройства посредством шелкографии (или используя другие способы нанесения разметки) при котором проводящее чернило с последующей тепловой обработкой отвердевает или спекается. Преимуществом использования выше описанной конфигурации устройства является более простое изготовление, например, меньшее использование лазерного скрайбирования, чем обычные техники, использующие проникающие шины.
[0050] После изготовления шин или нанесения иного на один или более проводящих слоев, электрохромическое устройство может быть интегрировано в изолированное стеклянное устройство (IGU), которое содержит, например, проводники для шины и т.д. В некоторых вариантах конструкции, одна или более шин располагаются внутри законченного IGU. В частных случаях, обе шины формируются между разделителем и стеклом IGU (обычно имеется ввиду первичное уплотнение IGU); таким образом, шины фиксированы с разделителем и используются для разделения экземпляров IGU. Область 140 используется, по меньшей мере, частично, для уплотнения одной из сторон разделителя, используемого для формирования IGU. Так, провода или другие соединения шин проходят между разделителем и стеклом. Так как множество разделителей делаются из металла, например нержавеющей стали, которая является проводящей, желательно предпринять шаги для избегания короткого замыкания вследствие электрической связи между шиной и разъемом к нему и металлическому разделителю. Конкретные способы и механизм достижения этого описаны в патентной заявке США, серийный номер 13/312,057, от 6 декабря 2011, и названной "Усовершенствованные разделители для изолированных стеклянных устройств", которая относится сюда по своему содержанию. В некоторых вариантах здесь описанных, способы и конечные IGU содержат край периметра электрохромического устройства, шины и любые изолирующие канавки, все находящиеся в первичном уплотнении IGU.
[0051] Фигура 1D иллюстрирует часть поперечного сечения Фигуры 1А, в которой часть изображения увеличена, чтобы проиллюстрировать возможное решение проблемы данным вариантом конструкции. Перед изготовлением электрохромической сборки 125 на ТСО 115, изоляционная канавка, 120, формируется через ТСО 115 и диффузионный барьер 110 в целях изолирования части 115/110 сборки от большей площади. Эта изолирующая канавка предназначена для отсечения электрической связи нижнего слоя ТСО 115, который имеет хорошую электрическую связь с шиной 2, с секцией слоя ТСО 115 которая находится прямо под шиной 1, которая лежит на слое ТСО 130 и поставляет ему электрическую энергию. Например, во время окрашивания электрохромического устройства, на шину 1 и шину 2 подается питание с целью приложения потенциала через электрохромическое устройство; например, слой ТСО 115 имеет негативный заряд, а слой ТСО 130 имеет позитивный заряд или наоборот.
[0052] Изолирующая канавка 120 является желательной по множеству причин. Иногда желательно не закрашивать электрохромическое устройство под шиной 1 поскольку эта область не является видимой для конечного пользователя (рама окна обычно перекрывает шины и изолирующие канавки и/или эти детали находятся под разделителем как описано выше). Также, иногда область 140 содержит нижний слой ТСО и диффузионный барьер, и в этом случае нежелательно для нижнего слоя ТСО переносить заряд к краю стекла, так как здесь возможны короткие замыкания и нежелательные потери заряда в областях невидимых конечным пользователем. Также поскольку часть электрохромического устройства прямо под шиной подвергается воздействию наибольшего потока зарядов, это предрасполагает данную область устройства к формированию дефектов, например, отслаивания, смещения частиц (сколы), и т.д., которые могут приводить к аномальному колорированию или не колорированию областей становящихся видимыми в видимых областях и/или негативно влияет на работоспособность устройства. Изоляционная канавка 120 была разработана для устранения этих проблем. Несмотря на желаемый результат, было обнаружено, что окрашивание под первой шиной все равно случается. Этот феномен объясняется соответственно к увеличенной секцией устройства 100 в нижней части Фигуры 1D.
[0053] Когда электрохромическая сборка 125 осаждается на первый слой ТСО 115, электрохромический материал из которого состоит электрохромическая сборка 125, заполняет изоляционную канавку 120. Хотя электрическая дорожка первого слоя ТСО 115 обрезается канавкой 120, канавка заполняется материалом, который хотя и не так электрически проводящий как материал ТСО, он способен переносить заряд и проницаем для ионов. Во время работы электрохромического устройства 100, например, когда первый слой ТСО 115 имеет негативный заряд (как проиллюстрировано на Фигуре 1D), малое количество заряда проникает через канавку 120 и поступает на изолированную часть первого слоя 115. Это накопление заряда может вызывать более нескольких циклов колорирования и обесцвечивания электрохромического устройства 100. Как только изолированная область слоя ТСО 115 накапливает заряд, это может приводить к колорированию электрохромической сборки 125 под шиной 1, в области 180. Также заряд в этой области первого слоя ТСО 115, будучи однажды накопленным, не истекает также нормально (менее эффективно) как заряд в оставшейся части слоя 115, например, когда противоположный по полярности заряд прилагается к шине 2. Другой проблемой с изоляцией канавки 120 является то, что диффузионный барьер в основе канавки может ее понижать. Это может позволять ионам натрия диффундировать в электрохромическую сборку 125 из стеклянной подложки. Эти ионы натрия могут действовать как переносчики заряда и способствовать накоплению заряда на изолированных областях первого слоя ТСО 115. Другой проблемой в данном накоплении заряда под шиной может быть возможность фиксированного напряжения на слои материала и провоцировать формирование дефектов в данной области. В конечном итоге, изготовление изолирующей канавки в проводящем слое на подложке привадит к дальнейшему усложнению этапов обработки. Варианты здесь описанные могут устранить эти проблемы, а также другие.
[0054] Фигура 2А является частичным поперечным сечением иллюстрирующим улучшенную архитектуру электрохромического устройства, 200. В этом проиллюстрированном варианте, часть первого слоя ТСО 115, которая простирается под шиной 1, удаляется до изготовления электрохромической сборки 125. В этом варианте, диффузионный барьер 110 простирается до нижней шины 1 и до края электрохромического устройства. В некоторых вариантах, диффузионный барьер простирается до края стекла 105, таким образом, покрывая область 140. В других вариантах конструкции, часть диффузионного барьера может также быть удалена под шиной 1. В вышесказанном варианте, избирательное удаление слоя ТСО под шиной 1 выполняется до изготовления электрохромической сборки 125. Процесс удаления края для формирования областей 140 (например, по периметру стекла, при этом разделитель формирует уплотнение со стеклом) может быть выполнено до изготовления устройства или после. В определенных вариантах, изоляционная канавка, 150а, формируется, если процесс удаления края, формирующий область 140 создает достаточно грубый край или другим образом неприемлемый край вследствие, например, проблем с коротким замыканием, таким образом, изолируя область материала 135а, от оставшейся части электрохромического устройства. Как проиллюстрировано в увеличенной области электрохромического устройства 200 представленного на Фигуре 2А, поскольку здесь нет части слоя ТСО 115 под шиной 1, могут быть устранены вышеупомянутые проблемы, такие как нежелательное колорирование и накопление заряда. Также, поскольку диффузионный барьер 110 остается нетронутым, по крайней мере, на протяжении электрохромической сборки 125, предотвращается диффузия ионов натрия в электрохромическую сборку 125 вызывающая нежелательную проводимость или другие проблемы.
[0055] В определенных вариантах, линия слоя ТСО 115 выборочно удаляется в областях под шиной 1 в которой та находится уже после изготовления. То есть, диффузионный барьер 110 и первый слой ТСО 115 могут оставаться в области 140, однако линия первого слоя ТСО 115 выборочно удаляется под шиной 1. В одном из вариантов, ширина удаленной области слоя ТСО 115 может быть больше чем ширина шины 1, которая располагается над удаляемой областью слоя ТСО корда изготовление устройства закончено. Варианты здесь описанные включают электрохромическое устройство, имеющее конфигурацию, как описано и проиллюстрировано в Фигуре 2А с выборочно удаленной областью слоя ТСО 115. В одном из вариантов оставшееся устройство является таким как описано и проиллюстрировано в Фигурах 1А-С.
[0056] Устройство подобное устройству 200 представлено на Фигурах 2В и 2С, иллюстрирует архитектуру устройства содержащего лазерные изолирующие канавки и тому подобное. Фигуры 2В и 2С являются иллюстрациями усовершенствованной архитектуры устройств упомянутых вариантов. В определенных вариантах конструкции имеются в меньшем количестве или нет, лазерные изолирующие канавки сделанные во время изготовления устройства. Эти варианты конструкций описаны более детально ниже.
[0057] Фигуры 2D и 2Е иллюстрирует электрохромическое устройство 205, которое имеет архитектуру очень близкую к устройству 200, однако она не имеет ни лазерной изолирующей канавки 150а, ни изолирующей области 135а, устройства которые не функциональны. Конкретный процесс лазерного удаления краев оставил достаточно чистый край устройства, так что лазерные канавки типа 150а не являются необходимыми. Одним из вариантов конструкции является оптическое устройство, как проиллюстрировано на Фигурах 2D и 2Е, однако, не имеющее ни изоляционных канавок 160 и 165, ни изолированных областей 170 и 175. Одним из вариантов конструкции является оптическое устройство, как проиллюстрировано на Фигурах 2D и 2Е, однако, не имеющее изолирующей канавки 155, а также изолированной области 145. Одним из вариантов конструкции является оптическое устройство, как проиллюстрировано на Фигурах 2D и 2Е, однако не имеющее изоляционных канавок 160, 165, или 155, а также изолированных областей 145, 170, и 175. В некоторых вариантах, способы изготовления не включают каких-либо лазерных изолирующих канавок и таким образом изготавливают оптические устройства, не имеющие физически изолированных не функциональных участков устройств.
[0058] Как описано более детально ниже, некоторые варианты включают устройства, в которых один или более слоев материалов устройства и второй (верхний) проводящий слой не совпадают с первым (нижним) проводящим слоем.; В частности, эти части охватывают первый проводящий слой с некоторой частью по периметру области первого проводника. Эти области могут или не могут содержать шину. Как пример, охватывающие области как изображено в Фигурах 2А или 3 имеют шину на втором проводящем слое.
[0059] Фигура 3 является частичным поперечным сечением, иллюстрирующим улучшенную архитектуру электрохромического устройства 300 оговоренных вариантов. В этих иллюстрированных вариантах конструкций, части слоя ТСО 115 и диффузионного барьера 110, которые пролегают под шиной 1, удаляются до изготовления электрохромической сборки 125. То есть, удаление первого слоя ТСО и диффузионного барьера под шиной 1 осуществляется до изготовления электрохромической сборки 125. Процесс удаления краев для формирования областей 140 (например, по периметру стекла, при этом разделитель формирует уплотнение со стеклом) может быть сделано до изготовления устройства (например, удаление диффузионного барьера и использование после этого маски) или после изготовления устройства (удаление всех материалов до стекла). В определенных вариантах, изолирующая канавка, аналогична 150а на Фигуре 2А, формируется, если процесс удаления краев для формирования областей 140 создает грубый край, таким образом, изолируя область 135а (см. Фигуру 2А), материала от оставшейся части электрохромического устройства.
[0060] Возвращаясь вновь к Фигуре 3, как иллюстрирующую в увеличенной части устройства 300, поскольку здесь нет под шиной 1 слоя ТСО 115, таким образом выше упомянутые проблемы, такие как нежелательное колорирование и накопление заряда могут быть обойдены. В этом примере, поскольку диффузионный барьер 110 также удален, ионы натрия могут диффундировать в электрохромическую сборку в области под шиной 1; однако, поскольку тут нет соответствующей части слоя ТСО 115 для получения и удержания заряда, колорирование и другие вопросы менее проблемны. В определенных вариантах, полоса слоя ТСО 115 и диффузионный барьер 110 выборочно удаляются в области, над которой будет находиться шина 1; то есть, в области 140, диффузионный барьер и слой ТСО могут остаться, но полоса слоя ТСО 115 и диффузионного барьера 110 выборочно удаляются в области, по меньшей мере, попадающей под шину 1. В одном из вариантов, ширина удаленной полосы слоя ТСО и диффузионного барьера больше чем ширина шины, которая располагается над удаленной полосой, когда изготовление устройства закончено. Варианты здесь описанные включают электрохромическое устройство имеющее конфигурацию как проиллюстрировано и описано в Фигуре 3. В одном из вариантов, остальная часть устройства является такой как проиллюстрировано и описано в Фигурах 1А-С. В определенных вариантах, присутствуют меньше или нет, лазерные изолирующие канавки, сделанные во время изготовления устройства.
[0061] Варианты включают оптическое устройство, такое как проиллюстрировано в Фигуре 3, при этом оставшееся является устройством 205 такое как проиллюстрировано в Фигурах 2D и 2Е. Одним из вариантов является оптическое устройство как проиллюстрировано на Фигуре 3, однако не имеющее изолирующих канавок 160 и 165, а также изолированных областей 170 и 175, как проиллюстрировано на Фигурах 2D и 2Е. Одним из вариантов является оптическое устройство как проиллюстрировано на Фигуре 3, однако не имеющее изолирующей канавки 155, и изолированной области 145, как проиллюстрировано на Фигурах 2D и 2Е. Одним из вариантов является оптическое устройство, такое как проиллюстрированное на Фигуре 3, однако не имеющее изолирующих канавок 160, 165, или 155, а также изолированных областей 145, 170, и 175, как проиллюстрировано на Фигурах 2D и 2Е. Любой из вышеупомянутых вариантов может также включать изолирующие канавки, аналогичные к канавке 150 как проиллюстрировано в Фигурах 1A-D, но не изолирующая канавка аналогичная канавке 120. Все варианты здесь описанные избегают необходимости в лазерной изолирующей канавке аналогичной канавке 120, как проиллюстрировано в Фигурах 1A-D. В дополнение, плюсом является уменьшение числа необходимых лазерных канавок, но в зависимости от материалов устройства или используемых лазеров, например, канавки отличные от канавки 120 могут быть или не быть необходимы.
[0062] Как описано выше, в некоторых вариантах, устройства изготавливаются без использования лазерных изолирующих головок, то есть конечное устройство не имеет изолированных областей, которые не есть функциональны. Типичные способы изготовления описаны ниже при условии отсутствия изолирующих канавок; однако необходимо понимать, что одним из вариантов любое устройство, как описано ниже, в котором устройство имеет функциональный эквивалент (в зависимости от его геометрии) изолирующих канавок как описано в Фигурах 1A-D, но не изолирующей канавкой 120. Более конкретно, один из вариантов, это оптическое устройство, как описано ниже, но не имеющее изолирующих канавок 160 и 165 как проиллюстрировано на Фигурах 2D и 2Е. Одним из вариантов является оптическое устройство, как описано ниже, но не имеющее изолирующей канавки 155 как проиллюстрировано на Фигурах 2D и 2Е. Одним из вариантов является оптическое устройство, как описано ниже, но не имеющее изолирующих канавок 160, 165, или 155 как проиллюстрировано на Фигурах 2D и 2Е. Любой из вышеупомянутых вариантов может также включать изолирующую канавку, аналогичную канавке 150 как проиллюстрировано в Фигурах 1A-D.
[0063] Одним из вариантов является способ изготовления оптического устройства содержащего один или более слоев материалов расположенных между первым проводящим слоем (например, первым слоем ТСО 115) и вторым проводящим слоем (например, второго слоя ТСО 130). Способ включает: (i) получение подложки содержащей первый проводящий слой на ее рабочей поверхности; (ii) удаление первой полосы первого проводящего слоя между примерно 10% и примерно 90% площади подложки; (iii) осаждение одного или более слоев материалов оптического устройства и второго проводящего слоя таким образом, что они покрывают первый проводящий слой и, по возможности, простираются над первым проводящим слоем за его периметр; (iv) удаление второй полосы, более узкой, чем первая полоса, собственно всех слоев по периметру подложки, при этом глубина удаления, по меньшей мере, достаточна для удаления первого проводящего слоя; (v) удаление, по меньшей мере, одной области второго проводящего слоя и одного или более слоев материалов оптического устройства и, соответственно, таким образом, освобождения, по меньшей мере, одной открытой области первого проводящего слоя; и (vi) нанесение шины к, по меньшей мере, одной отрытой области первого проводящего слоя; при этом, по меньшей мере, один из первого и второго проводящих слоев прозрачен. Одним из вариантов, является (ii) включающий удаление первой полосы первого проводящего слоя от около 50% до около75% по периметру подложки.
[0064] В одном из вариантов, часть края первого проводящего слоя остается после (ii) клиновидной как описано более детально ниже. Клиновидная часть края может содержать одну, две или более сторон, если прозрачный проводник является полигональной формы после (ii). В некоторых случаях, первый проводящий слой полируется перед (ii), и затем по выбору края скошиваются. В других случаях, первый проводящий слой полируется после (ii), с или без скошивания краев. В последних случаях скошивание может проводиться до или после полировки.
[0065] В одном из случаев, по меньшей мере, одна открытая область первого проводящего слоя открыта и изготовлена вдоль периметра области оптического устройства непосредственно к стенке или стенкам подложки, в которой первый проводящий слой не был удален на этапе (ii). В определенных вариантах, открытая область первого проводящего слоя не является диафрагмой или отверстием через один или более слоев материалов и второй проводящий слой, но скорее открытая область является областью, которая выпирает из области края сборки слоев функционального устройства. Это объясняется более детально ниже со ссылками на частные случаи.
[0066] Способ может далее включать: нанесение, по меньшей мере, одной второй шины ко второму проводящему слою, в частности на область, которая не покрывает первый проводящий слой. В одном из вариантов, оптическое устройство является электрохромическим устройством и может быть все твердотельным и неорганическим. Подложка может быть из термополированного стекла и первый проводящий слой может содержать оксид олова, например, фторированный оксид олова. В одном из вариантов, (iii) проводится во всех вакуумных интегрированных установках осаждения. В определенных вариантах, способ дополнительно включает осаждение из паробарьерного слоя на второй проводящий слой предварительно к (iv).
[0067] В одном из вариантов, по меньшей мере, одна открытая область первого проводящего слоя изготавливается вдоль по направлению одной из сторон оптического устройства. В одном из вариантов, вдоль стороны оптического устройства со стороны подложки в которой первый проводящий слой не был удален на этапе (ii). В одном из вариантов, по меньшей мере, одна из вторых шин наносится на второй проводящий слой вдоль стороны оптического устройства противоположной, по меньшей мере, одной открытой области первого проводящего слоя. Если паровой барьер нанесен, часть удаляется с целью открытия второго проводящего слоя для нанесения, по меньшей мере, одной второй шины. Эти способы описаны ниже в связи с определенными вариантами в Фигурах 4A-D.
[0068] Фигура 4А является проведением процесса 400, описывает особенности способа изготовления электрохромического устройства или другого оптического устройства, имеющего расположенные напротив шины, каждая из которых нанесена к одному из проводящих слоев оптического устройства. Пунктирные линии обозначают опциональные этапы в проведении процесса. Образцовое устройство, 440, как проиллюстрировано в Фигурах 4В-С, используется для иллюстрации проведения процесса. Фигура 4В представляет иллюстрацию видов сверху, отображающих изготовление устройства 440 содержащую цифровую индикацию проведения процесса 400 как описано в Фигуре 4А. Фигура 4С иллюстрирует поперечное сечение устройства, содержащее устройство 440 описанное в Фигуре 4В. Устройство 440 является прямоугольным устройством, однако, проведение процесса 400 применимо к оптическим устройствам любой формы, имеющим противоположно расположенные шины, каждая из которых на одном из проводящих слоях. Эта особенность описана более детально ниже, например, в Фигуре 4D (которая демонстрирует проведение процесса 400 так как он относится к изготовлению круглого электрохромического устройства).
[0069] В Фигурах 4А и 4В, после получения подложки с первым проводящим слоем на ней, проведение процесса 400 начинается с опционального полирования первого проводящего слоя, см. 401. В определенных вариантах, полирование нижнего прозрачного слоя обнаруживает улучшение оптических свойств и надежность электрохромических устройств изготовленных на нем. Полирование прозрачных проводящих слоев до изготовления электрохромического устройства на них отображены в патентной заявке, PCT/US12/57606, под названием, "Изготовление оптических устройств" поданной 27 сентября 2012, которая включена в этот документ посредством ссылки в полном объеме. Полирование, если выполняется, может быть выполнено до удаления краев, см. 405, или после удаления краев в процессе. В определенных вариантах, нижний проводящий слой может быть отполирован до и после удаления краев. Как правило, нижний проводящий слой полируется только один раз.
[0070] Как проиллюстрировано на Фигуре 4А, если полирование 401 не выполняется, процесс 400 начинается с удаления краев первой полосы части площади подложки, см. 405. Удаление краев может удалить только первый проводящий слой или может также удалить диффузионный барьер, если он присутствует. В одном из вариантов, подложка является стеклом и содержит натриевый диффузионный барьер и прозрачный проводящий слой на нем, например, основанный на оксиде олова прозрачный металлоксидный проводящий слой. Подложка может быть прямоугольной (например, квадратная подложка изображена как видно на Фигуре 4В). Точечная область на Фигуре 4В означает первый проводящий слой. Таким образом, после удаления краев в соответствии с процессом 405, полоса А удаляется с трех сторон площади подложки 430. Эта полоска типично, но не обязательно, является стандартной полоской. Вторая полоска, В, описана ниже. В случаях когда полоска А и/или полоска В не являются стандартными, тогда их относительные величины по отношению друг к другу выражаются в их средних ширинах.
[0071] В результате удаления первой полоски А на 405, появляется новый открытый край нижнего проводящего слоя. В определенных вариантах, по меньшей мере, часть этого края первого проводящего слоя может быть опционально скошена, см. 407 и 409. Нижерасположенный слой диффузионного барьера может также быть скошен. Изобретатели обнаружили, что скошивание края одного или более слоев устройства, до изготовления на них последующих слоев, имеет неожиданные преимущества в структуре устройства и его надежности. Процесс скошивания краев описан более детально в Фигурах 8А и 8В.
[0072] В определенных вариантах, нижний проводящий слой опционально полируется после скошивания краев, см. 408. Обнаружено, что определенные материалы устройства, могут быть полезны для полировки нижнего проводящего слоя после скошивания краев, как полирование может иметь неожиданные благоприятные эффекты на скошивание краев, так и толстая поверхность проводника, которая может повышать надежность устройства (как описано выше). В определенных вариантах, скошивание краев выполняется после полировки 408, см. 409. Хотя скошивание краев проиллюстрировано как на 407 так и на 409 на Фигуре 4А, если выполняется, скошивание краев обычно делается единожды (например, на 407 или 409).
[0073] После удаления первой полосы А, и опционального полирования и/или опционального скошивания краев как описано выше, электрохромическое устройство осаждается на поверхность подложки 430, см. 410. Это осаждение включает осаждение одного или более слоев материалов оптического устройства и второго проводящего слоя, например, прозрачного проводящего слоя, такого как оксид индия-олова (ITO). Проиллюстрированное покрытие является цельной подложкой, но здесь может быть некоторое маскирование из-за держателя, который должен удерживать стекло на месте. В одном из вариантов, покрывается вся площадь, оставшейся части первого проводящего слоя, включая перекрытие первого проводящего слоя и в том числе первой полосы А, предварительно удаленной. Это позволяет работать с перекрытием областей в архитектуре конечного устройства как объясняется более детально ниже.
[0074] В определенных вариантах, электромагнитное излучение используется для выполнения операции удаления краев и изготовления периферийных областей подложки, например для удаления прозрачного проводящего слоя или более слоев (вплоть до и включая верхний проводящий слой и любые паробарьеры на него нанесенные), в зависимости от стадии процесса. В одном из вариантов, удаление краев выполняется, по меньшей мере, для удаления материалов включая прозрачный проводящий слой на подложке, и опционально также удаления диффузионного барьера, если он присутствует. В определенных вариантах, удаление краев используется для удаления части поверхности подложки, например, термополированного стекла, и может продолжаться до глубины, не достигающей толщины зоны уплотнения. Удаление краев выполняется, например, для создания хорошей поверхности для уплотнения, по меньшей мере, части первичного уплотнения и вторичного уплотнения IGU. Например, прозрачный проводящий слой может иногда терять адгезию в случаях, когда проводящий слой покрывает всю площадь подложки и таким образом имеет оголенные края, несмотря на наличие вторичного уплотнения. Также считается, что, когда металлоксидные или другие функциональные слои имеют такие оголенные края, они могут служить путями для поступления влаги в толщину устройства и таким образом нарушать первичное и вторичное уплотнения.
[0075] Удаления краев здесь описанные выполняются на подложке, которая уже подрезана до размера. Однако, в других показанных вариантах, удаление краев может быть сделано до того как подложка вырезана из большого листа стекла. Например, не отожженное термополированное стекло может быть разрезано на отдельные куски, после того как на него было нанесено электрохромическое устройство. Способы здесь описанные могут быть выполнены на большом листе и затем лист может быть разрезан на индивидуальные электрохромические устройства. В определенных вариантах, удаление краев может быть проведено в некоторых крайних зонах до разрезания на отдельные электрохромические устройства, и снова после разрезания их с большого листа. В определенных вариантах, все удаления краев выполняются до вырезания кусков из большого листа. В вариантах использующих "удаление краев" до разрезания стекол, части покрытий на листе стекла могут быть удалены в местах, при этом будут сделаны разрезы (и таким образом края) новых сформированных электрохромических устройств. Другими словами, здесь пока нет собственно края подложки, только определены области, в которых будут сделаны разрезы для формирования краев. Таким образом "удаление края" означает удаление одного или более слоев материалов в областях, в которых край предполагается сделать. Способы изготовления электрохромических устройств разрезанием из большого листа после изготовления на них электрохромических устройств описаны в заявке на патент США, серийный номер 12/941,882 (сейчас патент США No. 8,164,818), поданной 8 ноября 2010, и заявке на патент США, серийный номер 13/456,056, поданной 25 апреля 2012, обе названы "Способы изготовления электрохромических окон ", каждая из которых включена в этот документ посредством ссылки в полном объеме. Специалисту в данной области техники будет понятно, что если бы нужно было исполнить способы, здесь описанные на большом листе стекла, а затем вырезать отсюда индивидуальные куски, в определенных вариантах должны быть использованы маски, в то время как если изготовление идет на отдельных кусках желаемого размера, маски являются необязательными.
[0076] Образцовое электромагнитное излучение включает: УФ, лазеры и подобное. Например, материал может быть удален направленной и сфокусированной энергией одной из длин волн 248 нм, 355 нм (УФ), 1030 нм (ИК, например лазер для дисков), 1064 нм (например, Nd:YAG лазер), и 532 нм (например, зеленый лазер). Лазерное излучение доставляется до подложки подложка используя, например оптическое волокно или открытую траекторию луча. Абляция может быть выполнена как со стороны подложки или стороны пленки электрохромического устройства в зависимости от оборудования удерживания подложки и параметров конфигурации. Плотность энергии, требуемая для абляции толщины пленки, достигается за счет прохождения лазерным лучом оптических линз. Линзы фокусируют лазерный луч до желаемого размера и формы. В одном из вариантов, используется цилиндрическая конфигурация луча, имеющего область фокусировки между около 0,005 мм2 до около 2 мм2. В одном из вариантов, уровень фокусировки луча используется для достижения требуемой плотности энергии для абляции сборки пленок электрохромического устройства. В одном из вариантов, плотность энергии используемой для абляции находится между около 2 Дж/см2 и около 6 Дж/см2.
[0077] Во время процесса лазерного удаления краев, лазерная точка сканирует по поверхности электрохромического устройства, вдоль по периферии. В одном из вариантов, лазерная точка сканирует с использованием сканирующего F тета объектива. Гомогенное удаление электрохромической пленки достигается, например, перекрыванием областей точки во время сканирования. В одном из вариантов, перекрытие происходит между около 5% и около 100%, в другом варианте между около 10% и около 90%, в еще одном варианте между около 10% и около 80%. Могут быть использованы различные траектории сканирования, например, сканирование по прямым линиям, кривым линиям, и различным траекториям может сканироваться, например, прямоугольным или другой формы секции сканируются, которые коллективно создают периферийную область удаления краев. В одном из вариантов линии сканирования (или "ручки," то есть линии созданные подогнанными или перекрываемыми лазерными точками, например квадраты, круги и т.д.) перекрываются на уровнях описанных выше для перекрытия лазерных точек. То есть, область удаляемого материала определяется траекторией линии предварительно отсканированной и перекрытой позже линиями сканирования, таким образом, что есть перекрытие. Это есть область шаблона удаленная перекрытием или подгонкой лазерных точек перекрывается областью последующих шаблонов абляции. Для вариантов, в которой используется перекрытие, точки, линии или шаблоны, может быть использован лазер более высокой частоты, например в диапазоне между около 11 кГц и около 500 кГц. С целью минимизации связанных с теплом повреждений электрохромического устройства на открытых краях (область тепловой обработки или "HAZ"), используются лазеры с более короткой длительностью импульса. В одном примере, длительность импульса находится в переделах между около 100 фс (фемтосекунд) и около 100 нс (наносекунд), в другом варианте длительность импульса находится в пределах между около 1 пс (пикосекунды) и около 50 нc, в еще одном варианте длительность импульса находится в переделах между около 20 пс и около 30 нс. Длительность импульса в других пределах может быть использована в других вариантах.
[0078] Обращаясь снова к Фигурам 4А и 4В, проведение процесса 400 продолжается с удалением второй полоски, В, более узкой, чем первая полоска А, около собственно всего периметра подложки, см. 415. Это может включать удаление материала до стекла или до диффузионного барьера, если он присутствует. После проведения процесса 400 и завершения процесса до 415, например, на прямоугольной подложке как отображено на Фигуре 4В, есть область по периметру шириной В, в которой нет ни первого прозрачного проводника, ни одного или более слоев материалов устройства, или второго проводящего слоя - удаление полоски В оголяет диффузионный барьер или подложку. Внутри периметра этой области находится сборка устройства, включая первый прозрачный проводник, окруженный с трех сторон перекрывающими одним или более слоев материалов и вторым проводящим слоем. На оставшейся стороне (например, на верхней стороне, на Фигуре 4В) нет перекрывающей части одного или более слоев материалов и второго проводящего слоя. Это непосредственно та оставшаяся сторона (например, верхняя сторона на Фигуре 4В), в которой один или более слоев материалов и второй проводящий слой были удалены с целью оголения участка (открытое место под шину, или "ВРЕ"), 435, первого проводящего слоя, см. 420. ВРЕ 435 нет необходимости быть во всю длину этой стороны, ему необходимо быть достаточно длинным для размещения шины и резервирования некоторого пространства между шиной и вторым проводящим слоем с тем, чтобы не закоротить второй проводящий слой. В одном из вариантов, ВРЕ 435 покрывает длину первого проводящего слоя на этой стороне.
[0079] Как проиллюстрировано выше в различных вариантах ВРЕ является участком, в которой слои материалов удалены до нижнего электрода или другого проводящего слоя (например, прозрачный проводящий оксидный слой), с целью создать поверхность для присоединения шины и таким образом сделать электрический контакт с электродом. Присоединенная шина может быть припаянной шиной, и чернильной шиной и тому подобное. ВРЕ обычно имеет прямоугольную область, но это не обязательно; ВРЕ может быть любой геометрической формы или вообще без формы. Например, в зависимости от потребности, ВРЕ может быть круглой, треугольной, овальной, трапециевидной и другой полигональной формы. Форма может зависеть от конфигурации электрохромического устройства, подложка несет электрохромическое устройство (например, окно неправильной формы), или даже, например, более эффективный (например, в удалении материала, времени и т.д.) шаблон лазерной абляции используется для ее создания. В одном из вариантов, ВРЕ простирается, по меньшей мере, до около 50% длины по одной стороне электрохромического устройства. В одном из вариантов, ВРЕ простирается, по меньшей мере, до около 80% длины одной из сторон электрохромического устройства. Обычно, но не необходимо, ВРЕ достаточно широка для размещения шины, но должна оставлять некоторое пространство, по меньшей мере, между сборкой активного электрохромического устройства и шиной. В одном из вариантов, ВРЕ является собственно прямоугольником длиной приблизительно в одну сторону электрохромического устройства и шириной между около 5 мм и около 15 мм, в другом варианте между около 5 мм и около 10 мм, и в еще одном варианте между около 7 мм и около 9 мм. Как упомянуто, шина может быть между около 1 мм и около 5 мм шириной, обычно около 3 мм шириной.
[0080] Как упомянуто, ВРЕ изготавливается достаточно широкой для размещения полоски шины и также оставления пространства между шиной и электрохромическим устройством (так шина, полагается, касается только нижнего проводящего слоя). Ширина шины может достигать ВРЕ (и таким образом материал шины касается как нижнего проводника, так и стекла (и/или диффузионного барьера) в области 140), так же как по всей ее длине есть пространство между шиной и электрохромическим устройством (в вариантах в которой присутствует изолирующая канавка L3, шина сожжет контактировать с неактивным участком, например см. 145 на Фигуре 1А). В вариантах, в которой ширина шины полностью размещена на ВРЕ, то есть, шина является полностью поверх нижнего проводника, внешнего края, вдоль длины, шина может совпадать с внешним краем ВРЕ, или быть вставленной на от около 1 мм до около 3 мм. Также, расстояние между шиной и электрохромическим устройством находится в диапазоне от около 1 мм и около 3 мм, в другом варианте в диапазоне от около 1 мм и 2 мм, и в другом варианте около 1,5 мм. Формирование ВРЕ описано более детально ниже, по отношению к электрохромическому устройству, имеющему нижний электрод, который является ТСО. Это только для удобства, электродом может быть любой подходящий электрод для оптического устройства, прозрачный или нет.
[0081] Для изготовления ВРЕ, область под ТСО (например, первый слой ТСО) очищается от осажденных материалов и таким образом шина может быть изготовлена на ТСО. В одном из вариантов, это достигается лазерной обработкой, которая избирательно удаляет слои осажденной пленки, оставляя нижний слой ТСО открытым в определенной области в определенном месте. В одном из вариантов, абсорбционные характеристики нижнего электрода и осажденных слоев используются с целью достижения селективности во время лазерной абляции, то есть, таким образом, электрохромические материалы на слое ТСО селективно удаляются, в то время как материал ТСО остается нетронутым. В определенных вариантах, верхняя часть (глубина) слоя ТСО также удаляется с целью обеспечения хорошего электрического контакта с шиной, например, удалением любых соединений ТСО и электрохромических материалов которые могут образоваться во время осаждения. В определенных вариантах, когда края ВРЕ обработаны лазером для уменьшения повреждений на этих краях, необходимость в изоляционной канавке L3 для ограничения токов утечки может быть обойдена - это устраняет этап изготовления, в то же время, получая желаемые результаты работы устройства.
[0082] В определенных вариантах, электромагнитное излучение используется для создания ВРЕ такое же, как описано выше для выполнения удаления краев. Излучение (лазер) доставляется к подложке используя, как оптическое волокно, так и открытую траекторию луча. Абляция может быть выполнена как со стороны стекла, так и со стороны пленок в зависимости от выбора длины волны электромагнитного излучения. Плотность энергии необходимая для абляции толщины пленок достигается прохождением лазерного луча через оптические линзы. Линзы фокусируют лазерный луч до желаемых размера и формы, например цилиндрический луч, имеет размеры, описанные выше, в одном из вариантов, имеющий плотность мощности в диапазоне между около 0,5 Дж/см2 и около 4 Дж/см2. В одном из вариантов, лазер сканирует с перекрытием для изготовления ВРЕ как проиллюстрировано выше для лазерного удаления краев. В определенных вариантах, различная по глубине абляция используется для изготовления ВРЕ. Это описано более детально ниже.
[0083] В определенных вариантах, например вследствие селективной природы абсорбции в электрохромических пленках, лазерная обработка в фокальной плоскости дает в результате некоторое количество (между около 10 нм и около 100 нм) остатка, например оксида вольфрама, остающегося на открытой площади нижнего проводника. Поскольку многие электрохромические материалы не такие проводящие, как нижерасположенные проводящие слои, шина, изготовленная на остатках, не имеет полного контакта с нижележащим проводником, что дает в результате падение напряжения по шине к контактной поверхности нижнего проводника. Падение напряжения вызывает проблемы колорирования устройства, а также вызывает проблемы с адгезией шины к нижнему проводнику. Одним из путей устранения данной проблемы является увеличение количества энергии используемой для удаления пленок, однако, это приводит к тому, что образуются канавки в местах перекрытия точек, неприемлемо истощая нижний проводник. Для преодоления этой проблемы выполняется лазерная абляция выше фокальной плоскости, то есть лазерный луч расфокусирован. В одном из вариантов, расфокусированный профиль лазерного луча модифицирован в цилиндрический или квазицилиндрический. Использование расфокусированного лазерного профиля, поток, поступающий на поверхность, может быть увеличен без повреждения нижележащего ТСО в районах перекрытия точек. Этот способ минимизирует количество остатка на оголенном слое нижнего проводника и таким образом содействует лучшему контакту шина со слоем нижнего проводника.
[0084] Обращаясь снова к Фигурам 4А и 4В, после формирования ВРЕ, шины наносятся на устройство, одна на открытую область 435 первого проводящего слоя (например, первого ТСО) и одна на противоположной стороне устройства, на второй проводящий слой (например, второй ТСО), на часть второго проводящего слоя которая не выше первого проводящего слоя, см. 425. Такое расположение шины 1 на втором проводящем слое позволяет избежать колорирования под шиной (аналогично к шине 1 на Фигурах 2А или 3) и другие ассоциированные проблемы с функциональным устройством, расположенным под этой шиной. В этом примере, нет лазерных изолирующих канавок необходимых в изготовлении устройств - это радикальный отход от обычных способов изготовления, в которой одна или более изолирующих канавок оставляют нефункциональные части устройства в конечной конструкции.
[0085] Фигуры 4В обозначают разрезы поперечных сечений Z-Z' и W-W устройства 440. Виды поперечных сечений устройства 440 по Z-Z' и W-W проиллюстрированы на Фигуре 4С. Изображенные слои и размеры не в масштабе, но предназначены для представления функциональности конфигурации. В этом примере, диффузионный барьер был удален, когда были сделаны полосы А и В. В особенности, периферийная область 140 является свободной от первого проводящего слоя и диффузионного барьера; также в одном из вариантов диффузионный барьер остается нетронутым до края подложки по периметру по одной или более сторон. В другом варианте, диффузионный барьер является протяженным совместно с одним или более слоев материалов и вторым проводящим слоем (таким образом, полоса А изготавливается на глубине до диффузионного барьера, а полоса В изготавливается на глубине достаточной для удаления диффузионного барьера). В этом примере, присутствует перекрываемый участок, 445, одного или более слоев материалов по трем сторонам функционального устройства. На одной из этих перекрываемых областей, на второй слой ТСО, изготавливается шина 1. В одном из вариантов, изготавливается паробарьерный слой совместно протяженный со вторым проводящим слоем. Паробарьер обычно высокопрозрачен, например алюминий цинк оксид, оксид олова, диоксид кремния и их смеси, аморфные, кристализированные или смешанные аморфно кристализированные. В этом варианте, часть парового барьера удаляется с целью оголения второго проводящего слоя для шины 1. Эта открытая область аналогична области 435, ВРЕ для шины 2. В определенных вариантах, паробарьерный слой является также электрически проводящим, и раскрытие второго проводящего слоя не является необходимым, то есть шина может быть изготовлена на паробарьерном слое. Например, паробарьерный слой может быть ITO, например аморфным ITO, и таким образом быть существенно электрически проводящим для этих целей. Аморфная морфология парового барьера может обеспечить большую герметичность, чем кристальная морфология.
[0086] Фигура 4С иллюстрирует слои устройства лежащие на первом слое ТСО, частично перекрывая часть, 445. Также не масштабированное, поперечное сечение Z-Z' например, иллюстрирует согласованную природу слоев электрохромической сборки второго слоя ТСО повторяющего форму и контур первого слоя ТСО включая перекрываемую часть 445. Поперечное сечение Z-Z' представлено на Фигуре 7 и модифицировано с целью проиллюстрировать детали проблемы, иногда встречающейся в таких перекрываемых конфигурациях. В Фигуре 7, переход к перекрытию 445, в которой верхние слои устройства лежат поверх края первого слоя ТСО, например в зависимости от материалов устройства и толщины слоев, могут формироваться трещины, 700, как проиллюстрировано на увеличенной части (слева). Считается, что эти трещины появляются вследствие напряжения связанного с тем, что слои верхнего устройства должны следовать за резким переходом через край первого слоя ТСО (В этом примере). Трещины 700 могут формироваться вдоль краев устройства в которой перекрываются слои покрывающие острые края. Эти трещины могут вызывать электрические короткие замыкания, так как здесь присутствуют открытые части между первым и вторым слоями ТСО, и ионы могут закорачивать устройство, так как ионопроводящий слой (или функциональный эквивалент) является поврежденным и треснутым. Эти короткие замыкания вызывают аберрации колорирования и плохую работу электрохромического устройства. Варианты здесь обходят эту проблему скошиванием (делая склон или модифицируя по-другому) нижние слои устройства около, по меньшей мере, части их края, частично нижний проводящий слой, таким образом что вышерасположенные слои не будут испытывать такие напряжения. Это упоминается в данном документе как "скошивание краев." Также скошивание краев описано в определенных вариантах, другая топология смягчения перенапряжения может быть использована, такая как закругление краев, ступенчатость и скашивание кромки. Также, может быть использована комбинация топологий смягчения перенапряжения.
[0087] В Фигуре 8А, крайняя часть, 800, первого ТСО (диффузионный барьер не показан) является скошенной, например, с помощью лазерной абляции. Таким образом, 800 является примером скошенного края. Скошенная топография в этом примере сформирована расфокусированным лазером (см. выше) так, что скорее сформированы гладкие контуры, чем резкие края. В этом примере, скос является ступенчатым контуром, но это не обязательно. В типичном, однако не ограничивающем примере, первый слой ТСО может быть в диапазоне от около 0,25 мкм и около 1 мкм толщины. Крайняя часть 800 имеющая скошенный профиль может быть в диапазоне между около 0,25 мкм и около 1000 мкм ширины, в другом варианте в диапазоне между около 0,5 мкм и около 100 мкм ширины, в другом варианте в диапазоне около 1 мкм и около 10 мкм ширины. Как описано в Фигурах 4А и 4В, скошенный край может быть сформирован в нижнем проводящем слое до или после полирования нижнего проводника.
[0088] Обращаясь снова к Фигуре 8А и Фигуре 8В, после изготовления устройства (как указано по нисходящим стрелкам) получившееся электрохромическое устройство как проиллюстрировано выше перекрывает части одного или более слоев материалов верхний проводящий слой по трем сторонам. Часть, 805, верхних слоев перекрывает крайнюю область 800. В виду пологой природы крайней части 800, считается, что покрывающие слои в области 805 более не испытывают перенапряжения, возникающих в другом случае, когда под ними находится область с резким краем. Часть 805 постепенно переходит в область 810 которая лежит на стеклянной подложке (или диффузионном барьере, не показанном, область 810 аналогична области 445 на Фигуре 4С). В этом примере скошенный край 800 изготавливается на трех сторонах первого слоя ТСО в соответствии со способами изготовления здесь описанными, хотя, это может быть сделано вдоль по любой части периметра слоя ТСО оставшегося после удаления краев (включая крайнюю часть слоя ТСО вдоль края подложки, то есть ту, что не была удалена при удалении краев). В одном из вариантов, скошивание края выполняется только по краю периметра слоя ТСО сформированного при удалении краев. В одном из вариантов, скошивание краев выполняется только вдоль той части края периметра слоя ТСО сформированной удалением краев и противоположной стороной устройства от ВРЕ.
[0089] Также Фигура 8А иллюстрирует нижний проводящий слой как скошенный, это не должно быть так. Скошивание краев может быть выполнено, например, после осаждения одного или более других слоев на нижний проводящий слой потому как в общем это дает понижение напряжения на после осажденные слои. Одним из вариантов является электрохромическое устройство с одним или более слоев под самым верхним слоем имеющие скошиванием краев, по меньшей мере, некоторой части края их периметра. Одним из вариантов является электрохромическое устройство с одним или более слоев под самым верхним слоем имеющих топологию смягчения перенапряжения на, по меньшей мере, некоторой части края их периметра. Топология смягчения напряжения может содержать скошивание края, закругление края, ступенчатость и/или снятие фасок.
[0090] Одним из вариантов является способ изготовления оптического устройства, способ включает скошивание одного или более краев нижележащего слоя материала до изготовления на нем перекрывающих слоев. В одном из вариантов, нижележащий слой материала является проводящим слоем. В одном из вариантов, скошивание одного или более краев нижнего проводящего слоя включает лазерную абляцию. В одном из вариантов лазер является расфокусированным для создания гладких контуров в скошенной крайней области. В одном из вариантов, нижний проводящий слой полируется до скошивания края. В одном из вариантов, нижний проводящий слой полируется после скошивания края.
[0091] Как проиллюстрировано, одна или более лазерных изолирующих канавок могут быть необходимы, в зависимости от конструктивных допусков, выбора материалов и т.д. Фигура 4G иллюстрирует виды сверху трех устройств, 440а, 440b и 440с, каждый из которых является вариантом устройства 440 как проиллюстрировано на Фигурах 4В и 4С. Устройство 440а является подобным устройству 440, однако содержит канавки L2 (см. выше) которые изолируют первые части электрохромического устройства вдоль сторон перпендикулярных сторонам с шинами. Устройство 440b является подобным устройству 440, но содержит канавку L3 изолирующую и деактивирующую вторую часть устройства между шиной на первом (нижнем) проводящем слое и активной областью устройства. Устройство 440 с является подобным устройству 440, но содержит как канавку L2 так и канавку L3. Также варианты линий изолирующих канавок на Фигуре 4G изображены в соответствии устройствам 440а, 440b и 440с, эти варианты могут быть использованы для любых оптических устройств и частей вариантов конструкций здесь описанных. Например, одним из вариантов является устройство аналогичное устройству 440с, но в которой удаление краев не покрывает трех сторон, а скорее только сторону, несущую шину на верхнем слое ТСО (или части достаточно длинной для размещения шины). В этом варианте, поскольку здесь нет частей после удаления краев с двух сторон перпендикулярных шинам (правя и левая стороны как проиллюстрировано на 440с), канавки L2 могут быть ближе к этим краям с целью максимизации видимой области. В зависимости от материалов устройства, условий процесса, после изготовления обнаруживаются дефектов отклонения, и т.д., одна или более этих канавок может быть добавлена для обеспечения надежной электрической изоляции электродов и таким образом функционирования устройства. Любое из этих устройств может иметь паровой барьер, нанесенный до или после на одну или все из этих канавок. Если наносится после, то паровой барьер не является существенно электрически проводящим; иначе он закоротит электроды устройства, когда заполнит лазерные канавки. Описанное выше скошивание краев может обойти необходимость в таких канавках.
[0092] Обратимся снова к Фигуре 7, правая сторона Фигуры 7 содержит детализированную часть поперечного сечения Z-Z' иллюстрирую проблему иногда возникающую с формированием ВРЕ. Особенно, во время проведения лазерной абляции площадки открытой области под шину, на которой шина 2 располагается на этой Фигуре, стандартно лазер может не удалять верхние слои или удалять нижний проводящий слой (первый слой ТСО в этом случае). Таким образом, здесь могут возникать проблемы с качественным электрическим контактом между шиной и нижним проводящим слоем в областях 705. Эти вопросы описаны более детально со ссылками на Фигуры 9А и 9В.
[0093] Обращаясь к Фигуре 9А, поперечное сечение электрохромического устройства, 900, имеющего верхний прозрачный проводящий слой 905, сборку устройства, 910, и нижний прозрачный проводящий слой, 915. На ВРЕ нижнего проводящего слоя 915, находится шина, 920, например, шина из серебряного чернила. В нижней части Фигуры 9А, детально, проиллюстрирована проблема с ВРЕ частью слоя 915. В зависимости от материалов устройства, параметров настройки лазера, состояния устройства, и т.д., ВРЕ может быть не одинаковой толщины. В этом примере, лазерная абляция была неровной, оставляя области, 930, в которой проводящий слой 915 был полностью удален и области, 925, в которой слой 915 остался. Области 930 предотвращают электрическую проводимость к сборке устройства вследствие перерезания электрических соединений в нижнем слое ТСО. Области 930 обычно покрывают некоторую часть ВРЕ, если не всю, и таким образом могут быть проблемой. Фигура 9В демонстрирует другую проблему, которая может возникнуть. Если лазер не удалил достаточно глубоко, в этом примере через сборку устройства, тогда там может быть плохая электрическая проводимость между нижним проводником 915 и шиной 920. В этом примере, присутствует электрическая связь между шиной 920 и проводящим слоем 915 в области 935, в которой сборка устройства была пробита лазером во время формирования ВРЕ, однако большая площадь части сборки устройства осталась между шиной 920 и проводящим слоем 915 в области 940. Таким образом, как проиллюстрировано на Фигуре 9А, лазер может удалять слишком глубоко, и как проиллюстрировано на Фигуре 9В, лазер может не удалять существенно по всей площади ВРЕ. Это может происходить, например, вследствие дрейфа абсорбции пленок во время лазерной абляции, как во вне устройства, так и во внутрь устройства. Способы здесь описанные обходят эти проблемы, используя варьируемые уровни лазерной абляции, например, вдоль отдельных линий канавок во время изготовления ВРЕ. Это описано более детально в Фигурах 10A-F.
[0094] Фигура 10А иллюстрирует часть поперечного сечения электрохромического устройства, 1000. Нижний слой ТСО удаляется в областях 1005 вдоль одной стороны для формирования ВРЕ, 435. В этом примере, каждая из трех областей 1005 удаляется с помощью расфокусированного лазера так, что поперечное сечение проиллюстрировано вогнутым. В этом примере, каждая из линий канавок сделана при том же уровне плотности энергии лазерного излучения. Также, не использовались перекрытия лазерных точек абляции, так что здесь присутствуют приподнятые области (в данном случае гребни) материала ТСО оставшегося между прилегающими линиями абляции. Это один из примеров использования лазерной абляции материала до нижележащий проводящего слоя используя вариации уровней лазерной абляции вдоль множества отдельных канавок.. Здесь по существу есть три "момента" для достижения изменяемой глубины абляции: длительность импульса, уровень плотности мощности и перекрытие лазерных точек и/или шаблона (линия, форма сформированная позиционированием отдельных точек). В определенных вариантах используется 100% перекрытие, например, множественное выжигание на отдельно расположенной точке или множественных линий через ту же область. Приведенные здесь варианты достижения вариации глубины абляции используют один из этих или любую комбинацию этих способов.
[0095] Одним из вариантов является способ изготовления ВРЕ, способ включает лазерную абляцию лежащих выше материалов до нижележащего слоя ТСО используя варьируемые уровни лазерной абляции вдоль множества индивидуальных линий скрайбирования во время изготовления ВРЕ. В одном из вариантов, каждая из линий скрайбирования, из множества линий скрайбирования, скрайбируется с использованием квазициллиндрической формы при том же уровне плотности мощности. Другие шаблоны, кроме линий могут также использоваться при условии, что здесь присутствует вариация глубины абляции. Например, лазерная точка может быть использована в шахматном шаблоне с или без перекрытия близлежащих точек, в которой индивидуальные точки используют индивидуальные длительности импульса для достижения изменяющейся глубины абляции. В определенных вариантах, по меньшей мере, две линии скрайбирования, из множества линий скрайбирования, скрайбируются используя различные уровни плотности потока для каждой линии. Такие варианты описаны более детально ниже.
[0096] Фигура 10В иллюстрирует часть поперечного сечения электрохромического устройства, 1010, варианта. Электрохромическое устройство, 1010, имеет ВРЕ 435 сформированную посредством лазерной абляции нижнего слоя ТСО с использованием изменяемой глубины абляции вдоль множества линий лазерной абляции 1015, 1020 и 1025, вдоль одного края устройства. В этом примере, линии, сформированные перекрываемыми лазерными точками вдоль каждой линии, однако в которой каждая линия использует различный процент перекрывания индивидуальных точек. В этом примере, также присутствует перекрытие линий; однако в некоторых вариантах отсутствует перекрытие между одной или более линий. Фигура 10С иллюстрирует вид сверху ВРЕ 435 (любое устройство здесь описанное может иметь ВРЕ как описано в Фигурах 10A-F) которая сделана из трех линий 1015, 1020 и 1025. Эти линии каждая с изменяющейся глубиной абляции в слое ТСО связана с другими линиями, однако имеет в основном такую же глубину абляции с любой из данных линий. Использованием изменяющейся глубины абляции, например, используя различные уровни плотности энергии лазерной точки, перекрытие точек или линий, длительностью импульса, и их комбинацией, ВРЕ имеет различные по глубине профили и сталкивается с проблемами связанными с вариациями абсорбции пленок во время лазерной абляции. То есть, если лазер не удалил достаточно глубоко или удалил слишком глубоко, здесь все равно присутствует значительное количество оголенного слоя ТСО для хорошего электрического контакта шины с краем устройства и таким образом хорошее качество и фронты колорирования во время работы устройства. В этом примере, слой ТСО подвержен абляции более прогрессивно так как лазер двигался от каждой лини к следующей, так что ВРЕ прогрессивно тоньше на внешнем крае и толще на внутренней поверхности ближе к сборке устройства. ВРЕ изображенный на Фигуре 10В иллюстрирует мягко скошенный переход между линиями показывающий, что траектории лазерной абляции перекрывались частично. Конечный ВРЕ является трех ступенчатой конструкцией как проиллюстрировано. Используя абляции изменяющейся глубины, обеспечивается хороший электрический контакт между шиной и ВРЕ потому что даже если здесь присутствуют вариации абсорбции, здесь будет полное проникновение к нижнему слою ТСО, по меньшей мере, одной из линий абляции.
[0097] В одном из вариантов, лазерная абляция используется для удаления материала из, по меньшей мере, двух линий вдоль края электрохромического устройства, вдоль каждой линии на разных глубинах абляции. В одном из вариантов, глубина абляции выбирается из, по меньшей мере, на 10% более от нижнего слоя ТСО, по меньшей мере, на 25% более от нижнего слоя ТСО, по меньшей мере, на 50% более от нижнего слоя ТСО, и, по меньшей мере, на 75% более от нижнего слоя ТСО.
[0098] Фигура 10D иллюстрирует часть поперечного сечения электрохромического устройства, 1030, варианта. В Фигуре 10D, даже если материалы над верхом ТСО отличаются в абсорбции от расчетных величин, например лазерная абляция не прокопала так глубоко в сборку как рассчитывалось вследствие потерь абсорбции из некоторых причин, ввиду того, что здесь имеется множество линий на различных глубинах, ВРЕ процесс является успешным, то есть достигается хороший электрический контакт с шиной 920. В примере, изображенном на Фигуре 10D, лазер не произвел абляцию так глубоко как рассчитывалось, например линия 1015 имеет некоторый остаток материала электрохромической сборки который будет участвовать в электрическом контакте между ВРЕ и шиной. Но линии 1020 и 1025 проникли ниже к слою ТСО и таким образом шина 920 осуществляет хороший контакт с нижним ТСО.
Фигура 10Е иллюстрирует часть поперечного сечения электрохромического устройства, 1040, варианта. Фигура 10Е иллюстрирует случай, в которой лазер проник более глубоко, чем было рассчитано, например, когда абсорбция слоев материалов отклонилась к состоянию усиления в отличие от ожидаемой. В этом примере, линия 1025 имеет недостаточную толщину слоя ТСО для надлежащей электрической проводимости, однако оставшиеся линии, 1015 и 1020, обеспечивают хорошее электрическое соединение с шиной 920.
[0099] Фигура 10F иллюстрирует часть поперечного сечения электрохромического устройства, 1050, варианта. Фигура 10F иллюстрирует, что различные глубины лазерных линий не обязательно должны быть от меньшей глубины к большей глубины при движении от внутренней области ВРЕ к внешнему краю области ВРЕ. В этом примере, глубина лазерной абляции имеет такую конфигурацию, что ВРЕ является более толстым вдали от электрохромического устройства и тоньше ближе к краю устройства. Этот шаблон может иметь преимущество когда, например, желательно сделать так, чтобы совершенно не было материалов сборки между местом, в которой изготовлена шина на ВРЕ и сборкой устройства. Это достигается при проникновении более глубоко в слой ТСО на линии (1015) ближе к электрохромическому устройству. В одном из вариантов, лазер сконфигурирован таким образом, чтобы прогрессивно удалить более нижележащий слой в каждой из множества линий скрайбирования, область абляции каждой линии скрайбирования перекрывается, по меньшей мере, частично с областью абляции предыдущей линии скрайбирования, и множество линий скрайбирования изготовлено с наибольшим удалением нижележащего проводящего слоя ближе к сборке устройства и наименьшим удалением нижележащего проводящего слоя дальше от сборки устройства. В одном из вариантов, лазер сконфигурирован таким образом, чтобы прогрессивно удалить более нижележащий проводящий слой в каждой из множества линий скрайбирования, область абляция упомянутых по меньшей мере, двух линий скрайбирования перекрывается, по меньшей мере, частично с областью абляции, и множество линий скрайбирования изготавливается с удалением нижележащего проводящего слоя ближе к сборке устройства и с наибольшим удалением нижележащего проводящего слоя дальше от сборки устройства.
[00100] Также варьирование плотности потока энергии и/или перекрытия и/или длительности импульса точек лазерной абляции, линий или шаблонов с целью варьирования глубины абляция описаны в соответствии с изготовлением ВРЕ, Это может быть также использовано для создания скошивания краев, как здесь описано. Также эти способы не ограничены этими вариантами, например, они могут также быть использованы для создания изоляционных канавок, например, в которой две или более линий прорезаются на разных глубинах для обеспечения соответствующей электрической (и опционально ионной) изоляции одной секции электрохромического устройства от другой. В одном из вариантов, канавка L3 изготавливается, в которой две или более линий скрайбирования используются для изготовления канавки L3 и, по меньшей мере, две линии скрайбирования каждая из которых имеет различную глубину абляции, с или без перекрытия линий.
[00101] Описанные выше способы изготовления описаны в терминах прямоугольных оптических устройств, например, прямоугольных электрохромических устройств. Это не обязательно, так как они применимы к другим формам, правильным или неправильным. Также, степень перекрывания слоев устройства также как и ВРЕ и других деталей может быть вдоль одной или более сторон устройства, в зависимости от потребности. С целью более полного описания пределов вариантов, эти особенности описаны более детально ниже в соответствии с другими формами и конфигурациями. Как описано в Фигурах 4А и 4В, способы изготовления, описанные ниже, могут также включать другие особенности, такие как полировка нижнего прозрачного проводящего слоя, скошивание краев, ВРЕ с разной глубиной абляции, и т.д. Описания этих особенностей не были даны для избегания повторений, однако одним из вариантов является любая конфигурация устройства описанного ниже с одной или более особенностями, описанными в Фигурах 4А и 4В.
[00102] Фигура 4D является видом сверху схематического изображения описывающего этапы изготовления аналогичные тем, что описаны в соответствии с прямоугольной подложкой в Фигуре 4В, однако на круглой подложке, в соответствии с вариантом. Подложка может быть также овальной. Таким образом, как описано ранее, первая полоса А удаляется, см. 405. Один или более слоев материалов и второй проводящий слой (и опционально паровой барьер) наносится на подложку, см. 410. Вторая полоса В удаляется из общего периметра подложки, см. 415 (140а является аналогичным 140). ВРЕ, 435а, изготавливается, как здесь описано, см. 420. Шины наносятся, см. 425, для изготовления устройства 440d (таким образом, например, в соответствии со способами, описанными выше, по меньшей мере, одна из вторых шин наносится на второй проводящий слой ближе к стороне оптического устройства напротив, по меньшей мере, одной оголенной части первого проводящего слоя).
[00103] Фигура 4Е является видом сверху схематического изображения описывающего этапы изготовления аналогичные тем, что описаны в соответствии с прямоугольной подложкой в Фигуре 4В, однако для варианта с угловой шиной. Таким образом, как проиллюстрировано ранее, а первая полоса А удаляется, см. 405, в этом примере из двух перпендикулярных (один или оба из получившихся краев нижнего слоя ТСО могут иметь скошивание). Один или более слоев материалов и второй проводящий слой (и опционально паровой барьер) наносятся на подложку, см. 410. Вторая полоса В удаляется из общего периметра подложки, см. 415. ВРЕ, 435b, изготавливается, как здесь описано; см. 420, в этом примере вдоль перпендикулярных сторон, противоположных тем из которых была удалена полоса А. Шины нанесены, см. 425, для изготовления устройства 440е (таким образом, например, в соответствии со способами, описанными выше, по меньшей мере, одна из вторых шин является нанесенной на второй проводящий слой ближе к стороне оптического устройства, напротив, по меньшей мере, одной оголенной части первого проводящего слоя). Угловые шины описаны в патентной заявке США, серийный номер 13/452,032, поданной 20 апреля 2012, и названой "Угловая шина", которая включена в этот документ посредством ссылки в полном объеме. Угловые шины имеют преимущества в уменьшении скорости переключения и локализированного тока "горячих точек" в устройстве, а также более равномерные переходы.
[00104] В не зависимости от формы устройства, оно может быть помещено в изолированную стеклянную часть. Предпочтительно, устройство конфигурируется внутри IGU для его защиты от влаги и окружающей среды. Фигура 4F иллюстрирует изготовление IGU в которой оптическое устройство, например электрохромическое устройство герметизируется внутри IGU. IGU, 460, содержит первую собственно прозрачную подложку, 445, разделитель, 450, и вторую собственно прозрачную подложку, 455. Подложка 445 имеет электрохромическое устройство, изготовленное на ней (шины показаны как темные вертикальные линии на подложке 445). Когда скомбинированы три компонента, в которой разделитель 450 зажат между и зафиксирован с подложками 445 и 455, IGU 460 является сформированным. IGU имеет внутренне связанное пространство, определяемое лицевыми сторонами подложек в контакте с клеем между подложками и внутренними поверхностями разделителя, с целью герметизации внутреннего пространства и таким образом защиты внутренностей от влаги и окружающей среды. Это в основном относится первичному уплотнению IGU. Вторичное уплотнение содержит клей нанесенный вокруг по разделителю и между панелями стекла (разделитель имеет меньшие длину и ширину чем подложки, таким образом оставляя некоторое пространство между стеклянными подложками от внешнего края до разделителя; это пространство заполняется уплотнителем для создания вторичного уплотнения). В определенных вариантах, любые открытые области первого проводящего слоя конфигурируются так, чтобы находиться в первичном уплотнении IGU. В одном из вариантов, любые шины также конфигурируются так, чтобы находиться в первичном уплотнении IGU. В одном из вариантов, область второго проводящего слоя не находящаяся над первым проводящим слоем также конфигурируются так, чтобы находиться в первичном уплотнении IGU. Обычная конфигурация электрохромического IGU размещает шины также вне разделителя (во вторичном уплотнении) или внутри разделителя (во внутреннем объеме IGU) в видимой области IGU (иногда один во вторичном уплотнении, а другой в видимой зоне). Обычная конфигурация электрохромического IGU также размещает края электрохромического устройства также последовательно с краями подложки или внутри разделителя (во внутреннем объеме IGU). Изобретатели обнаружили, что есть преимущества в конфигурациях с размещением шин, лазерных канавок, и т.д. под разделителем, таким образом, предохраняя их попадание в видимую область и, например, освобождении вторичного уплотнения так, что электрические компоненты здесь не взаимодействуют с вышеупомянутыми деталями. Такие конфигурации IGU описаны в патентной заявке США, серийный номер 13/456,056, названной "Способы изготовления электрохромического окна", поданной 25 апреля 2012, которая включена в этот документ посредством ссылки в полном объеме. Контроллеры, которые помещаются во вторичное уплотнение, описаны в патенте США номер 8,213,074, названном "Бортовые контроллеры для окон мультисостояний", поданного 16 марта 2011, который включен в этот документ посредством ссылки в полном объеме. Способы здесь описанные включают уплотнение любой отрытой области первого проводящего слоя, краев устройства или перекрываемых областей одного или более слоев материалов, и второго проводящего слоя в первичном уплотнении IGU. С или без паробарьерного слоя, такого как оксид кремния, оксид силикон-алюминий, оксинитрид кремния, и т.д., такая процедура уплотнения обеспечивает превосходную защиту от влаги для сохранения электрохромического устройства, в то же время, обеспечивая максимальную видимую область.
[00105] В определенных вариантах, способы изготовления здесь описанные выполняются с использованием подложек из термополированного стекла большой площади, в которой множество отдельных электрохромических устройств изготовляются на одной монолитной подложке и потом подложка разрезается на индивидуальные электрохромические устройства. Подобно, способы "покрыть затем разрезать" описаны в патенте США номер 8,164,818, поданном 8 ноября 2010, и названом, "Способы изготовления электрохромического окна", который включен в этот документ посредством ссылки в полном объеме. В некоторых вариантах, эти принципы изготовления применены к способам здесь описанным, например, в Фигурах 4A-4G.
[00106] Фигуры 4Н и 4I изображают проведение процесса изготовления электрохромического устройства, подобного к описанному в Фигуре 4А, но вынесенного на подложка большой площади как положено по способу "покрыть затем разрезать", в соответствии с вариантами. Эти способы изготовления могут быть использованы для изготовления электрохромических устройств различных форм, например, как описано здесь, но в этом примере, описаны прямоугольные электрохромические устройства. В этом примере, подложка 430 (например, как описано в Фигуре 4А, покрыта прозрачным проводящим оксидным слоем) подложка большой площади, такая как термополированное стекло, например лист стекла 5 футов на 10 футов. Аналогично к операции 405 как описано в Фигуре 4А, выполняется удаления краев на первой полосе, А. Также может быть выполнена операция скошивания краев и/или полировка. В этом примере, поскольку здесь нет множества электрохромических устройств (В этом примере, 12 устройств) изготовляемых на большой подложке, первая полоса А может иметь один или более компонентов. В этом примере, имеется два компонента, A1 и А2, для полосы А. Первый, есть полоса А1, вдоль вертикальных краев (как проиллюстрировано) подложки. Поскольку здесь присутствуют соседние электрохромические устройства, полоса A1 отражается в удалении покрытия, которое вдвое больше полосы А1. Другими словами, когда индивидуальные устройства отрезаются от большого листа, разрезы между соседними устройствами вдоль вертикали (как проиллюстрировано) разделяют надвое область, в которой удалено покрытие. Таким образом "удаление краев" в этих областях считается для тех участков, в которой края стекла остались после разрезания стекла (см. например Фигура 4I). Второй, вдоль горизонтали, используется второй компонент полосы А, А2. Заметьте, в определенных вариантах полоса A1 используется по всему периметру подложки; однако, в этом примере внедрена большая ширина для размещения шины, которая будет изготовлена на верхнем прозрачном проводящем слое (например, см. Фигура 4С, шина 1). В этом примере, полосаА2г одинакова как на верхнем, так и на нижнем краях подложки и между соседними электрохромическими устройствами. Это из-за того, что изготовление является аналогичным, описанному в Фигуре 4В, то есть, в которой электрохромические устройства вырезаются из подложки вдоль верхнего края области прозрачного проводника для каждого устройства (см. Фигура 4G).
[00107] Дополнительно, в операции 410, оставшиеся слои электрохромического устройства осаждаются по всей поверхности подложки (сохраняя любые области, в которой зажимы могут держать стекло в держателе, например). Подложка может быть очищена до операции 410, например, для удаления загрязняющих веществ из операции удаления краев. Также может быть изготовлено скошивание краев на каждой области ТСО. Оставшиеся слои электрохромического устройства герметизируют изолированные области прозрачного проводника на подложке, потому что они окружают эти области прозрачного проводника (за исключением задней части, которая располагается напротив подложки или находится между ионным барьерным слоем). В одном из вариантов, операция 410 выполняется в контролированной атмосфере всех PVD процессов, в которой подложка не покидает установки нанесения покрытий или не нарушается вакуум до того как все слои не будут нанесены.
[00108] В операции 415, выполняется удаления краев на второй полоске, В, более узкой, чем первая А. В этом примере, вторая полоска В является стандартной. Между соседними устройствами, вторая полоска В дублируется из расчета разрезания подложки вдоль линий ровно по середине двух устройств, так что конечные устройства имеют стандартные удаленные края для разделителя, чтобы уплотнить к стеклу, когда IGU изготавливается из каждого электрохромического устройства. Как проиллюстрировано на Фигуре 4Н, это второе удаление краев изолирует индивидуальные электрохромические устройства на подложке. В определенных вариантах, вторая полоска В может быть значительно меньшей, чем это требуется для размещения разделителя для изготовления IGU. То есть, электрохромическое устройство может быть заламинировано в другую подложку и таким образом только малая часть удаляется на полоске В, или в некоторых вариантах не требуется удаления краев во второй полоске В.
[00109] В Фигуре 4I, операция 420 включает изготовление ВРЕ, 435, в которой часть слоев электрохромического устройства удалена для открытия нижнего проводящего слоя ближайшего к подложке. В этом примере, эта часть удаляется вдоль нижнего (как проиллюстрировано) края каждого электрохромического устройства. Далее, во время операции 425, шины добавляются к каждому устройству. В определенных вариантах, электрохромические устройства вырезаются из подложки до нанесения шины. Подложка теперь имеет законченные электрохромические устройства. Далее, подложка разрезается, операция 470, для изготовления множества электрохромических устройства 440, в этом примере 12 устройств. Это является радикальным отходом от обычного нанесения покрытий и последующей обрезки, в то время как здесь могут быть изготовлены полностью функциональные устройства, включая шины на листе стекла большой площади. В определенных вариантах индивидуальные электрохромические устройства тестируются и опционально любые дефекты смягчаются до разрезания листа большого формата.
[00110] Способы нанесения покрытия и последующей обрезки позволяют осуществлять высокопродуктивное изготовление, потому что множество электрохромических устройств может быть изготовлено на отдельной подложке большой площади, также как и протестировано, и уменьшить недостатки до разрезания листа стекла большого формата на индивидуальные устройства. В одном из вариантов, плита стекла большого формата ламинируется индивидуальными усилительными панелями каждая из которых с электрохромическим устройством до разрезания листа большого формата. Шины могут или не могут быть нанесены до ламинирования; например, модульные устройства могут быть совмещены с областями, допускающими некоторые открытые части верхнего и нижнего слоев ТСО для более позднего нанесения шин. В другом примере, модульное устройство является тонким гибким материалом, таким как тонкое гибкое стекло, описанное ниже, которое собственно совмещено с электрохромическим устройством или целым листом большого формата. Тонкое гибкое модульное устройство удаляется (и ламинационный клей, если присутствует в этих областях) до первого и второго проводящих слоев, так что шины могут быть нанесены на них, как здесь описано. В еще одном варианте, тонкое модульное устройство, или совмещено с целым листом большого формата или индивидуальными электрохромическими устройствами, сконфигурированы с отверстиями, которые привязаны к верхнему проводящему слою и ВРЕ во время ламинации. Шины наносятся также до или после ламинации модульных устройств, поскольку отверстия позволяют любую последовательность выполнения операций. Ламинация и нанесение шин могут отдельно выполняться для разрезания большого листа или после.
[00111] В определенных вариантах, когда происходит ламинация, чернильная шина может быть нанесена до ламинации, в которой чернило наносится на ВРЕ и верхний слой ТСО, потом вытесняется из середины этих областей, когда ламинируется, например в отверстие в модульном устройстве или продолжиться вокруг края ламината, позволяя подключить проводку в точке расположенной вне заламинированной области. В другом варианте, плоская лента фольги присоединяется к верхнему проводнику и ВРЕ, лента из фольги простирается за пределы заламинированной области, таким образом, эти провода могут быть припаяны к ленте после ламинирования. В этих вариантах, разрезание должно предшествовать ламинации, пока, например, ламинационные модульные электрохромические устройства не покроют всю поверхность подложки большого формата (например, как описанное в соответствии с вариантом рулонной технологии здесь описанного).
[00112] Устройства 440, заламинированные или нет, могут быть встроены в IGU, например как проиллюстрировано на Фигуре 4F. В одном из вариантов, индивидуальные электрохромические устройства встроены в IGU и затем один или более электрохромических устройств IGU ламинируется с усилительной панелью (модульное устройство) как описано здесь или в патенте США номер 8,164,818. В других вариантах, например как здесь описано, ламинация может включать гибкую подложку, например вышеупомянутую ламинацию IGU в которой модульное устройство есть гибкая подложка, или например, ламинация электрохромического устройства прямо в гибкую подложку. Дополнительно подобные варианты описаны в Фигуре 4J.
[00113] Фигура 4J иллюстрирует процесс рулонной технологии, 475, формирования ламинатов электрохромических устройств, в которой для ламинации используется гибкие модульные устройства. Подложка, 476, заправляется в ламинационную линию, в этом примере содержащую конвейер 477. Подложка 476 может быть IGU с, по меньшей мере, одним встроенным электрохромическим устройством, или подложка 476 может быть монолитным электрохромическим устройством, например, как проиллюстрировано здесь или подложка 476 может быть подложкой большого формата с множеством электрохромических устройств изготовленных на ней. В этом примере, тонкая и гибкая подложка, 478, в этом случае стеклянная подложка заправляется из рулона в ламинационную линию. В одном из вариантов один или более рулонов применяются параллельно к стеклянному листу большого формата, включая множество электрохромических устройств, например, как описано в Фигуре 41. Например, три отдельных и параллельных рулона гибкой подложки заправляются в ламинационную линию, которая ламинирует стеклянную подложку большого формата продольных или поперечных таких трех колон или рядов электрохромических устройств (см. Фигура 4I, верхняя часть) каждая из которых ламинируется с гибкой подложкой. Таким образом используя процесс рулонной технологии, стеклянные листы большого формата могут быть заламинированы с гибкими модульными материалами устройств и нарезаны на индивидуальные электрохромические устройства. Стеклянные листы большого формата могут быть нарезаны, как только каждый ряд заламинирован или после ламинации всего листа. В определенных вариантах, индивидуальные электрохромические устройства, или IGU их содержащие, ламинируются в процессе рулонной технологии. Более детально о процессе рулонной технологии описано ниже.
[00114] Примерные гибкие подложки содержат тонкие и гибкие стеклянные материалы, такие как Gorilla® Glass (например, между около 0,5 мм и около 2,0 мм толщины) и Willowтм Glass, коммерчески доступных от Corning, Incorporated of Corning New York. В одном из вариантов, гибкая подложка есть менее чем 0,3 мм толщиной, в другом варианте гибкая подложка есть менее 0,2 мм толщиной, и в другом варианте гибкая подложка есть около 0,1 мм толщины. Такие подложки могут быть использованы в процессе рулонной технологии. Обращаясь снова к Фигуре 4J, клей наносится на подложку 476, гибкую подложку 478, или на обе. Ролики 479 сообщают существенное давление для обеспечения хорошего сцепления между подложкой 476 и гибкой подложкой 478. Гибкая подложка 478 отрезается на уровне своего ламинационного партнера 476, например, используя лазер 480. В результате получается финальная структура, 481. Используя этот способ рулонной технологии, монолитные электрохромические устройства, IGU или стеклянные листы большого формата несущие множество электрохромических устройств могут быть усилены тонкой гибкой панелью. Эти способы применимы к любой электрохромической подложке, здесь описанной или нет. В одном из вариантов, монолитные электрохромические устройства как проиллюстрировано на Фигуре 4I, например, обрезаются из подложки большой площади, и заправляются в ламинационную линию для ламинирования с гибкой подложкой. В другом варианте, подложка с большой площадью, имеющая множество электрохромических устройств изготовленных на ней, ламинируется с гибкой подложкой соответствующей ширины, и после ламинации, индивидуальные, теперь заламинированные, электрохромические устройства отрезаются из ламината большой площади, например, по рядам как заканчивается ламинация или после ламинации всего листа большого формата. В другом варианте, подложка большой площади, имеющая множество электрохромических устройств изготовленных на ней, ламинируется со множеством гибких подложек соответствующей ширины или длинны на индивидуальные электрохромические устройства, и после ламинации, электрохромические устройства, теперь заламинированные, разрезаются из ламината большой площади, например индивидуально, или по рядам (или колонкам).
[00115] Как описано, например, в Фигуре 4А-Е, электрохромические устройства могут иметь две шины, одну для каждого прозрачного проводящего слоя. Однако, способы здесь также включают изготовление устройств имеющих более чем одну шину для каждого прозрачного проводящего слоя, особенно шины на противоположных сторонах каждого из первого и второго проводящих слоях. Это может быть частично важно, когда изготовляются большие электрохромические устройства, которые будут в противном случае требовать больших времен переключения вследствие сопротивления листа и большой площади устройств.
[00116] Фигура 5А описывает особенности проведения процесса, 500, изготовления оптического устройства имеющего противоположные шины на каждый первый и второй проводящие слои, в соответствии с вариантами. Для иллюстрации, Фигура 5В содержит виды сверху показывая проведение процесса описанное в Фигуре 5А как он связан с изготовлением прямоугольных электрохромических устройств. Фигура 5С иллюстрирует поперечные сечения электрохромических устройств описанных в Фигуре 5В.
[00117] В Фигурах 5А и 5В, проведение процесса 500 начинается с удаления первой полосы А первого проводящего слоя из двух противоположных сторон по периметру подложки, см. 505. Как проиллюстрировано выше, это может включать удаление диффузионного барьера или нет. Изображена подложка с первым проводящим слоем, 530. После этапа 505, два противоположных края частей подложки (или диффузионный барьера) оголяются. Этапы скошивания краев и полировки могут быть выполнены как описано в Фигурах 4А и 4В. Один или более слоев материалов устройства и второй проводящий слой (и опционально влагозащитный барьер) наносятся на подложку, см. 510. А вторая полоса В удаляется с целого периметра подложки, см. 515. В этом примере, изготавливаются две ВРЕ, 435, см. 520. Таким образом в соответствии со способами описанными выше, по меньшей мере, одна открытая часть первого проводящего слоя содержит пару открытых частей изготовленных вдоль длинны противоположных сторон оптического устройства с которой первая полоса не была удалена в 505. Шины нанесены, см. 525, для изготовления устройства 540 (Таким образом, например, в соответствии со способами, описанными выше, нанесение, по меньшей мере, одной второй шины ко второму проводящему слою содержит пару вторых шин, каждая из пар вторых шин на противоположных длинах второго проводящего слоя и над областями в которой был удален первый проводящий слой 505). Фигура 5В отображает поперечные сечения С-С и D-D' устройства 540. Чертежи видов поперечного сечения устройства 540 в С-С и D-D' проиллюстрированы более детально на Фигуре 5С.
[00118] Фигура 5С иллюстрирует поперечные сечения С-С и D-D' устройства 540. В этом примере, диффузионный барьер был удален, когда убирались полоса А и полоса В. Особенно, область периметра 140 является свободной от первого проводящего слоя и диффузионного барьера; также в одном из вариантов диффузионный барьер остается нетронутым до края подложки по периметру на одной или более сторон. В другом варианте, диффузионный барьер совмещен с одним или более слоев материалов и вторым проводящим слоем (таким образом, полоса А изготавливается на глубине диффузионного барьера, и полоса В изготавливается на глубине достаточной для удаления диффузионного барьера). В этом примере, есть часть перекрывания, 545, одного или более слоев материалов только на противоположных сторонах функционирующего устройства. На обоих этих перекрываемых частях, на втором ТСО, изготавливаются шины 1. В одном из вариантов, паробарьерный слой изготавливается совместно со вторым проводящим слоем. В этом варианте, две части парового барьера удаляются в целях раскрытия второго проводящего слоя для шины 1. Эти открытые области аналогичны областям 435, ВРЕ для шин 2.
[00119] Фигура 5D иллюстрирует электрохромическое устройство, 540а, аналогичное прямоугольному устройство 540. Шины 550 являются шинами на первом проводящем слое, шины 555 являются шинами на втором проводящем слое. Таким образом, ВРЕ 435 изготавливаются на противоположных сторонах округлых областей, и аналогичные противоположные шины наносятся на второй проводящий слой.
[00120] Фигура 5Е иллюстрирует электрохромическое устройство, 540b, в этом примере это устройство треугольной формы. В этом примере, область 140b является аналогичной областям 140 и 140а в ранее описанных устройствах. Устройство 540b имеет угловую шину, 570, и одну линейную шину, 580. В этом примере, угловая шина 570 расположена в области, 565, второго проводящего слоя который не расположен над первым проводящим слоем, и линейная шина 580 на ВРЕ, 435. Треугольные оптические устройства не ограничены этой частной конфигурацией, например, ВРЕ может находиться по двум перпендикулярным сторонам и иметь угловую шину, и линейная шина может быть на втором проводящем слое. Дело в том, что способы здесь описанные могут быть использованы для изготовления оптических устройств теоретически любой формы. Также, различные этапы маскирования могут быть использованы для изготовления устройств как здесь описано, также маскирование добавляет дополнительные этапы. Другие варианты включают оптические устройства.
[00121] Одним из вариантов является оптическое устройство содержащее: (i) первый проводящий слой на подложке, первый проводящий слой содержит область меньшую, чем подложка, первый проводящий слой окружен периферийной областью подложки, которая собственно свободна от первого проводящего слоя; (ii) один или более слоев материалов содержит, по меньшей мере, один оптически переключаемый материал, один или более слоев материалов конфигурирован в области периметра подложки и совмещен с первым проводящим слоем, но, по меньшей мере, одна отрытая область первого проводящего слоя, по меньшей мере, одна открытая область первого проводящего слоя свободна от одного или более слоев материалов; и (iii) второй проводящий слой на одном или более слоев материалов, второй проводящий слой прозрачен и совмещен с одним или более слоев материалов, в которой один или более слоев материалов и второй проводящий слой покрывают первый проводящий слой кроме, по меньшей мере, одной открытой области первого проводящего слоя. В одном из вариантов, оптическое устройство дополнительно содержит паробарьерный слой, совмещенный со вторым проводящим слоем. Здесь может быть диффузионный барьер между подложкой и первым проводящим слоем. Область периметра подложки может содержать ионный диффузионный барьер. В одном из вариантов, по меньшей мере, один оптически переключаемый материал является электрохромическим материалом. В одном из вариантов, подложка и первый проводящий слой также являются прозрачными. В одном из вариантов, по меньшей мере, одна открытая область первого проводящего слоя содержит полоску ближайшую к области периметра подложки. Устройство может содержать первую шину в области полоски. Устройство может также содержать вторую шину на втором проводящем слое, вторая шина сконфигурирована, так чтобы располагаться на или быть осажденной на область второго проводящего слоя, которая не покрыта первым проводящим слоем, то есть область ближайшую периферийной области периметра и противоположную первой шине. В одном из вариантов, первый и второй проводящие слои и один или более слоев материалов являются твердотельными и неорганическими. В одном из вариантов, подложка является термополированным стеклом, отожженным или не отожженным, и первый проводящий слой содержит оксид олова, например фторированный оксид олова. В одном из вариантов, подложка зафиксирована со второй подложкой в IGU. В одном из вариантов, любые разные открытые области первого проводящего слоя являются выполнены с возможностью находиться в первичном уплотнении IGU, шины могут также быть сконфигурированными таким образом, чтобы находиться в первичном уплотнении IGU так же как область второго проводящего слоя, которая не покрывает первый проводящий слой. Оптическое устройство может быть прямоугольным, круглым, овальным, треугольным и т.д.
[00122] В определенных вариантах, используются противоположные шины на каждом проводящем слое. В одном из вариантов, по меньшей мере, одна открытая область первого проводящего слой содержит пару полосок, каждая полоска из пары располагается на противоположных сторонах первого проводящего слоя ближе к области периметра прозрачной подложки. В зависимости от формы устройства, полоски могут быть линейными или изогнутыми, например. Полоски могут содержать первую пару шин, каждая из пары шин на полоске и в пределах области каждой плоски из пары полосок. На втором проводящем слое может содержаться вторая пара шин, каждая из второй пары сконфигурирована так чтобы располагаться на или быть осажденной на каждую из вторых частей проводящего слоя, который не покрывает первый проводящий слой, каждая из вторых частей располагается ближе к области периметра и на противоположных сторонах второго проводящего слоя.
[00123] Первый и второй проводящие слои и один или более слоев материалов оптического устройства здесь описанных могут быть все твердотельными и неорганическими. В одном из вариантов, подложка является термополированным стеклом, отожженным или не отожженным, и первый проводящий слой содержит оксид олова, например фторированный оксид олова. Подложка может быть зафиксирована в IGU с дополнительным электрохромическим устройством или нет. Как описано, шины, любые лазерные канавки, края устройства, и/или открытые области первого проводящего слоя могут быть загерметизированы в первичном уплотнении IGU. Двойное электрохромическое устройство IGU описано в патентной заявке США, серийный номер 12/851,514 (сей час патент США No. 8,270,059), поданной 5 августа 2010, и названной "Многопанельные электрохромические окна," которая включена в этот документ посредством ссылки в полном объеме. Одним из вариантов является многопанельное окно как описано в этой заявке, имеющее одно или более электрохромических устройств как здесь описано. Одним из вариантов является любое оптическое устройство, здесь описанное, которое не содержит лазерных изоляционных канавок. Одним из вариантов является любое оптическое устройство, здесь описанное, которое не содержит неактивных частей оптического устройства.
[00124] Как описано выше в Фигурах 4Н и 41, некоторые варианты включают способ изготовления покрытия, а затем обрезания. Фигуры 5F и 5G иллюстрируют проведение процесса подобного тому, что описан в Фигуре 5А и вынесен на подложку большой площади как полагается в соответствии со способом покрытия, а затем разрезания описанных вариантов. Это является примером изготовления электрохромических устройств имеющих две противоположные шины на каждом проводящем слое. Варианты ламинации, описанные выше также применимы к вариантам покрытия, а затем обрезания описанным ниже.
[00125] В Фигуре 5F, подложка большой площади, 530, имеет прозрачный проводящий слой на ней (как обозначено точечным узором). Во время операции 505, удаляется край на первой полосе А. Удаление края между тем, что будет соседствовать с электрохромическими устройствами, сделано двойным от А, так что каждое электрохромическое устройство имеет эквивалент удаленного края А. В операции 510, наносятся оставшиеся слои электрохромического устройства. Далее, см. 515, выполняется удаление края по полосе В, более узкой, чем полоса А. В этом примере, изолированное электрохромическое устройство предшествует аналогичному тому, что описано на Фигуре 5В после операции 515.
[00126] В Фигуре 5G, операция 520 создает открытые области, место под шину 435, в этом примере, две для каждого электрохромического устройства. Операция 525 включает нанесение шин, двух для каждого прозрачного проводящего слоя. В операции 570, подложка большой площади разрезается для изготовления, в этом примере, 12 электрохромических устройств 540. Как описано выше в соответствие Фигурам 4H-J, они могут быть размещены в IGU, или прямо заламинированы, например, используя тонкую гибкую подложку.
[00127] Как описано выше, тонкие гибкие подложки могут использоваться как укрепляющие панели (модульные устройства) для электрохромических устройств, например электрохромических устройств изготовленных как здесь описано. В определенных вариантах, тонкие гибкие подложки используются как подложки для процесса изготовления электрохромических устройств. Например, один из вариантов включает способы изготовления любого электрохромического устройства, здесь описанные выполненные на тонких гибких подложках как здесь описано, например Gorilla® Glass or Willowтм Glass. В некоторых вариантах, изготовление выполняется по схеме изготовления по рулонной технологии. Примеры этих вариантов описаны ниже в Фигурах 6А и 6В.
[00128] Фигура 6А иллюстрирует изготовление по рулонной технологии, 600, электрохромических устройств на тонких гибких подложках и опциональной ламинации с негнущимися подложками. Фигура 6А является соединением блок схемы проведения процесса содержащей функциональные описания приборов и особенностей устройств. Действующие приборы для выполнения описанного изготовления могут быть любой ориентации, однако в одном из вариантов, гибкая подложка является желательно вертикальной. В другом варианте, подложка является вертикальной и операции процесса выполняются в формате "сверху вниз", в которой подложка заправляется в линию из первой высоты, проходя вниз через процесс изготовления, и заканчивается на второй высоте, ниже первой высоты. В этом примере, тонкая гибкая подложка, 478а (как описано выше), содержит прозрачный проводящий оксидный слой. Примером этой подложки является Willow Glassтм, которое коммерчески доступно с ITO покрытиями от Corning, Incorporated of Corning, New York. Толстая пунктирная стрелка в Фигуре 6А обозначает направление движения гибкой подложки через различные модули.
[00129] Сначала, гибкая подложка полается в модуль удаления краев, 605. В этом модуле, выполняется удаления краев первой полоски (как здесь описано) из прозрачного проводящего слоя. Подложка может опционально быть очищена (не проиллюстрировано на Фигуре 6А) от любых остатков оставшихся после первого удаления краев. Также, в соответствии с вариантами здесь описанными, например, в Фигурах 4А и 4В, прозрачный проводящий слой может быть подвергнут скошиванию краев и/или полировочному процессу (не проиллюстрировано). Далее, тонкая гибкая подложка поступает на покрытие, 610, в которой осаждаются оставшиеся слои электрохромического устройства, в этом примере, используя любую вакуумную интегрированную PVD распылительную установку. Такая установка описана в патенте США номер 8,243,357, названый, "Изготовление низкодефектных электрохромических устройств" поданный 11 мая 2011, который включен в этот документ посредством ссылки в полном объеме. После нанесения на гибкую подложку электрохромического устройства, проводится второе удаление краев (как здесь описано), в этом примере, в модуле 615. Удаления краев могут опционально сопровождаться скошиванием краев (не проиллюстрировано). Следующим является изготовление ВРЕ, 620, сопровождается нанесением шин, см. 625. Опционально, гибкая подложка может быть заламинирована с модульными устройствами, см. 630, например как описанное в Фигуре 4J. Модульное устройство может быть гибким как подложка, или негнущейся подложкой, такой как отожженное стекло или полимерная подложка. В этом примере, гибкая подложка ламинируется с отожженным стеклом. Гибкая подложка после обрезается, скорее для подгонки негнущейся подложки к которой она заламинирована (как проиллюстрировано) которая изготовляет ламинированные электрохромические устройства 640, или как монолитное гибкое электрохромическое устройство (не проиллюстрировано). В более поздних вариантах, гибкое электрохромическое устройство может быть покрыто паровым барьером и/или герметизирующим слоем до или после обрезания с большого куска материала.
[00130] В зависимости от ширины гибкой подложки, здесь может быть одно или более электрохромических устройств изготовленных вдоль полосы гибкой подложки, так как она проходит через модули/проведение процессов 605-635. Например, если гибкая подложка является такой же широкой, как и подложка из термополированного стекла большой площади как здесь описано, ламинация подложки большой площади сделает соответствующий ламинат большой площади. Индивидуальные электрохромические устройства могут быть нарезаны из ламината большой площади, например как описано выше.
[00131] В некоторых вариантах, желателен гибкий ламинат электрохромического устройства. В одном из вариантов, гибкая подложка несет множество электрохромических устройств являющихся собственно заламинированными с другой гибкой подложкой. Фигура 6В иллюстрирует изготовление, 650, электрохромических устройств на гибких стеклянных подложках и последующую ламинацию с гибкими подложками. В этом примере, гибкая подложка 478а (как описано выше) имеет прозрачный проводящий слой на ней подается через процессы линии изготовления 605-625 как описано в Фигуре 6А. Затем, гибкая подложка, имеющая множество электрохромических устройств на ней, ламинируется с другой гибкой подложкой, в этом примере подложка 478 как описано выше, через соответствующее применение ламинирующего клея и роликов 630. Вновь сформированный ламинат разрезается, например, с помощью лазера, см. 635, для формирования индивидуальных гибких электрохромических ламинатов, 665, которые, например, могут пройти по конвееру 477 для дальнейшей обработки. Как описано выше, гибкая подложка "модульное устройство" может быть размечено отверстиями для размещения шин, или подвергнуто абляции для освобождения слоев ТСО и шины (процесс 625) добавятся после ламинации, либо до либо после разрезания на отдельные ламинированные электрохромические устройства.
[00132] Хотя предшествующие варианты описаны более детально для улучшения понимания, описанные варианты считаются иллюстративными и не ограниченными. Это должно быть очевидно любому специалисту в данной области, что определенные изменения и модификации могут быть реализовано в рамках приведенного выше описания и прилагаемой формулы изобретения.
Реферат
Изобретение относится к оптическому электрохромному устройству, включающему один или более слоев материалов, расположенных между первым и вторым проводящими слоями, и способу его изготовления. Способ включает: получение подложки, которая содержит первый проводящий слой на её рабочей поверхности; удаление первой полосы первого проводящего слоя на периферии подложки и вдоль между от около 10% до около 90% периметра подложки; осаждение упомянутого одного или более слоев материалов оптического устройства и второго проводящего слоя, так чтобы они покрывали первый проводящий слой и простирались за первый проводящий слой в упомянутую первую полосу на периферии подложки; удаление второй полосы, более узкой, чем первая полоса, из всех слоев по всему периметру подложки, причем глубина удаления является по меньшей мере достаточной для удаления первого проводящего слоя; удаление по меньшей мере одной области второго прозрачного проводящего слоя, а также одного или более слоев оптического устройства под ним, для освобождения по меньшей мере одной открытой области первого проводящего слоя; и нанесени шины на по меньшей мере одну открытую область первого прозрачного проводящего слоя, в котором по меньшей мере один из первого и второго проводящих слоев является прозрачным. Изобретение позволяет обеспечить изоляцию от краевых дефектов. 2 н. и 57 з.п. ф-лы, 40 ил.
Комментарии