Электрический силовой кабель, содержащий вспененные полимерные слои - RU2374707C2
Код документа: RU2374707C2
Чертежи





Описание
Область техники
Настоящее изобретение в общем относится к электрическим силовым кабелям, имеющим уменьшенную массу и стоимость материалов. В частности, оно относится к многополярным кабелям низкого и среднего напряжения, содержащим вспененные материалы в одном или более слоях оболочки.
Уровень техники
Эффективный электрический силовой кабель должен отвечать нескольким противоречащим конструктивным требованиям. С одной стороны, силовой кабель должен быть легким, простым в обращении и недорогим в производстве. С другой стороны, кабель должен быть выполнен сплошным, проявлять хорошие характеристики по огнестойкости (если необходимо) и быть достаточно жестким, чтобы выдерживать колебания элементов и напряжения, воздействующие на него в процессе прокладки. Однако часто максимизация любого одного из этих характеристик имеет отрицательное влияние на по меньшей мере один их прочих. Кроме того, нефункциональные признаки, такие как качество обработки поверхности готового кабеля, часто являются фактором, определяющим уровень приемлемости силового кабеля. Поэтому существующие силовые кабели, такие как кабель, изображенный на фиг.1 и 2, обычно представляют собой компромиссное решение между такими требованиями.
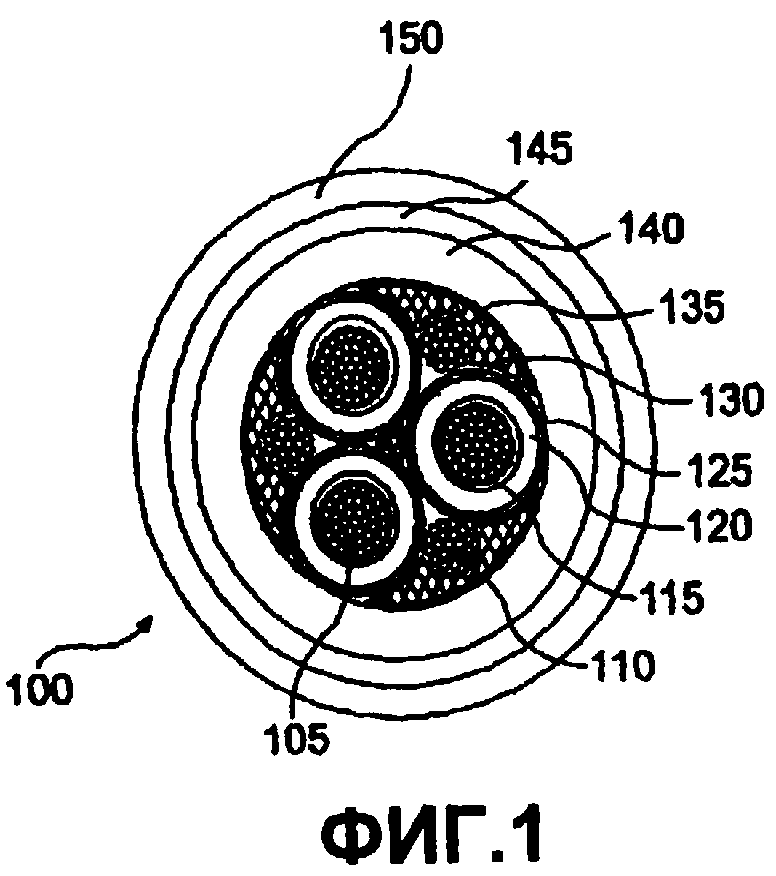
На фиг.1 представлен вид в поперечном разрезе примерного обычного кабеля. Кабель содержит три «жилы», причем каждая жила представляет собой полузаконченную конструкцию, включающую проводящий элемент 105 и по меньшей мере один слой электрической изоляции 120, размещенный в радиально наружном положении по отношению к проводящему элементу 105. При рассмотрении кабеля для электрической мощности среднего напряжения жила также может содержать внутреннее полупроводящее покрытие 115, расположенное в радиально наружном положении по отношению к проводящему элементу, наружное полупроводящее покрытие, расположенное в радиально наружном положении по отношении к слою электрической изоляции 125, и металлический экран в радиально наружном положении по отношению к наружному полупроводящему покрытию (не показано).
Для целей настоящего описания термин «многополярный кабель» означает кабель, снабженный по меньшей мере парой жил, как определено выше. В частности, если многополярный кабель имеет число жил, равное двум, кабель с технической точки зрения называют «биполярным кабелем», а если число жил равно трем, то такой кабель известен как «трехполярный кабель». Обычный кабель на фиг.1 представляет собой трехполярный кабель.
Жилы наряду с проводами 110 заземления соединены вместе и образуют так называемый элемент в сборе. Предпочтительно соединение осуществлено спиральной намоткой жил и проводов заземления вместе с заранее заданным шагом. В результате соединения и намотки жил элемент в сборе имеет множество промежуточных зон 130, которые образованы пространствами между жилами и проводами заземления. Другими словами, соединение и намотка жил и их круглая форма приводят к наличию множества полостей между ними.
Процесс производства обычного многополярного кабеля включает в себя стадию заполнения промежуточных зон 130 для придания элементу в сборе круглой формы. Промежуточные зоны, которые также известны как «звездчатые области», обычно заполняют наполнителем традиционного типа (например, полимерным материалом, наносимым экструзией). Образующаяся круглая форма обеспечивает получение сплошного тела с симметричным внешним видом и ощущением.
Кабель заканчивают нанесением по меньшей мере одного другого слоя, природа которого, а также число слоев зависят от типа изготавливаемого многополярного кабеля. В обычном кабеле на фиг.1 слой связующей ленты 135 может быть предусмотрен в положении, радиально наружном по отношению к элементу в сборе, а слой внутренней полимерной оболочки 140 предусмотрен в положении, радиально наружном по отношению к связующей ленте. Данный слой внутренней оболочки 140 обычно выполняют из полимерного материала и экструдируют на связующую ленту. Учитывая круглое поперечное сечении элемента в сборе, слой внутренней оболочки 140 приобретает форму связующего материала или материала наполнителя, т.е. внутренняя оболочка также становится круглой в поперечном сечении. Окончательно устанавливают металлическую броню 145 в радиально наружном положении по отношению к слою внутренней оболочки 140, и весь кабель заключают в наружную полимерную оболочку 150.
На фиг.2 представлен продольный вид в перспективе обычного кабеля на фиг.1. Использованы те же числовые обозначения, что и на фиг.1, чтобы обеспечить корреляцию между чертежами. На фиг.2 показана концентричность, обеспеченная материалом-наполнителем 130 в полостях вокруг и между проводящими элементами 105.
Данный тип обычного кабеля исторически использовали в промышленных и коммерческих областях применения силового кабеля (например, установка в кабельном лотке, желобке и схемах электроавтоматики) в качестве заменителя кабеля, заключенного в металлической трубке, и некоторых классификаций опасных расположений, определенных местными нормами и властями. Для огнеопасных вредных условий наружная оболочка кабеля часто включает полимеры, замедляющие горение. Данные кабели выдерживают тесты по огнезащите национального регулирования, такие как определенные в стандартах IEEE-1202 («Стандарт IEEE по испытанию на горючесть кабелей, используемых в кабельных лотках в промышленных и коммерческих зонах расположения»), UL-1685 («Стандарт на вертикальное распространение пламени по лотку и испытание на выделение дыма для электрических и оптических волоконных кабелей»), и спецификациями CSA Std. C22.2 FT-4 (испытание вертикального пламени») и IEC 332-3 («испытание на распространение возгорания высокой энергии в вертикальном лотке»). Например, чтобы отвечать требованиям CSA Std/ C22.2 FT-4, кабель помещают в пламя горелки, расположенной под углом 20° от горизонтали и направленной вверх. Чтобы пройти испытание, кабель может только обуглиться в пределах 1,5 м от горелки. Другие стандарты требуют проведения с кабелем аналогичных испытаний по огнезащите.
По ряду причин (например, снижение массы) в качестве обычного наполнителя и материалов оболочки были использованы вспененные полимерные материалы. Вспененные полимерные материалы представляют собой полимеры, которые имеют пониженную плотность за счет введения газа в полимер, находящийся в пластичном или расплавленном состоянии. Такой газ, который может быть введен химическим или физическим путем, образует пузырьки внутри материала, что приводит к возникновению полостей. Материал, содержащий данные полости, обычно проявляет такие желательные свойства, как сниженная масса и способность обеспечивать более однородную амортизацию, чем материал без полостей. Введение большого количества газа приводит к получению значительно более легкого материала, но введение слишком большого количества газа может отрицательно сказаться на качестве поверхности полимера и снизить в некоторой степени упругость материала.
Вспененный материал для придания ему желательной формы обычно экструдируют. После того, как материал выходит из экструзионной головки, его растягивают и охлаждают. Степень растяжения определяется отношением вытяжки. В частности, отношение вытяжки рассчитывают как отношение площади поперечного сечения материала при выходе его из экструзионной головки к площади поперечного сечения материала после охлаждения. Заявители установили, что регулирование степени вытяжки может помочь достигнуть относительно высокой степени вспенивания при сохранении требуемой упругости и получении гладкой поверхности.
В нескольких публикациях описаны силовые кабели, которые содержат вспененные материалы. Например, WO 02/45100 A1 раскрывает модифицированный обычный кабель с использованием вспененного материала в качестве наполнителя между промежуточными областями, образованными в элементе в сборе. Использование вспененного материала в качестве наполнителя позволяет получить кабель, который легче обычного кабеля и имеет улучшенную ударопрочность. Но вследствие в какой-то степени непредсказуемого расширения наполнителя, раскрытого в публикации, требуется ограничительный слой для получения, по существу, круглого кабеля. Данный слой требует дополнительной технологической стадии, что увеличивает себестоимость кабеля.
Публикация заявки на патент США 2003/0079903 А1 раскрывает кабель, в котором и наружная оболочка и заполненные промежуточные зоны могут содержать вспененный материал. Как утверждают, данный кабель легче, чем кабель согласно WO 02/45100 A1. Патент США № 6501027 В1 и публикация заявки на патент США 2003/0141097 А1 раскрывают многополярные кабели со слоем вспененного полимерного материала в наружной оболочке.
[014] Хотя данные документы касаются использования вспененных материалов, в частности в наружных оболочках электрических силовых кабелей, заявители обратили внимание на то, что внутренняя конструкция кабеля обеспечивает возможности для снижения массы кабеля при сохранении требуемых конструкционных характеристик. Кроме того, заявители установили, что когда в конструкции кабеля используется металлическая защита, такая как металлическая броня, особенно в конструкциях многополярных кабелей, использование слоя вспененного материала внутри металлической защиты обеспечивает дополнительную защиту. Например, в том случае, когда удар вызывает постоянную деформацию металлической защиты, внутренний вспененный слой может защитить от того, что в противном случае могло бы привести к сжатию изоляции одной или более жил, заключенных внутри металлической защиты, что, в свою очередь, снизило бы способность к сопротивлению электрическому напряжению, когда кабель находится под нагрузкой. Заявители установили, что баланс степени расширения и отношения вытяжки в процессе производства вспененных материалов может обеспечить получение более легких силовых кабелей с удовлетворительной ударопрочностью и хорошими внешними качествами.
Сущность изобретения
В соответствии с принципами изобретения кабель включает в себя по меньшей мере две жилы и эти жилы скручены вместе с образованием элемента в сборе. Слой внутренней оболочки, содержащий вспененный полимерный материал, окружает периферию элемента в сборе и, по существу, принимает форму периферии элемента в сборе. Поперечное сечение слоя внутренней оболочки и элемента в сборе является некруглым. Кабель также включает в себя металлическую броню, имеющую, по существу, круглое поперечное сечение, которая окружает слой внутренней оболочки и частично контактирует со слоем внутренней оболочки. Кабель дополнительно включает в себя полимерную оболочку, которая окружает металлическую броню и формирует внешний вид кабеля.
Обычно часть слоя внутренней оболочки, расположенная в положении, связывающем две скрученные жилы, является вогнутой в направлении к оси кабеля. Данная конструкция приводит к образованию внутренних промежутков между скрученными жилами на осевой стороне слоя внутренней оболочки и наружных промежутков между слоем внутренней оболочки и металлической броней. Наружные промежутки обычно не содержат материала-наполнителя. Предпочтительно полимерный материал внутренней оболочки имеет степень вспенивания от примерно 2% до примерно 50%, хотя могут быть достигнуты более высокие степени вспенивания, и сформован экструзией с отношением вытяжки предпочтительно от примерно 1,1:1 до примерно 2,4:1, более предпочтительно от примерно 1,4:1 до примерно 1,9:1.
Также в соответствии с принципами изобретения способ изготовления электрического кабеля включает в себя обеспечение по меньшей мере двух жил с образованием элемента в сборе. Способ дополнительно включает вспенивание полимерного материала вспенивающим агентом, предпочтительно экзотермического типа, и экструдирование вспененного полимерного материала в слой вокруг элемента в сборе при использовании заранее заданного отношения вытяжки, предпочтительно от примерно 1,1:1 до примерно 2,4:1, более предпочтительно от примерно 1,4:1 до примерно 1,9:1, и усадку на элемент в сборе. Металлическую броню наносят вокруг вспененного полимерного материала, причем броня является, по существу, круглой и создает множество полостей между броней и вспененным полимерным материалом. Способ дополнительно включает экструдирование наружной оболочки на металлическую броню.
Обычно полимерный материал вспенивают в интервале от примерно 2% до примерно 50%. Способ также может включать в себя вспенивание материала наружного слоя перед экструдированием наружной оболочки на металлическую броню.
Следует понимать, что как вышеприведенное общее описание, так и следующее ниже подробное описание являются только примерными и пояснительными и не ограничивают изобретение, заявленное в формуле изобретения.
Краткое описание чертежей
Прилагаемые чертежи, которые включены в состав и составляют часть этого описания, иллюстрируют несколько вариантов осуществления изобретения и вместе с описанием служат для пояснения принципов изобретения.
На фиг.1 представлена схема поперечного разреза обычного трехполярного кабеля.
На фиг.2 представлен продольный вид в перспективе обычного трехнолярного кабеля по фиг.1.
На фиг.3А представлена схема поперечного разреза трехполярного кабеля, соответствующего принципам изобретения.
На фиг.3В представлена схема поперечного разреза биполярного кабеля, соответствующего принципам изобретения.
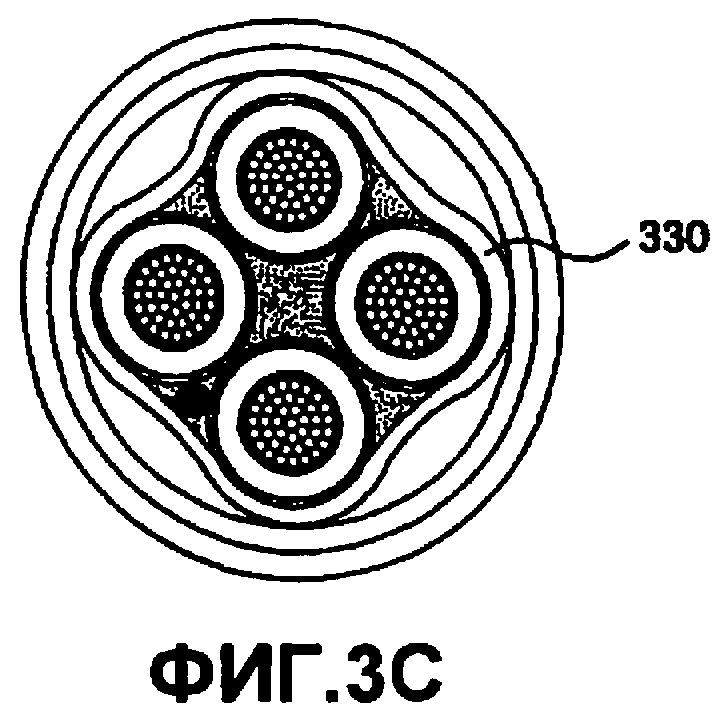
На фиг.3С представлена схема поперечного разреза квадрополярного кабеля, соответствующего принципам изобретения.
На фиг.4 представлен продольный вид в перспективе трехполярного кабеля по фиг.3А.
На фиг.5А и 5В изображены вспененные полимерные материалы под увеличением.
На фиг.6 представлена блок-схема последовательности операций в способе изготовления кабеля согласно принципам изобретения.
Подробное описание
Обратимся теперь более подробно к вариантам осуществления согласно принципам изобретения, примеры которых проиллюстрированы на прилагаемых чертежах. Там где возможно, на чертежах будут использованы одинаковые ссылочные позиции для обозначения одинаковых или аналогичных деталей.
Кабель согласно принципам изобретения включает в себя множество жил, скручивание которых приводит к образованию нескольких промежуточных полостей между жилами. Кабель собран без заполнения этих промежуточных полостей или же, если наполнитель использован, наполнитель не придает элементу в сборе, по существу, круглое поперечное сечение. Внутренняя полимерная оболочка, содержащая вспененный материал, окружает элемент в сборе и, по существу, принимает форму периферии скрученных жил. Следовательно, … нанесена вокруг внутренней оболочки с образованием механически жесткой структуры. Данная металлическая броня частично контактирует с некруглой внутренней оболочкой с образованием второго набора промежуточных полостей. Эти полости остаются незаполненными. Окончательно поверх металлической брони наносят полимерный наружный слой.
На фиг.3А представлена схема поперечного разреза трехполярного кабеля только что рассмотренного типа. Кабель 300 включает в себя три жилы, имеющие проводящий элемент 305, полупроводящий экран 315 проводника, расположенный в радиально наружном положении по отношению к проводнику 305, слой 320 изоляции, расположенный в радиально наружном положении по отношению к полупроводящему экрану 315 проводника, и полупроводящий экран 325 изолятора, расположенный в радиально наружном положении по отношению к слою 320 изоляции.
Внутренняя полимерная оболочка 330, которая была подвергнута вспениванию, экструдирована на многочисленные жилы. Оболочка 330 связывает проводники и обеспечивает улучшенный амортизационный слой. В отсутствие наполнителей вспененный слой 330, по существу, принимает форму нижележащих скрученных жил. Промежутки или полости могут оставаться аксиально внутри слоя внутренней оболочки 330 между жилами.
Сверху слоя внутренней оболочки 330 кабель охватывает металлическая броня 340 и наружная оболочка 350. Оба слоя приобретают, по существу, круглые поперченные сечения, оставляя полости между слоем внутренней оболочки 330 и металлической броней 340.
Возвращаясь вновь к элементу в сборе, проводящий элемент 305, провод 310 заземления, полупроводящий экран 315 проводника, слой 320 изоляции и полупроводящий экран 325 изоляции могут быть выбраны из материалов, известных специалистам в данной области техники. Например, специалисту будет понятно, что слой 320 изоляции может содержать сшитую или несшитую полимерную композицию с электроизоляционными свойствами, известную в данной области. Примерами данных изоляционных композиций для кабелей низкого и среднего напряжения являются: сшитый полиэтилен, этиленпропиленовый каучук, поливинилхлорид, полиэтилен, сополимеры этилена, этиленвинилацетаты, синтетические и натуральный каучуки.
Любой специалист в данной области также поймет, что проводящий элемент 305 может содержать смешанные силовые/телекоммуникационные кабели, которые включают в себя жилу оптического волокна помимо или вместо электрических кабелей. Поэтому термин «проводящий элемент» означает проводник типа металла или смешанного электрического/оптического типа.
Жилы и провод 310 заземления скручены вместе обычным образом. В данном случае они скручены вместе спирально с образованием элемента в сборе. Спиральная скрутка проводников сопровождается образованием нескольких промежуточных зон 335, называемых в тексте настоящего описания внутренними промежутками, которые могут необязательно быть заполнены вспененным или невспененным материалом. Если во внутренних промежутках 335 используют наполнители, они присутствуют в основном с целью обеспечения требований установленных стандартов, а не для обеспечения, по существу, круглого поперечного сечения элемента в сборе, как в обычном кабеле. Когда во внутренних промежутках 335 используют наполнители, то их называют «слой наполнителя».
Слой внутренней оболочки 330 расположен в радиально наружном положении по отношению к элементу в сборе. Как показано на фиг.3А-3С, этот слой внутренней оболочки 330, по существу, принимает форму периферии скрученных жил. Он содержит вспененный полимерный материал, который получают расширением (также известным как вспенивание) известного полимерного материала с достижением желательного снижения плотности. Вспененный полимерный материал слоя внутренней оболочки может быть выбран из группы, включающей: полиолефины, сополимеры различных олефинов, сополимеры ненасыщенного олефина/сложного эфира, сложные полиэфиры, поликарбонаты, полисульфонаты, фенольные смолы, мочевинные смолы и их смеси. Примерами предпочтительных полимеров являются: поливинилхлорид (ПВХ), этиленвинилацетаты (ЭВА), полиэтилен (категорий низкой плотности, линейный низкой плотности, средней плотности и высокой плотности), полипропилен и хлорированные полиэтилены.
Выбранный полимер обычно вспенивают во время фазы экструдирования. Данное вспенивание может происходить либо химически, путем добавления подходящей вспенивающей маточной смеси (т.е. смеси, которая способна образовывать газ в условиях определенной температуры и давления), либо может происходить физически (т.е. посредством инжектирования газа под высоким давлением непосредственно в цилиндр экструдера). Примерами подходящих химических вспенивателей являются азодикарбонамиды, смеси органических кислот (например, лимонной кислоты) с карбонатами и/или бикарбонатами (например, бикарбонатом натрия). Примерами газов, инжектируемых под высоким давлением в цилиндр экструдера, являются азот, диоксид углерода, воздух и низкокипящие углеводороды, такие как пропан и бутан.
Вспененный полимерный материал содержит заранее заданный процент полостей внутри материала. Полости представляют собой пространства, которые заняты не полимерным материалом, а газом или воздухом. В общем, процент полостей во вспененном полимере выражается так называемой степенью вспенивания (G), определяемой следующим образом:
G = (do/de - 1) · 100,
где doпредставляет собой плотность невспененного полимера, а de представляет собой измеренную кажущуюся плотность вспененного полимера. Желательно достичь возможно большей степени вспенивания и в то же время обеспечить желательные свойства кабеля. Более высокая степень вспенивания приведет к снижению стоимости материала и может улучшить ударопрочность кабеля. Заявители обнаружили, что подходящие степени вспенивания обычно лежат в интервале значений от примерно 2% до примерно 50%, хотя можно достичь более высоких степеней вспенивания.
Поскольку ограничительный слой для вспениваемой полимерной оболочки не используется, необходимо применить технологию вспенивания, которая обеспечит надежную степень вспенивания. Выбранная технология вспенивания должна обеспечивать достижение соответствующих размеров кабеля и условий образования равномерной поверхности полимерной оболочки. Известно несколько элементов, влияющих на постоянство вспенивания. Это следующие: доля вспенивающей маточной смеси; тип вспененной пористой (ячеистой) структуры, достигнутой внутри полимерной стенки; скорость экструзии; и охлаждение за счет температуры воды после экструзии. Специалисты в данной области могут определить параметры для достижения желательного результата.
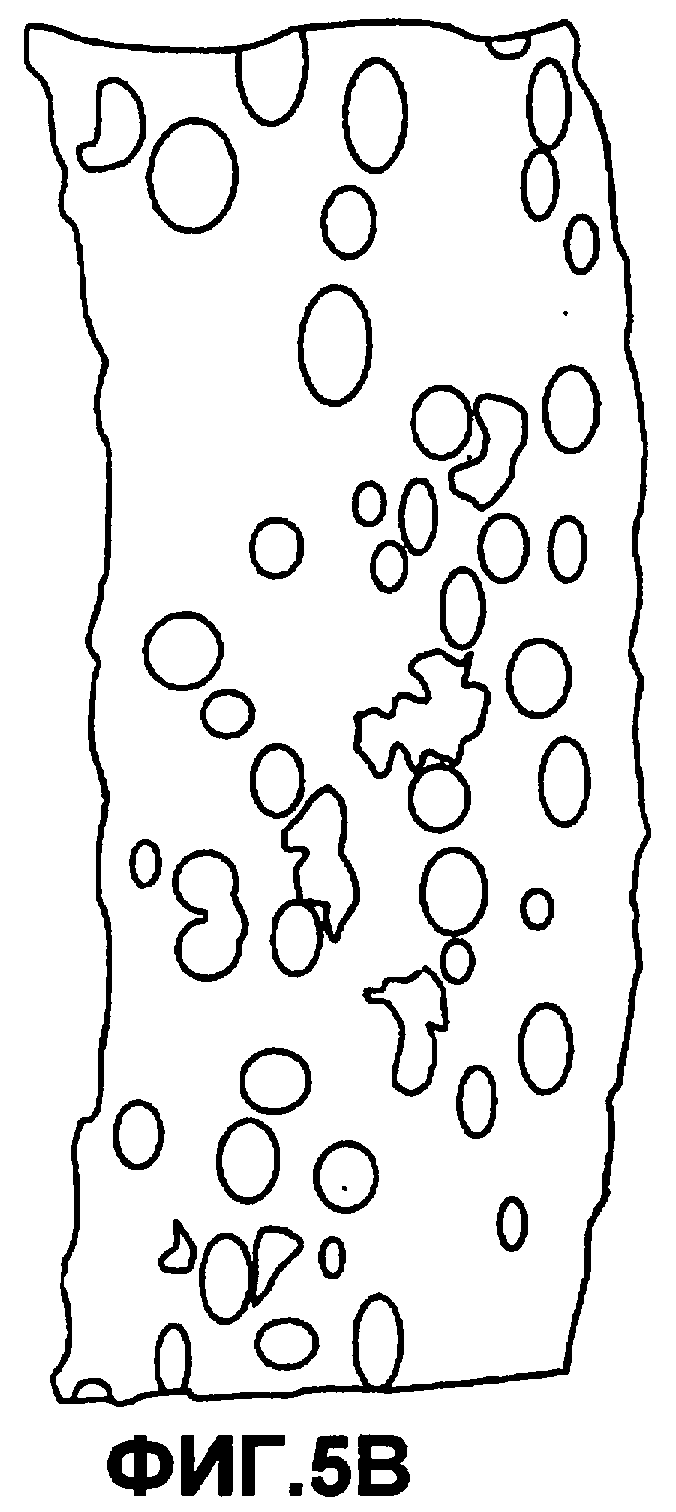
В предпочтительном варианте осуществления использована вспененная структура с закрытыми порами, потому что она может обеспечить увеличение числа полостей с большей равномерностью по размеру полостей. Заявители установили, что использование данных вспенивающих агентов обеспечивает улучшенное постоянство вспенивания, регулирование диаметра и качество образующейся поверхности наружного слоя полимерной оболочки. На фиг. 5А и 5В показано потенциально возможное непостоянство, которое возникает в том случае, если процесс вспенивания не приводит к образованию вспененной структуры с закрытыми порами. Вспененная оболочка на фиг.5А содержит относительно однородные, закрытые поры, обеспечивающие гладкую поверхность оболочки. В отличие от этого вспененная оболочка на фиг.5В содержит неравномерные, большие поры и с разрушенными стенками, что приводит к слабому контролю диаметра и шероховатой поверхности наружной оболочки.
Другим аспектом достижения хорошего контроля диаметра является использование вспенивающего агента в разбавленной фазе из-за низких уровней содержания использованных вспенивающих агентов. Разбавление вспенивающего агента способствует достижению соответствующего распределения и равномерности вспенивания, особенно когда не использован ограничительный слой. Предпочтительным вспенивающим агентом является материал на основе азодикарбонамида, известный как маточная смесь “HOSTATRON SYSTEM PV 22167”, которая представляет экзотермический вспенивающий агент, поставляемый на рынок фирмой Clariant (Manchester, VA). Другими вспенивающими агентами, которые могут обеспечить приемлемые результаты, являются “HOSTATRON PVA0050243ZN” и “HOSTATRON PVA0050267/15” фирмы Clariant.
Выбор того, использовать ли эндотермический, экзотермический или гибридный химический вспенивающий агент, будет зависеть от выбора основного материала для смеси оболочки и совместимости с ней, экструдированных профилей и процессов, желательной степени вспенивания, размера и структуры пор, а также других конструкционных факторов, в особенности касающихся получаемого кабеля. В общем, при условии одинакового количества активного ингредиента экзотермические химические вспенивающие агенты будут максимально снижать плотность и образовывать пенопласты с более равномерными и крупными порами. Эндотермические вспенивающие агенты образуют пенопласты с более мелкой пористой структурой. Это является результатом, по меньшей мере, частично того, что эндотермический вспенивающий агент выделяет меньше газа и имеет лучшую лимитируемую зародышеобразованием скорость выделения газа, чем экзотермический вспенивающий агент. Хотя в предпочтительном варианте осуществления изобретения использован экзотермический вспениваемый слой, но другие вспенивающие агенты могут образовать удовлетворительные пористые структуры. Структура с закрытыми порами является предпочтительной, поскольку не предоставляет каналов для миграции воды и обеспечивает хорошую механическую прочность и равномерную текстуру поверхности вспененной оболочки.
Заявители наблюдали, что отношение вытяжки (DDR), достигаемое в процессе экструдирования рукава, влияет на качество поверхности вспененной оболочки. Отношение вытяжки определяет следующим уравнением:

где D2 означает диаметр отверстия экструзионной головки, D1 означает наружный диаметр ограничивающего наконечника, d2 означает наружный диаметр оболочки кабеля и d1 означает внутренний диаметр оболочки кабеля.
Соответствующее отношение вытяжки для достижения желательного качества поверхности может быть определено экспериментально и будет меняться в зависимости от использованного полимера, природы вспенивающего агента и количества вспенивающего агента. Используя PVCJC-513-GO и HOSTATRON SYSТEM PV 22167 в качестве примерной комбинации, в таблице 1 представлены данные по влиянию степени вытяжки на качество поверхности заготовки кабеля. За исключением указанных в таблице все условия производства (например, скорость линии или скорость подачи сырья) оставались постоянными.
Как будет понятно, приемлемое качество поверхности зависит от назначения кабеля. Кроме того, приемлемость качества поверхности обычно определяет специалист в данной области, часто касанием или по визуальной оценке. Хотя существуют методы для измерения гладкости поверхности материалов и они могут быть использованы для измерения гладкости вспененной оболочки согласно настоящему изобретению, но эти методы обычно используют для материалов, гладкость которых является настолько определяющим параметром, что ее нельзя оценить визуальным обследованием или касанием.
Как показано в таблице, приемлемое качество поверхности внутренней оболочки в электрических силовых кабелях, изготовленных с использованием PVCJC-513-GO и HOSTATRON SYSTEM PV 22167, может быть получено с отношением вытяжки от примерно 1,5:1 до примерно 1,9:1. Отношение от примерно 1,6:1 до примерно 1,8:1 является предпочтительным, потому что может быть достигнуто приемлемое качество поверхности оболочки при относительно высоком снижении плотности. Например, образец 3 имеет снижение плотности 31,6% с DDR 1,6:1, одновременно достигая приемлемого внешнего вида. Высокое снижение плотности в примере 3 приводит к получению более легкого кабеля, чем, например, в примере 7, в котором снижение плотности составляет 6,6%.
Поскольку слой внутренней оболочки 330 приобретает форму скрученных жил, как показано на фиг. 3А-3С, элемент в сборе приобретает неправильную форму. В трехполюсном примерном кабеле на фиг.3А внутренняя оболочка приобретает форму, напоминающую треугольник. В кабеле с четырьмя проводниками, как на Фиг.3С, внутренняя оболочка приобретает форму, напоминающую ромб. В случае конструкций кабеля с более чем четырьмя проводниками конечная конфигурация будет меняться и зависит от действительного числа проводников. Данный слой внутренней оболочки обеспечивает образование улучшенного амортизационного слоя между жилами и наружными слоями кабеля. Вспененный слой внутренней оболочки обеспечивает более равномерную амортизацию, чем обычная оболочка, особенно в точках высокого механического напряжения.
По существу, круглая металлическая броня 340 предусмотрена в радиально наружном положении по отношению к слою внутренней оболочки 330. Металлическая броня 340 обычно находится в форме спирально наложенных металлических лент, сформованных со взаимно зацепляющимися канавками. Ее накладывают поверх элемента в сборе в виде механически переплетенной структуры. Металлическая броня 340 контактирует со слоем внутренней оболочки по такому же числу точек, сколько имеется жил в кабеле. Таким образом, как показано на фигурах, в трехполюсном кабеле металлическая броня 340 контактирует с внутренней оболочкой 330 в трех точках. В четырехжильной конфигурации металлическая броня контактирует со слоем внутренней оболочки в четырех точках. Металлическая броня предпочтительно содержит алюминий, но специалистам в данной области известны другие подходящие материалы, такие как сталь.
Соответствующие формы слоя внутренней оболочки 330 и металлической брони 340 обуславливают промежуточные полости 345, называемые в тексте настоящего описания как наружные промежутки. Данные наружные промежутки остаются незаполненными, обеспечивая кабель, который легче аналогичного кабеля, чьи промежуточные полости заполнены наполнителем. Вследствие того, что кабель легче, чем аналогичные кабели, его легче транспортировать и, следовательно, это снижает транспортные расходы. С ним также проще обращаться в процессе укладки и он обычно требует более низкой тянущей силы, прилагаемой в процессе укладки. Таким образом, кабель может привести к более низким затратам на укладку и большей простоте при операциях укладки.
Наличие слоя вспененной оболочки 330 между жилами и металлической броней 340 благодаря относительно высокой деформируемости данного слоя вспененной оболочки 330 также способствуют увеличению ударопрочности кабеля, так что деформация, вызванная ударом по металлической броне 340, не передается непосредственно на изоляцию 320 жил. Это обладает тем преимуществом, например, что постоянная деформация металлической брони 340 будет в значительной степени поглощаться по толщине слоя вспененной оболочки 330 без передачи на изоляцию одной из жил, чья толщина поэтому меняться не будет. Так как безопасная работа кабеля непосредственно связана с толщиной изоляции жил, надежность кабеля дополнительно увеличивается также в присутствии металлической брони, окружающей жилы.
Наружная оболочка 350 расположена в радиально наружном положении по отношению к металлической броне 340. Наружная оболочка 350 в сочетании с металлической броней 340 служит для придания кабелю механической прочности при случайных ударах. Если наружная оболочка содержит невспененный материал, он может быть выбран, например, из группы, включающей в себя: полиэтилен низкой плотности (ПЭНП) (плотность = 0,910-0,926 г/см3); сополимеры этилена с α-олефинами; полипропилен (ПП); этилен-α-олефиновые каучуки, в частности этиленпропиленовые каучуки (ЭПК), этилен/пропилен/диеновые каучуки (ЭПДК); натуральный каучук; бутилкаучук и их смеси. Она также может содержать вспененный материал, такой как те, что описаны для слоя внутренней оболочки 330. Обычно наружная оболочка будет вспенена до меньшей степени, чем внутренняя оболочка, потому что меньшее вспенивание приводит к более гладкой поверхности, что является более привлекательным с точки зрения внешнего вида продукта. Наружная оболочка также может включать слои вспененного и невспененного материала, которые являются соэксрудированными.
На фиг.4 представлен продольный вид в перспективе кабеля по фиг.3А. В ней использованы те же цифровые обозначения, что и на фиг.3А для указания одинаковых деталей.
Специалистам в данной области известны другие меры, с помощью которых можно будет оценить наиболее целесообразную конструкцию, например, с точки зрения затрат, способа укладки кабеля (например, поверхностный, размещение в коробах, укладка в грунт, внутри зданий, на морском дне и т.п.) и рабочей температуры кабеля (включая максимальную и минимальную температуры и температурные колебания в среде прокладки). Например, при производстве кабеля TECK90 типа CSA, который рассчитан для работы при -40°С, то в качестве материала оболочки может быть использован освинцованный полимерный материал, такой как PVCJG-513-GO производства Poly One. В альтернативном варианте может быть использован неосвинцованный материал, такой как JGK-511-L, производимый фирмой Poly One. Могут быть сделаны дополнительные модификации в зависимости от того, какому стандарту или стандартам должен отвечать кабель (например, IEEE-1202, UL-1685, CSA Std. C22.2 FT-4, и/или IEC 332-3).
На фиг.6 представлена блок-схема высокого уровня способа изготовления кабеля в соответствии с принципами настоящего изобретения. Обеспечивают по меньшей мере две жилы известным образом (стадия 610). Каждая жила кабеля получена размоткой проводящего элемента с соответствующей подающей бобины и нанесением слоя электрической изоляции на него, обычно экструзией. В конце стадии экструзии материл слоя изоляции предпочтительно является сшитым в соответствии с известными методами, например, с помощью пероксидов или силанов. Альтернативно материл слоя изоляции может быть материалом типа термопласта, который не сшивается, что обеспечивает возможность того, что материал является возвращаемым в технологический цикл. После завершения каждую жилу хранят на первой приемной бобине.
Затем изготавливают элемент в сборе, который в варианте осуществления изобретения кабеля, показанном на фиг.3А, включает в себя три отдельные жилы и провод заземления. Элемент в сборе получают при использовании кабелесборочной машины, которая одновременно наматывает и вращает жилы, хранящиеся на отдельных приемных бобинах, чтобы скрутить их вместе спирально согласно заранее выбранному шагу. После получения элемент в сборе хранят на второй приемной бобине.
Необязательным слоем наполнителя может быть тогда волокнистый наполнитель или он может быть нанесен экструзией. В частности, элемент в сборе разматывают со второй приемной бобины в соответствии с любой известной методикой, например, при использовании тянущего кабестана, сконструированного для непрерывной и постоянной подачи элемента в сборе на экструзионную установку (линия производства оболочки). Тянущее действие должно быть постоянным во времени, так что элемент в сборе может двигаться вперед с заранее заданной скоростью, чтобы обеспечить равномерное эксрудирование упомянутого выше наполнителя.
Материал для слоя внутренней оболочки вспенивают и экструдируют на элемент в сборе (стадия 630). Каждая полимерная композиция может включать в себя стадию предварительного смешения полимерного основания с другими компонентами (наполнителями, добавками или другими ингредиентами), причем эту стадию предварительного смешения проводят в оборудовании, расположенном выше по технологической схеме, чем процесс экструзии (например, закрытый смеситель тангенциального роторного типа (Банбэри) или с взаимозацепляющимися роторами, непрерывный смеситель типа Ko-Kneder (Buss) или типа с двумя шнеками, вращающимися в одном направлении или в противоположном направлении).
[059] Каждую полимерную композицию обычно подают в экструдер в форме гранулята и пластицированную (т.е. переработанную до состояния расплава) за счет подведения тепла (через цилиндр экструдера) и механического действия шнека, который перерабатывает полимерный материл и подает его в головку экструдера, из которой его наносят на проходящую ниже жилу. Цилиндр часто разделен на несколько частей, известных как зоны, каждая из которых обеспечена независимым температурным регулированием. Зоны, расположенные дальше от экструзионной головки (т.е. выпускного конца экструдера), обычно настроены на более низкую температуру, чем зоны, расположенные ближе к экструзионной головке. Таким образом, по мере передвижения материала по экструдеру на него воздействуют все возрастающие температуры при подходе к экструзионной головке. Вспенивание внутренней оболочки (и необязательно материала-наполнителя, если таковой использован) осуществляется во время операции экструзии при использовании продуктов и параметров, рассмотренных выше.
[060] Если использован материал-наполнитель, то элемент в сборе предпочтительно подают в экструзионное оборудование, снабженное двухслойной экструзионной головкой, причем это оборудование включает два отдельных экструдера, работающих с общей экструзионной головкой, так чтобы накладывать соответственно материл-наполнитель и слой внутренней обкладки на элемент в сборе путем соэкструзии. Двухслойная экструзионая головка включает охватываемый мундштук, промежуточный мундштук и охватывающий мундштук. Мундштуки расположены в только что рассмотренной последовательности, концентрически охватывающими друг друга и радиально простирающимися от оси элемента в сборе. Слой внутренней обкладки 330 экструдируется в радиально наружном положении по отношению к слою наполнителя 335 через канал, проходящий между промежуточным мундштуком и охватывающим мундштуком. Поэтому одновременно с разматыванием элемента в сборе вспениваемая полимерная композиция, использованная в слое внутренней оболочки 330, и вспененная или невспененная полимерная композиция, использованная в слое наполнителя 335, по отдельности направляются на вход каждого экструдера известным образом, например, при использовании двух отдельных бункеров.
Полученная таким образом заготовка кабеля в сборе обычно подвергается циклу охлаждения. Охлаждение предпочтительно достигается перемещением заготовки кабеля в сборе в охлаждающей емкости, содержащей подходящую жидкость, например скважинную воду/речную воду, или в охлаждающей водяной системе с замкнутым контуром. Температура воды может составлять между 2°С и 30°С, но предпочтительно поддерживается между 10°С и 20°С. Во время экструзии и в некоторой степени во время охлаждения слой внутренней оболочки 330 дает усадку, по существу, приобретая форму периферии элемента в сборе. Ниже по технологической схеме относительно цикла охлаждения заготовку в сборе обычно подвергают сушке, например, с помощью обдува воздухом и собирают ее на третью приемную бобину.
Чтобы получить кабель, показанный на фиг.3А, процесс производства дополнительно включает в себя линию, на которой заготовку кабеля в сборе разматывают с третьей приемной бобины и наносят слой металлической брони известным образом, таким как размещение взаимосцепляющихся алюминиевых бронелент вокруг внутренней оболочки (стадия 640). Затем кабель в сборе подают на экструзионное оборудование, предназначенное для нанесения наружной оболочки 350 (стадия 650). Если наружную оболочку изготавливают из вспененного материала, он может быть вспенен таким же образом, как рассмотрено для слоя внутренней оболочки 330, хотя обычно до меньшей степени, чем внутренняя оболочка. Как и слой внутренней оболочки 330, наружную оболочку 350 подвергают подходящей стадии охлаждения. Законченный кабель наматывают на конечную приемную бобину.
Специалисты в данной области поймут, что может быть использовано несколько вариантов способа для получения кабеля согласно принципам настоящего изобретения. Например, некоторые стадии способа могут быть осуществлены параллельно, в одно и то же время. Эти известные варианты следует рассматривать как входящие в объем притязаний изобретения.
Кабели изготавливали с использованием поливинилхлоридной оболочечной смеси JS-513-GO, производимой фирмой Poly One, и вспенивающего агента HOSTATRON SYSTEM PV 22167. Экструзионное оборудование было сконструировано так, чтобы обеспечить степень вытяжки (DDR) 1,5:1. Заявители обнаружили, что слишком высокое значение DDR отрицательно сказывается на общем качестве поверхности вспененной оболочки. Установлено, что для данной оболочечной смеси достаточной является величина DDR от примерно 1,4:1 до примерно 1,9:1, с предпочтительным значением DDR между примерно 1,6:1 и примерно 1,8:1. Был использован следующий температурный профиль: 170°С (зона 1 цилиндра)/175°С (зона 2 цилиндра)/ 175°С(зона 3 цилиндра)/180°С (зона 4 цилиндра)/180°С (головка)/180°С(мундштук). Наконечник располагали заподлицо или слегка углубленно относительно поверхности мундштука. Также прилагали незначительный вакуум для регулировки толщины оболочки на многопроводном элементе в сборе. Давление расплава меняли в интервале между 600 и 800 фунт/кв. дюйм.
Результаты испытаний, представленные в таблице 2, получены при измерениях на слое внутренней вспениваемой оболочки. Внутреннюю оболочку получали описанным выше способом с использованием 0,2%-ной доли вспенивающей маточной смеси HOSTATRON SYSTEM PV 22167, приводящей к снижению плотности на приблизительно 10%.
Хотя выше были описаны и проиллюстрированы предпочтительные варианты осуществления изобретения, следует понимать, что они являются примерными для изобретения и их не следует рассматривать как ограничительные. Дополнения, исключения, замены и другие модификации могут быть сделаны без отклонения от существа или объема притязаний настоящего изобретения. Соответственно изобретение не следует рассматривать как ограниченное вышеприведенным описанием, а только как ограниченное объемом притязаний прилагаемой формулы изобретения.
Реферат
Кабель относится к электрическим силовым кабелям и содержит по меньшей мере две скрученные вместе жилы; слой вспененной внутренней оболочки, по существу, круглую металлическую броню, частично контактирующую с внутренней оболочкой с образованием незаполненных промежутков снаружи внутренней оболочки, и полимерную наружную оболочку. Вспененная внутренняя оболочка, по существу, принимает форму периферии скрученных жил, обеспечивая некруглое поперечное сечение вспененной внутренней оболочки. Способ изготовления кабеля включает в себя обеспечение по меньшей мере двух жил, вспенивание полимерного материала, экструдирование вспененного полимерного материала вокруг жил и обеспечение возможности вспененному полимерному материалу усаживаться на жилы. Затем накладывают, по существу, круглую металлическую броню, создающую множество незаполненных полостей между внутренней оболочкой и металлической броней. Наружную оболочку экструдируют на эту металлическую броню. Кабель согласно изобретению является легким, простым в обращении и достаточно недорогим в производстве и вместе с тем достаточно жестким, чтобы выдерживать колебания элементов и напряжения в процессе прокладки. 2 н. и 23 з.п. ф-лы, 6 ил., 2 табл.
Формула
по меньшей мере две жилы, причем эти по меньшей мере две жилы скручены вместе с образованием элемента в сборе;
слой внутренней оболочки, содержащий вспененный полимерный материал, окружающий периферию элемента в сборе и по существу принимающий форму периферии элемента в сборе, причем поперечное сечение слоя внутренней оболочки и элемента в сборе является некруглым;
металлическую броню, имеющую по существу круглое поперечное сечение, окружающую слой внутренней оболочки и частично контактирующую со слоем внутренней оболочки; и полимерную наружную оболочку, окружающую металлическую броню и формирующую внешний вид кабеля.
обеспечение по меньшей мере двух жил с образованием элемента в сборе;
вспенивание полимерного материала экзотермическим вспенивающим агентом;
экструзию вспененного полимерного материала в слой вокруг элемента в сборе, причем вспененный материал имеет степень вытяжки от примерно 1,4:1 до примерно 1,9:1 и усаживается на элемент в сборе;
наложение металлической брони вокруг вспененного полимерного материала, причем броня является по существу круглой и создает множество полостей между броней и вспененным полимерным материалом;
экструзию наружной оболочки на металлическую броню.
Комментарии