Гибридный композитный пламегасящий элемент - RU2698849C1
Код документа: RU2698849C1
Чертежи
Описание
ОБЛАСТЬ ТЕХНИКИ
[0001] Данное изобретение в целом относится к пламегасящим элементам, в частности, к способу изготовления пламегасящего элемента, изготовленного по меньшей мере из двух разных материалов.
УРОВЕНЬ ТЕХНИКИ
[0002] Пламегасители могут применяться в различных областях, например, в химической, нефтеперерабатывающей, нефтехимической, нефтегазовой промышленности, для захоронения отходов, в биогазовых установках и т.п., содержащих легковоспламеняющиеся пары, для предотвращения их возгорания, вызванного потенциальными источниками (например, вспышки, пламя, экзотермические химические реакции, поврежденные подшипники компрессора и т.д.), которое может привести к пожару, дефлаграции и/или детонации. Например, установленные в трубопроводе между источником топлива (например, один или несколько топливных баков) и источником возгорания (например, факел, пламя) пламегасители содержат пути движения потока, облегчающие прохождение жидкости и одновременно обеспечивающие отвод тепла от фронта распространения пламени (которое также можно назвать факел) поскольку оно может проходить через эти пути. Таким образом, пламегасители предотвращают попадание фронта распространения пламени на потребляемое топливо, не допуская тем самым его воспламенение и, соответственно, травмы, решая проблемы экологии и/или повреждения оборудования и сооружений, которые могут возникнуть в результате такого воспламенения.
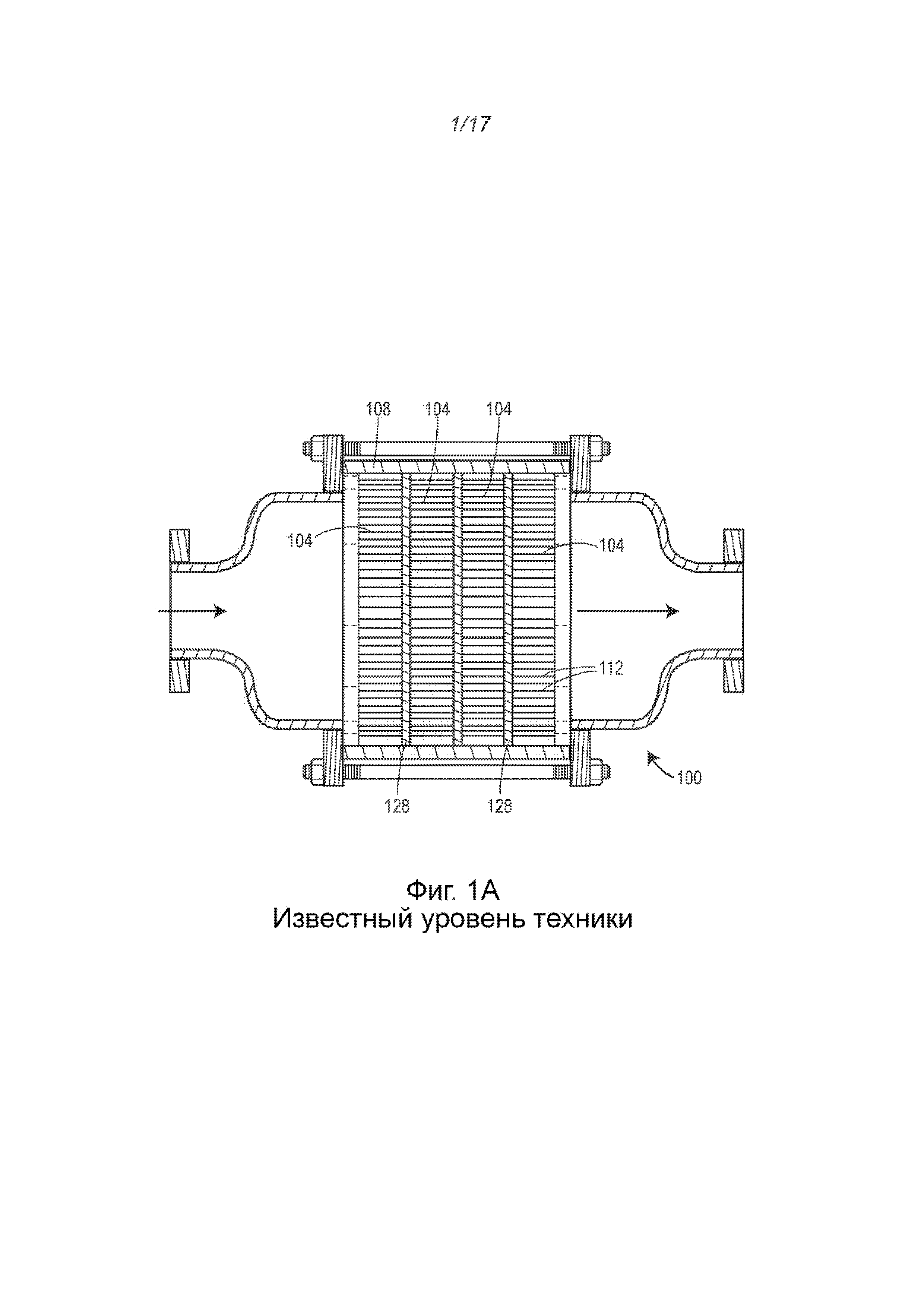
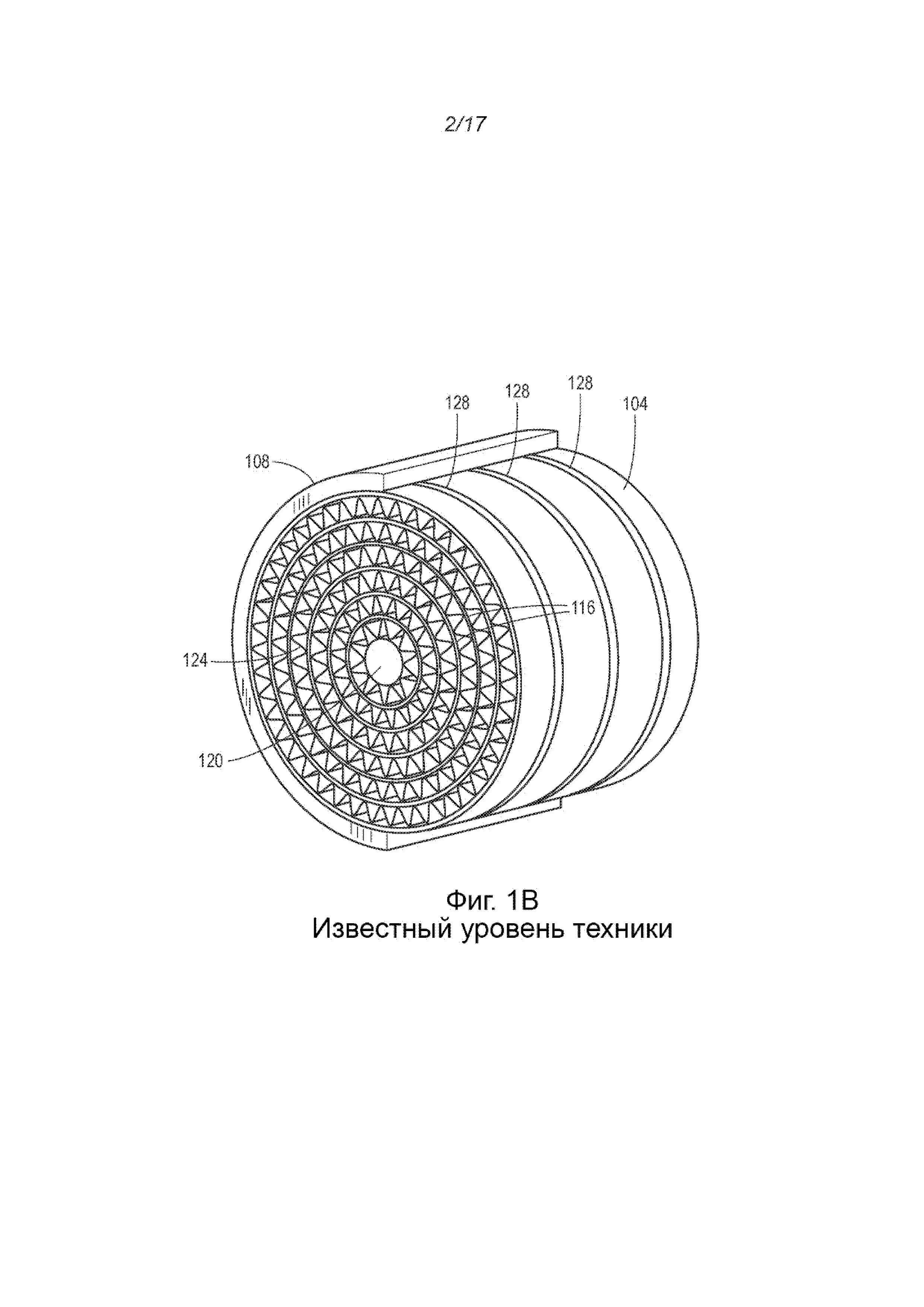
[0003] Пламегасители, изготовленные с помощью общепринятых технологий, например, показанный на фиг. 1А и 1В пламегаситель 100 комплекта компонентов, содержат один или несколько пламегасящих элементов 104, установленных (например, сваренных, прихваченных сварными звеньями или перемычками) в корпусе 108 и имеют множество узких путей распространения пламени 112, служащих для отвода тепла от фронта распространения пламени, которое, как описано выше, пытается проходить через них. Лучше всего это продемонстрировано на фиг. 1B, где каждый пламегасящий элемент 104 состоит из множества слоев гофрированных металлических лент 116, намотанных на сердечник 120, задающих или создающих множество отверстий треугольной формы 124, которые, в свою очередь, задают или создают линейные пути распространения пламени 112. В некоторых случаях, например, когда пламегаситель 100 содержит множество пламегасящих элементов 104, как показано на фиг. 1A и 1B (на них изображены четыре пламегасящих элемента 104), металлическую сетку или экран 128, установленный внутри корпуса 104 между каждой парой соседних пламегасящих элементов 104 для обеспечения турбулентности, обеспечивающей адекватный отвод тепла при прохождении фронта распространения пламени через пламегаситель 100.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[0004] В соответствии с первым иллюстративным аспектом данного изобретения предлагается пламегаситель. Пламегаситель может иметь корпус, приспособленный для размещения внутри канала для жидкости. Корпус может иметь вход, выход и жидкостную проточную часть, соединяющую вход с выходом. Пламегаситель может содержать пламегасящий элемент, размещенный в жидкостной проточной части корпуса. Пламегасящий элемент может содержать корпус, изготовленный из первого металла, имеющий первый торец, второй торец, внешнюю поверхность и внутренний сердечник. Внутренний сердечник может иметь множество каналов, проходящих от первого торца до второго торца корпуса. Пламегасящий элемент может содержать компонент, примыкающий к корпусу, изготовленный из второго материала. Второй материал может отличаться от первого материала, а компонент выполнен с возможностью отвода тепла от жидкости, протекающей через множество каналов.
[0005] В соответствии со вторым иллюстративным аспектом данного изобретения в пламегасителе предусмотрен пламегасящий элемент. Пламегасящий элемент может содержать корпус из первого материала, имеющий первый торец, второй торец и множество образованных в корпусе каналов, проходящих от первого торца до второго торца корпуса. Пламегасящий элемент также может содержать компонент, изготовленный из второго материала, прикрепленный к корпусу, причем второй материал отличается от первого. Компонент выполнен с возможностью отвода тепла от жидкости, протекающей через множество каналов.
[0006] В соответствии с третьим иллюстративным аспектом данного изобретения предлагается способ изготовления пламегасителя по заказу. Способ может включать создание корпуса, имеющего внутреннюю поверхность и внешнюю поверхность. Внешняя поверхность корпуса может иметь форму, позволяющую осуществлять прохождение жидкости по заданному каналу для жидкости. Способ также может включать формирование с использованием технологии аддитивного производства трехмерной решетчатой конструкции путем нанесения первого материала на внутреннюю поверхность корпуса по заранее определенной схеме. Решетчатая конструкция может иметь множество соединенных элементов решетки, образующих каналы, проходящие от первого торца до второго торца трехмерной решетчатой конструкции. Дополнительно, способ может включать обеспечение компонента, изготовленного из второго материала, примыкающего к трехмерной решетчатой конструкции. Второй материал может отличаться от первого материала, а компонент выполнен с возможностью отвода тепла от жидкости, протекающей через множество каналов.
[0007] В соответствии с четвертым иллюстративным аспектом данного изобретения может предлагаться способ изготовления пламегасящего элемента пламегасителя. Способ может включать формирование с использованием технологии аддитивного производства трехмерной решетчатой конструкции из первого материала. Трехмерная решетчатая конструкция может содержать множество соединенных элементов решетки, определяющих множество каналов, проходящих от первого торца трехмерной решетчатой конструкции до ее второго торца. В этом способе дополнительно может быть предложен компонент, располагающийся от первого торца трехмерной решетчатой конструкции до второго торца этой конструкции. Компонент может быть изготовлен из второго материала, отличающегося от первого. Дополнительно, этот способ может включать присоединение компонента к трехмерной решетчатой конструкции. Компонент выполнен с возможностью отвода тепла от жидкости, протекающей через множество каналов.
[0008] Дополнительно, в соответствии с любым одним или несколькими из вышеупомянутых первым, вторым, третьим и четвертым иллюстративным аспектами пламегасящие элементы пламегасителя, способ изготовления пламегасителя и/или способ изготовления пламегасящего элемента может включать любую одну или большее количество из следующих дополнительных предпочтительных форм.
[0009] В одной предпочтительной форме во внутреннем сердечнике корпуса может быть прорезан паз. Компонент может быть вставкой, расположенной внутри паза, прорезанного во внутреннем сердечнике.
[0010] В другой предпочтительной форме корпус может дополнительно содержать множество слоев первого материала, образующих решетчатую конструкцию. Компонент может располагаться на одном из множества слоев таким образом, что один из множества слоев примыкает ко второму материалу.
[0011] В другой предпочтительной форме компонент может составлять одно целое с корпусом.
[0012] В другой предпочтительной форме корпус может дополнительно содержать множество слоев первого материала, образующих решетчатую конструкцию. Решетчатая конструкция корпуса может составлять единое целое с компонентом, изготовленным по технологии аддитивного производства.
[0013] В другой предпочтительной форме корпус пламегасящего элемента и корпус пламегасителя могут быть выполнены из первого материала как одно целое.
[0014] В другой предпочтительной форме в корпусе пламегасящего элемента может быть прорезано множество пазов. Каждый из множества пазов может иметь торец, расположенный во внутреннем сердечнике корпуса. Компонент может содержать множество вставок, каждая из которых имеет первый торец, расположенный в торце паза, и второй торец, расположенный за внешней поверхностью корпуса.
[0015] В другом предпочтительном варианте реализации изобретения компонент может присоединяться к корпусу путем нанесения слоя второго материала на слой первого материала.
[0016] В другом предпочтительном варианте реализации изобретения в корпусе может быть проделан паз с размерами, позволяющими разместить в нем компонент. Компонент можно присоединить к корпусу, вставив его в паз.
[0017] В другой предпочтительной форме этап формирования трехмерной решетчатой конструкции дополнительно включает образование полости внутри этой трехмерной решетчатой конструкции. Этап обеспечения компонента, изготовленного из второго материала, может включать его установку в паз.
[0018] В другой предпочтительной форме этап формирования трехмерной решетчатой конструкции может включать формирование в ней паза. Этап обеспечения компонента может включать установку этого компонента в паз так, что он проходит через внешнюю поверхность корпуса.
[0019] В другой предпочтительной форме этап формирования трехмерной решетчатой конструкции может включать образование в ней множества пазов. Этап обеспечения компонента может включать формирование множества вставок и размещение каждой из множества вставок в соответствующем одном из множества пазов. Каждая из вставок может проходить через наружную поверхность корпуса.
[0020] В другой предпочтительной форме этап обеспечения корпуса может включать его изготовление с помощью технологии аддитивного производства, используя третий материал, отличающийся от первого материала.
[0021] В другой предпочтительной форме этап обеспечения корпуса может включать изготовление корпуса и трехмерной решетчатой конструкции как одного целого из первого материала, используя технологию аддитивного производства.
[0022] В другой предпочтительной форме этап формирования трехмерной решетчатой конструкции может включать образование внутри нее полости. Этап присоединения компонента может включать его установку в полость трехмерной решетчатой конструкции.
[0023] В другой предпочтительной форме этап формирования трехмерной решетчатой конструкции включает образование в ней множества пазов, причем каждый из множества пазов проходит от первого торца до второго торца трехмерной решетчатой конструкции. Этап обеспечения компонента может включать формирование множества вставок с использованием технологии аддитивного производства, а этап присоединения компонента включает размещение множества вставок в соответствующем одном из множества пазов.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
[0024] Характерные особенности, определяющие новизну данного изобретения, подробно излагаются в прилагаемой формуле изобретения. Изобретение можно лучше всего понять из нижеследующего описания вместе с прилагаемыми сопроводительными графическими материалами, в которых на нескольких фигурах цифрами показаны аналогичные компоненты.
[0025] На фиг. 1А изображен поперечный разрез традиционного пламегасителя в сборе.
[0026] На фиг. 1В изображен перспективный вид части традиционного пламегасителя в сборе, приведенного на фиг. 1А.
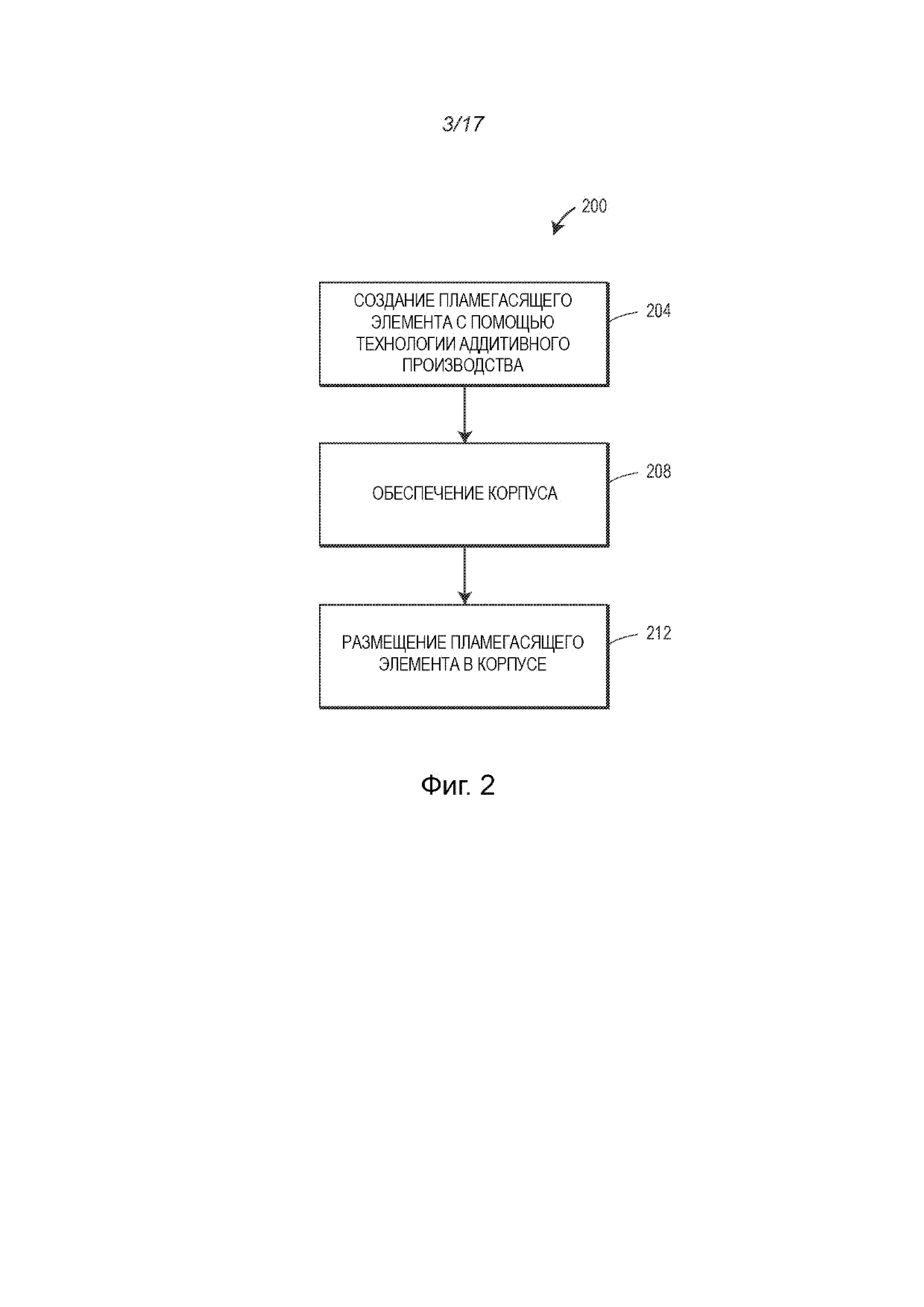
[0027] На фиг. 2 изображен пример принципиальной схемы технологии или способа изготовления пламегасителя в соответствии с принципами данного изобретения.
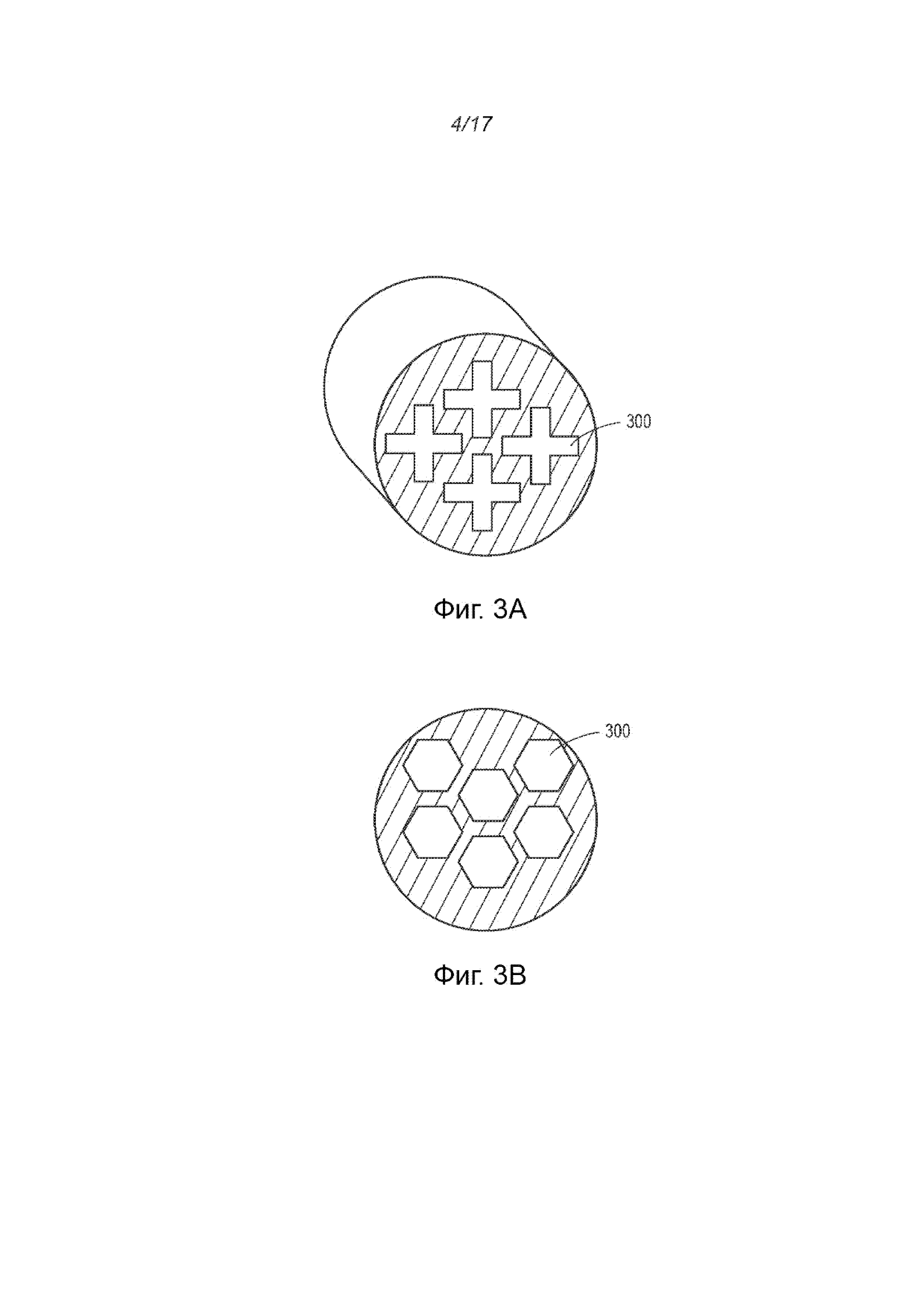
[0028] На рис. 3А изображен вид сбоку одного примера пламегасящего элемента, изготовленного в соответствии с приведенной на фиг. 2 технологией и содержащего каналы с крестообразным поперечным сечением.
[0029] На фиг. 3B изображен вид сбоку одного примера пламегасящего элемента, изготовленного по технологии, приведенной на фиг. 2, и содержащего каналы с гексагональным (шестигранным) поперечным сечением.
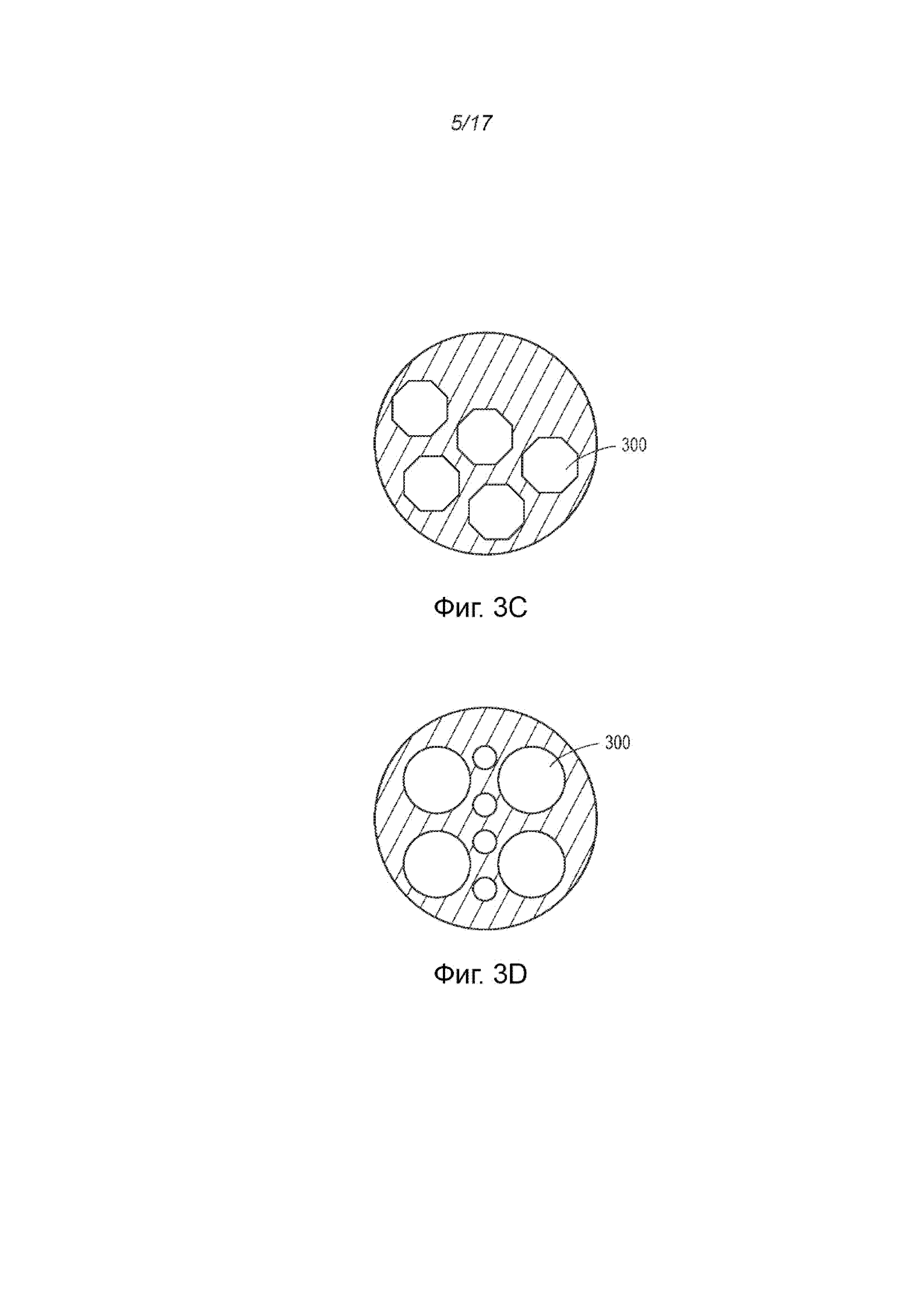
[0030] На фиг. 3C изображен вид сбоку одного примера пламегасящего элемента, изготовленного по технологии, приведенной на фиг. 2, и содержащего каналы с восьмиугольным поперечным сечением.
[0031] На фиг. 3D изображен вид сбоку одного примера пламегасящего элемента, изготовленного по технологии, приведенной на фиг. 2, и содержащего каналы круглого поперечного сечения.
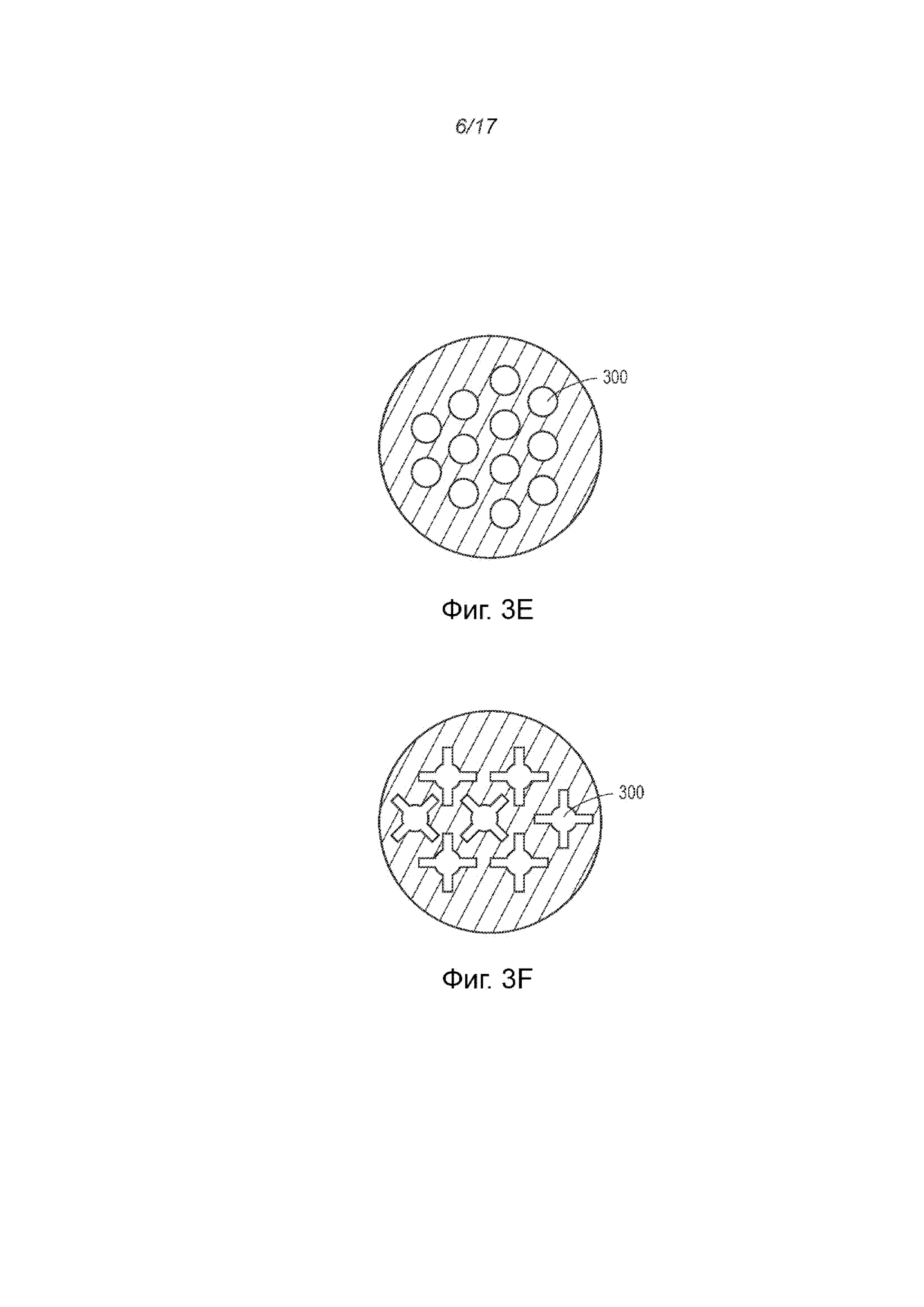
[0032] На фиг. 3Е изображен вид сбоку другого примера пламегасящего элемента, изготовленного по технологии, приведенной на фиг. 2, и содержащего каналы круглого поперечного сечения.
[0033] На фиг. 3F изображен вид сбоку одного примера пламегасящего элемента, изготовленного по технологии, приведенной на фиг. 2, и содержащего каналы с поперечным сечением неправильной формы.
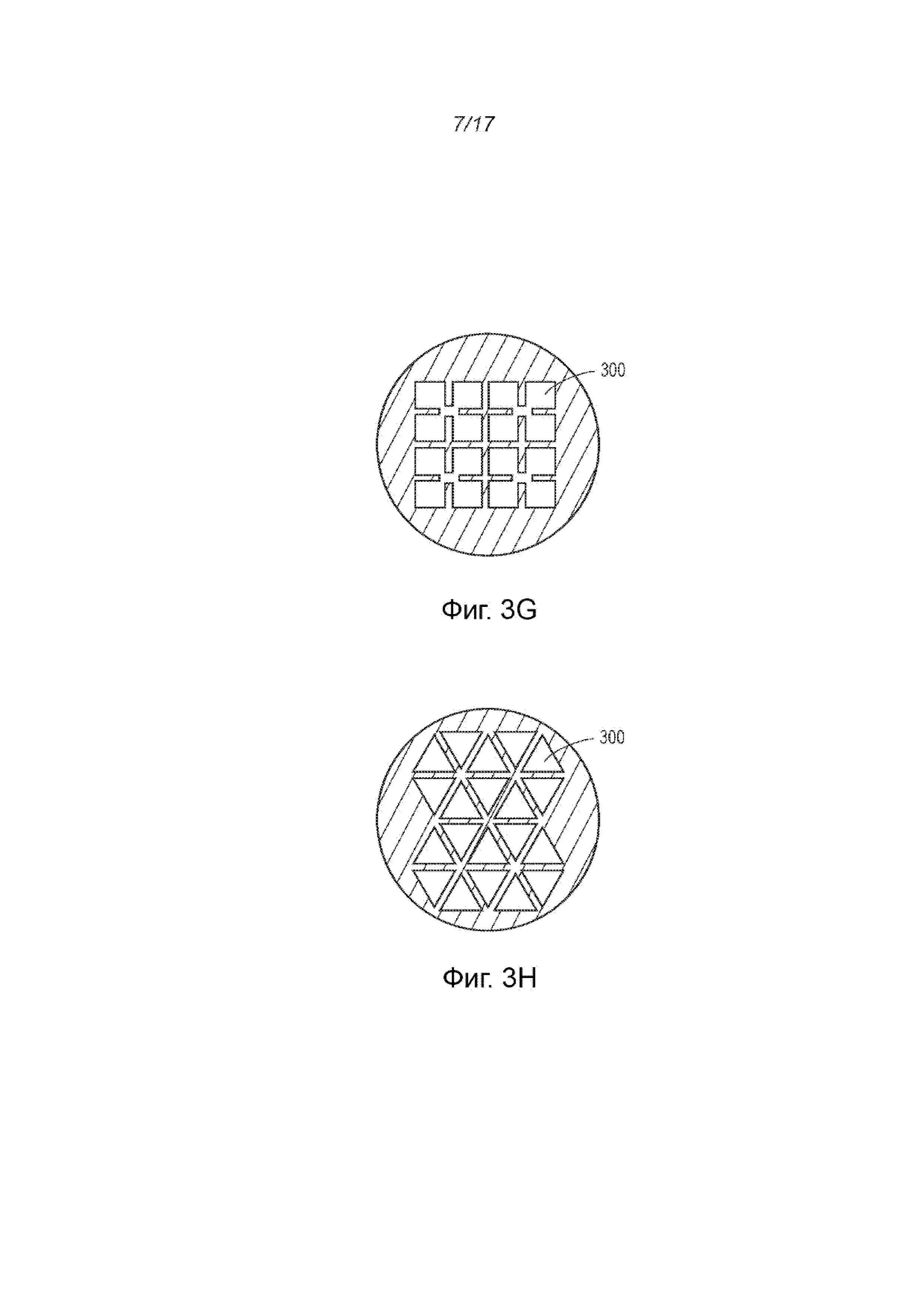
[0034] На фиг. 3G изображен вид сбоку другого примера пламегасящего элемента, изготовленного по технологии, приведенной на фиг. 2, и содержащего каналы с поперечным сечением неправильной формы.
[0035] На фиг. 3H изображен вид сбоку одного примера пламегасящего элемента, изготовленного по технологии, приведенной на фиг. 2, и имеющего каналы с треугольным поперечным сечением, расположенные в чередующемся порядке.
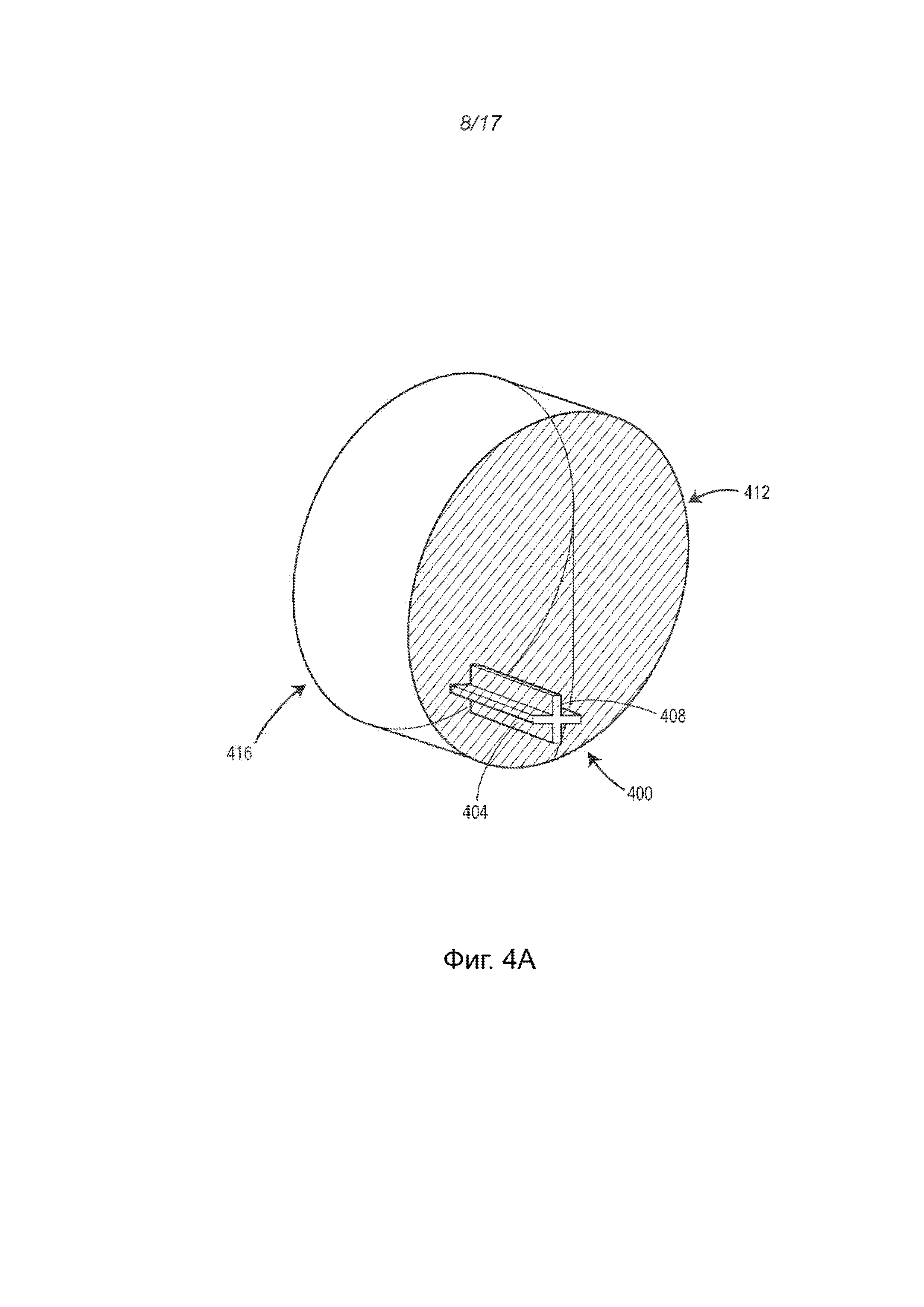
[0036] На фиг. 4А изображен перспективный вид пламегасящего элемента, изготовленного по технологии, показанной на фиг. 2, определяющего первый пример сложного пути движения потока.
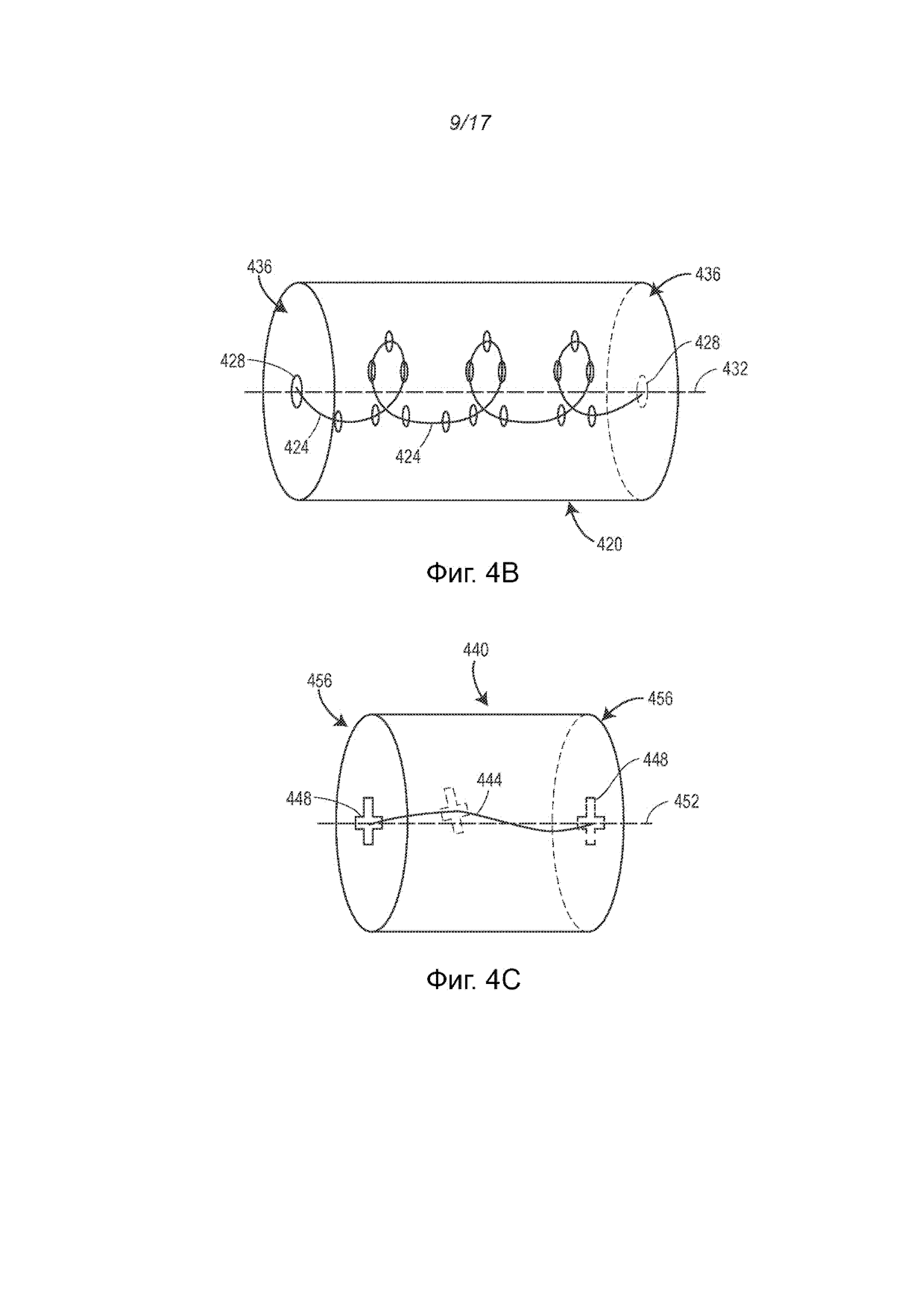
[0037] На фиг. 4B изображен перспективный вид пламегасящего элемента, изготовленного по технологии, показанной на фиг. 2, определяющего второй пример сложного пути движения потока.
[0038] На рис. 4С изображен перспективный вид пламегасящего элемента, изготовленного по технологии, показанной на фиг. 2, определяющего третий пример сложного пути движения потока.
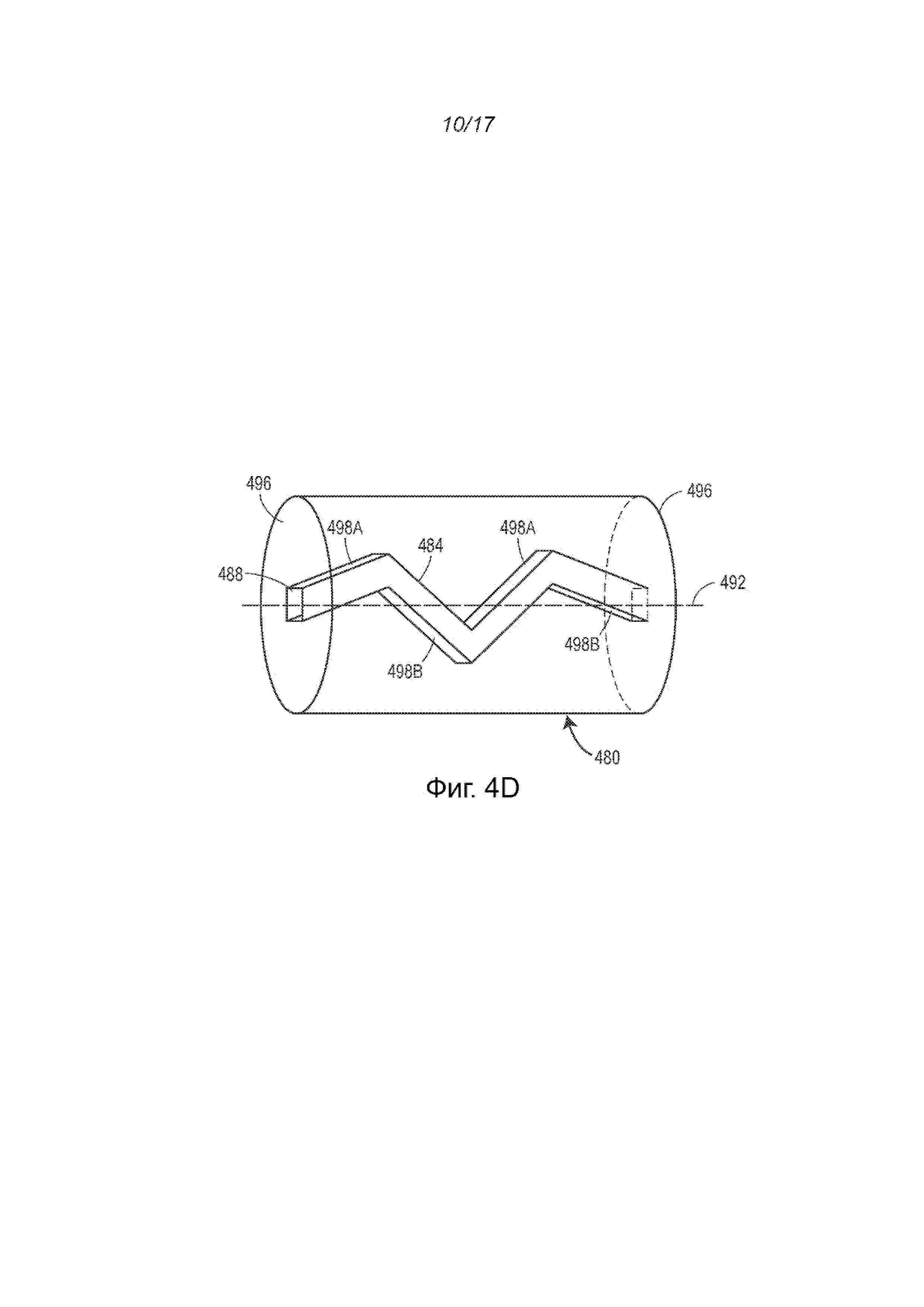
[0039] На фиг. 4D изображен перспективный вид пламегасящего элемента, изготовленного по технологии, показанной на фиг. 2, определяющего четвертый пример сложного пути движения потока;
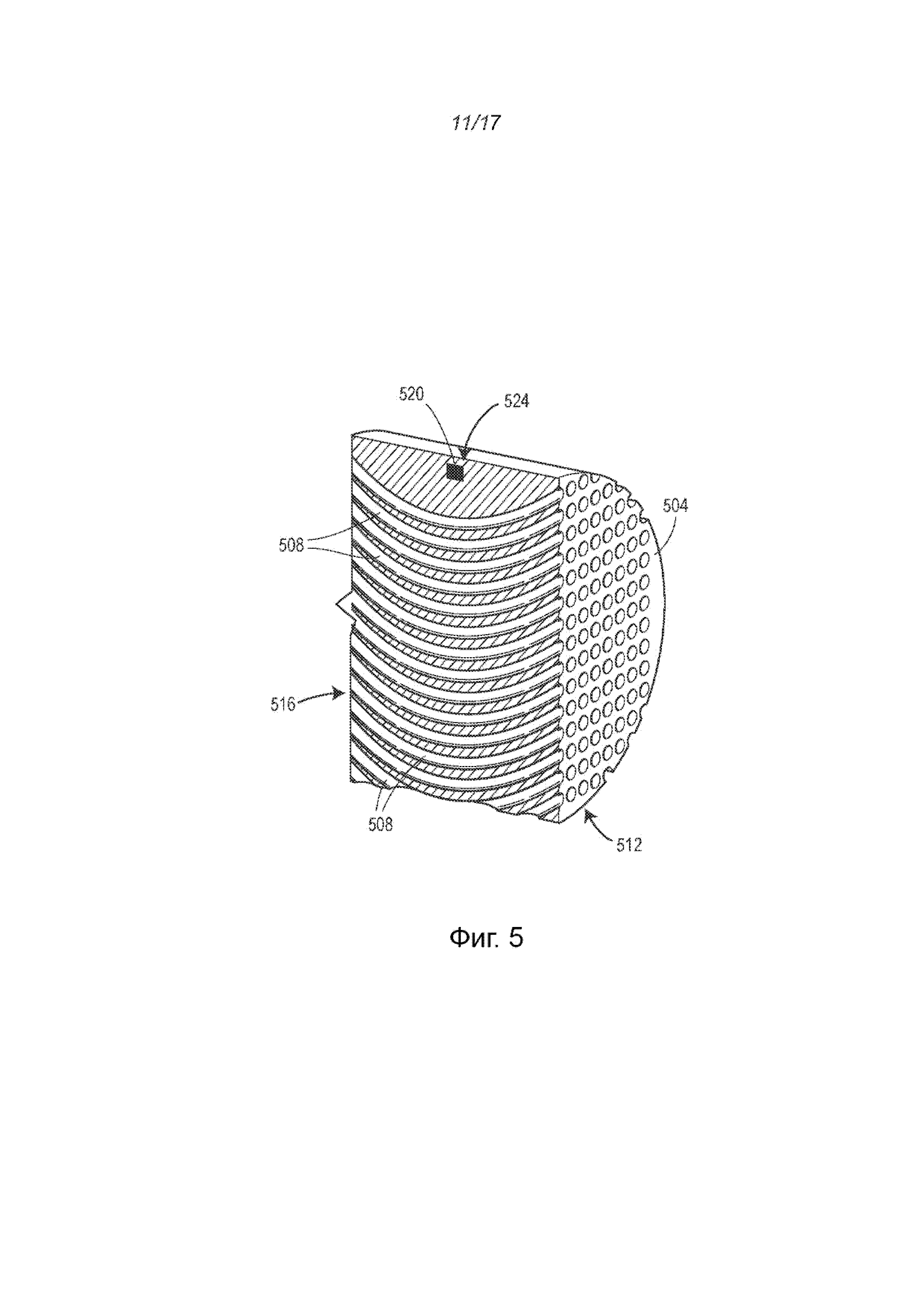
[0040] На фиг. 5 изображен поперечный разрез пламегасящего элемента, изготовленного по технологии, показанной на фиг. 2, содержащего множество изогнутых каналов.
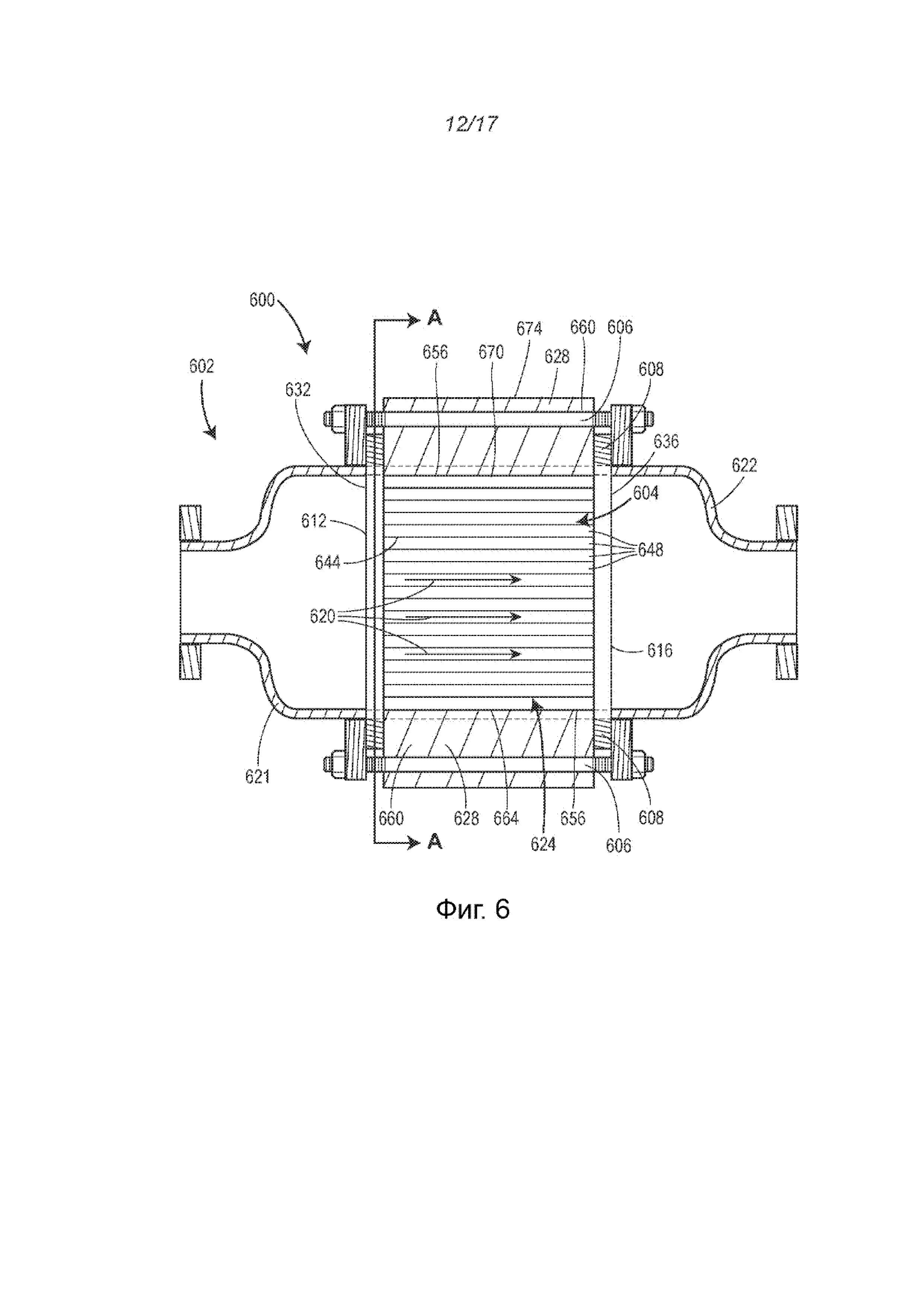
[0041] На фиг. 6 изображен поперечный разрез первого примера пламегасителя, сконструированного согласно принципам данного изобретения.
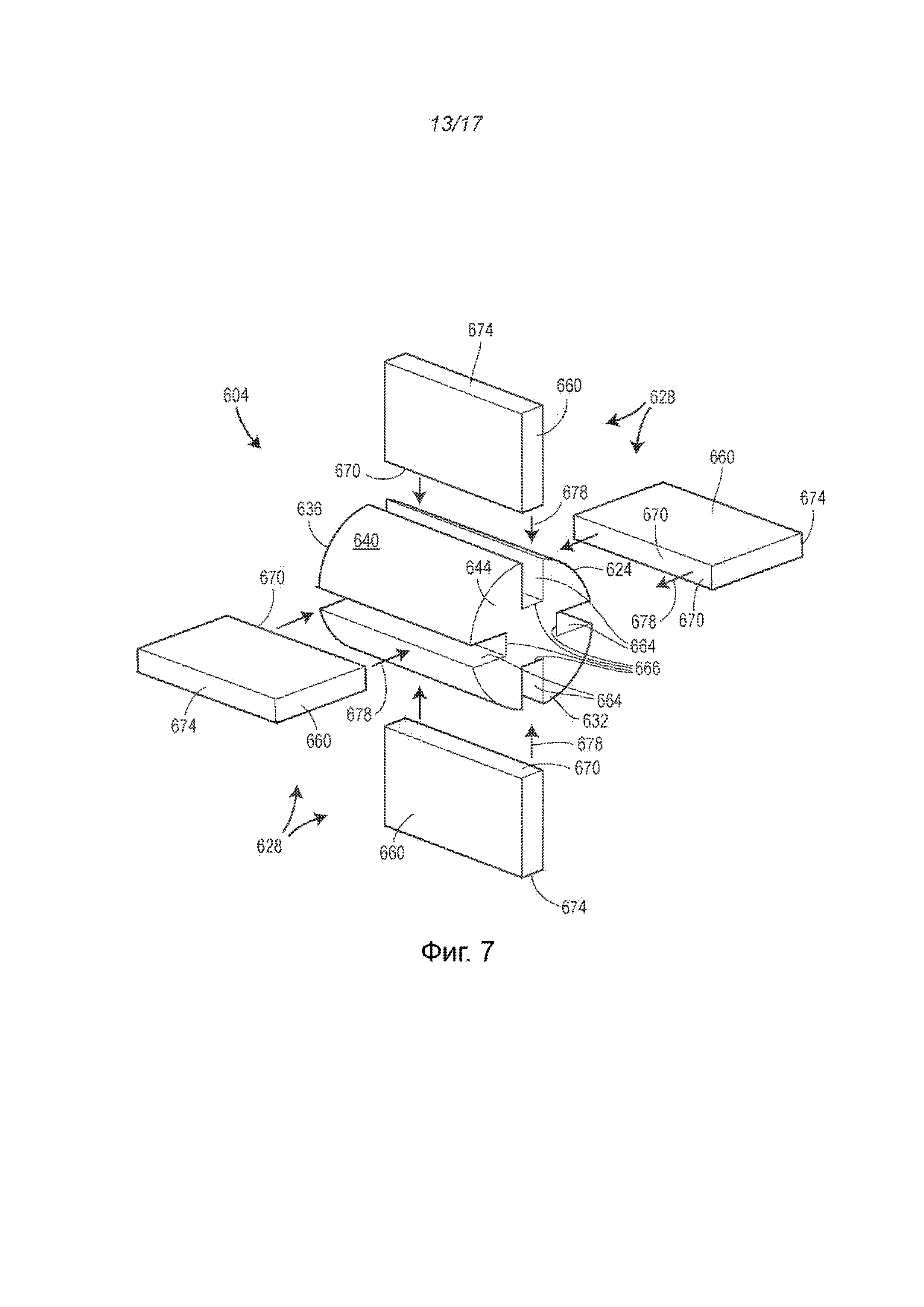
[0042] На фиг. 7 изображен вид с разнесенными частями пламегасящего элемента пламегасителя, приведенного на фиг. 6.
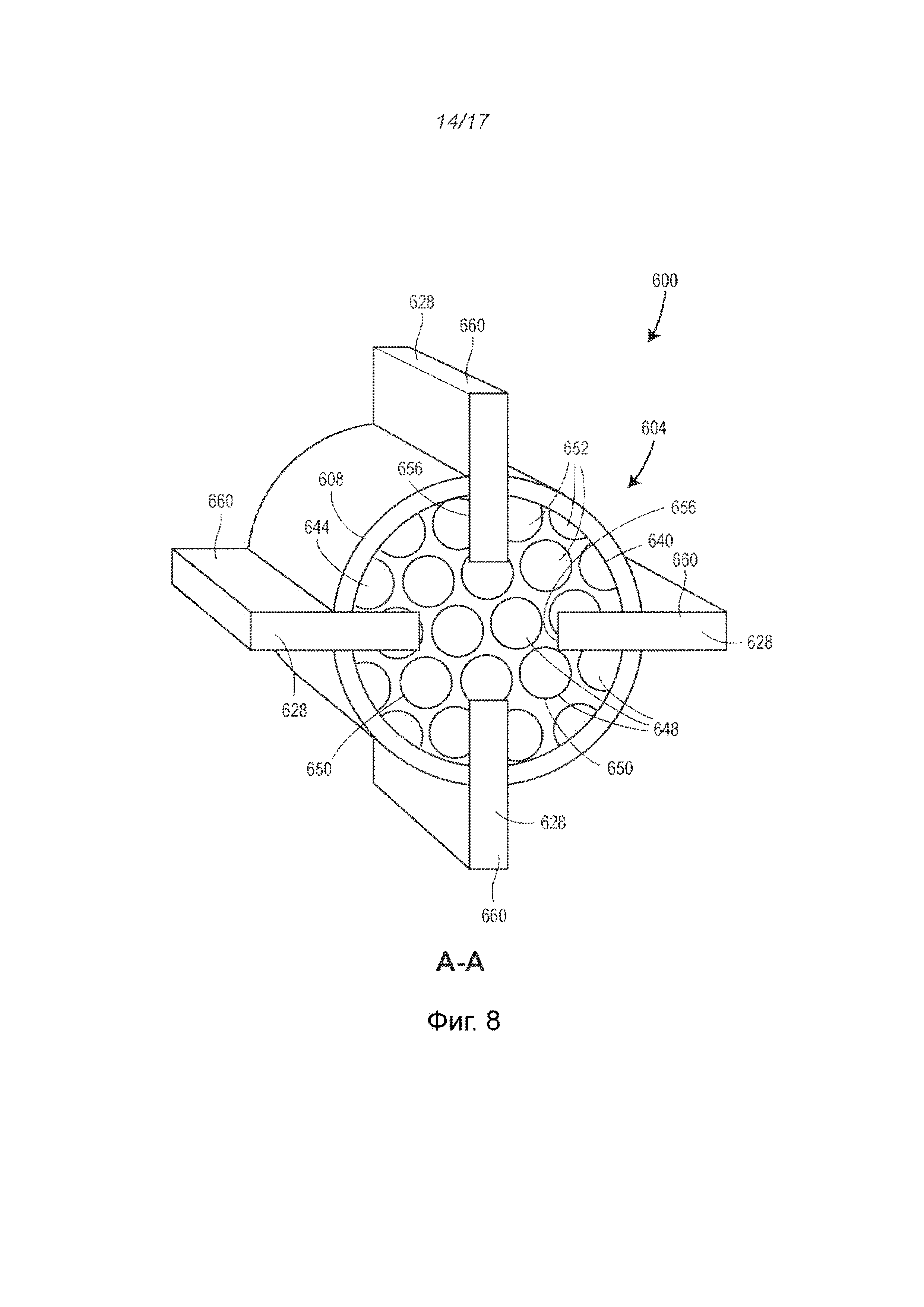
[0043] На фиг. 8 изображен вид в перспективе пламегасителя, приведенного на фиг. 6, содержащего пламегасящий элемент, показанный на фиг. 7.
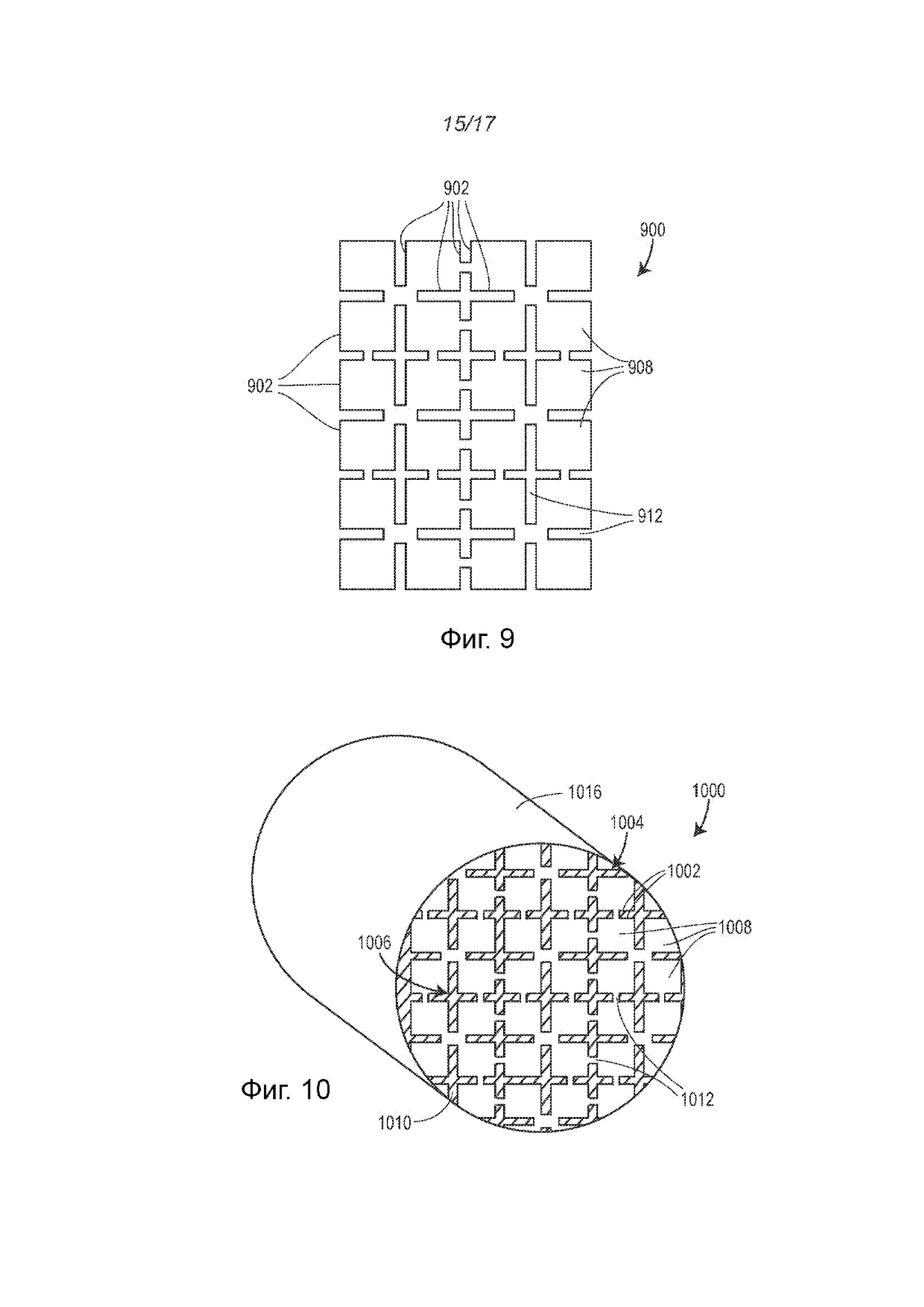
[0044] На фиг. 9 изображено типичное расположение решетчатой конструкции корпуса пламегасящего элемента, изготовленного в соответствии с принципами данного изобретения.
[0045] На фиг. 10 показан второй пример пламегасителя и пламегасящего элемента с решетчатой конструкцией, показанных на фиг. 9, изготовленных в соответствии с принципами данного изобретения.
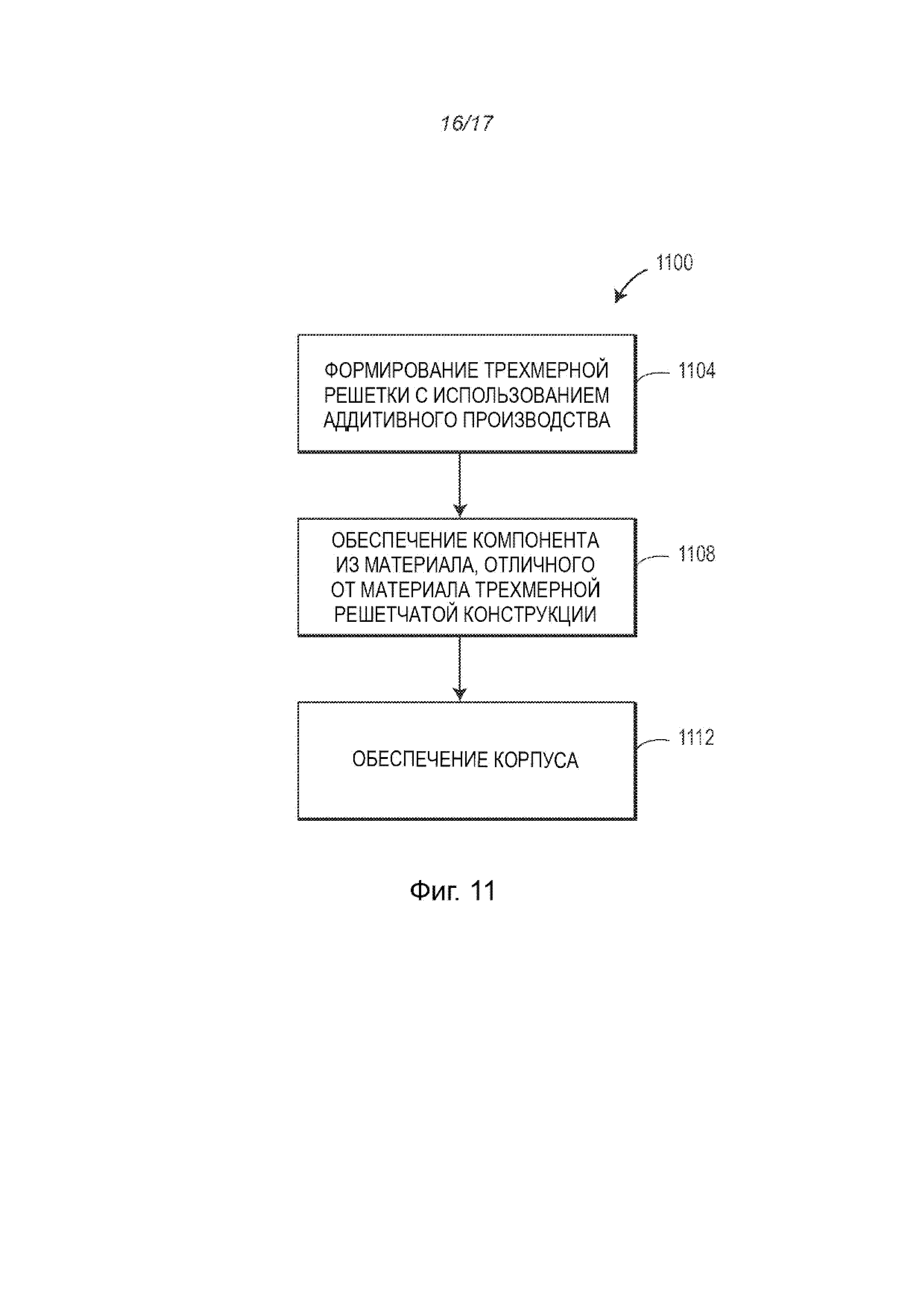
[0046] На фиг. 11 изображена принципиальная схема примера одной технологии или способа в соответствии с принципами данного изобретения изготовления гибридного композитного пламегасителя.
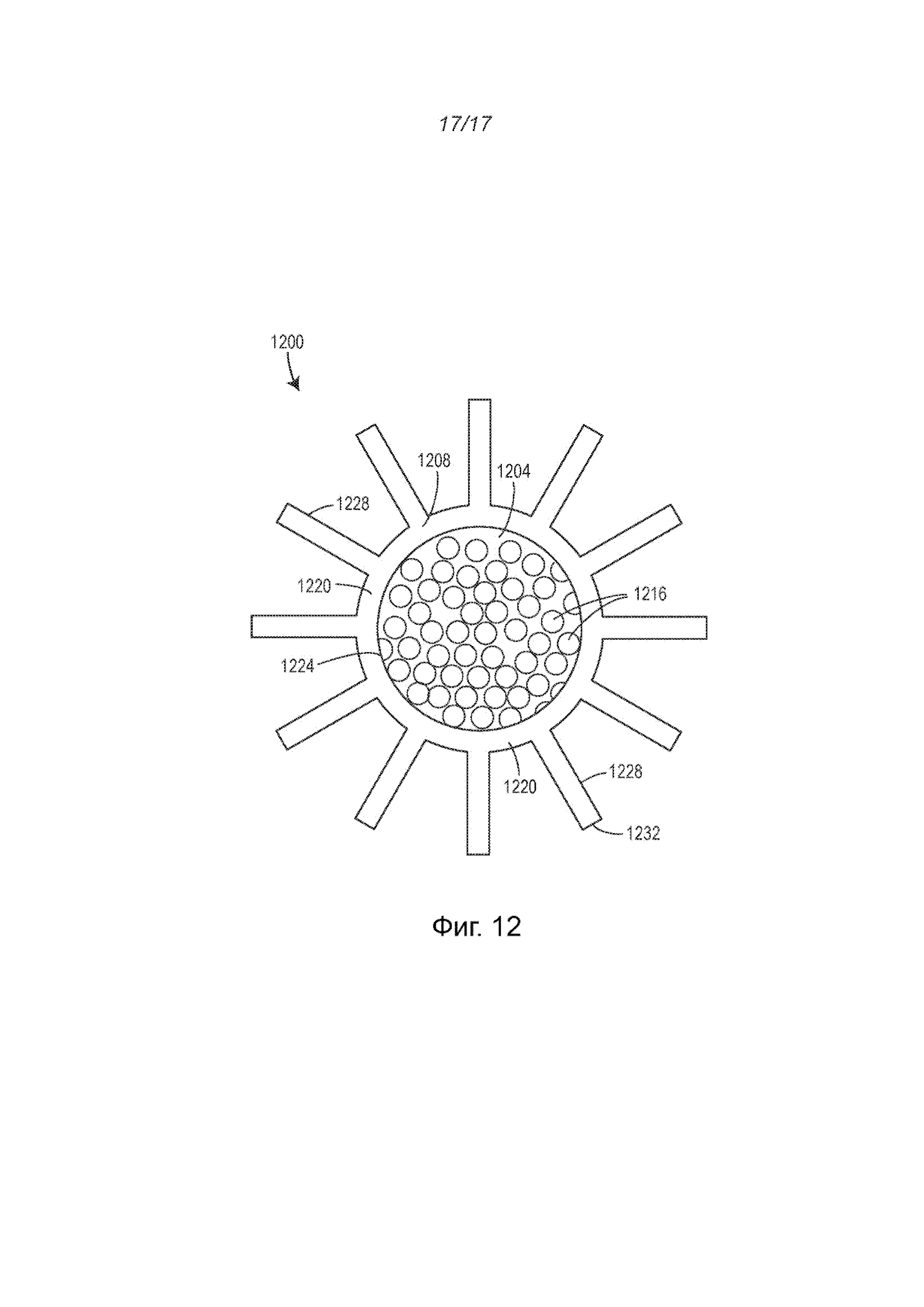
[0047] На фиг. 12 показан вид спереди третьего примера пламегасящего элемента, сконструированного в соответствии с принципами данного изобретения.
ПОДРОБНОЕ ОПИСАНИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
[0048] Данное описание в целом относится к способу изготовления пламегасителя с более эффективным отводом тепла от фронта распространения пламени, который требует меньшего обслуживания по сравнению с изготовляемыми традиционными пламегасителями, такими как пламегаситель 100. Описанный в данном документе способ использует передовые технологии производства, например, аддитивное производство, с целью упрощения изготовления пламегасителя по заказу, а также различных компонентов пламегасителя (например, одного или нескольких пламегасящих элементов), позволяющих разрабатывать и включать в конечную конструкцию пламегасителя в зависимости от конкретного применения вместо используемых в традиционных пламегасителях стандартных линейных каналов прохождения потока ряд различных уникальных и сложных путей движения потока, например нелинейных. Уникальные и сложные пути прохождения потока способствуют или создают турбулентный поток, способствуя практически непрерывной (или по меньшей мере повышенной) передаче тепла от фронта распространения пламени к пламегасителю, так что пламегасители, изготовленные в соответствии с описанным в данном документе способом изготовления, имеют улучшенные характеристики по сравнению с известными пламегасителями.
[0049] Преимущественно, эти уникальные и сложные пути распространения потока также устраняют необходимость в экранах или металлической сетке, иногда необходимых для традиционных пламегасителей с целью обеспечения турбулентного потока, введение которых приводят к большому нежелательному падению давления в пламегасителе и могут в некоторых случаях перекрывать пламегасящие элементы. Другими словами, способ, описанный в данном документе, позволяет получить пламегаситель с большим уровнем турбулентности потока, чем в традиционных пламегасителях без отрицательных эффектов (то есть большого падения давления и усложнения обслуживания из-за засорения), вызванных экранами или металлической сеткой. В некоторых случаях способ, описанный в данном документе, также позволяет уменьшить количество пламегасящих элементов, необходимых для данного пламегасителя, что требует меньше материала, тем самым уменьшает вес и/или стоимость изготовления пламегасителя. Он также имеет потенциальное преимущество, заключающееся в создании более короткого пламегасителя (поскольку используется меньшее количество пламегасящих элементов), что, в свою очередь, уменьшает перепады давления внутри пламегасителя.
[0050] На фиг. 2 приведен пример способа или технологии 200 в соответствии с принципами данного описания. Способ или технология 200, схематически изображенный на фиг. 2, представляет собой способ или технологию изготовления пламегасителя по заказу (также называемый в данном документе как пламегаситель в сборе). Как и описанные выше традиционные пламегасители (например, пламегаситель 100), пламегасители, изготовленные в соответствии со способом или по технологии 200, выполнены с возможностью отвода тепла от фронта распространения пламени, тем самым предотвращая распространение через него пламени (например, тушение), но как описано выше, эффективнее отводят тепло и требуют меньшего обслуживания.
[0051] Более конкретно, способ 200 включает этап 204 создания по техническим требованиям заказчика пламегасящего элемента с использованием технологии аддитивного производства. Аддитивная технология производства может быть любой аддитивной технологией или способом изготовления, который(ая) создает трехмерные объекты путем нанесения на материал последовательных слоев материала. Аддитивная технология производства может быть реализована с помощью любой установки или используя комбинацию установок. Аддитивная технология изготовления обычно может включать или использовать компьютерное программное обеспечение для трехмерного моделирования (например, программное обеспечение системы автоматизированного проектирования, или САПР), производственное оборудование и материал для нанесения слоев. После создания модели САПР оборудование может считывать данные с файла САПР о слое или последовательно добавленных слоях жидкого, порошкового, тонколистового материала (например) при послойном нанесении слоев для изготовления трехмерного объекта. Технология аддитивного производства может включать любую из нескольких технологий или способов, таких как, например, стереолитография («SLA»), моделирование методом наплавления («FDM»), многоструйное моделирование («MJM») и метод избирательного лазерного спекания («ИЛС»). В некоторых вариантах реализации изобретения технология аддитивного производства может включать нанесение, используя направленную энергию лазера. Такой процесс нанесения с использованием направленной энергии лазера может выполняться на многоосном токарном станке с числовым программным управлением («ЧПУ») с возможностями нанесения с помощью направленной энергии лазера.
[0052] Таким образом, этап 204, направленный на создание по заказу пламегасящего элемента, включает формирование корпуса и в нем одного или нескольких каналов. Корпус может быть изготовлен из одного или нескольких подходящих материалов, таких как, например, нержавеющая сталь, алюминий, различные сплавы (например, сплавы с высоким содержанием никеля) и для удовлетворения требованиям заказчика может иметь любое количество различных форм и/или размеров. Один или несколько каналов обычно определяют путь прохождения потока, предназначенный для передачи тепла от фронта распространения пламени по пути прохождения потока к корпусу.
[0053] Один или несколько каналов, расположенных между противоположными торцами пламегасящего элемента, могут, благодаря возможности выполнять требования заказчика, иметь поперечное сечение любых размеров и/или геометрии и/или располагаться по любым шаблонам или матрицам. Вообще, поперечное сечение каждого из одного или более каналов не ограничивается треугольной формой. В качестве примеров на фиг. 3А показаны каналы 300 с крестообразным поперечным сечением, на фиг. 3B показаны каналы 300 с шестиугольным поперечными сечением, на фиг. 3C показаны каналы 300 с восьмиугольным поперечным сечением, на фиг. 3D и 3E показаны каналы 300, имеющие круглые поперечные сечение, на фиг. 3F и 3G показаны каналы 300, имеющие поперечные сечения неправильной формы. Альтернативно, каждый из каналов 300 может иметь поперечное сечение треугольной формы, причем эти каналы 300 расположены в чередующемся порядке, показанном на фиг. 3H. Возможны и другие формы поперечного сечения. Также следует понимать, что один или несколько каналов могут иметь различные формы и/или размер, как показано, например, на фиг. 3D, где все каналы 300 имеют круглое поперечное сечение, но некоторые каналы 300 большего диаметра.
[0054] Как обсуждалось выше, использование технологий аддитивного производства пламегасящего элемента по заказу позволяет сформировать уникальный один или более каналов, имеющих сложную форму, например, не стандартные линейные пути прохождения потока, используемые в традиционных пламегасителях, а нелинейные и изогнутые. Обычно это достигается посредством (i) уникальной и сложной формы одного или нескольких каналов, (ii) закручивания одного или нескольких каналов вокруг оси, проходящей вдоль или параллельно осевой линии пламегасящего элемента и/или (iii) изменения положения одного или нескольких каналов относительно осевой линии при прохождении каналов через пламегасящий элемент так, что один или несколько каналов при прохождении через пламегасящий элемент перемещаются от и/или к осевой линии.
[0055] Различные части каналов могут, в свою очередь, быть ориентированы под разными углами относительно оси. Например, первая часть одного из каналов может быть ориентирована под первым углом относительно оси, в то время как вторая часть этого канала может быть ориентирована под вторым углом относительно оси, причем второй угол больше или меньше первого угла. В некоторых случаях одна или несколько частей или составляющих каналов могут быть ориентированы практически перпендикулярно или точно перпендикулярно относительно оси пламегасящего элемента. Кроме того, хотя это не показано в данном документе, различные каналы могут закручиваться друг относительно друга и/или сходиться или расходиться друг от друга.
[0056] На фиг. 4А приводится один пример пламегасящего элемента 400, имеющего уникальный или сложный путь прохождения потока 404, определенный или образованный одним или несколькими каналами 408 (в данном случае одним каналом 408), который имеет форму поперечного сечения, показанную на фиг. 3A. Как показано, канал 408 проходит между первым торцом 412 пламегасящего элемента 400 и вторым торцом 416 пламегасящего элемента 400, противоположным первому торцу канала 408.
[0057] На фиг. 4B показан один пример пламегасящего элемента 420, имеющего нелинейный или изогнутый путь прохождения потока 424, образованный закручиванием одного или нескольких каналов 428 (в данном случае, одного канала 428) вокруг осевой линии 432 пламегасящего элемента 420. Канал 428, изображенный на фиг. 4В имеет круглое поперечное сечение. Как показано, канал 428 центрируется на оси 432 или вокруг нее на противоположных торцах 436 пламегасящего элемента 420, но закручивается (например, по спирали, по кругу) вокруг оси 432 между торцами 436, так что нелинейный путь прохождения потока 400 принимает спиральную форму.
[0058] На фиг. 4C показан другой пример пламегасящего элемента с нелинейным или изогнутым путем прохождения потока 444, образованным закручиванием одного или нескольких каналов 448 (в данном случае, одного канала 448) вокруг центральной оси 452 пламегасящего элемента 440. На фиг. 4С изображен канал 448 с поперечным сечением крестообразной формы. Как показано, канал 448 центрируется на оси 452 или вокруг нее на противоположных торцах 456 пламегасящего элемента 440, но закручивается вокруг этой оси 452 между торцами 456.
[0059] На фиг. 4D приводится один пример пламегасящего элемента 480, имеющего нелинейный или изогнутый путь прохождения потока 484, сформированный путем изменения положения одного или нескольких каналов 488 (в данном случае, одного канала 488) вокруг центральной оси 492 пламегасящего элемента 480. Канал 488, изображенный на фиг. 4D имеет практически прямоугольное поперечное сечение. Как показано, канал 488 центрирован относительно оси 492 или вокруг нее на противоположных торцах 496 пламегасящего элемента 480, но имеет две части 498A, которые в возрастающей степени отклоняются от центральной оси 492, и две части 498B, которые в возрастающей степени приближаются к центральной оси 492 так, что траектория потока 484 через пламегасящий элемент 480 становится зигзагообразной.
[0060] Понятно, что пламегасящий элемент может содержать другие уникальные и сложные пути распространения потока в зависимости от конкретного применения. В некоторых случаях уникальный и сложный путь распространения потока может частично иметь линейную или прямую часть, а оставшаяся часть при этом изогнута или нелинейна.
[0061] В некоторых случаях этап 204, направленный на создание пламегасящего элемента по заказу необязательно включает образование полости в корпусе пламегасящего элемента и размещение датчика внутри полости. Датчик может быть, например, датчиком температуры, фотоизображения, инфракрасного излучения, давления или датчиком другого типа. Датчик, в свою очередь, может быть коммуникативно подключен (через проводное соединение, либо через беспроводное соединение) к контроллеру, что позволяет контроллеру и/или пользователю дистанционно осуществлять контроль пламегасящего элемента без необходимости отключения системы, использующей пламегасящий элемент. Это позволяет контроллеру и/или пользователю, например, дистанционно контролировать или определять температуру или давление внутри пламегасящего элемента (например, температуру корпуса, температуру фронта пламени), а также по желанию другие параметры и данные.
[0062] Способ или технология 200 также включает этап 208, направленный на обеспечение корпуса пламегасящего элемента. Корпус обычно содержит вход, предназначенный для присоединения к расположенной за входом составной части трубопровода, в котором используется пламегаситель, а также выход, выполненный с возможностью присоединения к расположенной перед выходом составной части трубопровода. Корпус также содержит камеру или полость, имеющую размеры, позволяющие разместить в ней пламегасящий элемент, а также дополнительные компоненты для надежного удержания пламегасящего элемента внутри корпуса.
[0063] В некоторых случаях этап 208, направленный на обеспечение корпуса пламегасящего элемента может включать изготовление корпуса с использованием традиционных технологий производства до, после, либо одновременно с выполнением этапа 204. В других случаях, однако, этап 208 может включать создание корпуса с использованием одной из описанных выше технологий аддитивного производства. Корпус может быть изготовлен с использованием отличной от или такой же технологии аддитивного производства, как используемая для изготовления пламегасящего элемента. В любой ситуации корпус может быть создан до, после или одновременно с пламегасящим элементом.
[0064] Способ или технология 200 дополнительно включает в себя этап 212, направленный на надежное размещение созданного пламегасящего элемента в обеспеченном корпусе, тем самым формируя пламегаситель. В некоторых случаях, например, когда корпус изготовлен с использованием традиционных технологий, созданный пламегасящий элемент может быть закреплен внутри корпуса с помощью болтов с резьбой или любым другим известным соответствующим средством. В других случаях, например, когда корпус изготовлен с использованием той же технологии аддитивного производства, что и для изготовления пламегасящего элемента, пламегасящий элемент может крепиться внутри корпуса методом печатания пламегасящего элемента на корпус (используя аддитивное производство), тем самым образуя единый, цельный пламегаситель.
[0065] Понятно, что этапы 204, 208 и/или 212 могут выполняться любое количество раз. В некоторых случаях этап 204 может выполняться многократно для создания нескольких (например, два, три, четыре и т.д.) пламегасящих элементов в одном корпусе. Поскольку пламегасящие элементы будут обеспечивать более высокие уровни турбулентности потока, чем традиционные пламегасители, они могут располагаться внутри корпуса рядом друг с другом без необходимости устанавливать между ними экраны или металлическую сетку, как это имеет место в некоторых традиционных пламегасителях. В других случаях этап 204 может выполняться многократно (например, два, три, четыре и т.д. раз), вместе с многократно выполняемыми этапами 208 и 212 для создания множества пламегасителей с одним пламегасящим элементом в каждом.
[0066] На фиг. 5 приведен другой пример пламегасящего элемента 500, изготовленного по заказу с использованием способа или технологии 200. Пламегасящий элемент 500 имеет практически цилиндрический корпус 504 и множество каналов 508, сформированных или установленных в корпусе 504. Каждый из каналов 508 имеет круглое поперечное сечение и проходит между первым торцом 512 пламегасящего элемента 500 и вторым торцом 516 пламегасящего элемента 500, противоположным первому торцу 512. Как показано, каждый из каналов 508 изогнут между первым и вторым торцами 512, 516 так, что каналы 508 определяют изогнутый или нелинейный путь прохождения потока. Как обсуждалось выше, этот изогнутый или нелинейный путь прохождения потока преимущественно стимулирует или создает турбулентность потока с целью обеспечения адекватной передачи тепла от фронта пламени к пламегасящему элементу 500 при прохождении потока жидкости через пламегасящий элемент 500. Пламегасящий элемент 500 также содержит полость 520, образованную в корпусе 504 в процессе изготовления, имеющую размеры, позволяющие разместить в ней датчик 524 (например, датчик температуры, фотоизображения, инфракрасного излучения, давления или другого типа). В данном документе не показано, но датчик 524 может быть напрямую присоединен (посредством проводного или беспроводного соединения) к контроллеру, что дает возможность контроллеру и/или пользователю дистанционно осуществлять контроль пламегасящего элемента 500 без необходимости отключения системы, в которой используется пламегасящий элемент 500.
[0067] В дополнение к описанным выше преимуществам, связанным с изготовлением пламегасящих элементов и пламегасителей с помощью технологии аддитивного производства, описанные в данном документе способы, также позволяют изготавливать гибридные композитные элементы и гибридные композитные пламегасители, которые могут быть эффективнее и экономически более выгоднее существующих. Например, гибридный композитный пламегасящий элемент может иметь, как описано выше, корпус, изготовленный из первого материала и компонент, изготовленный из второго материала с лучшими характеристиками (например, повышенная теплопроводность) по сравнению с материалами, используемые для формирования корпуса пламегасящего элемента. Как поясняется ниже, изготовленный из второго материала компонент может передавать тепло потока жидкости от внутреннего сердечника корпуса пламегасящего элемента за его пределы. Дополнительно или в качестве альтернативы второй материал, из которого изготовлен компонент, может увеличить срок службы пламегасящего элемента за счет улучшения коррозионной и химической стойкости по сравнению с первым материалом.
[0068] На фиг. 6 приводится пример гибридного композитного пламегасителя 600 комплекта компонентов 602, расположенного в трубопроводе аналогично пламегасителю 100, показанному на фиг. 1А. Комплект компонентов 602 содержит пламегаситель 600 с гибридным композитным пламегасящим элементом 604, расположенным внутри корпуса 608. Корпус 608 приспособлен для размещения внутри канала для жидкости, такого как трубопровод, и прикреплен к каналу с помощью перемычек 606. Корпус 608 содержит вход 612 и выход 616, соединенные жидкостной проточной частью 620. Пламегасящий элемент 604 располагается в жидкостной проточной части 620 корпуса пламегасителя 608, что может достигаться путем установки в корпус пламегасителя (например, с помощью сварки) пламегасящего элемента 604 или формированием пламегасящего элемента 604 как одного целого с корпусом пламегасителя 608, используя любую описанную выше технологию аддитивного производства, как будет подробнее описано ниже. Корпус пламегасителя 608 расположен между торцом первого компонента 621 и торцом второго компонента 622 комплекта компонентов 602.
[0069] В примере, показанном на фиг. 6-8, пламегасящий элемент 604 содержит корпус 624, изготовленный из первого материала и компонент 628, изготовленный из второго материала. Корпус 624 пламегасящего элемента 604 содержит противоположные первый и второй торцы 632, 636, внешнюю поверхность 640 и внутренний сердечник 644. Внутренний сердечник 644, окруженный внешней поверхностью 640, имеет множество каналов 648, проходящих от первого торца 632 до второго торца 636 корпуса 624. Как лучше всего показано на фиг. 6, множество каналов 648 являются линейными и как лучше всего показано на фиг. 8 множество каналов имеет круглое поперечное сечение 650 или частично круглое поперечное сечение 652. Наружная поверхность 640 может представлять собой гладкий наружный слой, обеспечивающий ограждающую оболочку для множества каналов 648, как показано на фиг. 7. В другом примере внешняя поверхность 640 может быть неровной и не иметь ограждающей оболочки и, следовательно, некоторые каналы 648 могут быть обнажены. В других примерах пламегасящего элемента 604 множество каналов 648 может иметь поперечное сечение любых размеров и/или форм и/или располагаться в любом количестве различных конфигураций или массивов, как в качестве примера показано на фиг. 3А-3Н. Множество каналов 648 может определять любой из уникальных и сложных (например, нелинейных) путей прохождения потока, показанных на фиг. 4А и 5.
[0070] Компонент 628 присоединен к корпусу пламегасящего элемента 624 на границе раздела 656 так, что второй материал компонента 628 примыкает к первому материалу корпуса 624, как показано на фиг. 6 и 7. Второй материал компонента 628 отличается от первого материала корпуса 624 и выполнен с возможностью отвода тепла от жидкости, протекающей через множество каналов 648. Гибридный композитный пламегасящий элемент 604 скомпонован так, что первый материал корпуса 624 соприкасается с фронтом пламени, тогда как второй материал компонента 628 непосредственно примыкает к первому материалу. Второй материал, имеющий более высокую теплопроводность, чем первый материал, может увеличивать теплопередачу от внутреннего сердечника 644 корпуса 624 в атмосферу или в другие безопасные места. Второй материал может дополнительно или альтернативно иметь другие характеристики теплопроводности, коррозионной, химической стойкости и т.д., с целью улучшения характеристик горения, уменьшения веса и уменьшения падения давления пламегасителя. Например, второй материал может быть более устойчивым к коррозии по сравнению с первым материалом. Первым материалом может быть, например, нержавеющая сталь, алюминий, различные сплавы (например, сплавы с высоким содержанием никеля) и/или один или несколько других подходящих материалов. Второй материал отличается от первого материала и может представлять собой, например, медь, медный сплав, алюминий, аустенитную нержавеющую сталь, сплавы с высоким содержанием никеля и другие экзотические сплавы (например, бериллий, иридий, вольфрам, сплавленные с другими материалами, имеющими высокую теплопроводность).
[0071] Компонент 628 в примере, приведенном на фиг. 6-8, содержит или представляется в виде множества прямоугольных вставок 660, проходящих от первого торца 632 до второго торца 636 пламегасящего элемента 604. Каждая из множества вставок 660 может вставляться в один из множества пазов 664, выполненных в корпусе 624. Как лучше всего показано на фиг. 7, каждый из пазов 664 имеет торец 666, расположенный в пределах внутреннего сердечника 644 корпуса 624, и проходит через внутренний сердечник 644, заканчиваясь на внешней поверхности 640 корпуса 624. Каждая из вставок 660 имеет первый торец 670, расположенный внутри торца 666 паза 664, и второй торец 674, расположенный за внешней поверхностью 640 корпуса 624. При размещении в пазах 664, как показано на фиг. 8, вставки 660 могут увеличивать отвод тепла от внутреннего сердечника 644 пламегасящего элемента 604 к месту вне пламегасящего элемента 604 (например, в атмосферу). В другом примере пламегасящего элемента 604 корпус 624 может иметь один паз 664, имеющий размер, позволяющий разместить один компонент 628. Корпус 624 может альтернативно иметь множество пазов 664 различной формы, размеры которых соответствуют размеру компонента или компонентов 628 различной формы. Например, как описано выше, корпус 624 может иметь специфическую форму в соответствии с окружающей средой, в которой установлен пламегаситель 600. Каждая вставка 660 компонента 628 может иметь поперечное сечение, отличное от прямоугольного поперечного сечения вставок 660, показанных на фиг. 6-8, например, треугольное, круглое или неправильной формы.
[0072] На фиг. 7 компонент 628 присоединен к корпусу 624 пламегасящего элемента 604 путем установки каждой вставки 660 в направлении, показанном стрелками 678, в соответствующий один из множества пазов 664, образованных в корпусе 624. В этом примере вставки 660 и корпус 624 изготавливаются отдельно с помощью традиционных средств с использованием любой технологии аддитивного производства и/или их совместным применением, и затем компоненты соединяются (например, собираются) с целью создания пламегасящего элемента 604. В других примерах, описанных ниже, компонент 628 может быть соединен (например, представляет собой одно целое) с корпусом 624 с помощью любой технологии аддитивного производства. Компонент 628 может быть присоединен к внешней поверхности 640 корпуса 624 или может полностью располагаться внутри внешней поверхности 640 корпуса 624, как описано ниже. В других примерах компонент 628 может быть присоединен к корпусу 624 путем крепления непосредственно к внешней поверхности 640 корпуса 624.
[0073] На фиг. 8 показан корпус 608, присоединенный к корпусу 624 пламегасящего элемента 604. Как показано, вставки 660 проходят через корпус 608 и внешнюю поверхность 640 корпуса 624 и по меньшей мере часть каждой из вставок 660 расположена внутри внутреннего сердечника 644 на границе раздела 656. Как показано на фиг. 7 и 8, вставки 660 обычно проходят в направлении, параллельном продольной оси пламегасящего элемента 604 между противоположными первым и вторым торцами 632, 636 пламегасящего элемента 604. Корпус 608 может быть присоединен к корпусу 624 обычными способами (например, сваркой) или с помощью любой технологии аддитивного производства изготавливаться как одно целое.
[0074] Пламегаситель 600, показанный на фиг. 8, может создаваться с использованием различных способов или технологий, включая любую технологию аддитивного производства и/или сборку после раздельного изготовления компонента 628, корпуса 624 и корпуса 608. Один или несколько компонентов пламегасителя 600 могут быть выполнены как одно целое с использованием любой технологии аддитивного производства. Например, как описано выше со ссылкой на фиг. 1-5, корпус 624 пламегасящего элемента 604 может быть сформирован с использованием технологии аддитивного производства путем нанесения множества слоев первого материала для образования решетчатой конструкции, состоящей из соединенных элементов решетки. Компонент 628 может располагаться аналогичным образом на одном или большем количестве слоев первого материала так, что первый материал прилегает ко второму материалу компонента 628 на границе раздела.
[0075] На фиг. 9 приводится пример вида спереди матрицы 900 корпуса пламегасящего элемента, сформированного с использованием технологии аддитивного производства. Матрица 900 включает в себя множество соединенных элементов решетки 902 из первого материала. Каждая матрица 900 может быть нанесена в узорчатом виде, который в данном случае имеет форму клеверного листа с квадратичным увеличением разносов. Соединенные элементы решетки 902 образуют множество отверстий 908, а также отделяют отверстия 908 от полости 912. При экструзии матрицы 900, например, путем нанесения множества слоев с использованием технологии аддитивного производства, формируется трехмерная решетчатая конструкция, в которой отверстия 908, определенные элементами решетки 902, образуют множество каналов корпуса пламегасящего элемента, как показано на фиг. 10.
[0076] На фиг. 10 показан пламегаситель 1000, имеющий пламегасящий элемент 1004 с корпусом 1006, также упоминаемый в данном документе как трехмерная решетчатая конструкция, и компонент 1010, связанный с корпусом 1006. Корпус 1006 содержит множество соединенных элементов решетки 1002, аналогичных рассмотренным выше элементам решетки 902, образующим множество каналов 1008. Изготовленный из второго материала компонент 1010, имеющий в этом примере форму стержня, но который может альтернативно содержать множество составляющих и/или иметь другую конструкцию, расположен во множестве полостей 1012, образованных в трехмерной решетчатой конструкции 1006 посредством соединения элементов решетки 1002. Элементы решетки 1002 корпуса 1006 служат в качестве связующего компонента между множеством каналов 1008 и компонентом 1010. Компонент 1010 может быть сформирован как одно целое с корпусом 1006 с использованием любой технологии аддитивного производства, использованной для создания пламегасящего элемента 1004, например, путем нанесения второго материала примыкающего к первому. В другом примере компонент 1010 может быть введен, прикреплен или иным образом размещен в полостях 1012, образованных элементами решетки 1002.
[0077] Как также показано на фиг. 10, пламегасящий элемент 1004 расположен внутри корпуса 1016. Корпусом 1016 может быть слой первого материала (то есть того же материала, что и корпус 1006), нанесенный на пламегасящий элемент 1004 или может быть из того же материала, что и компонент 1010. В альтернативном варианте корпус 1016 может быть изготовлен из третьего материала, отличающегося от первого материала корпуса 1006 и второго материала компонента 1010. Корпус 1016 может быть сформирован как единое целое с трехмерной решетчатой конструкцией 1006 и/или с компонентом 1010 пламегасящего элемента 1004 с использованием любой технологии аддитивного производства. В одном способе множество слоев, определяющих трехмерную решетчатую конструкцию 1006, может быть непосредственно нанесено или размещено на внутренней части корпуса пламегасителя 1016. В другом способе корпус 1016 может быть сформирован отдельно от пламегасящего элемента 1004 и прикреплен к пламегасящему элементу известными способами. Используемый в данном документе термин «слой» может включать нанесение одного или множества слоев материала в одной плоскости.
[0078] На фиг. 11 приводится блок-схема примера способа или технологии 1100 в соответствии с принципами, изложенными в описании данного изобретения. Способ или технология 1100, схематично изображенная на фиг. 11 представляет собой способ или технологию изготовления по заказу пламегасителя, подобного пламегасителю 600, показанного на фиг. 6 и 8 и пламегасителю 1000, показанному на фиг. 10. Способ 1100 включает в себя этап 1104 формирования трехмерной решетчатой конструкции с использованием технологии аддитивного производства, подобной любому из описанных выше способов или технологий аддитивного производства. Трехмерная решетчатая конструкция содержит множество соединенных элементов решетки, определяющих множество каналов, таких как каналы 648, 1008, показанные на фиг. 6, фиг. 7 и фиг. 10, соответственно, расположенных от первого до второго торца трехмерной решетчатой конструкции. Способ или технология 1100 также включает этап 1108 обеспечения компонента (например, вставка, сердечник) из материала, отличного от материала трехмерной решетчатой конструкции, обладающего способностью отвода тепла от жидкости, проходящей через множество каналов решетчатой конструкции.
[0079] Способ или технология 1100 может включать этап 1112 обеспечения корпуса, имеющего внутреннюю и внешнюю поверхности. В некоторых случаях этап 1112 обеспечения корпуса пламегасящего элемента может включать изготовление корпуса с использованием традиционных технологий изготовления до, после или одновременно с выполнением этапа 1104 или этапа 1108. В других случаях, однако, этап 1112 обеспечения корпуса пламегасящего элемента может включать создание корпуса с использованием любой технологии аддитивного производства. Корпус может быть изготовлен с использованием отличной от или такой же технологии аддитивного производства, как используемая для изготовления пламегасящего элемента. В любой ситуации корпус может быть создан до, после или одновременно с пламегасящим элементом.
[0080] Этап 1104 формирования трехмерной решетчатой конструкции может включать в себя образование полости для приема компонента или формирование одного или нескольких пазов. Этап 1104 образования полости, паза или множества пазов может включать фрезерование трехмерной решетчатой конструкции после ее создания. Этап 1104 формирования трехмерной решетчатой конструкции может альтернативно включать формирование корпуса и трехмерной решетчатой конструкции как одного целого с использованием любого способа аддитивного производства и/или формирование трехмерной решетчатой конструкции как одного целого с компонентом с помощью любой технологии аддитивного производства.
[0081] Этап 1108 обеспечения компонента может включать его присоединение к корпусу пламегасящего элемента. Этап 1108 обеспечения компонента может включать, например, нанесение слоя второго материала на трехмерную решетчатую конструкцию или на корпус, используя любую технологию аддитивного производства. Альтернативно, этап обеспечения компонента 1108 может включать формирование множества вставок отдельно от корпуса и затем прикрепление их к корпусу путем установки в образованные в корпусе пазы, например, как показано на фиг. 7. Этап 1108 обеспечения компонента может также включать частичное размещение множества вставок в пазах, образованных в корпусе, где вставки частично расположены снаружи корпуса, как показано на фиг. 8. Этап обеспечения компонента 1108 может также включать инжекцию или нанесение с использованием любой технологии аддитивного производства второго материала между каждым из множества каналов, сформированных в корпусе, например, как показано на фиг. 10. Этап обеспечения компонента 1108 может дополнительно включать прикрепление компонента к внешней поверхности корпуса таким образом, чтобы он располагался снаружи решетчатой конструкции, но примыкал к первому материалу корпуса.
[0082] Обращаясь теперь к фиг. 12, другой пример пламегасящего элемента 1200 содержит корпус 1204, изготовленный из первого материала и компонент 1208, изготовленный из второго материала, примыкающий к корпусу 1204. Пламегасящий элемент 1200 содержит внутренний сердечник 1212, имеющий множество каналов 1216, где каждый из каналов 1216 имеет круглое поперечное сечение. Компонент 1208, который может функционально служить корпусом пламегасителя, содержит цилиндрическую часть оболочки 1220, присоединенную (например, окружает) к корпусу 1204 на или вдоль внешней поверхности 1224 корпуса 1204 и часть ребра 1228, состоящего из множества ребер, проходящих наружу от части ребристой оболочки 1220 компонента 1208. Каждое ребро 1228 содержит торец 1232, отделенный от внешней поверхности 1224 корпуса 1204, и в соответствии с вышеизложенным каждое ребро 1228 выполнено с возможностью отвода тепла от корпуса 1204 в место, удаленное от множества каналов 1216. Как описано выше, пламегасящий элемент 1200 может быть изготовлен с использованием любой технологии аддитивного производства, традиционного или комбинации традиционного и аддитивного способов производства.
[0083] В данном документе описаны предпочтительные варианты реализации данного изобретения, включая известный лучший режим или режимы для реализации данного изобретения. Хотя в данном документе показаны и описаны многочисленные примеры, специалисты в данной области техники без труда поймут, что подробности различных вариантов реализации изобретения не обязательно должны быть взаимоисключающими. Вместо этого специалисты в данной области техники после ознакомления с изложенными в данном документе принципами должны иметь возможность сочетать один или более характерных признаков одного варианта реализации изобретения с одним или более характерными признаками остальных вариантов реализации изобретения. Кроме того, следует понимать, что приведенные варианты реализации изобретения приведены только в качестве примера и не должны рассматриваться как ограничивающие объем изобретения. Все описанные в данном документе способы могут быть выполнены в любом подходящем порядке, если иное не указано в данном документе или каким-то образом явно противоречит контексту. Использование любого и всех примеров или приведенных в качестве примеров формулировок (например, «такой как»), приведенных в данном документе, предназначено просто для лучшего освещения аспектов приведенных в качестве примера варианта реализации изобретения или вариантов реализации изобретения и не ограничивает объем данного изобретения. Ни одна из формулировок в описании не должна истолковываться как указание какого-либо не заявленного элемента как существенного для реализации данного изобретения.
Реферат
Изобретение относится к пламегасителям, которые могут применяться в различных областях, например в химической, нефтеперерабатывающей, нефтехимической, нефтегазовой промышленности, для захоронения отходов, в биогазовых установках и т.п., содержащих легковоспламеняющиеся пары, для предотвращения их возгорания, вызванного потенциальными источниками, которое может привести к пожару, дефлаграции и/или детонации. Предложен пламегасящий элемент пламегасителя, который может содержать корпус из первого материала, имеющий первый торец, второй торец и множество каналов, образованных в корпусе, проходящих от первого торца ко второму торцу корпуса. Пламегасящий элемент также может содержать компонент, изготовленный из второго материала, прикрепляемый к корпусу, причем второй материал отличается от первого. Компонент может быть выполнен с возможностью отвода тепла от жидкости, протекающей через множество каналов. Технический результат – улучшение эффективности работы пламегасителя. 4 н. и 18 з.п. ф-лы, 23 ил.
Формула
Документы, цитированные в отчёте о поиске
Пламегаситель
Комментарии