Электропроводный расклинивающий наполнитель и способы его получения и применения - RU2722911C2
Код документа: RU2722911C2
Чертежи



Описание
Уровень техники
Варианты осуществления настоящего изобретения относятся в общем к гидравлическому разрыву геологических формаций и, более конкретно, к электропроводным расклинивающим наполнителям, используемым при стимуляции гидравлическим разрывом газовых, нефтяных или геотермических пластов. Способы, описанные в настоящем документе, включают получение электропроводных расклинивающих наполнителей для использования в электромагнитных способах детектирования, определения местонахождения и определения характеристик таких расклинивающих наполнителей.
Для стимуляции и более эффективной добычи углеводородов из подземных пластов, в частности пластов с низкой пористостью и/или низкой проницаемостью обычной используемой техникой было искусственное образование трещин (называемое «операции гидравлического разрыва», «гидравлический разрыв» или просто «разрыв») несущих углеводороды пластов. При типичной операции гидроразрыва жидкости закачивают в скважину под высоким давлением, что вызывает образование трещин в пласте вокруг ствола скважины, создавая каналы с высокой проницаемостью, которые способствуют протеканию углеводородов в ствол скважины. Эти операции гидроразрыва можно проводить в горизонтальных и наклонных, а также вертикальных стволах скважин и или в промежутках необсаженных скважин, или в обсаженных скважинах через отверстия.
В обсаженных стволах вертикальных скважин, например, жидкости под высоким давлением выходят из ствола скважины через отверстия в обсадных трубах и окружающем цементе и приводят к образованию в пластах обычно тонких, в общем вертикальных слоистых трещин в более глубоких пластах, в которых обычно находятся нефть и газ. Эти искусственно образованные трещины обычно проходят вбок на значительное расстояние от ствола скважины в окружающие пласты и проходят вертикально, пока трещина не достигнет пласта, который легко не разрывается, над желаемым интервалом гидроразрыва пласта и/или под ним. Направления максимального и минимального горизонтального напряжения в пласте определяют азимутальную ориентацию искусственно образованных трещин. Обычно, если жидкость, иногда называемая суспензией, закачиваемая в скважину, не содержит твердые вещества, которые остаются осажденными в трещине, когда давление жидкости уменьшается, тогда трещина повторно закрывается, и теряется большая часть выгоды от канала для проницаемости.
Эти твердые вещества, называемые расклинивающими наполнителями, обычно состоят из песчинок или керамических частиц, а жидкость, используемая для закачивания этих твердых веществ в скважину, обычно разрабатывается достаточно вязкой, чтобы частицы расклинивающего наполнителя оставались захваченными жидкостью, когда она перемещается вниз в скважину и из нее в искусственно образованные трещины. Перед получением пластов, подвергнутых гидроразрыву, материалы, называемые «разрушители», которые также закачивают в скважину в суспензии жидкости для гидроразрыва, снижают вязкость жидкости для гидроразрыва после желаемой задержки во времени, обеспечивая легкое удаление этих жидкостей из трещин при добыче, оставляя частицы расклинивающего наполнителя на месте в искусственно образованных трещинах для удержания их открытыми и при этом значительно снижая поток рабочей жидкости через них.
Расклинивающие наполнители можно также помещать в искусственно образованные трещины при помощи жидкостей с низкой вязкостью при операциях гидроразрыва, называемых «гидравлический разрыв пласта с реагентом на водной основе» или «гидравлический разрыв пласта с реагентом на водной основе для снижения поверхностного натяжения». Жидкость для гидроразрыва пласта при гидравлическом разрыве пласта с реагентом на водной основе представляет собой воду с небольшим количеством полимера или других добавок или без них. Гидравлические разрывы пласта с реагентом на водной основе предпочтительны из-за более низкой стоимости используемой жидкости. Также при использовании сшитых полимеров важно, чтобы разрушители были эффективными, или жидкость нельз было извлекать из трещины, эффективно ограничивая поток пластовых жидкостей. Гидравлические разрывы пласта с реагентом на водной основе, поскольку жидкость не является сшитой, не полагаются на эффективность разрушителей.
Обычно используемые расклинивающие наполнители включают встречающиеся в природе пески, покрытые смолой пески и керамические расклинивающие наполнители. Керамические расклинивающие наполнители обычно изготавливают из встречающихся в природе материалов, таких как каолиновые или бокситовые глины, и предлагают ряд преимуществ по сравнению с песками или покрытыми смолой песками, в основном исходя из предела прочности на сжатие изготовленных керамических изделий и их в значительной степени сферической формы частиц.
Хотя искусственное образование трещин было очень эффективным средством для получения коллекторов углеводородов, степень стимулирования, обеспечиваемая данным процессом, зависит в значительной степени от возможности создания новых трещин или от создания или расширения существующих трещин, а также способности поддерживать соединение с трещинами посредством подходящего размещения расклинивающего наполнителя. Без подходящего размещения расклинивающего наполнителя трещины, полученные при гидравлическом разрыве, могут стремиться к закрытию, при этом снижая преимущества обработки при помощи гидравлического разрыва. Однако, не были доступны надежные способы детектирования, определения местонахождения и определения характеристик расположения расклинивающего наполнителя в трещинах на относительно дальних расстояниях от ствола скважины и, таким образом, подтверждения является ли такое расположение подходящим или нет.
В настоящее время в данной области техники идентификации расклинивающего наполнителя ограничены относительно короткими расстоянии (от 12 дюймов до максимум 18 дюймов) от ствола скважины. Радиоактивные и нерадиоактивные маркеры и расклинивающие наполнители используют в настоящее время для получения заключения о присутствии расклинивающего наполнителя в области вблизи ствола скважины. Необходимо лучшее понимание расположения расклинивающего наполнителя в дальних областях трещины от гидравлического разрыва.
Ранняя работа по картированию масштабного гидравлического разрыва подытожена в Bartel, L.С, McCann, R.P., and Keck, L.J., Use of potential gradients in massive hydraulic fracture mapping and characterization, подготовленная для 51st Annual Fall Technical Conference and Exhibition of Society of Petroleum Engineers, New Orleans, Oct 3-6, 1976 paper SPE 6090. В этой ранней работе разности электрических потенциалов измеряли между двумя концентрическими окружностями электродов напряжения вокруг вертикальной скважины, подвергнутой гидроразрыву, на поверхности земли. Скважину электрически заряжали наверху обсадной трубы или в глубине трещины. Электрическое заземление обеспечивали в скважине, расположенной на расстоянии приблизительно одной мили от скважины, подвергнутой гидроразрыву. В это время тот факт, что провод заземления выступал в качестве передающей антенны, не принимали во внимание. Вода, используемая для процесса гидроразрыва, содержала хлорид калия (KCl) для повышения ее электропроводности, и трещину расклинивали при помощи непроводящего песка. Использовали форму кривой тока с прямоугольной формой волны с частотой импульсов 1 Гц и измеряли только амплитуды разности потенциалов. Для получения ожидаемых ответов использовали напряжения, используя элементарную теорию на основании утечки тока из обсадной трубы и трещины в гомогенную среду. Сравнение данных натурных исследований с результатами от элементарной модели показало, что ориентация трещины будет получена, однако, поскольку модель не учитывает точные характеристики трещины, другие свойства трещины нельзя определить при помощи элементарной модели.
Способ детектирования, определения местонахождения и определения характеристик расположения расклинивающего наполнителя, когда он помещен в трещину гидравлического разрыва на расстояниях свыше нескольких дюймов от обсаженного ствола скважины, недоступны на данный момент и будут предпочтительны. Существует необходимость, таким образом, в частице расклинивающего наполнителя, которую можно детектировать и определить ее место в трещине гидравлического разрыва. Будет особенно предпочтительно получить частицу расклинивающего наполнителя, которая является подходящей для расклинивания трещины в открытом положении и является детектируемой в трещине через период времени. Также будет желательно получить рентабельный способ получения такой детектируемой частицы расклинивающего наполнителя.
Краткое описание чертежей
Настоящее изобретение можно лучше понять со ссылкой на следующее описание и приложенные графические материалы, которые используются для иллюстрации вариантов осуществления настоящего изобретения. На фигурах:
фиг. 1 представляет схематическое изображение системы получения по существу круглых и сферических частиц из суспензии, как описано в настоящем документе;
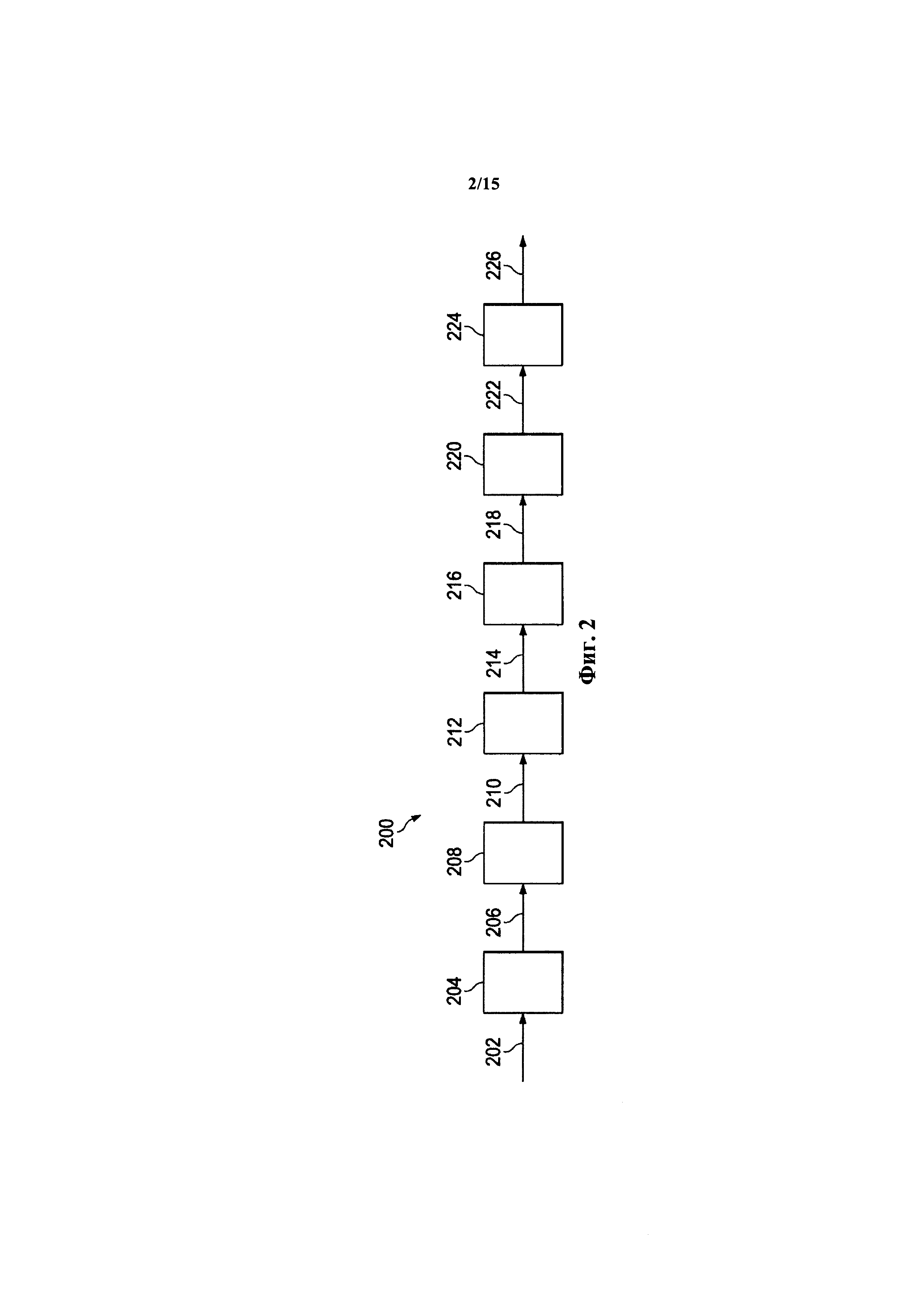
фиг. 2 представляет блок-схему, показывающую стадии способа получения покрытия химическим восстановлением для электропроводного материала на подложке из расклинивающего наполнителя;
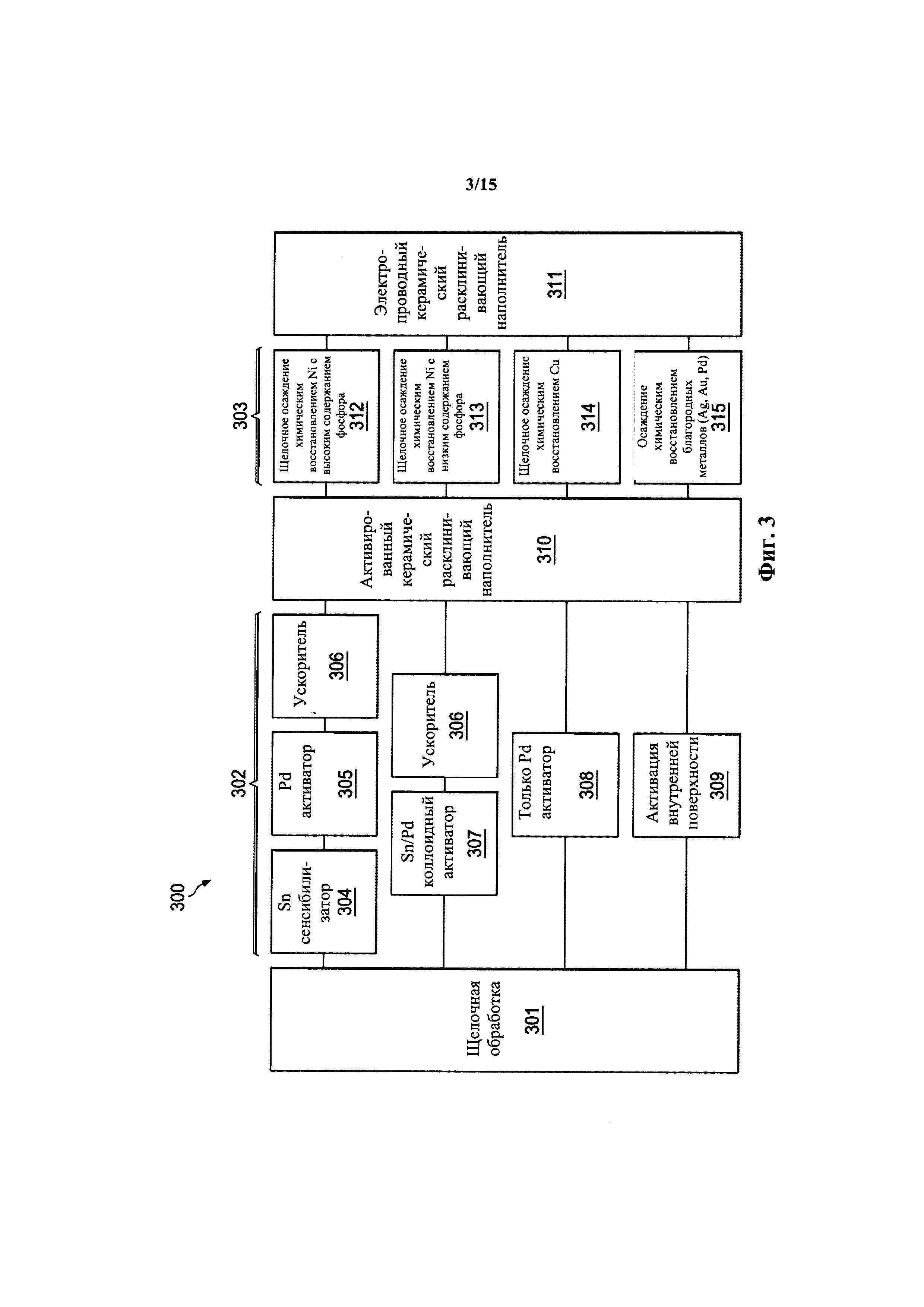
фиг. 3 представляет другую блок-схему, показывающую альтернативные стадии способа получения покрытия химическим восстановлением для электропроводного материала на подложке из расклинивающего наполнителя;
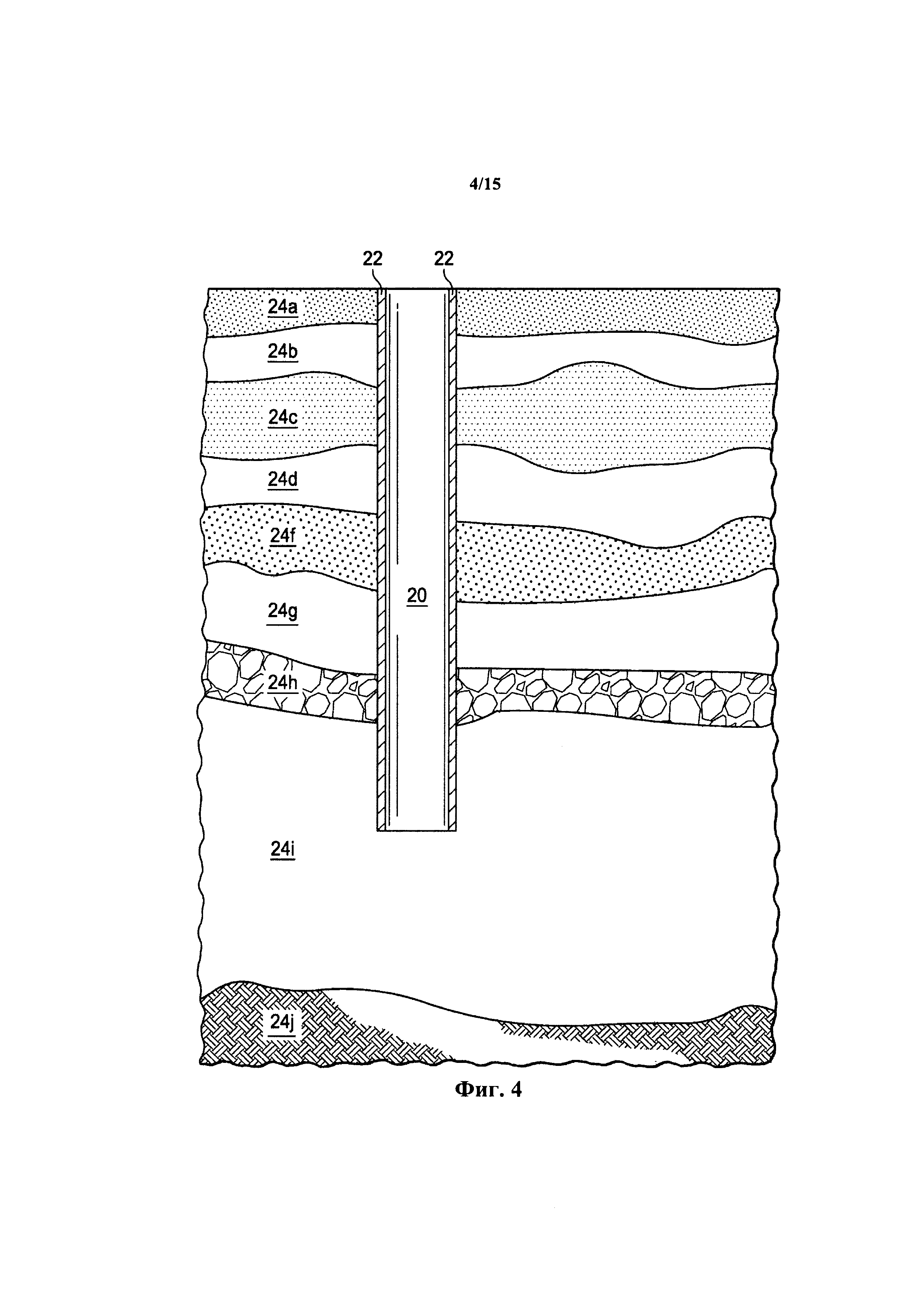
фиг. 4 представляет диаграмму геометрической схемы вертикальной или наклонной скважины, на которой показаны слои геологической среды с различными электрическими и механическими свойствами;
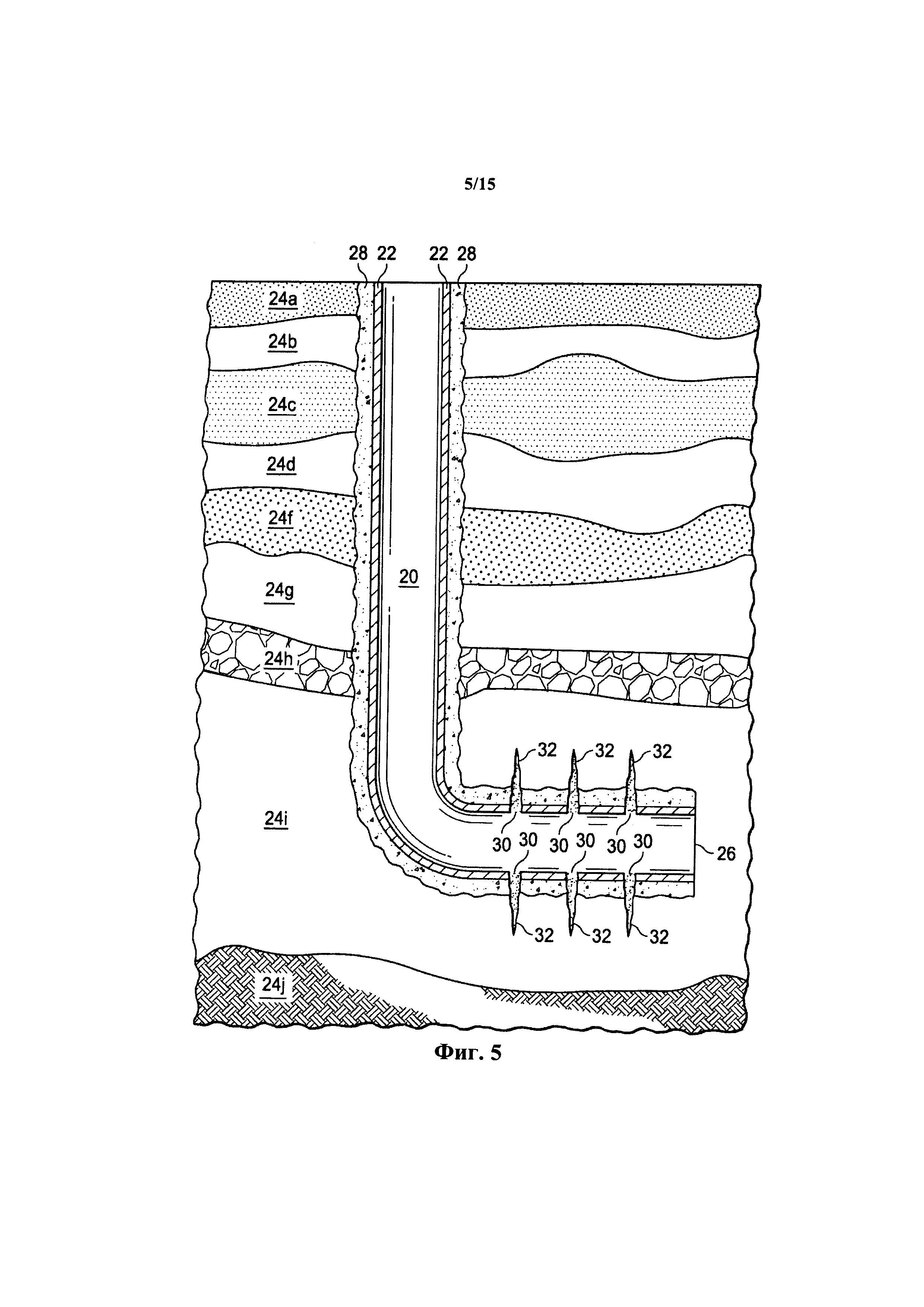
фиг. 5 представляет схему установленной горизонтальной обсадной трубы ствола скважины, пересекающей углеводородоносную зону, с заполненными расклинивающим наполнителем трещинами, на которой показаны слои с различными электрическими и механическими свойствами;
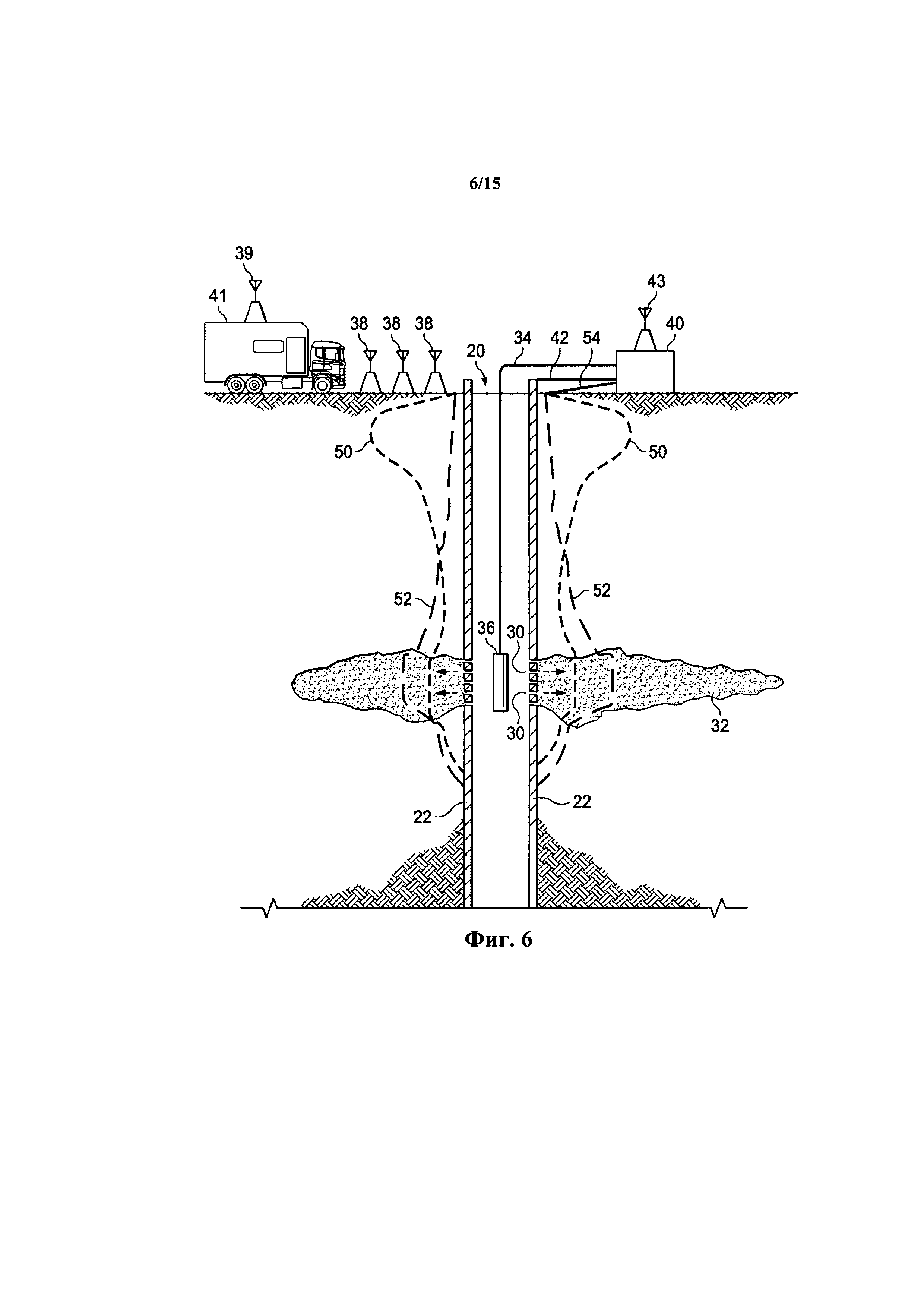
фиг. 6 представляет схематическое изображение сечения системы картирования трещины гидравлического разрыва, которая показывает два варианта осуществления подачи электрического тока в скважину, а именно заряжение ствола скважины на поверхности и заряжение посредством кабеля с ударной штангой вблизи отверстий в стволе скважины;
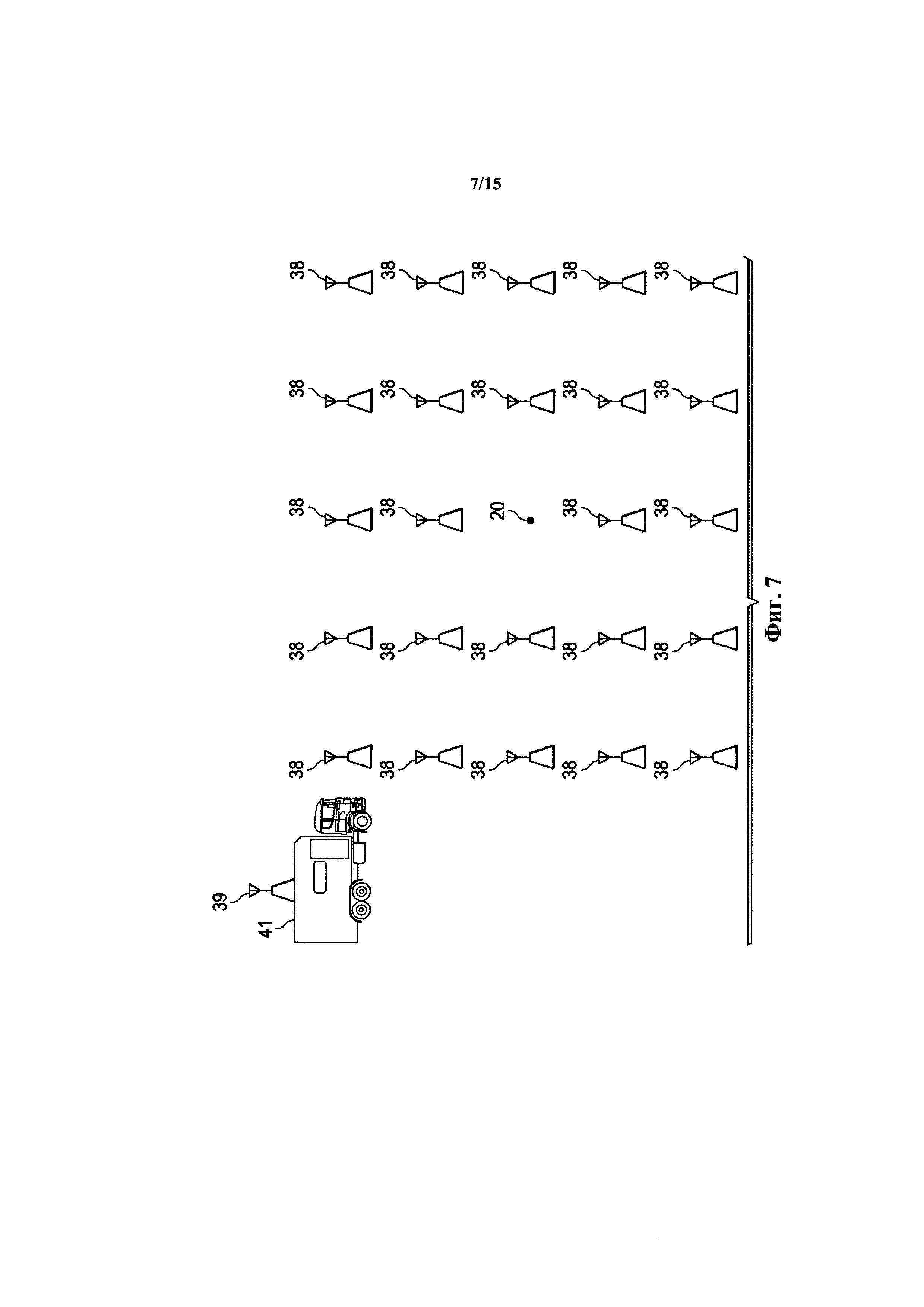
фиг. 7 представляет схематическое изображение плана системы картирования трещины гидравлического разрыва;
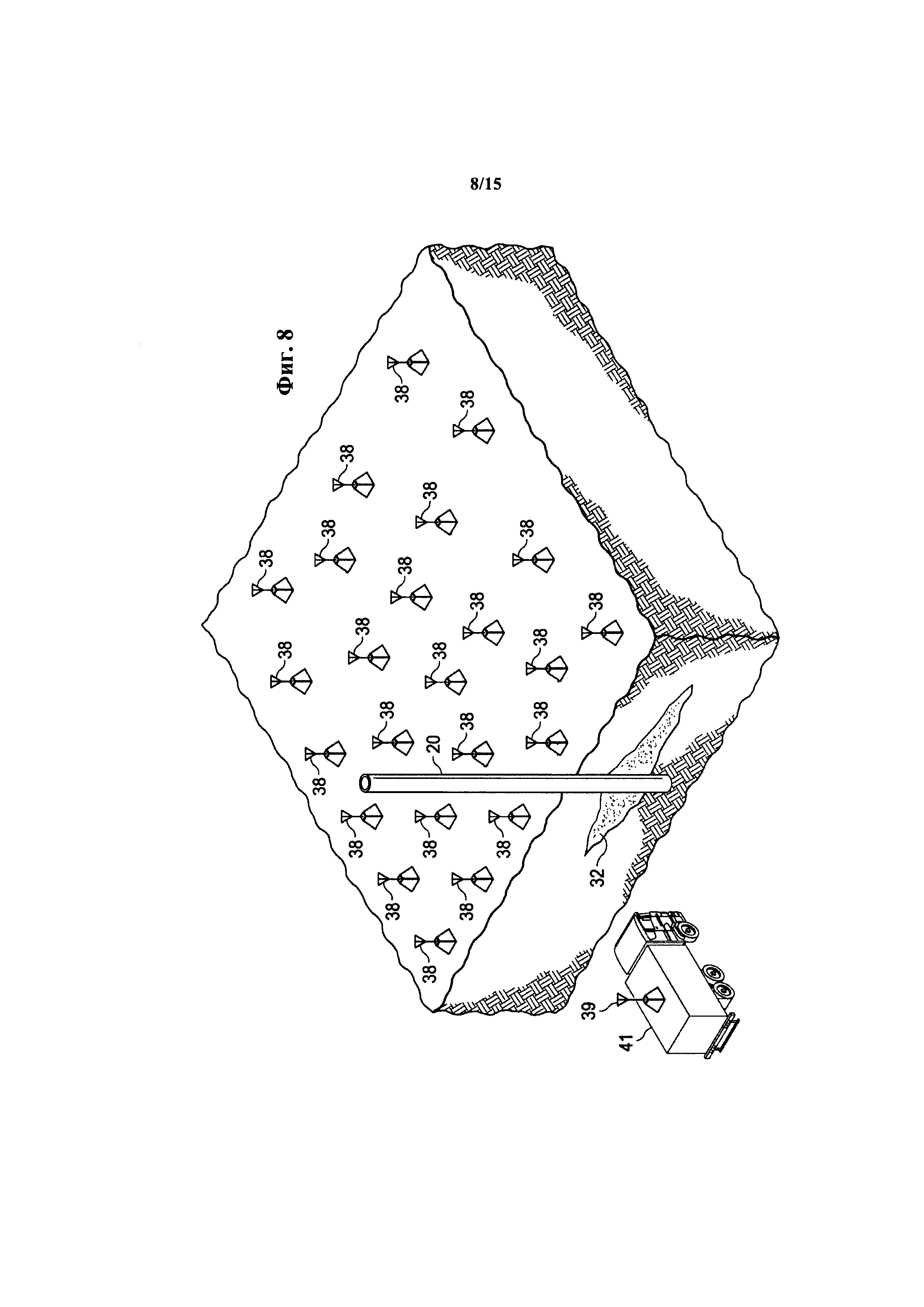
фиг. 8 представляет схематическое изображение в перспективе плана системы картирования трещины гидравлического разрыва;
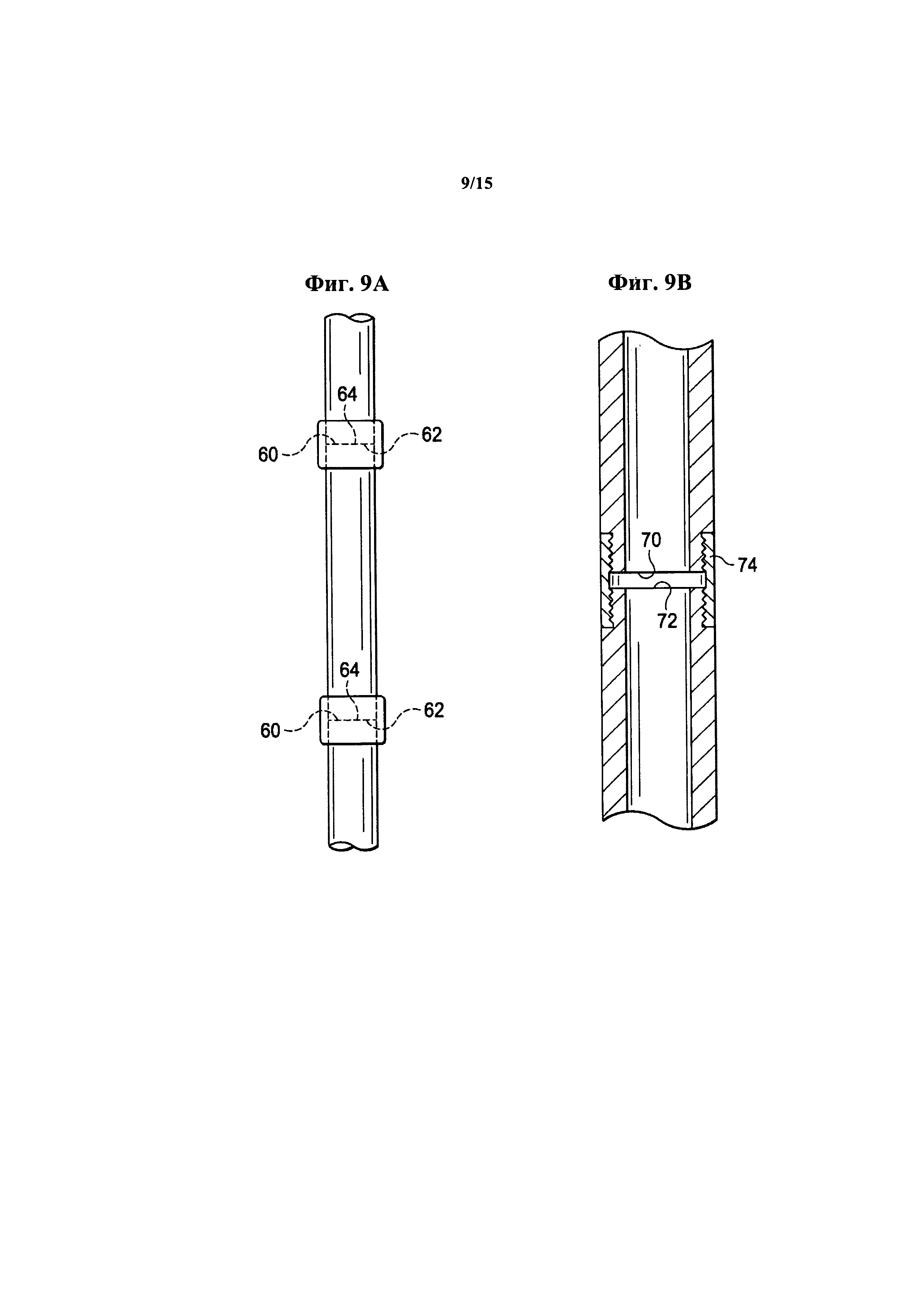
фиг. 9А представляет схематическое изображение электрически изолированного соединения обсадных труб;
фиг. 9В представляет схематическое изображение электрически изолированной муфты обсадной трубы;
фиг. 10 представляет схематическое изображение тестовой системы для измерения электрического сопротивления расклинивающего наполнителя;
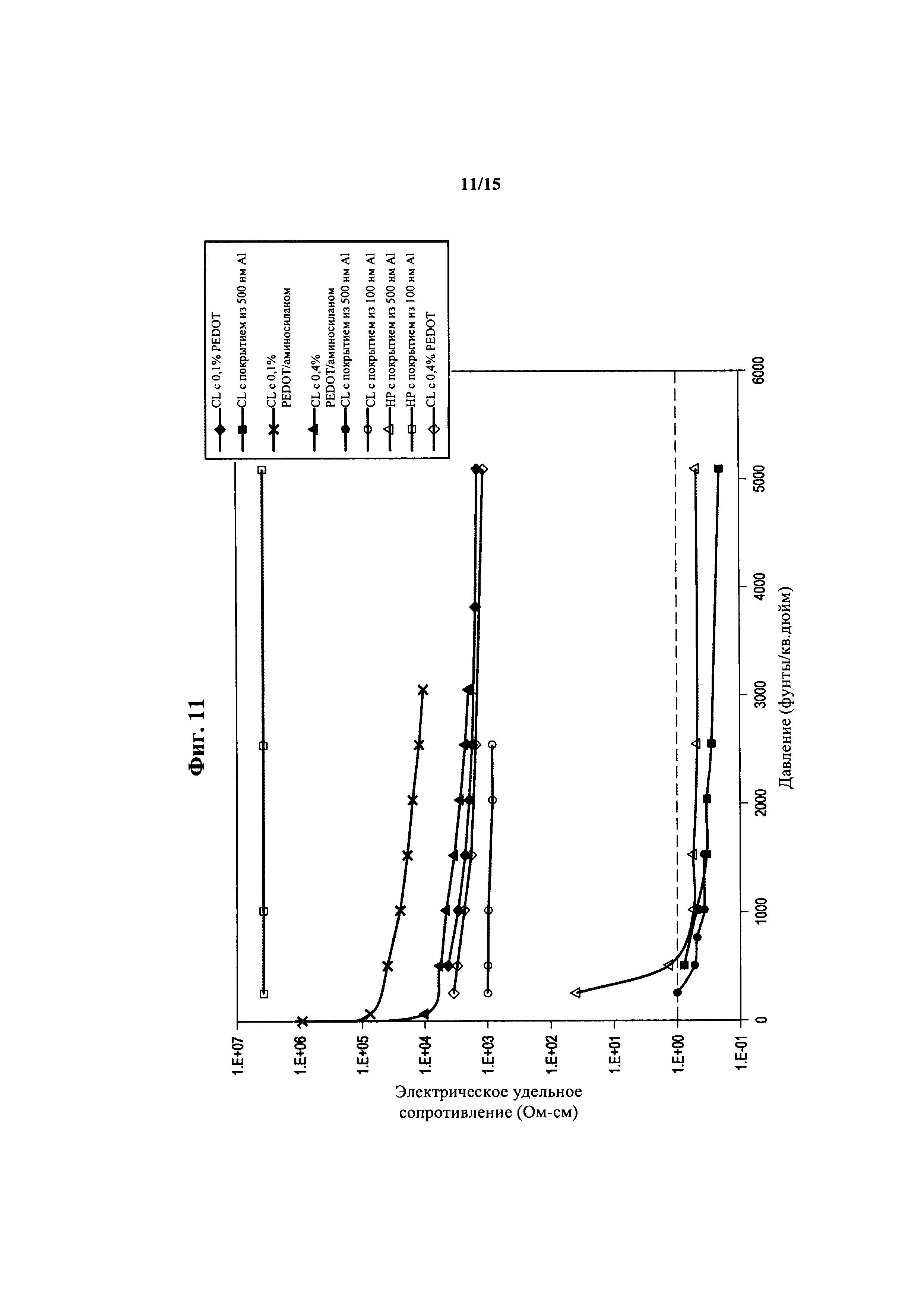
фиг. 11 представляет график электрического удельного сопротивления (Ом-см) относительно давления смыкания трещины (фунты/кв. дюйм) для различных образцов расклинивающего наполнителя;
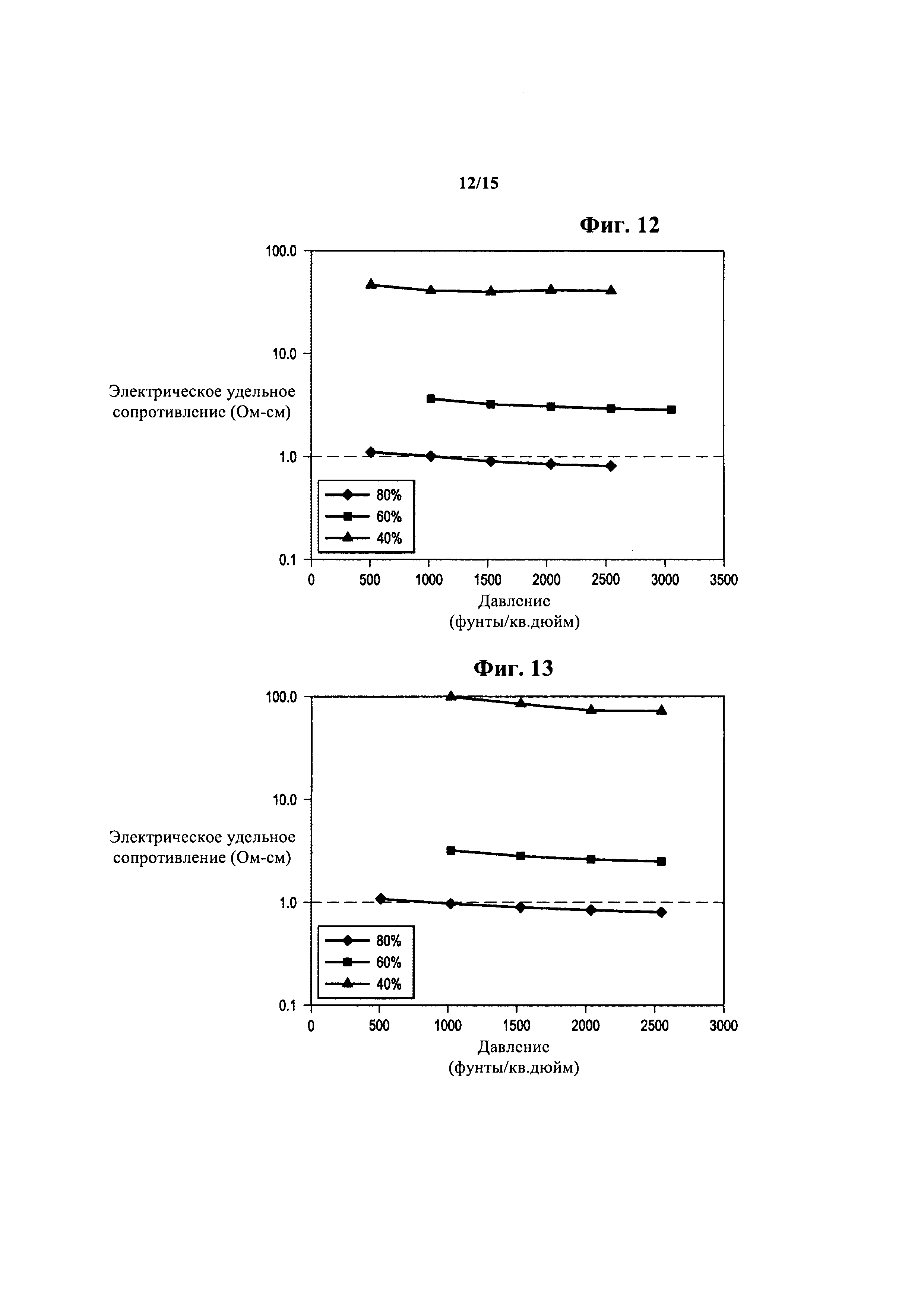
фиг. 12 представляет график электрического удельного сопротивления (Ом-см) относительно давления смыкания трещины (фунт/кв. дюйм) для смесей CARBOLITE 20/40, покрытого алюминием, и стандартных образцов ECONOPROP 20/40;
фиг. 13 представляет график электрического удельного сопротивления (Ом-см) относительно давления смыкания трещины (фунт/кв. дюйм) для смесей HYDROPROP 40/80, покрытого алюминией, и стандартных образцов HYDROPROP 40/80;
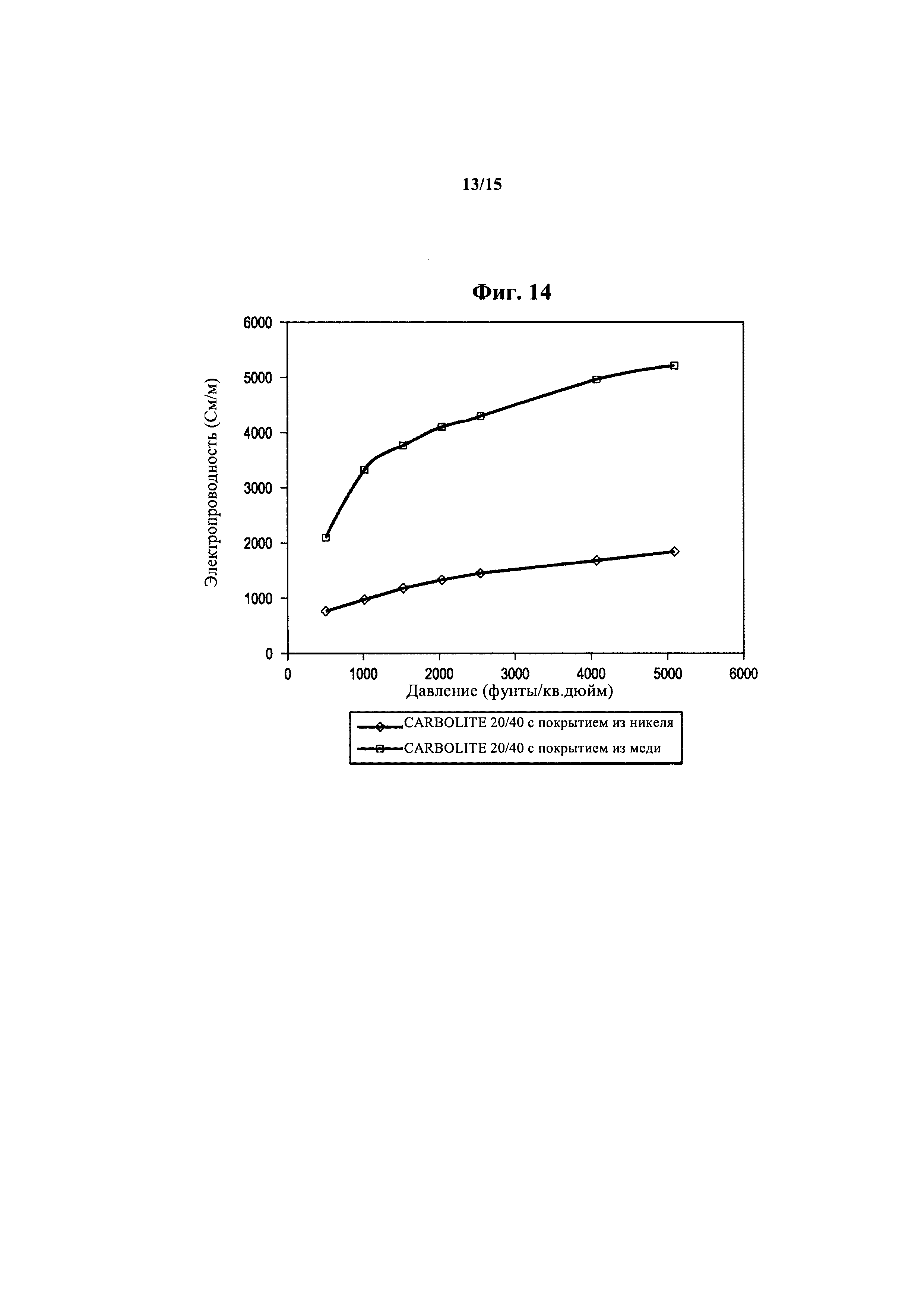
фиг. 14 представляет график электропроводности (сименс/м) относительно давления (фунты/кв. дюйм) для CARBOLITE 20/40, покрытого никелем, и CARBOLITE 20/40, покрытого медью;
фиг. 15 представляет график электропроводности (сименс/м) относительно давления (фунты/кв. дюйм) для образцов CARBOLITE 20/40, покрытого различной толщиной никеля;
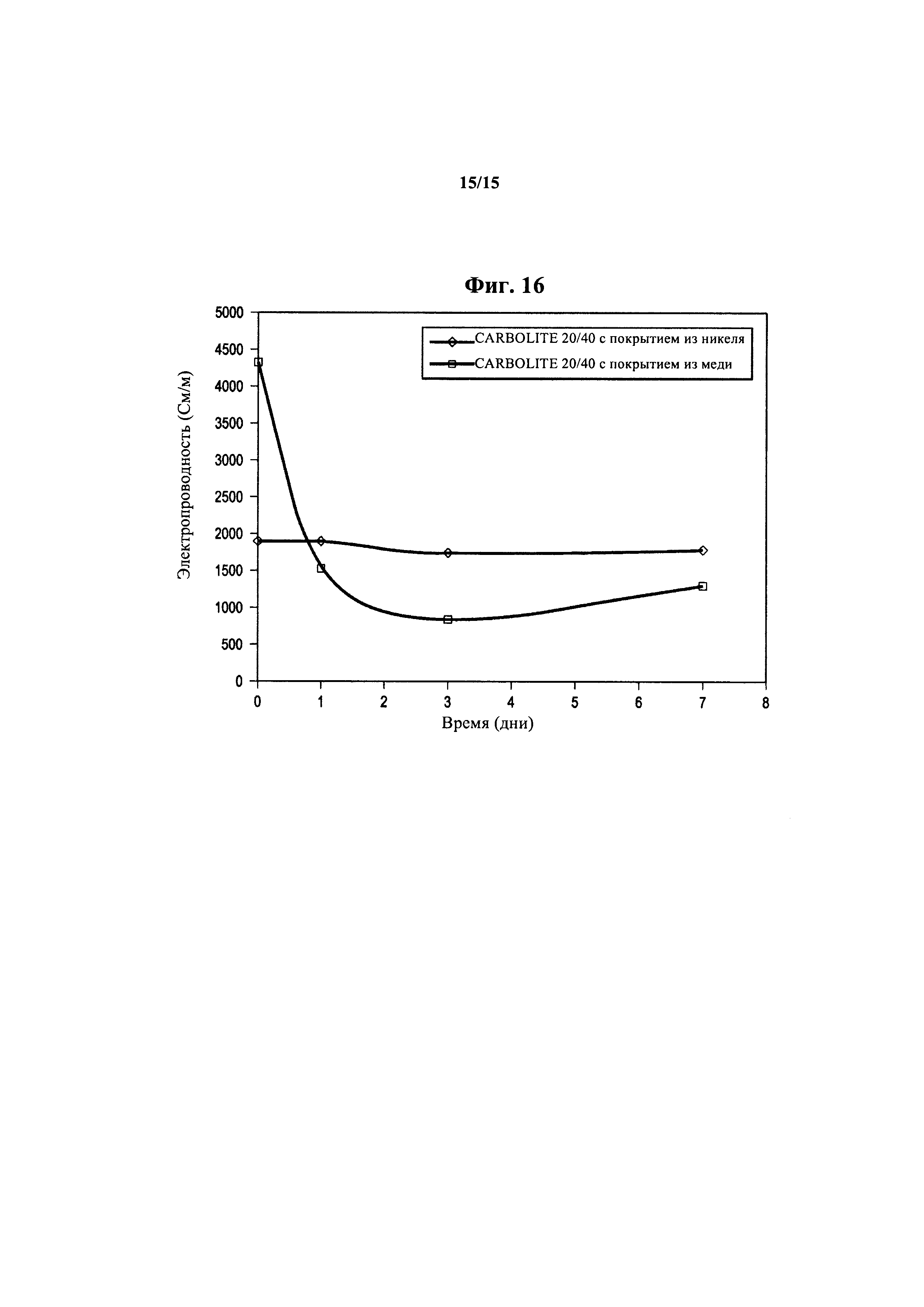
фиг. 16 представляет график электропроводности (сименс/м) относительно времени воздействия жидкости гидроразрыва при фиксированном давлении смыкания трещины (фунты/кв. дюйм) для образцов CARBOLITE 20/40, покрытых никелем и медью.
Подробное описание изобретение
В следующем описании изложен ряд конкретных подробностей. Однако, следует понимать, что варианты осуществления настоящего изобретения можно осуществлять на практике без этих конкретных подробностей. В других случаях хорошо известные конструкции и техники не были показаны подробно, чтобы не затруднять понимание данного описания.
В настоящем документе описаны электромагнитные (ЕМ) способы детектирования, определения местонахождения и определения характеристик электропроводных расклинивающих наполнителей, используемых при стимуляции гидравлическим разрывом газовых, нефтяных или геотермических пластов. Также в настоящем документе описаны электропроводные обожженные, по существу круглые и сферические частицы и способы получения таких электропроводных обожженных, по существу круглых и сферических частиц из суспензии содержащего алюминий сырьевого материала для использования в качестве расклинивающих наполнителей в электромагнитных способах. Выражение «по существу круглый и сферический» и связанные формы при использовании в настоящем документе определено как означающее среднее отношение минимального диаметра к максимальному диаметру приблизительно 0,8 или более или имеющее среднее значение сферичности приблизительно 0,8 или более по шкале Крумбейна и Слосса.
Согласно вариантам осуществления настоящего изобретения электропроводные обожженные, по существу круглые и сферические частицы, называемые далее в настоящем документе «электропроводный расклинивающий наполнитель», могут быть получены из обычного расклинивающего наполнителя, такого как керамический расклинивающий наполнитель, покрытый смолой керамический расклинивающий наполнитель, песок, покрытый смолой песок, пластиковые шарики и стеклянные шарики. Такие обычные расклинивающие наполнители можно получать согласно любому подходящему способу, включая, помимо прочего, непрерывное мелкодисперсное разбрызгивание, распылительное ожижение, распылительную сушку или прессование. Подходящие обычные расклинивающие наполнители и способы их получения раскрыты в патентах США №4068718, №4427068, №4440866, №5188175 и №7036591, полное раскрытие которых включено в настоящий документ ссылкой.
Керамические расклинивающие наполнители имеют различные свойства, такие как кажущаяся плотность, из-за исходного сырьевого материала и процесса производства. Выражение «кажущаяся плотность» при использовании в настоящем документе представляет собой массу на единицу объема (граммы на кубический сантиметр) частиц, включая внутреннюю пористость. Расклинивающие наполнители низкой плотности обычно имеют кажущуюся плотность менее 3,0 г/см3, и обычно их получают из коалиновой глины и других содержащих оксида алюминия, оксид или силикат керамических материалов. Расклинивающие наполнители средней плотности обычно имеют кажущуюся плотность от приблизительно 3,1 до 3,4 г/см3, и их обычно получают из бокситовой глины. Расклинивающие наполнители высокой прочности обычно получают из бокситовых глин с оксидом алюминия, и они имеют кажущуюся плотность свыше 3,4 г/см3.
Обожженные, по существу круглые и сферические частицы можно получать из суспензии содержащего оксид алюминия сырьевого материала. В некоторых вариантах осуществления частицы имеют содержание оксида алюминия от приблизительно 40% по массе (масс. %) до приблизительно 55 масс. %. В некоторых других вариантах осуществления обожженные, по существу круглые и сферические частицы имеют содержание оксида алюминия от приблизительно 41,5 масс. % до приблизительно 49 масс. %.
Согласно некоторым вариантам осуществления обожженные, по существу круглые и сферические частицы имеют насыпную плотность от приблизительно 1 г/см3, приблизительно 1,15 г/см3, приблизительно 1,25 г/см3или приблизительно 1,35 г/см3до приблизительно 1,55 г/см3, приблизительно 1,75 г/см3, приблизительно 2 г/см3или приблизительно 2,5 г/см3. Выражение «насыпная плотность» при использовании в настоящем документе относится к массе на единицу объема, включая в рассматриваемый объем свободный объем между частицами. Согласно некоторым вариантам осуществления частицы имеют насыпную плотность от приблизительно 1,40 г/см3 до приблизительно 1,50 г/см3.
Согласно некоторым типичным вариантам осуществления по существу круглые и сферические частицы имеют любую подходящую проницаемость и удельную проводимость флюида согласно ISO 13503-5: «Процедуры измерения длительной проводимости расклинивающих наполнителей», и они выражены в единицах Дарси (Д). Частицы могут характеризоваться длительной проницаемостью при 7500 фунтов/кв. дюйм по меньшей мере приблизительно 1 Д, по меньшей мере приблизительно 2 Д, по меньшей мере приблизительно 5 Д, по меньшей мере приблизительно 10 Д, по меньшей мере приблизительно 20 Д, по меньшей мере приблизительно 40 Д, по меньшей мере приблизительно 80 Д, по меньшей мере приблизительно 120 Д или по меньшей мере приблизительно 150 Д. Частицы могут характеризоваться длительной проницаемостью при 12000 фунтов/кв. дюйм по меньшей мере приблизительно 1 Д, по меньшей мере приблизительно 2 Д, по меньшей мере приблизительно 3 Д, по меньшей мере приблизительно 4 Д, по меньшей мере приблизительно 5 Д, по меньшей мере приблизительно 10 Д, по меньшей мере приблизительно 25 Д или по меньшей мере приблизительно 50 Д. Частицы могут характеризоваться длительной проводимостью при 7500 фунтов/кв. дюйм по меньшей мере приблизительно 100 миллидарси-фут (мД-фут), по меньшей мере приблизительно 200 мД-фут, по меньшей мере приблизительно 300 мД-фут, по меньшей мере приблизительно 500 мД-фут, по меньшей мере приблизительно 1000 мД-фут, по меньшей мере приблизительно 1500 мД-фут, по меньшей мере приблизительно 2000 мД-фут или по меньшей мере приблизительно 2500 мД-фут. Например, частицы могут характеризоваться длительной проводимостью при 12000 фунтов/кв. дюйм по меньшей мере приблизительно 50 мД-фут, по меньшей мере приблизительно 100 мД-фут, по меньшей мере приблизительно 200 мД-фут, по меньшей мере приблизительно 300 мД-фут, по меньшей мере приблизительно 500 мД-фут, по меньшей мере приблизительно 1000 мД-фут или по меньшей мере приблизительно 1500 мД-фут.
Согласно некоторым вариантам осуществления обожженные, по существу круглые и сферические частицы характеризуются прочностью на раздавливание при 10000 фунтах/кв. дюйм от приблизительно 5% до приблизительно 8,5% и длительной удельной проводимостью флюида при 10000 фунтах/кв. дюйм от приблизительно 2500 мД-фут до приблизительно 3000 мД-фут. Согласно некоторым другим вариантам осуществления обожженные, по существу круглые и сферические частицы характеризуются прочностью на раздавливание при 10000 фунтах/кв. дюйм от приблизительно 5% до приблизительно 7,5%.
Обожженные, по существу круглые и сферические частицы могут иметь любую подходящую кажущуюся плотность. Согласно одному или более типичным вариантам осуществления обожженные, по существу круглые и сферические частицы имеют кажущуюся плотность менее 5, менее 4,5, менее 4,2, менее 4, менее 3,8, менее 3,5 или менее 3,2. Согласно еще одним вариантам осуществления обожженные, по существу круглые и сферические частицы имеют кажущуюся плотность от приблизительно 2,50 до приблизительно 3,00, от приблизительно 2,75 до приблизительно 3,25, от приблизительно 2,8 до приблизительно 3,4, от приблизительно 3,0 до приблизительно 3,5 или от приблизительно 3,2 до приблизительно 3,8. Выражение «кажущаяся плотность» (ASG) при использовании в настоящем документе относится к числу без единиц измерения, которое определено как численно равное массе в граммах на кубический сантиметр объема, включая свободный объем или открытую пористость при определении объема.
Обожженные, по существу круглые и сферические частицы могут иметь любой подходящий размер. Согласно одному или более типичным вариантам осуществления по существу круглые и сферические частицы могут иметь размер по меньшей мере приблизительно 100 меш, по меньшей мере приблизительно 80 меш, по меньшей мере приблизительно 60 меш, по меньшей мере приблизительно 50 меш или по меньшей мере приблизительно 40 меш. Например, по существу круглые и сферические частицы могут иметь размер от приблизительно 115 меш до приблизительно 2 меш, от приблизительно 100 меш до приблизительно 3 меш, от приблизительно 80 меш до приблизительно 5 меш, от приблизительно 80 меш до приблизительно 10 меш, от приблизительно 60 меш до приблизительно 12 меш, от приблизительно 50 меш до приблизительно 14 меш, от приблизительно 40 меш до приблизительно 16 меш или от приблизительно 35 меш до приблизительно 18 меш. Согласно конкретному варианту осуществления по существу круглые и сферические частицы имеют размер от приблизительно 20 до приблизительно 40 меш согласно стандартам США.
Подходящие керамические расклинивающие наполнители могут также содержать расклинивающие наполнители, изготовленные согласно способам вызванного вибрацией просачивания, в настоящем документе называемых «капельное литье». Подходящие способы капельного литья и расклинивающие наполнители, полученные ими, раскрыты в патентах США №8865631 и №8883693, публикации патентной заявки США №2012/0227968 и патентной заявке США №14/502483, полное раскрытие которых включено в настоящий документ ссылкой. Расклинивающие наполнители, полученные способами капельного литья, могут характеризоваться удельной массой по меньшей мере приблизительно 2,5, по меньшей мере приблизительно 2,7, по меньшей мере приблизительно 3, по меньшей мере приблизительно 3,3 или по меньшей мере приблизительно 3,5. Расклинивающие наполнители, полученные способами капельного литья, могут характеризоваться удельной массой менее 5, менее 4,5 или менее 4. Расклинивающие наполнители, полученные капельным литьем, могут также характеризоваться шероховатостью поверхности менее 5 мкм, менее 4 мкм, менее 3 мкм, менее 2,5 мкм, менее 2 мкм, менее 1,5 мкм или менее 1 мкм. В одном или более типичных вариантах осуществления расклинивающие наполнители, полученные капельным литьем, характеризуются средним размером наибольших пор менее чем приблизительно 25 мкм, менее чем приблизительно 20 мкм, менее чем приблизительно 18 мкм, менее чем приблизительно 16 мкм, менее чем приблизительно 14 мкм или менее чем приблизительно 12 мкм и/или стандартным отклонением размера пор менее 6 мкм, менее 4 мкм, менее 3 мкм, менее 2,5 мкм, менее 2 мкм, менее 1,5 мкм или менее 1 мкм. В одном или более типичных вариантах осуществления расклинивающие наполнители, полученные капельным литьем, характеризуются менее 5000, менее 4500, менее 4000, менее 3500, менее 3000, менее 2500 или менее 2200 видимыми порами при увеличении 500х на квадратный миллиметр частиц расклинивающего наполнителя.
Керамические расклинивающие наполнители, полученные способами капельного литья или обычными способами, могут иметь любой подходящий состав. Керамический расклинивающий наполнитель могут представлять собой или содержать диоксид кремния и/или оксид алюминия в любых подходящих количествах. Согласно одному или более вариантам осуществления керамический расклинивающий наполнитель содержит менее 80 масс. %, менее 60 масс. %, менее 40 масс. %, менее 30 масс. %, менее 20 масс. %, менее 10 масс. % или менее 5 масс. % диоксида кремния в пересчете на общую массу керамического расклинивающего наполнителя. Согласно одному или более вариантам осуществления керамический расклинивающий наполнитель содержит от приблизительно 0,1 масс. % до приблизительно 70 масс. % диоксида кремния, от приблизительно 1 масс. % до приблизительно 60 масс. % диоксида кремния, от приблизительно 2,5 масс. % до приблизительно 50 масс. % диоксида кремния, от приблизительно 5 масс. % до приблизительно 40 масс. % диоксида кремния или от приблизительно 10 масс. % до приблизительно 30 масс. % диоксида кремния. Согласно одному или более вариантам осуществления керамический расклинивающий наполнитель содержит по меньшей мере приблизительно 30 масс. %, по меньшей мере приблизительно 50 масс. %, по меньшей мере приблизительно 60 масс. %, по меньшей мере приблизительно 70 масс. %, по меньшей мере приблизительно 80 масс. %, по меньшей мере приблизительно 90 масс. % или по меньшей мере приблизительно 95 масс. % оксида алюминия в пересчете на общую массу керамического расклинивающего наполнителя. Согласно одному или более вариантам осуществления керамический расклинивающий наполнитель содержит от приблизительно 30 масс. % до приблизительно 99,9 масс. % оксида алюминия, от приблизительно 40 масс. % до приблизительно 99 масс. % оксида алюминия, от приблизительно 50 масс. % до приблизительно 97 масс. % оксида алюминия, от приблизительно 60 масс. % до приблизительно 95 масс. % оксида алюминия или от приблизительно 70 масс. % до приблизительно 90 масс. % оксида алюминия. Согласно одному или более вариантам осуществления керамический расклинивающий наполнитель, полученный способами, раскрытыми в настоящем документе, может содержать оксид алюминия, боксит или каолин или любую их смесь. Например, керамический расклинивающий наполнитель может полностью состоять из или состоять главным образом из оксида алюминия, боксита или каолина или любой их смеси. Выражение «каолин» хорошо известно в данной области техники и может включать сырьевой материал с содержанием оксида алюминия по меньшей мере приблизительно 40 масс. % в пересчете на прокаленное вещество и содержание диоксида кремния по меньшей мере приблизительно 40 масс. % в пересчете на прокаленное вещество. Выражение «боксит» хорошо известно в данной области техники и может представлять собой или включать сырьевой материал с содержанием оксида алюминия по меньшей мере приблизительно 55 масс. % в пересчете на прокаленное вещество.
Электропроводный материал, такой как металл, проводящий полимер, проводящий углеродный материал, такой как графен, или проводящая наночастица, можно добавлять на любой подходящей стадии в процессе производства любого из этих расклинивающих наполнителей для получения расклинивающего наполнителя, подходящего для использования согласно некоторым вариантам осуществления настоящего изобретения. Электропроводный материал можно также добавлять в любой из этих расклинивающих наполнителей после изготовления расклинивающих наполнителей. Подходящие металлы включают алюминий, олово, цинк, медь, серебро, никель, золото, платину, палладий, родий и подобные, и их можно добавлять для получения электропроводного расклинивающего наполнителя с любым подходящим содержанием металла. Электропроводный расклинивающий наполнитель может иметь концентрацию электропроводного металла от приблизительно 0,01 масс. %, приблизительно 0,05 масс. %, приблизительно 0,1 масс. %, приблизительно 0,5 масс. %, приблизительно 1 масс. %, приблизительно 2 масс. % или приблизительно 5 масс. % до приблизительно 6 масс. %, приблизительно 8 масс. %, приблизительно 10 масс. %, приблизительно 12 масс. % или приблизительно 14 масс. %.
Подходящие проводящие полимеры включают поли(3,4-этилендиокситиофен)-поли(стиролсульфонат) (PEDOT:PSS), полианилины (PANI), полипирролы (PPY) и подобные, и их можно добавлять для получения электропроводного расклинивающего наполнителя с любым подходящим содержанием проводящего полимера. Электропроводный расклинивающий наполнитель может иметь концентрацию проводящего полимера от приблизительно 0,01 масс. %, приблизительно 0,05 масс. %, приблизительно 0,1 масс. %, приблизительно 0,5 масс. %, приблизительно 1 масс. %, приблизительно 2 масс. % или приблизительно 5 масс. % до приблизительно 6 масс. %, приблизительно 8 масс. %, приблизительно 10 масс. %, приблизительно 12 масс. % или приблизительно 14 масс. %.
Подходящие проводящие полимеры PEDOT:PSS, PANI и PYY коммерчески доступны от компании Sigma-Aldrich. Некоторые конкретные варианты осуществления способов покрытия расклинивающего наполнителя проводящим полимером описаны ниже в примере 2.
Подходящие проводящие наночастицы включают графит, графен, углеродные нанотрубки с одной или двумя стенками или другой материал, который, когда находится в диапазоне наноразмерных частиц, характеризуется достаточной электропроводностью для обеспечения детектирования в настоящем изобретении. Такие проводящие наночастицы можно добавлять для получения расклинивающего наполнителя с содержанием проводящих наночастиц от приблизительно 0,01 масс. %, приблизительно 0,05 масс. %, приблизительно 0,1 масс. %, приблизительно 0,5 масс. %, приблизительно 1 масс. %, приблизительно 2 масс. % или приблизительно 5 масс. % до приблизительно 6 масс. %, приблизительно 8 масс. %, приблизительно 10 масс. %, приблизительно 12 масс. % или приблизительно 14 масс. % в пересчете на массу электропроводного расклинивающего наполнителя.
Керамический расклинивающий наполнитель можно также получать таким образом, который создает пористость в зерне расклинивающего наполнителя. Способ получения подходящего пористого керамического расклинивающего наполнителя описан в патенте США №7036591, полное раскрытие которого включено в настоящий документ ссылкой. В этом случае электропроводным материалом можно пропитывать поры зерен расклинивающего наполнителя до концентрации от приблизительно 0,01 масс. %, приблизительно 0,05 масс. %, приблизительно 0,1 масс. %, приблизительно 0,5 масс. %, приблизительно 1 масс. %, приблизительно 2 масс. % или приблизительно 5 масс. % до приблизительно 6 масс. %, приблизительно 8 масс. %, приблизительно 10 масс. %, приблизительно 12 масс. %, приблизительно 15 масс. % или приблизительно 20 масс. % в пересчете на массу электропроводного расклинивающего наполнителя. Водорастворимые покрытия, такие как полимолочная кислота, можно использовать для покрытия этих частиц, чтобы обеспечивать высвобождение с задержкой/отсроченное высвобождение проводящих наночастиц для детектирования на различных стадиях обработки гидравлическим разрывом.
Керамические расклинивающие наполнители могут иметь любую подходящую пористость. Керамические расклинивающие наполнители могут характеризоваться внутренней открытой пористостью от приблизительно 1%, приблизительно 2%, приблизительно 4%, приблизительно 6%, приблизительно 8%, приблизительно 10%, приблизительно 12% или приблизительно 14% до приблизительно 18%, приблизительно 20%, приблизительно 22%, приблизительно 24%, приблизительно 26%, приблизительно 28%, приблизительно 30%, приблизительно 34%, приблизительно 38% или приблизительно 45% или более. Согласно некоторым типичным вариантам осуществления внутренняя открытая пористость керамических расклинивающих наполнителей составляет от приблизительно 5% до приблизительно 35%, от приблизительно 5% до приблизительно 15% или от приблизительно 15% до приблизительно 35%. Согласно некоторым типичным вариантам осуществления керамические расклинивающие наполнители имеют любой подходящий средний размер пор. Например, керамический расклинивающий наполнитель может характеризоваться средним размером пор от приблизительно 2 нм, приблизительно 10 нм, приблизительно 15 нм, приблизительно 55 нм, приблизительно 110 нм, приблизительно 520 нм или приблизительно 1100 нм до приблизительно 2200 нм, приблизительно 5500 нм, приблизительно 11000 нм, приблизительно 17000 нм или приблизительно 25000 нм или более в своем наибольшем размере. Например, керамический расклинивающий наполнитель может характеризоваться наибольшим средним размером пор от приблизительно 3 нм до приблизительно 30000 нм, от приблизительно 30 нм до приблизительно 18000 нм, от приблизительно 200 нм до приблизительно 9000 нм, от приблизительно 350 нм до приблизительно 4500 нм или от приблизительно 850 нм до приблизительно 1800 нм. Согласно некоторым вариантам осуществления, описанным в настоящем документе, обожженные, по существу круглые и сферические частицы получены в непрерывном процессе, тогда как в других вариантах осуществления частицы получены в периодическом процессе.
Согласно одному или более типичным вариантам осуществления электропроводный материал можно добавлять в керамический расклинивающий наполнитель в процессе его производства. Ссылаясь теперь на фиг. 1 увидим, что показана типичная система для осуществления непрерывного процесса получения обожженных, по существу круглых и сферических частиц из суспензии. Типичная система, показанная на фиг. 1, имеет конструкцию и работу, аналогичную системе, описанной в патенте США №4440866, полное раскрытие которого включено в настоящий документ ссылкой. Операции, проводимые типичной системой, показанной на фиг. 1, можно также использовать для получения частиц согласно периодическому процессу, как описано в примере 1 ниже.
В системе, показанной на фиг. 1, содержащий оксид алюминия сырьевой материал с содержанием оксида алюминия от приблизительно 40 масс. % до приблизительно 55 масс. % (в пересчете на прокаленное вещество) пропускают через дробилку 105, которая разрезает и разрушает сырьевой материал на небольшие куски. Согласно некоторым вариантам осуществления, когда исходный материал, как добыт или как получен (называемый в настоящем документе «необработанный» исходный материал), имеет такую консистенцию, что его можно обрабатывать, как описано в настоящем документе, без дробления, дробилку можно исключить. Исходный материал, подаваемый через дробилку, такую как показано на фиг. 1, называется «обработанным» исходным материалом.
В некоторых вариантах осуществления дробилка разрушает и разрезает содержащий оксид алюминия исходный материал, чтобы получить куски с диаметром менее чем приблизительно пять дюймов, хотя куски с меньшими и большими диаметрами можно также перерабатывать в суспензию, как описано в настоящем документе. Дробилки и ряд других устройств для разрезания, раскалывания или измельчения содержащего оксид алюминия исходного материала, а также их коммерческие источники, такие как Gleason Foundry Company, хорошо известны специалистам в данной области техники.
Обработанный или необработанный содержащий оксид алюминия исходный материал и воду подают в мешалку 110, которая имеет вращающуюся лопасть, которая придает силу сдвига и дополнительно уменьшает размер частиц исходного материала для получения суспензии. В непрерывном процессе исходный материал и воду непрерывно подают в мешалку. Мешалки и аналогичные устройства для получения суспензий таких материалов, а также их коммерческие источники хорошо известны специалистам в данной области техники.
Согласно некоторым вариантам осуществления электропроводный материал добавляют в содержащий оксид алюминия сырьевой материал и воду в мешалке 110 для получения концентрации электропроводного материала от приблизительно 0,1 масс. % до приблизительно 10,0 масс. % или от приблизительно 5,0 масс. % до приблизительно 10,0 масс. % содержания твердых веществ в суспензии или непосредственно перед образованием гранул, как описано ниже.
Достаточное количество воды можно подавать в мешалку 110 для получения суспензии с содержанием твердых веществ в диапазоне от приблизительно 40 масс. % до приблизительно 60 масс. %. Согласно некоторым типичным вариантам осуществления достаточное количество воды подают в суспензию так, чтобы содержание твердых веществ в суспензии составляло от приблизительно 45 масс. % до приблизительно 55 масс. %. Согласно некоторым другим вариантам осуществления достаточное количество воды подают в суспензию так, чтобы содержание твердых веществ в суспензии составляло приблизительно 50 масс. %. Вода, поданная в мешалку 110, может быть пресной водой или деионизированной водой. В непрерывном процессе получения суспензии содержание твердых веществ в суспензии периодически анализируют и количество воды, подаваемой в суспензию, регулируют для поддержания желаемого содержания твердых веществ. Способы анализа содержания твердых веществ в суспензии и регулирование подачи воды хорошо известны и изучены специалистами в данной области техники.
Согласно некоторым типичным вариантам осуществления диспергирующую добавку подают в суспензию в мешалке 110 для регулирования вязкости суспензии в целевом диапазоне, как обсуждается далее ниже. В других вариантах осуществления вязкость суспензии в мешалке 110 регулируют в целевом диапазоне путем добавления диспергирующей добавки и регулирующего рН реагента.
Диспергирующую добавку можно подавать в суспензию перед подачей электропроводного материала или других добавок. Согласно некоторым вариантам осуществления состав содержит диспергирующую добавку в количестве от приблизительно 0,15 масс. % до приблизительно 0,30 масс. % в пересчете на сухую массу содержащего оксид алюминия сырьевого материала.
Типичные материалы, подходящие для использования в качестве диспергирующей добавки в композициях и способах, описанных в настоящем документе, включают, помимо прочего, полиакрилат натрия, полиакрилат аммония, полиметакрилат аммония, пирофосфат тетранатрия, пирофосфат тетракалия, полифосфат, полифосфат аммония, цитрат аммония, двойную соль лимоннокислого железа и полиэлектролиты, такие как композиция полиметакрилата аммония и воды, коммерчески доступная из различных источников, таких как Kemira Chemicals под торговым наименованием С-211, Phoenix Chemicals, Bulk Chemical Systems под торговым наименованием BCS 4020 и R.T. Vanderbilt Company, Inc. под торговым наименованием DARVAN С. Обычно диспергирующая добавка может представлять собой любой материал, который будет регулировать вязкость суспензии па уровне целевой вязкости так, что суспензию можно затем обрабатывать через одну или более нагнетательных форсунок флюидизатора. Согласно некоторым вариантам осуществления целевая вязкость составляет менее 150 сантипуаз (спз) (что определено на вискозиметре Брукфилда со шпинделем №61). Согласно другим вариантам осуществления целевая вязкость составляет менее 100 спз.
Согласно вариантам осуществления, в которых используют регулирующий рН реагент, достаточное количество регулирующего рН реагента подают в суспензию для регулирования рН суспензии в диапазоне от приблизительно 8 до приблизительно 11. Согласно некоторым вариантам осуществления достаточное количество регулирующего рН реагента подают в суспензию для регулирования рН до приблизительно 9, приблизительно 9,5, приблизительно 10 или приблизительно 10,5. рН суспензии можно периодически анализировать рН-метром, и количество регулирующего рН реагента, подаваемого в суспензию, регулировать для поддержания желаемого рН. Способы анализа рН суспензии и регулирование подачи регулирующего рН реагента находятся в компетенции специалистов в данной области техники. Типичные материалы, подходящие для использования в качестве регулирующего рН реагента в композициях и способах, описанных в настоящем документе, включают, помимо прочего, аммиак и карбонат натрия.
Обычно целевая вязкость композиций представляет собой вязкость, которую можно изменять посредством заданного типа и размера нагнетательной форсунки во флюидизаторе без засорения. Обычно, чем ниже вязкость суспензии, тем проще ее можно обрабатывать в заданном флюидизаторе. Однако, добавление слишком большого количества диспергирующей добавки может вызывать увеличение вязкости суспензии до точки, где ее нельзя удовлетворительно обрабатывать в заданном флюидизаторе. Специалист в данной области техники может определить целевую вязкость для заданных типов флюидизатора посредством обычного эксперимента.
Мешалка 110 смешивает содержащий оксид алюминия исходный, электропроводный материал, воду, диспергирующую добавку и регулирующий рН реагент для получения суспензии. Время, требуемое для получения суспензии, зависит от таких факторов, как размер мешалки, скорость, с которой мешалка работает, и количество материала в мешалке.
Из мешалки 110 суспензию подают в резервуар 115, где суспензию непрерывно перемешивают, и связующее добавляют в количестве от приблизительно 0,2 масс. % до приблизительно 5,0 масс. % в пересчете на общую сухую массу содержащего оксид алюминия сырьевого материала и электропроводного материала. В некоторых вариантах осуществления связующее подают в количестве от приблизительно 0,2 масс. % до приблизительно 3,0 масс. % в пересчете на общую сухую массу содержащего оксид алюминия исходного материала и электропроводного материала. Подходящие связующие включают, помимо прочего, поливинилацетат, поливиниловый спирт (PVA), метилцеллюлозу, декстрин и мелассы. В некоторых вариантах осуществления связующее представляет собой PVA с молекулярной массой от приблизительно 20000 до 100000 Мn. «Мn» представляет собой среднечисленную молекулярную массу, которая представляет общую массу полимерных молекул в образце, поделенную на общее число полимерных молекул в этом образце.
Резервуар 115 содержит суспензию, полученную в мешалке 110. Однако, в резервуаре 115 перемешивают суспензию с меньшей скоростью, чем в мешалке, чтобы перемешивать связующее с суспензией без избыточного вспенивания суспензии или повышения вязкости суспензии до такого уровня, который будет препятствовать подаче суспензии через нагнетательные форсунки флюидизатора.
Согласно другому варианту осуществления связующее можно подавать в суспензию, когда она находится в мешалке. Согласно такому варианту осуществления мешалка необязательно имеет различные скорости, включая высокую скорость для получения высокоинтенсивного перемешивания для разрушения исходного материала в суспензионную форму и низкую скорость для смешивания связующего с суспензией без образования вышеуказанного избыточного вспенивания или повышения вязкости.
Ссылаясь снова на резервуар 115, показанный на фиг. 1, суспензию перемешивают в резервуаре после добавления связующего в течение времени, достаточного для тщательного смешивания связующего с суспензией. Согласно некоторым вариантам осуществления суспензию перемешивают в резервуаре в течение приблизительно 30 минут после добавления связующего. Согласно другим вариантам осуществления суспензию перемешивают в резервуаре 115 в течение по меньшей мере приблизительно 30 минут. Согласно некоторым другим вариантам осуществления суспензию перемешивают в резервуаре в течение более чем приблизительно 30 минут после добавления связующего.
Резервуар 115 может также быть резервуарной системой, содержащей один, два, три или более резервуаров. Любая конструкция или число резервуаров, которые позволяют тщательное перемешивание связующего с суспензией, достаточны. В непрерывном процессе воду и одно или более из пыли, частиц большего размера или частиц меньшего размера из последующего флюидизатора или другого устройства можно подавать в суспензию в резервуаре 115.
Из резервуара 115 суспензию подают в теплообменник 120, который нагревает суспензию до температуры от приблизительно 25°С до приблизительно 90°С. Из теплообменника 120 суспензию подают в насосную систему 125, которая подает суспензию под давлением во флюидизатор 130.
Мельницу(ы) и/или систему(ы) сит (не показаны) можно устанавливать в одном или более местах в системе, показанной на фиг. 1, перед подачей суспензии во флюидизатор для облегчения разрушения любых частиц большего размера содержащего оксид алюминия исходного материала до целевого размера, подходящего для подачи в флюидизатор. Согласно некоторым вариантам осуществления целевой размер составляет менее 230 меш. Согласно другим вариантам осуществления целевой размер составляет менее 325 меш, менее 270 меш, менее 200 меш или менее 170 меш. На целевой размер действует способность типа и/или размера нагнетательной форсунки в последующем флюидизаторе атомизировать суспензию без засорения.
Если используют систему измельчения, ее заряжают абразивом, подходящим для облегчения разрушения исходного материала до целевого размера, подходящего для последующей подачи через одну или более нагнетательных форсунок флюидизатора. Если используют систему сит, система сит разработана для удаления больших частиц, чем целевой размер, из суспензии. Например, система сит может включать одно или более сит, которые выбирают и размещают так, чтобы отсеивать из суспензии частицы, которые меньше целевого размера.
Ссылаясь снова на фиг. 1 увидим, что флюидизатор 130 имеет такую обычную конструкцию, как описано, например, в патенте США №3533829 и патенте Великобритании №1401303. Флюидизатор 130 содержит по меньшей мере одну распылительную форсунку 132 (три распылительные форсунки 132 показаны на фиг. 1), которая представляет собой нагнетательную форсунку обычной конструкции. Согласно другим вариантам осуществления один или более пневмораспылителей являются подходящими. Конструкция таких форсунок хорошо известна, например, из K. Masters: «Spray Drying Handbook», John Wiley and Sons, New York (1979).
Флюидизатор 130 также содержит слой 134 частиц, который поддерживается пластиной 136, такой как перфорированная, ровная или повернутая пластина. Горячий воздух протекает через пластину 136. Слой 134 частиц содержит зерна, из которых могут вырасти сырые окатыши целевого размера. Выражение «сырые окатыши» и связанные формы при использовании в настоящем документе относится по существу к круглым и сферическим частицам, которые образовались из суспензии, но не были обожжены. Когда используют перфорированную или ровную пластину, зерна также служат для получения режима идеального вытеснения во флюидизаторе. Режим идеального вытеснения является выражением, известным специалистам в данной области техники, и может обычно быть описан как режим потока, где происходит очень небольшое обратное смешение. Зерна меньше целевого размера для сырых окатышей, полученных согласно настоящим способам. В некоторых вариантах осуществления зерно содержит от приблизительно 5% до приблизительно 20% всего объема сырого окатыша, полученного из него. Суспензию распыляют под давлением через распылительные форсунки 132, и суспензия распыляется на зерна с получением сырых окатышей, которые по существу круглые и сферические.
Вносимые извне зерна можно помещать на перфорированную пластину 136 перед началом атомизации суспензии флюидизатором. Если используют вносимые извне зерна, зерна можно получать в суспензионном процессе, аналогичном показанному на фиг. 1, где зерна с целевым размером зерна просто отбирают из флюидизатора. Вносимые извне зерна можно также получать в высокоинтенсивном процессе перемешивания, таком как описанный в патенте США №4879181, полное раскрытие которого включено в настоящий документ ссылкой.
Согласно некоторым вариантам осуществления вносимые извне зерна получают или из исходного материала, по меньшей мере, с таким же содержанием оксида алюминия, что и исходный материал, используемый для получения суспензии, или из исходного материала с большим или меньшим количеством оксида алюминия, чем у исходного материала, используемого для получения суспензии. Согласно некоторым вариантам осуществления суспензия имеет содержание оксида алюминия меньшее, чем у суспензии, например, по меньшей мере на 10%, по меньшей мере на 20% или по меньшей мере на 30% меньше, чем у зерен. Согласно другим вариантам осуществления вносимые извне зерна имеют содержание оксида алюминия меньшее, чем у суспензии, например, по меньшей мере на 10%, по меньшей мере на 20% или по меньшей мере на 30% меньше, чем у суспензии.
Альтернативно, зерна для слоя частиц получают атомизацией суспензии, при этом обеспечивая способ, при котором суспензия «саморазвивается» из своих собственных зерен. Согласно одному такому варианту осуществления суспензию подают через флюидизатор 130 в отсутствие слоя 134 с зародышами частиц. Капли суспензии, выходящие из форсунок 232, отверждаются, но достаточно небольшие изначально, чтобы они выносились из флюидизатора 230 потоком воздуха и улавливались как «пыль» (мелкие частицы) пылеуловителем 245, который может, например, быть электростатическим фильтром, циклоном, мешочным фильтром, мокрым скруббером или их комбинацией. Пыль из пылеуловителя затем подают в слой 134 частиц через впускное отверстие 162 для пыли, где ее распыляют с суспензией, выходящей из форсунок 132. Пыль можно рециркулировать достаточное число раз, пока она не вырастет до точки, когда она становятся слишком большой, чтобы уноситься потоком воздуха, и может выступать в качестве зерна. Пыль можно также рециркулировать на другую операцию в способе, например, в резервуар 115.
Ссылаясь снова на фиг. 1, горячий воздух подают во флюидизатор 130 посредством вентилятора и нагревателя воздуха, которые схематически представлены как 138. Скорость горячего воздуха, проходящего через слой 134 частиц, составляет от приблизительно 0,9 метров/секунду до приблизительно 1,5 метров/секунду, а глубина слоя 134 частиц составляет от приблизительно 2 сантиметров до приблизительно 60 сантиметров. Температура горячего воздуха при подаче во флюидизатор 230 составляет от приблизительно 250°С до приблизительно 650°С. Температура горячего воздуха на выходе из флюидизатора 230 составляет менее чем приблизительно 250°С и в некоторых вариантах осуществления составляет менее чем приблизительно 100°С.
Расстояние между распылительными форсунками 332 и пластиной 336 оптимизируют для исключения образования пыли, которое происходит, когда форсунки 332 находятся слишком далеко от пластины 326, и образования нестандартных крупных частиц, которое происходит, когда форсунки 332 находятся слишком близко к пластине 336. Положение форсунок 132 относительно пластины 136 регулируют на основании анализа порошка, отобранного из флюидизатора 130.
Сырые окатыши, полученные во флюидизаторе, накапливаются в слое 134 частиц. В непрерывном процессе сырые окатыши, образованные во флюидизаторе 330, отводят через выпускное отверстие 340 в ответ на уровень продукта в слое 334 частиц во флюидизаторе 330, чтобы поддерживать заданную глубину слоя частиц. Поворотный клапан 150 осуществляет отведение сырых окатышей из флюидизатора 130 на конвейер 155, который подает сырые окатыши в систему сит 160, где сырые окатыши разделяют на одну или более фракций, например, фракцию большого размера, продукционную фракцию и мелкую фракцию.
Фракция большого размера, выходящая из установки 360 просеивания, содержит те сырые окатыши, размер которых больше, чем желаемый продукционный размер. В непрерывном процессе сырые окатыши большого размера можно рециркулировать в резервуар 115, где, по меньшей мере, некоторые сырые окатыши большего размера можно разрушить и смешать с суспензией в резервуаре. Альтернативно, сырые окатыши большего размера можно разрушать и рециркулировать в слой 134 частиц во флюидизаторе 130. Мелкая фракция, выходящая из системы 160 сит, содержит те сырые окатыши, размер которых меньше, чем желаемый продукционный размер. В непрерывном процессе эти сырые окатыши можно рециркулировать во флюидизатор 130, где их можно подавать через впускное отверстие 162 в качестве зерен или в качестве вторичного сырья для флюидизатора 130.
Продукционная фракция, выходящая из системы 160 сит, содержит те сырые окатыши, которые имеют желаемый продукционный размер. Эти сырые окатыши направляют в устройство 165 предварительного обжига, например, кальцинатор, где сырые окатыши сушатся или прокаливаются перед обжигом. В некоторых вариантах осуществления сырые окатыши сушат до содержания влаги менее чем приблизительно 18 масс. % или менее чем приблизительно 15 масс. %, приблизительно 12 масс. %, приблизительно 10 масс. %, приблизительно 5 масс. % или приблизительно 1 масс. %.
После сушки и/или прокаливания сырые окатыши подают в устройство 270 для обжига, в котором сырые окатыши обжигают в течение периода времени, достаточного для обеспечения извлечения обожженных по существу круглых и сферических частиц с одной или болееи из желаемой кажущейся плотности, насыпной плотности и прочности на раздавливание. Альтернативно, устройство 165 предварительного обжига можно исключать, если устройство 170 для обжига может обеспечивать достаточные условия прокаливания и/или сушки (т.е. время и температуры сушки, при которых сырые окатыши высыхают до целевого содержания влаги перед обжигом) с последующими достаточными условиями обжига.
Конкретное время и температура, которые следует использовать для обжига, зависят от исходных ингредиентов и желаемой плотности обожженных частиц. Согласно некоторым вариантам осуществления устройство 270 для обжига представляет собой вращающуюся печь, работающую при температуре от приблизительно 1000°С до приблизительно 1600°С в течение периода времени от приблизительно 5 до приблизительно 90 минут. Согласно некоторым вариантам осуществления вращающаяся печь работает при температуре приблизительно 1000°С, приблизительно 1200°С, приблизительно 1300°С, приблизительно 1400°С или приблизительно 1500°С. Согласно некоторым вариантам осуществления сырые окатыши имеют время пребывания в устройстве для обжига от приблизительно 50 минут до приблизительно 70 минут или от приблизительно 30 минут до приблизительно 45 минут. После того, как частицы выходят из устройства 170 для обжига, их можно дополнительно классифицировать по размеру и тестировать для целей контроля качества. Обжиг в инертной атмосфере можно использовать для ограничения или предотвращения окисления электропроводного материала. Техники замены обогащенной кислородом атмосферы в устройстве для обжига на инертный газ, такой как аргон, азот или гелий, хорошо известны специалистам в данной области техники. Обычно кислород заменяют на инертный газ так, что 0,005% кислорода или менее остается в атмосфере для обжига.
Согласно некоторым вариантам осуществления настоящего изобретения электропроводный материал наносят на расклинивающие наполнители. Например, электропроводный материал можно наносить на керамический расклинивающий наполнитель после того, как частицы расклинивающего наполнителя выходят из устройства 170 обжига и были дополнительно отсеяны по размеру и протестированы на средствах контроля качества. Покрытие можно осуществлять любой техникой нанесения покрытия, хорошо известной специалистам в данной области техники, такой как распыление, напыление, вакуумное осаждение, покрытие погружением, экструзия, календрование, порошковое покрытие, перенос покрытия, грунтование воздушным шабером, нанесение покрытия валиком, получение покрытия химическим восстановлением (как раскрыто в патентах США №3296012, №4812202 и №3617343, полное раскрытие которых таким образом включено ссылкой), нанесение гальванического покрытия и нанесение покрытия при помощи кисти.
Согласно некоторым типичным вариантам осуществления электропроводный материал осаждают в виде покрытия на керамический расклинивающий наполнитель или природные пески. Способы электролитического покрытия и получения покрытия химическим восстановлением хорошо известны специалиста в данной области техники. Например, смотрите патент США №3556839, полное раскрытие которого таким образом включено ссылкой.
Согласно некоторым типичным вариантам осуществления и согласно обычным способам автокаталитического нанесения покрытия непроводящий носитель, такой как образец керамического расклинивающего наполнителя, подходящим образом очищают и придают ему шероховатость, затем сенсибилизируют и активируют путем последовательного погружения в водный раствор восстанавливающего средства и растворы каталитического металла, такого как хлорид олова и хлорид палладия, и ополаскивают водой после каждого такого погружения. Затем носитель можно погружать в электролитическую ванну, нагретую до температуры 55-95°С. Ванна может содержать, например, водный раствор, содержащий соль никеля и фосфорсодержащее восстанавливающее средство, такое как гипофосфит натрия, в присутствии солей, таких как цитрат натрия и ацетат натрия, где рН раствора регулируют на значении от 4 до 6. Специалисты в данной области техники поймут, что любой обычный раствор никеля, меди, серебра или золота для ванны для получения покрытия химическим восстановлением можно использовать, как, например, доступные от поставщиков, таких как Uyemura, Transene или Caswell. После погружения на период от приблизительно 1 до приблизительно 30 минут ванна по существу истощается, и пленка никеля толщиной от приблизительно 0,5 до приблизительно 5 микронов осаждается на поверхности носителя.
Согласно некоторым типичным вариантам осуществления и согласно обычным способам получения покрытия химическим восстановлением непроводящий носитель, такой как образец керамического расклинивающего наполнителя, подходящим образом очищают, а затем сенсибилизируют путем последовательного погружения в водный раствор каталитического металла и водный раствор восстанавливающего средства, такого как, например, растворы хлорида палладия и хлорида олова, и ополаскивают водой после каждого такого погружения. Затем носитель погружают в электролитическую ванну, поддерживаемую при температуре 25-65°С. Ванна может содержать, например, водный раствор, содержащий соль меди и гидроксид щелочного металла, в присутствии одной или более солей, таких как тартрат калия-натрия и карбонат натрия. Специалисты в данной области техники поймут, что любой обычный раствор никеля, меди, серебра или золота для ванны для получения покрытия химическим восстановлением можно использовать, как, например, доступные от поставщиков, таких как Uyemura, Transene или Caswell. После погружения на период от приблизительно 1 до приблизительно 30 минут ванна по существу истощается, и пленка меди толщиной от приблизительно 0,5 до приблизительно 5 микронов осаждается на поверхности носителя.
В обычных способах автокаталитического нанесения покрытия, однако, можно использовать кислотные растворы палладия, которые могут окислять активный металл, находящийся на исходной поверхности расклинивающего наполнителя, и, таким образом, это может приводить к плохому осаждению металла на поверхности расклинивающего наполнителя. Обнаружили, что включение стадии обработки в способ получения покрытия химическим восстановлением может улучшать осаждение металла на поверхности расклинивающего наполнителя.
Ссылаясь теперь на фиг. 2 увидим, что изображена блок-схема, показывающая стадии способа 200 для получения покрытия химическим восстановлением электропроводного материала на расклинивающем наполнителе, используя стадию обработки. В способе 200 получения покрытия химическим восстановлением подача расклинивающего наполнителя по линии 202 может быть введена в одну или более установок 204 промывки, где расклинивающий наполнитель по линии 202 может вступать в контакт с первым промывочным раствором для удаления пыли и/или мелких частиц для обеспечения чистого расклинивающего наполнителя по линии 206. Установка 204 промывки может представлять собой или содержать один или более баков, одну или более емкостей, одну или более систем транспортирования, один или более патрубков или подобное. Первый промывочный раствор может представлять собой или содержать водный раствор, содержащий кислоту или основание, такие как содержащая воду разбавленная кислота или органический раствор, такой как жидкий углеводород, эту промывку можно также проводить при повышенной температуре. Чистый расклинивающий наполнитель по линии 206 можно отводить из установки 204 промывки и подавать в одну или более установок 208 предварительной обработки, где чистый расклинивающий наполнитель по линии 206 может входить в контакт с раствором для обработки. Установка 208 предварительной обработки может представлять собой или содержать один или более баков, одну или более емкостей, одну или более систем транспортирования, один или более патрубков или подобное. Раствор для обработки может представлять собой или содержать щелочной раствор для регулирования рН поверхности расклинивающего наполнителя на щелочных уровнях (рН>7). Щелочной раствор может содержать одно или более из гидроксида, аммиака или карбоната.
Обработку в установке 108 предварительной обработки можно дополнительно улучшить путем объединения или смешивания подходящего поверхностно-активного вещества с растворами для обработки. Подходящие поверхностно-активные вещества могут включать, помимо прочего, анионные, катионные, неионные и амфотерные поверхностно-активные вещества или их комбинации. Согласно некоторым типичным вариантам осуществления подходящие поверхностно-активные вещества включают, помимо прочего, насыщенные или ненасыщенные длинноцепочечные жирные кислоты или соли кислот, длинноцепочечные спирты, многоатомные спирты, полисорбаты, диметилполисилоксан и полиэтилгидросилоксан. Согласно некоторым типичным вариантам осуществления подходящие поверхностно-активные вещества включают, помимо прочего, линейные и разветвленные карбоновые кислоты и соли кислот, имеющие от приблизительно 4 до приблизительно 30 атомов углерода, линейные и разветвленные алкилсульфоновые кислоты и соли кислот, имеющие от приблизительно 4 до приблизительно 30 атомов углерода, линейный алкилбензолсульфонат, причем линейная алкильная цепь содержит от приблизительно 4 до приблизительно 30 атомов углерода, сульфосукцинаты, фосфаты, фосфонаты, фосфолипиды, этоксилированные соединения, карбоксилаты, сульфонаты и сульфаты, полигликолевые эфиры, амины, соли акриловой кислоты, пирофосфат и их смеси. Согласно одному или более типичным вариантам осуществления поверхностно-активное вещество представляет собой полисорбат, такой как TweenTM 20 (PEG(20) сорбитанмонолаурат).
Чистый расклинивающий наполнитель по линии 206 может входить в контакт с раствором для обработки в установке 208 предварительной обработки при любых подходящих условиях для получения обработанного расклинивающего наполнителя по линии 210. Подходящие условия могут включать температуру от приблизительно 10°С, приблизительно 25°С, приблизительно 30°С, приблизительно 35°С, приблизительно 40°С, приблизительно 45°С до приблизительно 47°С, приблизительно 50°С, приблизительно 55°С, приблизительно 60°С, приблизительно 75°С или приблизительно 100°С при времени удержания приблизительно от 1 секунды (с), приблизительно 5 с, приблизительно 15 с, приблизительно 25 с, приблизительно 45 с или приблизительно 55 с до приблизительно 65 с, приблизительно 75 с, приблизительно 100 с, приблизительно 2 минут (мин), приблизительно 5 мин или приблизительно 10 мин. Раствор для обработки может иметь рН по меньшей мере приблизительно 7,2, по меньшей мере приблизительно 8, по меньшей мере приблизительно 8,5, по меньшей мере приблизительно 9, по меньшей мере приблизительно 10, по меньшей мере приблизительно 11, по меньшей мере приблизительно 12, по меньшей мере приблизительно 12,5 или по меньшей мере приблизительно 13.
Обработанный расклинивающий наполнитель по линии 210 можно отводить из установки 208 предварительной обработки и подавать в одну или более установок 212 снижения мутности, где обработанный расклинивающий наполнитель по линии 210 может входить в контакт со вторым промывочным раствором для дополнительного удаления пыли и/или мелких частиц для получения промытого расклинивающего наполнителя по линии 214 со сниженной мутностью по сравнению с обработанным расклинивающим наполнителем по линии 210. Установка 212 снижения мутности может представлять собой или содержать один или более баков, одну или более емкостей, одну или более систем транспортирования, один или более патрубков или подобное. Второй промывочный раствор может быть таким же или аналогичным первому промывочному раствору и может включать водный раствор, такой как вода, или органический раствор, такой как жидкий углеводород. Второй промывочный раствор может также иметь сенсибилизатор, который способствует активации на последующей стадии. Сенсибилизатор может представлять собой любое средство, которое восстанавливает активатор, такое как хлорид олова, боргидрид натрия или гипофосфит натрия или любое другое известное восстанавливающее средство. Согласно одному или более типичным вариантам осуществления второй промывочный раствор не содержит сенсибилизатор. За стадией сенсибилизации будет следовать другая стадия ополаскивания, но согласно некоторым вариантам осуществления она может быть исключена.
Промытый расклинивающий наполнитель по линии 214 можно отводить из установки 212 снижения мутности и подавать в одну или более установок 216 восстановления катализатора, где промытый расклинивающий наполнитель по линии 214 может входить в контакт с активирующим раствором. Активирующий раствор может активировать расклинивающий наполнитель путем присоединения каталитически активного материала, такого как палладий или серебро, к поверхности расклинивающего наполнителя. Активирующий раствор может представлять собой или содержать одну или более солей палладия, таких как хлорид палладия или хлорид палладия и аммония и/или нитрат серебра. Активирующий раствор может быть водным раствором или органическим раствором. Активирующий раствор может иметь концентрацию соли палладия от приблизительно 0,1 миллиграмма Pd2+на литр (мг/л), приблизительно 0,5 мг/л, приблизительно 1 мг/л, приблизительно 5 мг/л, приблизительно 10 мг/л или приблизительно 20 мг/л до приблизительно 30 мг/л, приблизительно 35 мг/л, приблизительно 40 мг/л, приблизительно 50 мг/л или приблизительно 100 мг/л. Активирующий раствор может также содержать восстанавливающее средство или сенсибилизатор. Восстанавливающее средство может представлять собой или содержать соль олова, такую как хлорид олова. Согласно одному или более типичным вариантам осуществления активирующий раствор не содержит восстанавливающее средство.
Промытый расклинивающий наполнитель по линии 214 может вступать в контакт с активирующим раствором в установке 216 восстановления катализатора при любых подходящих условиях для получения активированного расклинивающего наполнителя по линии 218. Подходящие условия могут включать температуру от приблизительно 20°С, приблизительно 35°С, приблизительно 50°С, приблизительно 65°С, приблизительно 75°С, приблизительно 78°С до приблизительно 82°С, приблизительно 85°С, приблизительно 90°С, приблизительно 95°С, приблизительно 100°С или приблизительно 105°С при времени удержания от приблизительно 1 мин, приблизительно 2 мин, приблизительно 3 мин, приблизительно 4 мин, приблизительно 5 мин или приблизительно 7 мин до приблизительно 8 мин, приблизительно 9 мин, приблизительно 10 мин, приблизительно 12 мин, приблизительно 15 мин или приблизительно 20 мин или более, и/или пока ванна по существу не истощится. Активирующий раствор может иметь рН от приблизительно 7,1, приблизительно 7,2, приблизительно 7,4, приблизительно 7,6 или приблизительно 7,8 до приблизительно 8, приблизительно 8,5, приблизительно 9, приблизительно 9,5, приблизительно 10, приблизительно И, приблизительно 12 или приблизительно 13 или более.
Активированный расклинивающий наполнитель по линии 218 можно отводить из установки 216 активации и подавать в одну или более установок 220 ополаскивания, где активированный расклинивающий наполнитель по линии 218 может входить в контакт с третьим промывочным раствором для удаления избытка активирующего раствора из активированного расклинивающего наполнителя. Установка 220 ополаскивания может представлять собой или содержать один или более баков, одну или более емкостей, одну или более систем транспортирования, один или более патрубков или подобное. Третий промывочный раствор может содержать водный раствор, такой как водопроводная вода или деионизированная вода.
Ополосканный расклинивающий наполнитель по линии 222 можно отводить из установки 220 ополаскивания и подавать в одну или более установок 224 металлизации, где ополосканный расклинивающий наполнитель по линии 222 можно подвергать электроосаждению металла. В установке 224 металлизации ополосканный расклинивающий наполнитель по линии 222 можно погружать в раствор электролитической ванны с температурой от приблизительно 20°С, приблизительно 35°С, приблизительно 50°С, приблизительно 60°С или приблизительно 70°С до приблизительно 75°С, приблизительно 80°С, приблизительно 90°С, приблизительно 95°С, приблизительно 100°С, приблизительно 110°С или приблизительно 120°С или более при времени удержания от приблизительно 1 мин, приблизительно 2 мин, приблизительно 4 мин, приблизительно 8 мин, приблизительно 12 мин или приблизительно 14 мин до приблизительно 16 мин, приблизительно 20 мин, приблизительно 25 мин, приблизительно 30 мин, приблизительно 45 мин или приблизительно 60 мин или более, и/или пока ванна по существу не истощится. После погружения пленка электропроводного материала в диапазоне от приблизительно 10 нанометров (нм), приблизительно 50 нм, приблизительно 100 нм, приблизительно 250 нм или приблизительно 400 нм до приблизительно 500 нм, приблизительно 600 нм, приблизительно 700 нм, приблизительно 800 нм, приблизительно 900 нм, приблизительно 1000 нм или приблизительно 1200 нм или более может быть по существу равномерно нанесена на ополосканный расклинивающий наполнитель для получения электропроводного расклинивающего наполнителя.
Раствор электролитической ванны может представлять собой водный раствор, содержащий воду, или органический раствор, содержащий один или более углеводородов. Раствор электролитической ванны может быть основным или кислотным и может содержать соль металла, комплексообразующее средство, восстанавливающее средство и буфер. Например, раствор электролитической ванны может содержать соль никеля, такую как сульфат никеля, гексагидрат сульфата никеля и хлорид никеля. Комплексообразующее средство может содержать ацетат, сукцинат, аминоацетат, малонат, пирофосфат, малат или цитрат или любую их комбинацию. Восстанавливающее средство может содержать боргидрид натрия, диметиламинборан или гидразин или любую их комбинацию. Буфер может содержать уксусную кислоту, пропионовую кислоту, глутаровую кислоту, янтарную кислоту или адипиновую кислоту или любую их комбинацию. Специалисты в данной области техники поймут, что можно также использовать любой обычный раствор никеля, меди, серебра или золота для ванны для получения покрытия химическим восстановлением, как, например, доступные от поставщиков, таких как Uyemura, Transene, Caswell и Metal-Chem.
Дополнительные и/или альтернативные стадии можно использовать в способе получения покрытия химическим восстановлением. Ссылаясь теперь на фиг.3 увидим, что изображена блок-схема, показывающая стадии способа 300 получения покрытия электропроводного материала химическим восстановлением на расклинивающем наполнителе, в котором изображены альтернативные стадии активации и осаждения металла. Частицы расклинивающего наполнителя можно подвергать щелочной обработке 301, которая может быть такой же или аналогичной щелочной обработке в установке 208 предварительной обработки, для получения обработанных частиц расклинивающего наполнителя.
После воздействия стадии 301 щелочной обработки обработанные частицы расклинивающего наполнителя можно подвергать стадии 302 активации перед осаждением 303 металла химическим восстановлением. Обработанные частицы можно сенсибилизировать при помощи раствора-сенсибилизатора олова(II) 304 для получения сенсибилизированных частиц. После последующего воздействия активирующего палладий(II) раствора 305 палладий(II) восстанавливается до металлического палладия (Pd2+→Pd0) на поверхности сенсибилизированных частиц, а олово(II) окисляется до олова(ГУ) (Sn2+→Sn4+). Раствор-ускоритель 306 можно использовать для удаления окисленного олова(IV) после воздействия активирующего палладий(II) раствора 305 и перед осаждением 303 металла химическим восстановлением. Альтернативные варианты осуществления включают объединенный активатор олова(IV) и палладия(II) и коллоидную суспензию 307 сенсибилизатора, за которой может следовать раствор-ускоритель 306. Раствор-ускоритель 306 может представлять собой водный раствор и может содержать одно или более ускоряющих средств, включая, помимо прочего, одно или более органических сульфидных соединений, таких как бис(натрий-сульфопропил)дисульфид, натриевая соль 3-меркапто-1-пропансульфоновой кислоты, натриевая соль N,N-диметил-дитиокарбамилпропилсульфоновой кислоты или 3-S-изотиурония пропилсульфонат, и их смеси. Другие подходящие ускоряющие средства могут включать, помимо прочего, тиомочевину, аллилтиомочевину, ацетилтиомочевину и пиридин и подобное.
Согласно некоторым вариантам осуществления, характерных для поверхностей частиц расклинивающего наполнителя, щелочная обработка может облегчать активацию при помощи только Pd-активатора, как показано на стадии 308. Обработанные частицы активируют при помощи раствора любой подходящей соли палладия, такой как хлорид палладия или хлорид палладия и аммония, в концентрации от приблизительно 0,1, приблизительно 0,5, приблизительно 1, приблизительно 5, приблизительно 10, приблизительно 15 или приблизительно 20 до приблизительно 25, приблизительно 30, приблизительно 35, приблизительно 40 или приблизительно 50 или более миллиграмм Pd2+на литр, где рН раствора можно регулировать от 7 до 14 при помощи любых подходящих оснований, таких как, например, гидроксид натрия.
Согласно одному или более типичным вариантам осуществления активацию 309 внутренней поверхности можно осуществлять перед осаждением 303 металла химическим восстановлением. В этом варианте осуществления железо или любой другой подходящий ион металла, включенный в частицы расклинивающего наполнителя при обжиге или прокаливании, который находится на поверхности расклинивающего наполнителя, может служить для непосредственной активации частиц. Согласно одному или более типичным вариантам осуществления поверхность частиц активируется путем пропитывания частиц раствором восстанавливающего средства, таким как боргидрид натрия, гипофосфит натрия или цианоборгидрид натрия, причем этот раствор можно переносить непосредственно в ванну для получения покрытия химическим восстановлением с частицами, все еще влажными от раствора, или сушить на частицах перед электролизной металлизацией 303, или выполаскивать полностью с частиц.
Частицы керамического расклинивающего наполнителя могут содержать значительное количество окисленного железа. Согласно одному или более типичным вариантам осуществления активации 309 внутренней поверхности эти железные фрагменты можно восстанавливать до элементарного железа или другой восстановленной формы [железо (II)], которая является каталитически активной к растворам для электролизной металлизации, содержащим медь, никель или другой благородный металл. Путем использования природного содержания железа, характерного для частицы, можно проводить осаждение на частицы без Pd-активаторов. Восстановление ионов железа на поверхности до атомарного железа может происходить в устройстве обжига, таком как устройство 170 обжига, или после обжига путем поддержания восстанавливающей среды в печи, что отличается присутствием монооксида углерода или других продуктов частичного сгорания. Железо на поверхности частиц расклинивающего наполнителя можно также восстанавливать после изготовления путем подвергания поверхности частиц расклинивающего наполнителя действию монооксида углерода или водорода при любых подходящих температурах, таких как, например, от приблизительно 200°С, приблизительно 300°С, приблизительно 400°С, приблизительно 500°С или приблизительно 600°С до приблизительно 750°С, приблизительно 900°С, приблизительно 1100°С или приблизительно 1500°С.
После активации 302 частиц активированный расклинивающий наполнитель 310 можно превращать в электропроводный расклинивающий наполнитель 311 путем осаждения 303 металла химическим восстановлением. Способы электролитического покрытия и получения покрытия химическим восстановлением хорошо известны специалистам в данной области техники. Смотрите, например, патент США №3556839, полное раскрытие которого включено в настоящий документ ссылкой. Согласно некоторым типичным вариантам осуществления и согласно обычным способам автокаталитического нанесения покрытия или нанесения покрытия химическим восстановлением активированный образец расклинивающего наполнителя можно покрывать металлом и сплавами металлов различными способами.
После активации 302 носитель можно погружать, окунать или иным образом приводить в контакт с электролитической ванной для осаждения 303 металла химическим восстановлением для получения электропроводного расклинивающего наполнителя 311. Электролитическую ванну можно нагревать до температуры от приблизительно 35°С, приблизительно 45°С, приблизительно 55°С, приблизительно 65°С или приблизительно 75°С до приблизительно 85°С, приблизительно 95°С, приблизительно 105°С или приблизительно 120°С или более. Согласно одному или более вариантам осуществления электролитическая ванна может представлять собой или содержать кислотную никельсодержащую ванну с высоким содержанием фосфора (от приблизительно 5 масс. % до приблизительно 12 масс. % фосфора по массе полученной пленки из никель-фосфорного сплава) 312. Ванная с высоким содержанием фосфора может содержать, например, водный раствор, содержащий соль никеля и фосфорсодержащее восстанавливающее средство, такое как гипофосфит натрия, в присутствии солей, таких как цитрат натрия и ацетат натрия. рН раствора ванны с высоким содержанием фосфора может составлять от приблизительно 2, приблизительно 3, приблизительно 3,5, приблизительно 4 или приблизительно 4,5 до приблизительно 5, приблизительно 5,5, приблизительно 6 или приблизительно 6,5.
Согласно одному или более вариантам осуществления электролитическая ванна может представлять собой щелочную, никельсодержащую ванну 313 с низким содержанием фосфора (от приблизительно >1 масс. % до приблизительно 4,9 масс. % фосфора по массе полученной пленки из никель-фосфорного сплава). рН щелочной электролитической ванны 313 с низким содержанием фосфора может составлять от приблизительно 7, приблизительно 7,5, приблизительно 8, приблизительно 8,5 или приблизительно 9 до приблизительно 10, приблизительно 10,5, приблизительно 11, приблизительно 12 или приблизительно 13 или более. Щелочная электролитическая ванна 313 может хелатировать свободные ионы никеля для предотвращения реактивности раствора в отношении Pd, что может происходить с уносом раствора Pd, и, таким образом, предлагает предпочтительную среду реакции для материалов с высокой площадью поверхности, таких как керамический расклинивающий наполнитель. Щелочные растворы для нанесения покрытия могут требовать относительно длительных периодов времени для осаждения, но могут давать более толстые, сплошные покрытия с более высокой электропроводностью, что может улучшать электромагнитное детектирование. Специалисты в данной области техники поймут, что любой обычный раствор никеля, меди, серебра или золота для ванны для получения покрытия химическим восстановлением можно использовать с любым диапазоном рН, как, например, доступные от поставщиков, таких как Metal-Chem, Enthone, Uyemura, Transene или Caswell. Согласно одному или более типичным вариантам осуществления электролитическая ванна может представлять собой или содержать щелочную медь 314 для осаждения, содержащую формальдегид в качестве восстанавливающего средства. Согласно одному или более типичным вариантам осуществления электролитическая ванна может содержать благородные металлы 315 для осаждения, такие как серебро, золото и платина. Например, электролитическая ванна может представлять собой или содержать раствор нитрата серебра.
Электропроводный расклинивающий наполнитель 311 может иметь любую подходящую толщину пленки электропроводного материала, расположенную на их наружных поверхностях. Согласно одному или более вариантам осуществления пленка электропроводного материала может иметь толщину от приблизительно 10 нм, приблизительно 50 нм, приблизительно 100 нм, приблизительно 250 нм или приблизительно 400 нм до приблизительно 500 нм, приблизительно 600 нм, приблизительно 700 нм, приблизительно 800 нм, приблизительно 900 нм, приблизительно 1000 нм, приблизительно 1200 нм, приблизительно 1500 нм, приблизительно 2500 нм или приблизительно 3500 нм или более, когда по существу равномерно нанесена на расклинивающий наполнитель для получения электропроводного керамического расклинивающего наполнителя 311. Согласно одному или более типичным вариантам осуществления толщина по существу равномерного покрытия электропроводного материала может составлять от приблизительно 50 нм до приблизительно 150 нм, от приблизительно 400 нм до приблизительно 600 нм, от приблизительно 500 нм до приблизительно 1200 нм, от приблизительно 550 нм до приблизительно 700 нм, от приблизительно 750 нм до приблизительно 1200 нм или от приблизительно 750 нм до приблизительно 1000 нм.
Электропроводный материал может также быть включен в смолистый материал. Керамический расклинивающий наполнитель или природные пески можно покрывать смолистым материалом, содержащим электропроводный материал, такой как металлические кластеры, металлическая стружка, металлическая дробь, металлический порошок, металлоиды, металлические наночастицы, квантовые примеси, углеродные нанотрубки, бакминстерфуллерены и другие подходящие электропроводные материалы, для получения содержащего электропроводный материал расклинивающего наполнителя, который можно детектировать при помощи электромагнитных средств. Способы покрытия смолой расклинивающих наполнителей и природных песков хорошо известны специалистам в данной области техники. Например, подходящий способ покрытия растворами описан в патенте США №3929191, выданном Graham и соавт., полное раскрытие которого включено в настоящий документ ссылкой. Другой подходящий способ, такой как описанный в патенте США №3492147, выданном Young и соавт., полное раскрытие которого включено в настоящий документ ссылкой, предусматривает покрытие носителя в виде частиц жидкой, некатализированной смолистой композицией, отличающейся своей способностью экстрагировать катализатор или отвеждающее средство из неводного раствора. Также подходящая процедура покрытия горячим расплавом для использования новолачных фенолоформальдегидных смол описана в патенте США №4585064, выданном Graham и соавт., полное раскрытие которого включено в настоящий документ ссылкой. Специалисты в данной области техники будут знать о других подходящих способах для покрытия смолой расклинивающих наполнителей и природных песков.
Электропроводный расклинивающий наполнитель 311 может иметь любую подходящую электропроводность. Согласно одному или более типичным вариантам осуществления набивка из электропроводного расклинивающего наполнителя 311 может иметь электропроводность по меньшей мере приблизительно 1 сименс на метр (См/м), по меньшей мере приблизительно 5 См/и, по меньшей мере приблизительно 15 См/м, по меньшей мере приблизительно 50 См/м, по меньшей мере приблизительно 100 См/м, по меньшей мере приблизительно 250 См/м, по меньшей мере приблизительно 500 См/м, по меньшей мере приблизительно 750 См/м, по меньшей мере приблизительно 1000 См/м, по меньшей мере приблизительно 1500 См/м или по меньшей мере приблизительно 2000 См/м. Электропроводность набивки из электропроводного расклинивающего наполнителя 311 может также составлять от приблизительно 10 См/м, приблизительно 50 См/м, приблизительно 100 См/м, приблизительно 500 См/м, приблизительно 1000 См/м или приблизительно 1500 См/м до приблизительно 2000 См/м, приблизительно 3000 См/м, приблизительно 4000 См/м, приблизительно 5000 См/м или приблизительно 6000 См/м. Набивка из электропроводного расклинивающего наполнителя 311 может иметь любое подходящее электрическое удельное сопротивление. Согласно одному или более типичным вариантам осуществления набивка из электропроводного расклинивающего наполнителя 311 может иметь электрическое удельное сопротивление менее 100 Ом-см, менее 80 Ом-см, менее 50 Ом-см, менее 25 Ом-см, менее 15 Ом-см, менее 5 Ом-см, менее 2 Ом-см, менее 1 Ом-см, менее 0,5 Ом-см или менее 0,1 Ом-см.
Согласно одному или более типичным вариантам осуществления увеличение нагрузки или давления на набивку из электропроводного расклинивающего наполнителя 311 в 2 раза, в 5 раз или в 10 раз может повышать электропроводность набивки из электропроводного расклинивающего наполнителя 311 по меньшей мере на приблизительно 50%, по меньшей мере на приблизительно 75%, по меньшей мере на приблизительно 100%, по меньшей мере на приблизительно 150% или по меньшей мере на приблизительно 200%. Согласно одному или более типичным вариантам осуществления увеличение нагрузки или давления на набивку из электропроводного расклинивающего наполнителя 311 в 2 раза, в 5 раз или в 10 раз может снижать электрическое удельное сопротивление набивки из электропроводного расклинивающего наполнителя 311 на от приблизительно 1%, приблизительно 2% или приблизительно 5% до приблизительно 10%, приблизительно 15% или приблизительно 25%.
Электромагнитные способы, описанные в настоящем документе, включают заряжение электрической энергией геологической среды в месте трещины или вблизи трещины на глубине и измерение электрического и магнитного полей на поверхности земли или рядом со скважинами/стволами скважин. Электромагнитные способы, описанные в настоящем документе, обычно используют вместе с обсаженными скважинами, такими как скважина 20, показанная на фиг. 4. В частности, обсадка 22 проходит в скважине 20, и скважина 20 проходит через геологические пласты 24a-24i таким образом, что имеет трехмерные компоненты.
Ссылаясь теперь на фиг. 5 увидим, что частичный разрез показан с добывающей скважиной 20, проходящей вертикально вниз через один или более геологических слоев 24a-24i и горизонтально в слое 24i. Хотя скважины обычно являются вертикальными, электромагнитные способы, описанные в настоящем документе, не ограничены использованием с вертикальными скважинами. Таким образом, выражения «вертикальный» и «горизонтальный» используются в общем смысле при их ссылке на скважины различных ориентаций.
Подготовка добывающей скважины 20 для гидравлического разрыва обычно предусматривает бурение ствола 26 на желаемую глубину, а затем в некоторых случаях расширение ствола 26 горизонтально так, что ствол 26 имеет любую желаемую степень вертикальных и горизонтальных компонентов. Обсадную трубу 22 цементируют 28 в скважине 20 для герметизации ствола 26 от геологических слоев 24a-24i на фиг. 5. Обсадная труба 22 имеет множество отверстий 30. Отверстия 30 показаны на фиг. 5 как расположенные в горизонтальной части скважины 20, но специалисты в данной области техники поймут, что отверстия могут располагаться на любой желаемой глубине или на расстоянии по горизонтали вдоль ствола 26, но обычно находятся в месте углеводородоносной зоны в геологических слоях 24, что может быть в одном или более геологических слоях 24a-24j. Углеводородоносная зона может содержать нефть и/или газ, а также другие жидкости и материалы, которые имеют текучие свойства. Углеводородоносную зону в геологических слоях 24a-24j подвергают гидравлическому разрыву путем закачивания жидкости в обсадную трубу 22 и через отверстия 30 при достаточных скоростях и давлениях для создания трещин 32, а затем включения в жидкость электропроводного расклинивающего наполнителя, который будет расклинивать созданные трещины 32 в открытом положении, когда гидравлическое давление, используемое для создания трещин 32, снижается.
Трещины 32, полученные гидравлическим разрывом, показанные на фиг. 5, ориентированы радиально наружу от металлической обсадной трубы 22 скважины. Эта ориентация является только примерной. На практике искусственно образованные гидравлическим разрывом трещины 32 могут быть ориентированы радиально, как на фиг. 5, вбок или в промежутке между этими двумя положениями. Различные ориентации являются примерными и не предназначены для ограничения или сужения электромагнитных способов, описанных в настоящем документе, каким-либо образом.
Согласно некоторым вариантам осуществления электромагнитный способ настоящего изобретения и, как показано схематически на фиг. 6, электрический ток переносят вниз в скважину 20 в точку заряжения, которая будет в общем располагаться в пределах 10 метров или более (выше или ниже) отверстий 30 в обсадной трубе 22, посредством семижильных изолированных кабелей 34, таких как хорошо известные специалистам в данной области техники и широко коммерчески доступные от Camesa Wire, Rochester Wire and Cable, Inc., WireLine Works, Novametal Group и Quality Wireline & Cable Inc. Ударная штанга 36, соединенная с проводным кабелем 34, контактирует с обсадной трубой 22 скважины или находится вблизи нее, вследствие чего обсадная труба 22 скважины становится источником передачи тока, который дает электрические и магнитные поля под поверхностью. Эти поля взаимодействуют с трещиной 32, содержащей электропроводный расклинивающий наполнитель, с получением вторичных электрических и магнитных полей, которые будут использовать для детектирования, определения местоположения и определения характеристик заполненной расклинивающим наполнителем трещины 32.
Согласно некоторым вариантам осуществления электромагнитный способ настоящего изобретения и, как показано схематически на фиг. 6, силовой блок 40 управления соединен с обсадной трубой 22 при помощи кабеля 42 так, что электрический ток подается в трещину 20 скважины путем непосредственного заряжения энергией обсадной трубы 22 в устье скважины. Согласно одному варианту осуществления силовой блок 40 управления соединен беспроводной связью при помощи приемопередатчика 43 с приемопередатчиком 39 в аппаратной 41. Специалисты в данной области техники поймут, что другие подходящие средства переноса тока к точке заряжения можно также использовать.
Как схематически показано на фиг. 6-8, множество датчиков 38 электрических и магнитных полей будут расположены на поверхности земли в прямоугольном или ином подходящем расположении, покрывая область вокруг скважины 20 гидроразрыва и над предполагаемой трещиной 32. Согласно одному варианту осуществления датчики 38 соединены беспроводной связью с приемопередатчиком 39 в аппаратной 41. Максимальный размер расположения (отверстия) в общем должен составлять по меньшей мере 80% глубины к зоне трещины. Датчики 38 будут измерять отклики х, у и z компонентов электрических и магнитных полей. Это отклики, которые будут использовать для получения местоположения и характеристик электропроводного расклинивающего наполнителя посредством сравнения с рядом имитаций и/или инверсий измеренных данных для определения источника откликов. Отклики компонентов электрических и магнитных полей будут зависеть от: ориентации скважины 20 гидроразрыва, ориентации трещины 32, электропроводности, магнитной проницаемости и диэлектрической проницаемости слоев 24a-24j, электропроводности, магнитной проницаемости и диэлектрической проницаемости заполненной расклинивающим наполнителем трещины 32 и объема заполненной расклинивающим наполнителем трещины 32. Кроме того, электропроводность, магнитная проницаемость и диэлектрическая проницаемость геологических слоев, находящихся между поверхностью и слоями 24a-24j целевых формаций, оказывают влияние на записываемые отклики. Исходя из записанных при полевых испытаниях откликов, можно определить точные характеристики заполненной расклинивающим наполнителем трещины 32.
Согласно другому варианту осуществления электрические и магнитные датчики можно помещать рядом со скважиной/стволами скважин.
В зависимости от электропроводности геологической среды, окружающей обсадную трубу 22 скважины, ток может или не может быть однородным, поскольку ток протекает назад к поверхности вдоль обсадной трубы 22 скважины. Согласно обоим вариантам осуществления, показанным на фиг. 6, утечка тока происходит вдоль ствола 20 скважины, например, вдоль пути 50 или 52, и возвращается в электрическое заземление 54, которое установлено в устье скважины. Как описано в патентной заявке США №13/206041, поданной 9 августа 2011 г., под названием «Имитация прохождения тока через обсадную трубу скважины и искусственно образованную трещину», полное раскрытие которой включено в настоящий документ ссылкой, обсадная труба скважины представлена в виде дающей утечку линии передачи в анализе данных и численном моделировании. Численная имитация показала, что для проводящей геологической среды (электропроводность более чем приблизительно 0,05 сименсов на метр (См/м)) ток будет утекать в пласт, тогда как, если электропроводность составляет менее чем приблизительно 0,05 См/м, ток будет более-менее однородным вдоль обсадной трубы 22 скважины. Как показано на фиг. 9А и 9В, для локализации тока в обсадной трубе 22 скважины могут быть установлены электрически изолированные стыки труб или хомуты для труб. Согласно варианту осуществления, показанному на фиг. 9А, изолирующее соединение можно установить путем покрытия сопрягающихся поверхностей 60 и 62 соединения материалом 64 с высокой диэлектрической прочностью, например, любым из хорошо известных и коммерчески доступных пластиковых или смолистых материалов, которые имеют высокую диэлектрическую прочность и которые имеют вязкий и эластичный характер, приспособленный для прилипания к поверхностям соединений с тем, чтобы оставаться на месте между поверхностями соединений. Как описано в патенте США №2940787, полное раскрытие которого включено в настоящий документ ссылкой, такие пластиковые или смолистые материалы включают эпоксиды, фенолы, резиновые составы и алкидные смолы, и их различные комбинации. Дополнительные материалы включают полиэфиримид и модифицированный полифениленоксид. Согласно варианту осуществления, показанному на фиг. 9В, сопрягающиеся концы 70 и 72 соединения сцеплены с электрически изолированной муфтой 74 обсадной трубы. Изображение линии передачи способно показать различные варианты обсадки скважины, например, только вертикальная, наклонные скважины, вертикальны и горизонтальные секции обсадной трубы и одинарные или множественные изоляционные прокладки.
Детектирование, определение местоположения и определение характеристик электропроводного расклинивающего наполнителя в трещине будет зависеть от нескольких факторов, включая, помимо прочего, чистую электропроводность трещины, объем трещины, электропроводность, магнитную проницаемость и диэлектрическую проницаемость геологической среды, окружающей трещину, и между трещиной и установленными на поверхности датчиками. Чистая электропроводность трещины означает комбинацию электропроводности трещины, расклинивающего наполнителя и жидкостей, когда все они помещены в геологическую среду, минус электропроводность пласта, когда трещина, расклинивающий наполнитель и жидкости не присутствовали. Также общая электропроводность заполненной расклинивающим наполнителем трещины является комбинацией электропроводности, созданной получением трещины, плюс электропроводность нового/модифицированного расклинивающего наполнителя плюс электропроводность жидкостей, плюс электрокинетические эффекты перемещения жидкостей через пористое тело, такое как набивка из расклинивающего наполнителя. Объем чрезмерно упрощенной трещины с геометрической формой плоскости можно определять путем умножения высоты, длины и ширины (т.е. зазора) трещины. Трехмерный (3D) конечно-разностный электромагнитный алгоритм, который решает уравнения Максвелла электромагнетизма, можно использовать для численной имитации. Для детектирования на поверхности Земли электромагнитного отклика заполненной расклинивающим наполнителем трещины на глубине чистая электропроводность трещины, умноженная на объем трещины в одной вычислительной ячейке конечно-разностной (FD) сетки, должна быть больше, чем приблизительно 100 См2 для модели сланца Барнетт, где общий объем трещины составляет приблизительно 38 м3. Для модели сланца Барнетт глубина трещины составляет 2000 м. Эти требования для численных имитаций можно преобразовать в свойства при эксплуатации для пластов, отличных от сланца Барнетт.
Передача и/или диффузия электромагнитных (ЕМ) волновых полей через трехмерные (3D) геологические среды регулируются уравнениями Максвелла для электромагнетизма.
Согласно одному варианту осуществления настоящего изобретения измеренные трехмерные компоненты откликов электрического и магнитного поля можно анализировать при помощи методов визуализации, таких как алгоритм инверсии, основанный на уравнениях Максвелла, и электромагнитная миграция и/или голография для определения местоположения набивки из расклинивающего наполнителя. Инверсия полученных данных для определения местоположения набивки из расклинивающего наполнителя включает регулирование параметров модели геологической среды, включая, помимо прочего, местоположение расклинивающего наполнителя в трещине или трещинах и чистую электропроводность трещины, для получения наилучшего соответствия ранних модельных расчетов откликов для предполагаемой модели геологической среды. Как описано в Bartel, L. С, Integral wave-migration method applied to electromagnetic data, Sandia National Laboratories, 1994, в способе электромагнитной волновой миграции в интегральной форме используют теорему Гаусса, где данные, полученные в отверстии, проецируются на подповерхность для получения изображения набивки из расклинивающего наполнителя. Также, как описано в Bartel, L.С, Application of ЕМ Holographic Methods to Borehole Vertical Electric Source Data to Map a Fuel Oil Spill, Sandia National Laboratories, 1993, электромагнитный голографический способ основан на сейсмическом голографическом методе и обусловлен конструктивными и разрушительными помехами, где данные и источник формы сигнала проецируются в объем геологической среды для получения изображения набивки из расклинивающего наполнителя. Из-за больших длин волн низкочастотных электромагнитных откликов для миграционных и голографических методов может быть необходимо преобразовывать данные в другой домен, где длины волн короче. Как описано в Lee, K.Н., et al., A new approach to modeling the electromagnetic response of conductive media, Geophysics, Vol. 54, No. 9 (1989), этот домен называется q-доменом. Кроме того, как описано в Lee, K.Н., et al., Tomographic Imaging of Electrical Conductivity Using Low-Frequency Electromagnetic Fields, Lawrence Berkeley Lab, 1992, при применении преобразования изменяется длина волны.
Также объединение уравнений Максвелла для электромагнетизма с физическими уравнениями, подходящими для независимых от времени изотропных сред, дает систему из шести связанных дифференциальных уравнений с частными производными первого порядка, называемых система «ЕН». Название получено от зависимых переменных, содержащихся в них, а именно вектора напряженности электрического поля Е и вектора напряженности магнитного поля Н. Коэффициенты в системе ЕН представляют собой три свойства материала, а именно электропроводность, магнитную проницаемость и диэлектрическую проницаемость. Все эти параметры могут изменяться в зависимости от 3D пространственного положения. Неоднородные условия в системе ЕН представляют различные источники электромагнитных волн и включают источники тока проводимости, источники магнитной индукции и источники тока смещения. Источники тока проводимости, представляющие движение тока в проводах, кабелях и обсадных трубах, являются наиболее часто используемыми источниками в экспериментах сбора электромагнитных данных в полевых условиях.
Подробный, временной, конечно-разностный (FD) численный метод используют для решения системы ЕН для трех компонентов вектора напряженности электрического поля Е и трех компонентов вектора напряженности магнитного поля Н в зависимости от положения и времени. Требуется представление в виде пространственной сетки параметров электромагнитной среды, называемое «модель геологической среды», и может быть получено из доступных геофизических исследований и геологической информации. Величина, направление и форма сигнала для источника тока являются также вводными данными для алгоритма. Форма сигнала может иметь форму импульсов (как в колоколообразном импульсе) или может быть повторяющейся прямоугольной волной, содержащей как положительные, так и отрицательные участки, но не ограничена этими двумя конкретными вариантами. Выполнение численного алгоритма дает электромагнитные отклики в виде временного ряда, записываемого в пунктах приема, распределенных на сетке модели геологической среды или в ней. Эти отклики представляют три компонента вектора Е или Н или их производные по времени.
Повторное выполнение конечно-разностного численного алгоритма облегчает получение количественной оценки величины и частотного содержания электромагнитных откликов (измеренных на поверхности земли или вблизи стволов скважин), когда важные параметры модели изменяются. Например, глубина источника тока может изменяться от близповерхностной до глубокой. Источник тока может быть помещен в точке или может быть пространственно протяженной линией передачи, как в случае с электрически заряженной обсадной трубой. Форма сигнала источника может быть широкополосной или узкополосной по спектральному составу. Наконец, изменения электромагнитной модели геологической среды можно сделать, возможно, для оценки экранирующего действия близповерхностных проводящих слоев. Целью такой операции моделирования является оценка чувствительности записываемых электромагнитных данных к изменениям соответствующих параметров. В свою очередь, эту информацию используют для получения оптимальной геометрии системы наблюдений данных полевых исследований, что имеет значительный потенциал для изображения заполненной расклинивающим наполнителем трещины на глубине.
Электрический и магнитный отклики масштабируют в зависимости от величины тока на входе. Для получения откликов свыше фоновых электромагнитных помех может требоваться большой ток порядка 10-100 ампер. Сопротивление электрического кабеля в точке токового контакта и сопротивление заземления будут определять напряжение, которое требуется для получения желаемого тока. Сопротивление контакта, как предполагают, будет небольшим и не будет преобладать над требуемым напряжением. Кроме того, может быть необходимо суммировать много повторений измеренных данных для получения измеримого уровня сигнала над уровнем шума. При применении в промысловых условиях и модельных условиях можно использовать временную форму сигнала источника тока. Обычная временная форма сигнала состоит из длительности импульса положительного тока, за которым следует время между импульсами, за которым следует длительность импульса отрицательного тока. Другими словами, + ток, затем отсутствие тока, затем - ток, затем снова отсутствие тока. Частоту импульсов, которую следует использовать, будут определять путем того, как долго ток был включен, пока не было достигнуто установившееся состояние, или, альтернативно, как надолго ток возбуждения следует отключать, пока поля не станут близкими к нулю. В этом примерном способе измеренные отклики будут анализировать при помощи как значений установившегося состояния, таки и ослабевших полей после отключения тока. Преимущество анализа данных, когда ток возбуждения равен нулю (затухающие поля), состоит в том, что вклад первичного поля (отклик от передающего проводника; т.е. обсадной трубы скважины) исключали, и измеряли только отклики среды. Кроме того, период отключения временных входных сигналов обеспечивает анализ электрических полей постоянного тока, которые могут возникать из-за электрокинетических эффектов, включая, помимо прочего, текущие жидкости и расклинивающий наполнитель в ходе процесса гидроразрыва. Свойства трещины (ориентация, длина, объем, высота и асимметрия) будут определять посредством инверсии измеренных данных и/или формы голографического восстановления этой части геологической среды (трещины), что давала измеренные электрические отклики или вторичные поля. Согласно некоторым вариантам осуществления наблюдение до гидроразрыва будет подготовлено для исключения вторичных полей из-за трещины. Специалисты в данной области техники поймут, что также можно использовать другие техники анализа записанных электромагнитных данных, такие как использование импульсной формы сигнала источника тока и инверсии с учетом формы импульса наблюдаемых электромагнитных данных.
Эксперимент с получением данных полевых испытаний проводили для тестирования изображения линии передачи источника тока обсадки скважины. Рассчитанное электрическое поле и измеренное электрическое поле хорошо согласуются. Этот тест показал, что реализация источника тока линии передачи в 3D конечно-разностном электромагнитном коде дает точные результаты. Согласие, конечно, зависит от точной модели, описывающей электромагнитные свойства геологической среды. В этом эксперименте с получением данных полевых испытаний обычный электрический лаг использовали для определения электрических свойств геологической среды, окружающей тестовую скважину, и для построения модели геологической среды.
Следующие примеры включены для иллюстрации типичных вариантов осуществления настоящего изобретения. Специалистам в данной области техники будет понятно, что техники, раскрытые в этих примерах, представлены только для иллюстрации, а не ограничения. Конечно, специалисты в данной области техники поймут, в свете настоящего раскрытия, что многие изменения можно сделать в конкретных вариантах осуществления, которые раскрыты, и все еще получить подобный или аналогичный результат без отклонения от сущности и объема настоящего изобретения.
Пример 1
Обычные керамические расклинивающие наполнители низкой плотности и средней плотности, которые коммерчески доступны от CARBO Ceramics Inc. из Хьюстона, Техас, под торговыми наименованиями CARBOLITE® (CL) 20/40, CARBOHYDROPROP® (HP или HYDROPROP) 40/80, CARBOPROP® 20/40 и CARBOPROP 40/70, покрывали тонкими слоями металлов при помощи РЧ магнетронного распыления. Три целевых металла использовали для осаждения, а именно алюминий, медь и никель. Осаждения проводили в камере для распыления при помощи 200 Вт источника РЧ энергии, давлении осаждения 5 мторр и фонового расхода аргона 90 см3/минуту. Камера для распыления имела три шарнирно соединенных 2-дюймовых держателя мишени, которые можно использовать для покрытия сложных форм. Система также имела вращающуюся, охлаждаемую водой платформу для образца, которую использовали при конфигурации с распылением вниз. Перед нанесением покрытия на расклинивающие наполнители скорости осаждения для трех металлов определяли путем распыления металлов на кремниевые пластины и измерения толщины покрытия при помощи статического анализа посредством сканирующего электронного микроскопа (SEM) с SEM Zeiss Neon 40.
Расклинивающие наполнители загружали в камеру для распыления на алюминиевый противень диаметром 12 дюймов с высотой стенок 1 дюйм. Приблизительно 130 г расклинивающего наполнителя использовали для каждого цикла покрытия. Это количество расклинивающего наполнителя обеспечивало примерно один слой расклинивающего наполнителя на основании противня. Расклинивающий наполнитель «перемешивали» при осаждении, используя тонкую металлическую проволоку длиной 6 дюймов, которую подвешивали над противнем и помещали в контакт с расклинивающим наполнителем на противне. Время осаждения покрытия удваивали по сравнению с тем, которое определяли из измерений для толщины покрытия на кремниевой пластины, для грубого учета покрытия расклинивающих наполнителей на одной стороне, переворота их на другую сторону, а затем нанесения покрытия на другую сторону. Покрытия приблизительно 100 нм и приблизительно 500 нм осаждали на каждый тип расклинивающего наполнителя с каждым из трех металлов.
После процесса покрытия расклинивающий наполнитель осматривали визуально и при помощи оптического микроскопа. Результаты показали, что расклинивающий наполнитель с более тонким покрытием приблизительно 100 нм имел в общем неравномерное покрытие, тогда как расклинивающий наполнитель с более толстым покрытием приблизительно 500 нм имел равномерное покрытие.
Пример 2
Обычные керамические расклинивающие наполнители низкой плотности и средней плотности, которые коммерчески доступны от CARBO Ceramics Inc. из Хьюстона, Техас, под торговыми наименованиями CARBOLITE 20/40, CARBOHYDROPROP 40/80, CARBOPROP 20/40 и CARBOPROP 40/70, сенсибилизировали и активировали погружением в 2,0% раствор хлорида олова на приблизительно 3 минуты, ополаскиванием водой, погружением в 0,01% раствор хлорида палладия на приблизительно 3 минуты и, наконец, тщательным ополаскиванием водой.
Получали никелевый раствор для электролитической ванны, который содержал 25 г гексагидрата сульфата никеля, 20 г гипофосфата натрия, 11 г дигидрата цитрата натрия и 10 г ацетата натрия на литр дистиллированной воды. рН электролитической ванны регулировали на уровне 5 при помощи серной кислоты и электролитическую ванну затем нагревали до температуры 90°С. Ранее сенсибилизированные и активированные образцы расклинивающего наполнителя затем добавляли в ванну и наносили покрытие в течение 1-30 минут для получения электропроводного покрытого никелем расклинивающего наполнителя. После процесса нанесения покрытия образцы расклинивающего наполнителя с покрытием осматривали визуально и при помощи оптического микроскопа.
Пример 3
Обычные керамические расклинивающие наполнители низкой плотности и средней плотности, которые коммерчески доступны от CARBO Ceramics Inc. из Хьюстона, Техас, под торговыми наименованиями CARBOLITE 20/40, CARBOHYDROPROP 40/80, CARBOPROP 20/40 и CARBOPROP 40/70, сенсибилизировали и активировали погружением в 2,0% раствор хлорида олова на приблизительно 3 минуты, ополаскиванием водой, погружением в 0,01% раствор хлорида палладия на приблизительно 3 минуты и, наконец, тщательным ополаскиванием водой.
Получали медный раствор для электролитической ванны, который содержал 53 г тартрата калия-натрия, 19 г сульфата меди, 13 г гидроксида натрия и 21 г карбоната натрия на литр дистиллированной воды. Электролитическую ванну затем готовили путем добавления 10-40 мл формальдегида на литр концентрата. Электролитическую ванну затем нагревали до 45°С. Ранее сенсибилизированные и активированные расклинивающие наполнители затем добавляли в ванну и наносили покрытие в течение 1-30 минут для получения электропроводного покрытого медью расклинивающего наполнителя. После процесса нанесения покрытия образцы расклинивающего наполнителя с покрытием осматривали визуально и при помощи оптического микроскопа.
Пример 4
В этом примере 57 грамм CARBOLITE 20/40 погружали в 20 мл деионизированной воды, содержащей 10 мг боргидрида натрия и 1 мкл TweenTM 20 (PEG(20) сорбитанмонолаурат). Эту смесь затем выпаривали на поверхности частиц путем сушки в печи при 85°С. Эти высушенные частицы затем переносили в ванну, полученную из набора для никелирования химическим восстановлением фирмы Caswell, который коммерчески доступен от Caswell Inc. из Лайонса, Нью-Йорк, где сразу же начинали осаждение металла. Этот пример показывает, что поверхность керамических частиц можно активировать без использования палладия или других благородных металлов. Обнаружили, что поверхность частиц можно активировать пропитыванием частиц раствором восстанавливающего средства, такого как боргидрид натрия или цианоборгидрид натрия, причем этот раствор можно или сушить на частицах или частицы, увлажненные этим раствором, можно переносить в ванну для осаждения химическим восстановлением, оба из этих вариантов достаточны для активации осаждения металла.
Пример 5
Обнаружили, что некоторые керамические смеси, используемые для получения расклинивающих наполнителей, содержат значительное количество окисленного железа или фрагментов железа. Эти фрагменты железа можно восстанавливать до элементарного железа, которое является каталитически активным к растворам меди и никеля для электролизной металлизации. В этом примере 57 грамм CARBOPROP 20/40 помещали в лодочку оксида алюминия, которую вставляли в трубчатую печь в атмосфере 5% водорода в аргоне. Температуру повышали до 700°С в течение периода в два часа и CARBOPROP 20/40 позволяли пропитаться в течение двух часов. Печи позволяли остыть естественным образом, и после удаления из печи образец имел состояние для нанесения покрытия.
Этот пример показывает, что путем использования исходного содержания железа на частицы расклинивающего наполнителя можно наносить покрытие без необходимости в дополнительных активаторах, таких как Pd. Восстановление ионов железа на поверхности до атомарного железа можно вызывать в конце процесса производства путем поддержания восстановительной среды в печи, что может отличаться присутствием монооксида углерода или других продуктов частичного сгорания. Железо на поверхности частиц расклинивающего наполнителя можно также восстанавливать после изготовления путем воздействия монооксида углерода или водорода при повышенных температурах, которые могут составлять от приблизительно 300°С до приблизительно 1100°С. Наконец, железо на поверхности частиц можно восстанавливать путем помещения частиц в раствор восстанавливающего средства, такого как боргидрид натрия. После восстановления этих центров железа на поверхности на частицы можно наносить покрытие при помощи растворов для электролизной металлизации.
При использовании в качестве расклинивающего наполнителя с частицами, описанными в настоящем документе, можно поступать таким же образом, как с обычными расклинивающими наполнителями. Например, частицы можно поставлять на буровую площадку в мешках или насыпом вместе с другими материалами, используемыми при обработке гидроразрывом. Обычное оборудование и техники можно использовать для размещения частиц в пласте в качестве расклинивающего наполнителя. Например, частицы смешивают с жидкостью для гидроразрыва, которую затем закачивают в трещину в пласте.
Пример 6
Обычные керамические расклинивающие наполнители низкой плотности, которые коммерчески доступны от CARBO Ceramics Inc. из Хьюстона, Техас под торговыми наименованиями CARBOLITE 20/40 и CARBOHYDROPROP 40/80, покрывали тонкими слоями проводящего полимера при помощи планетарного настольного смесителя с «В»-образной плоской мешалкой и колбонагревателем. Приблизительно 500 г расклинивающего наполнителя использовали для каждого цикла покрытия. Покрытия, составляющие 0,1 масс. % и 0,4 масс. % расклинивающего наполнителя, получали, как показано в таблице I ниже.

В каждом случае расклинивающий наполнитель нагревали до температуры 150-200°С в печи и добавляли в стальной смесительный бачок. Промотор адгезии, такой как аминопропилтриэтоксисилан, аминофункционализированное связующее средство, и глицидилоксипропилтриметоксисиалн, функционализированное органосилановое связующее средство, добавляли в нагретый расклинивающий наполнитель для усиления связи между неорганическим носителем и органическим полимером. Смесительный бачок устанавливали во внешнем колбонагревателе для обеспечения поддержания тепла в системе, когда добавляли добавки. «В»-образная плоская лопатка проходила вдоль стороны поверхностей стенки смесительного бачка по круговым орбитам со средней скоростью приблизительно 280 об/мин, в то же время смесительный бачок оставался на месте, при этом обеспечивая полное смешивание за короткое время. Типичное описание партий показано в таблице II ниже.
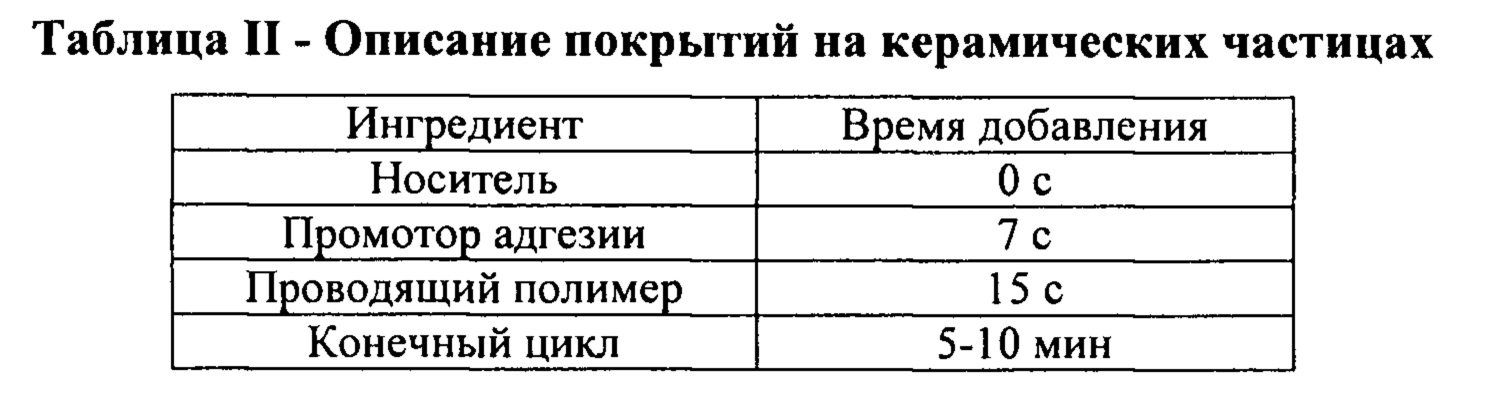
Кроме того, 0,1% и 0,4% покрытия получали путем добавления PEDOT:PSS в фенолформальдегидное (новолачное) покрытие при помощи планетарного смесителя с «В»-образной плоской лопаткой и колбонагревателем, как описано выше. Приблизительно 500 г расклинивающего наполнителя использовали для каждого цикла покрытия. Для 0,1 масс. % и 0,4 масс. % покрытия расклинивающего наполнителя приблизительно 42 г и 167 г PEDOT:PSS, соответственно, добавляли в 500 г расклинивающего наполнителя с 20 г фенолформальдегидной (новолачной) смолой, сшитой с гексамином (13% гексамина в пересчете на фенолформальдегидную (новолачную) смолу), с промоторами адгезии и без них, как указано выше. Обычное описание партий показано в таблице III ниже.
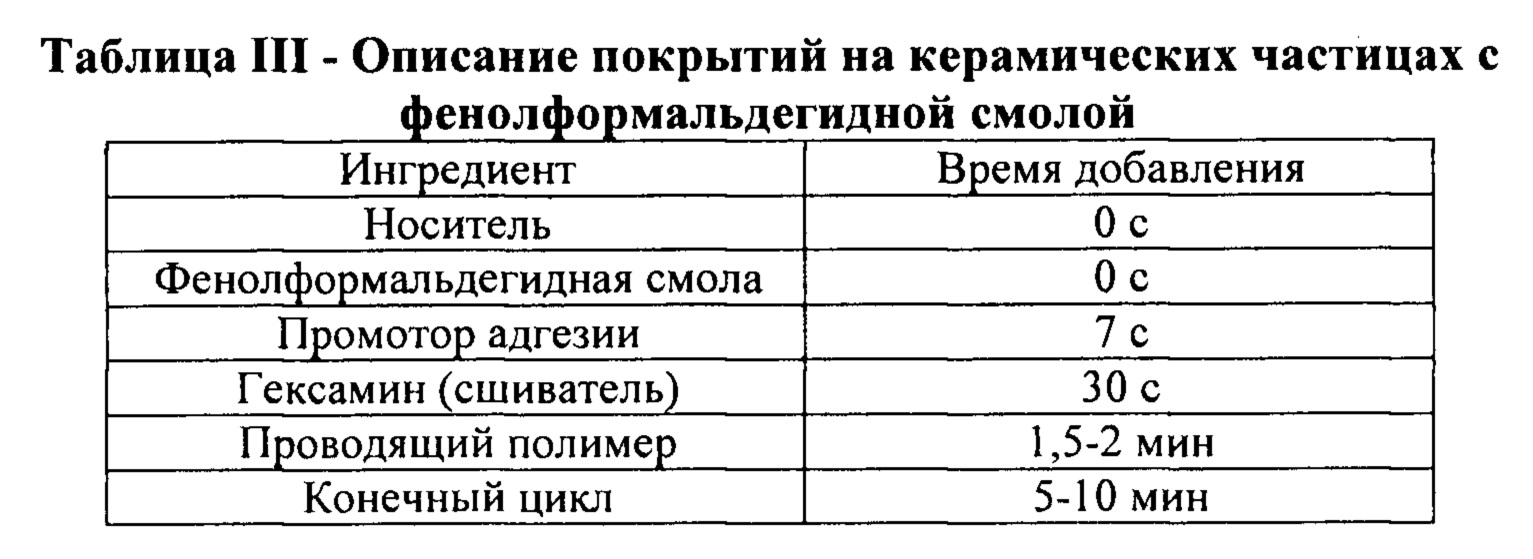
После процесса нанесения покрытия образцы расклинивающего наполнителя с покрытием осматривали визуально и при помощи оптического микроскопа.
Пример 7
Электропроводность различных образцов расклинивающего наполнителя полученного согласно примерам 1-3 и 6, а также образцов расклинивающего наполнителя без покрытия измеряли при помощи тестового устройства показанного на фиг. 10. Как показано на фиг. 10, тестовая система 1000 включала изолирующую плиту 1002 из нитрида бора, имеющую внутренний диаметр 0,5 дюйма и наружный диаметр 1,0 дюйм, расположенную в просверленном отверстии 1004 в стальной плите 1006, в которой отверстие 1004 имело внутренний диаметр 1,0 дюйм. Верхний и нижний стальные плунжеры 1008 и 1010, имеющие наружный диаметр 0,5 дюйма, вставляли в верхний и нижний концы 1012, 1014, соответственно, изолирующей плиты 1002 из нитрида бора так, что камера 1016 образовывалась между передним концом 1018 верхнего плунжера 1008, передним концом 1020 нижнего плунжера 1010 и внутренней стенкой 1022 втулки 1002 из нитрида бора. Верхний плунжер 1008 удаляли из изолирующей плиты 1002 из нитрида бора и расклинивающий наполнитель загружали в камеру 1016, пока слой 1024 расклинивающего наполнителя не достигал высоты на приблизительно 1-2 см выше переднего конца 1020 нижнего плунжера 1010. Верхний плунжер 1008 затем повторно устанавливали в изолирующую плиту 1002 из нитрида бора, пока передний конец 1018 верхнего плунжера 1008 не входил в контакт с расклинивающим наполнителем 1024. Медный провод 1026 соединяли с верхним плунжером 1008 и одним полюсом каждого из источника 1028 тока и вольтметра 1030. Второй медный провод 1032 соединяли с нижним плунжером 1010 и одним полюсом каждого из источника 1028 тока и вольтметра 1030. Источник тока может быть любым подходящим источником постоянного тока, хорошо известным специалистам в данной области техники, таким как блок измерения высокого напряжения Keithley 237 в режиме источника постоянного тока, а вольтметр может быть любым подходящим вольтметром, хорошо известным специалистам в данной области техники, таким как мультиметр, измеряющий истинное среднеквадратическое значение напряжения, Fluke 175, который можно использовать в режиме постоянного мВ тока для некоторых примеров, и в режиме омметра для образцов с высоким сопротивлением.
Источник тока включали и затем измеряли сопротивление тестовой системы 1000 со слоем 1024 расклинивающего наполнителя в камере 1016. Сопротивление расклинивающего наполнителя 1024 затем измеряли при помощи мультимера в зависимости от давления, используя как верхний плунжер 1008, так и нижний плунжер 1010 в качестве электродов и для приложения давления к слою 1024 расклинивающего наполнителя. В частности, R=V/I - сопротивление системы при контакте с плунжерами вычитали из значений, измеренных для слоя 1024 расклинивающего наполнителя в камере 1016, и электрического удельного сопротивления, ρ=R*A/t, где А представляет собой площадь, занятую слоем 1024 расклинивающего наполнителя, a t представляет собой толщину слоя 1024 расклинивающего наполнителя между верхним плунжером 1008 и нижним плунжером 1010.
Результаты являются следующими.
Электрические измерения основных расклинивающих наполнителей без добавления какого-либо проводящего материала проводили при постоянном токе 100 В на образцах, которые были 50 об. % расклинивающего наполнителя в воске, которые спрессовывали в диски с номинальным диаметром 1 дюйм и толщиной приблизительно 2 мм. Используя эти значения для расчета электрического удельного сопротивления и используя измеренное электрическое удельное сопротивление для чистого воска, значения ниже экстраполировали путем нанесения на график log (электрическое удельное сопротивление) относительно объемной доли расклинивающего наполнителя и экстраполировали для объемной доли одного из:
CARBOPROP 40/70: 2×1012 Ом-см
CARBOPROP 20/40: 0,6×1012 Ом-см
CARBOHYDROPROP: 1,8×1012 Ом-см
CARBOECONOPROP: 9×1012 Ом-см
Следует отметить, что электрические удельные сопротивления образцов, измеренные выше, являются очень высокими и не подходят для детектирования в настоящем изобретении.
Проводили электрические измерения основных расклинивающих наполнителей с покрытиями из алюминия толщиной 100 нм и 500 нм, полученных согласно примеру 1, и основных расклинивающих наполнителей с покрытиями из 0,1% или 0,4% поли(3,4-этилендиокситиофена) (PEDOT), с аминосиланом или без него. Результаты показаны в таблице IV ниже и на фиг. 11.
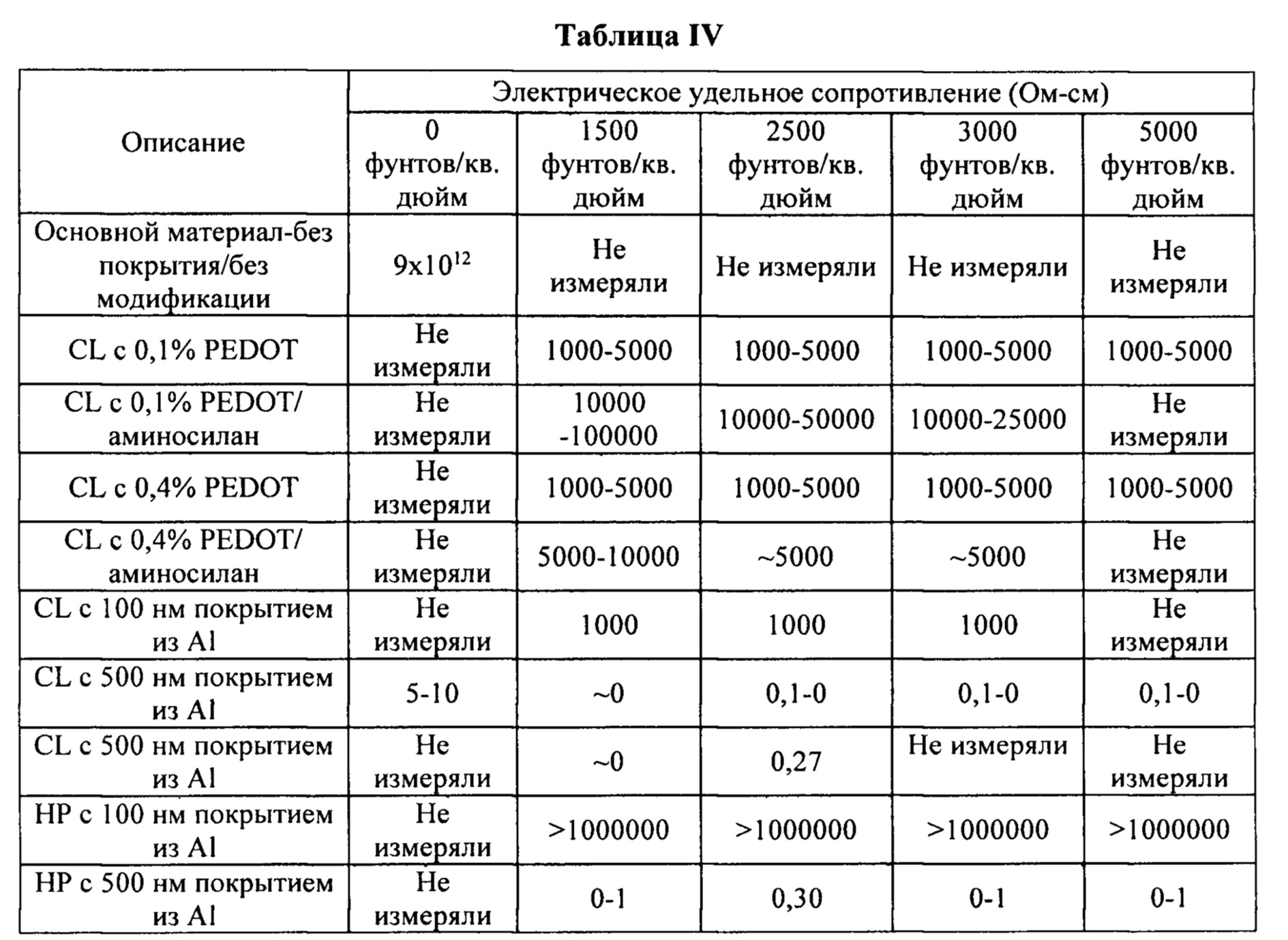
Как можно увидеть на фиг. 11, наилучшие результаты в отношении электропроводности получали с CARBOLITE 20/40 и CARBOHYDROPROP 40/80, имеющими покрытие из алюминия толщиной 500 нм.
Проводили электрические измерения смесей основных расклинивающих наполнителей с различными процентными содержаниями таких основных расклинивающих наполнителей с покрытиями из алюминия толщиной 500 нм, полученными согласно примеру 1. Результаты показаны в таблицах V и VI ниже и на фиг. 12-13.
В таблице V показаны данные для смесей CARBOLITE 20/40 с покрытием из алюминия 500 нм и CARBOLITE 20/40 без добавления проводящего материала. Для каждого образца, показанного в таблице V, 3 г материала образца помещали в 0,5-дюймовый штамп для получения площади 0,196 квадратного дюйма. Приложенный ток для каждого теста составлял 5 мА, и тесты проводили при комнатной температуре.
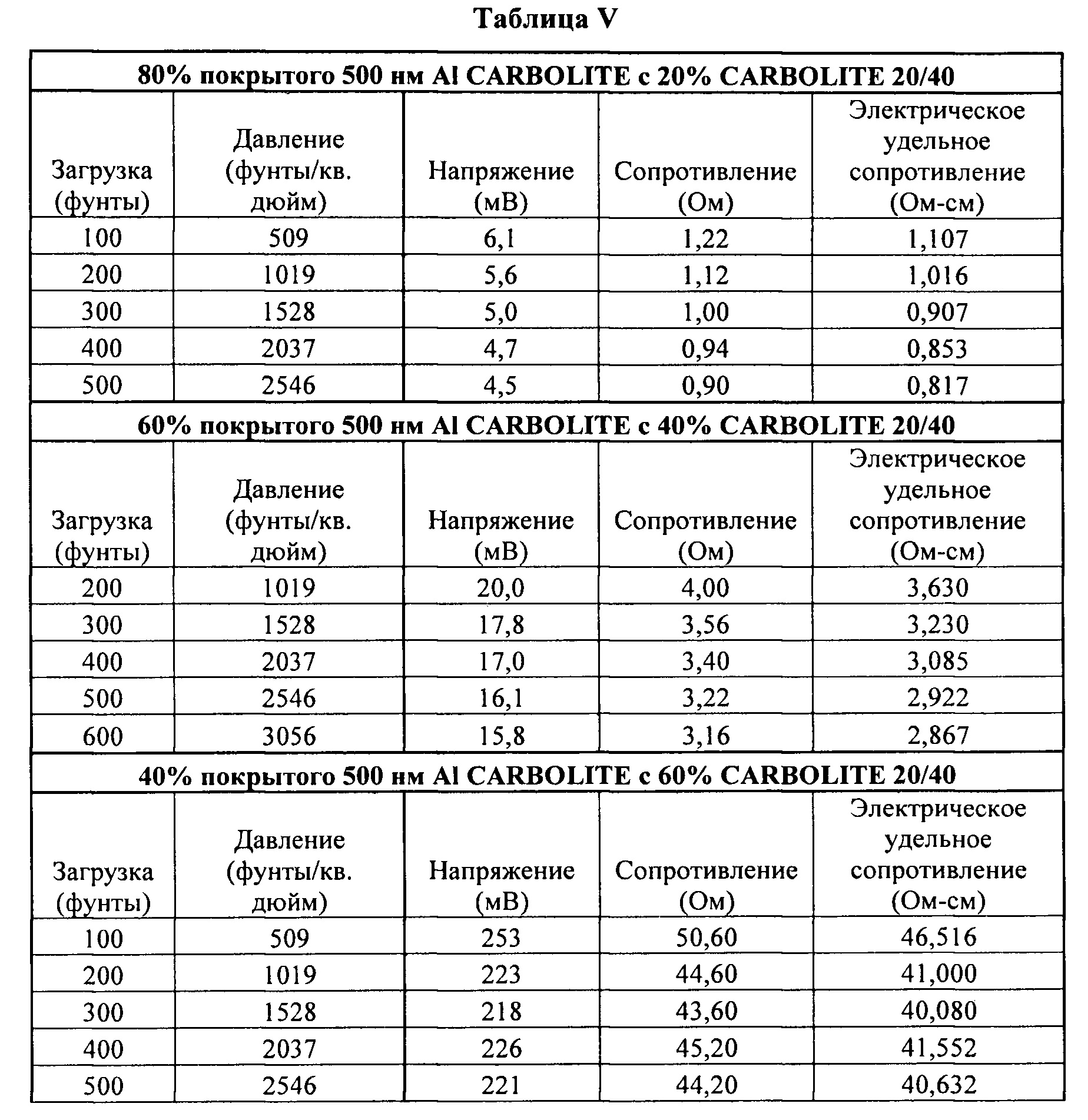
В таблице VI показаны данные для смесей HYDROPROP 40/80 с покрытием из 500 нм алюминия и HYDROPROP 40/80 без добавления проводящего материала. Для каждого образца, показанного в таблице VI, 3 г материала образца помещали в 0,5-дюймовый штамп для получения площади 0,196 квадратного дюйма. Приложенный ток для каждого теста составлял 5 мА, и тесты проводили при комнатной температуре.

Как видно из таблиц V и VI, а также фиг. 12-13, электрическое удельное сопротивление набивок из расклинивающего наполнителя, несмотря на относительные количества расклинивающего наполнителя с покрытием или без покрытия, стремится к снижению при повышении давления смыкания трещины. Кроме того, когда относительное количество расклинивающего наполнителя без покрытия увеличивается, а относительное количество расклинивающего наполнителя с покрытием снижается, электрическое удельное сопротивление набивок из расклинивающего наполнителя сильно повышается. Наконец, наименьшее электрическое удельное сопротивление достигается с покрытым Аl на 100% расклинивающим наполнителем. Смесь расклинивающего наполнителя с покрытием или без покрытия не дает измерения электрического удельного сопротивления, меньшие, чем у покрытого Аl на 100% расклинивающего наполнителя.
Также проводили электрические измерения расклинивающих наполнителей с покрытиями из никеля и меди. Результаты показаны в таблице VII ниже и на фиг. 14. В таблице VII показаны данные для CARBOLITE 20/40 с покрытием из никеля и CARBOLITE 20/40 с покрытием из меди. Для каждого образца, показанного в таблице VII, материал образца помещали в 0,5-дюймовый штамп. Приложенное напряжение для каждого теста составляло 0,005 В.
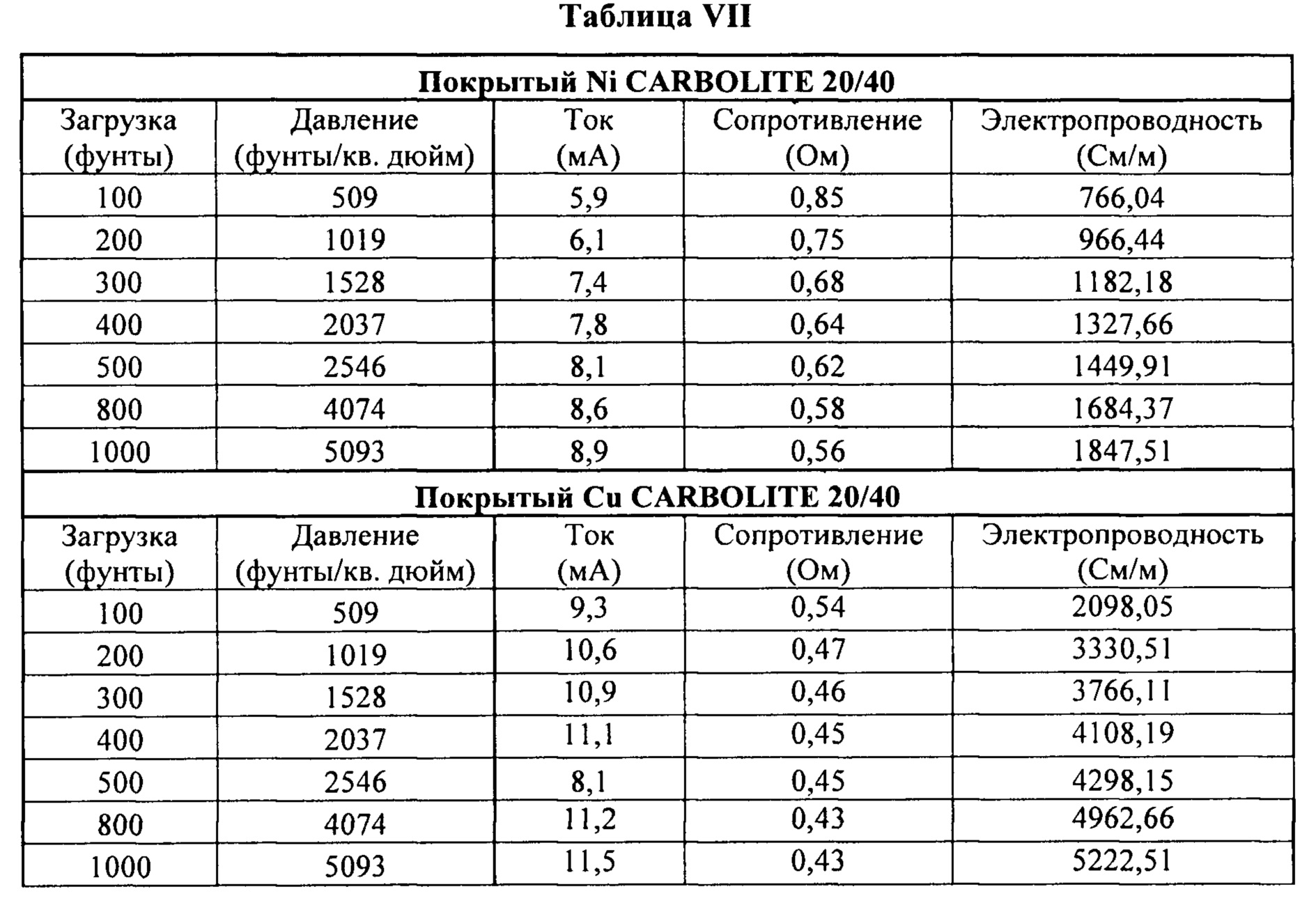
Также проводили электрические измерения расклинивающих наполнителей с покрытиями различной толщины никеля. Результаты показаны в таблице VIII ниже и фиг. 15. В таблице VIII показаны данные для CARBOLITE 20/40 с покрытием из никеля толщиной 0,27 микрона, 0,50 микрона, 0,96 микрона, 2,47 микрона и 3,91 микрона. Один образец на фиг. 15 стал окисленным и из-за этого не был достаточно проводящим для целей данного примера. Для каждого образца, показанного в таблице VIII, материал образца помещали в 0,5-дюймовый штамп. Приложенное напряжение для каждого теста составляло 0,01 В.
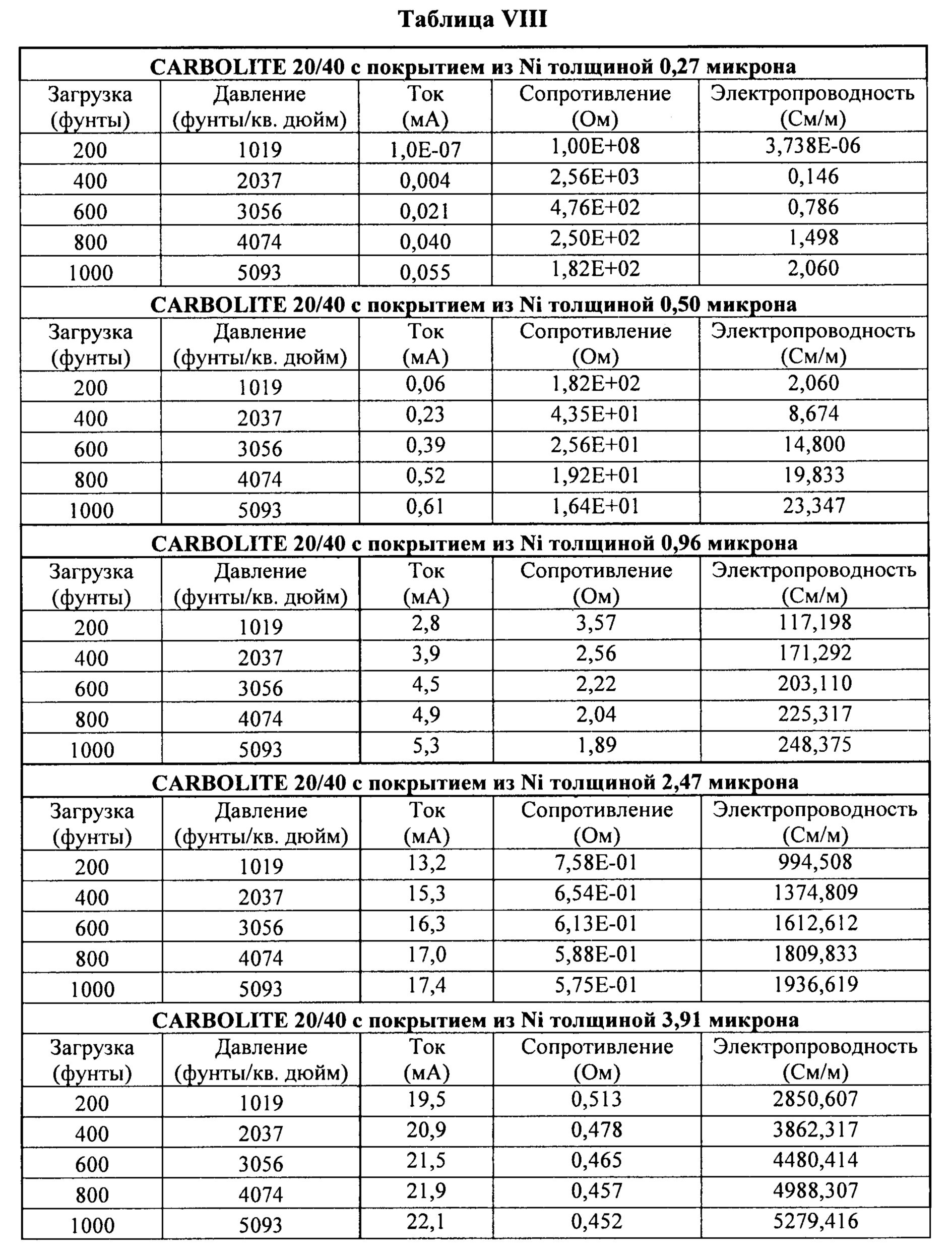
Также проводили электрические измерения расклинивающих наполнителей с покрытиями из никеля и меди в зависимости от воздействия KCl. Результаты показаны в таблице IX ниже и фиг. 16. В таблице IX показаны данные для CARBOLITE 20/40 с покрытием из никеля и CARBOLITE 20/40 с покрытием из меди. Каждый образец подвергали действию 2% раствора KСl с рН 10 и температурой 120°С в течение 0 дней, 1 дня, 3 дней и 7 дней. Для каждого образца, показанного в таблице IX, материал образца помещали в 0,5-дюймовый штамп под давлением 3560 фунтов/кв. дюйм.
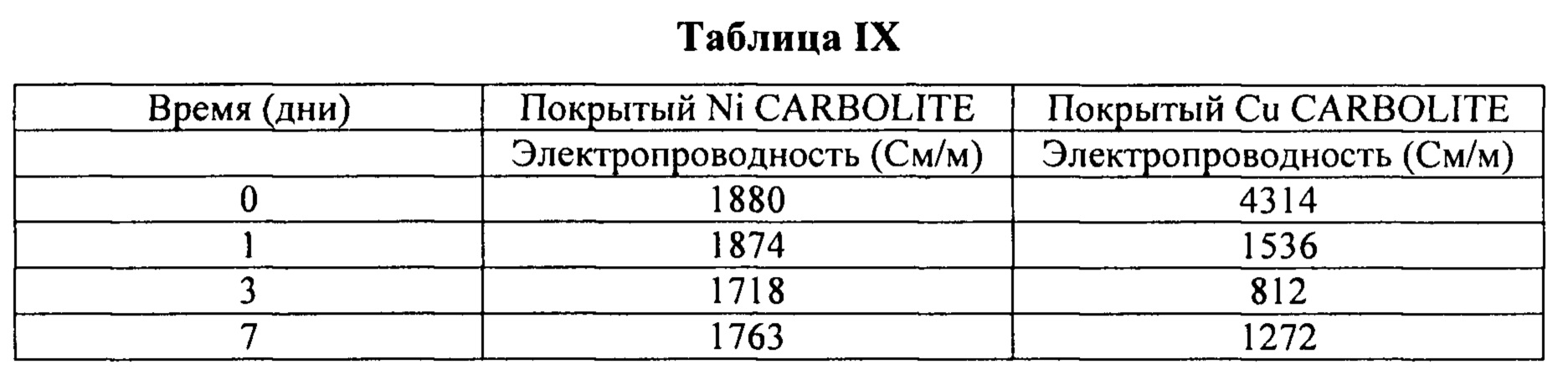
Как видно из таблицы VII и фиг. 14, покрытие из меди обеспечивает большую электропроводность, чем электропроводность, обеспечиваемая никелем. Как видно из таблицы VIII и фиг. 15, уменьшение толщины покрытия из никеля обеспечивает снижение электропроводности. И как видно из таблиц VII и VIII, а также фиг. 14 и 15, электропроводность набивок из расклинивающего наполнителя, несмотря на относительные количества расклинивающего наполнителя с покрытием или без покрытия, как правило, увеличивается при увеличении давления смыкания трещины. Наконец, воздействие раствора KСl сильно снижает электропроводность расклинивающего наполнителя с покрытием из меди, но имеет незначительное влияние на электропроводность расклинивающего наполнителя с покрытием из никеля.
В типичном способе гидроразрыва подземного пласта рабочую жидкость подают в пласт со скоростью и под давлением, достаточными для открытия в нем трещины, и жидкость, содержащую обожженные, по существу круглые и сферические частицы, полученные из суспензии, как описано в настоящем документе, и имеющие одно или более свойств, как описано в настоящем документе, подают в трещину для расклинивания трещины в открытом состоянии.
Вышеуказанное описание и варианты осуществления предназначены для иллюстрации настоящего изобретения, не ограничивая его ими. Будет понятно, что различные модификации можно сделать в настоящем изобретении без отклонения от его сущности и объема.
Реферат
Настоящее изобретение относится к гидравлическому разрыву подземных формаций с использованием расклинивающих наполнителей. Набивка из расклинивающего наполнителя для использования при стимуляции углеводородсодержащего пласта, содержащая множество частиц, где каждая указанная частица содержит по существу равномерное покрытие из электропроводного металла с толщиной по меньшей мере 10 нм, образованное на наружной поверхности каждой указанной частицы, причем каждая частица характеризуется удельной массой менее 4 и размером от приблизительно 80 меш до приблизительно 10 меш, набивка характеризуется электропроводностью по меньшей мере приблизительно 5 См/м и увеличение нагрузки на набивку в 2 раза повышает электропроводность набивки по меньшей мере на 50%. Способ получения указанного выше наполнителя, включающий контакт множества частиц с щелочным раствором с рН свыше 8 для получения обработанных частиц и контакт обработанных частиц с раствором для нанесения покрытия, содержащим один или более электропроводных металлов, для получения электропроводных частиц расклинивающего наполнителя, содержащих по существу равномерное покрытие из электропроводного металла с толщиной по меньшей мере 10 нм, образованное на наружной поверхности каждой указанной частицы, где набивка из электропроводных частиц расклинивающего наполнителя характеризуется электропроводностью по меньшей мере приблизительно 5 См/м и увеличение нагрузки на набивку в 2 раза повышает электропроводность набивки по меньшей мере на 50%. Способ получения указанного выше наполнителя, включающий активацию множества обожженных, по существу круглых и сферических частиц для получения активированных частиц, где каждая из множества обожженных, по существу круглых и сферических частиц характеризуется удельной массой менее 4 и размером от приблизительно 80 меш до приблизительно 10 меш, контакт активированных частиц с раствором для нанесения покрытия, содержащим один или более электропроводных металлов, для получения электропроводных частиц расклинивающего наполнителя, содержащих по существу равномерное покрытие из электропроводного металла с толщиной по меньшей мере 10 нм, образованное на наружной поверхности каждой указанной частицы, где набивка из электропроводных частиц расклинивающего наполнителя характеризуется электропроводностью по меньшей мере приблизительно 5 См/м, и увеличение нагрузки на набивку в 2 раза повышает электропроводность набивки по меньшей мере на 50%. Технический результат – повышение эффективности детектирования расклинивающего наполнителя в трещине во времени. 3 н. и 17 з.п. ф-лы, 16 ил., 9 табл., 7 пр.
Комментарии