Электропровод, прикрепленный к внешней детали, жгут проводов, включающий в себя такой электропровод, прикрепленный к внешней детали, и способ его изготовления - RU2552840C2
Код документа: RU2552840C2
Чертежи












Описание
Область техники, к которой относится изобретение
Настоящее изобретение относится к электропроводу, прикрепленному к внешней детали, который включает в себя внешнюю деталь, выполненную с возможностью введения в зацепление с отверстием в панели, на которой уложен жгут проводов, и к жгуту проводов, который включает в себя упомянутый электропровод, прикрепленный к внешней детали.
Предшествующий уровень техники
В моторном транспортном средстве закрепляют различные типы электронных устройств и электрооборудования. В моторном транспортном средстве, жгуты проводов укладывают в электронных устройствах и электрооборудовании для подачи электроэнергии из батареи или передачи сигналов управления из блока управления.
Жгут проводов включает в себя различные типы внешних деталей, такие как зажимы поводов, крепежные втулки жгута проводов и предохранительные устройства жгута проводов.
Обычный способ изготовления обычного жгута проводов включает этап укладки множества электропроводов, содержащих соединители, предусмотренные на их концах, в заданных положениях на монтажной панели по схеме разводки, нанесенной на нее в заданном порядке, этап прикрепления внешней детали, включающий закрепление внешних деталей в заданных положениях на жгуте электропроводов, изготовленном из множества электропроводов, уложенных на этапе разводки, и этап обмотки, включающий обматывание виниловой ленты вокруг жгута электропроводов, на котором закреплены внешние детали во время этапа закрепления внешних деталей (см, например, PTL 1).
Перечень упоминаемых документов
Патентные документы
[PTL 1] JP-A-2004-356064
Краткое изложение сущности изобретения
Однако, в соответствии с обычным способом изготовления жгута проводов, во время этапа закрепления внешних деталей, рабочий регулирует положения прикрепления внешних деталей одна за другой с использованием регулировочного приспособления. Это усложняет регулировку положений прикрепления внешних деталей. Соответственно, увеличивается время, требующееся для изготовления жгута проводов.
Во время этапа прикрепления внешних деталей, установочные положения внешних деталей отклоняются в зависимости от условий электропроводов, уложенных на упомянутом приспособлении, и, следовательно, уменьшается точность прикрепления внешних деталей.
Кроме того, во время регулирования положений прикрепления внешних деталей, точность прикрепления изменяется в зависимости от уровня квалификации каждого рабочего.
Задачей настоящего изобретения является создание электропровода, прикрепленного к внешней детали, и жгута проводов, включающего в себя упомянутый электропровод, прикрепленный к внешней детали, с целью упрощения изготовления жгута проводов и повышения точности прикрепления внешних деталей на жгуте проводов.
Для решения упомянутой задачи, в соответствии с первым аспектом настоящего изобретения, предусмотрен электропровод, прикрепленный к внешней детали, в котором упомянутая внешняя деталь, выполненная с возможностью введения в зацепление с отверстием в панели, на которой уложен жгут проводов, закреплена на электропроводе, причем упомянутая внешняя деталь изготовлена из смолы и выполнена за одно целое на упомянутом электропроводе, и при этом относительное положение внешней детали к электропроводу обеспечивается в таком положении, в котором внешняя деталь может быть введена в зацепление с отверстием в панели.
В соответствии со вторым аспектом настоящего изобретения, предусмотрен жгут проводов, содержащий электропровод, прикрепленный к внешней детали, в котором внешняя деталь, выполненная с возможностью введения в зацепление с отверстием в панели, на которой уложен жгут проводов, закреплена на электропроводе, и по меньшей мере один электропровод, который связан с упомянутым электропроводом, прикрепленным к внешней детали, причем упомянутая внешняя деталь изготовлена из смолы и выполнена за одно целое на электропроводе, и при этом относительное положение внешней детали к электропроводу обеспечивается в таком положении, в котором внешняя деталь может быть введена в зацепление с отверстием в панели.
В соответствии с третьим аспектом настоящего изобретения, предусмотрен способ изготовления жгута проводов, содержащего электропровод, прикрепленный к внешней детали, в котором внешняя деталь, выполненная с возможностью введения в зацепление с отверстием в панели, на которой уложен жгут проводов, закреплена на электропроводе, и по меньшей мере один электропровод, который привязан к упомянутому электропроводу, прикрепленному к внешней детали, при этом упомянутый по меньшей мере один электропровод связывают и прикрепляют к упомянутому электропроводу, прикрепленному к внешней детали, упомянутому в первом аспекте.
В соответствии с четвертым аспектом настоящего изобретения, предусмотрен способ изготовления электропровода, прикрепленного к внешней детали, в котором внешнюю деталь, выполненную с возможностью введения в зацепление с отверстием в панели, на которой укладывают жгут проводов, закрепляют на электропроводе посредством использования пресс-формы, причем упомянутая пресс-форма содержит прямолинейную полость, которая образована так, чтобы соответствовать внешней форме электропровода, и полость внешней детали, которая выполнена так, чтобы соответствовать внешней форме внешней детали, прикрепляемой к электропроводу, и при этом относительное положение внешней детали к электропроводу обеспечивается в таком положении, в котором внешняя деталь может быть введена в зацепление с отверстием в панели.
В соответствии с пятым аспектом настоящего изобретения, предусмотрен способ изготовления жгута проводов посредством использования пресс-формы на протяжении этапов формования электропровода, прикрепленного к внешней детали, в котором внешнюю деталь, выполненную с возможностью введения в зацепление с отверстием в панели, на которой уложен жгут проводов, закрепляют на электропроводе, и связывания по меньшей мере одного электропровода с упомянутым электропроводом, прикрепленным к внешней детали, причем упомянутая пресс-форма содержит прямолинейную полость, которая выполнена так, чтобы соответствовать внешней форме электропровода, и полость внешней детали, которая выполнена так, чтобы соответствовать внешней форме внешней детали, закрепляемой на электропроводе, и при этом относительное положение внешней детали к электропроводу обеспечивается в таком положении, в котором внешняя деталь может быть введена в зацепление с отверстием в панели.
В соответствии с первым аспектом настоящего изобретения, получен электропровод, прикрепленный к внешней детали, в котором внешняя деталь расположена в заданном положении в конструкции. Поэтому нет необходимости регулировать положение прикрепления внешней детали посредством использования регулировочного приспособления.
В соответствии со вторым аспектом настоящего изобретения, получен жгут проводов, в котором внешняя деталь расположена в заданном положении в конструкции. Поэтому нет необходимости регулировать положение прикрепления внешней детали посредством использования регулировочного приспособления.
В соответствии с третьим аспектом настоящего изобретения, изготовлен жгут проводов, в котором внешняя деталь расположена в заданном положении в конструкции. Поэтому не нужно регулировать положение прикрепления внешней детали посредством использования регулировочного приспособления. Таким образом, не только упрощается изготовление жгута проводов, но и сокращается время, требующееся для изготовления жгута проводов.
В соответствии с четвертым аспектом настоящего изобретения, электропровод, прикрепленный к внешней детали, может быть изготовлен посредством использования пресс-формы, в которой внешняя деталь предусмотрена на электропроводе в заданном положении в конструкции. Поэтому положение прикрепления внешней детали на электропроводе, прикрепленном к внешней детали, отклоняется только вследствие удлинения или сжатия электропровода и допуска на размер пресс-формы. Таким образом, может быть изготовлен электропровод, прикрепленный с внешней детали, в котором внешняя деталь закреплена в заданном положении с высокой точностью.
В соответствии с пятым аспектом настоящего изобретения, жгут проводов может быть изготовлен посредством использования пресс-формы, в которой внешняя деталь предусмотрена в заданном положении в конструкции. Поэтому положение прикрепления внешней детали на жгуте проводов отклоняется только вследствие удлинения или сжатия электропровода и допуска на размер пресс-формы. Таким образом, может быть изготовлен жгут проводов, в котором внешняя деталь закреплена в заданном положении с высокой точностью.
Краткое описание чертежей
Фиг.1 представляет собой общий вид жгута проводов в соответствии с одним вариантом осуществления настоящего изобретения.
Фиг.2 представляет собой общий вид электропровода, прикрепленного к внешней детали, жгута проводов, показанного на фиг.1.
Фиг.3 представляет собой вид электропровода, прикрепленного к внешней детали, показанного на фиг.2, в разрезе, выполненном по линии со стрелками Х, прикрепленными к ее концам, и показанного в направлении, указанном упомянутыми стрелками.
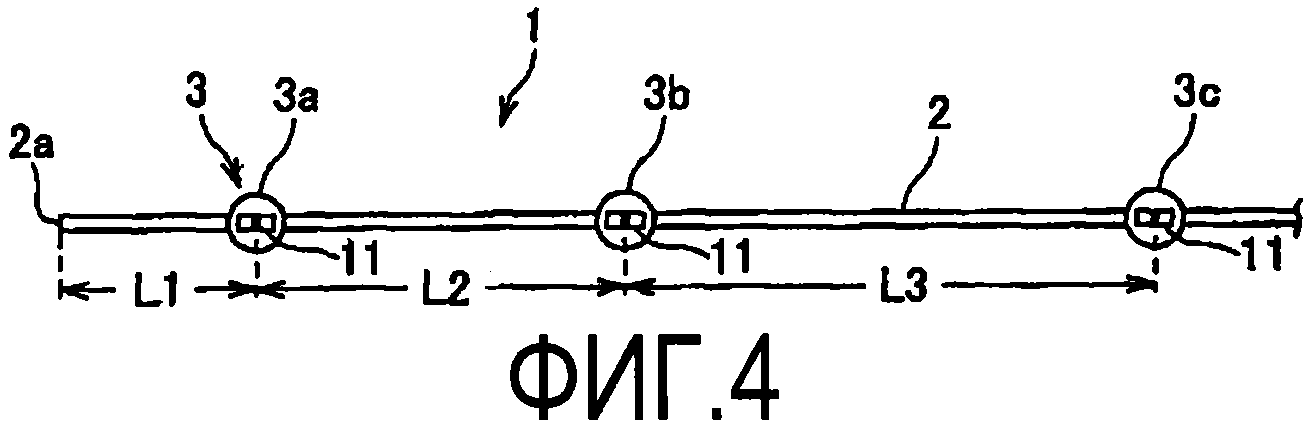
Фиг.4 представляет собой чертеж, показывающий зажимы, расположенные на электропроводе, прикрепленном к внешней детали, показанной на фиг.2.
Фиг.5 представляет собой вид в разрезе основной части пресс-формы для формования электропровода, прикрепленного к внешней детали, показанного на фиг.2.
Фиг.6 представляет собой общий вид нижней части пресс-формы, показанной на фиг.5.
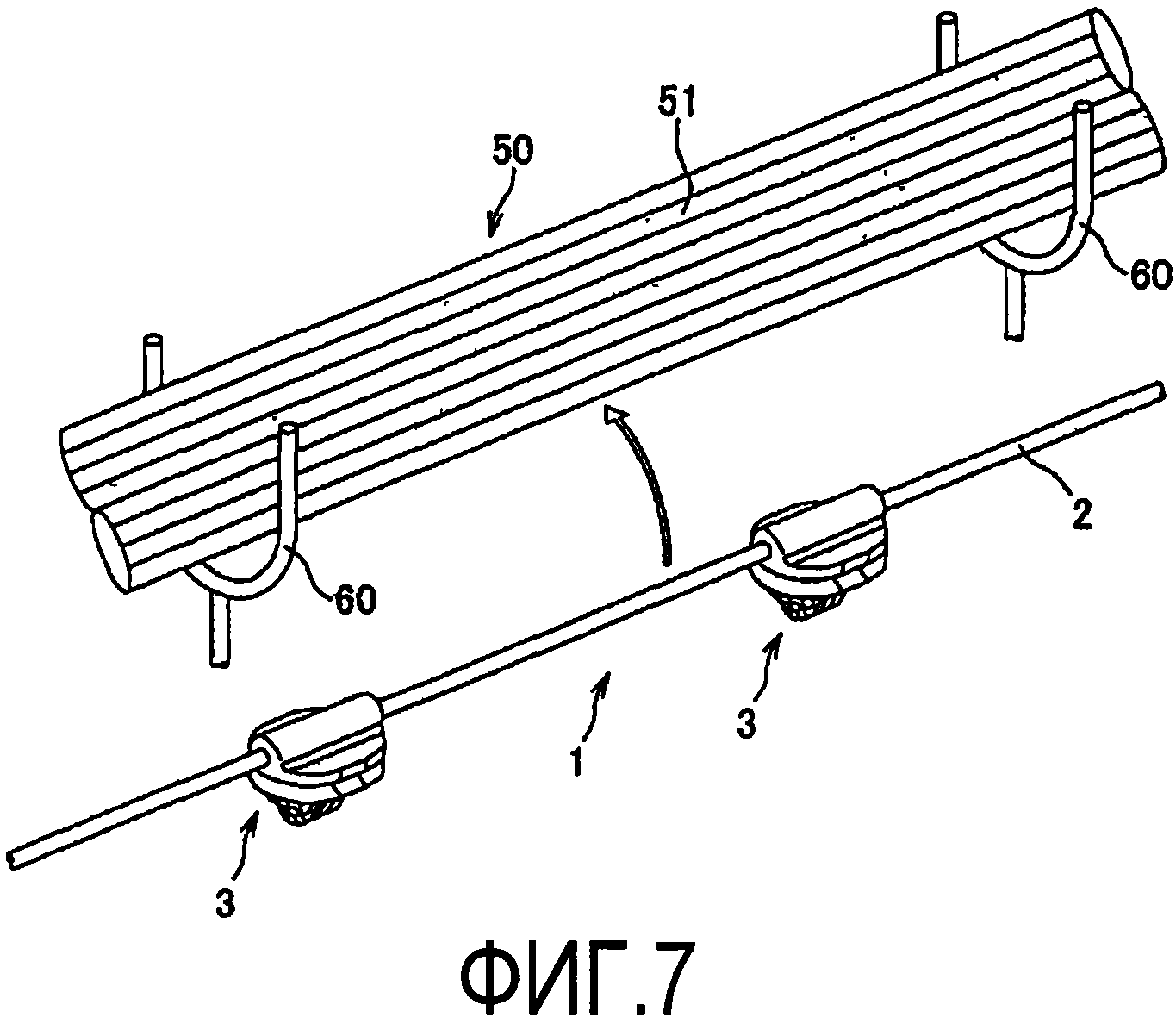
Фиг.7 представляет собой общий вид, показывающий состояние, в котором электропровод, прикрепленный к внешней детали, привязан к пучку электропроводов жгута проводов, показанного на фиг.1.
Фиг.8 представляет собой вид в разрезе основной части первого модифицированного примера пресс-формы, выполненной в соответствии с пресс-формой, показанной на фиг.5.
Фиг.9 представляет собой общий вид нижней части пресс-формы, показанной на фиг.8.
Фиг.10 представляет собой общий вид нижней части второго модифицированного примера пресс-формы, изготовленной в соответствии с пресс-формой, показанной на фиг.5.
Фиг.11 представляет собой общий вид нижней части третьего модифицированного примера пресс-формы, изготовленной в соответствии с пресс-формой, показанной на фиг.5.
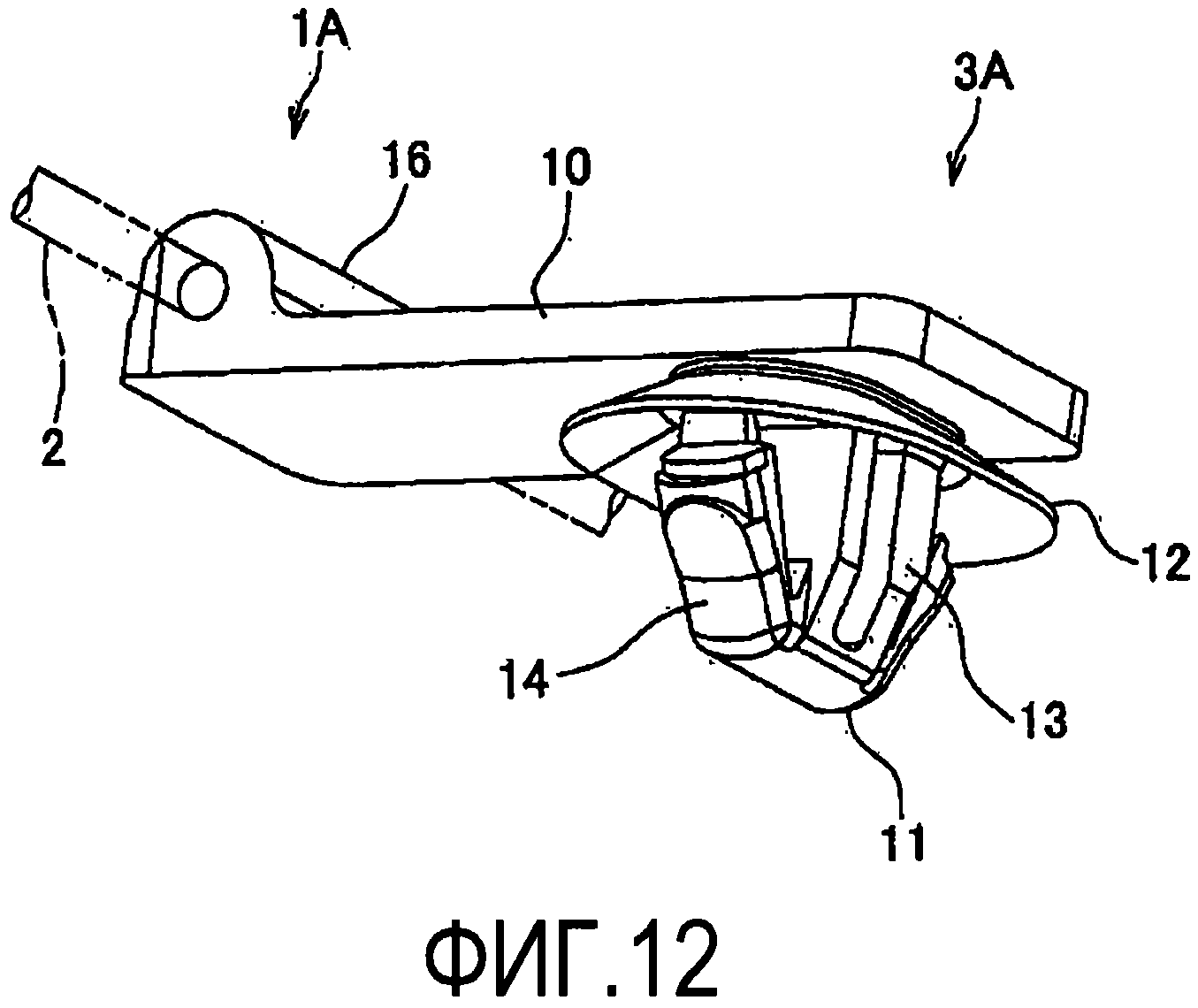
Фиг.12 представляет собой общий вид, показывающий первый модифицированный пример электропровода, прикрепленного к внешней детали, изготовленного в соответствии с электропроводом, прикрепленным к внешней детали, показанным на фиг.2.
Фиг.13 представляет собой общий вид, показывающий второй модифицированный пример электропровода, прикрепленного к внешней детали, изготовленного в соответствии с электропроводом, прикрепленным к внешней детали, показанным на фиг.2.
Фиг.14 представляет собой общий вид, показывающий третий модифицированный пример электропровода, прикрепленного к внешней детали, изготовленного в соответствии с электропроводом, прикрепленным к внешней детали, показанным на фиг.2.
Фиг.15 представляет собой общий вид, показывающий четвертый модифицированный пример электропровода, прикрепленного к внешней детали, изготовленного в соответствии с электропроводом, прикрепленным к внешней детали, показанным на фиг.2.
Фиг.16 представляет собой общий вид, показывающий пятый модифицированный пример электропровода, прикрепленного к внешней детали, изготовленного в соответствии с электропроводом, прикрепленным к внешней детали, показанным на фиг.2.
Описание предпочтительных вариантов осуществления
Ниже вариант осуществления настоящего изобретения будет описан со ссылками на фиг.1-16.
Как показано на фиг.1, жгут 25 проводов в соответствии с вариантом осуществления настоящего изобретения, включает в себя пучок электропроводов 50 и электропровод 1, прикрепленный к внешней детали. В жгуте 25 проводов пучок электропроводов 50 и электропровод 1, прикрепленный к внешней детали, прочно связаны вместе виниловой лентой 52, которая обмотана вокруг них.
Пучок электропроводов 50 включает в себя множество электропроводов 51. Каждый электропровод 51 содержит проводящий внутренний провод и изолирующий покрывающий участок. Внутренний провод образован из множества проводников, которые скручены вместе. Кроме того, каждый из проводников, образующих внутренний провод, изготовлен из проводящего металла. Внутренний провод может быть образован из одного проводника. Покрывающий участок покрывает внутренний провод и выполнен из синтетической смолы, такой как поливинилхлорид.
Как показано на фиг.2, электропровод 1, прикрепленный к внешней детали, включает в себя электропровод 2 и проводные зажимы (в данном документе называемые зажимами) 3, которые представляют собой внешние детали. Кроме того, в качестве внешних деталей могут быть также предусмотрены изолирующие втулки жгута проводов и предохранительные устройства жгута проводов.
Электропровод 2 включает в себя проводящий внутренний провод и изолирующий покрывающий участок. Внутренний провод образован из множества проводников, которые скручены вместе. Каждый из проводников, образующих внутренний провод, изготовлен из проводящего металла. Внутренний провод может быть образован из одного проводника. Покрывающий участок выполнен из синтетической смолы, такой как поливинилхлорид. Покрывающий участок покрывает внутренний провод. Таким образом, внешняя поверхность электропровода 2 образует наружную поверхность покрывающего участка.
Как показано на фиг.3, зажим 3 включает в себя основное тело 10, которое прикреплено к электропроводу 2, фиксирующий участок 11, который выступает из основного тела 10 и который выполнен с возможностью фиксации в отверстии в панели, на которой уложен жгут 25 проводов, и удерживающий участок 12, который оказывает давление на панель, когда фиксирующий участок 11 зафиксирован в отверстии, чтобы удерживать фиксирующий участок 11 зафиксированным в отверстии. Зажим 3 выполнен из синтетической смолы, такой как полипропилен, обладающего гибкостью. На зажиме 3 может быть предусмотрена лента для привязывания пучка электропроводов 50 к основному телу 10 так, что пучок электропроводов 50 и основное тело 10 скрепляются вместе.
Фиксирующий участок 11 включает в себя опорный стержень 13, который выдвигается из основного тела 10, и пару фиксирующих элементов 14, 14. Опорный стержень 13 проходит в направлении, которое перпендикулярно поверхности основного тела 10. Пара фиксирующих элементов 14, 14 проходит от дистального конца к проксимальному концу опорного стержня 13 и расположена под углом так, чтобы постепенно отдаляться друг от друга, когда они проходят к проксимальному концу опорного стержня 13.
Когда фиксирующий участок 11 входит в отверстие в панели, фиксирующий участок 11 сразу подвергается упругой деформации в направлении, в котором свободные концы 14а, 14а пары фиксирующих элементов 14, 14 приближаются друг к другу. Затем, когда фиксирующий участок 11 проходит через отверстие в панели, свободные концы 14а, 14а пары фиксирующих элементов 14, 14 смещаются под действием упругого возвращающего усилия фиксирующего участка 11 в направлении, в котором свободные концы 14а, 14а отдаляются друг от друга. Затем, свободные концы 14а, 14а пары фиксирующих элементов 14, 14 по отдельности вводятся в контакт с окружным краем отверстия, и фиксирующий участок 11 фиксируется в отверстии. При этом внешний краевой участок удерживающего участка 12 оказывает давление на поверхность панели, в результате чего фиксирующий участок 11 надежно зафиксирован в отверстии.
В электропроводе 1, прикрепленном к внешней детали, как показано на фиг.4, на одном электропроводе 2 предусмотрено множество зажимов 3а, 3b, 3с. Множество зажимов 3а, 3b, 3с размещаются так, что они находятся на заданных расстояниях от конца 2а электропровода 2 и друг от друга. Зажим 3а расположен на расстоянии L1 от конца 2а электропровода 2. Зажим 3b расположен на расстоянии L2 от зажима 3а. Зажим 3с расположен на расстоянии L3 от зажима 3b.
Расстояния L1, L2, L3, на которых зажимы 3а, 3b, 3с расположены от конца 2а электропровода 2 и друг от друга, обозначают расстояния, на которых зажимы 3а, 3b, 3с находятся от конца 2а электропровода 2 и друг от друга, с возможностью вхождения в зацепление с отверстиями в панели, когда жгут проводов 25 прикрепляют к панели по требуемой схеме размещения. То есть зажимы 3а, 3b, 3с выполнены так, что их относительные положения на электропроводе 2 позволяют зажимам 3а, 3b, 3с входить в зацепление с соответствующими отверстиями в панели. В данном варианте осуществления, когда зажимы 3а, 3b, 3с выполнены так, что их относительные положения на электропроводе 2 позволяют зажимам 3а, 3b, 3с входить в зацепление с соответствующими отверстиями в панели, это означает, что в электропроводе 1, прикрепленном к внешней детали, который получен посредством литья под давлением при введении расплавленной смолы в полости 33 внешних деталей, которые расположены в относительных положениях в прямолинейной полости 34, которая будет описана ниже, которые определяют при разработке жгута 25 проводов, относительные положения зажимов 3а, 3b, 3с на электропроводе 2 представляют собой относительные положения полостей 33 внешних деталей в прямолинейной полости 34, которые определяют при разработке жгута 25 проводов, когда исключаются ошибки, которые возникают, когда электропровод 1, прикрепленный к внешней детали, получают посредством литья под давлением.
Пресс-форма 30, используемая для формования электропровода 1, прикрепленного к внешней детали, представляет собой пресс-форму с разъемом в горизонтальной плоскости и включает в себя верхнюю форму 31 и нижнюю форму 32, как показано на фиг.5. В каждой из верхней формы 31 и нижней формы 32 предусмотрена прямолинейная полость 34, которая выполнена так, чтобы соответствовать внешней форме электропровода 2, и полости 33 внешних деталей, каждая из которых выполнена так, чтобы соответствовать внешней форме зажима 3, закрепленного на электропроводе 2. Как показано на фиг.6, в нижней форме 32 образованы прямолинейная полость 34 и полости 33 внешних деталей, которые обращены вверх. Помимо пресс-формы с разъемом в горизонтальной плоскости, может быть использована пресс-форма с разъемом в вертикальной плоскости.
Как показано на фиг.6, прямолинейная полость 34 имеет по существу S-образную форму посредством изогнутых участков 34а, 34b. Прямолинейная полость 34 выполнена так, что ее длина равна общей длине электропровода 2 и включает в себя участок 38 регистрации, выполненный так, что конец 2а электропровода 2 вводят в контакт с ним для размещения. Кроме того, прямолинейная полость 34 может быть выполнена в виде прямой линии или U-образно.
Как показано на фиг.5 и 6, множество полостей 33 внешних деталей образованы так, чтобы сообщаться с прямолинейной полостью 34. Как показано на фиг.5, множество полостей 33а, 33b, 33с внешних деталей выполнены так, что они расположены на заданных расстояниях от участка 38 регистрации и друг от друга. Полость 33а внешней детали расположена на расстоянии L1a от участка 38 регистрации. Полость 33b внешней детали расположена на расстоянии L2a от внешней полости 33а. Внешняя полость 33с расположена на расстоянии L3a от полости 33b внешней детали.
Расстояния L1a, L2a, L3a, на которых полости 33а, 33b, 33с расположены от участка 38 регистрации и друг от друга, обозначают расстояния, на которых полости 33а, 33b, 33с находятся от участка 38 регистрации и друг от друга, так что зажимы 3а, 3b и 3с могут быть введены в зацепление с отверстиями в панели, когда жгут 25 проводов прикрепляют к панели по требуемой схеме размещения.
Точнее говоря, расстояния L1a, L2a, L3a, на которых расположены внешние полости 33а, 33b, 33с от участка 38 регистрации и друг от друга, обозначают расстояния, которые получают посредством измерения положений отверстий в панели, на которой размещают жгут 25 проводов, расстояния, которые получают из конструкторского чертежа, или расстояния, которые получают из чертежей. Поэтому зажимы 3а, 3b, 3с выполнены так, чтобы быть расположенными в заданных положениях в конструкции. В данном варианте осуществления, расстояние L1a равно расстоянию L1, расстояние L2a равно расстоянию L2, и расстояние L3a равно расстоянию L3.
В качестве литьевой машины используется вертикальная машина для литья под давлением, которая впрыскивает под давлением расплавленную смолу, такую как искусственная смола, в пресс-форму 30, поскольку поверхность нижней части 32 пресс-формы 30 направлена вверх. Вертикальная машина для литья под давлением содержит нагревательный барабан, который нагревается, чтобы расплавлять искусственную смолу, такую как полипропилен, плунжер, который впрыскивает расплавленный полимер в нагревательном барабане из сопла, литьевой цилиндр, который вызывает перемещение плунжера с заданной скоростью под заданным давлением, и замыкающее устройство для замыкания пресс-формы 30. Применительно к данному изобретению, вертикальная машина для литья под давлением обозначает вертикальную машину для литья под давлением, в которой максимальное количество полимера, которое должно впрыскиваться за одну операцию формования, равно 10 граммам, и пресс-форма 30 выполнена с возможностью замыкания вручную посредством использования пневматического цилиндра или воздушной линии, когда пресс-форма 30 подвергается замыканию.
Как показано на фиг.7, электропровод 1, прикрепленный к внешней детали, который изготовлен посредством пресс-формы 30, установлен вдоль пучка электропроводов 50, который размещен на крепежных устройствах 60 монтажной панели. Затем, как показано на фиг.1, пучок электропроводов 50 и электропровод 2 электропровода, прикрепленного к внешней детали, скрепляют вместе виниловой лентой 52, которую обматывают вокруг них, в результате чего образуется жгут 25 проводов.
В жгуте 25 проводов в соответствии с изобретением, зажимы 3 электропровода 1, прикрепленного к внешней детали, который образует жгут 25 проводов, расположены в заданных положениях в конструкции. Это позволяет обойтись без регулировки установочных положений зажимов 3, и изготовление жгута 25 проводов упрощается. Кроме того, сокращается время, требующееся для изготовления жгута 25 проводов.
В жгуте 25 проводов, поскольку электропровод 1, прикрепленный к внешней детали, который образует жгут 25 проводов, образован посредством пресс-формы 30, факторами, которые вызывают отклонение установочных положений зажимов 3 от расчетных положений, являются удлинение или сжатие электропровода 2 и допуск на размер пресс-формы 30. Это позволяет изготовить жгут 25 проводов, который обеспечивает высокую точность закрепления зажимов 3.
В вышеописанном варианте осуществления, множество зажимов 3а, 3b, 3с жгута 25 проводов и полостей 33а, 33b, 33с внешних деталей пресс-формы 30 описаны как представляющие собой один признак настоящего изобретения. Следовательно, количества зажимов 3 жгута 25 проводов и полостей 33 внешних деталей пресс-формы 30 может быть меньше или больше, чем показанные на чертежах.
(Первый модифицированный пример пресс-формы)
Первый модифицированный пример пресс-формы для изготовления электропровода 1, прикрепленного к внешней детали, жгута 25 проводов в соответствии с настоящим изобретением будет описан ниже со ссылками на фиг.8 и 9. Отмечается, что подобные ссылочные позиции будут использованы для обозначения элементов, подобных элементам упомянутого варианта осуществления, и их описание не приводится.
Как показано на фиг.8, пресс-форма 40 включает в себя верхнюю форму 41 и нижнюю форму 42. В каждой из верхней формы 41 и нижней формы 42 предусмотрена прямолинейная полость 44, которая выполнена так, чтобы соответствовать внешней форме электропровода 2 и полостям 43 внешних деталей, каждая из которых выполнена так, чтобы соответствовать внешней форме зажима 3, закрепляемого на электропроводе 2. Как показано на фиг.9, в нижней форме 43 образованы прямолинейная полость 44 и внешние полости 33, которые обращены вверх.
Как показано на фиг.9, прямолинейная полость 44 имеет по существу S-образную форму посредством изогнутых участков 44а, 44b. В одном конце прямолинейной полости 44 предусмотрен участок 48 регистрации, так что соединительное устройство, предусмотренное в конце 2а электропровода 2, вводят в контакт с ним для размещения. В другом конце прямолинейной полости 44 предусмотрено выводное отверстие так, что электропровод 2 выводят из него за пределы пресс-формы 40.
Если используют электропровод 2, длина которого больше общей длины прямолинейной полости 44, и который не содержит соединительного устройства, то на внешней поверхности электропровода 2 может быть сделана метка, которая открыта наружу из участка 48 регистрации пресс-формы 40 посредством записи, так что данная метка используется как контрольная точка. В качестве альтернативы, средство для регистрации электропровода 2 может быть предусмотрено за пределами участка 48 регистрации.
Как показано на фиг.8 и 9, множество полостей 43 внешних деталей образовано так, чтобы сообщаться с прямолинейной полостью 44. Как показано на фиг.8, множество полостей 43а, 43b, 43с внешних деталей размещены на заданных расстояниях от участка 48 регистрации и друг от друга. Полость 43а внешней детали расположена на расстоянии L1b от участка 48 регистрации. Полость 43b внешней детали расположена на расстоянии L2b от внешней полости 43а. Внешняя полость 43с расположена на расстоянии L3b от полости 43b внешней детали.
Расстояния L1b, L2b, L3b, на которых расположены полости 43а, 43b, 43с внешних деталей от участка 48 регистрации и друг от друга, обозначают расстояния, на которых находятся полости 43а, 43b, 43с внешних деталей от участка 48 регистрации и друг от друга, так что зажимы 3а, 3b, 3с могут быть введены в зацепление с отверстиями в панели, когда жгут 25 проводов прикрепляют к панели в требуемой схеме размещения.
Точнее говоря, расстояния L1b, L2b, L3b, на которых расположены внешние полости 43а, 43b, 43с от участка 48 регистрации и друг от друга, обозначают расстояния, которые получают посредством измерения положений отверстий в панели, на которой размещают жгут 25 проводов, расстояния, которые получают из конструкторского чертежа, или расстояния, которые получают из чертежей. Поэтому зажимы 3а, 3b, 3с образованы так, чтобы быть размещенными в заданных положениях в конструкции.
(Второй модифицированный пример пресс-формы)
Второй модифицированный пример пресс-формы для изготовления электропровода 1, прикрепленного к внешней детали, жгута 25 проводов в соответствии с настоящим изобретением будет описан ниже со ссылкой на фиг.10. Отмечается, что подобные ссылочные позиции будут использованы для обозначения элементов, подобных элементам упомянутого варианта осуществления, и их описание не приводится.
Пресс-форма содержит верхнюю форму и нижнюю форму. Как показано на фиг.10, в нижней форме 42А образовано множество прямолинейных полостей 44а, 44b, 44с и множество полостей 43 внешних деталей, которые обращены вверх. Множество прямолинейных полостей 44а, 44b, 44с образованы так, чтобы сообщаться на обоих своих концах с наружной стороной нижней формы 42А через оба конца нижней формы 42А. В каждой из множества прямолинейных полостей 44а, 44b, 44с предусмотрен участок 48 регистрации на одном конце и выводное отверстие 49 на другом его конце. Таким образом, множество электропроводов 1, прикрепленных к внешним деталям, может быть образовано посредством одной операции формования.
(Третий модифицированный пример пресс-формы)
Третий модифицированный пример пресс-формы для изготовления электропровода 1, прикрепленного к внешней детали, жгута 25 проводов в соответствии с настоящим изобретением будет описан ниже со ссылкой на фиг.11. Отмечается, что подобные ссылочные позиции будут использованы для обозначения элементов, подобных элементам упомянутого варианта осуществления, и их описание не приводится.
Пресс-форма включает в себя верхнюю форму и нижнюю форму. Как показано на фиг.11, в нижней форме 42В образованы одна прямолинейная полость 44 и одна полость 43 внешней детали, которые обращены вверх. Прямолинейная полость 44 образована так, чтобы сообщаться на обоих своих концах с наружной стороной нижней полости 42В через оба конца нижней формы 42В. В прямолинейной полости 44, участок 48 регистрации предусмотрен в одном конце, а выводное отверстие 49 предусмотрено в другом его конце. Поэтому пресс-форма становится легкой по весу и небольшой по размеру, вследствие чего увеличены возможности перемещения пресс-формы.
Применительно к настоящему изобретению, пресс-форма представляет собой пресс-форму, которая включает в себя прямолинейную полость, которая выполнена так, чтобы соответствовать внешней форме электропровода, и полости внешних деталей, которые образованы так, чтобы соответствовать внешним формам внешних деталей, которые закреплены на электропроводе, и при этом внешние детали расположены относительно электропровода так, что внешние детали могут быть введены в зацепление с отверстиями в панели, на которой уложен жгут 25 проводов. Таким образом, настоящее изобретение не ограничено пресс-формой, описанной в данном варианте осуществления.
Модифицированные примеры электропроводов 1, прикрепленных к внешним деталям, выполненных с возможностью привязывания к жгуту 25 проводов в соответствии с настоящим изобретением, будут описаны ниже со ссылками на фиг.12-16. Отмечается, что подобные ссылочные позиции будут использованы для обозначения элементов, подобных элементам упомянутого варианта осуществления, который был описан выше, и их описание не приводится.
(Первый модифицированный пример электропровода, прикрепленного к внешней детали)
Как показано на фиг.12, электропровод 1А, прикрепленный к внешней детали, включает в себя электропровод 2 и зажим 3А. Зажим 3А включает в себя основное тело 10, которое имеет тонкую пластинчатую форму, участок 16 прикрепления электропровода, на котором зажим 3А прикрепляют к электропроводу 2, фиксирующий участок 11, который фиксируется в отверстии в панели, и удерживающий участок 12, который оказывает давление на панель так, чтобы удерживать фиксирующий участок 11, зафиксированным в отверстии, когда фиксирующий участок 11 фиксируют в отверстии.
Основное тело 10 проходит в одном из направлений, которое пересекается с продольным направлением электропровода 2 под прямыми углами. Участок 16 прикрепления электропровода образован в одном концевом участке основного тела 10. Фиксирующий участок 11 образован в другом конце задней поверхности основного тела 10. Пара фиксирующих элементов 12, 12, которые составляют фиксирующий участок 11, образованы в таком направлении, что направления колебаний свободных концов пары фиксирующих элементов 12, 12 становятся параллельными продольному направлению электропровода 2.
Поэтому в жгуте 25 проводов, который включает в себя электропровод 1А, прикрепленный к внешней детали, зажимы 3А выполнены с возможностью введения в зацепление с отверстиями, образованными в панели в положениях, находящихся в стороне от траектории проводов, образованной на панели, при этом жгут 25 проводов может быть проложен вдоль заданной траектории проводов. Кроме того, поскольку пара запирающих элементов 12, 12 предусмотрена в таком направлении, что направления колебаний свободных концов пары запирающих элементов 12, 12 становятся параллельными продольному направлению электропровода 2, могут быть подавлены вибрации, прикладываемые в продольном направлении электропровода 2.
(Второй модифицированный пример электропровода, прикрепленного к внешней детали)
Как показано на фиг.13, электропровод 1В, прикрепленный к внешней детали, включает в себя электропровод 2 и зажимы 3В. Зажим 3В включает в себя основное тело 10, участок 16 прикрепления электропровода, на котором зажим 3В прикрепляют к электропроводу 2, фиксирующий участок 11, который вводят в зацепление с отверстием в панели, и удерживающий участок 12, который оказывает давление на панель так, чтобы удерживать фиксирующий участок 11 зафиксированным в отверстии, когда фиксирующий участок 11 фиксируют в упомянутом отверстии. Кроме того, предусмотрен соединительный участок 17, который соединяет вместе основные элементы 10, 10 двух зажимов 3В, 3В. Соединительный участок 17 проходит в направлении, параллельном электропроводу, и расположен под электропроводом 2.
Таким образом, в зажимах 3В, 3В электропровода 1В, прикрепленного к внешней детали, промежуток между зажимами 3В, 3В поддерживается постоянным посредством соединительного участка 17. Следовательно, жгут 25 проводов, включающий в себя электропровод 1В, прикрепленный к внешней детали, увеличивает точность прикрепления зажимов 3В.
(Третий модифицированный пример электропровода, прикрепленного к внешней детали)
Как показано на фиг.14, электропровод 1С, прикрепленный к внешней детали, включает в себя электропровод 2 и зажимы 3С. Зажим 3С включает в себя основное тело 10, участок 16 прикрепления электропровода, на котором зажим 3С прикрепляют к электропроводу 2, фиксирующий участок 11, который вводят в зацепление с отверстием в панели, и удерживающий участок 12, который оказывает давление на панель так, чтобы удерживать фиксирующий участок 11 зафиксированным в отверстии, когда фиксирующий участок 11 фиксируют в отверстии. Кроме того, предусмотрен соединительный участок 18, который соединяет вместе участки 16, 16 прикрепления электропровода двух зажимов 3С, 3С. Соединительный участок 18 выполнен за одно целое с участками 16, 16 прикрепления электропровода и закрывает электропровод 2. Соединительный участок 18 образован так, чтобы проходить в продольном направлении электропровода 2.
Таким образом, в зажимах 3С, 3С электропровода 1С, прикрепленного к внешней детали, промежуток между зажимами 3С, 3С поддерживается постоянным посредством соединительного участка 18. Кроме того, поскольку соединительный участок 18 закрывает электропровод 2, прочность соединительного участка 18 увеличивается. Таким образом, жгут 25 проводов, который включает в себя электропровод 1С, прикрепленный к внешней детали, дополнительно увеличивает точность прикрепления зажимов 3С.
(Четвертый модифицированный пример электропровода, прикрепленного к внешней детали)
Как показано на фиг.15, электропровод 1D, прикрепленный к внешней детали, включает в себя электропровод 2 и зажимы 3D. Зажим 3D включает в себя основное тело 10, которое имеет тонкую пластинчатую форму, участок 16 прикрепления электропровода, на котором зажим 3D прикрепляют к электропроводу 2, фиксирующий участок 11, который вводят в зацепление с отверстием в панели, и удерживающий участок 12, который оказывает давление на панель так, чтобы удерживать фиксирующий участок 11 зафиксированным в отверстии, когда фиксирующий участок 11 фиксируют в отверстии. Кроме того, предусмотрен соединительный участок 17, который соединяет вместе основные тела 10, 10 двух зажимов 3D, 3D. Соединительный участок 17 проходит в направлении, параллельном электропроводу 2, и расположен под электропроводом 2.
Основное тело 10 проходит в одном из направлений, которые пересекаются с продольным направлением электропровода 2 под прямыми углами. Участок 16 прикрепления электропровода образован в одном концевом участке верхней поверхности основного тела 10. Фиксирующий участок 11 образован в другом конце задней поверхности основного тела 10. Пара фиксирующих элементов, которые образуют фиксирующий участок 11, образованы в таком направлении, что направления колебаний свободных концов пары фиксирующих элементов становятся параллельными продольному направлению электропровода 2.
Таким образом, в жгуте 25 проводов, который включает в себя электропровод 1D, прикрепленный к внешней детали, зажимы 3D выполнены с возможностью введения в зацепление с отверстиями, образованными в панели в положениях, находящихся в стороне от траектории проводов, образованной на панели. Кроме того, могут быть подавлены вибрации, прикладываемые в продольном направлении жгута 25 проводов. Кроме того, увеличивается точность прикрепления зажимов 3D жгута 25 проводов.
(Пятый модифицированный пример электропровода, прикрепленного к внешней детали)
Как показано на фиг.16, электропровод 1Е, прикрепленный к внешней детали, включает в себя электропровод 2 и зажимы 3Е. Зажим 3Е включает в себя основное тело 10, которое имеет тонкую пластинчатую форму, участок 16 прикрепления электропровода, на котором зажим 3Е прикрепляют к электропроводу 2, фиксирующий участок 11, который вводят в зацепление с отверстием в панели, и удерживающий участок 12, который оказывает давление на панель так, чтобы удерживать фиксирующий участок 11 зафиксированным в отверстии, когда фиксирующий участок 11 фиксируют в отверстии. Кроме того, предусмотрен соединительный участок 18, который соединяет вместе участки 16, 16 прикрепления электропровода двух зажимов 3Е, 3Е. Соединительный участок 18 выполнен за одно целое с участками 16, 16 прикрепления электропровода и закрывает электропровод 2. Соединительный участок 18 проходит в направлении, которое параллельно продольному направлению электропровода 2.
Таким образом, в жгуте 25 проводов, который включает в себя электропровод 1Е, прикрепленный к внешней детали, зажимы 3Е выполнены с возможностью введения в зацепление с отверстиями, образованными в панели в положениях, находящихся в стороне от траектории проводов на панели. Кроме того, могут быть подавлены вибрации, прикладываемые в продольном направлении жгута 25 проводов. Кроме того, дополнительно увеличивается точность прикрепления зажимов 3Е жгута 25 проводов.
Упомянутый вариант осуществления и модифицированные примеры показывают только варианты, характеризующие настоящее изобретение, и, следовательно, настоящее изобретение не ограничено упомянутым вариантом осуществления. То есть настоящее изобретение может быть осуществлено и при этом модифицировано различными способами без отхода от сущности и объема настоящего изобретения.
Данная заявка основана на и притязает на приоритет заявки на патент Японии № 2010-275468, зарегистрированной 10 декабря 2010 г., содержание которой включено в данный документ посредством ссылки.
Промышленная применимость
В соответствии с настоящим изобретением, предусмотрен электропровод, прикрепленный к внешней детали, в котором упомянутая внешняя деталь расположена в заданном положении в конструкции. Таким образом, нет необходимости регулировать положение прикрепления упомянутой внешней детали посредством использования регулировочного приспособления
Перечень ссылочных позиций
1: электропровод, прикрепленный к внешней детали
2: электропровод
3: зажим
25: жгут проводов
30,40: пресс-форма
33,43: полость внешней детали
34,44: прямолинейная полость
51: электропровод.
Реферат
Изобретение относится к способу создания электропровода, прикрепленного к внешней детали, для жгута проводов, уложенного на панели, образующей моторное транспортное средство, который увеличивает точность прикрепления внешней детали, закрепленной на жгуте проводов и упрощает изготовление жгута проводов. Электропровод 1, прикрепленный к внешней детали, включает в себя внешнюю деталь 3, которая закреплена на электропроводе 2 с возможностью введения в зацепление с отверстием в панели, на которой уложен жгут 25 проводов. Упомянутая внешняя деталь 3 изготовлена из смолы и выполнена за одно целое с электропроводом 2. Кроме того, относительное положение внешней детали 3 к электропроводу 2 обеспечивается в таком положении, что внешняя деталь 3 может быть введена в зацепление с отверстием в панели. 2 н. и 1 з.п. ф-лы, 16 ил.
Формула
отличающийся тем, что жгут (25) проводов содержит, по меньшей мере, один электропровод (51), который привязан к упомянутому электропроводу (1), прикрепленному к внешней детали.
Комментарии