Лакировально-окрасочная установка, способ лакокрасочной обработки детали и фильтрующий элемент для них - RU2727626C1
Код документа: RU2727626C1
Чертежи





Описание
Область техники, к которой относится изобретение
Настоящее изобретение относится к лакировально-окрасочной установке для лакокрасочной обработки детали, содержащей лакировально-окрасочную станцию, в которой с помощью по меньшей мере одного лакировально-окрасочного устройства на деталь может быть нанесено покрытие, и вытяжную станцию, расположенную под лакировально-окрасочной станцией и содержащую вытяжное устройство с фильтрующим элементом, через которое воздух с перераспылом может быть вытянут из лакировально-окрасочной станции, при этом перераспыл осаждается из вытянутого воздуха на фильтрующем элементе, согласно ограничительной части пункта 1 формулы изобретения.
Настоящее изобретение относится, далее, к фильтрующему элементу для осаждения перераспыла из вытянутого воздуха лакировально-окрасочной установки, содержащему фильтрующую поверхность, выполненную для пропускания воздуха и осаждения перераспыла из воздуха, и выходное отверстие для отведения отфильтрованного воздуха из фильтрующего элемента, согласно ограничительной части пункта 6 формулы изобретения.
Далее, настоящее изобретение относится к способу лакокрасочной обработки детали, содержащему следующие шаги, на которых: в лакировально-окрасочной станции с помощью по меньшей мере одного лакировально-окрасочного устройства на деталь напыляют покрытие, а на вытяжной станции, расположенной под лакировально-окрасочной станцией и содержащей фильтрующий элемент, воздух с перераспылом вытягивают из лакировально-окрасочной станции, причем перераспыл осаждаются из вытянутого воздуха на фильтрующем элементе, согласно ограничительной части пункта 12 формулы изобретения.
Уровень техники
Уровень техники вышеописанной области техники раскрыт в патентном документе DE 10 2011 108 631 А1. В описанных там известных способе и устройстве воздух с перераспылом из расположенной сверху лакировально-окрасочной станции с помощью вытяжного устройства вытягивают вниз. При этом в верхней области вытяжной станции предусмотрено всасывающее отверстие. Через него всосанный сверху воздух направляют в коробчатый фильтрующий элемент. После чего отфильтрованный воздух выводят с задней стороны коробчатого фильтрующего элемента.
В патентном документе DE 102 09 499 А1 раскрыта установка для нанесения на предметы порошковых покрытий. В этой установке для нанесения порошков в нижней области подвешены передвигаемые по направляющим фильтровальные узлы. Эти фильтровальные узлы содержат барабанообразный или параллелепипедообразный участок и расположенный под ним воронкообразный участок. Воронкообразный участок служит для сбора осевших частиц порошка, которые могут быть направлены по трубопроводам для повторного использования.
В патентном документе DE 201 05 239 U1 раскрыта система осаждения частиц краски из отходящего воздуха лакировально-окрасочных кабин. Для отделения воздуха предусмотрены расположенные сбоку сменные фильтровальные кассеты.
В патентном документе DE 10 2009 034 863 А1 раскрыт фильтр для фильтрования аэрозолей. Для фильтрования действующей субстанции этот фильтр содержит бумажный вкладыш, причем из этого бумажного вкладыша образованы фильтровальные карманы. Фильтровальные карманы соединяются модульно.
При так называемом «сухом осаждении» перераспыла лакировально-окрасочных установок стремятся осадить на сменные фильтрующие элементы как можно больше перераспыла. Если перераспыл оседает на стенки установки, образуется вязкий, липкий лакокрасочный слой, который приходится через регулярные промежутки времени удалять, а это затратно. Для снижения этих затрат известен способ покрытия стенок установки слоем масла или жира, что облегчает удаление со стенок лакокрасочного слоя. Таким образом, регулярное обслуживание лакировально-окрасочной установки связано с большими затратами времени и труда, что снижает время полезного использования всей установки.
Раскрытие сущности изобретения
Ввиду вышеуказанного задача настоящего изобретения состоит в том, чтобы предложить лакировально-окрасочную установку, способ лакокрасочной обработки, а также фильтрующий элемент для них, позволяющие особенно экономично осуществлять лакокрасочную обработку.
Указанная задача решена лакировально-окрасочной установкой с признаками по п. 1, фильтрующим элементом с признаками по п. 6 и способом с признаками по п. 12 формулы настоящего изобретения. Предпочтительные варианты осуществления настоящего изобретения раскрыты в соответствующих зависимых пунктах формулы изобретения.
Лакировально-окрасочная установка согласно настоящему изобретению отличается тем, что в нижней области вытяжной станции расположено всасывающее отверстие для отведения отходящего воздуха, причем фильтрующий элемент насажен на всасывающее отверстие, при этом фильтрующий элемент расположен приблизительно посередине вытяжного пространства вытяжной станции.
Основная идея изобретения заключается в том, что фильтрующий элемент расположен в вытяжном пространстве вытяжной станции свободно и приблизительно посередине, под лакировально-окрасочной станцией. Причем фильтрующий элемент выполнен так, что допускает свободный приток кабинного воздуха с перераспылом со всех сторон. При этом подводящие каналы для подвода воздуха к фильтрующему элементу не предусмотрены. Благодаря этому отпадает необходимость в соответствующих стенках каналов, на которых мог бы в больших количествах осаждаться лакокрасочный перераспыл. Свободная установка фильтрующего элемента в вытяжном пространстве обеспечивает доступ воздуха к фильтрующему элементу со всех сторон. Таким образом, наполненный лакокрасочным перераспылом кабинный воздух в значительной мере оттягивается от стенок, окружающих вытяжное пространство. И на стенках вытяжного пространства накапливается со временем лишь сравнительно небольшое количество лакокрасочного осадка. Благодаря этому интервалы между техобслуживанием значительно удлиняются и одновременно заметно снижаются затраты на техобслуживание.
В одном из предпочтительных вариантов осуществления настоящего изобретения в лакировально-окрасочной станции предусмотрено по меньшей мере одно воздушное входное отверстие, через которое может подводиться воздух. Таким образом, в лакировально-окрасочную станцию постоянно подается свежий воздух, так что устанавливается поток воздуха от детали к вытяжной станции. Благодаря этому удается избежать чрезмерных концентраций лакокрасочного материала в кабинном воздухе.
В одном из дальнейших вариантов осуществления настоящего изобретения особенно предпочтительно, чтобы по меньшей мере одно воздушное входное отверстие располагалось над деталью, и воздух через это воздушное входное отверстие мог подаваться на деталь. Предпочтительно предусмотреть несколько воздушных входных отверстий. Таким образом можно достичь особенно хорошего обтекания детали, которая, в частности, может представлять собой автомобильный кузов. Деталь при этом располагают предпочтительно в середине лакировально-окрасочной станции, предпочтительно на одной вертикали и непосредственно над фильтрующим элементом, свободно расположенным в нижележащем вытяжном пространстве. Ввод свежего воздуха может также производиться вдоль стенок, что противодействует лакокрасочному осадку.
В одном из дальнейших вариантов осуществления настоящего изобретения хорошее отведение наполненного перераспылом воздуха из лакировально-окрасочной станции достигается, далее, тем, что расположенная сверху лакировально-окрасочная станция отделена от находящейся под ней вытяжной станции воздухопроницаемым, предпочтительно решетчатым разделяющим полом.
Сточки зрения охраны окружающей среды особенно предпочтительно, чтобы по меньшей мере одно воздушное входное отверстие соединялось проводящим каналом с всасывающим отверстием, причем по меньшей мере часть отфильтрованного отходящего воздуха может подаваться обратно в лакировально-окрасочную станцию. По ходу проводящего канала, помимо насосных и вентиляционных устройств, может быть предусмотрен влагоотделитель. Далее, предпочтительно с помощью блока управления примешивать к возвратному воздуху какую-то часть свежего воздуха и одновременно часть отфильтрованного отходящего воздуха выводить наружу.
Фильтрующий элемент согласно настоящему изобретению отличается тем, что имеет дно, в котором приблизительно посередине выполнено выходное отверстие, причем выше дна фильтрующая поверхность образует внешнюю периферическую область фильтрующего элемента и ограничивает внутреннее пространство фильтра, соединенное с выходным отверстием. При этом, в целом, фильтрующий элемент выполнен так, что приток воздуха в фильтрующий элемент в значительной мере обеспечен со всей внешней периферии. Благодаря этому можно достичь равномерного притока воздуха из внешней периферической области. Тем самым можно обеспечить равномерное, в целом, использование фильтрующей поверхности. Это увеличивает срок службы фильтрующего элемента.
В одном из предпочтительных вариантов осуществления фильтрующего элемента согласно настоящему изобретению дно выполнено из металла для приема и удержания съемного фильтрующего узла, причем с нижней стороны дна предусмотрен насадочный штуцер в виде втулки, предназначенный для насаживания на всасывающее отверстие лакировально-окрасочной установки с возможностью отсоединения. Таким образом, металлическое дно с насадочным штуцером может использоваться повторно и может представлять собой базу основного каркаса фильтрующего элемента. На дне могут также быть предусмотрены выступающие вверх штуцеры или фиксирующие элементы для фильтрующего узла.
В одном из дальнейших предпочтительных вариантов осуществления предусмотрено выполнение по меньшей мере съемного фильтрующего узла в виде однонаправленного элемента. Это экономит затратное удаление вязкого, липкого лакокрасочного слоя, осевшего на фильтрующей поверхности фильтрующего узла. При этом фильтрующий узел в целом изготавливают из соответствующего экономически целесообразного материала.
В одном из дальнейших предпочтительных вариантов осуществления настоящего изобретения фильтрующий элемент и/или фильтрующий узел содержит сужающуюся от дна кверху периферическую область. Это обеспечивает очень хорошее всасывание наполненного перераспылом воздуха, который собирается с большой поверхности притока сверху. Такое формообразование эффективно отводит воздух с перераспылом от стенок лакировально-окрасочной установки, уменьшая их загрязнение лакокрасочным материалом.
Особенно целесообразно формообразование фильтрующего элемента и/или фильтрующего узла в виде конуса, усеченного конуса, полусферы, гладкой или ступенчатой пирамиды.
В одном из особенно экономичных вариантов осуществления настоящего изобретения для образования фильтрующей поверхности предусмотрены фильтровальные ячейки, выполненные, по меньшей мере частично, из картона или бумаги. Причем фильтровальные ячейки могут быть целиком образованы из картона или бумаги - или могут дополнительно содержать пропускающие воздух волокнистые части из текстиля, решетчатых элементов или иных подходящих фильтровальных материалов. При этом фильтровальные ячейки образуют участки фильтрующего узла. Причем отдельные фильтровальные ячейки могут быть сменными.
Далее, предпочтительно, чтобы фильтрующий элемент был обтянут фильтровальным материалом, в частности, с наружной стороны. Фильтровальный материал может представлять собой нетканый фильтровальный материал, фильтровальную ткань, фильтровальную мембрану или иную пропускающую воздух фильтрующую преграду. Фильтровальный материал может крепиться на каркасе, который может быть откидным. Возможны комбинации фильтровального материала с другими фильтровальными материалами с внутренней или наружной стороны.
Соответствующий настоящему изобретению способ лакокрасочной обработки детали отличается тем, что отходящий воздух отводят через всасывающее отверстие, которое расположено в нижней области вытяжной станции, причем фильтрующий элемент насаживают на всасывающее отверстие, при этом фильтрующий элемент располагают приблизительно посередине вытяжного пространства лакировально-окрасочной станции. В способе согласно настоящему изобретению могут быть достигнуты вышеупомянутые преимущества.
При этом особенно предпочтительно применение раскрытой выше лакировально-окрасочной установки. Далее, согласно настоящему изобретению предпочтительно, что воздух вытягивают через фильтрующий элемент, как раскрыто выше.
Краткое описание чертежей
Ниже настоящее изобретение раскрыто далее на предпочтительных примерах его осуществления, схематически изображенных на сопроводительных чертежах. На чертежах представлены:
на ФИГ. 1 - схематический поперечный разрез лакировально-окрасочной установки согласно настоящему изобретению,
на ФИГ. 2 - вид в аксонометрии вытяжной станции лакировально-окрасочной установки согласно настоящему изобретению,
на ФИГ. 3 - еще один вид в аксонометрии лакировально-окрасочной установки с ФИГ. 2 при смене фильтрующего элемента,
на ФИГ. 4 - увеличенный местный вид лакировально-окрасочной установки с ФИГ. 2 и ФИГ. 3 согласно настоящему изобретению при выкатывании фильтрующего элемента из вытяжной станции,
на ФИГ. 5 - вид в аксонометрии лакировально-окрасочной установки с ФИГ. 2-4 при вкатывании нового фильтрующего элемента,
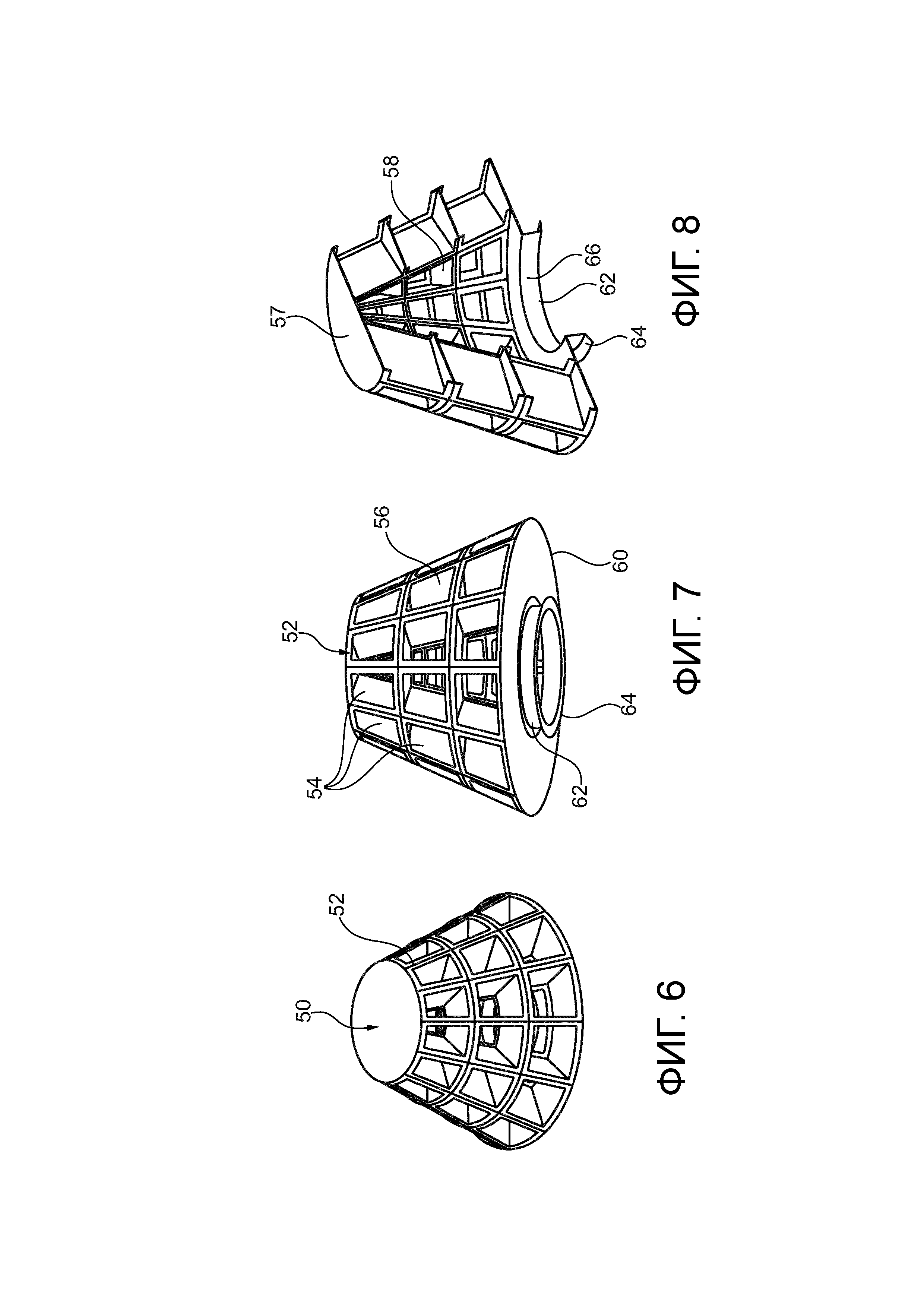
на ФИГ. 6 - вид в аксонометрии фильтрующего элемента согласно настоящему изобретению при взгляде сверху,
на ФИГ. 7 - вид в аксонометрии фильтрующего элемента с ФИГ. 6 согласно настоящему изобретению при взгляде снизу и
на ФИГ. 8 - вид в аксонометрии разреза фильтрующего элемента с ФИГ. 6 и 7.
Осуществление изобретения
Соответствующая настоящему изобретению лакировально-окрасочная установка 10 согласно ФИГ. 1 содержит расположенную сверху лакировально-окрасочную станцию 12 и расположенную под ней вытяжную станцию 20, отделенные друг от друга решетчатым воздухопроницаемым разделяющим полом 16. В лакировально-окрасочной станции 12 с помощью одного или нескольких лакировально-окрасочных устройств 14 на деталь 5 наносят лакокрасочное покрытие. В показанном примере осуществления деталь 5 представляет собой автомобильный кузов, который лакировально-окрасочные роботы в качестве лакировально-окрасочных устройств 14 обрабатывают лакокрасочным материалом. Через воздушные входные отверстия 18 из приточного канала 17 в потолочной области лакировально-окрасочной станции 12 постоянно подводится свежий воздух. Отходящий воздух, содержащий тонкодисперсные лакокрасочные частицы, называемые также «перераспылом», отводится сквозь разделяющий пол 16 вниз, в вытяжную станцию 20.
Вытяжная станция 20 содержит вытяжное пространство 21, ограниченное боковыми стенками 22. В средней области вытяжного пространства 21 в области 26 пола расположено вытяжное устройство 30 с фильтрующим элементом 50 в форме усеченного конуса. Фильтрующий элемент 50, как будет подробнее раскрыто ниже, насажен на центровочный штуцер 38 всасывающего отверстия 32. Для образования вытяжного устройства 30 всасывающее отверстие 32 соединено с проводящим каналом 40, идущим вдоль области 26 пола наружу. Проводящий канал 40 переходит в вертикальную подводящую линию 42, ведущую к приточному каналу 17 в потолочной области лакировально-окрасочной станции 12. По этому пути отфильтрованный воздух может быть снова подан в лакировально-окрасочную станцию 12. Соответствующий поток создается насосом или вентилятором, который не изображен. Далее, по ходу подводящей линии 42 могут быть предусмотрены дополнительные устройства обработки, например, устройство осушения воздуха, или устройство подогрева либо охлаждения, или устройство введения свежего наружного воздуха - и/или вывода наружу технологического воздуха.
Через вытяжное устройство 30 с расположенным посередине фильтрующим элементом 50, отстоящим от боковых стенок 22 по всей периферии, причем отстоящим на расстоянии предпочтительно от 1 до 3 м, воздух с перераспылом в середине станции вытягивают вниз, так что осадок лакокрасочных частиц на боковых стенках 22 снижается или в значительной мере предотвращается.
Лакокрасочные частицы, содержащиеся во всосанном воздухе, могут осаждаться на фильтрующей поверхности 56 фильтрующего элемента 50. При этом фильтрующий элемент 50 постепенно забивается, так что этот элемент 50 должен с заранее заданной периодичностью заменяться. Как видно из ФИГ. 2, лакировально-окрасочная установка 10 снабжена согласно настоящему изобретению устройством 70 смены фильтра. Это устройство содержит транспортировочную тележку 74, содержащую шасси 75 с колесами. Для позиционно точного монтажа или демонтажа фильтрующего элемента 50 транспортировочная тележка 74 содержит полукруглый упор 76, выполненный комплементарно центровочному штуцеру 38, имеющему вид втулки с кольцевым посадочным фланцем 39. Центровочный штуцер 38 показан на втором всасывающем отверстии 32 вытяжного устройства 30 в вытяжном пространстве 21, причем на изображении ФИГ. 2 на это второе всасывающее отверстие 32 еще не насажен фильтрующий элемент 50. Каждое из всасывающих отверстий 32 своим горизонтальным проводящим каналом 40 соединено с поперечно идущим коллектором 41 для осуществления возврата отфильтрованного воздуха.
Для смены фильтра открывают двустворчатые дверцы 24, предусмотренные в боковых стенках 20. После этого транспортировочную тележку 74 (см. ФИГ. 3) можно вкатить по двум расположенным параллельно С-образным направляющим 72 в вытяжное пространство 21, как наглядно изображено на ФИГ. 3. Вдвигание тележки может осуществляться вручную или автоматически. Направляющие 72 могут быть продлены и за пределы вытяжной станции 20. Транспортировочную тележку 74 подкатывают к фильтрующему элементу 50, пока полукруглый упор 76 не упрется в центровочный штуцер 38. После этого верхняя приемная часть 80 шасси 75 транспортировочной тележки 74 может быть приподнята с помощью подъемного устройства 78. При этом приемная часть 80 шасси 75 соединена с нижней частью шасси 75 вертикальными телескопическими опорами 79 с возможностью регулировки по высоте. Подъемное устройство 78 может содержать коленно-рычажный механизм - аналогично домкрату. Подъемное устройство 78 может приводиться вручную, или пневматически, или гидравлически с помощью сервоцилиндров.
Под действием подъемного устройства 78 приемная часть 80 шасси 75 входит в контакт с плоским дном 60 фильтрующего элемента 50, причем весь фильтрующий элемент 50 приподнимается с посадочного фланца 39 на центровочном штуцере 38 всасывающего отверстия 32. В этом приподнятом транспортировочном положении фильтрующий элемент 50 уже может быть выдвинут транспортировочной тележкой 74 наружу, как наглядно показано на ФИГ. 4. Это может производиться с использованием привода или вручную.
Транспортировочной тележкой 74 использованный фильтрующий элемент 50 может быть выкачен на утилизацию. При этом той же или другой транспортировочной тележкой 74 новый фильтрующий элемент 50 может быть вдвинут в вытяжную станцию 20, как наглядно показано на ФИГ. 5. С помощью полукруглого упора 76 транспортировочной тележки 74 новый фильтрующий элемент 50 может быть отцентрован на транспортировочной тележке 74 и, при ее вдвигании, с соблюдением центровки надвинут и насажен на всасывающее отверстие 32. После этого можно снова закрыть дверцы 24, чтобы можно было продолжить эксплуатацию лакировально-окрасочной установки 10. Таким образом, имеется возможность быстро и без осложнений сменить фильтрующий элемент 50.
Конструкция фильтрующего элемента 50 согласно настоящему изобретению наглядно показана на ФИГ. 6-8. Фильтрующий элемент 50 содержит металлическое дно 60 в форме кольцевой шайбы, с нижней стороны которой имеется насадочный штуцер 62 в виде втулки. На его нижнем краю расположен уплотнительный фланец 64 в форме кольцевой шайбы, выполненный сужающимся кверху с небольшой конусностью. Этому конусному уплотнительному фланцу 64 соответствует выполненный с той же конусностью посадочный фланец 32 на центровочном штуцере 38 лакировально-окрасочной установки 10, что облегчает центровку фильтрующего элемента 50 на центровочном штуцере 38.
На металлическом дне 60 расположен имеющий форму усеченного конуса фильтрующий узел 52, выполненный в виде однонаправленного элемента. Конструкция фильтрующего узла 52 выполнена в виде кассеты из отдельных фильтровальных ячеек 54, скелетные рамы которых состоят предпочтительно из картона. Для образования фильтрующей поверхности 56 внутри фильтровальных ячеек 52 помещают подходящий фильтрующий материал, например, бумагу, ткань и т.п. - или комбинацию различных материалов. Через коническую внешнюю периферическую область фильтрующего элемента 50 всасывают воздух, как сверху, так и с боков, поэтому воздух с лакокрасочным перераспылом всасывается особенно хорошо и тем самым может оттягиваться от окружающих боковых стенок 22 вытяжной станции 20.
Фильтровальные ячейки 52 окружают коническое внутреннее пространство 58 фильтра, из которого отфильтрованный воздух может быть вытянут вниз через выходное отверстие 66 вытяжным устройством 30. С верхней стороны фильтрующий элемент 50, имеющий вид усеченного конуса, снабжен защитной крышкой 57, которая предпочтительно может быть выполнена из картона.
Реферат
Изобретение относится к лакировально-окрасочной установке и к способу лакокрасочной обработки детали, в которых в лакировально-окрасочной станции с помощью по меньшей мере одного лакировально-окрасочного устройства на деталь напыляют покрытие; на вытяжной станции, расположенной под лакировально-окрасочной станцией, с помощью вытяжного устройства с фильтрующим элементом из лакировально-окрасочной станции вытягивают воздух с перераспылом, причем перераспыл из вытянутого воздуха осаждают на фильтрующем элементе. Согласно изобретению предусмотрено, что отходящий воздух отводят через всасывающее отверстие, расположенное в нижней области вытяжной станции, причем фильтрующий элемент располагают приблизительно посередине вытяжного пространства вытяжной станции и устанавливают на всасывающее отверстие, при этом фильтрующий элемент имеет сужающуюся от дна кверху внешнюю периферическую область. Технический результат - повышение эффективности лакокрасочной обработки. 2 н. и 10 з.п. ф-лы. 8 ил.
Формула
Документы, цитированные в отчёте о поиске
Устройство и способ для сепарации избыточного распыления мокрого лака
Установка для лакирования изделий
Комментарии