Смеси термопластичных фторполимеров - RU2214428C2
Код документа: RU2214428C2
Чертежи
Описание
Это изобретение касается термопластичных полимеров, содержащих звенья тетрафторэтилена и звенья перфторалкилвиниловых эфиров, смесей таких полимеров, которые содержат низкомолекулярные и высокомолекулярные компоненты, а также процессов и изделий, в которых применяются такие полимеры.
Сополимеры тетрафторэтилена (ниже обозначается ТФЭ) и перфторалкилвиниловых эфиров, имеющих от 1 до 4 атомов углерода в алкильном остатке (ниже обозначаются ПАВЭ), в частности, перфтор-н-пропилвинилового эфира (ниже обозначается ППВЭ) известны в течение длительного времени. Такие сополимеры выпускаются промышленностью под маркой "PFA". При содержании ПАВЭ в сополимере около 2% по массе или более эти частично кристаллические сополимеры имеют превосходные технические характеристики, например исключительно высокую химическую стойкость, сочетающуюся с высокими температурами эксплуатации. Их можно перерабатывать в изделия из расплава, как термопласты, например, путем формования под давлением, экструзии или литья под давлением. Предпочтительными областями применения среди прочих являются изготовленные методом экструзии толстостенные и тонкостенные трубы и оболочки кабелей. Переработка в расплаве проводится при температурах от 350 до 450oС. В этих условиях происходит и термическая, и механическая деструкция.
Термическая деструкция происходит предпочтительно через термически нестабильные концевые группы, образующиеся в ходе полимеризации, т.е. она начинается с конца цепи. Механизм этой деструкции описан более подробно в книге "Modern Fluoropolymers", John Wiley & Sons, 1997, К. Hintzer and G. Lohr, Melt Processable Tetrafluoroethylene-Perfluoropropylvinyl Ether Copolymers (PFA), p. 223. Деструкция может быть в основном подавлена посредством превращения термически нестабильных концевых групп в стабильные концевые группы СF3 путем последующего фторирования, как описано, например, в патенте США 4743658 и в патенте Германии С-1901872.
Во время термодеструкции образуются газы, вызывающие коррозию, и они значительно ухудшают качество готового изделия в результате загрязнения металлами или образования пузырьков и могут вызывать коррозию оснастки и оборудования для переработки. Этот эффект естественно возрастает при снижении молекулярного веса (при снижении вязкости расплава).
Механическая деструкция во время переработки происходит вследствие разрыва цепи, который обнаруживается по увеличению индекса текучести расплава (ИТР). Он увеличивается по мере того как возрастает скорость экструзии (скорость сдвига). Происходящее в результате этого снижение молекулярного веса значительно ухудшает механические свойства, особенно усталостную прочность на изгиб и другие свойства при длительном механическом воздействии, такие как сопротивление разрушению при длительно действующей нагрузке (сопротивление растрескиванию под нагрузкой). Необходимость удержания механической деструкции в приемлемых пределах накладывает соответствующие ограничения на условия переработки. Это относится, в частности, к скорости экструзии при изготовлении тонкостенных и толстостенных труб и оболочки кабелей. При более высоких скоростях экструзии также происходит разрыв потока расплава, т.е. разрыв экструзионного потока ("акулья шкура"), как у всех термопластов. Хотя возможно обеспечить более высокие скорости экструзии без разрыва экструзионного потока путем снижения молекулярного веса (более высокие величины ИТР), полученные таким образом изделия не обладают адекватными механическими свойствами. По этой причине изделия из PFA с величиной ИТР более 15 в настоящее время не выпускаются.
Известно из международной заявки А-97/07147, что возможно значительно повысить скорость экструзии и в то же время избежать разрыва экструзионного потока и сохранить механические свойства в случае применения частично кристаллических сополимеров, которые состоят в основном из ТФЭ и содержат по крайней мере 3 мас.% перфторэтилвинилового эфира и которые имеют вязкость расплава не более чем 25•103 Па•с при 372oС, при условии, что вязкость расплава может превышать эту величину, если содержание указанного эфира будет выше 10 мас.%.
В данной работе найден PFA, который имеет хорошую перерабатываемость в виде расплава и который содержит по крайней мере один высокомолекулярный полимер PFA с ИТР ≤ 15, предпочтительно от 0,01 до 15, и по крайней мере один высокомолекулярный полимер PFA с ИТР ≥ 30. Смеси этого изобретения особенно применимы в тех областях применения, где важны химическая стойкость и стойкость при высоких температурах.
Следовательно, изобретение касается смесей термопластичных фторполимеров, в основном содержащих звенья ТФЭ и небольшое количество звеньев одного или более ПАВЭ, имеющих от 1 до 4 атомов углерода в алкильной группе, с общей концентрацией от 0,5 до 10 мол.%, причем эта смесь содержит А) по крайней мере один низкомолекулярный компонент с ИТРА ≥ 30 и В) по крайней мере один высокомолекулярный компонент с ИТРВ ≤ 15. Эти компоненты подбирают таким образом, чтобы отношение ИТРА компонента (А) к ИТРВ компонента (В) находилось в пределах от 80 до 2500, предпочтительно в пределах от 240 до 750.
"В основном содержащий звенья ТФЭ и ПАВЭ" означает, что не исключаются малые количества, примерно до 5 мол.%, других фторсодержащих мономеров, не содержащих водород, таких как гексафторпропен или хлортрифторэтилен. Состав сополимера из двух компонентов может различаться в пределах, упомянутых выше.
Соотношение в смеси высоко- и низкомолекулярных компонентов можно изменять в широких пределах, и его можно определить для желаемого применения при помощи простых предварительных экспериментов. Это соотношение обычно составляет от 10: 90 до 90:10, предпочтительно в пределах от 25:75 до 75:25 мас. частей и особенно от 60:40 до 40:60 мас. частей.
Это изобретение, кроме того, касается нового низкомолекулярного сополимера PFA с ИТР ≥ 30, предпочтительно ≥ 120, лучше от 120 до 1000, в частности от 120 до 700, особенно от 200 до 600.
Другой аспект этого изобретения касается смесей новых низкомолекулярных полимеров PFA, упомянутых выше, с высокомолекулярными полимерами PFA, упомянутыми выше, причем соотношение величин ИТР, упомянутое выше, приблизительно соответствует отношению молекулярных весов высокомолекулярного компонента (компонентов) к низкомолекулярному компоненту (компонентам) ≥ 3,5, предпочтительно от 3,5 до 10, особенно от 3,5 до 7.
Величина ИТР показывает количество расплава в граммах, которое экструдируется за 10 мин из цилиндра с расплавом через капилляр под действием поршня, нагружаемого определенными грузами. Размеры капилляра, поршня, цилиндра и грузов стандартизованы (DIN 53735, ASTM D-1238). Все величины ИТР, указанные здесь, измерены с капилляром диаметром 2,1 мм и длиной 8 мм при использовании накладываемого сверху груза 5 кг и при температуре 372oС. Величины 0,01 и 1000 практически являются предельными величинами для этого метода измерения.
Поэтому для очень высоких величин ИТР целесообразно уменьшить вес наложенного груза до величины 0,5 кг, а для очень малых величин ИТР - увеличить его до 20 кг. Величины ИТР, определенные таким способом, пересчитывают на вес наложенного груза 5 кг.
Настоящее изобретение, кроме того, дает способ изготовления формованных изделий из смесей этого изобретения. Этот способ включает приготовление смеси, экструдирование, прямое прессование или литье под давлением смеси и предпочтительно охлаждение смеси для получения свободно стоящих (self-supporting) формованных изделий.
Кроме того, настоящее изобретение дает формованные изделия, содержащие эту смесь. Примерами таких изделий являются формованные или экструдированные изделия, такие как пленки, гранулы, изоляция проводов и кабелей, тонкостенные и толстостенные трубы, контейнеры, облицовка сосудов и т.п.
Новые смеси можно получить обычным способом, т.е. например, путем смешивания пылевидных продуктов, смешивания дисперсий компонентов или путем проведения полимеризации соответствующим образом ("ступенчатой полимеризации") с контролируемым использованием инициатора и передатчика цепи, такого как алканы и галоидалканы с короткой цепью, а также водород. Здесь оптимальной является следующая методика: в начале полимеризации, если желательна низкая величина ИТР, вводят относительно малое количество инициатора и относительно малое количество передатчика цепи. Эти условия полимеризации изменяют в желаемый момент в ходе полимеризации в зависимости от весового состава, который должен быть получен, например, после добавления 50% ТФЭ, путем введения дополнительного введения определенного количества инициатора и передатчика цепи, так чтобы полученный полимер при продолжении полимеризации имел желаемую высокую величину ИТР. Желаемую высокую величину ИТР также можно получить путем повышения температуры во время полимеризации. Преимущество этого способа получения состоит в том, что "законченную" смесь двух компонентов получают in situ.
Предпочтительно проводить смешение дисперсий компонентов и обрабатывать смесь известным способом (патент США 4262101) или удобно приготовлять смесь путем механического осаждения с помощью гомогенизатора с последующим агрегированием нефтяными фракциями. После последующей сушки продукт подвергают грануляции из расплава.
Поскольку два компонента имеют весьма отличающиеся друг от друга значения ИТР, смеси, гомогенные вплоть до микродиапазона размеров, из порошков или гранул, полученных из расплава, можно получить только на относительно высокосложном оборудовании. Однако гомогенность смесей является существенной для достижения хороших рабочих характеристик.
По сравнению с PFA, имеющими сопоставимые ИТР, новые смеси отличаются тем, что позволяют значительно повысить скорость экструзии без разрыва экструзионного потока. Однако, как показывает определение ИТР до и после переработки, этого не происходит за счет значительного возрастания деструкции.
Новые смеси имеют заметно увеличенную вязкость при нулевом сдвиге и пониженную комплексную вязкость при более высоких скоростях сдвига по сравнению с выпускаемым промышленностью полимерным компонентом с идентичным ИТР.
PFA с ИТР ≥ 30 отличается от обычно применяемых до настоящего времени марок PFA своим низким молекулярным весом. Поэтому он имеет относительно большое число лабильных концевых групп, которые ограничивают термическую стабильность этого материала. Поэтому в случае относительно жестких требований целесообразно превратить нестабильные концевые группы в стабильные концевые группы известным способом путем реакции с элементарным фтором (патент Германии А-1210794, европейский патент А-0150953 и патент США 4 743658). Здесь целесообразно разбавить фтор инертным газом и использовать эту смесь для обработки сухого полимера или полимерной смеси. Токсичный фтор затем удаляют путем продувки инертным газом. Этот же способ можно использовать для последующего фторирования смесей этого изобретения.
Полноту последующего фторирования контролируют путем ИК-спектроскопического определения остаточных карбоксильных и/или карбонилфторидных концевых групп, как описано в патенте США 4743658. Однако в полном фторировании концевых групп нет необходимости. Уменьшение числа термически нестабильных концевых групп (COOH+COF) до 10-15 концевых групп на 106 атомов углерода достаточно для достижения желаемого улучшения свойств. Это значительно сокращает время реакции и, следовательно, делает последующее фторирование более эффективным по стоимости.
У новых смесей PFA, которые были подвергнуты последующему фторированию этим способом, не наблюдается никакого изменения цвета даже при 450oС. Следовательно, это позволяет вести переработку при более высоких температурах и таким образом повысить производительность при экструзии труб и оболочек для проводов и кабелей, а также при литье под давлением. Еще одно преимущество повышенной стойкости при высоких температурах состоит в том, что когда происходит остановка производства, новая смесь PFA сохраняется в течение более длительного времени пребывания в аппарате при высокой температуре без деструкции, и поэтому не происходит никакого изменения цвета или образования пузырьков при повышенной температуре и не происходит никакой коррозии оборудования для переработки или материалов, которые контактируют с полимерной смесью.
Предпочтительный способ получения новых смесей состоит в смешении двух компонентов в виде дисперсии, их агрегации, сушке и грануляции из расплава с последующей обработкой водой (патент Германии А-19547909) гранул, полученных из расплава, и, если желательно, последующего фторирования этих же гранул.
Новые смеси лучше всего подходят для получения тонкостенных изделий методом экструзии или экструзии с раздувом и методом литья под давлением. Более высокие скорости переработки, которые возможны здесь, получают не за счет ухудшения свойств; наоборот, неожиданно оказалось, что полученные изделия имеют повышенную жесткость (повышенный модуль упругости) и повышенный предел текучести, т.е. новые смеси могут быть устойчивыми к более высоким механическим нагрузкам в конкретных применениях, так как повышенный предел текучести означает расширение области упругих деформаций этих материалов. Это дает возможность создавать формованные изделия с большими сроками службы, и это в свою очередь позволяет использовать трубы с более тонкими стенками.
Полимеризацию можно проводить известными способами свободно-радикальной эмульсионной полимеризации в водной среде (патент США 3635926, патент США 4262101), или в неводной фазе (патент США 3642742).
Содержание перфторпропилвинилового эфира определяется методом ИК-спектроскопии (патент США 4029868).
В европейском патенте В-362868 уже были описаны смеси фторполимеров, включая исследование высокомолекулярных и низкомолекулярных марок PFA. Здесь низкомолекулярный компонент имеет вязкость расплава при 380oС от 5000 до 280000 пуаз, что соответствует ИТР при 372oС от 80 до 1,6. Здесь специально указано, что вязкость расплава менее 5000 пуаз (ИТР > 80) приводит к плохим механическим свойствам смеси. В смеси, описанной в качестве примера в европейском патенте В-362868, колонка 4, средние молекулярные веса используемых марок PFA отличаются лишь незначительно, приблизительно только в 1,5 раза, что соответствует величинам вязкости расплава 8,1•104 и 1,9•104 пуаз соответственно. Такие материалы особенно пригодны для толстостенных экструдированных изделий, таких как толстостенные трубы.
Это изобретение описано более подробно в следующих примерах. Проценты и соотношения являются массовыми, если это не оговорено особо. Поведение при деструкции оценивали при помощи отношения ИТР после и до переработки.
Пример 1
25 л
деминерализованной воды и 122 г перфтороктаноата аммония в виде 30%-ного раствора помещали в реактор для полимеризации, имеющий общий объем 40 л и снабженный импеллерной мешалкой. Реактор герметично
закрывали, после этого атмосферный кислород удаляли путем поочередной откачки и продувки азотом и реактор нагревали до 60oС. В реактор подавали насосом 46 г метиленхлорида и 0,180 кг
перфтор-пропилвинилового эфира (ППВЭ). Устанавливали скорость мешалки 240 об/мин. Затем вводили ТФЭ до достижения суммарного давления 13,0 бар. Полимеризацию инициировали путем введения 6,6 г
персульфата аммония (ниже обозначаемого ПСА), растворенного в 100 мл деминерализованной воды. Как только давление начало падать, подавали дополнительные количества ТФЭ и ППВЭ в газовой фазе в
соответствии с заданным соотношением ППВЭ(кг)/ТФЭ(кг)=0,042 таким образом, чтобы поддерживать общее давление 13,0 бар. Выделяющееся тепло отводили путем охлаждения стенки реакционного сосуда и таким
образом поддерживали постоянную температуру 60oС. После того как в реактор было подано всего 7,2 кг ТФЭ, подачу мономера прекращали, давление в реакторе стравливали, и реактор продували
несколько раз N2.
Полученную дисперсию полимера в количестве 31,5 кг с содержанием сухого вещества 22,8% выгружали из нижней части реактора. После этого дисперсию переводили в сосуд с мешалкой емкостью 180 л, ее объем увеличивали до 100 л деминерализованной водой, смешивали ее с 200 мл концентрированной соляной кислоты и перемешивали до тех пор, пока твердое вещество не выделялось из водной фазы. Хлопьевидный порошок, осажденный после перемешивания, гранулировали, добавляя 6,9 л нефтяной фракции, нефтяную фракцию удаляли при помощи пара и гранулы затем промывали шесть раз при энергичном и тщательном перемешивании со 100 л деминерализованной воды при каждой промывке. Влажный порошок сушили 12 часов при 260oС в сушильной камере в атмосфере азота. В результате получили 7,1 кг низкомолекулярного биполимера согласно изобретению, который содержал 3,9% ППВЭ и имел ИТР 40.
Пример 2
Смесь PFA согласно изобретению, имеющую ИТР 2,
3, получали из смеси состава 50/50, состоящей из дисперсии вещества, полученного в примере 1, и дисперсии PFA, имеющего ИТР 0,5. Отношение ИТРА к ИТРВ было равно 80.
При получении PFA, имеющего ИТР 0,5, применяли такую же методику, как в примере 1, но вводили в реактор 6,7 г метиленхлорида и 1,8 г ПСА и получали биполимер, который содержал 3,9% ППВЭ и имел ИТР 0,5.
Дисперсную смесь обрабатывали, как в примере 1. В результате этого получили биполимер, который содержал 3,9% ППВЭ и имел ИТР 2,3. После гранулирования из расплава ИТР увеличился до 2,4.
Пример 3
Смесь PFA из примера 2 сравнивали с выпускаемым промышленностью FFA, имеющим ИТР 2, в ходе экструзии трубы с наружным диаметром 28,3 мм и
внутренним диаметром 27,7 мм.
Данные по экструдеру:
Диаметр, мм - 50
Длина, мм - 1200
(отношение длина:диаметр = 24)
Степень сжатия - 2,5:1
Мундштук (отверстие):
Внешний диаметр кольца, мм - 60
Внутренний диаметр кольца, мм - 55
Параллельная часть, мм - 25
Калибровочное устройство:
Диаметр, мм
- 28,4
Скорость экструзии: 2,3 м/мин при 22 об/мин
Стандартная установка:
Производительность, кг/ч - 8
Вес трубы, г/м - 60
Контроль температуры,oС:
Цилиндр 1 (зона питания) - 340
Цилиндр 2 - 355
Цилиндр 3 - 370
Цилиндр 4 - 375
Фланец - 310
Головка - 376
Мундштук - 388
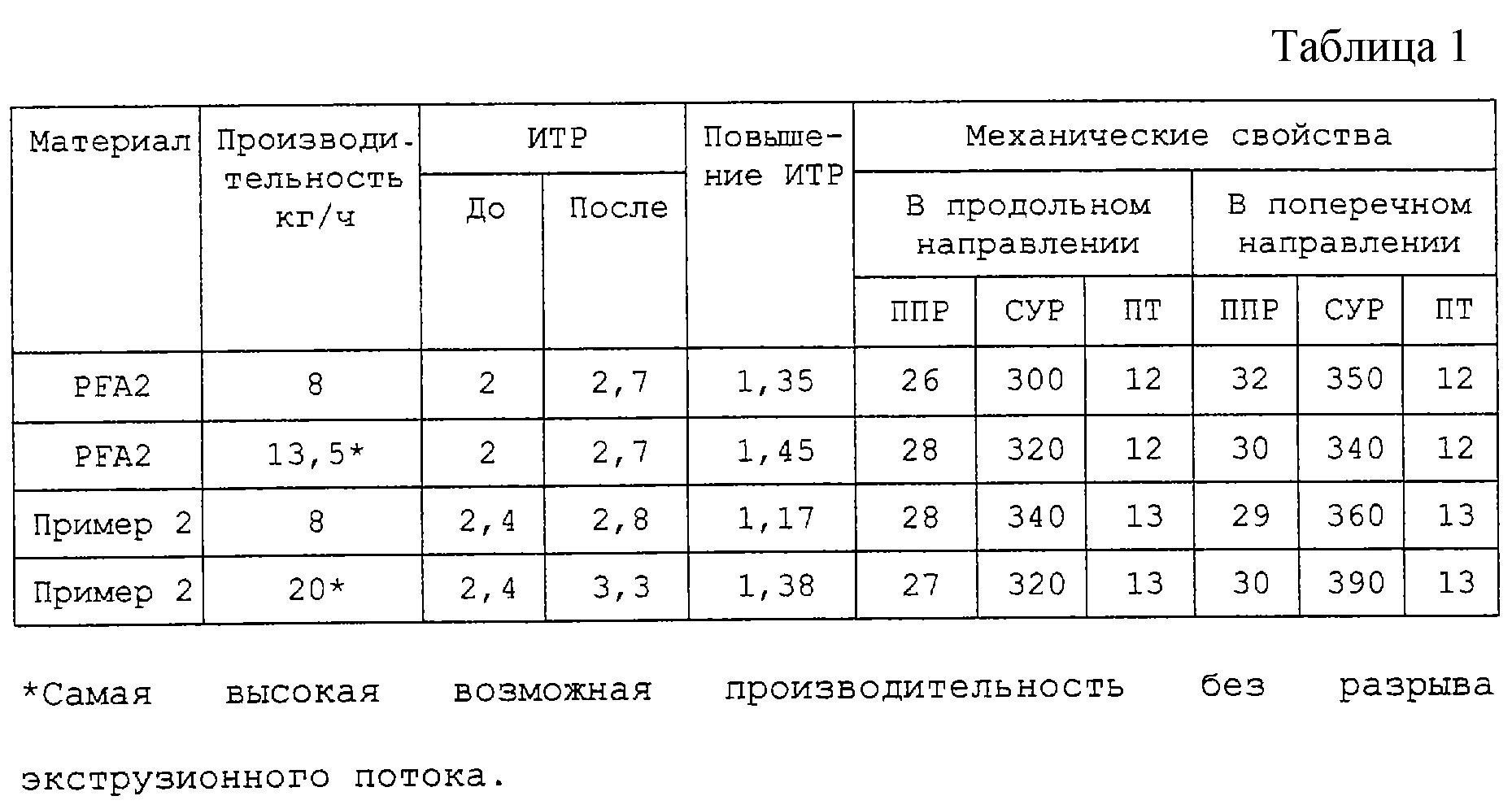
Результаты показаны в таблице 1. Значение сокращений:
PFA 2: Выпускаемый промышленностью продукт с ИТР 2
ППР (TS): Предел прочности при разрыве, Н/мм2
СУР
(ЕВ): Относительное удлинение при разрыве, %
ПТ (У): Предел текучести, Н/мм2
(в каждом случае измерено согласно DIN 53455/ASTM D1708, в продольном и поперечном направлении
на образцах, вырубленных из трубы).
В то время как выпускаемый промышленностью продукт PFA 2 дает возможность получить максимальную производительность 13,5 кг/ч, смесь примера 2 позволяет получить производительность 20 кг/ч без ухудшения качества трубы. Изменение величины ИТР показывает, что промышленный продукт даже при низкой производительности 8 кг/ч, деструктируется примерно в такой же степени, как новый материал из примера 2 при производительности 20 кг/ч.
Предел текучести нового материала увеличен. Это означает, что готовое изделие имеет большую стабильность размеров и/или жесткость.
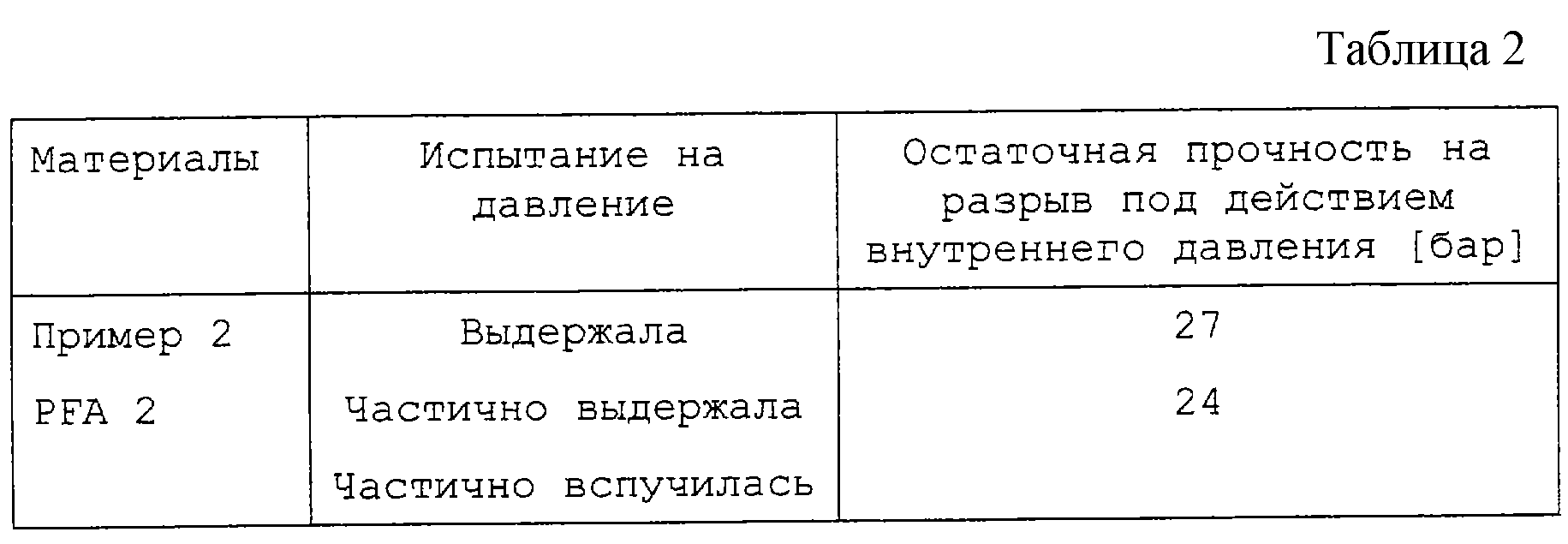
Трубы, экструдированные из смеси примера 2, полученные согласно этому изобретению, также имеют повышенную прочность на разрыв под действием внутреннего давления на холоду.
Используя смесь примера 2, полученную согласно этому изобретению, и выпускаемый промышленностью материал PFA 2, в одних и тех же условиях, экструдировали трубы с толщиной стенки 1 мм и диаметром 10 мм и определяли их прочность на разрыв под действием внутреннего давления на холоду (табл. 2).
Испытание проводили в аппарате для испытания на прочность на разрыв под действием внутреннего давления (конструкция для испытаний в помещении), в котором прочно закрепленную пластиковую трубу заполняли водой и создавали в ней давление с помощью пневматического насоса. Считалось, что труба выдержала испытание, если она осталась без повреждений после воздействия давления в течение 6 мин, причем давление при испытании зависело от размеров трубы. После проведения этого испытания давление повышали со скоростью 2 бар/мин до тех пор, пока труба не разрывалась для того, чтобы определить остаточную прочность на разрыв под действием внутреннего давления.
Заданное давление при испытании труб этого размера составляло 22 бар.
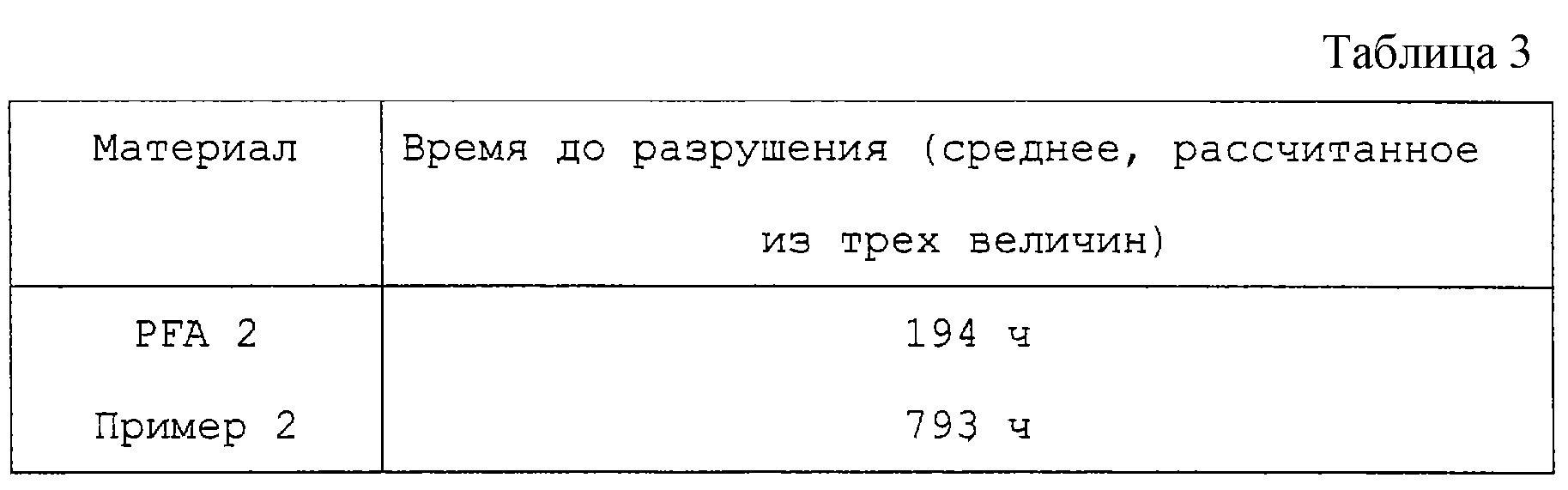
Пример 4
Смесь PFA из примера 2 перерабатывали в
прессованный лист и определяли разрушение после длительной эксплуатации на образцах из этого прессованного листа. В качестве сравнения служили образцы PFA 2, определенного в примере 3. Только через
793 ч два из трех образцов смеси из примера 2 были разрушены, в то время как средняя величина времени разрушения для образцов PFA 2 составляла 194 ч (табл.3).
Эти испытания представляли собой испытания на ползучесть при растяжении в течение длительного времени на основе технических условий Deutsher Verband fur Schweisstechnic [Германская ассоциация технологии сварки], DVS 2203, часть 4, на образцах с надрезом. Образцы представляли собой пластинки, полученные прямым прессованием, толщиной 5 мм. Приложенная сила была равна 4 Н/мм2. В качестве среды использовали деминерализованную воду, содержащую 2% неионного ПАВ (ARKOPAL® N 100). Испытания проводили при температуре 80oС. В каждом случае измерения проводили на трех идентичных образцах. Этот метод испытаний, а следовательно, также и полученные результаты позволяют проводить корреляцию с измерениями эффектов длительно действующего внутреннего гидростатического давления в трубах согласно DIN 8075.
Пример 5
Применяли методику примера 1, но вводили в реактор 200 г метиленхлорида и 20 г ПСА; в результате получили низкомолекулярный
биполимер согласно изобретению, содержащий 4% ППВЭ и имеющий ИТР, равный 500.
Пример 6
Смесь PFA согласно этому изобретению, имеющую ИТР 9,8, приготовляли в виде агломерата из
смеси 50/50, состоящей из дисперсии материала из примера 5 и дисперсии PFA с ИТР 1,6. Отношение ИТРА к ИТРВ составляло 312,5.
При получении PFA с ИТР 1,6 применяли такую же методику, как в примере 1, но вводили в реактор 19 г метиленхлорида и 2 г ПСА и получили биполимер, который содержал 4,2% ППВЭ и имел ИТР 1,6.
Дисперсную смесь обрабатывали, как в примере 1. Получили биполимер, который содержал 4,1 мол.% ППВЭ и имел ИТР 9,8.
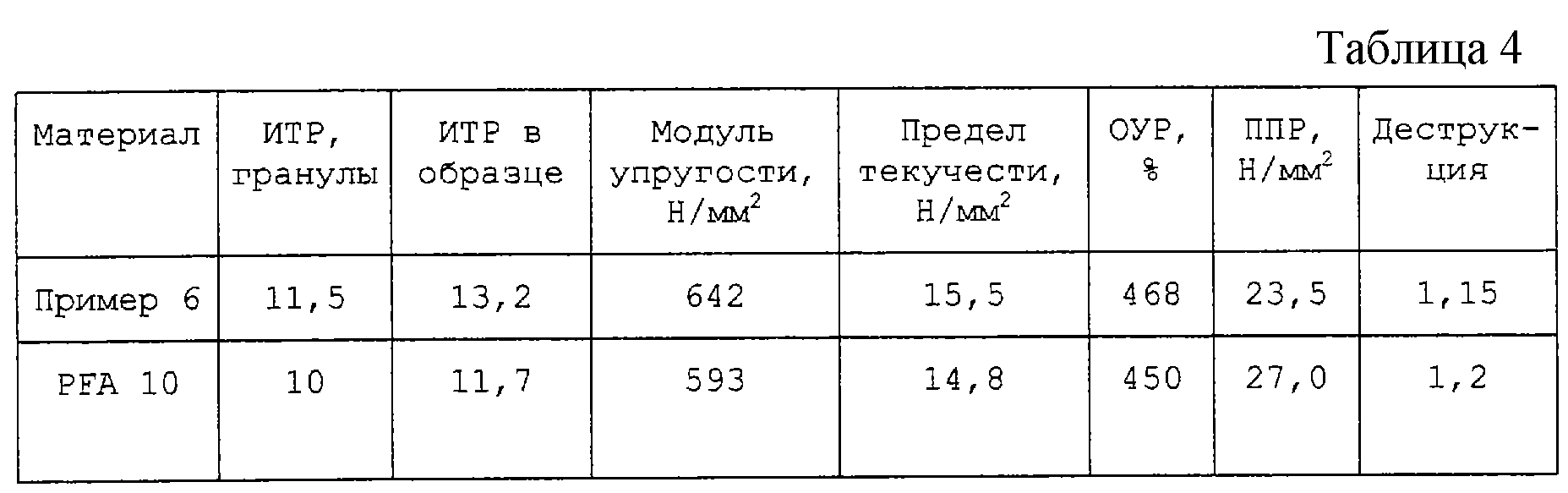
Пример 7
Смесь PFA из примера 6 (ИТР 9,8) сравнивали с промышленными
продуктами в форме гранул, имеющими ИТР 10 (например, PFA 10), при литье под давлением образцов. Для этого материалы вначале превращали в гранулы из расплава, при этом ИТР изменялся, как показано в
таблице.
Образцы в виде гантелей:
Нагревание,oС:
Температура в зоне 1 - 390
Температура в зоне 2 - 390
Температура в зоне 3 - 420
Температура в зоне 4 - 350
Удельное давление впрыска, бар - 600 (6•107 Па)
Скорость впрыска, мм/с - 4
Температура формы,oС - 210
Результаты приведены в табл.4.
Модуль упругости и предел текучести измеряли на образцах в форме гантели (DIN 53455, образец для испытаний 3) по методу измерений DIN 53457. Для нового материала наблюдалась более низкая степень деструкции, более высокий модуль упругости и более высокий предел текучести без изменения механических свойств, таких как относительное удлинение при разрыве (ОУР) и предел прочности при разрыве (ППР).
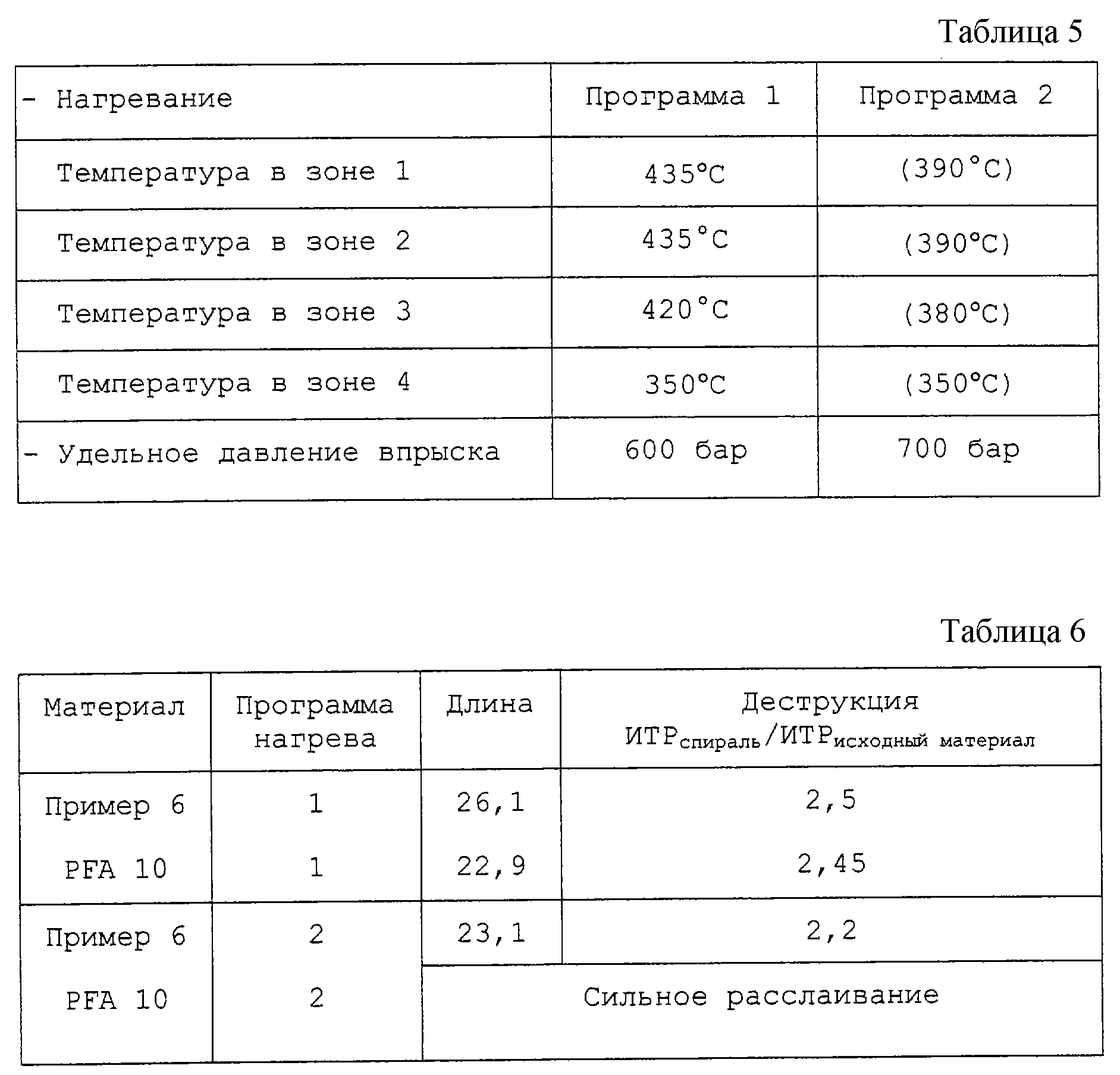
Улучшенная текучесть новой смеси также видна при литье под давлением спиралей. Чем больше длина отлитой спирали, тем лучше ее характеристики при течении. Деструкцию, происходящую в этом процессе, можно оценить по отношению величин ИТР.
Условия литья под давлением приведены в табл.5, результаты - в табл.6.
По сравнению со стандартным материалом смесь PFA из примера 6 имеет заметно лучшую текучесть при одинаковой деструкции и меньшую тенденцию к расслаиванию, когда используются более низкие температуры и более высокие скорости впрыска.
Пример 8
Смесь PFA из примера 6 превращали в гранулы из расплава, которые имели ИТР 11. 1,5 кг этой смеси расплавляли в сосуде для расплава в
камере с конвективным нагревом при 370oС в течение 5 ч и отливали под давлением в течение 4 мин в форму, нагретую также до 370oС и имеющую сложную геометрию впрыска. Форма,
которую необходимо было капсулировать, представляла собой магнитное соединение. После охлаждения в течение 30 мин водой отлитый образец не имел никаких дефектов, в частности ни газовых включений, ни
каких-либо изменений цвета. ИТР отливки был равен 11,3. В противоположность этому у стандартного PFA с ИТР 10 или 15 наблюдались расслоения в отливке, что делало изготовленную деталь непригодной для
использования.
Пример 9
125 кг смеси PFA из примера 6 помещали в барабанную сушилку емкостью 300 л. Во время нагревания до 220oС атмосферный кислород и влага
удалялись путем поочередного вакуумирования и продувки азотом. Затем реактор заполняли смесью F2 и N2, содержащей 10% F2. Реакция протекала 5 часов, и после каждого
часа смесь F2 и N2 заменяли новой порцией смеси. Одновременно с охлаждением от 220oС до комнатной температуры непрореагировавший фтор удаляли путем поочередного
вакуумирования и продувки N2. Полученный в результате продукт содержал только около 15 остаточных концевых групп СООН, что соответствовало примерно 10% от первоначально присутствовавших
термически нестабильных концевых групп.
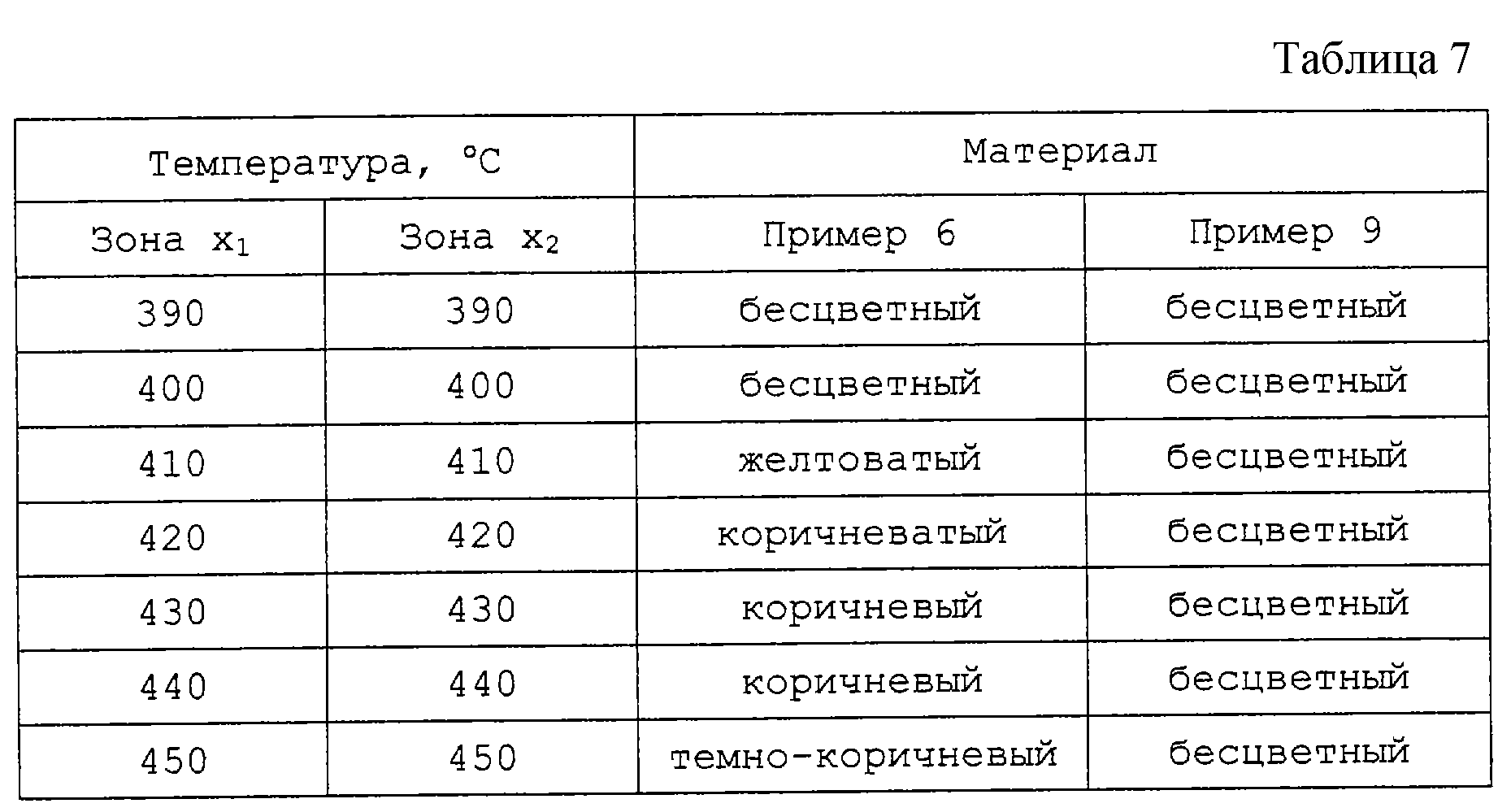
Полученный продукт перерабатывали литьем под давлением, в основном так же, как описано в примере 7. Во время переработки было очевидно, что смесь PFA из примера 9 после последующего фторирования может выдерживать более высокие термические нагрузки (табл.7).
Образцы в форме гантели: DIN 53455, образец для испытаний 3
Нагревание:
Температура в зоне 1: - x1
Температура в зоне 2: - x2
Температура в зоне 3: - 420oС
Температура в зоне 4:
- 350oС
Пример 10
Применяли ту же методику (т.е. подготовку реактора для полимеризации, условия полимеризации и обработку полимера), как в примере 1. Однако для получения
новой смеси посредством ступенчатой полимеризации в начале полимеризации добавляли 7 г метиленхлорида и 2 г ПСА. После израсходования 50% от количества ТФЭ вводили 30 г метиленхлорида и 10 г ПСА. В
результате получили биполимер, содержащий 3,9% ППВЭ и имеющий ИТР 2,1.
На первом этапе полимеризации получили PFA, имеющий ИТР 0,3. ИТР, полученный на второй стадии, рассчитывали
исходя из величины ИТР конечного продукта 2,1, при помощи следующего уравнения:
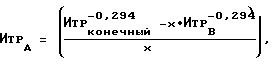
х - массовая доля
Следовательно, ИТР равен 75. Отношение ИТРА к ИТРВ равно 250.
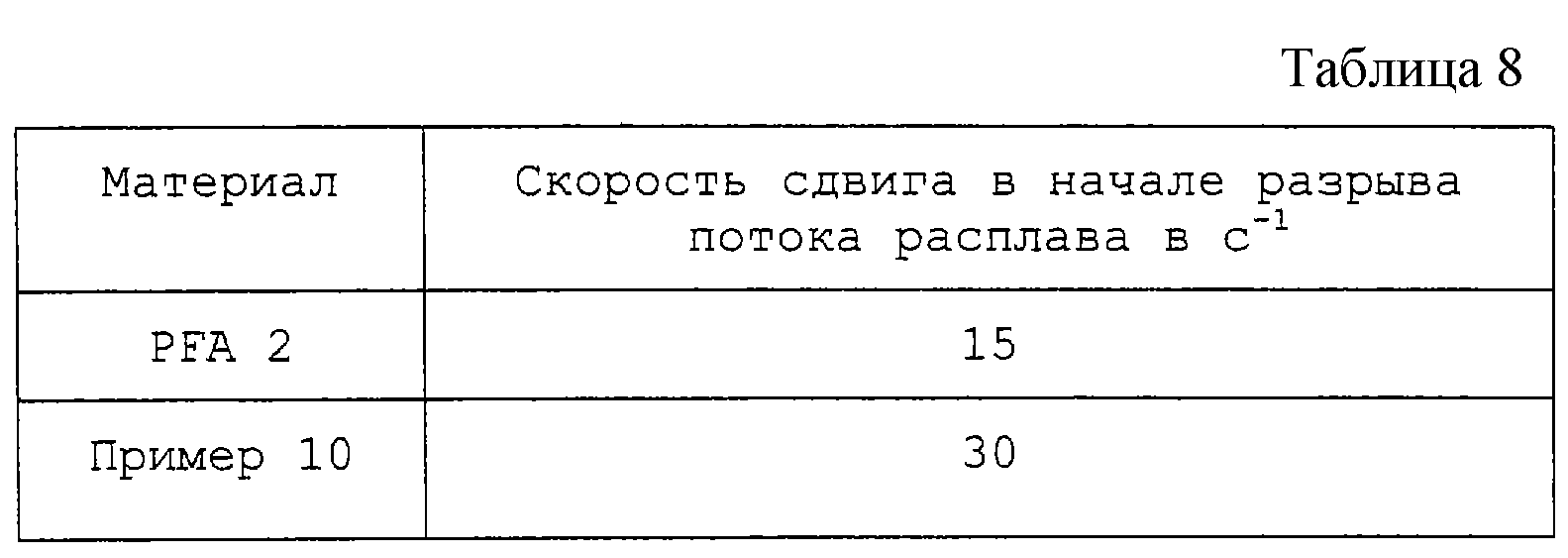
Смесь PFA этого изобретения, полученную в этой ступенчатой полимеризации, сравнивали со стандартным материалом PFA 2 путем измерения скорости сдвига, при которой происходит разрыв потока расплава, в капиллярном вискозиметре высокого давления.
По сравнению с промышленным материалом PFA 2 скорость сдвига, при которой разрыв потока расплава становится видимым, в материале примера 10 возрастает в 2 раза (табл.8).
Пример 11
Применялась такая же методика (т.е. подготовка реактора для полимеризации, условия полимеризации и обработка полимера), как в примере 1. Однако для получения новой смеси путем ступенчатой
полимеризации в начале полимеризации добавляли 3 г метиленхлорида и 2 г ПСА. После добавления 30% от количества ТФЭ, вводимого в реактор, вводили 100 г метиленхлорида и 10 г ПСА. В результате получили
биполимер, содержащий 3,9% ППВЭ и имеющий ИТР 2,6 и коэффициент набухания 1,54. Коэффициент набухания определяется следующей формулой: (ДЭ/ДМ-1)•100, где ДЭ - диаметр экструдата и ДМ - диаметр
отверстия мундштука.
На первой стадии полимеризации получали PFA, имеющий ИТР, равный 0,1. ИТР 130, получаемый на второй стадии, рассчитывали исходя из ИТР 2,6 конечного продукта при помощи уравнения, данного в примере 10. Отношение ИТРА к ИТРВ было равно 1300.
Этот материал перерабатывали на установке для непрерывного формования методом экструзии с раздувом для изготовления мерных колб емкостью 1 л и сравнивали с выпускаемым промышленностью продуктом, имеющим ИТР=2 и коэффициент набухания 1,1. Высокие коэффициенты набухания являются особенно благоприятными для этой технологии переработки.
Условия переработки были следующими:
Температура расплава,oС - 370
Скорость экструзии, мм/мин
- 100
Диаметр трубы, мм - 60
Максимальная степень раздува - 2,5:1
Используя новый материал, в противоположность промышленному продукту возможно непрерывно изготавливать без
отходов мерные колбы на 1 л с однородной толщиной стенок и равномерным распределением по толщине стенок. При использовании промышленного продукта это удается сделать только для мерных колб, имеющих
объем до 100 мл.
Реферат
Изобретение относится к термопластичным полимерам, содержащим звенья тетрафторэтилена и звенья перфторалкилвиниловых эфиров, их смесям, а также к процессам и изделиям, в которых применяются такие полимеры. Смесь термопластичных фторполимеров, в основном содержащих звенья тетрафторэтилена и от 0,5 до 10,0 мол.% звеньев одного или более перфторалкилвиниловых эфиров, имеющих от 1 до 4 атомов углерода в перфторалкильном радикале, содержит по меньшей мере 20 и не более 90 мас.% по меньшей мере одного фторполимера А (компонент А) с индексом расплава ИТРА не менее 30 и не более 90 мас.% и по меньшей мере 10 мас.% фторполимера В (компонент В) с индексом расплава ИТРВ не более 15, причем компоненты выбирают таким образом, что отношение индексов расплава компонента А и компонента В ИТРА/ИТРВ находится в пределах 80 - 2500. Также изобретение относится к низкомолекулярному термопластичному фторполимеру, способу изготовления формованных изделий и формованному изделию. Изобретение позволяет значительно повысить скорость экструзии без разрыва экструзионного потока, позволяет вести переработку при высоких температурах. Новые смеси используют для получения тонкостенных изделий методом экструзии или экструзии с раздувом и методом литья под давлением. 5 с. и 14 з.п.ф-лы., 8 табл.
Комментарии