Фильтрующий элемент (варианты), фильтрующая система (варианты) и способ фильтрации (варианты) - RU2278722C2
Код документа: RU2278722C2
Чертежи



























Описание
Настоящая заявка зарегистрирована как международная патентная заявка РСТ от имени компании Donaldson, Американской национальной корпорации США от 10 августа 2001 года, с обозначением всех стран кроме США и с приоритетом по заявке в США 60/230,138, зарегистрированной 5 сентября 2000 года, и заявке в США №09/871,582, зарегистрированной 31 мая 2001 года.
Область техники
Настоящее изобретение относится к устройству фильтра и способу фильтрации. Более конкретно, заявка относится к устройству для фильтрации и улавливания твердых частиц из потока газа, например, воздушного потока. Изобретение также относится к способу для осуществления желательного удаления материала в виде твердых частиц из такого потока газа.
Настоящее изобретение является дальнейшим развитием технологии компании Donaldson, Миннеаполис, штат Миннесота, которая является правопреемником настоящего изобретения. Раскрытие относится к дальнейшему развитию технологии, частично относящейся к предметам, охарактеризованным в патентах США: В2 4.720.292; Des 416.308; 5.613.992; 4.020.783 и 5.112.372. Каждый из патентов, упомянутых в предыдущем предложении, также принадлежит компании Donaldson, Миннеаполис, штат Миннесота; и полное раскрытие каждого из них включено здесь в качестве ссылки.
Изобретение также относится к полимерному материалу и волокну, которое может обладать повышенной стойкостью по отношению к окружающей среде, влияние которой проявляется в виде нагрева и высокой влажности, а также стойкостью к радиоактивным материалам и механическим напряжениям. Такие материалы могут использоваться при формировании тонких волокон типа микроволокон и материалов из нановолокна с улучшенной стабильностью и прочностью. Поскольку размер волокна очень мал, срок службы материалов становится решающим параметром. Такие тонкие волокна могут быть использованы в разных областях применений. В одном применении конструкция фильтра может быть выполнена, используя данную технологию тонкого волокна. Описанные методики относятся к структурам, имеющим один или большее количество слоев тонких волокон в среде фильтра. Структура, состав и размер волокна выбираются для сочетания нужных свойств и надежности в работе.
Предпосылки создания изобретения
Потоки газа часто несут с собой материал в виде твердых частиц. Во многих случаях удаление некоторых примесей или всего материала в виде твердых частиц из потока газа имеет первостепенное значение. Например, воздушные коллекторы двигателей транспортных средств или оборудования для производства электроэнергии, потоки газа, направленные на вход газовых турбин, и потоки воздуха к различным печам для сжигания топлива часто включают примеси в виде твердых частиц. Материал в виде твердых частиц может причинить существенный ущерб рабочему оборудованию. Частицы предпочтительно удалять из потока газа на входе двигателя, турбины, печи или другого оборудования.
В других случаях газы промышленного производства или отходящие газы могут содержать материал в виде твердых частиц, например, образующиеся в ходе технологических процессов, которые включают мукомольную, химическую обработку, спекание, окраску и т.д. Прежде чем такие газы могут или должны быть направлены через различное оборудование вниз по потоку и/или выброшены в атмосферу, важно удалить из них как можно больше твердых частиц.
Изобретение относится к фильтрующим элементам фильтров и к улучшенной технологии производства фильтров. Изобретение также относится к полимерным составам с улучшенными свойствами, которые могут использоваться в разных областях промышленности, включая формирование волокон, микроволокон, нановолокон, волоконных тканей, волокнистых матовых поверхностей, водопроницаемых конструкций типа мембран, покрытий или пленок. Полимерные материалы по настоящему изобретению - составы, которые имеют физические свойства, обеспечивающие полимерному материалу физическую стойкость к вредному воздействию влажности, высокой температуры, воздушного потока, химикатов и механического напряжения или воздействия на конструкцию фильтра. Изобретение также относится к способам снижения таких воздействий.
При создании нетканой среды фильтра из тонкого волокна, использовались различные материалы, включая стекловолокно, металл, керамику и широкий диапазон полимерных составов. Также использовались различные способы для изготовления микро- и нановолокон небольшого диаметра. Один из этих способов включает прохождение материала через тонкий капилляр или отверстие, либо в виде расплава, либо в растворе, который затем испаряется. Волокна могут также быть сформированы с помощью "фильер", которые широко используются для изготовления синтетического волокна типа нейлона. Известно также электростатическое прядение. Такие методики включают использование шприца для впрыскиваний, сопел, капиллярного или подвижного эмиттера. Эти конструкции обеспечивают получение жидких растворов полимера, которые затем подаются в зону сбора электростатическим полем высокого напряжения. По мере того как эти материалы вытягиваются эмиттером и ускоряются в электростатической зоне волокно становится очень тонким и может быть сформировано в виде волоконной структуры при испарении раствора.
Поскольку такая фильтрующая среда находит все большее число применений, требуются значительно улучшенные материалы, чтобы противостоять условиям высокой температуры от 100°F до 250°F и до 300°F, высокой влажности от 10% до 90% и до 100% относительной влажности, высокого расхода газа или жидкости и микронных и субмикронных частиц фильтра (в диапазоне от 0.01 микрона до более 10 микрон) и удаляемых абразивных и неабразивных, агрессивных и инертных частиц из потока жидкости.
Соответственно, возникает потребность в полимерных материалах, микро- и нановолоконных материалах и структурах фильтра, которые обеспечивают улучшенные свойства при фильтровании потоков при высоких температурах, с высокой влажностью, высокими расходами, а также для удаления указанных субмикронных и микронных частиц из потока.
Краткое описание изобретения
Изобретение предлагает общие методики для проектирования и применения устройств для очистки воздуха. Эти методики включают предпочтительную конструкцию фильтрующего элемента, а также предпочтительные способы фильтрации.
В целом, предпочтительные области применения включают использование в воздушном фильтре барьерной среды, как правило, гофрированной среды и тонких волокон, которые обеспечивают определенные преимущества.
Фильтрующая среда включает, по меньшей мере, слой ткани из микро- или нановолокна в сочетании с материалом подложки в механически стабильной конструкции фильтра. Эти слои обеспечивают превосходную фильтрацию, высокий процент захвата частиц, эффективность при минимальном ограничении потока, когда текучая среда типа газа или жидкости проходит через фильтрующую среду. Подложка может быть расположена вверх по течению потока жидкости, вниз по потоку или помещена во внутренний слой. С недавних пор, в различных отраслях промышленности уделяется особое внимание использованию фильтрующих сред, т.е. удалению нежелательных частиц из потока газа или, в некоторых случаях, из потока жидкости. Обычный процесс фильтрации состоит в удалении твердых частиц из воздушного потока или потока другого газа или из потока жидкости типа гидравлической жидкости, смазочного масла, топлива, потока воды или другой жидкости. Такие процессы фильтрации требуют механической прочности, химической и физической стойкости микроволокна и материалов подложки. Фильтрующая среда может подвергаться воздействию температур в широком диапазоне, влажности, механической вибрации и ударам агрессивных и инертных, абразивных или неабразивных частиц, в потоке передаваемой среды. Кроме того, фильтрующая среда часто должна обладать способностью самоочищения, когда фильтрующая среда подвергается воздействию обратного импульса давления (короткое реверсирование потока, чтобы удалить поверхностное покрытие из частиц) или иметь возможность другого механизма очистки, который может удалять определенные частицы с поверхности фильтрующей среды. Такая реверсивная очистка может значительно снизить перепад давления после импульсной очистки. Эффективность захвата частиц, как правило, после импульсной очистки не улучшается, однако, импульсная очистка снижает перепад давления, экономя энергию в процессе фильтрации. Такие фильтры могут сниматься для обслуживания и очистки в водных или неводных чистящих составах. Такая фильтрующая среда часто формируется, вращая тонкое волокно и затем формируя слой ткани или нанося микроволокно на пористую подложку. В процессе прядения волокно может формировать физические связи между волокнами, объединяя слой и гарантируя волокнистую поверхность подложки. Такой материал может храниться на складе на поддонах и может быть изготовлен в желательном формате фильтра типа картриджей, плоских дисков, коробок, панелей, рукавов и мешков. В таких конструкциях среда может быть, в основном, гофрированной или иметь иную форму, подходящую для ее размещения в опорной конструкции.
Устройства фильтра, описанные здесь, могут использоваться в различных отраслях, включая корпуса оборудования, вентиляцию кабины транспортного средства, фильтрацию воздуха кабины дорожных и внедорожных автомобилей и промышленное оборудование, типа компрессоров и других аналогичных применений.
Краткое описание чертежей
На фигуре 1 представлено типичное электростатическое устройство с эмиттером для производства тонких волокон по настоящему изобретению.
На фигуре 2 показано устройство, используемое для нанесения тонкого волокна на подложку фильтра по технологии, показанной на фигуре 1.
фигура 3 иллюстрирует типичную внутреннюю структуру материала опоры и отдельно отображает материал из тонкого волокна по настоящему изобретению по сравнению с небольшими твердыми частицами, т.е. 2 и 5 микрон.
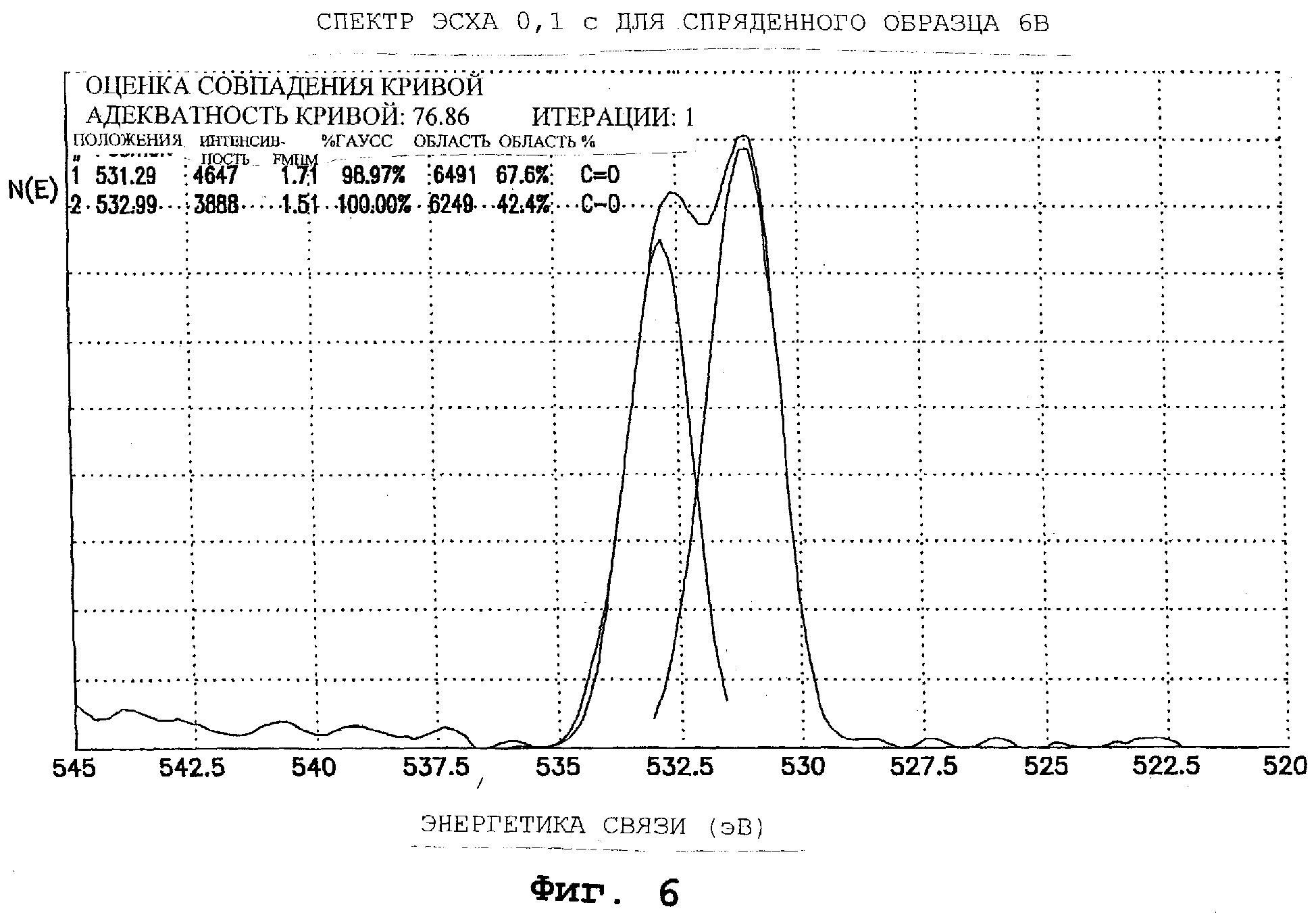
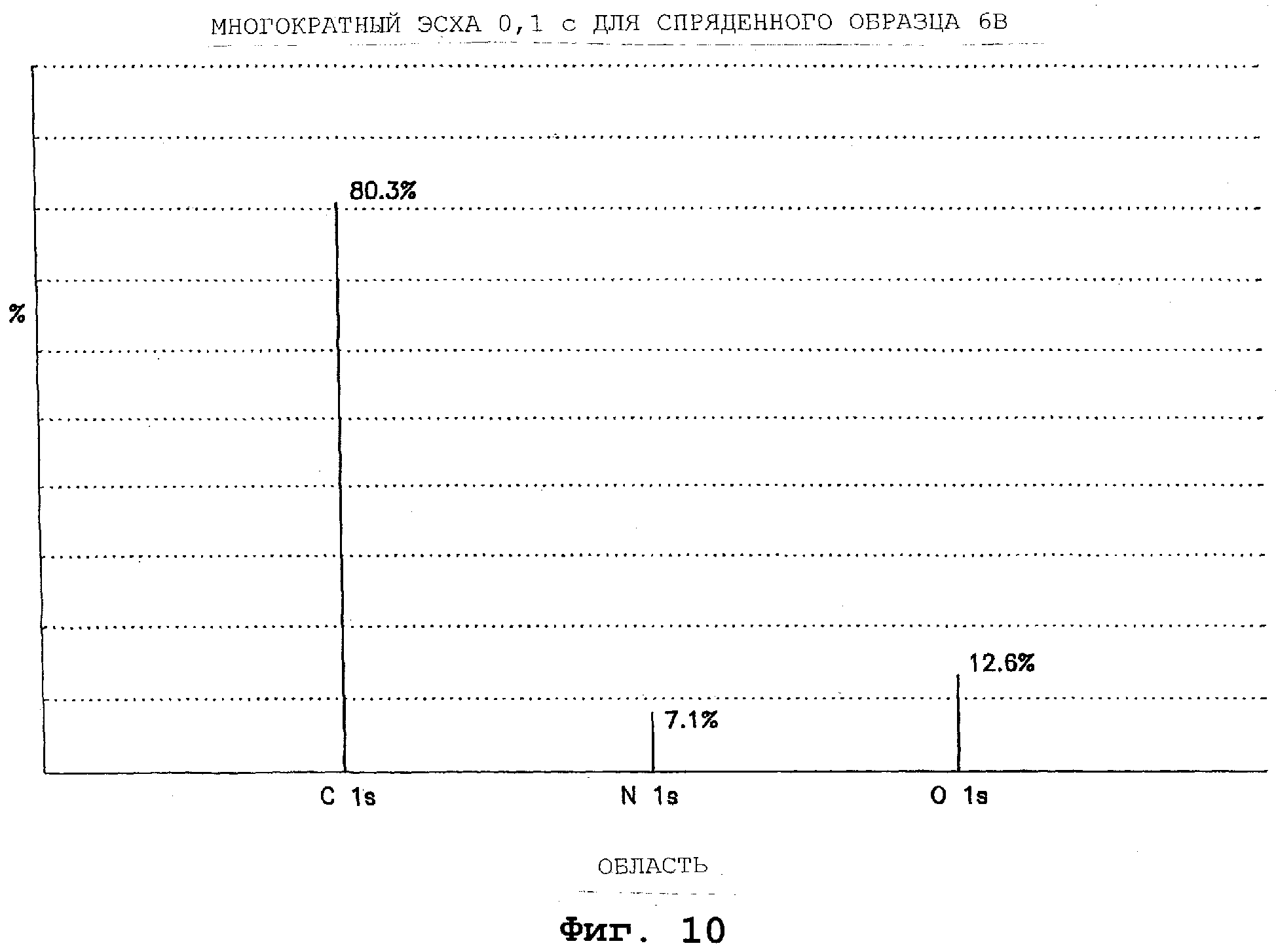
На фигурах 4-11 представлены аналитические спектры электронной спектроскопии для химического анализа (ЭСХЛ), относящиеся к примеру 13.
Фигура 12 иллюстрирует стойкость материала из микроволокна 0,23 и 0,45 по настоящему изобретению из примера 5.
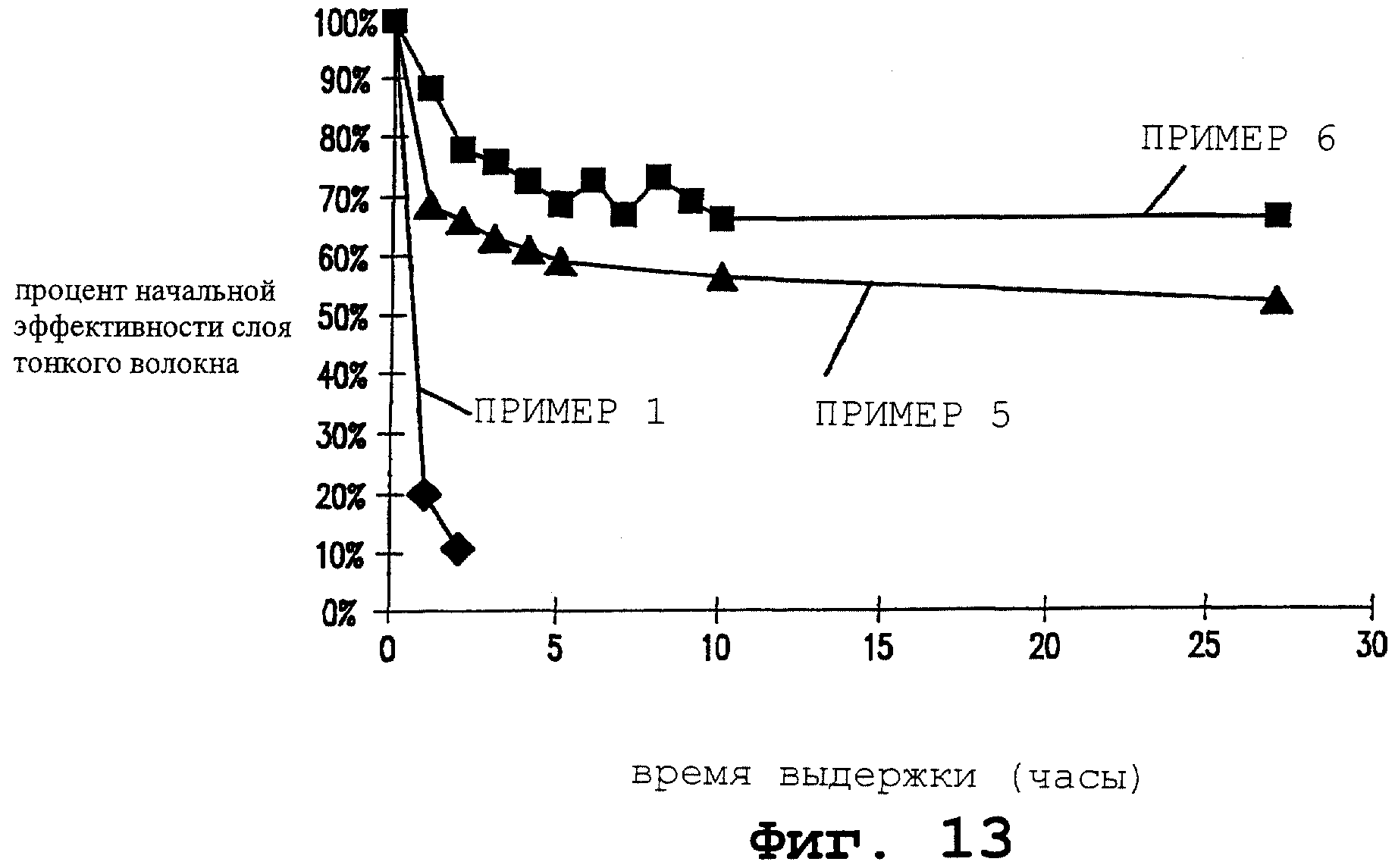
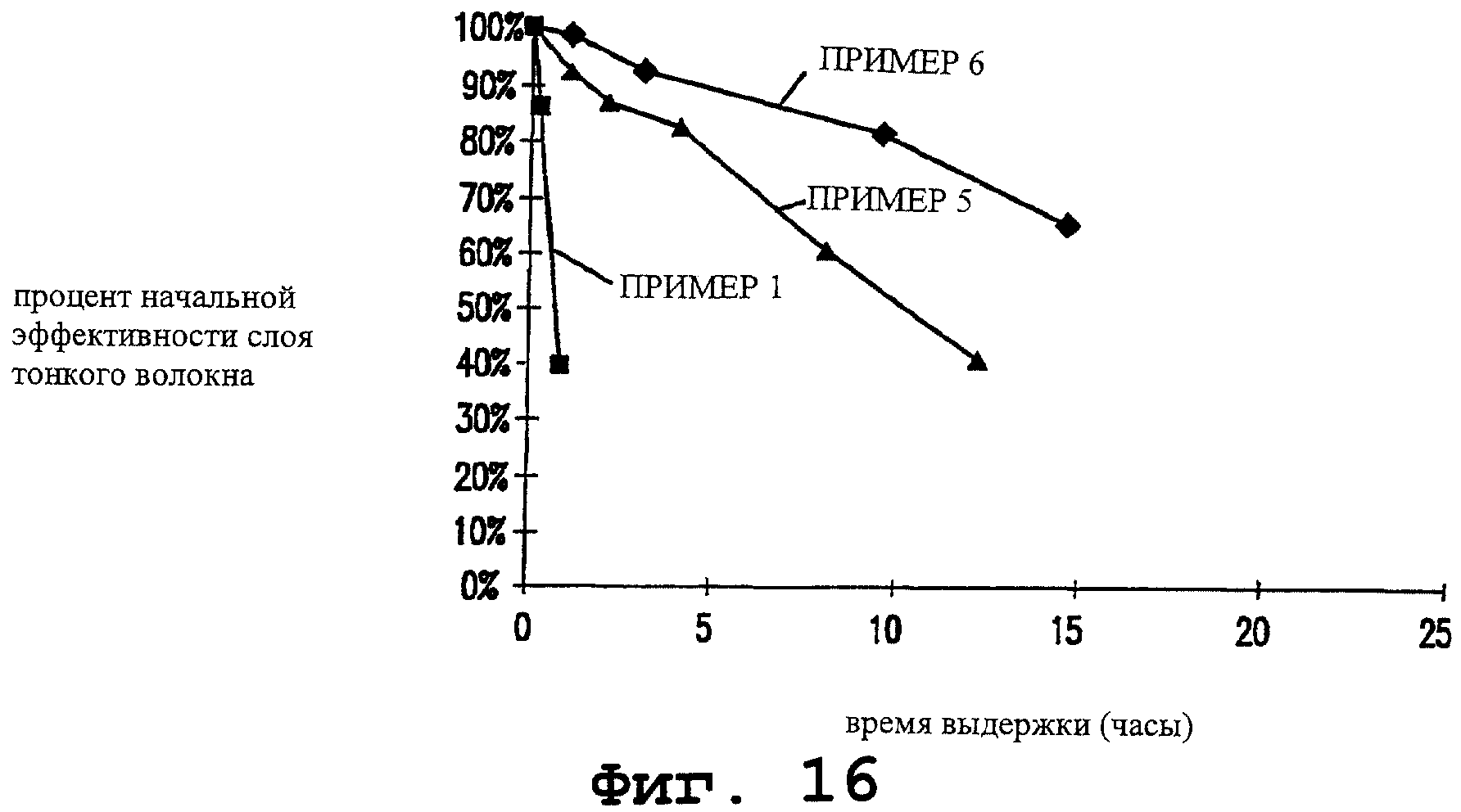
Фигуры 13-16 иллюстрируют повышенную стойкость материалов примеров 5 и 6 к воздействию температуры и влажности по сравнению с не модифицированным полиамидом, растворимым в растворителе нейлонового сополимера.
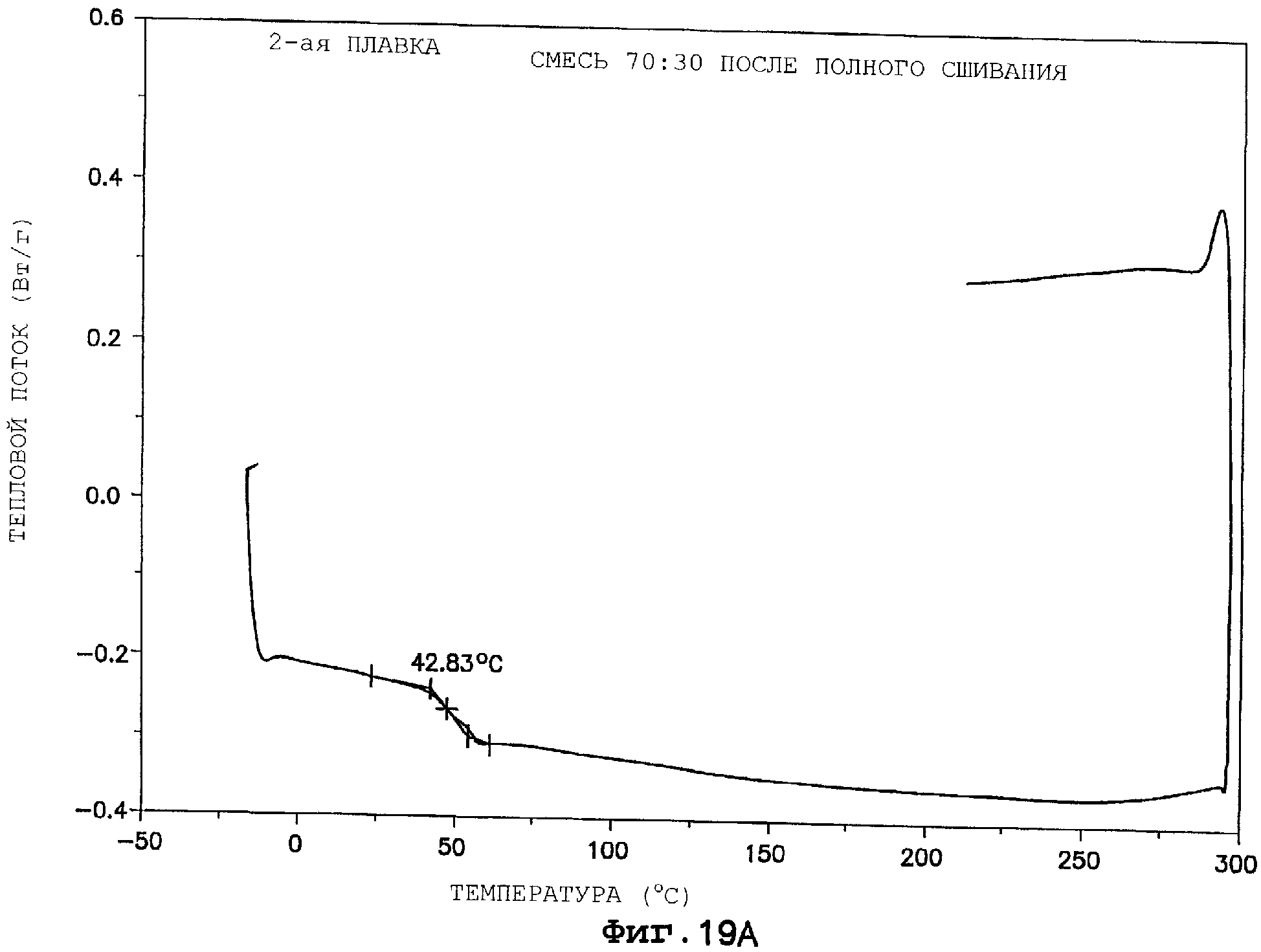
На фигурах 17 до 19 показано, что смесь двух сополимеров, нейлонового гомополимера и нейлонового сополимера после термической обработки и объединения с добавками формирует однокомпонентный материал, который не демонстрирует различимые характеристики двух отдельных полимерных материалов, но представляется сшитым или, иначе говоря, химически приведенным к одной фазе.
Фигура 20 - схема системы, имеющей двигатель с входным воздушным коллектором и воздушным фильтром.
Фигура 21 - поперечный разрез первичного фильтрующего элемента и фильтрующего элемента аварийной защиты, смонтированного в нем, причем оба установлены на трубе воздухозаборника для использования в системе двигателя, показанной на фигуре 20.
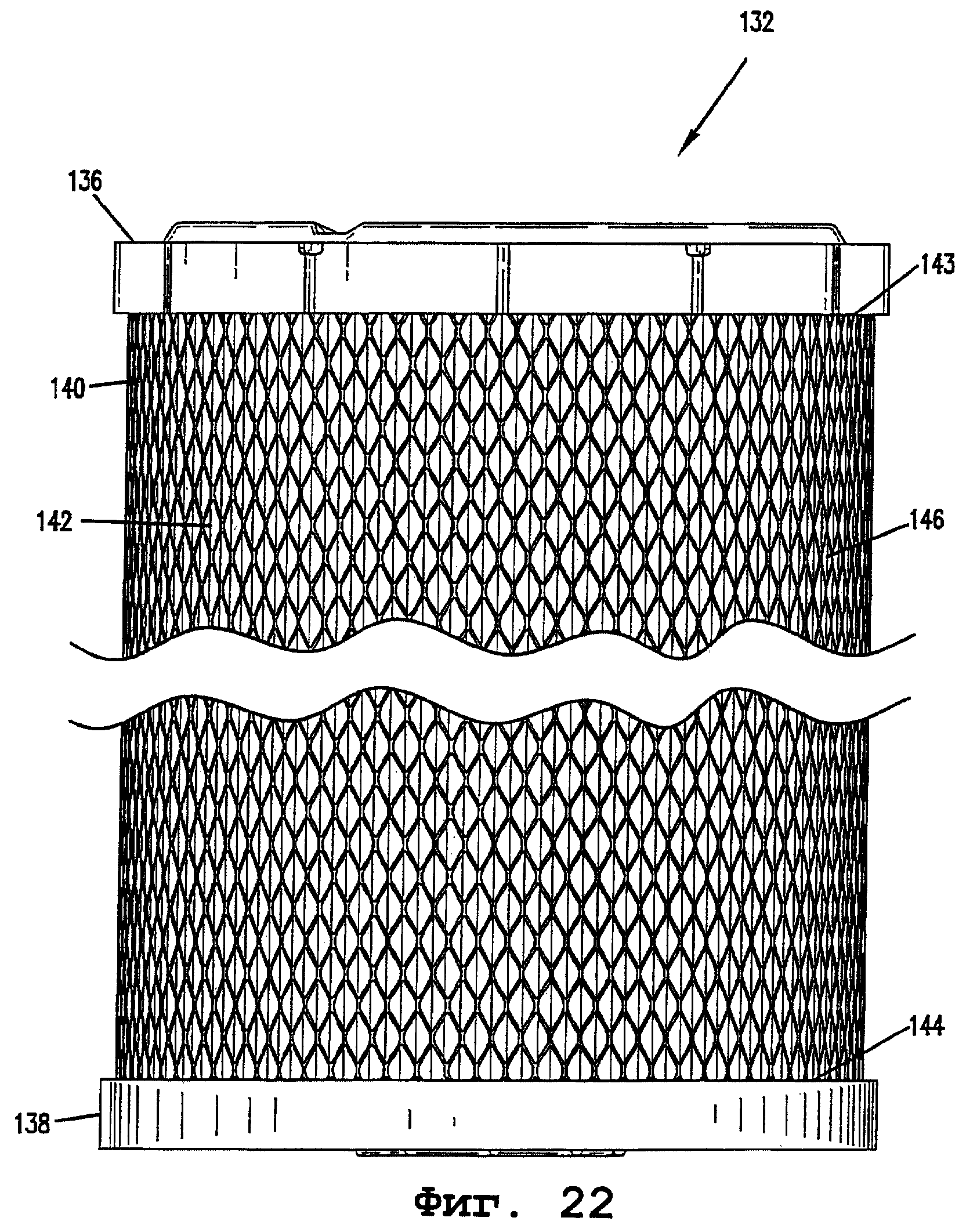
Фигура 22 - продольный разрез первичного фильтрующего элемента, изображенного на фигуре 21.
Фигура 23 - увеличенный поперечный разрез торцевой крышки и уплотнительной части первичного фильтрующего элемента, изображенного на Фигурах 21 и 22.
Фигура 24 - вид сбоку на части элемента аварийной защиты, изображенного на фигуре 21.
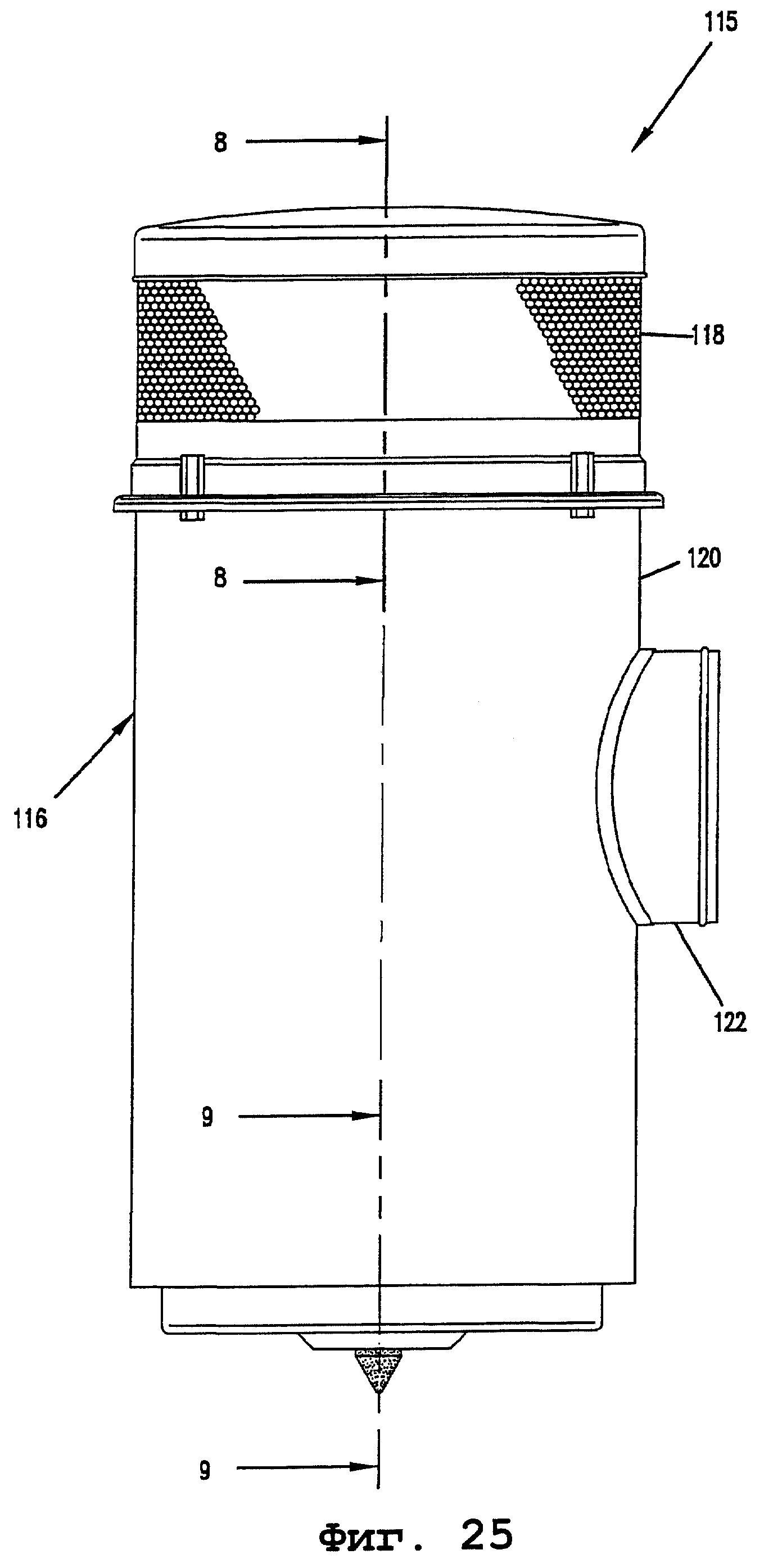
Фигура 25 - вид сбоку в вертикальном разрезе на другой воздушный фильтр, который может использоваться в системе двигателя, изображенной на фигуре 20.
Фигура 26 - вид сбоку в вертикальном разрезе на воздушный фильтр, включая корпус и первичный фильтрующий элемент, изображенный на фигуре 25.
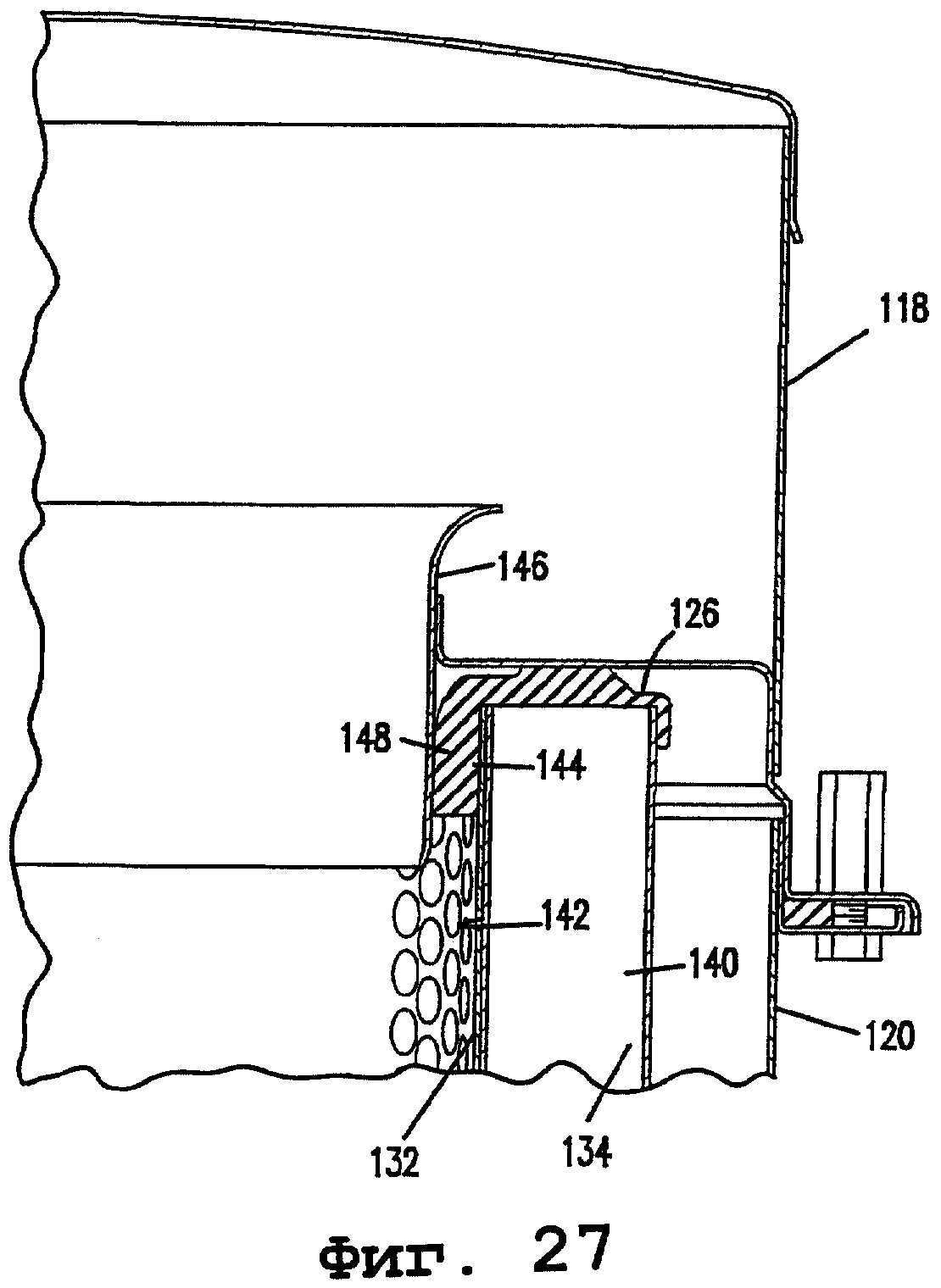
Фигура 27 - увеличенный вид в поперечном сечении на первичный фильтрующий элемент, оперативно установленный в корпусе воздухоочистителя по линии 8-8 на фигуре 25.
Фигура 28 - увеличенный вид в поперечном сечении на другую часть первичного фильтрующего элемента, оперативно установленного в корпусе воздухоочистителя по линии 9-9 на фигуре 25.
Фигура 29 - продольный вид, частично в разрезе и частичный поперечный вид другого воздухоочистителя, который может быть использован в системе двигателя, изображенной на фигуре 20.
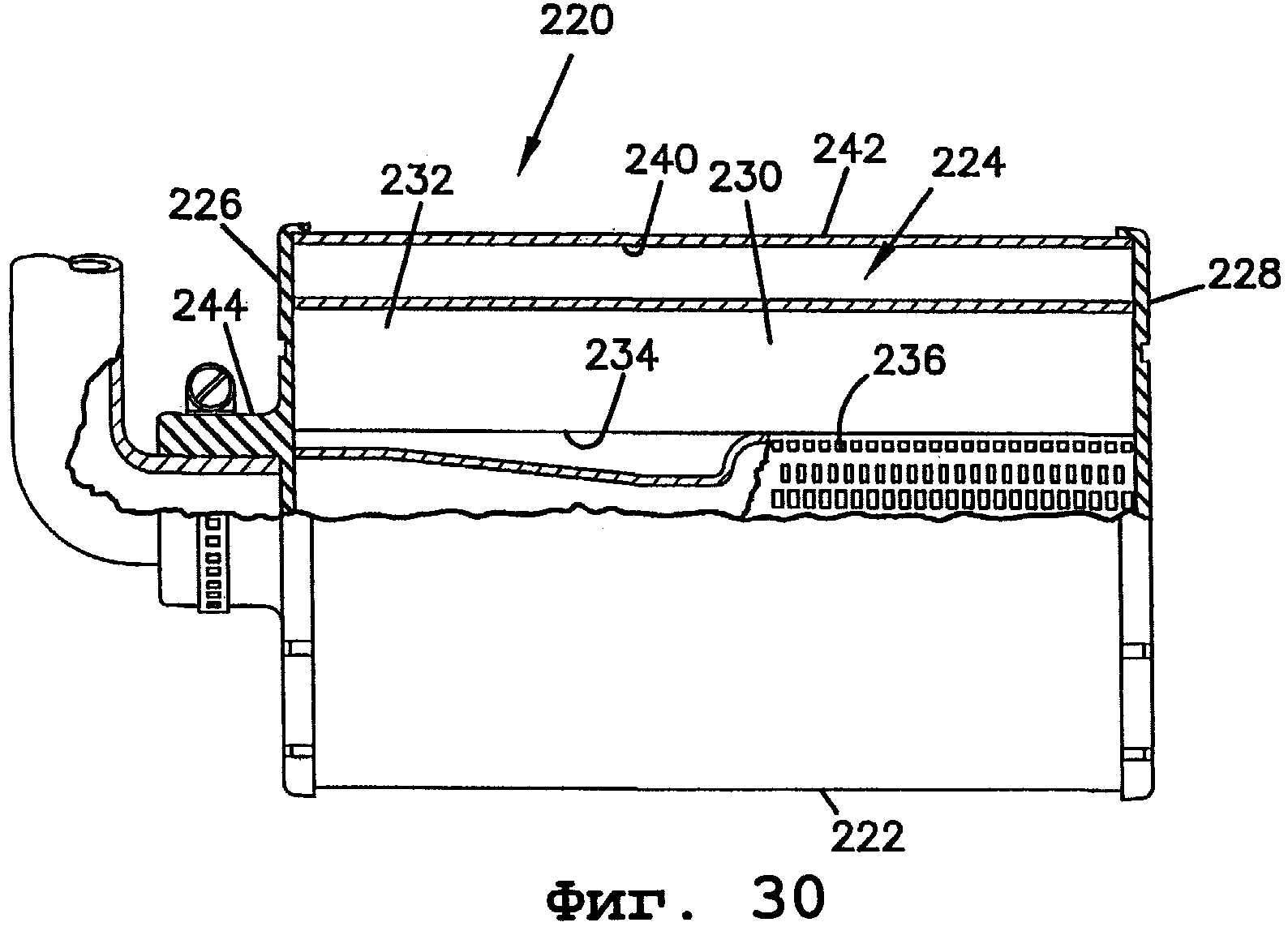
Фигура 30 - боковой разрез другого воздухоочистителя, который может быть использован в системе двигателя, изображенной на фигуре 20.
Фигура 31 - частичный разрез торцевой части воздухоочистителя, изображенного на фигуре 30.
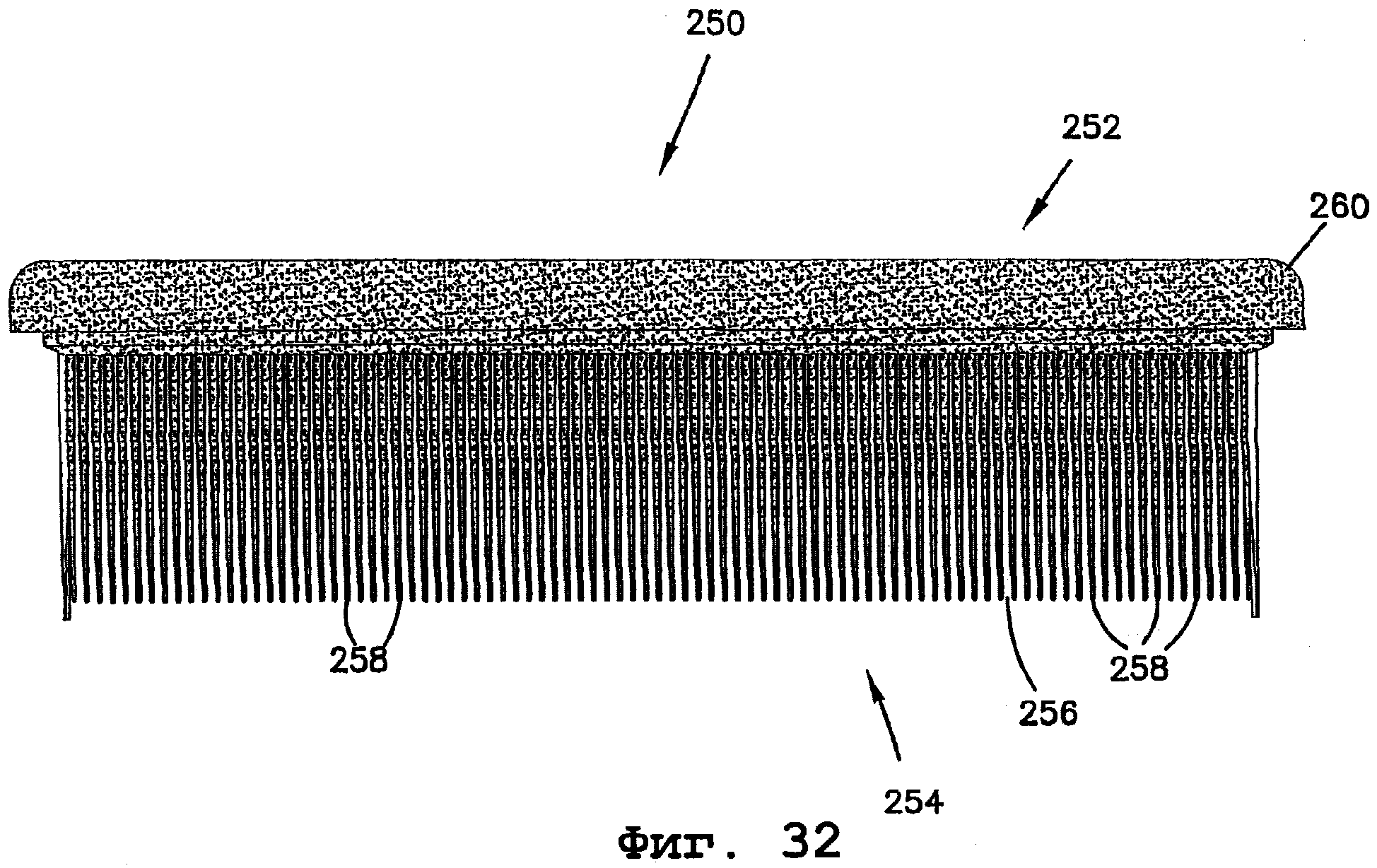
Фигура 32 - вид сбоку в вертикальном разрезе на панель фильтрующего элемента, который может быть использован в системе двигателя, изображенной на фигуре 20.
Фигура 33 - вид сверху на панель фильтра, изображенного на фигуре 32.
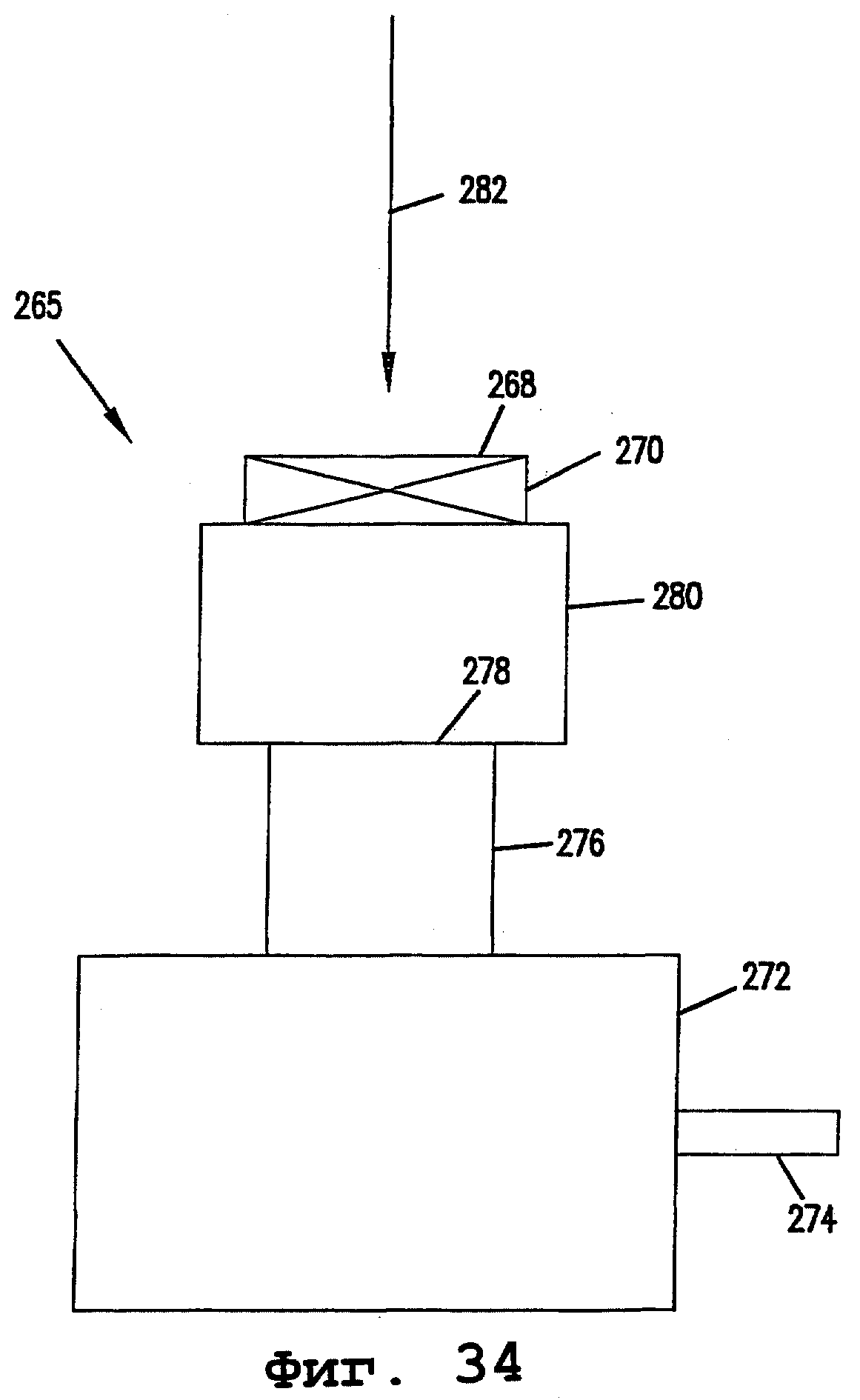
Фигура 34 - блок-схема системы, имеющей компрессор с системой всасывания воздуха и первичным фильтрующим элементом.
Фигура 35 - вид в плане на устройство воздушного фильтра с частичным разрезом.
Фигура 36 - перспективное изображение узла фильтра (V-образный пакет), используемого в устройстве воздушного фильтра Фигуры 37.
Фигура 37 - поперечный разрез сборки фильтра, взятый по линии 20-20 на фигуре 36.
Подробное описание изобретения
А. Микроволоконные или тонковолоконные полимерные материалы
Изобретение обеспечивает улучшенный полимерный материал. Этот полимер имеет повышенную физическую и химическую стойкость. Тонкое полимерное волокно диаметром от 200 нанометров до 10 микрон (микроволокно и нановолокно) может быть сформировано в нужном формате изделия (например, когда оно нанесено на подложку). Нановолокно - волокно диаметром менее 200 нанометров или 0,2 микрона. Микроволокно - волокно диаметром более 0,2 микрона, но не более чем 10 микрон. Это тонкое волокно может быть выполнено в виде улучшенной многослойной структуры среды микрофильтрации. Слои тонкого волокна по настоящему изобретению имеют случайное распределение тонких волокон, которые могут быть соединены вместе, чтобы образовать задерживающую сетку.
Фильтрация в значительной степени обеспечивается в результате того, что тонкое волокно служит барьером на пути прохода частицы. Структурные свойства в виде жесткости, прочности, гофрирующей способности обеспечиваются подложкой, на которую наносится тонкое волокно. Тонкие волокна, сцепляющиеся в сетку, имеют такие важные характеристики, как размер микроволокон или нановолокон и относительно небольшие отверстия или пространства между волокнами. Такие пространства между волокнами, как правило, имеют размер приблизительно от 0,01 до 25 микрон, часто приблизительно от 0,1 до 10 микрон.
Фильтрующий элемент включает слой тонкого волокна, сформированный на подложке. Волокна из синтетических или природных веществ (например, полиэфира и слоев целлюлозы) наносятся на соответствующую подложку по выбору инженера-проектировщика. Тонкое волокно добавляет менее одного микрона к толщине ко всему слою волокна плюс фильтрующая среда подложки. В процессе работы фильтры могут останавливать падающую на них частицу, прошедшую через слой тонкого волокна, и могут испытывать существенную поверхностную нагрузку от уловленных частиц. Частицы, содержащие пыль или другие примеси, быстро образуют пылевую корку на поверхности тонких волокон, и она поддерживает высокую начальную и общую эффективность при удалении твердых частиц. Даже при сравнительно малых размерах загрязняющих примесей, содержащих частицы размером от 0,01 до 1 микрона, фильтрующая среда имеет возможность накапливать очень большое количество пыли.
Описанные здесь полимерные материалы обладают значительно большей стойкостью к нежелательным воздействиям тепла и влаги; они способны работать при высоких расходах, при обратной импульсной очистке, противостоят истиранию при действии субмикронных твердых частиц, выдерживают действие очистки фильтров и другие необходимые условия. Улучшенная характеристика микроволокна и нановолокна получается благодаря повышенному качеству полимерных материалов, из которых вырабатывается это микроволокно и нановолокно. Кроме того, фильтрующая среда согласно изобретению, использующая улучшенные полимерные материалы согласно изобретению, обеспечивает множество преимуществ, включая большую эффективность, меньшее ограничение расхода, большую прочность и более длительный срок службы (от действия механического напряжении или воздействия неблагоприятной среды) в присутствии абразивных примесей. Кроме того, она имеет гладкую наружную поверхность, свободную от болтающихся волокон или фибрилл. Общая структура фильтрующих материалов обеспечивает более тонкую среду, дающую большую поверхность на единицу объема, меньшую скорость через среду, повышенную эффективность и меньшие ограничения расхода.
Тонкое волокно может быть изготовлено из полимерного материала или из полимера плюс добавка. Один предпочтительный вариант по настоящему изобретению включает смесь полимеров, содержащую первый полимер и второй полимер, отличный от первого (отличающийся по типу полимера, молекулярному весу или по физическим свойствам), который обрабатывается при повышенной температуре. Смесь полимеров может реагировать и формировать единый химический компонент или может быть физически объединен в смешанный состав процессом отжига. Отжиг подразумевает физическое изменение, подобно кристаллизации, снятие напряжения или изменение ориентации напряжений. Предпочтительные материалы с помощью химической реакции превращаются в единый полимерный композит, с тем, чтобы с помощью дифференциального сканирующего калориметрического анализа (ДСКА) он определялся как однокомпонентный полимерный материал. Такой материал в комбинации с предпочтительными добавками может создавать поверхностное покрытие из добавок на микроволокне, которое обеспечивает защиту от воздействия масел (олеофобность), защиту от влаги (гидрофобность) или повышенную стойкость при совместном воздействии высокой температуры, высокой влажности и тяжелых условий работы. Тонкое волокно из этого класса материалов может иметь диаметр от 2 микрон до менее 0,01 микрона. Такие микроволокна могут иметь гладкую поверхность, содержащую отдельный слой из материала добавки или внешнее покрытие из материала добавки, который частично растворен на поверхности полимера или вплавлен в нее, или то и другое. Предпочтительные материалы для использования в смешанных полимерных системах включают нейлон 6; нейлон 66; нейлон 6-10; сополимеры нейлона (6-66-610) и другие линейные, главным образом алифатические композиты нейлона. Предпочтительная нейлоновая сополимерная смола (SVP-651) анализировалась на молекулярный вес с помощью титрования конечной группы (Дж.Е.Уолз и Г.Б.Тейлор, «Определение молекулярного веса нейлона», «Химический анализ», т.19, номер 7, стр.448-450 (1947). Величина среднего молекулярного веса (Wn) находилась между 21.500 и 24.800. Состав оценивался с помощью фазовой диаграммы температуры плавления трехкомпонентного нейлона, содержащего нейлон 6 около 45%, нейлон 66 около 20% и нейлон 610 около 25% (Стр.286, Справочник по нейлоновым пластикам, ред. Мелвина Кохана, издатель Хансер, Нью-Йорк (1995 г.).
Опубликованные физические свойства смолы SVP-651:

В таких полимерных системах может использоваться поливиниловый спирт, имеющий степень гидролиза от 87 до 99,9%. Предпочтительно в нем образованы поперечные связи. Наиболее предпочтительно, чтобы они были сшиты и содержали значительные количества олеофобных и гидрофобных добавок.
Другой предпочтительный вариант изобретения включает единичный полимерный материал, объединенный с композитом из добавок для продления срока службы волокна или улучшения эксплуатационных характеристик. Предпочтительные полимеры, применяемые в этом варианте изобретения, включают полимеры нейлона, полимеры поливинилиденхлорида, полимеры поливинилиденфторида, полимеры поливинилового спирта и, в особенности, указанные материалы в сочетании с сильными олеофобными и гидрофобными добавками, что может в результате дать микроволокно или нановолокно с добавками, формирующими покрытие на поверхности тонкого волокна. Применимы в этом изобретении также смеси подобных полимеров, такие как смеси нейлонов, полимеров поливинилхлорида, смесей полимеров поливинилиденхлорида. Кроме того, в этом изобретении также рассматриваются полимерные смеси или сплавы различных полимеров. В этом отношении, для формирования микроволоконных материалов по настоящему изобретению пригодны смеси совместимых полимеров. Могут быть использованы составы из добавок, таких как фтористые поверхностно-активные вещества, неионные поверхностно-активные вещества, смолы с низким молекулярным весом, например, третичная бутилфеноловая смола, имеющая молекулярный вес менее 3000. Эта смола характеризуется олигомерной связью между фенольными ядрами при отсутствии метиленовых мостовых групп. Положения гидроксила и третичной бутиловой группы могут устанавливаться произвольно по кольцу. Связи между фенольными ядрами всегда находятся после гидроксильной группы, а не располагаются произвольно. Подобным же образом полимерный материал может быть объединен со спирторастворимой нелинейной полимеризованной смолой, полученной из бисфенола А. Такой материал подобен третичной бутилфеноловой смоле, описанной выше, в том, что он сформирован с использованием олигомерных связей, которые непосредственно соединяют ароматические кольца друг с другом при отсутствии каких-либо мостовых групп, таких как алкиленовые или метиленовые группы.
Наиболее предпочтительный материал согласно изобретению содержит нановолоконный материал, имеющий размер от примерно 10 микрон до 0,01 микрона. Наиболее предпочтительный размер волокна лежит в диапазоне между 0,05 и 0,5 микрона. В зависимости от конкретного применения и наличия импульсной очистки или других устройств очистки фильтра, волокно может быть выбрано размером от 2 микрон до 0,01 микрона или от 10 до 0,1 микрона. Такие волокна обеспечивают превосходное действие фильтра, легкость очистки обратным импульсом и другие преимущества. Самые предпочтительные системы полимеров согласно изобретению имеют такую характеристику сцепления, что при контакте с целлюлозной подложкой прочно сцепляются с ней, так что они могут противостоять расслаивающему действию очистки обратным импульсом и другим механическим напряжениям. В таком режиме полимерный материал должен оставаться соединенным с подложкой при воздействии импульса очистки, что в основном соответствует стандартным условиям фильтрации, за исключением действия импульсной очистки в обратном направлении сквозь фильтрующую среду. Такое сцепление может возникнуть при действии растворителя в процессе формирования волокна, когда волокно контактирует с подложкой, или в процессе последующей обработки волокна на подложке нагреванием или давлением. Однако было найдено, что характеристики полимера играют важную роль в осуществлении сцепления, так же как и конкретные химические реакции, например, реакции с водородом, причем контакт между полимером и подложкой происходит при температуре выше или ниже Tg, и состав полимера включает добавки. Полимеры, пластифицированные растворителем или паром, могут обеспечивать улучшенное сцепление.
Важным аспектом изобретения является использование описанных микроволоконных и нановолоконных материалов в конструкции фильтра. В такой конструкции материалы из тонких волокон согласно изобретению формируются на подложке фильтра и сцепляются с ней. Могут использоваться подложки из природных и синтетических волокон, например, связанные при прядении ткани, нетканые полотна из синтетического волокна и нетканые материалы, изготовленные из смеси целлюлозных, синтетических и стеклянных волокон; нетканые и тканые стеклянные полотна, пластиковый экран, как штампованный, так и перфорированный, а также ультратонкие и среднетонкие мембраны из органических полимеров. Листовая подложка или целлюлозная нетканая сетка может быть встроена в фильтрующую среду, которая помещается на пути потока воздуха или жидкости для удаления из этого потока взвешенных в нем или увлекаемых им твердых частиц. Форма и структура материала фильтра выбираются инженером-проектировщиком. Важным параметром элементов фильтра после формирования является способность противостоять воздействию тепла, влажности или того и другого. Одной из особенностей фильтрующей среды согласно изобретению является ее способность сохраняться при погружении в теплую воду в течение значительного времени. Проверка на погружение может дать полезную информацию относительно способности тонкого волокна сохранять работоспособность в условиях влажности при высокой температуре и при очистке элемента фильтра в водных растворах, которые могут содержать значительное количество сильнодействующих чистящих поверхностно-активных веществ и щелочных материалов. Нановолоконные материалы согласно изобретению могут сохранять работоспособность при погружении в горячую воду, сохраняя, по меньшей мере, 50% тонких волокон, сформированных на поверхности подложки. Сохранение, по меньшей мере, 50% тонких волокон может обеспечить достаточную эффективность волокна без потери фильтрующей способности или повышения обратного давления. Наиболее предпочтительным является сохранение, по меньшей мере, 75% волокон.
Тонкие волокна, образующие слой согласно изобретению, содержащие микро- и нановолокно, представляют собой волокно диаметром от приблизительно 0,001 микрона до 10 микрон, предпочтительно 0,05-0,5 микрона. Толщина типового фильтрующего слоя из тонких волокон лежит в диапазоне от 1 до 100 диаметров волокна с удельным весом порядка 0,01-240 микрограмм/см-2.
Потоки воздуха и газа часто несут в себе твердые частицы. Необходимо удалить из потока некоторые или все твердые частицы. Например, потоки воздуха для вентиляции кабин автомобилей, воздух в дисководах компьютеров, воздух в системах отопления, вентиляции и кондиционирования воздуха, комнатная вентиляция и применения с использованием рукавных фильтров, заградительные ткани, тканые материалы, воздух к двигателям автомобилей или силовому генераторному оборудованию; потоки газа, направляемые к газовым турбинам, и потоки воздуха к различным камерам сгорания часто содержат твердые частицы. В случае воздушного фильтра для салона автомобиля желательно удалить твердые частицы, чтобы обеспечить комфортные условия для пассажиров и/или эстетику салона. В случае потоков воздуха и газа во впускных коллекторах двигателей, газовых турбин и камер сгорания, желательно удалить твердые частицы, потому что они могут повредить внутренние рабочие органы различных механизмов. В других случаях промышленные газы производственных процессов или выхлопные газы двигателей могут содержать материал в виде твердых частиц. Прежде чем такие газы могут или должны быть выброшены в атмосферу через различные последующие устройства, желательно удалить большую часть твердых частиц из этих потоков.
Общее понимание некоторых основных принципов и проблем, связанных с расчетами воздушных фильтров, может быть достигнуто при рассмотрении следующих типов фильтрующей среды: среды с поверхностной загрузкой и глубинные среды. Каждый из этих типов среды хорошо изучен и широко используется. Принципы их действия описаны, например, в патентах США 5.082.476; 5.238.474 и 5.364.456. Полные описания этих трех патентов включены в качестве ссылок.
«Срок службы» фильтра обычно определяется выбранным предельным перепадом давления на фильтре. Повышение перепада давления на фильтре определяет срок службы на уровне, определенном для данного применения или данной конструкции. Следует понимать, что, как правило, чем больше эффективность фильтрующей среды при удалении твердых частиц из потока газа, тем быстрее фильтрующая среда достигнет перепада давления, определенного как предельный срок службы (считая, что другие переменные величины не изменяются). В этом описании термин «неизменно для целей фильтрации» означает поддержание достаточной эффективности удаления твердых частиц из текущего потока, необходимой для выбранной области применения.
Полимерные материалы были изготовлены из нетканых и тканых тканей, волокон и микроволокон. Полимерный материал обеспечивает физические свойства, требуемые для стойкости продукта. Эти материалы не должны значительно изменяться по размеру, иметь небольшой молекулярный вес, становиться менее гибкими или подверженными растрескиванию под действием механических напряжений или ухудшаться физически под воздействием солнечного света, влажности, высоких температур или других отрицательных влияний окружающей среды. Изобретение относится к улучшенному полимерному материалу, который может поддерживать физические свойства под воздействием падающего электромагнитного излучения типа света окружающей среды, высокой температуры, влажности и других физических нагрузок.
Полимерные материалы, которые могут быть использованы в полимерных композитах согласно изобретению, включают как полимерные материалы присоединения, так и конденсационные полимерные материалы, такие как полиолефин, полиацетал, полиамид, полиэфир, целлюлозный простой эфир и сложный эфир, полиалкиленсульфид, полиариленоксид, полисульфон, модифицированные полимеры полисульфона и их смеси. Предпочтительные материалы, которые входят в эти родовые классы, включают полиэтилен, полипропилен, поли(винилхлорид), полиметилметакрилат (и другие акриловые смолы), полистирол и их сополимеры (включая сополимеры блока типа АВА), поли(винилиденфторид), поли(винилиденхлорид), поливиниловый спирт в разных степенях гидролиза (от 87% до 99,5%), в сшитые и не сшитые. Предпочтительные полимеры присоединения, как правило, бывают стекловидными (Tg выше комнатной температуры). Это справедливо для поливинилхлорида и полиметилметакрилата, композитов или сплавов полимера полистирола или низкомолекулярных кристаллических материалов поливинилиденфторида и поливинилового спирта. Одним классом полиамидных конденсационных полимеров являются нейлоновые материалы. Термин «нейлон» - родовое название для всех синтетических полиамидов с длинной цепью. Обычно номенклатура нейлона включает ряд чисел, как, например, в нейлоне 6,6, которые означают, что исходными материалами являются С6 диамин и С6 двухосновная кислота (при этом первая цифра показывает С6 диамин, а вторая цифра показывает компаунд С6 дикарбоновой кислоты). Другой нейлон может быть получен поликонденсацией эпсилон капролактама в присутствии небольшого количества воды. Эта реакция образует нейлон-6 (полученный из циклического лактама, также известного, как эпсилон-аминокапроновая кислота), который является линейным полиамидом. Кроме того, рассматриваются также сополимеры нейлона. Сополимеры могут быть получены путем объединения различных соединений диамина, различных соединений двухосновной кислоты и различных составов циклического лактама в реагирующей смеси, а затем формирования нейлона с произвольно расположенными мономерными материалами в полиамидную структуру. Например, материал нейлон 6,6-6,10-нейлон, полученный из гексаметилендиамина и смеси С6 и С10 двукислотные компоненты. Нейлон 6-6, 6-6,10-нейлон, полученный путем сополимеризации эпсилонаминокапроновой кислоты, гексаметилендиамина и смеси материала С6 и двукислотного материала С10.
Блоксополимеры также применимы для реализации настоящего изобретения. С такими сополимерами важное значение имеет выбор растворителя - агента набухания. Выбранный растворитель должен быть таким, чтобы в нем растворялись оба блока. Одним примером является полимер АВА (стирол-ЕР-стирол) или АВ (стирол-ЕР) в растворителе типа метиленхлорида. Если один компонент не растворяется в этом растворителе, он образует гель. Примерами таких блок-сополимеров являются тип Kraton® из стирол-b-бутадиена и стирол-b-гидрогенизированного бутадиена (этилен пропилена), тип Pebax® из е-калролактама-b-окиси этилена, Simpatex® полиэфир-b-окись этилена и полиуретаны окиси этилена и изоцианатов.
Полимеры присоединения, такие как поливинилиденфторид, синдиотактический полистирол, сополимер винилиденфторида и гексафторопропилена, поливиниловый спирт, поливинилацетат, аморфные аддитивные полимеры, такие как поли(акрилонитрил) и его сополимеры с акриловой кислотой и метакрилатами, полистирол, поли(винилхлорид) и его различные сополимеры, поли(метилметакрилат) и его различные сополимеры могут быть сравнительно легко спрядены в растворе, потому что они растворимы при низких давлениях и температурах. Однако, для высококристаллического полимера, такого как полиэтилен и полипропилен, требуется раствор с высокой температурой и высоким давлением, если они должны быть спрядены в растворе. Поэтому прядение полиэтилена и полипропилена в растворе очень затруднительно. Электростатическое прядение в растворе является одним из способов производства нановолокон и микроволокон.
Мы также обнаружили значительные преимущества при формировании полимерных составов, содержащих два и несколько полимерных материалов в виде смеси полимеров, в формате сплава или в сшитых химических составах. Мы убеждены, что создание таких полимерных композитов улучшает их физические свойства путем изменения свойств полимера, например, путем увеличения гибкости или подвижности полимерной цепи, увеличения полного молекулярного веса и повышения прочности путем образования сеток из полимерных материалов.
В одном варианте этой концепции два родственных полимерных материала могут быть смешаны для получения выгодных свойств. Например, высокомолекулярный поливинилхлорид может быть смешан с низкомолекулярным поливинилхлоридом. Подобным же образом, высокомолекулярный нейлоновый материал может быть смешан с низкомолекулярным нейлоновым материалом. Кроме того, могут быть смешаны различные категории общего полимерного вида. Например, материал высокомолекулярного стирола может быть смешан с высокопрочным низкомолекулярным полистиролом. Материал нейлон-6 может быть смешан с сополимером нейлона, таким как сополимер нейлон-6; 6,6; 6,10. Кроме того, поливиниловый спирт, имеющий низкую степень гидролиза, например, 87% гидролизный поливиниловый спирт, может быть смешан с гидролизованным или сверхгидролизованным поливиниловым спиртом, имеющим степень гидролиза между 98 и 99,9% и выше. Все эти материалы в смеси могут быть сшиты с использованием соответствующих механизмов образования поперечных связей. Нейлоны могут быть сшиты с использованием агентов поперечной связи, которые вступают в реакцию с атомом азота и образуют амидную связь. Молекулы поливинилового спирта могут быть сшиты с использованием гидроксильных реактивных материалов, таких как моноальдегиды, например, формальдегид, мочевины, меламин-формальдегидная смола и ее аналоги, борная кислота и другие неорганические соединения, диальдегиды, двукислотные компоненты, уретаны, эпоксиды и другие известные агенты для образования поперечных связей. Технология образования поперечных связей (сшивание полимеров) хорошо известное и понятное явление, в котором создающие поперечные связи реагенты реагируют и образуют ковалентные связи между полимерными цепями, чтобы существенно повысить молекулярный вес, химическую стойкость, общую прочность и стойкость к механическому разрушению.
Мы обнаружили, что добавки могут значительно улучшить свойства полимерных материалов, имеющих форму тонких волокон. Стойкость к воздействию тепла, влаги, удара, механического напряжения и других вредных влияний окружающей среды может быть значительно повышена благодаря присутствию добавок. Мы обнаружили, что при обработке микроволоконных материалов согласно изобретению добавки улучшают олеофобные и гидрофобные свойства и могут содействовать повышению химической стойкости этих материалов. Мы убеждены, что тонкие волокна согласно изобретению улучшаются благодаря присутствию этих олеофобных и гидрофобных добавок, поскольку эти добавки образуют слой защитного покрытия, размытую поверхность или проникают в поверхность на некоторую глубину, улучшая основные свойства полимерного материала. Мы убеждены, что важной характеристикой этих материалов является присутствие сильной гидрофобной группы, которая может предпочтительно иметь также и олеофобный характер. Сильные гидрофобные группы включают фторуглеродные группы, гидрофобные углеводородные поверхностно-активные вещества или блоки и в основном углеводородные олигомерные композиты. Эти материалы производятся в виде композитов, которые содержат часть молекул, в основном совместимых с полимерным материалом, создавая стандартную физическую связь или соединение с полимером, в то время как сильно гидрофобная или олеофобная группа, полученная в результате связи добавки с полимером, формирует защитный поверхностный слой, который остается на поверхности или сплавляется или смешивается с поверхностными слоями полимера. Для 0,2-микронного волокна с уровнем добавок 10% рассчитанная толщина поверхности равна примерно 50 Å, если добавки переместились к поверхности. Предполагается, что перемещение происходит благодаря несовместимости олеофобных или гидрофобных групп с основной массой материала. Толщина в 50 Å оказывается достаточной для защитного покрытия. Для волокна диаметром 0,05 микрона толщина в 50 Å соответствует 20% массы. Для толщины волокна 2 микрона толщина 50 Å соответствует 2% массы. Предпочтительно, чтобы добавки использовались в количестве примерно 2-25% по весу. Олигомерные добавки, которые могут использоваться в сочетании с полимерными материалами согласно изобретению, включают олигомеры, имеющие молекулярный вес примерно от 500 до 5000, предпочтительно примерно от 500 до 3000, включая фтористые соединения, неионные поверхностно-активные вещества и смолы или низкомолекулярные олигомеры.
Фторорганические смачивающие вещества, применяющиеся в этом изобретении, представляют собой органические молекулы, выраженные формулой
Rf-G,
в которой Rf - фторзамещенный алифатический радикал, a G - группа, которая содержит, по меньшей мере, одну гидрофильную группу, такую как катионная, анионная, неионная или амфионная группы. Предпочтительными являются неионные материалы. Rf - фторированный одновалентный алифатический органический радикал, содержащий, по меньшей мере, два атома углерода. Предпочтительно, чтобы это был насыщенный перфторалифатический одновалентный органический радикал. Однако в качестве заместителей в скелетной цепи могут присутствовать атомы водорода или хлора. Поскольку радикалы, содержащие большое количество атомов углерода, могут действовать адекватно процессу, предпочтительны соединения, содержащие не более 20 атомов углерода, поскольку большие радикалы обычно снижают эффективность использования фтора, чем это возможно с более короткими скелетными цепями. Предпочтительно, чтобы Rf содержал от 2-8 атомов углерода.
Катионные группы, которые могут использоваться во фторорганических агентах, применяемых в настоящем изобретении, могут включать аминную или четвертичную аммониевую катионную группу, которая может быть бескислородной (например, -NH2) или кислородосодержащей (например, окислы амина). Такие аминные и четвертичные аммониевые катионные гидрофильные группы могут иметь формулы, такие как -NH2, -(NH3 )X, -(NH(R2)2)X, -(NH(R2)3)X или -N(R2)2→О, где Х - анионный противоион, такой как галогенид, гидрат окиси, сульфат, бисульфат или карбоксилат, алкиловая группа R2- Н или C1-18, причем каждая группа R2 может быть такой же, как другие группы R2 или отличаться от них. Предпочтительно, R2 это Н или С1-16 алкиловая группа, а Х - галогенид, гидроокись или бисульфат.
Анионные группы, которые могут использоваться во фторорганических смачивающих агентах, применяемых в настоящем изобретении, включают группы, которые при ионизации могут становиться радикалами анионов. Анионные группы могут иметь такие формулы, как -СООМ, -SO3М, -OSO3М, -РО3НМ, -ОРО3М2 или -ОРО3НМ, где М - Н, ион металла (NR14)+ или SR14)+, где каждый R1 - независимый Н или замещенный или незамещенный алкил C1-С6. Предпочтительно, М - Na+ или К+. Предпочтительные анионные группы фторорганических смачивающих веществ, используемых в настоящем изобретении, имеют формулу -СООМ или -SO3М. В группу анионных фторорганических смачивающих веществ включены анионные полимерные материалы, обычно получаемые из этилено-ненасыщенных карбоксильных мономеров одно- и двукислотных мономеров, имеющих соединенные с ними парные фторуглеродные группы. Такие материалы включают поверхностно-активные вещества, поставляемые корпорацией 3М, известные под маркой FC-430 и FC-431.
Амфотерные группы, которые могут использоваться во фторорганическом смачивающем агенте, применяемом в настоящем изобретении, включают группы, которые содержат, по меньшей мере, одну катионную группу из определенных выше и, по меньшей мере, одну анионную группу из определенных выше.
Неионные группы, которые могут использоваться во фторорганических смачивающих веществах, применяемых в настоящем изобретении, включают группы, являющиеся гидрофильными, но которые при обычном рН нормального агрономического применения не ионизируются. Неионные группы могут иметь такие формулы, как -O(СН2СН2)хОН, где х>1, -SO2NH2, -SO2NHCH2CH2OH, -So2N(CH2CH2H)2, -ONH2, -CONHCH2CH2OH или CON(CH2CH2OH)2. Примеры таких материалов включают материалы следующей структуры:
F(CF2CF2)n-CH2 CH2O-(CH2H2O)m-H,
где n - 2-8, a m - 0-20.
Другие фторорганические смачивающие вещества включают катионные соединения фтора, описанные, например, в патентах США 2.764.602, 2.764.603, 3.147.064 и 4.069.158. Такие амфотерные фторорганические смачивающие вещества включают амфотерные соединения фтора, описанные, например, в патентах США 2.764.602; 4.042.522; 4.069.158; 4.069.244; 4.090.967; 4.161.590 и 4.161.602. Такие анионные фторорганические смачивающие вещества включают анионные соединения фтора, описанные, например, в патентах США 2.803.656; 3.255.131; 3.450.755 и 4.090.967.
Примерами таких материалов являются неионные поверхностно-активные вещества компании duPont Zonyl FSN и duPont Zonyl FSO. Другой вариант добавок, которые могут быть использованы в полимерах согласно изобретению, включают низкомолекулярные соединения акрилат фтороуглеводорода, в честности, материал 3М
CF3(CX2)n-акрилат,
где Х представляет собой -F или -CF3, a n равно 1-7.
Кроме того, в качестве добавок для материалов по настоящему изобретению также могут быть использованы неионные углеводородные поверхностно-активные вещества, включая этоксилаты низших спиртов, этоксилаты жирной кислоты, нонилфенол и т.п. Примеры таких материалов включают Triton Х-100 и Triton N-101.
Полезными материалами для использования в качестве добавки в композитах согласно изобретению являются третичные бутилфеноловые олигомеры. Такие материалы обычно могут быть сравнительно низкомолекулярными ароматическими фенольными смолами. Такие смолы являются фенольными полимерами, получаемыми с помощью ферментативного окислительного процесса. Отсутствие метиленовых мостов дает уникальную химическую и физическую стойкость. Эти фенольные смолы могут быть сшиты с различными аминами и эпокси-группами, и они совместимы с различными полимерными материалами. Эти материалы, в целом, представляются следующими структурными формулами, которые характеризуются фенольными материалами в повторяющейся структуре, в отсутствие метиленовых мостовых групп содержащими фенольные и ароматические группы.
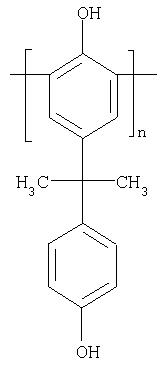


где n равно 2-20. Примеры этих фенольных материалов включают Enzo-BPA, Enzo-ВРА/фенол, Enzo-TBP, Enzo-COP и другие родственные фенольные смолы, поставляемые фирмой Энзимол Интернейшенл Инк. (Enzimol International Inc.) Колумбус, штат Огайо.
Следует отметить, что для различных применений используются различные нановолоконные фильтрующие среды. Прочные нановолокна и микроволокна, описанные в настоящем изобретении, могут быть добавлены к любой из этих сред. Волокна, описанные в настоящем изобретении, могут также быть использованы для замены нановолоконных компонентов в этих существующих средах, обеспечивая значительное улучшение рабочих характеристик (повышенная эффективность и/или сниженный перепад давления) благодаря их малому диаметру, в то же время, обеспечивая увеличенный срок службы.
Полимерные нановолокна и микроволокна известны в данной области техники, но их использование было очень ограничено из-за их хрупкости при механических напряжениях и их восприимчивости к разрушительному действию химических веществ из-за очень высокого отношения площади поверхности к объему. Волокна, описанные в настоящем изобретении, устраняют эти ограничения, поэтому они могут применяться в различных областях фильтрации, текстильной промышленности, в мембранах и других областях применения.
Подробное описание некоторых чертежей
Микроволокно или нановолокно для описываемого устройства может быть получено с помощью процесса электростатического прядения. Соответствующее устройство для получения этого волокна показано на фигуре 1. Это устройство включает бак 80, в котором находится раствор полимера, из которого формируется тонкое волокно, насос 81 и вращающийся излучатель или эмиттер 40, к которому перекачивается раствор полимера. Эмиттер 40, в основном, состоит из вращающейся муфты 41, вращающегося узла 42, содержащего множество смещенных относительно друг друга отверстий 44, и вала 43, соединяющего направленный вперед узел и вращающуюся муфту. Вращающаяся муфта 41 используется для подачи раствора полимера к направленному вперед узлу 42 через полый вал 43. Отверстия 44 разнесены по периферии направленного вперед узла 42. Альтернативно вращающийся узел 42 может быть погружен в бак с полимером (раствор полимера поступает из бака 80 с помощью насоса 81). Вращающийся узел 42 затем захватывает раствор полимера из бака, и, по мере его вращения в электростатическом поле, капля раствора ускоряется этим полем в направлении сборника 70, как будет описано ниже.
В устройстве имеется плоская сетка 60, направленная в сторону эмиттера 40, на которой расположен сборник волокон (подложка). Воздух может прокачиваться через эту сетку. Сборник 70 проходит вокруг роликов 71 и 72, которые расположены рядом с противостоящими краями сетки 60. Электростатический потенциал высокого напряжения поддерживается между эмиттером 40 и сеткой 60 посредством соответствующего источника электростатического напряжения 61 и проводов 62 и 63, которые соединяют сетку 60 с эмиттером 40.
В процессе работы, раствор полимера перекачивается из бака 80 к вращающейся муфте 41 или к баку. Направленный вперед узел 42 вращается, при этом жидкость вытекает из отверстий 44 или захватывается из бака и перемещается от внешнего края эмиттера в направлении сборника 70, расположенного на сетке 60.
Конкретно, разность электростатических потенциалов между сеткой 60 и эмиттером 40 наводит заряд на материале, который заставляет жидкость вытекать из эмиттера в виде тонких волокон, которые притягиваются к сетке 60 и собираются на подложке. В случае полимера в растворе, растворитель испаряется из волокон во время их полета к сетке 60. Тонкие волокна соединяются с волокнами подложки, первоначально прикрепленными к сетке 60. Напряженность электростатического поля выбирается с таким расчетом, что полимерный материал при движении от эмиттера к сборнику 70 получает достаточное ускорение, позволяющее превратить его в очень тонкую микроволоконную или нановолоконную структуру. Ускорение или замедление движения сборника волокон дает возможность регулировать количество осаждаемых волокон на формирующуюся среду, управляя, таким образом, толщиной каждого слоя. Вращающийся узел 42 может принимать различные положения. Он может находиться в плоскости вращения так, что эта плоскость будет перпендикулярна поверхности сборника 70 или расположена под любым произвольным углом. Вращающаяся среда может быть расположена параллельно плоскости ориентации или под некоторым углом к ней.
На фигуре 2 представлена общая блок-схема процесса и устройства для формирования слоя тонких волокон на листовой подложке или среде. На фигуре 2 листовая подложка развернута около блока 20. Листовая подложка 20а затем направляется к склеивающему прессу 21, в котором множество листов подложки могут соединяться в одну подложку в непрерывном рабочем режиме. Листовая подложка непрерывной длины направляется к установке получения тонкого волокна 22, содержащей прядильную машину, представленную на фигуре 1. Прядильная машина формирует тонкое волокно и укладывает это волокно в фильтрующий слой на листообразную подложку. После того как слой тонкого волокна сформирован на листовой подложке в зоне формирования 22, слой тонкого волокна и подложка направляются к установке 23 для термообработки. Листовая подложка и слой тонкого волокна затем проверяется в устройстве контроля эффективности 24 (см. патент США 5.203.201, который включен в описание в качестве ссылки) и при необходимости подается на направляющий ролик 25. Листовая подложка и слой волокна затем направляются к соответствующему намоточному станку, который наматывает их на соответствующий барабан для дальнейшей обработки на стадиях 26 и 27.
На фигуре 3 представлено изображение, полученное на сканирующем электронном микроскопе, которое показывает взаимное положение обычных частиц пыли, имеющих диаметр около 2 микрон и около 5 микрон, соответствующих размерам пор в стандартной целлюлозной среде и типовых структурах тонкого волокна. На фигуре 3А 2-х микронная частица 31 и 5-и микронная частица 32 показаны в целлюлозной среде 33, в которой размеры пор несколько превышают диаметр обычных частиц; в противоположность этому, на фигуре 3В 2-х микронная частица 31 оказывается примерно равной или чуть больше типичных отверстий между волокнами в волоконной сетке 35, а 5-ти микронная частица 32 оказывается больше, чем любое отверстие в сетке из тонких волокон 35.
Мы убедились, что фильтры могут подвергаться воздействию экстремальных условий окружающей среды. Фильтры в пустыне в Саудовской Аравии могут работать при температуре в 150°F (65°C) и даже выше. Фильтры, установленные в Индонезии или на побережье залива Галф Коаст в США, могут выдерживать воздействие относительной влажности свыше 90% и температуры свыше 100°F (38°C). Они могут также выдерживать действие дождя. Мы убедились, что фильтры, используемые под капотом транспортных средств, таких как автомобили, грузовики, автобусы, трактора и строительные машины, могут работать при высокой температуре (93°С), высокой относительной влажности и выдерживать воздействие химических веществ окружающей среды. Мы разработали способы проверки для оценки стойкости микроволоконных систем в суровых условиях - при погружении образцов фильтрующей среды в горячую воду (60°С) в течение 5 минут или при воздействии высокой влажности, высокой температуры и потока воздуха.
В. Общие принципы, относящиеся к конструкции воздухоочистителя
В настоящем описании термин "воздушный фильтр" будет использоваться по отношению к системе, которая работает, чтобы удалить материал в виде твердых частиц из воздушного потока. Термин "воздушный фильтр" относится к системе, в которой удаление твердых частиц осуществляется пропусканием воздуха, несущего твердые частицы, через фильтрующую среду. Термин "фильтрующая среда" или "среда" относится к материалу или материалам, через которые проходит воздух с отложением частиц на среде или в ней. Термин "загружающая поверхность" или "барьерная среда" относится к системе, в которой при прохождении воздуха через среду, материал в виде твердых частиц сначала откладывается на поверхности среды, формируя плотную корку, в отличие от отложения частиц внутри или в глубине среды.
В описании термин "фильтрующий элемент", в основном, относится к той части воздухоочистителя, которая содержит в себе фильтрующую среду. В целом, фильтрующий элемент проектируется в виде сменного и заменяемого узла, т.е. является рабочей частью воздухоочистителя. Таким образом, фильтрующая среда будет включать фильтрующий элемент и может быть отделена от остальной части воздухоочистителя с тем, чтобы периодически ремонтировать воздушный фильтр, удаляя загруженный или частично загруженный фильтрующий элемент и заменяя его новым или освобождая фильтрующий элемент от пыли. Предпочтительно разработать воздушный фильтр таким образом, что удаление и замена могли бы выполняться вручную. Термин "загруженный" или его варианты в данном контексте относится к воздухоочистителю, который был в эксплуатации в течение достаточного периода времени, чтобы оказаться загруженным значительным количеством уловленных твердых частиц, например, увеличил свой вес, по меньшей мере, на 5%. В многих случаях при нормальной работе вес фильтрующего элемента увеличивается из-за уловленных частиц в два или три раза (или даже более) по сравнению с первоначальным весом. Слои тонкого волокна, сформированные на подложке в фильтрах по настоящему изобретению, должны быть, в основном, однородными как по рабочим характеристикам, так и местоположению волокон. Под однородностью мы подразумеваем то, что волокно равномерно покрывает подложку и имеет, по меньшей мере, некоторую измеримую эффективность фильтрации по всей подложке. Адекватная фильтрация может происходить с широким изменением количества волокон. Соответственно, слои тонкого волокна могут изменяться по покрытию волокна, основному весу, толщине слоя или по другой измеряемой величине прибавляемого волокна, не выходя из границ по настоящему изобретению. Даже относительно небольшая добавка тонкого волокна может повысить эффективность всего фильтра.
В некоторых местах описания дается ссылка на "дорожные" и "внедорожные" элементы. В целом, типичное различие между "дорожным" и "внедорожным" элементом относится к элементу конструирования и наличию "элемента аварийной защиты". Более конкретно, во многих случаях, фильтрующие элементы для внедорожных транспортных средств используются в сочетании с элементами аварийной защиты. Для прямоточных устройств, элемент аварийной защиты представляет собой, в основном, цилиндрический элемент, который помещен внутри "первичного" элемента в течение срока использования. Термин "первичный" в этом и подобных контекстах относится к элементу, который при нормальном использовании захватывает наибольшее количество частиц. Как правило, это будет элемент "вверх по потоку" или входной элемент, если используется элемент аварийной защиты. В данном описании, если используется термин "элемент", подразумевается первичный элемент, если используется элемент аварийной защиты. Ссылка на элементы аварийной защиты будет, в основном, делаться при использовании термина "безопасность".
В области техники фильтрации часто дается определение, используются ли они в «легких», «средних» или «тяжелых» режимах эксплуатации. По отношению к "дорожным" условиям эксплуатации, в основном, они относятся к минимальному ожидаемому сроку службы элемента, если он используется в транспортном средстве. Типичные легкие режимы или элементы предназначены для эффективной работы, по меньшей мере, для 20.000 миль пробега автомобиля, как правило, по меньшей мере, 30.000 миль. Элементы для средних режимов проектируются, в основном, для среднего числа, по меньшей мере, 40.000 миль, как правило, по меньшей мере, 50.000 миль. Элементы для тяжелых режимов проектируются, в основном, для среднего числа, по меньшей мере, 90.000 миль, как правило, по меньшей мере, 100.000 миль пробега или более. Конечно, эти данные являются усредненными. Элемент, предназначенный для 80.000 миль пробега автомобиля, например, мог бы классифицироваться некоторыми специалистами, как элемент, предназначенный для тяжелых режимов.
Элементы для внедорожников также характеризуются как элементы для легких, средних и тяжелых условий эксплуатации. Однако для внедорожников определения, в основном, даются по отношению к ожидаемому сроку службы в часах до замены фильтрующего элемента. В целом, элементы для легких режимов для использования во внедорожниках являются элементами, спроектированными и выполненными на предполагаемый срок службы, по меньшей мере, приблизительно 90 часов и, как правило, по меньшей мере, 100 часов без замены; элементы для средних режимов, в основном, спроектированы и выполнены для работы в течение, по меньшей мере, приблизительно 225 часов, как правило, по меньшей мере, 250 часов без замены; и элементы для тяжелых режимов, в основном, спроектированы и выполнены для работы в течение, по меньшей, приблизительно 450 часов, как правило, по меньшей мере, 500 часов без замены. Повторим, что эти данные являются усредненными.
В целом, технические условия на системы воздухоочистителей разрабатываются фирмой-изготовителем комплектного оборудования (ИКО) для соответствующего двигателя и/или ИКО грузовика или другого соответствующего оборудования. Хотя могут использоваться различные технические параметры, некоторые из которых представлены ниже:
1. Расход воздуха через воздухозаборник двигателя
2. Начальное ограничение
3. Начальная эффективность
4. Среднее или полное рабочее ограничение
5. Общий КПД
6. Срок службы фильтра
Расход воздуха через воздухозаборник двигателя - функция размера двигателя, т.е. объема цилиндров и максимального числа оборотов в минуту при полной или "номинальной" нагрузке. В целом, это произведение объема на номинальное число оборотов в минуту, модифицированное объемным коэффициентом полезного действия, т.е. фактор, который отражает эффективность турбо-эффективность, эффективность канала и т.д. В общем, это измерение объема воздуха в единицу времени, требуемую двигателем или другой работающей системой в течение номинальной или предельной нагрузки. Хотя расход воздуха изменяется в зависимости от числа оборотов в минуту, он часто составляет 1800 об/мин или 2100 об/мин для многих стандартных двигателей грузовиков. В дальнейшем описании он характеризуется как "номинальный расход воздуха" или аналогичными терминами. Фильтр может пропускать небольшой поток воздуха порядка 10-3 куб. фут/дюйм (приблизительно 1 куб. фут/дюйм на лошадиную силу) в небольших двигателях мощностью приблизительно от 2 до 8 лошадиных сил. Большие двигатели потребляют от 50 до 1000 куб. фут/мин воздуха, часто от 100 до 800 куб. фут/мин. В целом, фильтр должен быть рассчитан так, чтобы обеспечить, по меньшей мере, номинальный расход без выхода из строя. В других областях применения описанный здесь принцип работы применим к устройствам для очистки воздуха, используемым в системах с широким диапазоном требований, включая, например, диапазон приблизительно от 50 куб. фут/мин до 10,000 куб. фут/мин. Такое оборудование включает автомобильные двигатели, грузовики с открытым кузовом и двигатели спортивных автомобилей, двигатели для небольших грузовиков и транспортных средств, автобусов, колесных грузовиков колесного сельскохозяйственного оборудования (например, тракторов), строительного оборудования и оборудования для нефтедобычи, морские двигатели, различные двигатели для генераторов и, в некоторых случаях, газовых турбин и компрессоров.
Общий КПД или эффективность воздухоочистителя является, в основном, отражением количества "отфильтрованных" твердых тел, которые проходят через воздушный фильтр в процессе работы и которые удерживаются воздушным фильтром. Как правило, КПД оценивается как процент по весу твердых частиц, проходящих в воздушный фильтр и захваченных воздушным фильтром при его нормальном использовании. Эта оценка приводится для многих систем, используя стандарты SAE, методики которых, в основном, описаны в патенте США 5.423.892 в колонке 25, строка 60 до колонки 26, строка 59; колонка 27, строки 1-40. Обычно используется стандарт «SAE J726», включенный здесь в качестве ссылки.
По отношению КПД изготовители двигателей и/или составители технических условий во многих случаях приводят различные данные в зависимости от требований к КПД (либо на основании стандарта SAE J726, либо на результатах полевых испытаний). Часто общий КПД устанавливается порядка 99,5% или выше, как правило, 99,8% или выше. Со стандартными двигателями транспортных средств, работающими при расходе воздуха 500 куб. фут/мин или выше, технические условия по общему КПД 99,8% не являются необычными.
Начальная эффективность - измеряемая эффективность фильтра, когда он первоначально включен в действие. Как показано в патенте США 5.423.892 в колонке 27, строках 1-40, особенно с обычной гофрированной бумагой (барьерного типа или с загрузочной поверхностью), начальная эффективность фильтра, в основном, ниже, чем полная средняя эффективность при использования. Это объясняется тем, что при работе на поверхности такого фильтра образуется "пылевая корка" или загрязнитель, которая увеличивает эффективность фильтра по улавливанию твердых частиц. Начальная эффективность часто определяется самим изготовителем двигателей и/или изготовителем транспортного средства. Для стандартных двигателей транспортных средств, для которых расход воздуха составляет 500 куб. фут/мин или выше, технические условия задают КПД 98% или выше.
Ограничение представляет собой перепад давления на воздушном фильтре или системе воздухоочистителя во время работы. Свой вклад в ограничение расхода вносят фильтрующая среда, через которую проходит воздух; размер канала, через который проходит воздух; а также особенности конструкции, через которую или вокруг которой проходит воздух, когда он поступает через воздушный фильтр в двигатель. В отношении воздухоочистителя, начальные пределы ограничения часто являются частью технических условий и требований к изготовителям двигателя и/или изготовителям оборудования. Это начальное ограничение может представлять собой перепад давления, измеряемый на воздушном фильтре, когда система включена в линию с чистым воздушным фильтром в ней до достижения существенной нагрузки. Как правило, технические условия для любой данной системы имеют начальное требование по максимальному ограничению расхода.
В целом, изготовители двигателей и оборудования проектируют оборудование с техническими условиями эффективности воздушного фильтра до максимального ограничения. Как описано в патенте США 5.423.892, в колонке 2, строки 19-29; колонке 6, строка 47, колонка 7, строка 3, существуют следующие ограничения: для стандартных двигателей грузовиков - перепад давления порядка 20-30 дюймов водяного столба, часто приблизительно 25 дюймов водяного столба; для автомобильных двигателей внутреннего сгорания - приблизительно 20-25 дюймов водяного столба; для газовых турбин, как правило, он составляет приблизительно 5 дюймов водяного столба и для промышленных систем вентиляции, он, как правило, порядка 3 дюйма водяного столба.
В целом, некоторые из основных переменных при проектировании воздушного фильтра, которые должны отвечать техническим условиям, описанных в предыдущей секции, следующие:
1. Тип фильтрующей среды, геометрии и эффективности
2. Форма и конструкция воздушного фильтра
3. Размер фильтрующего элемента
Например, обычная среда из целлюлозного волокна или тому подобная среда является, в основном, "барьерным" фильтром. Примером такой среды является бумага. В целом, такая среда работает под поверхностной нагрузкой, т.е. когда воздух входит в среду через поверхность, которая действует как барьер или сетка, предотвращая проход через нее материала в виде твердых частиц. Со временем на поверхности среды образуется корка пыли, увеличивая эффективность среды. В целом, "плотность" или "пористость" волоконной конструкции определяет эффективность, особенно начальную эффективность, системы. С течением времени осадок пыли увеличивает эффективность.
В целом, такая среда часто определяется или характеризуется ее проницаемостью. Испытание среды на проницаемость, в основном, характеризуется в патенте США 5.672.399 в колонке 19, строках 27-39. В общем, это поверхностная скорость воздуха, требуемая для создания давления 0,50 дюйма водяного столба поперек плоского листа указанного материала, среды или композита. Проницаемость, как этот термин используется здесь, оценивается по тесту Фрейзера на проницаемость по стандарту ASTM D737, включенного здесь в качестве ссылки, например, используя тестер Фрейзера для определения проницаемости, поставляемый компанией Frazier Precision Instrument Co., Гайтербург, штат Мэриленд, или аналогичным испытанием.
Проницаемость целлюлозной среды, используемой во многих типах фильтрах для двигателей грузовиков при оптимальном значении расхода воздуха 500 куб. фут/мин или более, изготавливаемой компанией Donaldson, является средой, имеющей проницаемость менее 15 фут/мин, как правило, около 13 фут/мин. Как правило, на рынке фильтров для двигателей предлагаются различные барьерные среды (типа гофрированной среды), имеющие значение проходимости менее чем приблизительно 25 фут/мин и, как правило, где-то в пределах 10-25 фут/мин, и эта среда широко используется различными производителями элементов фильтров.
В отношении геометрии среды можно отметить, что для барьерных фильтров, предпочтительные устройства, как правило, имеют гофрированную цилиндрическую форму. Таким цилиндрическим устройствам отдается предпочтение, в основном, потому, что они относительно просты в изготовлении с использованием обычной производственной практики изготовления фильтров и относительно легки в обслуживании. Гофрированная загружаемая поверхность увеличивает площадь поверхности в пределах данного объема. В основном, главные параметры по отношению к такому расположению среды: глубина гофра; плотность гофра, как правило, измеряемая как количество гофров на дюйм по внутреннему диаметру гофрированной цилиндрической среды, и цилиндрическая длина или длина гофра. В целом, основной фактор, по отношению к выбору глубины гофрированной среды, это длина гофра и плотность гофра, и, особенно для барьерного фильтра, общая площадь поверхности, требуемая для любого данного применения или ситуации.
В отношении эффективности, принципы изменяются по отношению к типу применяемой среды. Например, параметры целлюлозной, волоконной или тому подобной барьерной среды, в основном, изменяются в зависимости от эффективности, при изменении общей пористости или проницаемости. Как объяснено в патентах США 5.423.892 и 5.672.399, эффективность барьерной среды в некоторых случаях может быть изменена, смазывая среду или накладывая на поверхность среды слой относительно тонких волокон, как правило, толщиной меньше 5 микрон и во многих случаях субмикронные волокна. В отношении волокнистых глубинных структур, например, сухой волокнистой среды, то, как объяснено в патенте США 5.423.892, переменные, относящиеся к эффективности, включают: процент твердости среды и как среда сжата в соответствующей конструкции; полная толщина или глубина и размер волокна.
Во многих воздухоочистителях двигателей, имеющихся в настоящее время на рынке, используется, по меньшей мере, один из двух общих типов уплотнения между элементом и корпусом.
Одно из этих устройств имеет радиальное уплотнение. Известен целый ряд различных конфигураций радиальных уплотнений, включая: (1) форма, под торговой маркой RadialSeal® Компании Donaldson Миннеаполис, штата Миннесота, в основном, как описано в европейском патенте 0329659В 1, включенном здесь в качестве ссылки; (2) тип, описанный Манном и Хаммелем в немецком патенте 4.241.586 и соответствующем патенте (на английском языке), опубликованном в Южноафриканской Республике 8 мая 1994 года и включенном здесь в качестве ссылки; (3) тип, описанный и характеризованный Флитгардом в патенте США 5.556.440 в колонке 10, строках 53-67 и на фигуре 26, включенном здесь в качестве ссылки. Обычно в устройстве радиального уплотнения последнее формируется в результате действия сил, действующих по радиусу вокруг трубы, на которой элемент герметизирован.
Еще одним обычным типом уплотнительного устройства является так называемое "осевое" устройство. Осевые системы описаны, например, в патентах США 3.078.650; 3.488.928; 4.200.783; 4.647.373 и 5.562.746, каждый из которых включен здесь в качестве ссылки. В целом, усилия уплотнения для таких устройств направлены вдоль продольной оси цилиндрического фильтрующего элемента в результате сжатия уплотнения между торцевой поверхностью воздушного фильтра и поверхностью корпуса, в котором размещен воздушный фильтр, причем уплотнение ориентировано вокруг отверстия или трубы для входа потока воздуха.
С. Типичная система; воздухозаборник двигателя
На фигуре 20 представлена схема системы, обозначенная, в основном, цифрой 120. Система 20 является одним примером системы, в которой используются устройства воздушного фильтра и описанные здесь конструкции. На фигуре 20 оборудование 121 типа транспортного средства, имеющего двигатель 122 с некоторым определенным номинальным расходом воздуха, показано схематично. Оборудование 121 может включать автобус, грузовик, внедорожник, трактор или морское средство типа моторной лодки. Двигатель 122 имеет силовое оборудование 121, в котором используется смесь топлива и воздуха. На фигуре 20 поток воздуха всасывается в двигатель 122 в области впускного коллектора 123. Опционный турбонаддув 124, показанный пунктиром, обеспечивает дополнительный объем воздуха, поступающего в двигатель 122. Воздушный фильтр 125, имеющей пакет среды 126, расположен вверх по потоку двигателя 122 и блока турбонаддува 124. В общем, в процессе работы воздух проходит по стрелке 127 в воздушный фильтр 125 и далее через пакетную фильтрующую среду 126. В ней твердые частицы и загрязняющие примеси удаляются из воздуха. Очищенный воздух течет вниз по потоку по стрелке 128 во впускной коллектор 123. Оттуда воздух поступает в двигатель 122 к силовому оборудованию 121.
В системах двигателя во время работы двигателя и в зависимости от условий нагрузки, температуры окружающей среды и других переменных, температура, под капотом, как правило, равна, по меньшей мере, от 26°С до 49°С и часто находится в диапазоне 140°F (60°C) до 220°F (105°C), Хотя как при нормальных рабочих условиях температура фильтра часто равна температуре окружающей среды, во время течения периодов малого расхода воздуха или других нештатных ситуаций температура может достигать 220°F (105°C) или выше. Такие температуры могут неблагоприятно влиять на производительность фильтрующего элемента. Регулирование по выбросам может увеличить ограничение на выхлоп двигателя, вызывая дальнейшее увеличение температуры. Как показано ниже, выполнение фильтрующей среды в виде композита барьерной среды и, по меньшей мере, одного слоя или нескольких слоев "тонкого волокна" может улучшать работу (в частности, рабочий КПД) известных фильтрующих элементов, которые не основаны на таких композитах.
D. Пример воздухоочистителя
Обратимся теперь к Фигурам 21-24, на которых представлен первый вариант воздухоочистителя 130, включающего первичный фильтрующий элемент 132 и элемент аварийной защиты 134. Воздухоочиститель 130, в конкретном варианте, изображенном на Фигурах 21-24, является воздухоочистителем с радиальным уплотнением.
На Фигуре 22 показан первичный элемент 132 в вертикальном разрезе. Первичный элемент 132 включает первую и вторую противоположные торцевые крышки 136, 138; внешнюю опорную трубу или гильзу 140 и пакет фильтрующей среды 142 для фильтрации воздуха. Пакет фильтрующей среды 142 имеет первый и второй противоположные торцы 143, 144. У первого торца 143 пакета фильтрующей среды 142 первая торцевая крышка 136 скреплена с пакетом фильтрующей среды 142; аналогично, второй торец 144 пакета фильтрующей среды 142 скреплен со второй торцевой крышкой 138. В типичном устройстве, первые и вторые торцевые крышки 136, 138 выполнены прессованием сжимаемого материала, типа пенополиуретана. В таких устройствах пакет фильтрующей среды 142 соединен с первой и второй торцевыми крышками 136, 138 заливкой пенополиуретана перед его отверждением. Некоторые материалы для первой и второй торцевых крышек 136, 138 описаны далее в качестве примера.
В предпочтительных устройствах, пакет фильтрующей среды 142 имеет гофрированную конструкцию 146. Под "гофрированной конструкцией" мы подразумеваем то, что пакет фильтрующей среды 142 имеет множество гофров, которые обычно равномерно распределены вокруг пакета фильтрующей среды 142.
На фигуре 21 можно видеть, что гофрированная конструкция 146 предпочтительно выполнена в виде трубы, предпочтительно цилиндрической трубы, определяющей открытую внутреннюю часть фильтра 148. Первичный фильтрующий элемент 132 образует уплотнение 150 с выпускной трубой 152 воздухоочистителя, чтобы предотвратить проход воздуха в обход пакета фильтрующей среды 142 и его выброс непосредственно через выхлопную трубу.
Рассмотрим теперь общий принцип работы первичного фильтрующего элемента 132. Фильтруемый воздух проходит через пакет фильтрующей среды 142 в открытую внутреннюю часть 148. Пакет фильтрующей среды 148 служит для удаления твердых частиц из воздушного потока. Далее воздух проходит через элемент аварийной защиты 134 и попадает в открытую внутреннюю часть 154 элемента аварийной защиты. Затем очищенный воздух выходит из воздухоочистителя 130 через канал 156 выпускной трубы 152. Уплотнение 150 между первичным фильтрующим элементом 132 и выпускной трубой 152 предотвращает проход неотфильтрованного воздуха в обход пакета фильтрующей среды 142 и его выход непосредственно через канал 156. Уплотнение 158 между элементом аварийной защиты 134 и выпускной трубой 152 предотвращает течение воздуха в обход элемента аварийной защиты 134. Это описано ниже более подробно.
На фигуре 123 показана предпочтительная форма первой торцевой крышки 136, которая используется для создания уплотнения 150. В частности, торцевая крышка 136 включает осевую часть 160 и радиальную часть 162. Радиальная часть 162 окружает отверстие торцевой крышки 164, которое сообщается через воздушный поток с открытой внутренней частью фильтра 148. Радиальная часть 162 также действует как уплотнительная часть 166. Уплотнительная часть 166 выполнена из сжимаемого материала, который может быть прижат к пакету фильтрующей среды 142 давлением руки (силой менее 30 кг). Уплотнительная часть 166 предпочтительно выполнена в виде ступенчатой конструкции 168, толщина которой увеличивается от осевой части 160 торцевой крышки к внутренней части 148. В частности, ступенчатая конструкция 168 включает три стадии 169, 170, 171 увеличения поперечной толщины. Эта ступенчатая конструкция 168 облегчает монтаж первичного элемента 132 на выпускной трубе 152 при установке первичного элемента 132 на выпускной трубе 152. После правильно выполненного монтажа уплотнительная часть 166 образует уплотнение 150 с выпускной трубой 152 и, в частности, с радиальным уплотнением 172. Радиальное уплотнение 172 образовано путем прижатия части уплотнения 66 к выпускной трубе 152 и к внутренней опорной трубе или гильзе 174. Внутренняя опорная гильза 174 проходит между первой и второй торцевыми крышками 136, 138 и обычно соединена с ними герметично. Внутренняя опорная гильза 174 обычно изготавливается так же, как и внешняя труба 140. Она пористая, воздухо- и водопроницаемая и может быть изготовлена из металлической сетки.
Радиальное уплотнение 162 подробно описано в патенте США 4.720.292 В2 и включена здесь в качестве ссылки.
Вторая торцевая крышка 138 в варианте, показанном на фигурах 22 и 23, представляет собой закрытый колпак. Термин "закрытый" означает, что вторая торцевая крышка 138 является сплошной и не открывает никаких отверстий, через которые могла бы проходить фильтруемая среда.
Уплотнительная часть 166 и предпочтительно вся первая торцевая крышка 136 выполнены из сжимаемого материала, предпочтительно полиуретана, более предпочтительно пенополиуретана. В одном варианте используемый материал включает пенополиуретан, имеющий формованную плотность порядка 14-22 Фунт/дюйм3. Для правильно функционирующего радиального уплотнения 172 уплотнительная часть 166 должна быть сжата, когда первичный элемент 132 установлен на выпускной трубе 152. Во многих предпочтительных конструкциях, она сжата приблизительно на 15% и 40% (часто приблизительно 20-33%) своей толщины, в самой толстой части 171, чтобы обеспечить прочное уплотнение при ручной установке элемента 132 с приложением усилия порядка 35 кг или менее, предпочтительно 30 кг, или менее и, в основном, 22-30 кг. Материал, используемый для уплотнительной части 166, описан в патенте США 5.613.992, включенном здесь в качестве ссылки.
Обратимся теперь к фигуре 22. Как описано выше, пакет фильтрующей среды 142 и воздухоочиститель 130, когда они используются в системах двигателя 120, могут быть подвержены действию температур от 80°F (26°C) до 220°F (105°C). Пакет фильтрующей среды 142 может быть разработан с расчетом повышения общего КПД по сравнению с известными воздухоочистителями. В целом, пакет фильтрующей среды 142 выполнен как сочетание подложки с наложенным на ней слоем тонких волокон. В показанном конкретном варианте, подложка 180 выполнена в виде гофрированной конструкции 146. Во многих системах двигателя 120 подложка 180 состоит из бумаги или целлюлозы.
Конкретной предпочтительной характеристикой подложки 180 является проницаемость. В вариантах, используемых в системе двигателя 120, используется среда, имеющая проницаемость, по меньшей мере, 8 футов в минуту и, как правило, и предпочтительно, по меньшей мере, 12 футов в минуту и наиболее предпочтительно в пределах 14-300 футов в минуту до любой обработки или наложения тонких волокон на подложку. Предпочтительно использовать целлюлозную среду, имеющую удельный вес 50-80 фунт/300 фут2 и толщину 0,010-0,018 дюймов.
Композит среды создается, формируя покрытие из тонких волокон на подложке, чтобы увеличить эффективность при высоких температурах в системе двигателя 120.
Обратимся теперь к фигуре 24, на которой изображен элемент аварийной защиты 134. Элемент аварийной защиты 134 включает первую и вторую противоположные торцевые крышки 190, 192; внешнюю опорную трубу или гильзу 194 и пакет фильтрующей среды 196, расположенный между первой торцевой крышкой 190 и второй торцевой крышкой 192 и скрепленной с ними. Пакет фильтрующей среды 196 изображен в виде гофрированной конструкции 198 в форме трубы или цилиндра с открытой внутренней частью 154.
Первая торцевая крышка 190 определяет воздушный канал 102, сообщающийся с открытой внутренней частью 154. Вторая торцевая крышка 192 показана как сплошная или закрытая крышка. Элемент аварийной защиты 134 может также включать внутреннюю опорную трубу или гильзу, проходящую между первой и второй торцевыми крышками 190, 192 и между пакетом фильтрующей среды 196 и открытой внутренней частью 154.
Первая торцевая крышка 190 включает кольцо 104 из мягкого сжимаемого материала, предназначенное для установки внутри выпускной трубы 152, чтобы герметизировать внутреннюю поверхность 106 трубы 152 при работе. Элемент аварийной защиты 134 предпочтительно имеет такой размер и конфигурацию, что он при монтаже устанавливается под первичным элементом 132 (см. фигуру 21). Кольцо 104 предпочтительно изготовлено из того же самого пенополиуретана, что используется для уплотнительной части 166. Радиальное уплотнение 108 сформировано сжатием материала кольца 104 между пакетом фильтрующей среды 196 и выпускной трубой 152.
Во многих предпочтительных устройствах, пакет фильтрующей среды 96 включает композит, состоящий из целлюлозной подложки и слоя тонкого волокна. Обработка тонкого волокна на целлюлозной среде гофрированной конструкции 98 позволяет увеличить производительность или полезный срок службы без увеличения ограничений при использовании в системе двигателя 120 с рабочими температурами от 80°F (26°C) до 140°F (60°C).
Обратимся к варианту Фигур 25-28. На фигурах 25-28 изображен другой воздухоочиститель 115, который пригоден для использования в системе двигателя 120. За исключением предпочтительного устройства среды, описанной в разделе Н, общая структура и геометрия воздухоочистителя 115 описана в патенте США 5.613.992, который служит в качестве ссылки.
Воздухоочиститель 115 является устройством, которое, в основном, описывается как воздухоочиститель с "обратным потоком". Термин "обратный поток" означает, что воздух, который будет отфильтрован, в основном, входит во внутреннюю часть фильтрующего элемента и выходит наружу в элемент через объем между корпусом воздухоочистителя и элементом и затем поступает во впускной воздушный коллектор двигателя 123.
На фигуре 25 воздухоочиститель 115 показан в вертикальном разрезе. Воздухоочиститель 115 включает корпус 116. Корпус 116, в основном, включает воздухозаборник 118 и кожух 120. Кожух 120 имеет выпускную трубу 122. Выпускная труба 122 направляет очищенный воздух из корпуса 116 во впускной воздушный коллектор 23.
На фигуре 26 представлен частичный разрез воздухоочистителя 115. Фильтрующий элемент 124 показан отдельно от корпуса 116. Фильтрующий элемент 124 включает первую и вторую противоположные торцевые крышки 126, 128; при этом внешняя гильза 130 расположена между первой и второй торцевыми крышками 126, 128; внутренняя гильза 132 (Фигура 27) также расположена между первой и второй торцевыми крышками 126, 128 и пакетом фильтрующей среды 134 (Фигура 27). Фильтрующий элемент 124 является сменным и может быть вынут из корпуса 116. На фигуре 26 показаны защелки 136, 138. Из фигуры 26 можно понять, что воздухозаборник 118 может быть вынут из кожуха 120 при освобождении защелок 136, 138. Когда воздухозаборник 118 вынут из кожуха 120, обеспечивается доступ к фильтрующему элементу 124. Оператор может взять фильтрующий элемент 124 рукой и вынуть его из кожуха 120. Затем в кожух может быть вставлен новый фильтрующий элемент для восстановления работоспособности воздухоочистителя 115.
Пакет фильтрующей среды 134 в предпочтительном варианте имеет форму трубчатой, обычно цилиндрической, гофрированной конструкции 140. Гофрированная конструкция 140 определяет открытую внутреннюю часть фильтра 142 (Фигуры 27 и 28). Среда предпочтительно предназначена для работы при высокой температуре (свыше 140°F (60°C)).
Обращаясь теперь к Фигурам 27 и 28, мы можем видеть, что фильтрующий элемент 124 герметизирован в кожухе 120. На фигуре 27 первая торцевая крышка 126 включает уплотнительную часть 144, которая является сжимаемым и сгибаемым элементом. Уплотнительная часть 144 является элементом, входящим радиально внутрь торцевой крышки 126. Когда крышка воздухозаборника 118 установлена на элементе 124, впускная труба 146 крышки 118 нажимает на уплотнительную часть 144 и прижимает материал торцевой крышки 126 к внутренней гильзе 132. Таким образом, формируется радиальное уплотнение 148 между впускной трубой входа 146 и внутренней гильзой 142. Конструкция радиального уплотнения 148 аналогична конструкции уплотнительной части 66 и радиального уплотнения 72 в варианте, показанном на фигурах 21-23. Уплотнительная часть 144 предпочтительно выполнена из того же самого пенополиуретана, который описан выше по отношению к уплотнительной части 66.
На фигуре 28 нижняя торцевая крышка 128 формирует другое радиальное уплотнение 150 между внешней гильзой 130 и стенкой 152 кожуха 120. В этом случае радиальное уплотнение 150 направлено наружу, иногда аналогично тому, как элемент аварийной защиты 34 формирует радиальное уплотнение 108. На фигуре 26 можно видеть, что торцевая крышка 128 имеет ступенчатую конструкцию 154 вдоль уплотнительной части 156, которая соответствует внешней радиальной части торцевой крышки 128. Уплотнительная часть 156 отклоняется и сжимается, когда фильтрующий элемент 124 вставлен в кожух 120. В частности, уплотнительная часть 156 прижата к внешней гильзе 130 и находится между ней и стенкой 152, формируя радиальное уплотнение 150. Предпочтительные материалы для торцевых крышек включают тот же самый пенополиуретан, который описан выше в отношении уплотнительной части 144 и уплотнительной части 66.
На фигуре 28 также можно видеть, что вторая торцевая крышка 128 определяет отверстие 158. Предпочтительно, отверстие 158 расположено по центру. Отверстие 158 позволяет сливать влагу, которая собирается внутри фильтра 142. Торцевая крышка 128 установлена с наклоном и формирует поверхность воронки 160 наклоном от внутренней гильзы 132 к центральному отверстию 158. Эта поверхность воронки 160 позволяет направить собранную влагу в отверстие 158 и удалить ее из фильтрующего элемента 124. Периодически, пробка 162 вынимается из кожуха 120, чтобы слить воду, которая накапливается в поддоне 164.
Обратим теперь внимание на Фигуру 29, на которой изображен другой вариант воздухоочистителя 170. Воздухоочиститель 170 используется в системе двигателя 20. Его конструкция и геометрия описаны в патенте США 4.020.783, который включен здесь в качестве ссылки.
Воздухоочиститель 170 относится к типу воздухоочистителя с осевым уплотнением. Воздухоочиститель 170 содержит корпус 172, который имеет кожух 174 и сменную крышку 176. Крышка 176 может быть вынута из кожуха 174 при открытии защелки 178. Это дает возможность доступа к сменному и заменяемому фильтрующему элементу 180. Кожух 174 включает тангенциальную впускную трубу 182 и выпускную трубу 184. Загрязненный воздух, который будет очищен перед доступом во впускной коллектор двигателя 23, проходит через впускную трубу 182, фильтрующий элемент 180 и выходит через выпускную трубу 184.
Фильтрующий элемент 180 включает первую и вторую торцевые крышки 186, 188; внутреннюю и внешнюю гильзы 190, 192, проходящие между первой и второй торцевыми крышками 186, 188, и пакет фильтрующей среды 194, соединенный с первой и второй торцевыми крышками 186, 188.
Пакет фильтрующей среды 194 показан на фигуре в виде трубчатой, предпочтительно цилиндрической гофрированной конструкции 196. Конкретные материалы среды в гофрированной конструкции 196 предназначены для работы при высокой температуре окружающей среды, например, в системе двигателя 20.
В этом варианте, первая и вторая торцевые крышки 186, 188 изготовлены из листового металла. Первая торцевая крышка 186 поддерживает направление по оси уплотнительного элемента 198. Воздухоочиститель 170 включает хомут 202, который содержит болт 204 и барашковую гайку 206. Барашковая гайка 206 может вращаться относительно болта 204 и создавать осевое усилие, действующее между торцевой стенкой 208 кожуха 174 и уплотнительным элементом 198 и создающее осевое уплотнение 210 между первой торцевой крышкой 186 и стенкой 208 кожуха 174.
Воздухоочиститель 170 также включает элемент аварийной защиты 212, оперативно установленный в нем. Другие особенности корпуса 172 включают отклоняющий экран 214, который отклоняет воздух, проходящий через впускную трубу 182.
При работе фильтруемый воздух проходит через впускную трубу 182, отклоняется дефлектором 214 и образует завихрение в корпусе 172. В образовавшемся вихре более тяжелые частицы пыли падают на нижнюю крышку 176 под действием силы тяжести. Очищенный воздух затем проходит через пакет фильтрующей среды 194 и в открытую внутреннюю часть фильтра 216. Затем воздух проходит через элемент аварийной защиты 212 и через пористую конструкцию хомута 202, прежде чем он попадет в выпускную трубу 184. Очищенный воздух затем направляется во впускной воздушный коллектор 123 двигателя 122.
На фигурах 30 и 31 показан еще один воздухоочиститель 220, который может использоваться в системе двигателя 120. Конструкция и геометрия воздухоочистителя 220 описаны в патенте США 5.112.372 и патенте США 4.350.509, каждый из которых включен здесь в качестве ссылки.
Воздухоочиститель 220 включает корпус 222, который предпочтительно является неотъемлемой частью фильтрующего элемента 224. Фильтрующий элемент 224 включает первую и вторую торцевые крышки 226, 228, которые являются частью корпуса 222. Фильтрующий элемент 224 включает пакет фильтрующей среды 230, скрепленный с первой и второй торцевыми крышками 226, 228 и проходящий между ними. Пакет фильтрующей среды 230 включает трубчатую, предпочтительно цилиндрическую, гофрированную конструкцию 232, определяющую открытую внутреннюю часть фильтра 234. Гофрированная конструкция 232 предпочтительно выполнена из материалов, описанных ниже, которые, в частности, рассчитаны на работу при высоких температурах.
Воздухоочиститель 220 также включает резонатор 236, расположенный во внутренней части 234.
Фигура 31 - вид сзади на воздухоочиститель 220. Для того чтобы обеспечить поступление воздуха для воздухоочистителя 220, в одной из торцевых крышек 226, 228 выполнено, по меньшей мере, одно отверстие. В конкретном, показанном на фигуре 31 варианте первой торцевой крышке 226 проделано множество отверстий 238, чтобы обеспечить проход воздуха в воздухоочиститель 220, причем этот воздух занимает весь объем 240 между стеной корпуса 242 и пакетом фильтрующей среды 230.
Выпускная труба 244 выступает из первой торцевой крышки 226 и обеспечивает выход очищенного воздуха из воздухоочистителя 220.
При работе фильтруемый воздух входит в воздухоочиститель 220 через отверстия 238 и поступает в объем 240. Затем воздух проходит через гофрированную конструкцию 232 и поступает в открытую внутреннюю часть фильтра 234. Звук заглушается резонатором 236, и очищенный воздушный поток проходит через выпускную трубу 244 к выходу воздухоочистителя 220. Оттуда воздух поступает в воздухозаборник 23 системы 20.
Еще один вариант фильтрующего элемента показан на фигурах 32 и 33. В этом варианте фильтрующий элемент 250 имеет форму панельного фильтра 252. Панельный фильтрующий элемент 252 включает пакет фильтрующей среды 254 в виде гофрированной конструкции 256. Как можно видеть из просмотра Фигур 32 и 33, гофрированная конструкция 256 образует, в основном, плоскую панель с множеством гофров 258.
Панельная конструкция фильтра 252 имеет внешний элемента уплотнения периметра 260, который создает уплотнение совместно с корпусом.
Пакет фильтрующей среды 254 включает конструкцию среды, которая разработана специально для работы в условиях высоких температур, например, в системе двигателя 20. Панельный фильтрующий элемент 252 со специально разработанной пакетной средой 254 также используется в системах типа воздушных компрессоров.
Е. Типичная система на примере воздушного компрессора
Схема воздушного компрессора показана на фигуре 34 позицией 265. Компрессор 265 включает воздухоочиститель 268 с фильтрующим элементом 270. Один используемый фильтрующий элемент 270 представляет собой панельный фильтр 252 (фигуры 32 и 33). Воздушный компрессор 265 включает корпус 272, в котором находится коленчатый вал 274 и шатуны, соединенные с поршнями цилиндров 276. Тарельчатый клапан 278 расположен между верхом цилиндра 276 и головкой компрессора 280. В общем, компрессор 265 является машиной возвратно-поступательного действия, хорошо известной специалистам в данной области. Сжимаемый воздух поступает в компрессор 265 в направлении, показанном стрелкой 282. Воздух проходит через воздухоочиститель 268, где твердые частицы удаляются фильтрующим элементом 270. Очищенный воздух затем поступает в головку цилиндров 280 и компрессор 265 работает на сжатие воздуха.
Компрессоры 265 иногда используются в условиях высоких температур (свыше 140°F (60°C)).
F. Типичные размеры среды
Каждый из описанных здесь фильтрующих элементов предпочтительно имеет гофрированную конструкцию. В этой конструкции длина гофра равна, по меньшей мере, 6 дюймам, не более 50 дюймов и может быть равна 8-40 дюймам. Глубина гофра обычно составляет, по меньшей мере, 0.5 дюйма, не более 12 дюймов и может быть равна 1-6 дюймам.
Для трубчатых конструкций фильтра, внешний диаметр гофрированной конструкции обычно составляет, по меньшей мере, 4 дюйма, не более 50 дюймов и, как правило, 6-30 дюймов.
Панельная конструкция фильтра обычно имеет, по меньшей мере, 40 гофров, не более 200 гофров и, как правило, 50-100 гофров.
G. Типичная система - танк с газовой турбиной
На фигурах 35, 36 и 37 показан фильтр танка M1. Фильтр танка М предназначен для газовой турбины. Двигатель турбины, в основном, монтируется в прочном корпусе. Двигатель газовый турбины требует для работы большого количества воздуха. Окружающий воздух нужно фильтровать для удаления из него твердых частиц прежде, чем этот воздух будет направлен в двигатель газовой турбины. Бак включает воздухозаборник, который засасывает воздух для турбинного двигателя. Бак включает воздухоочиститель и выпускное отверстие для выброса материала в виде твердых частиц из воздухоочистителя.
Н. Пример воздухоочистителя для бака
На фигурах 35, 36 и 37 показан один примерный воздухоочиститель 330, используемый в танке. Воздухоочиститель 330 включает множество фильтрующих элементов 332 фильтра, размещенного в корпусе 334. Для конкретного показанного устройства каждый фильтрующий элемент 332 включает V-образный пакет фильтрующей среды 336. В показанном устройстве корпус 334 имеет размер, достаточный для размещения в нем трех V-образных пакетов фильтрующей среды 336, причем эти пакеты расположены рядом, но разделяются при работе и сборке.
За исключением предпочтительной среды, описанной ниже в разделе Н, воздухоочиститель 330 вместе с системой для танка описан в патенте США 5.575.826, который включен здесь в качестве ссылки. Кроме того, ниже обсуждается другой предпочтительный состав среды, используемый в V-образном пакете фильтрующей среды 336 и описанный в патенте США 4.364.751.
Как показано на Фигурах 35, 36 и 37, каждый пакет фильтрующей среды 336 имеет корпус 338 с торцевыми крышками 340, 341. В показанном варианте каждый V-образный пакет фильтрующей среды 336 включает 2 панели 342, 343, ориентированные по внутреннему каналу или пространству 345 между ними. В используемом устройстве каждое внутреннее пространство 345 разделено на 3 отсека внутренними перегородками 346, 347.
Каждая из панелей 342, 343 содержит гофрированную фильтрующую среду 348. Гофрированная среда 348 содержит целлюлозу, обработанную тонким волокном. Этот тип среды помогает повысить эффективность воздухоочистителя 330 при высокой температуре окружающей среды, которые действуют на танк.
На фигурах 35, 36 и 37 фильтр 334 включает вход 350 и выход 352. Каждый из 3 пакетов фильтрующей среды 336 может быть смонтирован в корпусе 334, причем они располагаются рядом друг с другом. Перегородка 354 создает поверхность, с которой плотно соединен каждый из пакетов фильтрующей среды 336 с тем, чтобы отделить загрязненную воздушную сторону 356 от чистой воздушной стороны 357. В частности, каждый из пакетов фильтрующей среды 336 включает уплотнение 358, которое прижато к перегородке 354 и устраняет возможность протекания воздушного потока от грязной стороны 356 в обход среды 348 и непосредственно на чистую сторону 357. Перегородка 354 включает отверстия 360, которые обеспечивают проход очищенного воздуха из объема или пространства 345 в сторону чистого воздуха 357.
Работа V-образного пакета фильтрующей среды 336, в основном, протекает следующим образом. Воздух входит в воздухоочиститель 330 через впускное отверстие 352 в корпусе 334. Воздух входит в панели 342, 343 и направляется во внутреннее пространство 345. Материал в виде твердых частиц остается на внешних поверхностях панелей 342, 343 (на стороне или поверхности панели, удаленной от внутреннего пространства 345) или на растущей корке пыли. Очищенный воздух занимает внутренний объем 345 и проходит через отверстия 360 на чистую воздушную сторону 357. Оттуда воздух вытекает через выпускное отверстие 352 и направляется в газовую турбину.
Воздухоочиститель 330 также включает систему струйной импульсной очистки. В целом, такая система обеспечивает выбранный импульс струи воздуха, подаваемого назад через панели фильтра 342, 343. Назад в этом контексте означает, что импульсная струя направлена против нормального воздушного потока (т.е. отфильтрованного потока воздуха) в процессе фильтрации окружающего воздуха. Для показанных на чертежах устройств, это направление совпадает с направлением импульсной струи в пространство 345, чтобы, в конечном счете, направить воздух через панели 342, 343 и затем наружу от поверхности гофрированной среды 348.
На фигуре 35 система импульсной очистки включает три клапана 360, соединенных с напорными трубами 362, которые сообщаются с потоком сжатого воздуха. Каждый из клапанов 360 соединен с соплами диффузоров 364, которые установлены таким образом, что сопла направлены по центру устройства или пространства 345.
Периодически, все или выбранные клапаны струйной очистки 360 могут быть открыты, чтобы выдать импульс или струю воздуха в часть внутреннего пространства 345 V-образного пакета фильтрующей среды 336. Эта импульсная струя будет смывать грязь, пыль или тому подобный загрязнитель с панелей 342, 343. Материал в виде твердых частиц будет немедленно выноситься в пространство, окружающее панель, с которой он сброшен.
I. Предпочтительные составы среды
В каждом из описанных здесь фильтрующих элементов пакеты фильтрующей среды имеют состав среды, который включает подложку, частично покрытую слоем нетканых волокон.
Тонкие волокна, образующие слой согласно изобретению, состоящий из микро- и нановолокна, представляют собой волокно диаметром приблизительно от 0,001 микрона до 10 микрон, предпочтительно порядка 0,05-0,5 микрона. В некоторых областях применения размер волокна может быть в пределах от 0,001 до 2 микрон, от 0,01 до 5 микрон и от 0,005 до 10 микрон. Толщина обычного фильтрующего слоя из тонких волокон лежит в диапазоне от 1-100 диаметров волокна с удельным весом порядка 0,01-240 микрограмм/см-2.
Потоки воздуха и газа часто несут в себе твердые частицы. Необходимо удалить из потока некоторые или все твердые частицы. Например, воздушные потоки для вентиляции кабин автомобилей, воздух в дисководах компьютеров, воздух в системах отопления, вентиляции и кондиционирования воздуха, комнатной вентиляции и в областях применения, использующих рукавные фильтры, заградительные ткани, тканые материалы; воздух к двигателям автомобилей или силовому генераторному оборудованию; потоки газа, направляемые к газовым турбинам, и потоки воздуха к различным камерам сгорания часто включают в себя твердые частицы. В случае воздушного фильтра для салона автомобиля желательно удалить твердые частицы, чтобы обеспечить комфортные условия для пассажиров и/или эстетику салона. В случае потоков воздуха и газа во впускных коллекторах двигателей, газовых турбин и камер сгорания желательно удалить твердые частицы, потому что они могут повредить внутренние рабочие органы различных узлов. В других случаях промышленные газы производственных процессов или выхлопные газы двигателей могут содержать в себе материал в виде твердых частиц. Прежде чем такие газы могут или должны быть выброшены в атмосферу через различные последующие устройства, желательно удалить большую часть твердых частиц из этих потоков.
Общее понимание некоторых основных принципов и проблем расчета воздушных фильтров может быть достигнуто при рассмотрении двух типов фильтрующей среды: среды с поверхностной загрузкой и глубинной среды. Каждый из этих типов среды хорошо изучен и широко используется. Принципы их действия описаны, например, в патентах США 5.082.476; 5.238.474 и 5.364.456. Полные описания этих трех патентов включены в описание в качестве ссылок.
«Срок службы» фильтра обычно определяется выбранным предельным перепадом давления на фильтре. Повышение перепада давления на фильтре определяет срок службы на уровне, определенном для данной области применения или для данной конструкции.
Поскольку это повышение перепада давления является результатом нагрузки, для систем с одинаковой эффективностью больший срок службы обычно непосредственно связан с более высокой пропускной способностью. Эффективность определяется, как способность среды захватывать твердые частицы и не пропускать их. Следует понимать, что, как правило, чем больше эффективность фильтрующей среды при удалении твердых частиц из потока газа, тем быстрее фильтрующая среда достигнет перепада давления, определенного как предельный срок службы (считая, что другие переменные величины не изменяются).
Бумажные фильтрующие элементы широко применяются в средах с поверхностной загрузкой. В целом, бумажные элементы содержат плотные маты из целлюлозных, синтетических или других волокон, ориентированных поперек потока газа, несущего твердые частицы. Бумага в основном изготовлена так, чтобы пропускать поток газа и соответствующую пористость с достаточно мелким размером пор, чтобы препятствовать прохождению через нее частиц больше определенного размера. По мере того как газы или жидкости проходят через фильтровальную бумагу, передняя по потоку сторона фильтровальной бумаги осуществляет диффузию и задерживает частицы выбранного размера из потока газа (жидкости), оставляя их на поверхности. Частицы собираются в виде пылевого брикета на передней по потоку стороне фильтрующей бумаги. В должное время пылевой брикет начнет действовать как фильтр, повышая эффективность очистки. Это иногда называется «ростом», т.е. происходит увеличение толщины по отношению к начальной величине.
Простая конструкция фильтра, подобная описанной выше, связана, по меньшей мере, с двумя проблемами. Первая заключается в том, что сравнительно простое повреждение, например, разрыв бумаги, приводит к выходу из строя всей системы. Вторая заключается в том, что материал твердых частиц быстро наращивает на передней по потоку стороне фильтра тонкий пылевой брикет или слой, увеличивая перепад давления. Для повышения срока службы загруженных с поверхности фильтрующих сред, например, бумажных фильтров, применялись различные способы. Один способ состоит в создании среды в виде складчатой или гофрированной конструкции с тем, чтобы площадь поверхности среды, противостоящая потоку газа, увеличивалась по сравнению с плоской, не сложенной складками конструкции. Хотя это увеличивает срок службы фильтра, этот способ связан с существенными ограничениями. По этой причине, среда с поверхностной нагрузкой нашла применение, в первую очередь, в тех областях применения, в которых используются сравнительно небольшие скорости через фильтрующую среду, в основном, не более 20-30 футов в минуту, и обычно порядка 10 футов в минуту или менее. Термин «скорость» в этом контексте означает среднюю скорость материала через среду (т.е. объем потока через всю поверхность среды).
В общем, по мере того, как скорость потока через гофрированную бумажную среду возрастает, срок службы фильтра уменьшается на коэффициент, пропорциональный квадрату скорости. Таким образом, когда используется фильтрующая система с поверхностной нагрузкой из гофрированной бумаги в качестве фильтра твердых частиц в устройстве, через которое протекают значительные потоки воздуха, требуется обеспечить сравнительно большую площадь поверхности фильтрующей среды. Например, стандартный цилиндрический элемент фильтра из гофрированной бумаги дизельного грузовика будет иметь диаметр 9-15 дюймов и длину около 12-24 дюймов с гофрами глубиной 1-2 дюйма. Таким образом, площадь фильтрующей поверхности среды (одна сторона) обычно равна 30-300 квадратным футам.
Во многих областях применения, особенно в тех, где используются сравнительно высокие расходы, применяется фильтрующая среда другого типа, иногда называемая «глубинной» средой. Типичная глубинная среда содержит сравнительно толстый слой из сплетенного волоконного материала. Глубинная среда в целом определяется величиной ее пористости, плотности или процентом содержания твердой фракции. Например, среда с твердой фазой в 2-3% будет представлять собой мат из волокон, расположенных так, что примерно 2-3% всего объема содержит волоконные материалы (твердую фракцию), а остальное пространство заполнено воздухом или газом.
Другим полезным параметром для определения глубинной среды является диаметр волокна. Если процент твердой фракции поддерживается постоянным, а диаметр (размер) волокна уменьшается, размер пор, т.е. пространство между волокнами, уменьшается, т.е. фильтр становится более эффективным и будет лучше улавливать мелкие частицы.
Обычный фильтр с глубинной средой представляет собой среду со сравнительно постоянной (или равномерной) плотностью, т.е. система, в которой твердая фаза глубинной среды остается практически постоянной по всей ее толщине. Под термином «практически постоянной» в этом контексте имеется в виду, что по всей толщине среды имеются лишь относительно незначительные отклонения плотности, если они вообще имеются. Такие отклонения, например, могут произойти из-за легкого сжатия наружной поверхности кожухом, в котором размещается фильтрующая среда.
Были разработаны устройства с глубинной средой с переменной плотностью; некоторые такие устройства описаны, например, в патентах США 4.082.476; 5.238.474 и 5.364.456. В целом, устройство с глубинной средой может быть спроектировано таким образом, что оно обеспечивает «загрузку» материала твердых частиц полностью по всему его объему или на всю глубину. Таким образом, такие устройства могут быть выполнены с таким расчетом, что до окончания полного срока службы они позволяют загружать большее количество твердых частиц по сравнению с поверхностно загружаемыми системами. Однако, в основном, главным параметром для таких устройств является эффективность, поскольку для значительной загрузки желательно иметь среду с низким содержанием твердой фазы. Системы с переменной плотностью, в частности, описанные в вышеупомянутых патентах, были разработаны для обеспечения достаточной эффективности и более длительного срока службы. В некоторых примерах в таких устройствах среда с поверхностной загрузкой используется в качестве «барьерного» фильтра.
Конструкция фильтрующей среды по настоящему изобретению включает первый слой проницаемой грубой волоконной среды или подложку, имеющую первую поверхность. Первый слой тонковолоконной среды крепится к первому слою проницаемой грубой волоконной среды. Предпочтительно, чтобы первый слой грубого проницаемого волоконного материала содержал бы волокна, имеющие средний диаметр, по меньшей мере, 10 микрон, обычно и предпочтительно примерно от 12 (или 14) до 30 микрон. Предпочтительно также, чтобы первый слой проницаемого грубого волоконного материала содержал бы среду, имеющую удельный вес не более чем 200 г/м2, предпочтительно примерно от 0,50-150 г/м2, а наиболее предпочтительно, по меньшей мере, 8 г/м2. Предпочтительно, чтобы первый слой проницаемой грубой волоконной среды имел бы толщину, по меньшей мере, 0,0005 дюйма (12 микрон), обычно, предпочтительно примерно 0,001-0,030 дюйма (25-800 микрон).
В предпочтительных конструкциях, первый слой проницаемого грубого волоконного материала содержит материал, который, при оценке его отдельно от остальной конструкции с помощью теста Фрейзера на проницаемость, показывал бы проницаемость, по меньшей мере, 1 метр/мин, наиболее предпочтительно примерно 2-900 метров/мин. Здесь указание на эффективность, если не определено иначе, означает ссылку на эффективность, измеренную по стандарту ASTM-1215-89, с круглыми частицами монодисперсного полистирола размером 0,78 μм, при 20 футов/мин (6,1 метра/мин), как сказано в этом описании.
Предпочтительно, слой тонковолоконного материала, прикрепленный к первой поверхности слоя проницаемой грубой волоконной среды, представляет собой слой нано- и микроволоконной среды, в которой волокна имеют средние диаметры не более 2-10 микрон, в основном и предпочтительно не более 5 микрон, а обычно и предпочтительно имеют диаметр волокон менее 0,5 микрона и в диапазоне от 0,05 до 0,5 микрона. Также, предпочтительно, чтобы первый слой тонковолоконного материала, прикрепленный к первой поверхности первого слоя проницаемого грубого волоконного материала, имел бы общую толщину не более 30 микрон, более предпочтительно не более 20 микрон, наиболее предпочтительно - не более 10 микрон, а обычно и предпочтительно, его толщина находится в пределах 1-8 (а более предпочтительно 5) средних диаметров тонкого волокна этого слоя.
Некоторые предпочтительные конструкции по настоящему изобретению включают фильтрующую среду, раскрытую в описании конструкции фильтра. Некоторые предпочтительные устройства для данного использования содержат среду, расположенную в цилиндрической гофрированной структуре, причем гофры проходят, в целом, продольно, т.е. в том же направлении, что и продольная ось цилиндрического корпуса. В такой конструкции среда может быть размещена в торцевых крышках, как в обычных фильтрах. Такие конструкции для обычных стандартных целей могут при желании включать прокладки, расположенные впереди и сзади по потоку.
В некоторых областях применения среда по настоящему изобретению может использоваться вместе с другими средами, например, с обычной средой, для улучшения общих рабочих характеристик фильтрации или повышения срока службы. Например, среда по настоящему изобретению может быть наложена на обычную среду и использована в сложенных рядами структурах или может быть встроена (как единое целое) в структуру среды, включающую один или несколько участков обычной среды. Она может быть использована впереди по потоку такой среды, для обеспечения высокой нагрузки и/или позади по потоку от обычной среды в качестве высокоэффективного барьерного фильтра.
Некоторые конструкции по настоящему изобретению могут быть также использованы в системах для фильтрации жидкости, т.е. там, где твердые частицы, которые должны быть отфильтрованы, переносятся в потоке жидкости. Некоторые конструкции по настоящему изобретению могут также использоваться в сборниках тумана, например, в устройствах для фильтрации мелких капель влаги из воздуха.
По настоящему изобретению разработаны также способы фильтрации. В этих способах, в основном, для фильтрации используют вышеописанную среду со всеми ее преимуществами. Как будет видно из приведенных далее объяснений и примеров, среда по настоящему изобретению может быть рассчитана с учетом обеспечения сравнительно длительного срока службы в высокоэффективных системах.
Конструкции фильтров описаны в патентах, в которых представлены различные варианты конструкции фильтра и структур, используемых с фильтрующими материалами. Энгель и другие, патент США №4.720.292, описывают радиальную герметичную конструкцию для сборки фильтра, имеющего в целом цилиндрическую конструкцию фильтрующего элемента, причем элемент фильтра герметизирован с помощью сравнительно мягкой, подобной резине торцевой крышки, имеющей цилиндрическую, обращенную внутрь поверхность. Калбау и др., патент США №5.082.476, описывают конструкцию фильтра, в котором используется глубинная среда, содержащая пористую подложку с гофрированными компонентами, объединенную с микроволоконными материалами согласно изобретению. Стифельман и др., патент США №5.104.537, описывают конструкцию фильтра, пригодную для фильтрации жидкой среды. Жидкость вводится в корпус фильтра, протекает через наружную часть фильтра во внутренний кольцевой сердечник и затем возвращается для активного использования в этой конструкции. Такие фильтры очень эффективны при фильтрации гидравлических жидкостей. Энгель и др., патент США №5.613.992, раскрывают конструкцию фильтра для воздушного коллектора обычного дизельного двигателя. В этой конструкции поступающий воздух может содержать влагу внешней среды. Воздух проходит через фильтр, в то время как влага может стекать на дно корпуса и выводиться из него. Гиллингем и др., патент США №5.820.646, описывают конструкцию Z-фильтра, в котором используется особым образом гофрированная фильтрующая среда, включающая вставные каналы, которые требуют прохождения потока, по меньшей мере, через один слой фильтрующей среды в Z-образном тракте, чтобы получить нужную характеристику фильтрации. Фильтрующая среда, сформированная в гофрированный Z-образный формат, может содержать тонковолоконную среду согласно изобретению. Глен и др., патент США №5.853.442, описывают конструкцию корпуса в виде рукава, включающего фильтрующие элементы, которые могут содержать тонковолоконную среду согласно изобретению. Берхоель и др., патент США №5.954.849, показывают конструкцию пылесборника, который может использоваться при фильтрации обычного воздуха, содержащего много пыли, причем после обработки рабочий элемент выпускает пыль в окружающий воздух. Наконец, Гиллингем в патенте США на промышленный образец №425.189, описывает блочный фильтр с Z-образной конструкцией фильтра.
Предшествующее общее описание различных свойств полимерных и тонковолоконных материалов по настоящему изобретению, включая как микроволокна и нановолокна, так и конструкцию используемых фильтрующих сред из тонковолоконных материалов, обеспечивает понимание общих технологических принципов при реализации настоящего изобретения. Описываемые ниже конкретные образцы материалов являются примерами материалов, которые могут быть использованы при формировании тонковолоконных материалов по настоящему изобретению и они демонстрируют наиболее оптимальный вариант. Эти примерные материалы были получены со следующими характеристиками, имея в виду приведенные условия процесса. Электрически спряденные волокна малого диаметра (менее 10 микрон) получаются при использовании электростатического поля, действующего в качестве силы притяжения и растягивающего струю полимера в очень тонкую нить. В процессе электростатического прядения может быть использован расплавленный полимер, однако, волокна меньше 1 микрона лучше всего получаются из полимера в растворе. По мере того, как масса полимера вытягивается в нити малого диаметра, раствор испаряется, что содействует уменьшению размера волокна. Выбор растворителя важен по нескольким причинам. Если растворитель высыхает слишком быстро, волокна становятся плоскими и их диаметр увеличивается. Если растворитель сохнет слишком медленно, он будет заново растворять образующиеся волокна. Поэтому необходимо тщательно согласовать скорости высыхания и формирования волокон. При больших объемах производства большое количество пропускаемого воздуха помогает предотвратить образование огнеопасной атмосферы и уменьшить риск воспламенения. Помогают в этом и негорючие растворители. В производственной обстановке обрабатывающее оборудование время от времени требует чистки. Безопасные, слаботоксичные растворители сводят к минимуму воздействие вредных химических веществ на оператора. Электростатическое прядение может выполняться при расходе через эмиттер 1,5 мм/мин, расстоянии-мишени 8 дюймов, напряжении на эмиттере 88 кВ, скорости вращении эмиттера 200 об/мин и относительной влажности 45%.
Выбор системы полимера зависит от данной области применения. В системах с импульсной очисткой чрезвычайно тонкий слой микроволокна может помочь свести к минимуму перепад давления и обеспечить наружную поверхность для захвата и удаления частиц. Предпочтительным является тонкий слой волокон диаметром менее 2 микрон, наиболее предпочтительно диаметром менее 0,3 микрона. Важно обеспечить хорошее сцепление между микроволокном или нановолокном и подложкой, на которую эти микроволокна или нановолокна осаждаются. Когда фильтры изготавливаются из сочетания подложки и тонкого слоя микро- и нановолокон, такая структура создает превосходную фильтрующую среду с возможностью самоочистки. Очистка поверхности обратным импульсом восстанавливает фильтрующую среду. Поскольку к поверхности прикладывается большое усилие, тонкое волокно со слабым сцеплением с подложкой может расслоиться при поступлении к микроволокну обратного импульса, проходящего внутри фильтра через подложку. Поэтому для надежной работы фильтра очень важно обеспечить хорошее взаимное сцепление между микроволокнами, а также сцепление между волокнами подложки и электрически спряденными волокнами.
Изделия, которые отвечают вышеприведенным требованиям, могут быть получены при использовании волокон, изготовленных из различных материалов. Малые волокна с хорошими свойствами сцепления могут быть изготовлены из таких полимеров, как поливинилиденхлорид, поливиниловый спирт и полимеры и сополимеры, содержащие различные нейлоны, например, нейлон 6; нейлон 4,6; нейлон 6,6; нейлон 6,10 и их сополимеры. Превосходные волокна могут быть изготовлены из ПВДФ, но для того, чтобы изготавливать волокна достаточно малого диаметра, требуются хлорированные растворители. Нейлон 6, нейлон 66 и нейлон 6,10 могут быть спрядены электростатически. Однако растворители, такие как муравьиная кислота, m-крезол, трифтороэтанол, гексафтороизопропанол либо неудобны в обращении, либо очень дороги. Предпочтительные растворители включают воду, этанол, изопропиловый спирт, ацетон и N-метил пирролидон, благодаря их слабой токсичности. Полимеры, совместимые с такими системами растворителей, оценивались всесторонне. Мы обнаружили, что волокна, изготовленные из ПВХ, ПВДХ, полистирола, полиакрилонитрила, ПММА, ПВДФ, требуют дополнительных средств сцепления, чтобы достичь необходимых свойств структуры. Мы обнаружили также, что когда полимеры растворены в воде, этаноле, изопропиловом спирте, ацетоне, метаноле и их смесях и из них получены прочные волокна; эти волокна обладают отличным сцеплением с подложкой, таким образом, создавая превосходную фильтрующую среду для области применения с самоочисткой. Самоочистка с помощью обратного импульса воздуха или вихря полезна в случаях, когда фильтрующая среда используется в условиях с очень высокой концентрацией пыли. В таких областях применения успешно использовались волокна из спирторастворимых полиамидов и поливиниловых спиртов. Примеры спирторастворимых полиамидов включают Macromelt 6238, 6239 и 6900, Elvamide 8061 и 8063 фирмы Дюпон и SVP 637 и 651 компании «Shakespeare Monofilament Company". Другая группа спирторастворимого полиамида содержит нейлон типа 8, модифицированный алкоксиалкилом нейлон 66 (см. стр. 447, Справочника по нейлоновым пластикам, ред. Мелвин Кохан, издатель Хансер, Нью-Йорк, 1995 г.). Примеры поливинилового спирта включают ПВА-217, 224 от Курари, Япония и Винол 540 компании «Air Products and Chemical Company".
Экспериментальная часть
Описываемые ниже материалы были получены с использованием процесса электростатического прядения.
Эти материалы были спрядены с использованием системы вращающегося эмиттера или системы капиллярного шприца. Оказалось, что обе эти системы производят по существу одни и те же волоконные материалы.
Расход через эмиттер был равен 1, 5 мл/мин, расстояние до мишени 8 дюймов, напряжение на эмиттере 88 кВ, относительная влажность 45%, скорость вращения эмиттера 35 об/мин.
Пример 1
Влияние размера волокна
Образцы тонких волокон были изготовлены из сополимера нейлона 6, 66, 610. Смола сополимера нейлона (SVP-651) была анализирована на молекулярный вес с помощью титрования конечной группы (J.E.Walz and G.B.Taylor (Дж.Е.Уолз и Г.Б.Тейлор), «Определение молекулярного веса нейлона», Химический анализ, т.19, №7, стр.448-450 (1947)). Величина среднего молекулярного веса находилась между 21.500 и 24.800. Композит оценивался с помощью фазовой диаграммы температуры плавления трехкомпонентного нейлона, состоящего из нейлона 6 - около 45%, нейлона 66 - около 20% и нейлона 610 - около 25%. (Стр. 286, Справочника по нейлоновым пластикам, ред. Мелвина Кохана, изд. Хансера, Нью-Йорк (1995 г.). Заявленные физические свойства смолы SVP-651 приведены ниже.
Использовалась смола производства волокон диаметром от 0,23 до 0,45 микрона. Образцы были пропитаны водой при комнатной температуре, высушены на воздухе и их эффективность была измерена. Более толстое волокно требует больше времени для разрушения, и степень его распада меньше, что можно увидеть на графике фигуры 12. Хотя мы не хотели бы ограничиться какой-либо одной теорией, тем не менее, предполагаем, что меньшие волокна, имеющие большее отношение поверхность/объем, более восприимчивы к разрушению под воздействием окружающей среды. Однако толстые волокна не создают достаточно эффективную фильтрующую среду.
Пример 2
Сшивание волокон нейлона с фенольной смолой и эпоксидной смолой
Чтобы повысить химическую стойкость волокон, был проведен опыт по химическому сшиванию волокон нейлона. Описанный выше сополиамид (нейлон 6, 66, 610) был смешан с фенольной смолой марки Georgia Pacific 5137 и спряден в волокно. Отношение нейлон: фенольная смола и температура плавления этой смеси приведены ниже:
Мы смогли получить сравниваемые волокна из этих смесей. Смесь 50:50 не могла быть сшита с помощью нагревания, так как волоконная структура была нарушена. Нагревание смеси 65:35 ниже 90°С в течение 12 часов повысило химическую стойкость полученных волокон к растворению в спирте. Могут быть использованы смеси полиамида с эпоксидной смолой, такой как Epon 828 компании Shell и Epi-Rez 510.
Пример 3
Поверхностная модификация с помощью фтористой водоотталкивающей добавки (Scotchgard®)
Спиртовые смеси марки Scotchgard® FC-430 и FC-431, поставляемые компанией 3М, были добавлены к полиамиду перед прядением. Добавленное количество твердой фазы составляло 10%. Добавление Scotchgard не препятствовало формированию волокна. Испытания на стенде ТНС (стенд для испытаний воздействием температуры и влажности) показали, что покрытие высокомолекулярной водоотталкивающей добавкой Scotchgard не улучшает водоотталкивающие свойства. Образцы с добавлением Scotchgard нагревались до 300F° (150°C) в течение 10 минут, как предлагалось изготовителем.
Пример 4
Модификация с помощью сшивающих агентов
Полимерная пленка была отлита из полиамидов с титанатовыми сшивающими агентами, поставляемыми компанией Kenrich Petrochemicals, Inc. Они включают изопропил триизостеарол титанат (KR ITS), неопентил (диаллил) окситри (диоктил) фосфат титанат (LICA12), неопентил (диаллил) окси, три (N-этилен диамино) этил цирконат (NZ44). Отлитые пленки были погружены в кипящую воду. Контрольный образец без сшивающего агента быстро потерял свою прочность, в то время как образцы с добавлением сшивающего агента сохраняли свою форму до 10 минут. Эти образцы с добавлением сшивающих агентов были спрядены в волокна (толщиной 0,2 микрона).
Пример 5
Модификация с помощью низкомолекулярного полимера р-трет-бутилфенола
Олигомеры пара-трет-бутилфенола с молекулярным весом в диапазоне от 400 до 1100 были закуплены на фирме Enzymol International (Колумбус, штат Огайо). Эти низкомолекулярные полимеры растворимы в нижних спиртах, таких как этанол, изопропиловый спирт и бутанол. Эти полимеры были добавлены к описанному выше сополиамиду и успешно электроспрядены в волокна 0,2 микрона. Некоторые полимеры и добавки затрудняли процесс электропрядения. В отличие от обычной фенольной смолы, описанной в примере 2, мы обнаружили, что эта группа полимеров не препятствует процессу формирования волокон. Мы обнаружили, что эта группа добавок защищает тонкие волокна от влажной среды, что видно на графике. На фигурах 13-16 показано, что олигомеры обеспечивают очень хорошую защиту при 140F° (60°C), влажности 100%, но рабочая характеристика ухудшается при температуре 160F° (71°C). Мы добавляли эти примеси в пропорциях от 5% до 15% используемого полимера и обнаружили, что они одинаково эффективно защищают волокна от воздействия высокой влажности при температуре 140F° (60°C). Мы обнаружили также, что характеристика улучшается и в случае, когда волокна подвергаются воздействию температуры в 150°С в течение короткого времени.
В таблице 1 показано действие температуры и выдержки при добавлении 10% примеси к полиамидным волокнам.
Анализ показал удивительный результат. Мы обнаружили значительное улучшение водоотталкивающих свойств волокон с этой группой добавок. Чтобы понять, как действует эта группа добавок, мы проанализировали мат из тонких волокон с помощью техники поверхностного анализа, называемой электронной спектроскопией для химического анализа (ЭСХЛ). Образцы с 10% добавкой, показанные в Таблице 1, анализировались с помощью ЭСХЛ в университете Миннесоты. Результаты приведены в Таблице 2.
Сначала, казалось, не имело смысла определять поверхностную концентрацию добавки, более чем вдвое превышающую объемную концентрацию. Однако мы полагаем, что это можно объяснить молекулярным весом добавок. Молекулярный вес добавки приблизительно в 600 раз меньше, чем вес начального полимера, формирующего волокно. Поскольку они меньше по размеру, они могут двигаться по испаряющимся молекулам растворителя. Таким образом, мы получаем более высокую поверхностную концентрацию добавок. Дальнейшая обработка увеличивает поверхностную концентрацию защитной добавки. Однако при выдержке 10 минут и температуре 150°С концентрация не увеличивается. Это может быть признаком того, что смешивание двух молекул сополиамида и олигомера образует цепной полимер, на что требуется время. Этот анализ научил нас тому, что надлежащий выбор последующей обработки, времени и температуры могут улучшить рабочие характеристики, тогда как слишком долгая выдержка может иметь отрицательный эффект.
Затем мы исследовали поверхность микроволокна с этими добавками, используя методику вторичной ионной масс-спектроскопии (ВИМС). Эта методика включает бомбардировку предмета электронами при наблюдении того, что исходит от поверхности. Образцы без добавок показывают, что при бомбардировке электронами выделяются азотные группы, указывая на то, что полиамидные группы разрушаются. Это также указывает на присутствие небольшого количества загрязнителей типа натрия и кремнийорганического материала (кремния). Образцы с добавкой без термической обработки (концентрация добавки 23% на поверхности) указывают на доминирующие фрагменты t-бутила и небольшие, но однозначные пики, наблюдаемые для полиамидов. Точно так же наблюдались высокие массовые пики с массовой разницей 148 атомных единиц массы, соответствующие t-бутил фенолу. Для образца, обрабатываемого в течение 10 минут при температуре 150°С (50% поверхности с аддитивной концентрацией, определенной электронной спектроскопией для химического анализа), было найдено присутствие фрагментов и следов t-бутила в пиках для полиамида. Этот анализ не обнаружил пики, связанные со всем t-бутил фенолом и его полимерами. Анализ также обнаружил пик, связанный с фрагментами С2Н3О.
Масс-спектрометрический анализ показал, что голые волокна полиамида выделяют фрагменты азота из экспонируемой полимерной цепи и загрязнители при бомбардировке поверхности ионами. Добавка без термической обработки не охватывала всю поверхность. Олигомеры t-бутила свободно распределены на поверхности. Когда пучок ионов падает на поверхность, целые молекулы могут отрываться наряду с неустойчивым фрагментом t-бутила. Добавка с термической обработкой обеспечивает полный охват поверхности. Кроме того, молекулы плотно примыкают друг к другу, так что отрываются только неустойчивые фрагменты типа t-бутила и возможно СН=СН-ОН, а целые молекулы фенола t-бутила остаются на поверхности. Электронная спектроскопия для химического анализа и ВИМС выполнялись на различных глубинах от поверхности. Электронная спектроскопия для химического анализа проникает на большую глубину от поверхности до 100 ангстрем, в то время как ВИМС просматривает глубину только на 10 ангстрем. Результаты обоих анализов совпадают.
Пример 6
Развитие поверхности, покрытой сополимером
Первоначально был взят нейлон типа 8 для приготовления растворимой и сшиваемой смолы для покрытия и нанесения с помощью клея. Этот тип полимера был получен реакцией полиамида 66 с формальдегидом и спиртом в присутствии кислоты. (См. Cairns, T.L.; Foster, H.D.; Larcher, A.W.; Schneider, A.K.; Schreiber, R.S. J., журнал "Chem. Soc". 1949,71, 651). Этот тип полимера может быть получен электростатическим прядением и может быть сшит. Однако формирование волокна из этого полимера проходит хуже, чем для сополиамидов, и сшивание может быть затруднено.
Для того чтобы приготовить нейлон типа 8, реактор высокого давления емкостью 10-галлонов был загружен следующими компонентами:
Затем реактор был продут азотом и нагрет, по меньшей мере, до 135°С под давлением. Когда желаемая температура была достигнута, было добавлено небольшое количество кислоты в качестве катализатора. Кислотные катализаторы включают трифторуксусную кислоту, муравьиную кислоту, толуолсульфокислоту, малеиновую кислоту, малеиновый ангидрид, фталевую кислоту, фталевый ангидрид, фосфорную кислоту, лимонную кислоту и их смеси. В качестве катализатора может быть также использован полимер Nation®. После добавления катализатора реакция продолжалась 30 минут. На этом этапе получается вязкий однородный раствор полимера. После некоторого времени проведения реакции содержимое сосуда высокого давления перемещается в ванну, содержащую метанол, воду и основание, например, гидроокись аммония или едкий натр, чтобы прервать реакцию. После того, как раствор в достаточной степени охлажден, он осаждается в деионизированной воде. При этом формируются легкие мелкокристаллические гранулы полимера. Гранулы полимера затем центрифугируются и сушатся в вакууме. Этот полимер растворим в метаноле, этиловом спирте, бутиловом спирте и их смесях с водой в разных пропорциях. Он также растворим в смесях различных спиртов.
Полученный таким образом модифицированный алкоксиалкилом полиамид типа 8 растворяется в смеси этилового спирта с водой. Раствор полимера электрически прядется способом, описанным в патенте США №4.650.516 (Баррис). Со временем вязкость раствора полимера возрастает. Хорошо известно, что вязкость полимера сильно влияет на определение размера волокна. Поэтому трудно управлять этим процессом в промышленном масштабе при непрерывном производстве. Более того, при равных рабочих условиях полиамиды типа 8 не формируют микроволокно столь же эффективно, как сополиамиды. Однако если раствор приготовлен с добавлением кислотного катализатора, такого как малеиновый ангидрид, толуолсульфокислота, трифторметан сульфокислота, лимонная кислота, аскорбиновая кислота и им подобные, при тщательной термообработке волоконного мата после фомирования волокон, полученное волокно имеет очень хорошую стойкость к воздействию химических веществ (фигура 13). На этапе сшивания должна соблюдаться осторожность, чтобы при этом не разрушилась волоконная структура.
Мы получили удивительный результат, когда полиамид типа 8 (полимер В) смешали со спирторастворимыми сополиамидами. При замене 30% по весу полиамида 66, модифицированного алкоксиалкилом или спирторастворимым сополиамидом, например, SVP 637 или 651 (полимер A), Elvamide 8061, обнаружился синергетический эффект. Формирование волокон из смеси происходит более эффективно, чем из каждого компонента в отдельности. Погружение в этиловый спирт и измерение эффективности фильтрации показывает остаточную эффективность фильтрации больше 98%, при этом испытание на стенде ТНС показывает результаты, сравнимые с одним полиамидом типа 8. Смесь такого типа показывает, что можно эффективно формировать волокна при отличной фильтрации сополиамида одновременно с отличной стойкостью к химическим веществам сшитого полиамида типа 8. Тест на погружение в спирт дает большое основание предполагать, что в сшитом сополиамиде использовался сополиамид, не способный к сшиванию, при обеспечении эффективности фильтрации 98%. ДСКА (смотри фигуры 17-20) смеси полимера А и становится неотличимой от ДСКА отдельного полимера А после того, как они нагреты до 250°С (полностью сшитые) с той же температурой плавления. Это дает возможность предположить, что смесь полимера А и полимера B является полностью объединенным полимером, полученным путем сшивания полимера В с полимером А. Это совершенно новый класс полиамида.
Подобным же образом, смешанный плавлением поли(этилен терефталат) с поли(бутилен терефталатом) может иметь аналогичные свойства. Во время плавления при температурах выше температуры плавления любого из компонентов, происходит обмен эфирной группы и образуется сополимер ПЭТ (полиэтилентерефталата) и ПБТ (полибутилентерефталата). К тому же, в наших опытах температура сшивания была ниже, чем у любого из отдельных компонентов. Не следует ожидать, что такой обмен группы может происходить при низкой температуре. Поэтому мы убеждены, что открыли новое семейство полиамида, получаемое путем смешивания в растворе полиамида типа А и типа В и сшивания при температуре ниже, чем точка плавления любого из компонентов.
Когда мы добавили 10% по весу олигомера t-бутилфенола (добавка 7) и подвергли смесь термообработке при температуре, необходимой для сшивания, мы обнаружили даже лучшие результаты. Мы предположили, что гидроксильная функциональная группа олигомеров t-бутилфенола будет участвовать в реакции с функциональной группой нейлонов типа 8. Мы обнаружили, что эта система компонентов обеспечивает хорошее формирование волокон, повышенную стойкость к высокой температуре и высокой влажности, а также гидрофобность поверхности слоев тонкого волокна. Мы приготовили образцы из смеси полимера А и полимера В (образец 6А) и другой образец из смеси полимера А, полимера В и добавки 7 (образец 6В). Затем мы сформировали волокно с помощью процесса электропрядения, выдержали волоконный мат при 300F° (150°C) в течение 10 минут и подвергли анализу поверхностный состав с помощью поверхностного анализа - электронная спектроскопия для химического анализа (см. табл.3).
Электронная спектроскопия для химического анализа (ЭСХА) обеспечивает информацию о составе поверхности, за исключением концентрации водорода. Она обеспечивает информацию об углероде, азоте и кислороде. Поскольку добавка 7 не содержит азота, мы можем оценить отношение азотсодержащих полиамидов и добавки, не содержащей азота, путем сравнения концентрации азота. Дополнительную качественную информацию можно получить, рассматривая спектр энергии связи при 535 и 527 эВ. Связь С=O имеет энергию связи у примерно 531 эВ, а связь С-O имеет энергию связи у 533 эВ. Сравнением высот этих двух пиков можно оценить относительную концентрацию полиамида с преобладанием С=O и добавки исключительно с С-O группами. Полимер В содержит связи С-O, благодаря модификации, и после сшивания концентрация С-O уменьшится. Электронная спектроскопия для химического анализа подтверждает, что такая реакция действительно происходила, показывая относительное уменьшение связей С-O. (Фиг.4 для не обработанной термически смеси волокна полимера А и полимера В, Фиг.5 для термообработанной смеси волокна полимера А и полимера В). Когда на поверхности присутствуют молекулы добавки 7, можно ожидать большего количества связей С-O. Это как раз тот случай, который можно видеть на фигурах 6 и 7. (Фиг.6 для только что спряденной смеси волокон полимера А, полимера В и добавки 7. Фиг.7 для термообработанной смеси волокон полимера А, полимера В и добавки 7). Фигура 6 показывает, что концентрация связей С-O для примера 7 возрастает. Этот вывод согласуется с поверхностной концентрацией на основании XPS сложного спектра на фигурах 8-11.
Очевидно, что молекулы олигомера t-бутила перемещаются к поверхности тонких волокон и образуют гидрофобное покрытие толщиной около 50 Å. Нейлон типа 8 содержит функциональные группы, такие как -СН2ОН и СН2OCH3, которые, как ожидается, должны реагировать с группой -ОН t-бутилфенола. Таким образом, мы ожидали увидеть меньше молекул олигомера на поверхности волокон. Мы обнаружили, что наша гипотеза оказалась неверной и что поверхность сополимера имеет тонкое покрытие.
Образцы 6А, 6В и копия образца, описанного в разделе 5, были подвергнуты тестам на стенде ТНС при температуре 160F° (71°C) и относительной влажности 100%. В предыдущем разделе образцы подвергались воздействию температуры 140°F (60°C) и относительной влажности 100%. В этих условиях t-бутилфенол защищает трехзвенный полимер сополиамида от разрушения. Однако, если температура поднимается до 160F° (71°C) при относительной влажности 100%, то олигомер t-бутилфенола плохо защищает нижележащие волокна трехзвенного полимера сополиамида. Мы сравнили образцы при 160F° (71°C) и относительной влажности 100% (см. табл.4).
Таблица показывает, что образец 6В помогает в защите от воздействия высокой температуры и высокой влажности.
Более поразительной оказалась разница, когда мы воздействовали на волоконный мат каплями воды. Когда мы налили немного деионизированной воды на поверхность образца 6А, капли воды сразу же растеклись по волоконному мату и намочили также бумажную подложку. С другой стороны, когда мы налили немного воды на поверхность образца 6В, вода образовала шарик и не растеклась по поверхности мата. Мы изменили поверхность образца 6В, чтобы сделать его водоотталкивающим, добавив олигомеры p-t-бутилфенола. Продукт этого типа может быть использован в качестве средства удаления водяного тумана, поскольку капли воды не будут проходить через поверхностный слой из тонких волокон образца 6В.
Образцы 6А, 6В и копия образца из раздела 5 были помещены в термостат, в котором была установлена температура 310F° (154°C). Таблица 5 показывает, что образцы 6А и 6В не изменились, в то время как образец из раздела 5 был сильно поврежден.
В то время как добавление олигомера только к полимеру А повышает стойкость слоя тонкого волокна при высокой температуре, добавление добавки 7 не оказывает влияния на действие высокой температуры.
Мы убедительно доказали, что смесь трехзвенного полимера сополиамида, модифицированного алкоксиалкилом нейлона 66 и олигомеров t-бутилфенола, обеспечивает лучшие продукты с повышенной продуктивностью в промышленности при работе тонких волокон в тяжелых условиях, чем любая из смесей трехзвенного полимера сополиамида и олигомера t-бутилфенола или трехзвенного полимера сополиамида и модифицированного алкоксиалкилом нейлона 66. В свою очередь, эти две смеси компонентов являются более совершенными по сравнению с системой из одного компонента.
Пример 7
Смесь совместимых полимеров полиамидов и бисфенола А
Новое семейство полимеров может быть подготовлено путем окислительной связи фенольного кольца (Пекора, А; Сайрус, В., патент США 4.900.671 (1990 г.) и Пекора, А; Сайрус, В; Джонсон, М. Патент США 5.153.298 (1992 г.)). Особый интерес представляет полимер, изготовленный из бисфенола А, поставляемого корпорацией Энзимол (Enzymol). Окисление бисфенола А в присутствии катализатора пероксидазы соевого масла может начинаться с любой стороны из двух -ОН групп в бисфеноле А. В отличие от поликарбоната на основе бисфенола А, который имеет линейную структуру, этот тип полимера бисфенола А образует очень разветвленные полимеры. Благодаря разветвленной структуре этого полимера, он может снизить вязкость смеси полимеров.
Мы обнаружили, что этот тип полимера бисфенола А может быть смешан в растворе с полиамидами. Приведенный Хансеном параметр растворимости для нейлона равен 18,6 (стр.317, Справочник параметров растворимости и других параметров сцепления, ред. А.Бартон, издание CRC Press, Бока Ратон, Флорида, 1985 г.). Если вычислять параметр растворимости (стр.61, «Справочник параметров растворимости»), то расчетный параметр растворимости равен 28,0. Из-за разницы в значениях параметра растворимости не следует ожидать, что эти компоненты будут смешиваться друг с другом. Однако мы обнаружили, что они хорошо смешиваются и обнаруживают неожиданные свойства.
Была приготовлена смесь 50:50 смолы бисфенола А с молекулярным весом 3000 и сополиамида. Общая концентрация в растворе равнялась 10%. Один сополиамид давал бы диаметр волокна 0,2 микрона. Смесь давала слой волокон около 1 микрона. Бисфенол А с молекулярным весом 7000 неустойчив в смеси с сополиамидом и стремится выпадать в осадок.
Дифференциальный сканирующий калориметрический анализ (ДСКА) показал, что смесь 50:50 обеспечивает недостаточную температуру плавления. Сополиамид имеет температуру плавления около 150°С, а смола из бисфенола А - стекловидный полимер с Tg около 100. Смесь плохо плавится. Когда волоконный мат нагревается до 100°С, он исчезает. Эта смесь дает отличную фильтрующую среду, если максимальная рабочая температура является невысокой, но требуется низкий перепад давления. Эта полимерная система не сшивается приемлемым способом.
Пример 8
Двойная роль полимера бисфенола А в качестве растворителя и твердого тела в смеси
Удивительная роль смеси с полимером бисфенола А состоит в том, что в растворе полимер бисфенола А ведет себя как растворитель, а в твердом виде полимер действует как твердая фаза. Мы нашли, что двойная роль полимера бисфенола А действительно уникальна.
Был создан следующий состав:
Вязкость этой смеси, измеренная вискозиметром Брукфильда, равнялась 32,6 сантипуаз. Общая концентрация полимера была 19,2%. Вязкость полимера В при 19,2% равна более 200 сантипуаз. Вязкость одного 12% полимера В в подобном растворе равна примерно 60 сантипуазам. Это является ярким примером того, что смола бисфенола А действует как растворитель, потому что вязкость общего раствора ниже ожидаемой.
Полученный диаметр волокна был равен 0,157 микрона. Если при формировании волокна участвовал бы один полимер В, ожидаемый размер волокна был бы менее 0,1 микрона. Иначе говоря, полимер С участвует в формировании волокна. Мы не знаем какого-либо другого случая сохранения такой поразительной эффективности и неизменности размера волокна. Это показывает, что полимер С участвует в сшивании как твердый полимер.
Другой раствор полимера был приготовлен следующим образом:
Вязкость этой смеси равнялась 90,2 сантипуазам. Это очень низкое значение вязкости для 24% твердой фазы. Кроме того, это является свидетельством действия полимера С в качестве растворителя в этом растворе. Однако когда они прядутся в волокно в электростатическом поле, диаметр волокна равен 0,438 микрона. 15% раствор одного полимера В дал бы волокно диаметром около 0,2 микрона. В конечном состоянии, полимер С способствует увеличению размера волокна. Кроме того, этот пример показывает, что этот тип полимера с разветвленной цепью действует в растворе как растворитель, а в конечном состоянии - как твердая фаза. После погружения в раствор этилового спирта, сохраняется 77,9% эффективности фильтрации, а размер волокна остался неизменным.
Пример 9
Получение сшитых смесей полиамидов/полимера бисфенола А
Были приготовлены три различных образца из смол, спиртов и воды, которые смешивались в течение 2 часов при температуре 60°С. Раствор охлаждался до комнатной температуры и к нему добавлялся катализатор, и эта смесь перемешивалась еще 15 минут. После этого измерялась вязкость раствора, и из него прялись волокна.
Образцы представлены в следующей таблице
Мы выяснили, что эта смесь эффективно создает волокна, вырабатывая примерно на 50% больше массы волокон по сравнению с составом из полимера А. Кроме того, полученные полимерные микроволокна позволяют получить химически стойкое волокно. После погружения в спирт фильтр, изготовленный из этих волокон, сохраняет более 90% эффективности фильтрации и неизменный диаметр волокна, хотя полимер, способный сшиваться, составляет всего 44% твердой фазы. Этот трехполимерный композит, состоящий из сополиамида, модифицированного алкоксиалкилом нейлона 66 и бисфенола А, создает химически стойкий материал, отлично формирующий волокно.
Пример 10
Модифицированный алкоксиалкилом сополимер нейлона 66 и нейлона 46
В 40-литровом реакторе высокого давления были выполнены следующие реакции, и полученные полимеры были проанализированы. После того, как была достигнута нужная температура реакции, были добавлены катализаторы и реакция длилась 15 минут. После этого раствор полимера был охлажден, осажден, полимер был промыт и высушен.
ДСКА полимера, выполненный с нейлоном 46 и нейлоном 66, показывает широкий разброс температуры плавления одиночного компонента, которая ниже, чем температура плавления модифицированного нейлона 46 (241°С) или модифицированного нейлона 66 (210°С). Это является свидетельством того, что во время реакции оба компонента произвольно распределены вдоль цепи полимера. Таким образом, мы убеждены, что добились получения произвольного сополимера нейлона 46 и нейлона 66 с модификацией алкоксиалкилом. Эти полимеры растворимы в спиртах и смесях спирта с водой.
Оба эти полимера являются полностью кристаллическими и не растворяются в обыкновенных спиртах. Источник: «Современная энциклопедия пластиков», 1998 г.
Пример 11:
Получение сополимера сополиамидов и алкоксилалкила модифицированного сополимера нейлона 46/66 и формирование электроспряденных волокон
Образцы 10В и 10D были преобразованы в волокна, используя вышеописанный способ. Нейлон 46/66 (полимер D), модифицированный алкоксилалкилом, был успешно спряден в электрическом поле. Смешивание полимера D с полимером А обеспечивает дополнительную выгоду в смысле более эффективного формирования волокна и возможность получения больших волокон без ухудшения способности полимера D к сшиванию, как можно видеть из следующей таблицы:
Массовое отношение волокна рассчитано по формуле (полная длина волокна, умноженная на площадь поперечного сечения). Удерживающая способность или эффективность фильтрации измеряется, пропитывая образец фильтра в этиловом спирте. Размер волокна после пропитки спиртом не изменился.
Пример 12
Спряденный в электрическом поле сшитый поливинилацетат
Порошки поливинилацетата (ПВА) были закуплены на фирме Aldrich Chemicals. Они растворялись либо в воде, либо в смеси 50/50 метанола и воды. Они были смешаны с агентом сшивания и катализатором сульфоновой кислоты толуола прежде, чем подвергнуться процессу электропрядения. Конечный волоконный мат был сшит в печи при температуре 150°С в течение 10 минут перед передачей на стенд ТНС.
Пример 13
В качестве подложки использовалась обычная целлюлоза. Эта подложка имела вес 67 фунтов на 3000 квадратных футов, проницаемость по Фрейзеру 16 футов в минуту при 0,5 дюйма водяного столба, толщиной 0,012 дюймов и эффективности слоя тонкого волокна 41,6%. Слой тонкого волокна примера 1 был наложен на поверхность, используя процесс, описанный выше для номинального волокна диаметром 0,2 микрона. Полученный композит имеет эффективность слоя тонкого волокна 63,7%. После выдержки при 140F° (60°C) на воздухе при относительной влажности 100% в течение 1 часа один образец подложки был охлажден и высушен, и эффективность слоя тонкого волокна составила 36,5%. После выдержки при 140F° (60°C) на воздухе при относительной влажности 100% в течение 1 часа образец композита был охлажден и высушен, после чего эффективность слоя тонкого волокна составила 39.7%. Используя описанные выше математические формулы, было найдено, что остаточная эффективность слоя тонкого волокна после 1 часа выдержки составила 13%, при этом количество эффективных тонких волокон составило 11%.
Пример 14
В качестве подложки использовалась обычная целлюлоза. Эта подложка имела удельный вес 67 фунтов на 3000 кв. футов, проницаемость по Фрейзеру 16 футов в минуту при 0,5 дюйма водяного столба, толщину 0,012 дюймов при эффективности слоя тонкого волокна 41,6%. Слой тонкого волокна примера 5 был наложен на поверхность, используя процесс, описанный выше для номинального волокна диаметром 0,2 микрона. Полученный композит имел эффективность слоя тонкого волокна 96,0%. После выдержки при 160F° (71°C) на воздухе при относительной влажности 100% в течение 3 часов один образец подложки был охлажден и высушен, после чего эффективность слоя тонкого волокна составила 35,3%. После выдержки при 160F° (71° C) на воздухе при относительной влажности 100% в течение 3 часов образец композита был охлажден и высушен, и эффективность слоя тонкого волокна составила 68,0%. Используя описанные выше математические формулы, было найдено, что эффективность слоя тонкого волокна после 3 часов выдержки составила 58%, при этом число эффективных тонких волокон составило 29%.
Пример 15
В качестве подложки использовалась обычная целлюлозная среда для фильтрации воздуха. Эта подложка имела удельный вес 67 фунтов на 3000 квадратных футов, проницаемость по Фрейзеру 16 футов в минуту при 0, 5 дюйма водяного столба, толщину 0,012 дюйма при эффективности слоя тонкого волокна 41,6%. Слой тонкого волокна состоял из смеси полимера А и полимера В, причем, как описано в примере 6, полимер был добавлен к поверхности, используя процесс, описанный выше для номинального волокна диаметром 0,2 микрона. Полученный композит имел эффективность слоя тонкого волокна 92,9%. После выдержки при 160F° (71°C) на воздухе при относительной влажности 100% в течение 3 часов один образец подложки был охлажден и высушен, после чего эффективность слоя тонкого волокна составила 35,3%. После выдержки при 160F° (71°C) на воздухе при относительной влажности 100% в течение 3 часов образец композита был охлажден и высушен, и эффективность слоя тонкого волокна составила 86, 0%. Используя описанные выше математические формулы, было найдено, что эффективность слоя тонкого волокна после 3 часов выдержки составила 96%, при этом число эффективных тонких волокон составило 89%.
Пример 16
В качестве подложки использовалась обычная целлюлоза, используемая для фильтрации воздуха. Эта подложка имела удельный вес 67 фунтов на 3000 квадратных футов, проницаемость по Фрейзеру 16 футов в минуту при 0,5 дюйма водяного столба, толщину 0,012 дюймов при эффективности слоя тонкого волокна 41,6%. Слой тонкого волокна полимера А, полимера В, олигомера фенола тетрабутила, как описано в примере 6, был добавлен к поверхности, используя процесс, описанный выше для номинального волокна диаметром 0,2 микрона. Полученный композит имел эффективность слоя тонкого волокна 90,4%. После выдержки при 160F° (71°C) на воздухе при относительной влажности 100% в течение 3 часов один образец подложки был охлажден и высушен, после чего эффективность слоя тонкого волокна составила 35.3%. После выдержки при 160F° (71°C) на воздухе при относительной влажности 100% в течение 3 часов образец композита был охлажден и высушен, и эффективность слоя тонкого волокна составила 87.3%. Используя описанные выше математические формулы, было найдено, что эффективность слоя тонкого волокна после 3 часов выдержки была 97%, при этом число эффективных тонких волокон составило 92%.
Пример 17
В качестве подложки использовалась обычная целлюлозная среда для фильтрации воздуха. Эта подложка имела удельный вес 67 фунтов на 3000 квадратных футов, проницаемость по Фрейзеру 16 футов в минуту при 0,5 дюйма водяного столба, толщину 0,012 дюйма при эффективности слоя тонкого волокна 41, 6%. Слой тонкого волокна в виде сшитого ПВА с полиакриловой кислотой примера 12 был добавлен к поверхности, используя процесс, описанный выше для номинального волокна диаметром 0,2 микрона. Полученный композит имел эффективность слоя тонкого волокна 92,9%. После выдержки при 160F° (71°C) на воздухе при относительной влажности 100% в течение 2 часов один образец подложки был охлажден и высушен, после чего эффективность слоя тонкого волокна составила 35,3%. После выдержки при 160F° (71°C) на воздухе при относительной влажности 100% в течение 2 часов образец композита был охлажден и высушен, после чего эффективность слоя тонкого волокна составила 83,1%. Используя описанные выше математические формулы, было найдено, что эффективность слоя тонкого волокна после 2 часов выдержки составила 89%, при этом число эффективных тонких волокон составило 76%.
Используемая фильтрующая среда была плоской, гофрированной
и гофрированной, в виде плоских листов, гофрированных плоских панелей,
гофрированных круглых фильтров и зетовых фильтров.
МЕТОДИКИ ИСПЫТАНИЙ
Тест пропиткой горячей водой
Использование величины эффективности фильтрации в качестве меры числа тонких волокон, функционально удерживаемых в структуре, имеет ряд преимуществ по сравнению с другими возможными способами типа оценки по растровой электронной микроскопии:
- мера фильтрации оценивает несколько квадратных дюймов среды, выдающей лучшую среднюю величину по сравнению с очень небольшой областью, видимой через сканирующий электронный микроскоп в виде микрофотографий (обычно меньше, чем 0,0001 квадратного дюйма);
- измерение фильтрации позволяет определить число оставшихся работоспособных волокон в структуре. Т.е. волокна, которые остаются, но слиплись вместе или иным образом изменены в структуре, включены только по их измеренной эффективности и функциональным возможностям.
Тем не менее, в волокнистых структурах, в которых трудно измерить эффективность фильтрации, могут использоваться другие способы для измерения процента оставшихся волокон и оценки по критерию задержания порядка 50%.
Описание испытания
Настоящий тест является ускоренным индикатором влагостойкости фильтрующей среды. В этом тесте используется стенд проверки эффективности слоя тонкого волокна (испытательный стенд LEFS) для измерения изменения рабочих характеристик фильтрующей среды при погружении в воду. Температура воды является критическим параметром и выбрана на основе истории срока службы исследуемой среды с целью свести к минимуму время испытаний и обеспечения возможности испытания сред различного типа. Типичные температуры воды составляют 70F°, 140F° или 160F° (21°С, 60°С или 71°С).
Процедура
Образец диаметром 4 дюйма вырезается из фильтрующей среды. Эффективность захвата частиц загрязнителя контрольным образцом рассчитывается, используя латексные сферы размером 0,8 μм в виде испытательной загрязняющей примеси при определении эффективности LEFS (для описания испытания эффективности слоя тонкого волокна см. стандарт ASTM F1215-89), при этом стенд работает со скоростью 20 футов в минуту. Образец затем погружается в дистиллированную воду (как правило, при температуре 140F° (60°C)) в течение 5 минут. Затем образец помещается на стойку сушилки и высушивается при комнатной температуре (как правило, в течение ночи). После того, как образец высушен, он неоднократно проверяется на эффективность на испытательном стенде LEFS, используя те же самые условия для первоначальных расчетов.
Эти же стадии испытания повторяются для подложки тонкого волокна без самого тонкого волокна.
Из вышеупомянутой информации можно вычислить составляющую эффективности только для тонкого волокна и результирующую потерю эффективности из-за вредного воздействия воды. После определения потери из-за тонкого волокна, можно вычислить величину остаточной эффективности.
Вычисления:
Эффективность слоя тонкого волокна:
Еi=Начальная эффективность композита;
Es=Начальная эффективность подложки;
Fe=Слой тонкого волокна;
Fe=l-ЕХР (Ln(l-Ei)-Ln(l-Ex)).
Остаточная эффективность слоя тонкого волокна:
Fi=Начальная эффективность слоя тонкого волокна;
Fx=Эффективность пропитанного слоя тонкого волокна;
Fr=Сохраненное тонкое волокно;
Fr=Fx/Fi.
Процент тонких волокон, сохраняющих эффективные функциональные возможности, также может быть рассчитан по формуле:
%=log(1-Fx)/log(1-Fi).
Критерий прохождения/непрохождения испытаний:
>50% сохранение эффективности
В большинстве промышленных применений фильтров с импульсной очисткой фильтр будет удовлетворительно работать при сохранении, по меньшей мере, 50% эффективности тонкого волокна.
Стенд ТНС (Влияние температуры и влажности)
Описание
Этот стенд служит для того, чтобы оценить устойчивость среды из тонкого волокна воздействию повышенной температуры и высокой влажности при условиях динамического потока. Испытание предназначено для моделирования тяжелых эксплуатационных режимов при промышленном применении фильтров на входе газовых турбин, или на входе воздушного коллектора двигателей внутреннего сгорания. Испытательные образцы высушиваются, и эффективность слоя тонкого волокна проверяется через определенные промежутки времени. Эта система используется, главным образом, для моделирования горячих и влажных условий работы, но может также использоваться для моделирования горячих/холодных сухих рабочих режимов.
Процедура
Образец диаметром 4 дюйма вырезается из фильтрующей среды.
Эффективность захвата частиц загрязнителя контрольным образцом рассчитывается, используя латексные сферы размером 0,8 μм в виде испытательной загрязняющей примеси на испытательном стенде, работающем со скоростью 20 футов в минуту.
Образец затем вставляется в патрон среды ТНС.
Время испытаний может исчисляться минутами и днями в зависимости от условий испытания.
Затем образец помещается на стойку сушилки и высушивается при комнатной температуре (как правило, в течение ночи). После того, как образец высушен, он неоднократно проверяется на эффективность на испытательном стенде LEFS, используя те же самые условия для первоначальных расчетов.
Эти стадии испытания повторяются для подложки тонкого волокна без самого тонкого волокна.
Из вышеупомянутой информации можно вычислить составляющую эффективности только для тонкого волокна и результирующую потерю эффективности из-за вредного воздействия воды. После определения потери из-за тонкого волокна, можно вычислить величину остаточной эффективности.
Критерий прохождения/непрохождения испытаний: >50% сохранения эффективности.
При использовании фильтра в промышленности импульсная очистка позволяет сохранить, по меньшей мере, 50% эффективности фильтра.
Тест пропиткой этиловым спиртом
Описание
В этом тесте используется испытательный стенд LEFS для измерения характеристик фильтрующей среды после ее погружения в этиловый спирт при комнатной температуре.
Процедура
Из фильтрующей среды вырезается образец диаметром 4 дюйма. Эффективность захвата частиц загрязнителя контрольным образцом рассчитывается, используя латексные сферы размером 0,8 μм в виде испытательной загрязняющей примеси на испытательном стенде, работающем со скоростью 20 футов в минуту. Затем образец погружается в спирт на одну минуту.
Затем образец помещается на стойку сушилки и высушивается при комнатной температуре (как правило, в течение ночи). После сушки образец неоднократно проверяется на эффективность на испытательном стенде LEFS, используя те же самые условия для первоначальных расчетов. Предыдущие стадии испытания повторяются для подложки тонкого волокна без самого тонкого волокна. Из вышеупомянутой информации можно вычислить составляющую эффективности только для тонкого волокна и результирующую потерю эффективности из-за вредного воздействия спирта. После определения потери из-за тонкого волокна, можно вычислить величину остаточной эффективности.
Критерий прохождения/непрохождения испытаний: >50% сохранения эффективности.
Приведенные выше описание, примеры и данные обеспечивают полное понимание изобретения. Однако могут быть сделаны различные изменения и варианты по отношению к раскрытому изобретению. Изобретение охвачено пунктами формулы изобретения, приведенными на следующих страницах.
Реферат
Изобретение предназначено для фильтрации. Фильтрующее устройство содержит фильтрующую среду, обычно гофрированную, в которой на подложку наложен слой тонких волокон. Эту среду предпочтительно использовать в системах, работающих при повышенных температурах (свыше 60°С). Такие системы могут включать двигатели внутреннего сгорания и воздушные компрессоры. Фильтрующая среда может быть выполнена в виде трубчатых элементов с радиальным или осевым уплотнением, прямоточных воздухоочистителей, воздухоочистителей с обратным потоком и панельных фильтров. Пакет фильтрующей среды включает конструкцию составной среды, содержащую листовую подложку с множеством гофров, имеющих длину от первого торца пакета до второго торца пакета, образующую открытую внутреннюю часть, имеющую первый и второй торцы, расположенные напротив друг друга, причем листовая подложка, по меньшей мере, частично покрыта слоем, содержащим тонкое полимерное волокно, включающее полимер конденсации, отличающийся от сополимера, сформированного из циклического лактама и мономера диамина С6-10 или двукислотного мономера С6-10, и смолистую добавку, включающую ароматический олигомер, имеющий молекулярный вес порядка приблизительно от 500 до 3000, причем добавка смешивается с полимером конденсации, причем указанное волокно имеет диаметр приблизительно от 0,01 до 0,5 мкм. Технический результат: обеспечение высокой эффективности фильтрации в условиях высоких температур и влажности. 8 н. и 20 з.п. ф-лы, 37 ил., 5 табл.
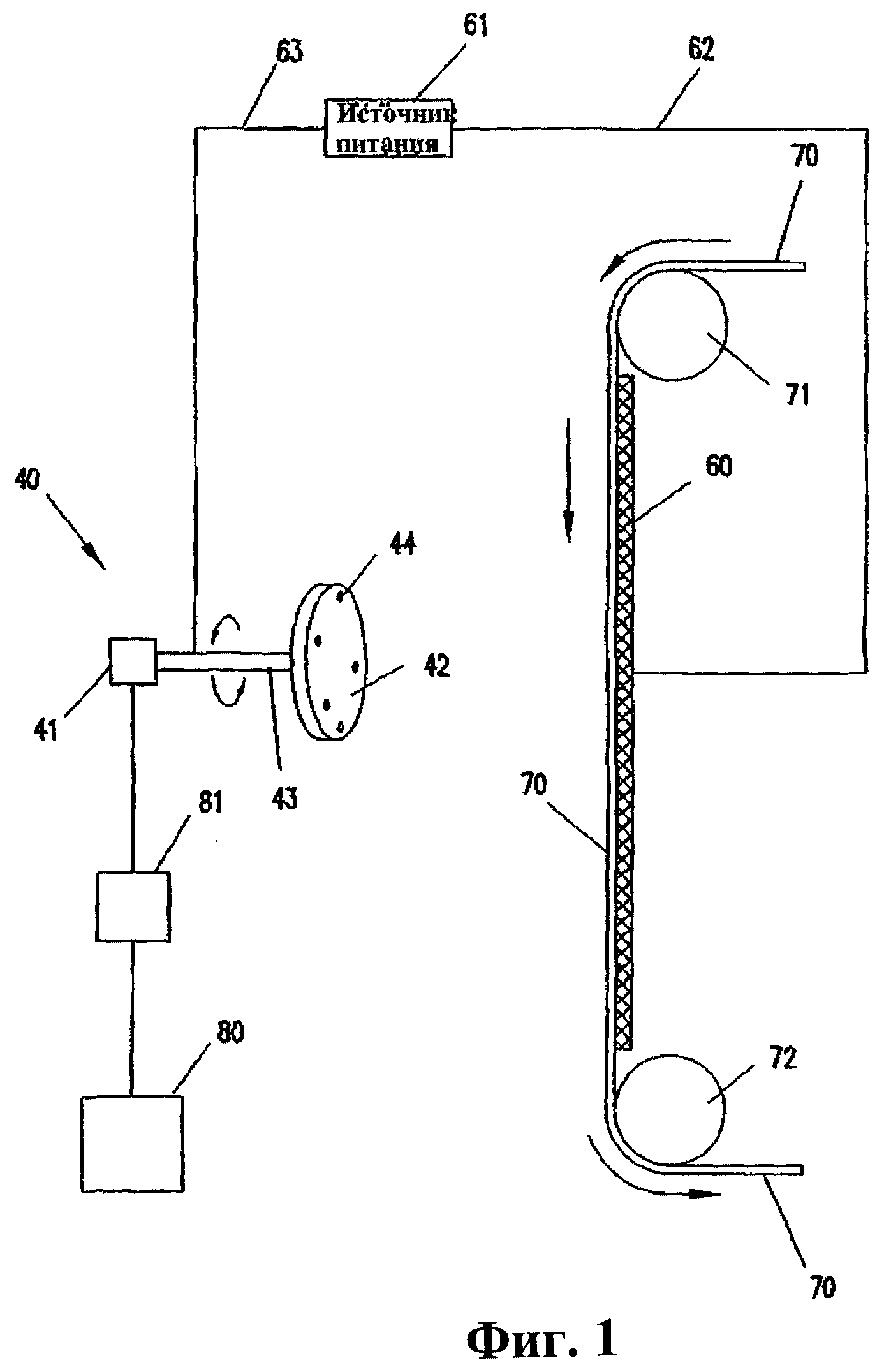
Комментарии