Способ получения огнеупорного фильтра - RU2515744C1
Код документа: RU2515744C1
Чертежи


Описание
Настоящее изобретение относится к способу получения фильтров, пригодных для фильтрования расплавленного металла, и к фильтрам, изготовленным таким способом.
Расплавленные металлы обычно содержат твердые продукты, такие как оксиды металла, и другие примеси, которые могут привести к тому, что конечный литой продукт будет иметь нежелательные характеристики. Фильтры предназначаются для удаления этих примесей из расплавленного металла в течение процесса литья. Как правило, эти фильтры изготавливают из огнеупорных материалов, чтобы они выдерживали высокие температуры, связанные с расплавленными металлами.
Один из типов фильтра представляет собой ячеистый фильтр, который содержит ряд параллельных каналов или проходов для прохождения через них металла. Такие фильтры формируют посредством экструзии или посредством штамповки. Хотя они являются стойкими и простыми в обращении, их эффективность фильтрования является довольно плохой, поскольку расплавленный металл проходит только короткий и прямой путь через фильтр.
Предпочтительные огнеупорные фильтры имеют пенообразный внешний вид и упоминаются в промышленности фильтрования металлов как вспененные фильтры. Они обычно представляют собой керамические вспененные фильтры, но совсем недавно фильтры, связанные с помощью углерода (где огнеупорный материал связан с помощью материала, содержащего углеродную матрицу, как описано в WO2002/018075), начинают устанавливаться для определенных применений. Вспененный фильтр имеет сетку из нитей, которые задают множество взаимосвязанных открытых ячеек. Поскольку путь протекания через такой фильтр является извилистым, эффективность фильтрования гораздо выше, чем для ячеистых фильтров.
Изготовление вспененных керамических фильтров описывают в EP 0412673 A2 и EP 0649334 A1. Как правило, пену с открытыми ячейками (например, сетчатую полиуретановую пену) импрегнируют водной суспензией огнеупорных частиц и связующего вещества. Импрегнированную пену прессуют для вытеснения избытка суспензии, затем сушат и обжигают, чтобы выжечь органическую пену и осуществить спекание огнеупорных частиц и связующего вещества в покрытии из суспензии. При этом формируется твердая керамическая пена, имеющая множество взаимосвязанных пустот, имеющих по существу такую же структурную конфигурацию, как и исходная пена. Хотя эффективность фильтрования намного улучшается по сравнению с описанными ранее ячеистыми фильтрами, керамические вспененные фильтры являются менее прочными механически (нити, в особенности, на краях фильтра, склонны к разрушению).
При использовании фильтр можно располагать в отверстии в стенке между входом для расплавленного металла и выходом для расплавленного металла, для фильтрования металла. Один из примеров расположения фильтра в огнеупорной стенке описывают в патенте США № 4940489. Поскольку вспененные фильтры являются пористыми во всех направлениях и их боковые поверхности неровные, возможно протекание некоторой части расплавленного металла в обход боковых сторон фильтра или его прохождение только через часть фильтра, при этом понижается эффективность фильтрования. Эта проблема обостряется, если осуществляется разрушение нитей во время транспортировки фильтра или во время позиционирования фильтра в огнеупорной стенке (заметим, что сами разрушенные нити могут вносить вклад в загрязнение в готовой отливке).
Увеличение количества суспензии, используемой для импрегнации, то есть для покрытия пены, при изготовлении фильтра увеличивает прочность, но приводит также к понижению эффективности фильтрования из-за повышения массы и уменьшения пористости.
Процесс фильтрования требует подготовки фильтра, при которой поры фильтра заполняют металлом, и достигается непрерывность потока металла. Подготовка включает вытеснение воздуха в порах (на поверхности фильтра), и необходимое при этом давление обратно пропорционально размеру пор. В дополнение к этому, потери температуры в металле будут увеличивать вязкость металла, следовательно, фильтры с высокой теплоемкостьюбудут вызывать увеличение тепловых потерь и ухудшение подготовки. Более тяжелый фильтр, в котором нити с покрытием являются более толстыми, по этой причине не является желательным, поскольку он будет иметь большую теплоемкость. Это означает, что расплавленный металл необходимо будет нагревать до более высокой температуры, чтобы обеспечить то, что он не застынет, когда он проходит через фильтр. Это является недостатком с точки зрения как экономики, так и защиты окружающей среды, поскольку это увеличивает количество энергии, необходимой для нагревания металла до требуемой температуры.
В дополнение к увеличению массы, фильтры, изготовленные с использованием повышенного количества суспензии, будут иметь меньшие скорости потока металла из-за увеличения толщины нитей и меньших пор, и будут иметь большую тенденцию к забиванию.
Понижение скоростей потока и преждевременное забивание могут иметь отрицательные воздействия на литье металла, например посредством увеличения времен выливания, или тем, что они вызывают неполное заполнение формы, и может быть необходимым увеличение размера фильтра или увеличение размеров пор пены. По этой причине, повышение уровня суспензии не является практичным решением для повышения прочности вспененных фильтров, в частности для боковых сторон вспененных фильтров.
Патент США № 5039340 описывает способ изготовления вспененного фильтра, где на пену наносят материал, облегчающий адгезию, предпочтительно, вместе с флокированием. Материал, облегчающий адгезию и придающий ворсистость, увеличивает количество суспензии, которая затем прилипает к пене. Конечный результат представляет собой более прочный, но более тяжелый фильтр.
Ранее предложено снабжать боковые стороны вспененного фильтра, которые вступают в контакт со стенкой формы/штампа, защитным слоем. Цели создания этого защитного слоя могут включать увеличение механической прочности, предотвращение прохождения металла между стенкой формы или штампа и фильтром (прохождение металла в обход) и уменьшение вероятности того, что концы нитей керамического вспененного фильтра будут разрушаться во время манипуляций (в частности, механических/роботизированных манипуляций с фильтрами) и транспортировки. Защитный слой также упрощает использование роботизированных манипуляций, чтобы сделать возможным автоматическое размещение фильтров в формах.
EP 0510582 A1 описывает керамический вспененный фильтр, заключенный в жесткой рамке из металла или керамики. Керамический фильтр в рамке может быть изготовлен посредством оборачивания экструдированной полосы тестообразной керамической формовочной массы вокруг фильтра, который может подвергаться или не подвергаться предварительному обжигу, а затем сушки и обжига.
CN 200991617 Y описывает керамический вспененный фильтр, имеющий защитный слой из органического материала вокруг его боковых сторон, который разлагается при высокой температуре во время использования фильтра. Защитный слой, как сказано, уменьшает повреждение фильтра во время транспортировки и установки, а также делает возможным его использование в автоматических производственных линиях.
Патент США № 4568595 относится к керамическому вспененному фильтру, имеющему керамическое покрытие. Покрытие получают посредством обмазки, нанесения кистью или распыления суспензии керамики на обожженный керамический вспененный фильтр, а затем обжига композитной структуры.
Патент США № 4331621 описывает керамический вспененный фильтр, имеющий связанный с ним как единое целое керамический манжет, зафиксированный на его боковой поверхности. Он может быть изготовлен посредством импрегнирования гибкого материала пены суспензией, помещения его в форму, имеющую желаемый размер готового продукта фильтра, а затем введения суспензии керамических волокон в зазор между вспененным материалом и формой. Затем форму сушат и обжигают для выжигания пены и спекания керамического материала.
GB 2227185 предлагает, в одном из вариантов осуществления, насыщение исходного куска вспененного пластика керамической пастой, а затем сжатие пены, чтобы вытеснить избыток пасты в твердый периферийный слой перед обжигом. В другом варианте осуществления, GB 2227185 предлагает формирование замкнутого слоя на керамическом вспененном фильтре посредством наклеивания на пену либо дополнительного материала пены, либо сетки из тонких пластичных нитей. Во время импрегнирования пастой, малые поры или промежуточные пространства в области боковых сторон становятся и остаются заполненными пастой, формируя при этом замкнутый слой при обжиге. В обоих вариантах осуществления, полученное покрытие является толстым, тем самым уменьшая полезный объем фильтра, а также увеличивая его теплоемкость.
Целью настоящего изобретения является создание улучшенного способа получения вспененных фильтров и улучшенные фильтры, изготовленные таким путем. В частности, одной из целей настоящего изобретения является создание способа и фильтров, которые дают одно или несколько из следующих преимуществ:
(i) более простой способ изготовления;
(ii) более низкую стоимость изготовления;
(iii) фильтры с пониженной хрупкостью;
(iv) фильтры с увеличенной пористостью (и, следовательно, увеличение скорости потока и емкости);
(v) фильтры с большей прочностью приманипуляциях;
(vi) более простую установку фильтров;
(vii) автоматизированные (роботизированные) манипуляции с фильтрами.
В соответствии с первым аспектом настоящего изобретения предусматривают способ получения огнеупорного вспененного фильтрас боковыми сторонами с закрытой поверхностью, включающий:
получение сетчатой вспененной подложки, имеющей, по меньшей мере, одну первую поверхность для формирования наружной боковой стороны фильтра и две противоположных вторых поверхности для формирования наружных сторон фильтра, через которые проходят потоки;
нанесение жидкости, содержащей компонент органического покрытия, на первую поверхность;
отверждение компонента органического покрытия с формированием предшественника фильтра, имеющего сплошное покрытие, способное улетучиваться, на первой поверхности;
импрегнирование предшественника фильтра суспензией, содержащей частицы огнеупорного материала, связующее вещество и жидкий носитель; и
сушку и обжиг импрегнированного промежуточного продукта фильтра с формированием фильтра, имеющего боковые стороны с закрытой поверхностью.
Фильтр, имеющий боковые стороны с закрытой поверхностью, представляет собой фильтр, в котором поры в боковых сторонах (то есть периферийная поверхность или стороны) фильтра являются замкнутыми, то есть блокированными. Фильтры, описанные в US 4568595 и US 4331621, представляют собой примеры фильтров, имеющих боковые стороны с закрытой поверхностью. Термин "боковые стороны" обычно используется специалистами в данной области для упоминания периферийных поверхностей/сторон фильтра.
Жидкость должна быть нанесена на вспененную подложку для получения сплошного покрытия, способного улетучиваться, на первой поверхности (поверхностях) предшественникафильтра, так что после импрегнирования суспензией и обжига, полученный фильтр имеет сплошные боковые стороны с закрытой поверхностью. Понятно, что могут существовать небольшие разрывы в покрытии, способном улетучиваться, возникающие из-за способа нанесения и отверждения органического покрытия. Малые разрывы в боковых сторонах с закрытой поверхностью могут также возникать в результате каких-либо дефектов в слое покрытия, которое способно улетучиваться, и при последующем улетучивании компонента органического покрытия при обжиге фильтра. Такие разрывы могут составлять не более чем 5% площади первых поверхностей, на которые наносят покрытия.
Суспензия прилипает на обе стороны покрытия, способного улетучиваться, а также к вспененной подложке, так что когда его обжигают, покрытие, способное улетучиваться, и вспененная подложка улетучиваются с получением цельного фильтра,имеющего боковые стороны с закрытой поверхностью. Под цельным подразумевается, что невозможно отличить конец нити от начала покрытия. Будет понятно, что цельные боковые стороны с закрытой поверхностью отличаются от защитного покрытия, которое получают посредством нанесения суспензии на фильтр, который уже обожжен, такой как в патенте США № 4568595, обсуждаемом выше. В этих случаях будет присутствовать видимая граница между нитями фильтра и боковыми сторонами с закрытой поверхностью.
Настоящее изобретение также заключается в огнеупорном вспененном фильтре для фильтрования расплавленного металла, который может быть получен способом по первому аспекту, причем фильтр содержит трехмерную сетку из нитей огнеупорного материала и имеет, по меньшей мере, одну наружную боковую сторону и две противоположные наружные стороны, через которые проходит поток, при этом, по меньшей мере, одна боковая наружная сторона представляет собой цельную боковую сторону с закрытой поверхностью.
Способ по настоящему изобретению делает возможной защиту боковых сторон фильтра без отягощения внутреннего пространства фильтра ненужным огнеупорным материалом. Соответственно, эту особенность можно использовать для получения фильтров, которые имеют либо более низкую масс/плотность, либо более высокую пористость по сравнению с обычными фильтрами, в то же время сохраняя или улучшая свойства (такие как прочность или хрупкость боковых сторон) обычного фильтра.
В соответствии со вторым аспектом настоящего изобретения предусматривают огнеупорный вспененный фильтр, который может быть получен способом по первому аспекту, причем фильтр содержит трехмерную решетку/сеть нитей огнеупорного материала и имеет, по меньшей мере, одну наружную боковую сторону и две противоположные наружные стороны, через которые проходит поток, по меньшей мере, одна наружная боковая сторона представляет собой цельную боковую сторону с закрытой поверхностью, и фильтр отличается тем, что цельная боковая сторона с закрытой поверхностью имеет толщину меньше чем 1 мм.
В соответствии с третьим аспектом настоящего изобретения предусматривают огнеупорный вспененный фильтр, который может быть получен способом по первому аспекту, причем фильтр содержит трехмерную решетку/сеть нитей огнеупорного материала и имеет, по меньшей мере, одну наружную боковую сторону и две противоположные наружные стороны, через которые проходит поток, по меньшей мере, одна наружная боковая сторона представляет собой цельную боковую сторону с закрытой поверхностью, фильтр отличается тем, что цельная боковая сторона с закрытой поверхностью содержит полости.
В определенных вариантах осуществления полости имеют длину в направлении, параллельном наружной боковой стороне, значительно большую, чем их ширина в направлении, перпендикулярном наружной боковой стороне.
В конкретном ряде вариантов осуществления боковая сторона с закрытой поверхностью имеет толщину меньше чем 0,7 мм, меньше чем 0,5 мм, меньше чем 0,45 мм, меньше чем 0,4 мм, меньше чем 0,35 мм или меньше чем 0,3 мм. В другом ряде вариантов осуществления боковая сторона с закрытой поверхностью имеет толщину, по меньшей мере, 0,15 мм, по меньшей мере, 0,25 мм, по меньшей мере, 0,35 мм, по меньшей мере, 0,45 мм, по меньшей мере, 0,55 мм, по меньшей мере, 0,65 мм, по меньшей мере, 0,75 мм, по меньшей мере, 0,85 мм или, по меньшей мере, 0,95 мм.
Понятно, что будет существовать разброс по толщине боковых сторон с закрытой поверхностью. Как упоминается в настоящем документе, толщина определяется, как правило, на половине расстояния между соседними поверхностными узлами фильтра. Узел определяется как точка в нерегулярной сети нитей, где пересекаются две или более нитей. Толщина может быть определена посредством ссылок на множество таких измерений между различными парами поверхностных узлов.
Толщина боковой стороны с закрытой поверхностью может сравниваться с толщиной нитей фильтра. В одном из вариантов осуществления, отношение толщины боковой стороны с закрытой поверхностью к толщине нитей составляет от 0,5 до 2:1, или от 0,75 до 1,75:1, или от 1 до 1,5:1.
В одном из вариантов осуществления фильтр по настоящему изобретению имеет уменьшение плотности, по меньшей мере, 10% по сравнению с аналогичным обычным фильтром. В другом варианте осуществления это уменьшение составляет, по меньшей мере, 15%, по меньшей мере, 18% или, по меньшей мере, 20%.
Тепловые и физические свойства, по которым сравнивают фильтры, предназначены для оценки пригодности фильтров для использования. Фильтры должны быть способны противостоять тепловому удару при нагревании до высоких температур, физически выдерживать механический удар от воздействия расплавленного металла, делать возможным прохождение достаточного количества расплавленного металла через фильтр (то есть обеспечивать подготовку и емкость фильтра) и иметь прочность, достаточную для того, чтобы выдерживать манипуляции и транспортировку. Исследования, разработанные для измерения этих свойств, включают исследования хрупкости, скорости протекания воздуха и/или воды, механической прочности и соударения с расплавленным металлом (как описано в настоящем документе).
Как используется в настоящем документе, огнеупорный вспененный фильтр представляет собой фильтр, способный выдерживать повышенные температуры (например, выше 500°C или даже выше 1500°C, в случае фильтров для расплавленной стали), имеющий нерегулярную сеть или решетку из взаимосвязанных нитей, которые определяют взаимосвязанные поры или пустоты между ними, так что существует множество извилистых путей сквозь фильтр. Такие вспененные фильтры удобно формировать (но не обязательно) с использованием сетчатой вспененной подложки, например как определено в способе по настоящему изобретению.
Сетчатая вспененная подложка может представлять собой полимерную пену, такую как полиэфирная, полиуретановая (включая простой полиэфир-полиуретан и сложный полиэфир-полиуретан) или целлюлозная пена. Сетчатая вспененная подложка служит в качестве шаблона для получаемого фильтра так, что ее пористость дает индикацию пористости получаемого фильтра. Пористость может определяться в терминах количества пор и объемного процента пустот (пор) в подложке. Пористость вспененного фильтра обычно указывают в терминах количества пор на погонный дюйм (ppi), и для металлургических применений пористость обычно находится в пределах от 5 ppi до 60 ppi (2-24 поры на погонный мм), как правило от 10 ppi до 30 ppi (5-12 пор на погонный мм) для большинства литейных применений. На самом деле в литейной промышленности, упоминание величины ppi фильтра, строго говоря, представляет собой упоминание величины ppi вспененной подложки, из которой его получают. Сетчатая вспененная подложка по настоящему изобретению может иметь пористость от 5 ppi до 60 ppi (2-24 поры на погонный мм), как правило от 10 до 40 ppi (4-16 пор на погонный мм) или от 10 до 30 ppi (4-12 пор на погонный мм).
Поры в фильтре не являются однородными по размерам (из-за структуры вспененнной подложки), и, кроме того, размер пор зависит от способа и уровня импрегнирования пены. Например, средний размер пор для пены с 10 ppi (4 поры на погонный мм), как правило, находится в пределах от 4800 до 5200 микрон, в то время как готовый фильтр, полученный из этой пены, будет иметь средний размер пор порядка от 1200 до 1500 микрон. Подобным же образом, для 30 ppi (12 пор на погонный мм), вспененная подложка имеет средний размер пор порядка от 2800 до 3200 микрон, в то время как средний размер пор фильтра составляет 650-900 микрон. Средняя пористость вспененного фильтра в терминах объема, как правило, находится в области от 75% до 90%.
Форма сетчатой вспененной подложки не является критичной и будет, как правило, зависеть от предполагаемого применения готового фильтра. Обычно, сетчатая вспененная подложка будет иметь круговое, квадратное или прямоугольное поперечное сечение. Сетчатая вспененная подложка, имеющая круговое поперечное сечение, будет иметь только одну первую поверхность, в то время как сетчатая вспененная подложка, имеющая квадратное или прямоугольное поперечное сечение, будет иметь четыре первых поверхности.
Жидкость может быть нанесена на одну или несколько первых поверхностей сетчатой вспененной подложки. Обычно органическую жидкость будут наносить на все первые поверхности сетчатой вспененной подложки.
Жидкость может быть нанесена посредством распыления. Альтернативно, жидкость может быть нанесена с использованием валиков или кисти или посредством погружения боковой стороны фильтра в массу жидкости.
Физические свойства жидкости будут отчасти определяться способом нанесения. Когда используют валики, кисти или погружение, содержание твердых продуктов и вязкость должны устанавливаться так, чтобы получить достаточную липкость для прилипания к промежуточному продукту и для полного закрывания латеральных пор, что способствует получению покрытия с гладкой поверхностью с минимальным проникновением жидкости во внутреннее пространство промежуточного продукта. Жидкость (содержащая компонент органического покрытия) также должна иметь свойства хорошего и быстрого нанесения сплошного покрытия с тем, чтобы свести к минимуму стекание, и для поддержания регулярного и ровного слоя покрытия.
Нанесение с помощью распыления делает возможным лучший контроль толщины покрытия и по этой причине делает возможным использование минимального количества компонента органического покрытия. Как и для других способов нанесения покрытия, распыление также требует, чтобы жидкость имела хорошие свойства нанесения сплошного покрытия плюс низкую вязкость для облегчения распыления.
Покрытие, способное улетучиваться, может наращиваться посредством нанесения дополнительных количеств жидкости, чтобы обеспечить получение сплошного покрытия. Это может быть необходимо при нанесении жидкости распылением, и может потребоваться несколько нанесений. Общее количество жидкости, которое должно наноситься, будет зависеть от требуемых свойств покрытия, способного улетучиваться, и от способа нанесения жидкости, например от свойств способа распыления.
После нанесения на сетчатую вспененную подложку, компонент органического покрытия можно сушить и отверждать при комнатной температуре. В некоторых вариантах осуществления сушку ускоряют посредством сушки при повышенной температуре, например при 80-140°C. Компонент органического покрытия, когда он отверждается (например, сушится или подвергается поперечной сшивке), образует покрытие, способное улетучиваться, которое является совместимым с последующими стадиями импрегнирования и по возможности выжигается во время обжига (то есть улетучивается), так что оно не присутствует в готовом фильтре. В одном из конкретных вариантов осуществления компонент органического покрытия отверждают с формированием гибкого покрытия, способного улетучиваться. Под "гибким" подразумевается, что покрытие является пластичным и износостойким; что его можно изгибать или перегибать без растрескивания, разрушения или отсоединения от сетчатой пены и что оно возвращается в свою форму и сохраняет ее, когда приложенное давление снимают. Это особенность является особенно важной, если промежуточный продукт фильтра импрегнируют суспензией с использованием способа, который требует сжатия (выжимания) для удаления избытка суспензии.
Жидкость может представлять собой сам компонент органического покрытия, или же жидкость может содержать компонент органического покрытия вместе с другими компонентами, такими как растворители, агенты для поперечной сшивки и пигменты. В одном из вариантов осуществления жидкость является неводной.
Отверждение компонента органического покрытия для получения покрытия, способного улетучиваться, может осуществляться с помощью простого высыхания жидкости, содержащей компонент органического покрытия (испарения растворителей), при комнатной температуре или посредством приложения тепла и/или потока воздуха, или посредством поперечной сшивки компонента органического покрытия, например, при экспонировании для влажности в атмосфере, или посредством добавления химического ускорителя, или посредством объединения одного или нескольких из этих способов.
Компонент органического покрытия может представлять собой полимерный материал, такой как полиуретан, поливинилхлорид (PVC), сложный полиэфир (PET, PVA), полистирол, смеси двух или более типов полимеров и сополимеров. В одном из вариантов осуществления компонент органического покрытия образует эластомер при сушке. Рассмотренные выше компоненты органического покрытия считаются особенно пригодными для использования, поскольку они, как известно, образуют при сушке износостойкий эластомер.
Компонент органического покрытия может представлять собой, например, систему из одного компонента или двухкомпонентную систему, смешивая незадолго перед нанесением на сетчатую вспененную подложку.
Жидкость может содержать органический растворитель для разбавления компонента органического покрытия. Растворитель не должен отрицательно воздействовать на вспененную подложку, то есть растворять ее, и должен легко испаряться при комнатной температуре. В зависимости от химической природы как подложки, так и покрытия, могут быть пригодными для использования самые разнообразные растворители, их классы включают простые эфиры, такие как тетрагидрофуран (ТГФ) и простой диэтиловый эфир, углеводороды, такие как пентан, циклопентан и ксилол, кетоны, такие как ацетон и метилэтилкетон, сложные эфиры, такие как этилацетат, и фторированные/хлорированные углеводороды. В конкретном варианте осуществления, жидкость содержит растворитель, выбранный из ацетона, ТГФ, этилацетата, ксилола и их смесей.
В определенном варианте осуществления компонент органического покрытия представляет собой однокомпонентный полиуретан, отверждаемый под действием влажности, разбавляемый до необходимой вязкости с помощью смеси растворителей кетон/простой эфир.
Жидкость может содержать пигмент для ее окрашивания. Это дает полезный индикатор количества жидкости, которую наносят на первую поверхность (поверхности), и помогает убедиться, что поверхность покрывается полностью.
Огнеупорный материал может быть выбран из диоксида циркония, циркона, диоксида кремния, оксида алюминия (включая коричневый коллоидный оксид алюминия), талька, слюды, оксида титана, карбида кремния, карбида циркония, карбида титана, карбида кальция, карбида алюминия, нитрида кремния, нитрида алюминия, оксида никеля, оксида хрома, оксида магния, муллита, графита, антрацита, кокса, активированного угля, графита - оксида магния, графита - оксида алюминия, графита - диоксида циркония, борида циркония, борида кальция, борида титана, фритта (измельченного стекла) и смеси, содержащей два или более из них.
Частицы используемого огнеупорного материала могут представлять собой, например, порошки, мелкодисперсные частицы, гранулы, волокнистые материалы или микросферы (полые и/или сплошные). В одном из вариантов осуществления волокнистые материалы составляют до 5% от используемого огнеупорного материала. Такая малая добавка волокнистого материала, как известно, улучшает механическую прочность и тепловую стойкость фильтра.
Малые добавки других материалов могут быть добавлены к суспензии для модификации механических и тепловых свойств полученного фильтра. В одном из вариантов осуществления присутствуют другие материалы, такие как порошки металлов и порошки сплавов металлов, в количестве, эквивалентном до 5% масс. огнеупорного материала. Пригодные для использования материалы включают сталь, железо, бронзу, кремний, магний, алюминий, бор.
Связующее может представлять собой любое обычное связующее, используемое при изготовлении огнеупорных вспененных фильтров. Связующее вещество может представлять собой неорганическое связующее, такое как силикатное стекло (например, боросиликат, алюмосиликат, силикат магния) или фосфатное стекло, или источник, богатый углеродом, выбранный из одного или нескольких из следующих классов материалов: смолы, гудрона и органических полимеров, которые деградируют с образованием углерода при пиролизе в неокисляющей атмосфере.
Специалист в данной области сможет выбрать соответствующий огнеупорный материал или смесь огнеупорных материалов в соответствии с конкретными механическими и тепловыми требованиями к фильтру. Например, оксид алюминия, связанный со стеклом, и смеси оксид алюминия/графит регулярно используют для фильтрования сплавов алюминия, смеси алюминия, связанного со стеклом, и карбида кремния регулярно используют для фильтрования железа, и диоксид циркония, связанный со стеклом, используют для фильтрования стали, в то время как смеси оксида алюминия, связанного с углеродом, и графита используют для фильтрования как железа, так и для стали.
Жидкий носитель в суспензии может представлять собой любой пригодный для использования жидкий разбавитель, например воду, метанол, этанол или петролейный эфир. Однако обычно используют воду, поскольку она дает суспензии, имеющие хорошие свойства покрытий, и является безопасной для окружающей среды.
Другие материалы можно также добавлять к суспензии огнеупорных материалов для модификации ее реологических свойств. Использование таких материалов при получении фильтров хорошо известно в данной области, и они включают вспомогательные вещества для суспензии, такие как глины, противоспенивающие агенты, такие как жидкости на основе силикона, полимерные стабилизаторы и дисперсанты.
Импрегнирование промежуточных продуктов фильтров с помощью огнеупорных суспензий хорошо известно в данной области, и оно может осуществляться посредством погружения промежуточного продукта в суспензию и/или посредством нанесения валиком суспензии на промежуточный продукт и в него, и/или распыления, удаления любого избытка суспензии посредством сжатия и/или обработки валиком, и/или центрифугирования.
На промежуточный продукт фильтра можно наносить одно или несколько дополнительных покрытий из огнеупорного материала и/или связующего, необязательно, вместе с жидким носителем, и эти дополнительные покрытия могут быть высушены.
Теперь будут описаны, только в качестве примеров, варианты осуществления настоящего изобретения со ссылками на прилагаемые чертежи, в которых:
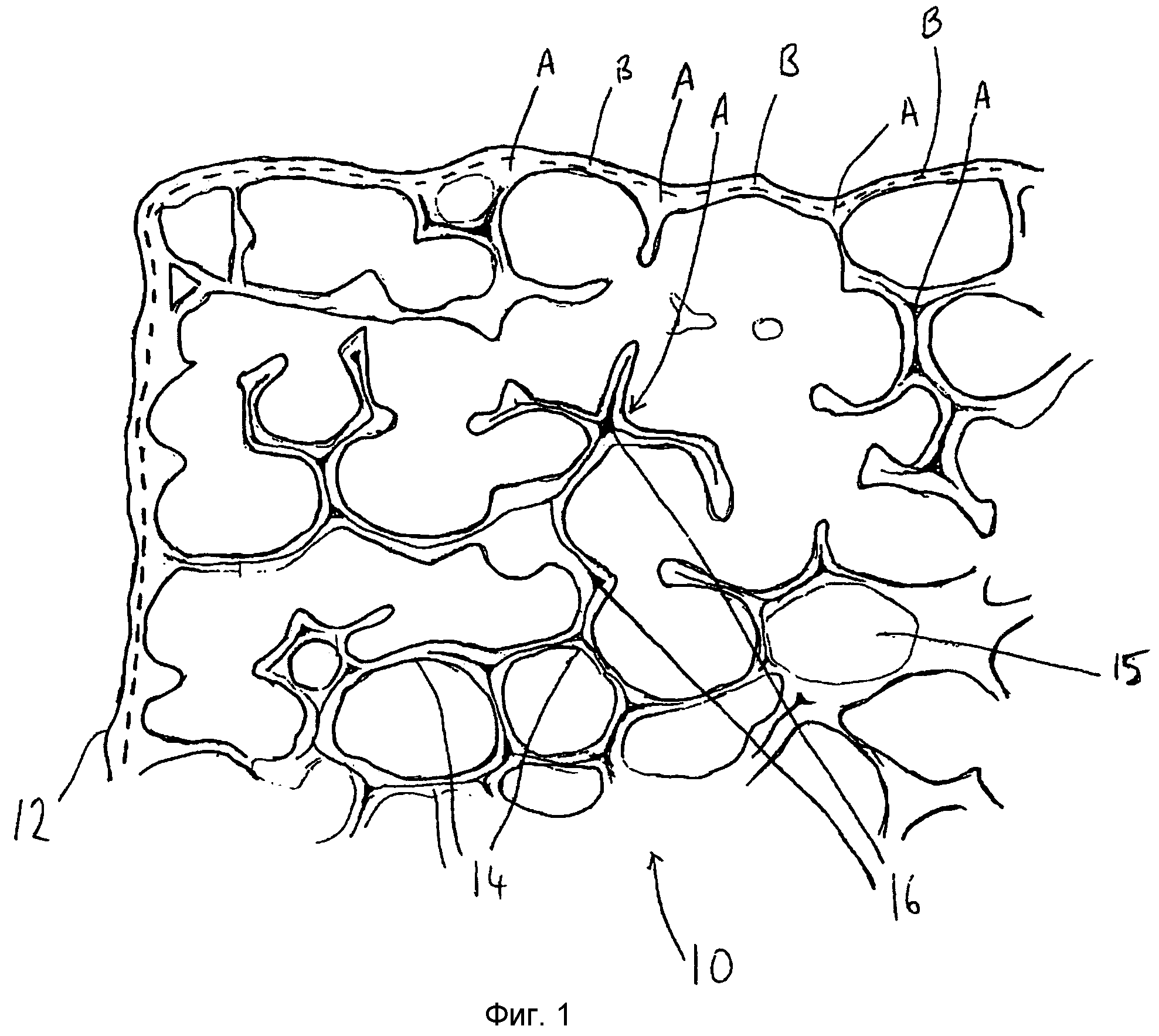
Фиг.1 представляет собой схематическое изображение поперечного сечения по части фильтра в соответствии с одним из вариантов осуществления настоящего изобретения;
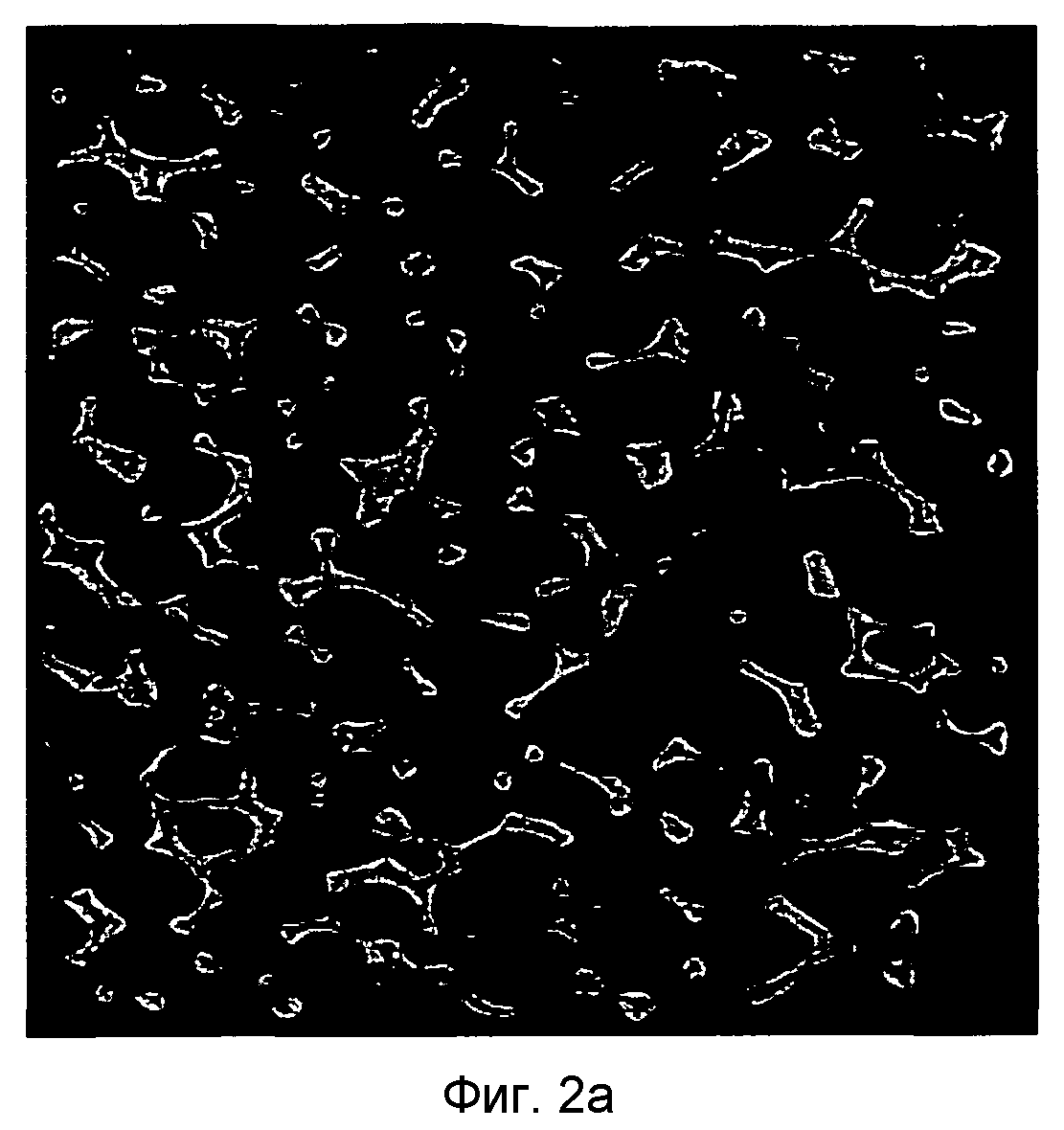
Фиг.2a представляет собой поперечное сечение обычного фильтра, полученное с использованием компьютерной томографической рентгенографии, и Фиг.2b представляет собой негатив того же изображения;
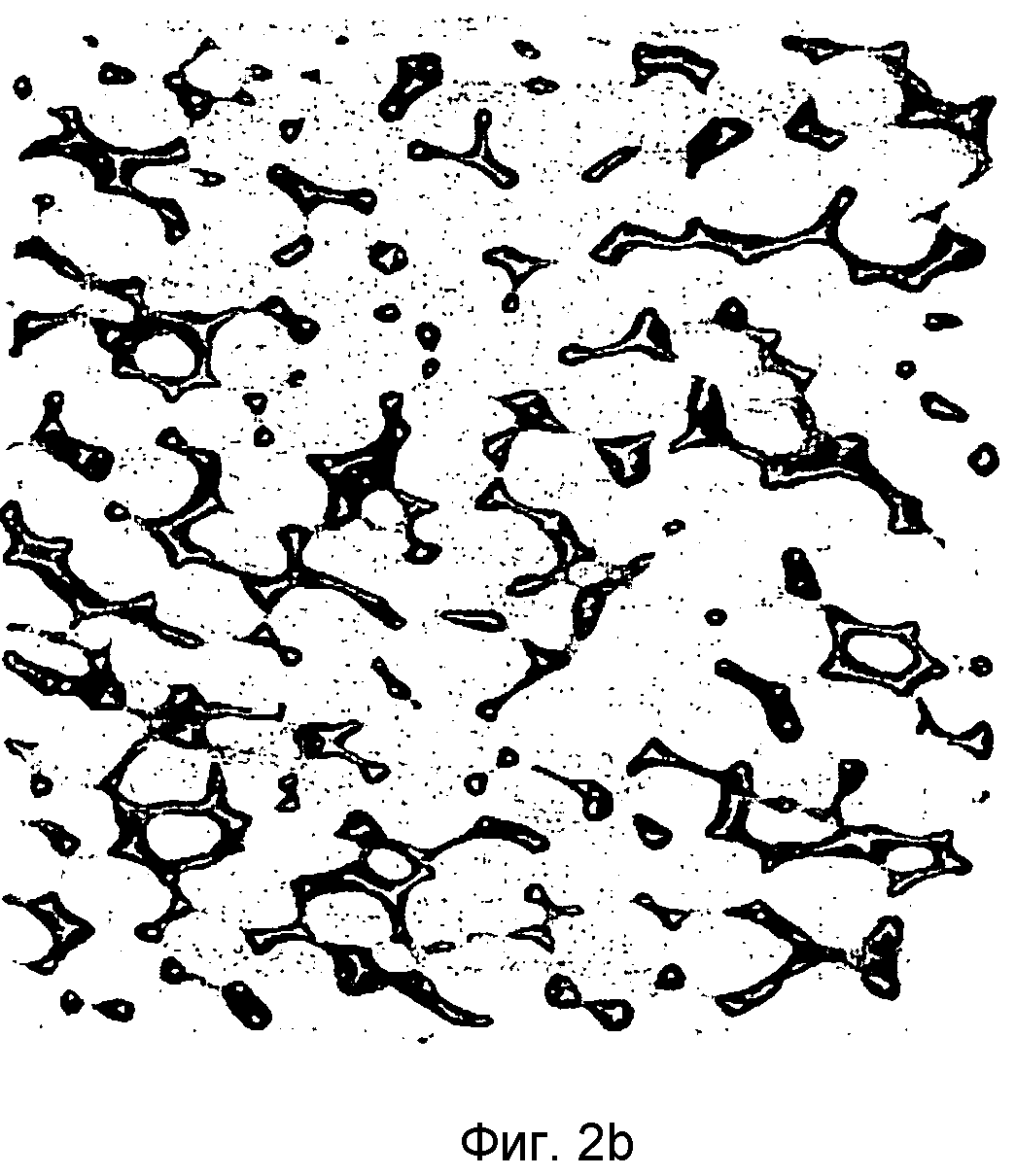
Фиг.3a представляет собой поперечное сечение фильтра в соответствии с одним из вариантов осуществления настоящего изобретения, полученное с использованием компьютерной томографической рентгенографии, и Фиг.3b представляет собой негатив этого же изображения; и
Фиг.4a - Фиг.4d представляют собой изображения, полученные с помощью сканирующего электронного микроскопа фильтра, в соответствии с одним из вариантов осуществления настоящего изобретения.
Фиг.1 представляет собой очень схематичное поперечное сечение части фильтра 10 в соответствии с настоящим изобретением. Фильтр 10 имеет боковую сторону 12 с закрытой поверхностью и содержит нерегулярную сеть нитей 14, окружающих и определяющих поры/пустоты 15. Как боковые стороны с закрытой поверхностью 12, так и нити 14 формируют с помощью суспензии огнеупорного материала. Нити 14 имеют полости 16 из-за выжигания (улетучивания) сетчатой пены во время обжига промежуточного продукта фильтра. Полости также должны присутствовать в боковой стороне 12 с закрытой поверхностью, где до этого присутствовало покрытие, способное улетучиваться. Они должны располагаться вдоль прерывистой линии.
Узел может быть определен в фильтре там, где присутствуют две или более нитей 14.
Некоторые из узлов в фильтре помечены как A. Самая тонкая часть боковой стороны с закрытой поверхностью 12 представляет собой среднюю точку между двумя поверхностными узлами. Примеры средней точки отмечены как B. Можно увидеть, что самая тонкая точка боковой стороны 12 с закрытой поверхностью является сравнимой по толщине с нитями 14.
Методология
Получение стандартного вспененного фильтра из карбида кремния
Кусок сетчатой полиуретановой пены, имеющей квадратное поперечное сечение, импрегнируют огнеупорной суспензией с использованием сочетания валиков и распыления до тех пор, пока не будет получена желаемая масса. Суспензия содержит приблизительно 60% карбида кремния, 15% оксида алюминия, 5% диоксида кремния, 10% модификаторов реологии (противовспенивающих агентов, дисперсантов, стабилизаторов, связующих веществ и тому подобного) и 5-10% воды. Добавляемое количество воды регулируют так, чтобы получить требуемую вязкость суспензии.
Затем импрегнированный кусок пены сушат в печи при 150°C перед обжигом. Обжиг осуществляют в туннельной (непрерывной) печи для обжига, температура не превышает максимум 1200°C в самой горячей зоне в печи для обжига.
Получение вспененного фильтра из карбида кремния с боковыми сторонами с закрытой поверхностью
На кусок полиуретановой пены, имеющей квадратное поперечное сечение, наносят с помощью распыления покрытие на четырех его латеральных сторонах (на боковых сторонах) из жидкости, содержащей один не дающий провисания компонент, адгезив на основе полиуретана, отверждаемого под действием влажности, разбавленного смесью растворителей кетон/простой эфир до раствора с 15% сухих твердых продуктов, и окрашенной посредством добавления 5% совместимого пигмента. Жидкость наносят с использованием пистолетного распылителя стандартного типа с баллончиком высокого давления, с давлением атомизации (воздуха) 5 бар, и с давлением подачи жидкости 2 бар. Наносят несколько слоев на боковые стороны до тех пор, пока слой жидкого покрытия на куске пены не станет сплошным. Затем кусок пены с нанесенным на боковые стороны покрытием оставляют сохнуть при комнатной температуре.
Кусок пены с нанесенным на боковые стороны покрытием используют для получения вспененного фильтра с использованием такого же способа, который описан выше по отношению к стандартному вспененному фильтру, за исключением того, что когда получают фильтры по настоящему изобретению, используют более низкую долю нанесения суспензии. Количество нанесенной суспензии (нанесенную долю) уменьшают посредством понижения вязкости и содержания твердых продуктов суспензии посредством разбавления и/или посредством регулировки отношения нанесения с помощью валика:распыления до тех пор, пока не будет достигнута желаемая масса, в то же время поддерживая однородность покрытия пены. После нанесения суспензии, кусок пены с покрытием импрегнированными боковыми сторонами сушат, а затем обжигают таким же способом, как и стандартный вспененный фильтр.
Оценка фильтров
Следующие далее измерения используют для оценки свойств фильтров. Понятно, что исследования предназначены для цели сравнения, и поэтому является важным, чтобы для всех фильтров, которые исследуют, использовались одинаковые параметры.
Средняя масса
Измеряют массу заданного количества образцов и вычисляют среднее значение. Как описано ранее, существует компромисс между использованием достаточного количества суспензии для обеспечения достаточной прочности и предоставления возможности для хорошей подготовки и эффективностью фильтрования. Как правило, фильтр с более низкой массой будет предпочтительным постольку, поскольку фильтр является достаточно стойким при использовании.
Исследование скорости потока воды (емкости)
Устройство для исследования скорости потока воды представляет собой изготовленное в лаборатории устройство, в котором вода циркулирует и проходит через вертикальную стальную трубу, в нижней части которой герметично устанавливают фильтр перпендикулярно потоку, так что вода протекает вниз через лицевую сторону и сквозь фильтр. Устройство устроено так, что диаметр области лицевой стороны фильтра, экспонируемой для воды, составляет 40 мм, для всех исследуемых фильтров. Высота (столб) воды над фильтром составляет 125 мм, и измеряют среднюю скорость потока воды через фильтр. Исследование используют для сравнения ожидаемых относительных скоростей потока (емкости) различных фильтров для того, чтобы получить индикацию того, как фильтры будут работать с расплавленным металлом. Приведенные величины представляют собой средние значения результатов исследования для ряда фильтров.
Исследование перепада давления (емкость и подготовка)
Исследование перепада давления представляет собой стандартное исследование для фильтров, в которых перепад давления воздуха на фильтре определяют посредством использования манометра. Фильтр герметизируют в стержневом знаке внутри устройства для исследований, с которым соединен насос с постоянной скоростью воздуха. Входной клапан используют для изменения потока воздуха, и измеритель потока соединен с выходным краем для регистрации скорости потока через устройство. Манометр соединен с устройством на одной стороне образца, и он измеряет перепад давления воздуха, проходящего через фильтр. Устройство устроено так, что площадь поверхности лицевой стороны фильтра, экспонируемой для воздуха, изменяется в соответствии с размером фильтра, когда протекает воздух. Для фильтров 50 мм ×50 мм, 75 мм ×75 мм и 100 мм ×100 мм экспонируемые площади и скорости потока составляют 2025 мм2, 4096 мм2, 6400 мм2 и 40 м3/час, 57 м3/час, 100 м3/час соответственно. Подобно исследованию скорости потока воды, исследование перепада давления используют для целей сравнения, для индикации относительных характеристик потока через фильтр. Предполагается, что, в целом, чем меньше перепад давления, тем легче для металла подготовить фильтр и проходить через него. Приведенные значения представляют собой средние значения результатов от исследования ряда фильтров.
Измерение хрупкости
Используют два способа измерения хрупкости фильтров.
В первом, измеряют массу фрагментов фильтра, которые отламываются от фильтра во время стадии автоматизированной упаковки промышленной установки для изготовления фильтров. Картонную упаковку фильтров открывают и удаляют каждый фильтр. Любые отломанные отдельные фрагменты отделяют от фильтров и собирают вместе с любыми фрагментами, остающимися в коробке и упаковке. После этого величину хрупкости получают как общую массу отделившихся фрагментов, как процент от общей массы фильтров.
Альтернативное и более строгое исследование включает размещение шести фильтров в металлическом поддоне диаметром 200 мм с крышкой, а затем его фиксацию на стандартном шейкере для сит. Включают вибрирующую основу (установка скорости номер 3), и металлическая банка вращается в течение 3 минут. Через три минуты фильтры удаляют из поддона и отделяют любые отдельные фрагменты. Затем фильтры возвращают в поддон и возобновляют вибрацию в течение дополнительного периода в 3 минуты. Затем поддон удаляют и величину хрупкости вычисляют, как описано выше, посредством отделения и взвешивания общей массы отдельных фрагментов фильтра.
Исследование прямого соударения (измерение механической прочности)
Фильтры исследуют с помощью расплавленного железа с использованием исследования прямого соударения, при котором 50 кг серого чугуна при заданной температуре выливают из стопорного ковша, соединенного снизу с 450-мм литником, на лицевую сторону фильтра, опирающегося на двух противоположных сторонах стержневого знака, изготовленного из песка, связанного смолой. Исследование дает меру механической прочности фильтра по начальному импульсу металла, стойкости к тепловому удару, механической прочности при повышенной температуре и стойкости к эрозии. Температуру для исследований могут изменять в соответствии с толщиной фильтра, который исследуют, и необходимой жесткости условий исследования, например температура 1530°C представляет собой более жесткий тест для рабочих характеристик фильтра, чем использование металла при 1480°C. После исследования (и охлаждения) фильтр осматривают, и он засчитывается как не прошедший испытание, если он имеет сквозное отверстие. Для каждого образца исследуют максимальное количество из пяти фильтров и результат оценивают как "прохождение исследования", если его проходят, по меньшей мере, четыре фильтра (пятый фильтр не исследуют, если проходят первые четыре). В дополнение к этому, фильтр исследуют, чтобы увидеть уровень эрозии и определить, имеются ли в фильтре какие-либо трещины.
Исследование прочности на раздавливание в холодном состоянии
Прочность на раздавливание в холодном состоянии фильтров измеряют с использованием тестера для исследования прочности при сжатии Hounsfield. Исследуемый образец помещают центрированно на опору для исследования, и плунжер известного диаметра перемещают вниз по направлению к образцу при постоянной скорости 50 мм в минуту, пока образец не разламывается. Приведенные значения представляют собой средние значения результатов от исследования ряда фильтров.
Сравнительный пример 1 - Стандартный вспененный фильтр из карбида кремния
Фильтры, имеющие размеры 50 мм ×50 мм ×22 мм, получают из кусков сетчатой полиуретановой пены 10 ppi (4 поры на погонный мм), имеющей соответствующие размеры, с использованием способа, описанного выше.
Фиг.2a представляет собой поперечное сечение всего фильтра из Сравнительного примера 1, который имеет размеры 50 мм ×50 мм ×22 мм. Нерегулярное расположение огнеупорных нитей можно ясно увидеть как светлые области на темном фоне. Огнеупорные нити содержат полости, где сетчатую пену выжигают во время обжига. Они видны как темные области в светлых нитях. Для ясности, негатив этого изображения показан на Фиг.2b, на которой нити огнеупорного материала показаны как темные области.
Пример 1 - Вспененный фильтр из карбида кремния с покрытием на боковых сторонах с закрытой поверхностью
Фильтр, имеющий боковые стороны с закрытой поверхностью, имеющий размеры 50 мм ×50 мм ×22 мм, получают из кусков сетчатой полиуретановой пены, 10 ppi (4 поры на погонный мм), имеющей соответствующие размеры (как описано выше). Доля нанесения суспензии уменьшена по сравнению со Сравнительным примером 1.
Фиг.3a представляет собой поперечное сечение всего фильтра из Примера 1, который имеет размеры 50 мм ×50 мм ×22 мм. Нерегулярную сеть нитей из огнеупорного материала можно ясно увидеть вместе со сплошной боковой стороной с закрытой поверхностью. Фильтр, имеющий боковые стороны с закрытой поверхностью, виден как светлые области, а поры/пустоты - как темные области. Покрытие и нити имеют сходную толщину, то есть отношение диаметра покрытия боковых сторон к диаметру нитей составляет приблизительно 1:1. Для ясности, негатив этого изображения показан на Фиг.3b, на которой огнеупорный материал показан как темные области.
Фиг.4a представляет собой изображение, сделанное с помощью сканирующего электронного микроскопа (SEM), угловой части фильтра из Примера 1, а фигуры 4b, 4c, и 4d представляют собой увеличенные изображения этой же части. В каждом случае линия представляет собой 1 мм. Толщина боковой стороны с закрытой поверхностью изменяется от максимума примерно 1 мм в узлах до менее чем 0,5 мм в средней точке между узлами. Боковая сторона с закрытой поверхностью имеет толщину, сравнимую с нитями, а в некоторых точках, она значительно тоньше, чем нити. Боковая сторона с закрытой поверхностью содержит полости, поскольку способное улетучиваться органическое покрытие выжигают во время обжига. Видно несколько длинных узких полостей, которые показывают, где располагалось покрытие, способное улетучиваться, до обжига. Они обозначены с помощью стрелок на каждой из фигур b, c и d. Поскольку покрытие, способное улетучиваться, было сплошным, можно было бы ожидать, что возникнет одна сплошная полость вместо отдельных полостей. Авторы считают, что многочисленные полости возникают в результате того, что огнеупорная композиция высушенной суспензии отверждается, но остается текучей средой, в то время когда покрытие улетучивается и, таким образом, может перемещаться, заполняя зазоры, когда они возникают.
Результаты
Механические, физические и термомеханические свойства фильтров из Сравнительного примера 1 и Примера 1 показаны ниже.
Средняя масса фильтра
Средняя масса (и плотность) для фильтра по настоящему изобретению (Пример 1) на 18,5% ниже, чем средняя масса фильтра, известного из литературы (Сравнительный пример 1), с открытыми боковыми сторонами.
Исследование скорости потока воды (емкости)
Скорость потока воды из Примера 1 приблизительно на 11% больше, чем для Сравнительного примера 1, это показывает, что фильтр будет иметь более высокую скорость потока металла и емкость при использовании. Пример 1 имеет более низкий уровень импрегнирования суспензией, чем Сравнительный пример 1, и, следовательно, более низкую массу фильтра, что приводит к получению фильтра с большей пористостью (с более тонкими нитями и меньшим количеством блокированных пор).
Измерение хрупкости
Хрупкость измеряют с использованием первого исследования, описанного выше (обычная линия упаковки). Измерение показывает, что Пример 1 является менее хрупким, то есть что боковые стороны с закрытой поверхностью защищают концы нитей фильтра и, таким образом, уменьшают количество отламывающихся фрагментов несмотря на тот факт, что нити тоньше (меньшая нагрузка огнеупорного материала) и, таким образом, в целом, слабее, чем в Сравнительном примере 1.
Исследование прямого соударения (измерение механической прочности)
При использовании стандартного исследования, все фильтры из Примера 1 проходят его, не показывая никаких признаков отказа, то есть разрушения. Результаты являются такими же, как для Сравнительного примера 1, и показывают, что несмотря на более низкую массу фильтра (уровень импрегнирования) фильтры, имеющие боковые стороны с закрытой поверхностью, из Примера 1 остаются пригодными для фильтрования расплавленного металла.
Соответственно, фильтр, имеющий боковые стороны с закрытой поверхностью, обеспечивает преимущество по сравнению с фильтром, известным из литературы. Боковые стороны фильтра защищены без необходимости в надстройке внутренней части фильтра, и, действительно, уровень импрегнирования внутренней части фильтра может быть понижен. Как следствие этого, скорость потока и емкость фильтра могут быть увеличены, и в некоторых случаях будет возможным получение фильтра с меньшими размерами пор, при сохранении, в то же время, скорости потока и емкости стандартного вспененного фильтра с большими размерами пор. Это означает, что эффективность фильтрования может быть увеличена без отрицательного воздействия на общий процесс литья (заполнение формы).
Сравнительные примеры 2 и 3 и Примеры 2 и 3
Обычные фильтры и фильтры, имеющие боковые стороны с закрытой поверхностью, имеющие размеры 50 мм ×50 мм ×15 мм, получают из кусков полиуретановой пены. Сравнительный пример 2 и Пример 2 получают из кусков с 20 ppi (8 пор на погонный мм), и Сравнительный пример 3 и Пример 3 получают из кусков с 30 ppi (12 пор на погонный мм). Свойства фильтров представлены ниже.
Как ожидалось, фильтры с 20 ppi (8 пор на погонный мм) имеют более высокую скорость потока воды, чем фильтры с 30 ppi (12 пор на погонный мм), из-за большего размера пор. Пример 3 имеет размер пор 30 ppi (12 пор на погонный мм) и кроме этого имеет сравнимую скорость потока воды с обычным фильтром с 20 ppi (8 пор на погонный мм) (Сравнительный пример 2).
Фильтры Примера 2 и Примера 3 проходят исследования прямого соударения при более высокой температуре (следовательно, это более жесткое исследование), чем указано в описании современного коммерческого продукта Сравнительного примера 2 и Сравнительного примера 3. Все вместе, результаты означают, что фильтр Примера 3 мог бы использоваться вместо Сравнительного примера 2, обеспечивая более высокую эффективность фильтрования фильтра с 30 ppi (12 пор на погонный мм) вместе с емкостью, как правило, связываемой с продуктом с более низкими ppi.
Сравнительные примеры 4 и 5 и Примеры 4 и 5
Обычные фильтры и фильтры, имеющие боковые стороны с закрытой поверхностью, имеющие размер 50 мм ×50 мм ×22 мм, получают из кусков полиуретановой пены. Сравнительный пример 4 и Пример 4 получают из кусков с 20 ppi (8 пор на погонный мм) и Сравнительный пример 5 и Пример 5 получают из кусков с 30 ppi (12 пор на погонный мм). Свойства фильтров представлены ниже.
Оба фильтра по настоящему изобретению показывают улучшенную (уменьшенную) хрупкость, несмотря на то что имеют более низкие массы фильтров и прочности разламывания в холодном состоянии, чем обычные фильтры. Они также имеют более высокие скорости потока воды, чем обычные фильтры, это показывает, что они имеют более высокую емкость при использовании, когда фильтруют металл. Пример 5 можно использовать вместо Сравнительного примера 4 для получения более высокой эффективности фильтрования, сохраняя в то же время скорость потока.
Сравнительный пример 6 и Пример 6
Обычные фильтры и фильтры, имеющие боковые стороны с закрытой поверхностью, имеющие размер 75 мм ×75 мм ×22 мм, получают из кусков полиуретановой пены, имеющих пористость 20 ppi (8 пор на погонный мм). Свойства фильтров представлены ниже.
Сравнительные примеры 7 и 8 и Примеры 7 и 8
Обычные фильтры и фильтры, имеющие боковые стороны с закрытой поверхностью, имеющие размер 100 мм ×100 мм ×22 мм, получают из кусков полиуретановой пены.
Сравнительный пример 7 и Пример 7 получают из кусков с 20 ppi (8 пор на погонный мм) и Сравнительный пример 8 и Пример 8 получают из кусков с 30 ppi (12 пор на погонный мм). Свойства фильтров представлены ниже.
Сравнительный пример 9 и Примеры 9A, 9B и 9C
Обычные фильтры и фильтры, имеющие боковые стороны с закрытой поверхностью, имеющие размеры 50 мм ×50 мм ×15 мм, получают из кусков полиуретановой пены, имеющих пористость 20 ppi (8 пор на погонный мм). Используют другую композицию суспензии, по сравнению с предыдущими примерами, содержащую приблизительно 55% карбида кремния, 15% оксида алюминия, 10% диоксида кремния, 10% модификаторов реологии и связующих веществ, 5-10% воды. Количество наносимой суспензии регулируют для получения наборов фильтров, имеющих различные массы. Импрегнированные куски пены сушат, как в предыдущих примерах, однако обжиг фильтров осуществляют в загрузочной печи для обжига, достигая максимум 1150°C в самой высокой точке цикла обжига.
Хрупкость фильтров измеряют с использованием второго способа, и она показана ниже вместе с другими свойствами фильтров.
Результаты показывают, что повышение уровня импрегнирования, а следовательно, и массы фильтра, увеличивает прочность и уменьшает хрупкость фильтров.
Кроме того, Пример 9B имеет массу, сходную со Сравнительным примером 9, однако поскольку он также имеет боковые стороны с закрытой поверхностью, степень импрегнирования массива пены, то есть толщина нитей с покрытием, меньше. По этой причине фильтр будет иметь более высокую емкость и более высокую скорость потока по сравнению со стандартным фильтром, как показывает более низкое значение перепада давления, но без увеличения хрупкости фильтра (боковых сторон).
По сравнению со Сравнительным примером 9, Пример 9C имеет более высокую общую массу фильтра, однако уровень импрегнирования нитей ниже, как показывают данные по перепаду давления. По этой причине, как ожидается, он будет иметь чуть более высокую емкость и скорость потока металла по сравнению с обычным фильтром. В дополнение к этому, в результате значительного улучшения (уменьшения) его хрупкости, Пример 9C будет более стойким к разрушениям и, следовательно, более устойчивым при механических (включая роботизированные) манипуляциях.
Примеры 10, 11 и 12
Фильтры с боковыми сторонами с закрытой поверхностью на основе диоксида циркония получают из кусков полиуретановой пены, имеющих такие же размеры, как те, которые используют для получения Примеров 6 (Пример 10) и 7 (Примеры 11 и 12). Композиция суспензии содержит приблизительно 75% диоксида циркония, 10% оксида магния, 10% модификаторов реологии и связующих веществ и 5-10% воды. Импрегнированные куски пены сушат, как в предыдущих примерах. Фильтры из диоксида циркония обжигают при более высокой температуре, чем предыдущие фильтры из карбида кремния, достигая максимума 1600°C в самой высокой точке цикла обжига, осуществляемого в загрузочной печи для обжига. Результаты показаны ниже.
Примеры 13 и 14 и Сравнительные примеры 13 и 14
Фильтры из карбида кремния с боковыми сторонами с закрытой поверхностью и стандартные фильтры с 20 ppi (12 пор на погонный мм) получают, как описано ранее, и оценивают в форме с горизонтальными перегородками. Для каждого исследования отливают двадцать наборов отливок поворотных кулаков, по две на литьевой ящик, один фильтр на отливку. Изготавливают две различные серии отливок, при этом фильтр большего размера используют для большего/более тяжелого типа отливки. Результаты показаны ниже.
Фильтры, имеющие боковые стороны с закрытой поверхностью, значительно легче, чем соответствующие стандартные фильтры. Кроме того, эти результаты показывают, что фильтры, имеющие боковые стороны с закрытой поверхностью, имеют более высокие скорости потока, что дает уменьшение времени заполнения литьевой формы приблизительно на 6% по сравнению с эквивалентными стандартными фильтрами. Все отливки выглядят удовлетворительно при визуальной инспекции, без заметных (связанных с фильтром) дефектов.
Реферат
Изобретение относится к получению фильтров с боковыми сторонами с закрытой поверхностью, пригодных для фильтрования расплавленного металла, и фильтрам, получаемым с помощью такого способа. Получают подложку из сетчатого вспененного материала, имеющую, по меньшей мере, одну первую поверхность для формирования наружной боковой стороны фильтра и две противоположные вторые поверхности для формирования наружных сторон фильтра, через которые проходит поток. Наносят жидкость, содержащую компонент органического покрытия, на первую поверхность. Осуществляют отверждение компонента органического покрытия с формированием промежуточного продукта фильтра, имеющего покрытие, способное улетучиваться, на первой поверхности. Осуществляют импрегнирование промежуточного продукта фильтра суспензией, содержащей частицы огнеупорного материала, связующее вещество и жидкий носитель. Далее осуществляют сушку и обжиг импрегнированного промежуточного продукта фильтра с формированием фильтра, имеющего боковые стороны с закрытой поверхностью. 2 н. и 9 з.п. ф-лы, 4 ил, 8 табл., 14 пр.
Формула
получение сетчатой вспененной подложки, имеющей, по меньшей мере, одну первую поверхность для формирования наружной боковой стороны фильтра и две противоположные вторые поверхности для формирования наружных сторон фильтра, через которые проходит поток;
нанесение жидкости, содержащей компонент органического покрытия, на первую поверхность;
отверждение компонента органического покрытия с формированием предшественника фильтра, имеющего сплошное покрытие, способное улетучиваться, на первой поверхности;
импрегнирование предшественника фильтра суспензией, содержащей частицы огнеупорного материала, связующее вещество и жидкий носитель; и
сушку и обжиг импрегнированного промежуточного продукта фильтра с формированием фильтра, имеющего боковые стороны с закрытой поверхностью,
где сетчатая вспененная подложка представляет собой полимерную пену или целлюлозную пену,
и где компонент органического покрытия выбран из одного или нескольких компонентов из полиуретана, поливинилхлорида (PVC), сложного полиэфира (PET, PVA) или полистирола и их сополимеров.
Комментарии