Устройство для нанесения резины на стальную проволоку - RU2670892C9
Код документа: RU2670892C9
Чертежи
Описание
Область техники, к которой относится изобретение
[1] Настоящее изобретение относится к устройству для нанесения резины на стальную проволоку, которое наносит резину на стальную проволоку для сердечника борта шины.
Предшествующий уровень техники
[2] Известно устройство для нанесения покрытия, которое наносит резину на стальную проволоку для сердечника борта шины. Например, в патентном документе 1 раскрывается устройство для нанесения резины, которое нагревает стальную проволоку, электромагнитной нагревательной катушкой индуктивности или спиральным электронагревателем и экструдирует резину на нагретую стальную проволоку. Стальную проволоку нагревают заранее. Поэтому резина, контактирующая со стальной проволокой, размягчается под действием теплоты и наносится на стальную проволоку. В результате стальная проволока покрывается резиной.
Документ, описывающий аналог
Патентный документ
[3] Патентный документ 1: публикация заявки на патент Японии № 2004-345312.
Раскрытие сущности изобретения
Задачи, решаемые изобретением
[4] Чрезмерно высокая температура стальной проволоки во время нанесения резины может привести к изменению естественных свойств резины. После нанесения на стальную проволоку резины, устройство для нанесения резины согласно патентному документу 1 регулирует температуру нагрева стальной проволоки в соответствии с диаметром резинового покрытия. Однако, например, когда подача стальной проволоки временно останавливается, диаметр резинового покрытия на участке, где измеряется диаметр покрытия, не меняется. Поэтому, температура нагрева не регулируется. Далее, даже когда температура превышает допустимый диапазон, температура нагрева не регулируется, пока диаметр покрытия не изменится. Поэтому, температура стальной проволоки может превысить допустимый диапазон и привести к изменению естественных свойств резины.
[5] Целью настоящего изобретения является создание устройства для покрытия стальной проволоки резиной, которое легко поддерживает температуру стальной проволоки в нужном диапазоне.
Средства решения задачи
[6] Для достижения вышеописанной цели устройство для нанесения резины на стальную проволоку содержит нагревательное устройство, нагревающее теплоноситель до заданного диапазона температур, элемент для теплопереноса, находящийся в контакте со стальной проволокой и включающий в себя пространство для теплоносителя, и экструдер, покрывающий стальную проволоку, нагретую элементом для теплопереноса, резиной.
[7] В вышеописанной структуре элемент для теплопереноса, нагретый теплоносителем, переносит теплоту в стальную проволоку. Нагревательное устройство нагревает теплоноситель до заданного температурного диапазона. Таким образом, температуры элемента для теплопереноса и стальной проволоки не превышают температуру теплоносителя. Это позволяет легко поддерживать температуру стальной проволоки в заданном диапазоне.
Эффект изобретения
[8] Предлагаемое устройство для покрытия стальной проволоки резиной легко поддерживает температуру стальной проволоки в заданном диапазоне.
Краткое описание чертежей
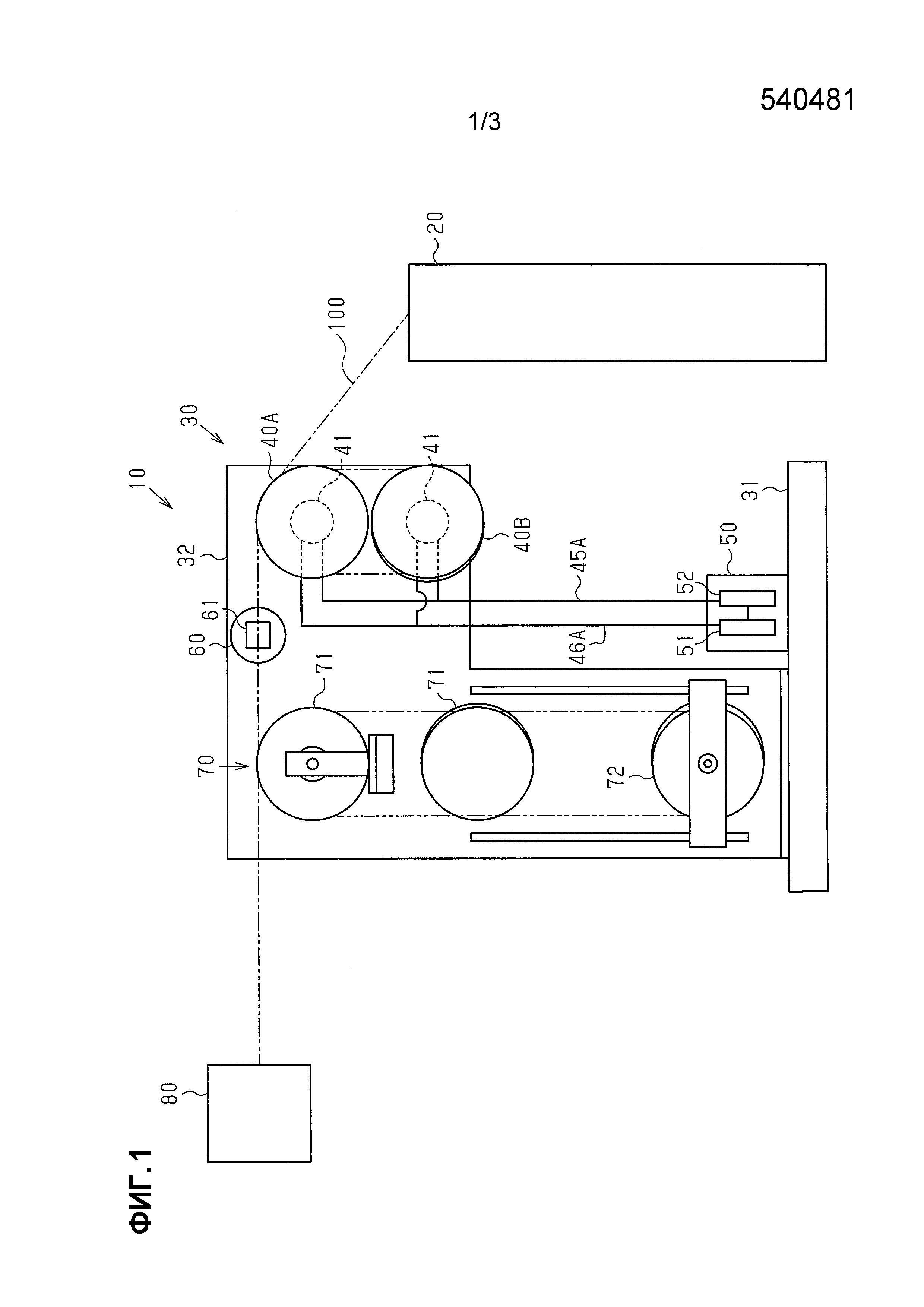
[9] Фиг.1 – главный вид, иллюстрирующий устройство для формирования сердечника борта шины согласно настоящему изобретению.
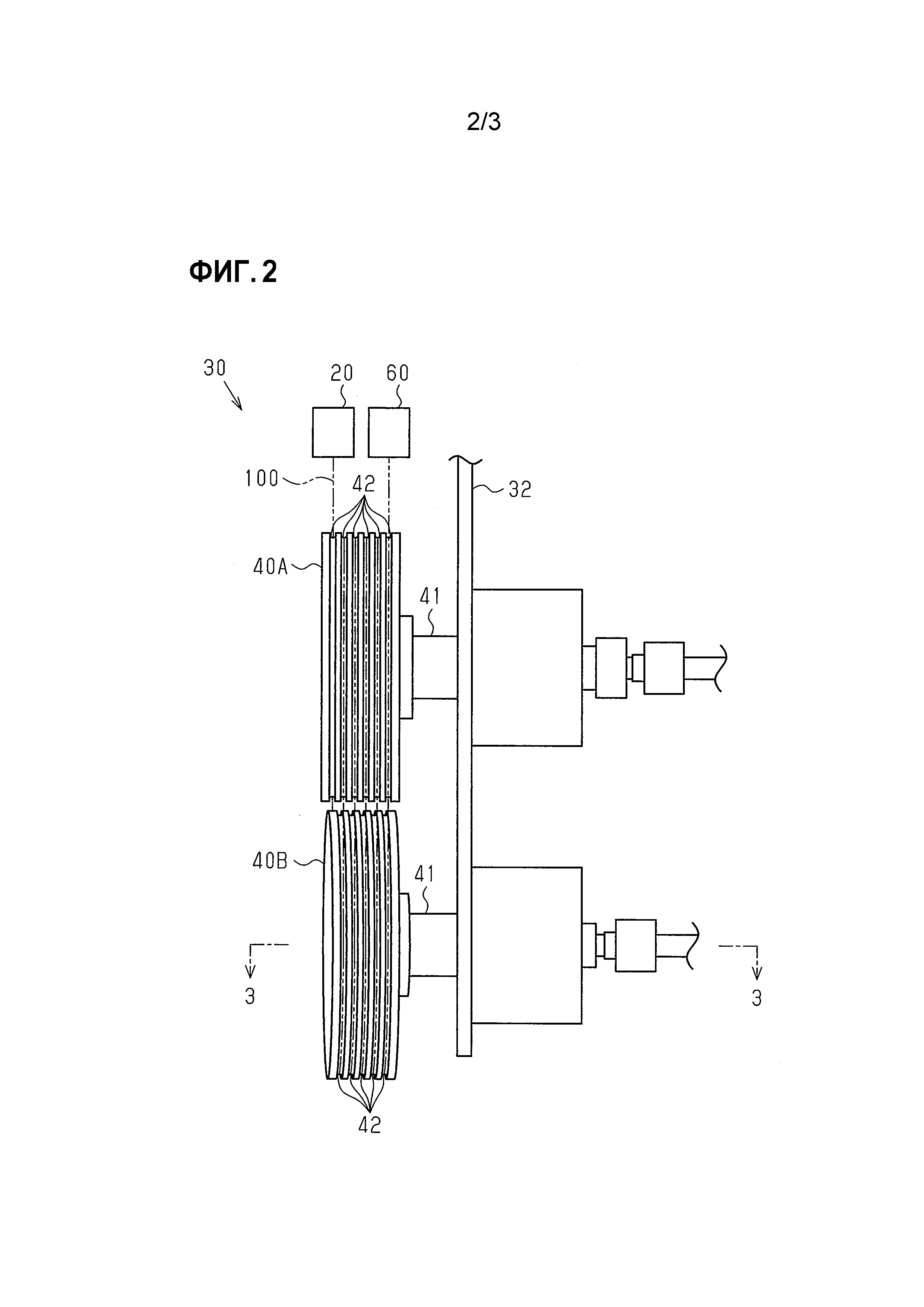
Фиг.2 - вид сбоку, иллюстрирующий ролики для теплопереноса устройства для формирования сердечника борта шины.
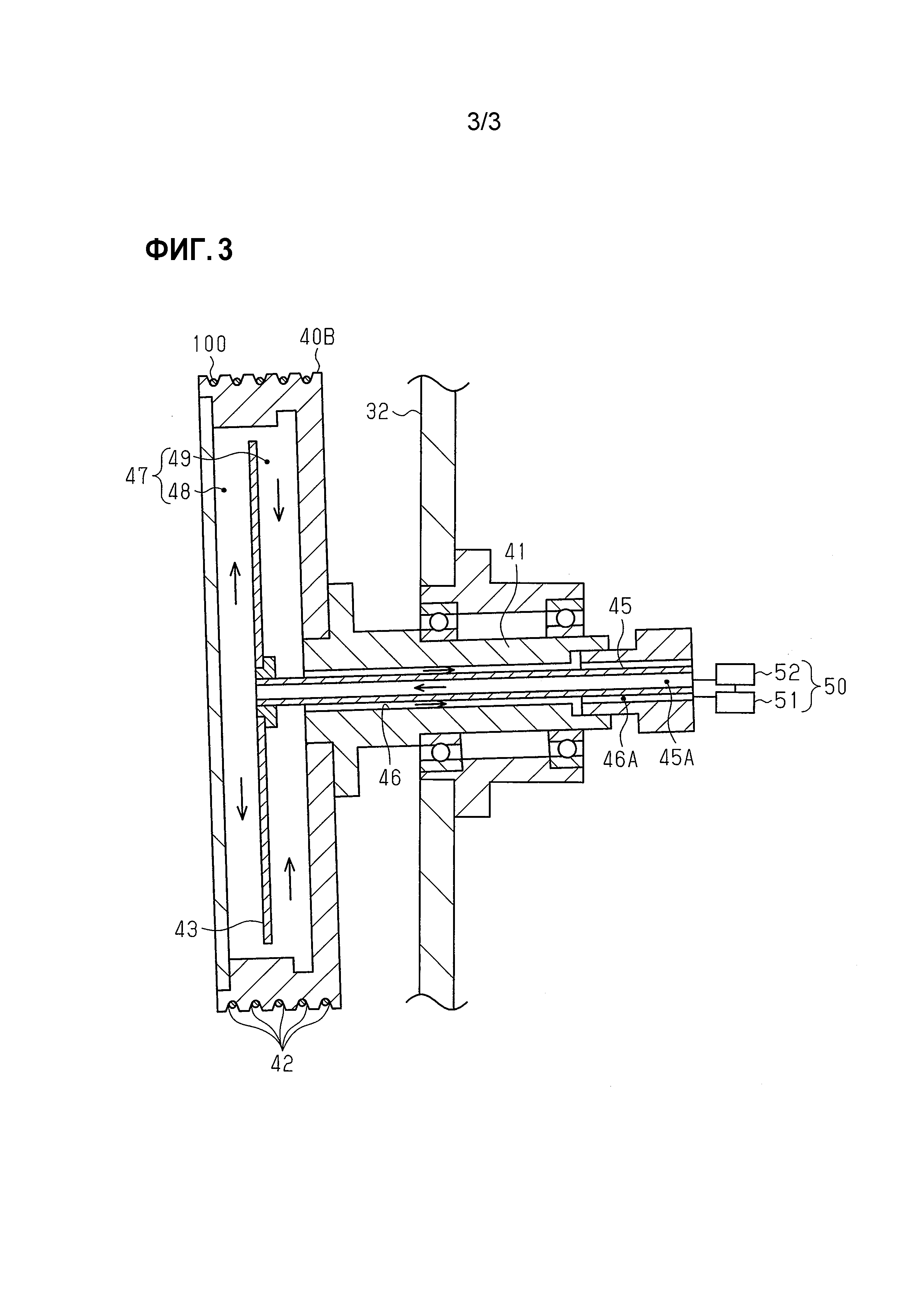
Фиг.3 - сечение по линии 3-3 на фиг.2.
Описание вариантов осуществления изобретения
[10] Далее следует описание одного варианта осуществления устройства для покрытия стальной проволоки резиной.
Как показано на фиг.1, устройство 10 для формирования сердечника борта шины включает в себя устройство 20 подачи, которое подает стальную проволоку 100, устройство 30 для нанесения резины, покрывающее стальную проволоку 100 резиной, петлевое устройство 70, которое регулирует натяжение стальной проволоки 100, и формирователь 80, который формирует сердечник борта шины, наматывая стальную проволоку 100, покрытую резиной.
[11] Устройство 30 для нанесения резины включает в себя основание 31, опорную плиту 32, выступающую из основания 31, первый ролик 40А для теплопереноса, который является элементом для теплопереноса, второй ролик 40В для теплопереноса, являющийся элементом для теплопереноса, нагревательное устройство 50, нагревающее ролики 40А и 40В для теплопереноса, и экструдер 60, наносящий резину на стальную проволоку 100.
[12] Как показано на фиг.2, оба ролика 40А и 40В для теплопереноса включают в себя вращающийся вал 41, выступающий из опорной плиты 32. Каждый вращающийся вал 41 закреплен в плите 32 с возможностью вращения. Два ролика 40А и 40В для теплопереноса расположены в вертикальном направлении. Внешняя периферийная поверхность каждого из роликов 40А, 40В для теплопереноса включает в себя канавки 42. Канавки 42 расположены в осевом направлении вращающихся валов 41. Осевое направление второго ролика 40В для теплопереноса наклонено относительно осевого направления первого ролика 40А для теплопереноса. Поэтому канавки 42 второго ролика 40В для теплопереноса наклонены относительно канавок 42 первого ролика 40А для теплопереноса.
[13] Стальную проволоку 100 подают с устройства 20 подачи и обматывают вкруг канавки 42 первого ролика 40А для теплопереноса, наиболее удаленной от опорной плиты 32 (здесь и далее - основная канавка 42). Затем, стальную проволоку 100 обматывают вокруг основной канавки 42 второго ролика 40В для теплопереноса, а затем вновь обматывают вокруг первого ролика 40А для теплопереноса. Как описано выше, канавки 42 второго ролика 40В для теплопереноса наклонены относительно канавок 42 первого ролика 40А для теплопереноса. Поэтому, когда стальную проволоку 100 обматывают вокруг канавок 42 второго ролика 40В для теплопереноса, а затем повторно наматывают вокруг первого ролика 40А теплопереноса, стальная проволока 100 попадает в канавку 42, которая смежна задней стороне канавки 42, вокруг которой стальная проволока 100 была ранее обмотана. Таким образом, стальная проволока 100 последовательно обматывается вокруг канавок 42 первого ролика 40А для теплопереноса и канавок 42 второго ролика 40В для теплопереноса с передней стороны к задней стороне. Стальная проволока 100 продолжается в вертикальном направлении между первым роликом 40А для теплопереноса и вторым роликом 40В для теплопереноса. То есть, стальная проволока 100 продолжается наклонно относительно осевого направления ролика 40А для теплопереноса и ролика 40В для теплопереноса между роликами 40А и 40В для теплопереноса. Это ограничивает скручивание стальной проволоки 100 на участке между роликами 40А и 40В для теплопереноса. Стальная проволока 100 обматывается вокруг задней канавки 42 первого ролика 40А для теплопереноса и, затем, направляется на экструдер 60.
[14] Далее со ссылками на фиг.3 следует описание внутренней структуры роликов 40А и 40В для теплопереноса. Первый ролик 40А для теплопереноса и второй ролик 40В для теплопереноса имеют идентичную внутреннюю структуру, поэтому первый ролик 40А для теплопереноса не показан.
[15] Каждый ролик 40А и 40В для теплопереноса содержит нагревательную камеру 47, которая является пространством для теплоносителя. В нагревательной камере 47 расположена круглая перегородка 43, установленная концентрично с роликами 40А и 40В для теплопереноса. Перегородка 43 делит нагревательную камеру 47 на первую нагревательную камеру 48, расположенную на передней стороне, и вторую нагревательную камеру 49, расположенную на задней стороне. Внешняя периферийная часть первой нагревательной камеры 48 находится в сообщении с внутренней периферийной частью второй нагревательной камеры 49.
[16] Вращающийся вал 41 каждого из роликов 40А, 40В для теплопереноса включает в себя нагнетательный канал 46, продолжающийся в осевом направлении. В нагнетательном канале 46 расположена подающая трубка 45, продолжающаяся в осевом направлении. Подающая трубка 45 включает в себя передний конец, соединенный с перегородкой 43 в нагревательной камере 47.
[17] Подающая трубка 45 образует часть подающего канала 45А, по которому подают воду, являющуюся теплоносителем, в первую нагревательную камеру 48. Пространство между нагнетательный каналом 46 и подающей трубкой 45 образует часть выпускного канала 46А, который отводит воду, попадающую во вторую нагревательную камеру 49 из нагревательной камеры 47.
[18] Подающий канал 45А и выпускной канал 46А соединены с нагревательным устройством 50. Нагревательное устройство 50 включает в себя насос 51 и нагреватель 52. Насос 51 нагнетает воду и подает воду в подающий канал 45А. Нагреватель 52 нагревает воду, нагнетенную насосом 51, до заданного температурного диапазона, верхним пределом которого является точка кипения нагнетенной воды. Предпочтительно, заданный диапазон температур составляет от 100°С до 110°С. Нагреватель 52 является, например, электрическим нагревателем.
[19] Вода последовательно течет через подающий канал 45А, первую нагревательную камеру 48, участок, обеспечивающий сообщение между первой нагревательной камерой 48 и второй нагревательной камерой 49, проксимальной канавкам 42, и в выпускной канал 46А. Вода, текущая по выпускному каналу 46А возвращается в нагревательное устройство 50, вновь нагревается и направляется в подающий канал 45А. Вода передает теплоту на ролики 40А и 40В для теплопереноса.
[20] Как показано на фиг.1 стальная проволока 100 контактирует с роликами 40А и 40В для теплопереноса и принимает теплоту от роликов 40А и 40В для теплопереноса. Затем, стальная проволока 100 проходит через головку 61 экструдера 60. Готовка 61 экструдирует заранее вулканизированную резину на внешнюю периферийную поверхность стальной проволоки 100. Резина, нанесенная на нагретую стальную проволоку 100 покрывает поверхность стальной проволоки 100. Стальная проволока, покрытая резиной, наматывается на два охлаждающих ролика 71 петлевого устройства 70.
[21] Два охлаждающих ролика 71 расположены в вертикальном направлении и соединены с опорной плитой 32. Каждый из двух охлаждающих роликов 71 включает в себя канал охлаждения (не показан). Поэтому резина, нанесенная на стальную проволоку 100, охлаждается и отвердевает, перемещаясь вокруг двух охлаждающих роликов 71.
[22] Петлевое устройство 70 включает в себя регулировочный ролик 72, расположенный под нижним охлаждающим роликом 71. Стальная проволока 100, покрытая резиной, обматывается вокруг двух охлаждающих роликов 71 несколько раз, а затем несколько раз обматывается вокруг верхнего охлаждающего ролика 71 и регулировочного ролика 72. Регулировочный ролик 72 соединен с опорной плитой 32 и выполнен с возможностью перемещения в вертикальном направлении. Петлевое устройство 70 регулирует длину стальной проволоки 100, обмотанной вокруг верхнего охлаждающего ролика 71 и регулировочного ролика 72 посредством перемещения регулировочного ролика 72 в вертикальном направлении. Устройство 20 подачи подает стальную проволоку 100 на устройство 30 нанесения резины с постоянной скоростью. Когда заданная количество стальной проволоки 100 намотано на формирователь 80, формирователь 80 временно останавливает намотку стальной проволоки 100 и удаляет намотанную стальную проволоку 100. Петлевое устройство 70 регулирует длину стальной проволоки 100, намотанной на верхний охлаждающий ролик 71 и регулировочный ролик 72 для регулирования количества стальной проволоки 100, снимаемой с устройства 30 для нанесения резины и направляемой на формирователь 80.
[23] Далее следует описание работы устройства 30 для нанесения резины.
Известное устройство для нанесения резины нагревает стальную проволоку 100 посредством электромагнитной нагревающей катушки индуктивности. Это создает в катушке магнитный поток. Магнитный поток генерирует вихревые токи в стальной проволоке 100 и нагревает стальную проволоку 100. Увеличение вихревых токов, генерируемых в стальной проволоке 100, повышает температуру стальной проволоки 100. Далее, по мере увеличения времени, в течение которого стальная проволока 100 подвергается воздействию магнитного потока, например, когда подача стальной проволоки временно останавливается, температура стальной проволоки 100 растет. Таким образом, температура стальной проволоки 100 может стать слишком высокой. Поэтому трудно удерживать температуру стальной проволоки 100 в заданном температурном диапазоне.
[24] Другое известное устройство для нанесения резины нагревает стальную проволоку 100 посредством спирального электронагревателя. В этом случае теплота, генерируемая спиральным электронагревателем, переносится в стальную проволоку 100. Когда величина тока, подаваемого на спиральный электронагреватель, и время включения спирального электронагревателя увеличиваются, температура спирального электронагревателя увеличивается. Поэтому, температура стальной проволоки увеличивается вместе с температурой спирального электронагревателя. В результате, трудно удерживать температуру стальной проволоки 100 в заданном температурном диапазоне. Далее, когда температура спирального электронагревателя чрезмерно увеличивается или уменьшается, величина тока, подаваемого на спиральный электронагреватель, изменяется для изменения температуры спирального электронагревателя. В этом случае на изменение температуры спирального электронагревателя с момента, когда изменилась величина тока, подаваемого на спиральный электронагреватель, требуется время. Соответственно, изменение температуры стальной проволоки 100 требует времени и трудно удерживать температуру стальной проволоки 100 в заданном температурном диапазоне.
[25] Другое известное устройство для нанесения резины измеряет диаметр резинового покрытия стальной проволоки 100 для управления нагревом стальной проволоки 100 в соответствии с результатом измерений. В этом случае, даже когда температура стальной проволоки выходит за пределы заданного диапазона, температура стальной проволоки 100 регулируется только, когда изменяется диаметр резинового покрытия. Так, например, когда подача стальной проволоки 100 временно останавливается, температура стальной проволоки 100 чрезмерно повышается. Поэтому трудно удерживать температуру стальной проволоки 100 в заданном температурном диапазоне.
[26] В устройстве 30 для нанесения резины нагревательное устройство 50 нагревает воду до заданного температурного диапазона. Вода переносит теплоту через ролики 40А и 40В для теплообмена на стальную проволоку 100. То есть, стальная проволока 100 нагрета до температурного диапазона, который не превышает температуру воды. Это позволяет легко удерживать температуру стальной проволоки 100 в заданном диапазоне.
[27] Такой вариант обладает преимуществами, описанными ниже.
(1) В устройстве 30 для нанесения резины стальная проволока 100 нагревается в диапазоне, который не превышает температуру воды. Это позволяет легко поддерживать температуру стальной проволоки 100 в заданном диапазоне. Далее, нагревательное устройство 50 нагревает воду до заданного температурного диапазона. Поэтому структура устройства 30 для нанесения резины проще чем структура, в которой применяется датчик температуры, измеряющий температуру стальной проволоки 100.
[28] Когда в каждом из вращающихся роликов 40А, 40В для теплопереноса расположена электромагнитная нагревательная катушка индуктивности или спиральный электронагреватель, как это имеет место в известном устройстве для нанесения резины, катушки или спирали вращаются вместе с роликами 40А, 40В для теплопереноса. Поэтому для активации нагревателя необходимо контактное кольцо или подобное устройство. Это усложняет структуру устройства. Устройство 30 для нанесения резины нагревает стальную проволоку 100 водой, что упрощает структуру, нагревающую стальную проволоку 100.
[29] (2) Теплоносителем, применяемым для нагрева стальной проволоки 100 является вода. Стальную проволоку 100 поддерживают в температурном диапазоне, включающем в себя точку кипения воды. Поэтому в нагревательном устройстве 50 температура воды не поднимается выше точки кипения, даже когда количество теплоты, переданной воде, превышает количество, необходимое для кипения воды. Это позволяет легко поддерживать температуру воды в заданном диапазоне и позволяет легко поддерживать температуру стальной проволоки 100.
[30] (3) Вода в нагревательной камере 47 перемещается по подающему каналу 45А и выпускному каналу 46А между роликами 40А, 40В для теплопереноса и пространство снаружи роликов 40А, 40В для теплопереноса. В результате, вода в камере 47 перемещается. Поэтому, концентрация теплоты в камере 47 ограничена.
[31] (4) Выпускной канал 46А расположен снаружи от подающего канала 45А. Поэтому вода в выпускном канале 46А ограничивает падение температуры воды в подающем канале 45А. Это ограничивает падение температуры воды, подаваемой в нагревательную камеру 47.
[32] (5) Перегородка 43 делит нагревательную камеру 47 на первую нагревательную камеру 48 и вторую нагревательную камеру 49. Это образует канал для воды в нагревательной камере 47. Поэтому концентрация теплоты в нагревательной камере 47 дополнительно ограничивается. Далее, внешний периферийный участок первой нагревательной камеры 48 сообщается с внешним периферийным участком второй нагревательной камеры 49. Поэтому канал для воды расположен рядом с канавками 42. Это позволяет легко переносить теплоту из воды в область канавок 42. Соответственно, стальная проволока 100, обмотанная вокруг канавок 42, эффективно нагревается.
[33] (6) стальная проволока 100 обмотана вокруг двух роликов 40А, 40В для теплопереноса. Это увеличивает площадь контакта стальной проволоки 100 с роликами 40А и 40В для теплопереноса. Поэтому теплота от роликов 40А и 40В для теплопереноса в достаточной степени переносится в стальную проволоку 100. Это позволяет существенно повысить температуру стальной проволоки 100 до температуры, по существу близкой к температуре воды.
[34] Вышеописанный вариант можно модифицировать следующим образом.
Теплоносителем может быть не вода, а другая текучая среда.
Можно добавить датчик температуры, который измеряет температуру воды для управления величиной тока, подаваемого на нагреватель 52 в соответствии с результатом измерений датчика температуры.
[35] Нагреватель 52 можно разместить в нагревательной камере 47 для непосредственного нагревания воды в нагревательной камере 47. В этом случае подающий канал 45А и выходной канал 46А не нужны.
Можно использовать только один их роликов 40А и 40В для теплопереноса.
[36] Подающий канал 45А может быть расположен на внешней стороне от выпускного канала 46А. Более конкретно, внутренняя часть подающей трубы 45 может быть выпускным каналом 46А, а участок между нагнетательным каналом 46 и подающей трубой 45 может быть подающим каналом 45А.
[37] Ролики 40А и 40В для теплообмена могут быть элементами для теплопереноса пластинчатой формы, в которых расположена нагревательная камера 47. В этом случае стальная проволока 100 находится в контакте с поверхностью пластинчатых элементов для теплопереноса.
[38] Список ссылочных позиций
30 - устройство для нанесения резины
40А - первый ролик для теплопереноса (элемент для теплопереноса)
40В - второй ролик для теплопереноса (элемент для теплопереноса)
41 - вращающийся вал
42 - канавка
43 - перегородка
45А - подающий канал
46А - выпускной канал
47 - нагревательная камера (пространство для теплоносителя)
48 - первая нагревательная камера
49 - вторая нагревательная камера
50 - нагревательное устройство
60 - экструдер
100 - стальная проволока
Реферат
Устройство (30) для нанесения резины на стальную проволоку (100) содержит: нагревательное устройство (50) для нагревания воды до заданного температурного диапазона; ролики (40А, 40В) для теплопереноса, имеющие канавки на поверхностях, вокруг которых обмотана стальная проволока (100), внутри роликов образован канал (44) для воды; и экструдер (60) для нанесения резины на стальную проволоку (100), нагретую роликами (40А, 40В) для теплопереноса. Технический результат, достигаемый при использовании устройства по изобретению, заключается в обеспечении поддержания температуры стальной проволоки в заданном диапазоне, т.е. исключения нагрева проволоки во время нанесения резины до чрезмерно высоких температур. 3 з.п. ф-лы, 3 ил.
Комментарии