Способ и устройство для непрерывной экструзии фильтрующих элементов - RU2171744C1
Код документа: RU2171744C1
Чертежи


Описание
Данное изобретение относится к области переработки экструзией, в частности к способам и устройствам для непрерывной экструзии пористых фильтрующих элементов на основе активированного углеродного материала.
Традиционно используемые экструдеры для полимерных материалов имеют три зоны: 1 зона загрузки с цилиндрической формы сердечником шнека и максимальной глубиной канала или высотой гребня, 2 зона сжатия с сердечником шнека конической формы, при этом глубина канала уменьшается, чем и достигается сжатие перерабатываемого материала, 3 зона дозирования, в которой сердечник шнека имеет цилиндрическую форму, а глубина канала минимальная. Такая конструкция шнека обеспечивает интенсивную пластикацию полимерного материала в зоне сжатия за счет перехода механической энергии в тепло. С другой стороны, смеси для получения пористых фильтрующих элементов на основе активированного углеродного материала содержат настолько мало полимерного связующего, что характерная для обычных шнеков степень сжатия не может быть реализована за счет деформирования полимера. Поэтому попытки использовать стандартные экструзионные машины для производства пористых фильтрующих элементов приводят к значительному разрушению углеродного компонента с образованием переуплотненных структур и заклиниванию смеси.
Способ и конструкция экструзионной машины для производства толстостенных труб или сплошных стержней большого диаметра из полимерных материалов описаны М. Л. Фридманом, "Технология переработки кристаллических полиолефинов", 1977. Основной проблемой формирования однородной структуры изделия является нарушение сплошности материала в процессе усадки при охлаждении с образованием раковин и пор. С целью устранения указанных дефектов обычно используется технологический прием, связанный с приложением к получаемому изделию заданного усилия торможения. Причем усилие торможения передается от получаемого изделия, расположенного на выходе из зоны охлаждения, к расплаву, находящемуся внутри матрицы экструзионной головки и участвующему в формировании структуры изделия. При этом за счет подпитки свежим расплавом происходит компенсация усадки формуемого изделия и обеспечивается необходимая продольная и поперечная однородность внутренней структуры. Однако, традиционные элементы формующего инструмента данной конструкции не позволяют использовать ее для переработки смеси для получения пористых фильтрующих элементов на основе активированного углеродного материала из-за наличия сужающихся каналов перехода от емкости экструдера к экструзионной головке, а также образующихся в месте крепления дорна внутри матрицы экструзионной головки, переуплотняющих и заклинивающих смесь.
В уровне техники известны экструдеры для изготовления стержневых или блочных элементов из связующего полимерного материала и основного материала, в качестве которого используют углеродный материал. По патенту США N 4025262, опубликованному 24.05.1977, известен экструзионный аппарат для изготовления уголь-содержащих стержней из смеси основного материала и связующего, содержащий экструдерный шнек, расположенный внутри емкости с расширением. Подача смеси, содержащей порошкообразный уголь и связующее, осуществляется в емкость с дальнейшим продвижением в экструзионную головку постоянной цилиндрической конфигурации для формирования смеси, освобождаемой в дальнейшем из нее. Кроме того аппарат содержит средства для нагревания емкости и средства, соединенные с шнеком для его движения. Средства управления представлены для ручной или автоматической наладки. Длина подвижной матрицы экструзионной головки может быть изменена средствами управления. Регулирование длины матрицы описано как функция гидравлических прижимных усилий, требуемых чтобы поддерживать подвижное положение матрицы. Также регулирование длины при контакте смеси с поверхностью матрицы головки может осуществляться управлением осевым движением шнека. При конструктивном выполнении шнека с постоянной глубиной и шагом спирального гребня шнека, в случае возникновения задержки или препятствия материала, местное переуплотнение экструдируемого материала приведет к его заклиниванию. Изготовление изделий в описываемом экструдерном аппарате в связи с периодичностью проведения процесса экструзии не позволяет получать изделия с равномерной плотностью по длине. При этом отсутствует возможность управлять условиями формирования структуры изделия из-за неспособности полностью контролировать трение в гидравлических узлах.
Способ и устройство для непрерывного экструдирования твердых пористых изделий, устраняющие препятствующие трудности, описаны в патенте США N 5189092, опубликованном 23.02.1993. Смесь основного материала и порошкообразного полимерного связующего, например 85% активированного угля и 15% полиэтилена, подают в смеситель, после которого однородная смесь поступает в загрузочный бункер, а затем в емкость. Емкость для продвижения смеси содержит обычный спиральный шнек. Затем смесь пропускают через цилиндрическую матрицу, имеющую постоянное сечение меньше сечения внутреннего диаметра емкости. Для создания полых изделий в экструзионной головке предусмотрено наличие дорна, расположенного аксиально сердечнику шнека. В матрице осуществляют нагревание со сжатием, преобразуя смесь в гомогенный материал. Нагревание смеси проводят при температуре, большей температуры плавления связующего, но меньше температуры основного материала с помощью нагревательных элементов. В дальнейшем проводят охлаждение. В результате получают твердый блок, к которому прикладывают обратное давление. Чтобы предотвратить процесс выкрашивания частиц, давление должно точно регулироваться. Особенностью изобретения по патенту N 5189092 является поддержание давления вытеснения в матрице. Экструдер может быть использован стандартного типа для экструдирования пластмасс, но при условии отношения длины к ширине 10:1.
Известен экструзионный аппарат, предназначенный для производства пористых изделий по патенту США N 5249948, опубликованному 05.10.1993. Аппарат состоит из емкости с экструзионным шнеком и удлиненной гладкой экструзионной головки, соединенной с концом емкости. Шнек содержит жесткий сердечник, окруженный спиральным гребнем. В случае производства полых цельных изделий к сердечнику шнека, вдоль его оси, может быть присоединен дорн. Для получения пористых фильтрующих элементов может быть использован экструзионный аппарат стандартной конструкции для традиционного получения пластмасс, при этом имеющий отношение длины к диаметру 10:1 и оборудованный биметаллическим материальным цилиндром для защиты от абразивного воздействия порошка или частиц. Цилиндр сконструирован так, чтобы противостоять высокому давлению. А поперечное сечение экструзионной головки должно быть не на много меньше, чем свободная площадь поперечного сечения шнека (свободная площадь сечения - это площадь или объем загружаемого материала, ограниченная пространством между сердечником шнека и витками гребня шнека, скорректированная на толщину гребня. При использовании активированного угля как активного материала могут возникнуть трудности, связанные с заклиниванием материала, из-за уменьшения площади при перемещении материала от выхода емкости на вход в экструзионную головку. Возникающие проблемы могут быть устранены в случае использования фланца с расширением, связывающего емкость и экструдерную головку. Чтобы обеспечить расширение материала на входе в головку требуется обратное давление, которое прикладывается с помощью тормозного устройства.
При основных достоинствах устройств, предназначенных для непрерывной экструзии фильтрующих элементов по патентам N 5189092 и N 5249948, недостатком является возникновение не контролируемого тормозного осевого усилия, возникающего при движении перерабатываемого материала по длинной экструзионной головке из-за расположения шнека только в холодной зоне, приводящего к невозможности управления плотностью пористой структуры фильтрующих элементов (нагреватели расположены в зоне экструзионной головки). Кроме того, так как гребень короткого шнека имеет постоянную высоту и ширину, на внутренней поверхности фильтрующего элемента происходит образование неоднородности в виде спиральной переуплотненной области с высоким гидравлическим сопротивлением, структура которой формируется в условиях интенсивного перетирания и измельчения частиц угля, контактирующих под большим давлением с передней стенкой гребня шнека.
Наиболее близким аналогом к заявляемым способу и устройству является способ и аппарат, предназначенные для непрерывной экструзии пористых активированных углеродных фильтрующих элементов, сформированных из смеси заранее перемешанного материала: гранулированного или порошкообразного активированного угля и порошкообразного связующего полимерного компонента по патенту США N 5976432, опубликованному 02.11.1999. Экструзионный аппарат содержит бункер с вертикальным шнеком для смеси, которая находится в форме полностью перемешанных компонентов, например порошкообразного полиэтилена и порошкообразного или гранулированного первичного материала, например активированного угля. Бункер сообщается с цилиндрической емкостью. Емкость, имеющая средства подвода и отвода смеси, расположена по продольной оси. Внутри емкости, коаксиально ей по всей длине размещен шнек, снабженный традиционным спиральным гребнем на стержне. Диаметр стержня шнека увеличивается постепенно в направлении нисходящего потока. Конец шнека сужается с резким уменьшением диаметра сердечника. Такое уменьшение диаметра сердечника шнека необходимо для создания области увеличенного объема нагретого материала перед переходом из емкости в экструзионную головку. Спиральный гребень заканчивается в зауженном конце шнека поверхностью, перпендикулярной к продольной оси шнека. Экструзионная головка цилиндрической формы соединена с выходным концом емкости и расположена по продольной оси, смежной с емкостью. Внутри ее размещен дорн, соединенный с зауженным концом шнека. Относительно внешней поверхности экструзионной головки расположена рубашка водяного охлаждения, в которой температура воды должна быть ниже температуры плавления полимерного связующего. За экструзионной головкой может быть размещен охлаждающий туннель. Управление давлением в экструзионной головке осуществляют с помощью устройства контроля, которое обеспечивает устойчивость движению блока от экструзионной головки. Заранее перемешанный материал из активированного угля и связующего компонента, например полиэтилена, подается в бункер при комнатной температуре. Вертикальным шнеком при низких скоростях перемешанный материал перемещается через средство подачи в емкость. Шнеком смесь перемещается по емкости к суженному концу шнека, последовательно нагреваясь. Вследствие такого подогрева связующий компонент размягчается, частично плавится и начинает создавать связки между углеродными гранулами, формируя массу, выходящую из емкости. Увеличивающийся диаметр сердечника шнека сжимает продвигающуюся смесь. Масса поступает в экструзионную головку, частично уплотняется там, формируясь в экструдированный элемент, который в дальнейшем проходит через охлаждающий туннель для окончательного укрепления изделия. При всех достоинствах конструктивного выполнения экструзионного аппарата все таки происходит переуплотнение материала за счет уменьшения спирального канала от зоны загрузки до экструзионной головки. Следствием этого является возникновение условий, провоцирующих заклинивание перемещаемой смеси в витках шнека и образование гидравлически непроницаемых областей в фильтрующих элементах. В дальнейшем, в экструзионной головке при вращении дорна, жестко скрепленного со шнеком, происходит частичное истирание и разрушение поверхности материала, приводящее к возникновению пылевой фракции, заполняющей поры между частицами и способствующей повышению гидравлического сопротивления фильтрующего элемента при использовании.
Существенным недостатком получаемых в соответствии с описанным способом фильтрующих элементов является недостаточный ресурс работы и высокое гидравлическое сопротивление. Связано это с тем, что фильтрующие элементы обладают постоянным по толщине стенки размером пор, которые характеризуются эквивалентным диаметром канала круглого сечения. При этом задерживаемые фильтром частицы загрязнений, имеющие размеры больше, чем эквивалентный диаметр пор, останавливаются на наружной поверхности фильтра, образуя плохо проницаемый слой частиц различного размера. Масса частиц отфильтровываемых загрязнений, которое фильтрующий элемент может остановить при условии сохранения приемлемого для эксплуатации гидравлического сопротивления, количественно отражает ресурс работы фильтра. С другой стороны заданная степень очистки фильтруемой через элемент жидкости определяет минимальный размер отфильтровываемых частиц загрязнений и, соответственно, эквивалентный диаметр пор. При этом стремление к обеспечению однородности свойств пористого материала приводит к неоправданному увеличению гидравлического сопротивления фильтра из-за того, что поры глубинных слоев стенки фильтра, практически не участвующие в процессе отфильтровывания частиц загрязнений, уже остановленных на наружной поверхности фильтра, оказывают избыточное сопротивление протеканию уже очищенной жидкости.
Основная задача заключается в разработке нового способа и устройства для непрерывного экструдирования пористых фильтрующих элементов, выполненных из смеси активированного углеродного волокна, гранулированного активированного угля и полимерного связующего в виде волокон, смеси волокнистых полимеров или смеси волокнистого и порошкообразного полимеров.
Техническим результатом является одновременное повышение ресурса работы и снижение гидравлического сопротивления при сохранении фильтрующих свойств и механической прочности фильтрующих элементов, полученных по заявляемым способу и устройству.
Требуемый технический результат достигается тем, что в способе непрерывной экструзии фильтрующих элементов из активированного углеродного материала и полимерного связующего, включающем смешение компонентов; подачу смеси в твердом состоянии в емкость; перемещение смеси в емкости со скоростью вращения шнека с последовательным нагреванием смеси в емкости выше температуры плавления полимерного связующего; продвижение смеси с выходного конца емкости в экструзионную головку; формирование пористого элемента под действием усилия торможения с последующим охлаждением его ниже температуры плавления, согласно изобретению, при смешение компонентов, проводимом в две стадии, в качестве активированного углеродного материала используют активированные углеродные волокна и гранулированный активированный уголь при соотношении компонентов от 1:100 до 20:100 по массе; перед стадией продвижения смеси с выходного конца емкости в экструзионную головку осуществляют формирование пористой структуры с увеличением плотности по толщине пористой структуры в направлении от периферии к центру структуры в зоне переменного зазора между гребнем шнека и внутренней поверхностью емкости с последующим продвижением сформированной структуры по зазору между дивергентными коническими поверхностями средства, соединяющего выходной конец емкости с экструзионной головкой, с возможностью обеспечения сохранения сформированной структуры в зазоре, а формирование пористого элемента проводят со скоростью вращения дорна экструзионной головки при отношении скорости вращения дорна к скорости вращения шнека 0,001-0,99 (преимущественно 0,001-0,05). Причем на первой стадии смешивают гранулированный активированный уголь и полимерное связующее при интенсивном перемешивании, а на второй стадии вводят активированные углеродные волокна в подготовленную на первой стадии смесь при перемешивании со скоростью, меньшей скорости перемешивания на первой стадии.
При этом используют активированные углеродные волокна с соотношением длины волокна к диаметру волокна от 2 до 100, преимущественно от 5 до 20. А полимерное связующее используют в виде волокон; в виде смеси волокнистых полимеров или в виде смеси порошкообразного и волокнистого полимеров. Причем используют полимерное связующее в виде смеси волокнистых полимеров с температурой плавления одного из них, отличающейся не менее, чем на 10oC от температуры плавления другого или используют полимерное связующее в виде смеси порошкообразного и волокнистого полимеров с температурой плавления порошкообразного полимера ниже температуры плавления волокнистого полимера. Соотношение длины волокна к диаметру волокна полимерного связующего должно быть от 2 до 100, преимущественно от 5 до 20. А в устройстве для непрерывной экструзии фильтрующих элементов, содержащем средство для загрузки смеси; емкость со средством подвода смеси, сообщающуюся со средством для загрузки смеси; шнек, снабженный спиральным гребнем на сердечнике и расположенный коаксиально емкости по всей ее длине; нагреватели емкости; экструзионную головку, соединенную с выходным концом емкости и расположенную по продольной оси, смежной с емкостью и дорн, закрепленный на конце шнека, согласно изобретению, устройство дополнительно содержит средство, соединяющее выходной конец емкости с экструзионной головкой, причем конические переходы средства от емкости к экструзионной головке выполнены со смещением в направлении к экструзионной головке относительно конических переходов от сердечника шнека к дорну, а угол конической поверхности перехода от емкости к экструзионной головке больше угла конической поверхности перехода от сердечника шнека к дорну; спиральный гребень шнека выполнен с постепенным уменьшением ширины гребня в направлении отвода смеси к экструзионной головке, причем шаг передней стенки гребня меньше шага задней стенки, а дорн закреплен на сердечнике шнека с обеспечением возможности свободного вращения относительно шнека. Причем внутренняя поверхность емкости выполнена с поперечным сечением круглой формы или овальной формы, а цилиндрической формы сердечник шнека выполнен постоянного диаметра по всей длине.
Ниже более подробно будет показано на примере конкретной реализации, что предложенная группа изобретений позволяет получить пористые фильтрующие элементы с улучшенными эксплуатационными свойствами.
Сущность группы изобретений поясняется чертежами:
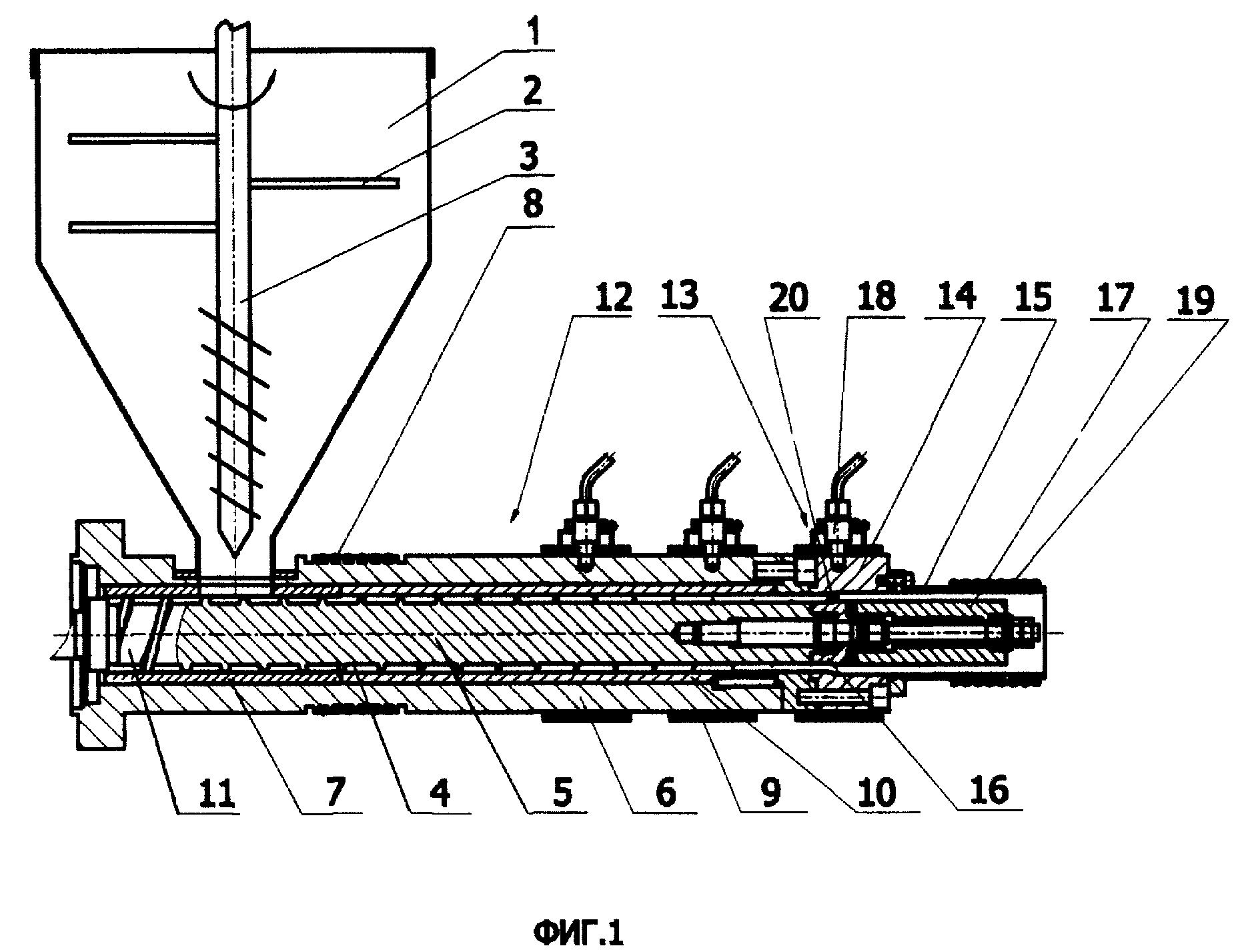
фиг. 1 - продольное сечение устройства непрерывной
экструзии фильтрующих элементов;
фиг. 2 - продольное сечение шнека устройства непрерывной экструзии фильтрующих элементов;
фиг. 3 - продольное сечение средства, соединяющего выходной
конец емкости с экструзионной головкой.
Устройство, предназначенное для непрерывной экструзии пористых фильтрующих элементов из смеси активированных углеродных волокон, гранулированного активированного угля и полимерного связующего в виде волокон; в виде смеси волокнистых полимеров или в виде смеси порошкообразного и волокнистого полимеров, например полипропилена или полиэтилена содержит (фиг. 1) бункер 1, оснащенный ворошилкой 2, предотвращающей образование сводов в сыпучих материалах, и загрузочным шнеком 3, осуществляющим принудительную подачу перерабатываемой смеси в зону загрузки 4 спирального шнека 5, расположенного в емкости 6. Внутренняя поверхность емкости 6 выполнена с поперечным сечением круглой или овальной формы. Для улучшения транспортирующей способности зоны загрузки шнека 5 емкость 6 оснащена гильзой 7 с продольными рифлениями. Емкость 6 в зоне загрузки имеет устройство охлаждения 8, за счет которого предотвращается возможность перегрева и залипания полимерной связки в витках шнека. Позонный нагрев емкости 6 до заданных температур осуществляется с помощью нагревателей 9. С целью снижения степени износа емкость футерована гильзой 10 из износостойкого материала. Шнек 5 (фиг. 1 и 2) имеет постоянный диаметр цилиндрической формы сердечника 11, а нарезка передней и задней стенок гребня шнека выполнена с различными шагами, причем шаг передней стенки гребня Тп меньше шага задней стенки Тз. Поэтому при смешении вдоль оси шнека от зоны загрузки к формующему инструменту на один шаг ширина гребня шнека уменьшается на величину ΔT = Tз- Tп, а ширина винтового канала увеличивается на ту же величину. Таким образом, при постепенном уменьшении ширины гребня, достигается монотонное увеличение объема витка шнека. На выходе из экструдера 12 закреплен формующий инструмент - экструзионная головка 13, которая содержит матрицу 14, калибратор 15, рассекатель 16 и дорн 17. Поддержание температурного режима осуществляется с помощью нагревателя 18. Причем конструкция крепления дорна к шнеку позволяет дорну вращаться со скоростью, отличной от скорости вращения шнека, что предотвращает истирание и разрушение поверхности формуемого элемента. Дорн может крепится к сердечнику шнека с помощью элемента осевого присоединения с обеспечением возможности свободного вращения относительно шнека. Матрица 14 диаметра Dм оформляет наружную поверхность фильтрующего элемента, причем Dм больше, чем диаметр отверстия емкости Dе. Рассекатель 16 и дорн 17 с наружным диаметром dд, закрепленные на конце шнека 5, формируют внутреннюю поверхность фильтрующего элемента, причем dд больше, чем диаметр dс сердечника 11 цилиндрической формы шнека 5. Переходы от De к Dм и от dс к dд осуществляются по дивергентным коническим переходным поверхностям средства 20, соединяющего соответствующие поверхности. Причем конический переход от Dе к Dм в направлении выхода из емкости к экструзионной головке начинается раньше, а заканчивается позже, чем конический переход от dс к dд. Кроме этого угол конической поверхности αем перехода от Dе к Dм больше, чем угол конической поверхности αсд перехода от dс к dд (фиг. 1, фиг. 3). Такими изменениями геометрии зазора, по которому перемещается смесь с увеличивающейся плотностью по толщине пористой структуры, обеспечивается сохранение указанной структуры в поперечном сечении готового изделия. Форма изделия закрепляется охлаждением в калибраторе 15 и на дорне 17. Охлаждение осуществляется с помощью жидкого хладагента, заданной температуры, протекающего через холодильник 19.
Устройство работает, а способ реализуется следующим образом. Гранулированный активированный уголь и полимерное связующее в виде волокон с соотношением длины волокна к диаметру от 2 до 100, преимущественно от 5 до 20, в виде смеси волокнистых полимеров или в виде смеси порошкообразного и волокнистого полимеров (с тем же соотношением длины волокна к диаметру), например полипропилена или полиэтилена смешивают в турбулентном четырехлопастном смесителе. Смешение проводят при интенсивном перемешивании. Затем в смеситель добавляют активированное углеродное волокно с соотношением длины волокна к диаметру от 2 до 100, преимущественно от 5 до 20, причем соотношение активированного углеродного волокна к гранулированному активированному углю должно быть от 1:100 до 20:100 по массе. Вторую стадию смешения проводят при перемешивании со скоростью, меньшей скорости перемешивания на первой стадии. Полученную смесь загружают в приемный бункер 1, из которого с помощью ворошилки 2 и загрузочного шнека 3, осуществляют принудительную подачу перерабатываемой смеси через загрузочное отверстие 4 в емкость 6. Смесь с помощью шнека 5 продвигаясь по емкости 6 последовательно нагревается в двух обогреваемых зонах емкости 6 с помощью нагревателей 9 до температур 130oC и 180oC. На начальной стадии продвижения смеси по емкости удаляется остаточная влага, содержащаяся в активированном углеродном материале, а в дальнейшем, за счет передачи тепла от стенок емкости к транспортирующейся смеси, осуществляется плавление полимерного связующего. Перемещение смеси шнеком 5 с постепенным уменьшением ширины гребня в направлении отвода смеси к экструзионной головке 13 при шаге передней стенки гребня меньше шага задней стенки, приводит к перераспределению плотности упаковки активированных углеродных волокон в порах между частицами гранулированного активированного угля за счет интенсивного изменения размера и формы пор. При этом максимальная плотность упаковки активированных углеродных волокон обеспечивается в тех местах, где поры имеют минимальные размеры, образуя плотно сжатые пучки. С другой стороны, в тех местах, где поры имеют максимальные размеры, плотность упаковки активированных углеродных волокон резко снижается, образуя разряженные зоны. Таким образом происходит формирование пористой структуры с чередующимися областями плотных и разряженных упаковок активированных углеродных волокон между частицами гранулированного активированного угля, характеризующихся различными значениями эквивалентного диаметра фильтрующих каналов. Следует отметить, что при соотношении активированного углеродного волокна к гранулированному активированному углю менее 1:100 не происходит образования плотно сжатых пучков по всему объему смеси, а при соотношении более 20:100 происходит избыточное переуплотнение разряженных зон. Места плотно сжатых пучков активированных углеродных волокон создают заданную минимальную величину эквивалентного диаметра каналов для протекания жидкости, чем обеспечивается необходимая степень очистки фильтрующего элемента. С другой стороны большие зазоры между активированными углеродными волокнами в разряженных зонах определяют существенно более низкое гидравлическое сопротивление. За счет этого в стенке фильтрующего элемента формируются каналы из последовательно соединенных участков с различным гидравлическим сопротивлением. Причем суммарное сопротивление такого канала будет меньше, чем у канала с постоянным эквивалентным диаметром, величина которого определена минимальным размером отфильтровываемых частиц загрязнений и, соответственно, заданной степенью очистки фильтрующего элемента. Необходимая механическая прочность описанной структуры достигается за счет волокон полимерного связующего, концы которых вплавлены в плотно сжатые пучки активированных углеродных волокон и пронизывают разряженные зоны. При использовании в качестве полимерного связующего смеси волокнистого и порошкообразного полимера возникает дополнительная возможность соединения тугоплавких термопластичных или неплавких термореактивных полимерных волокон с активированным угольным материалом за счет порошкообразного полимера с достаточно низкой температурой плавления. Использование смеси волокнистых полимеров с разницей температур плавления менее 10oC не позволяет предотвратить плавление более тугоплавкого компонента из-за наличия трудно контролируемого процесса перехода механической энергии в тепло. Такая неоднородная на микро-уровне структура обладает минимальным гидравлическим сопротивлением при обеспечении заданного наименьшего эквивалентного диаметра пор и необходимого заданного уровня механической прочности.
Верхняя граница отношения длины к диаметру используемых волокнистых компонентов определяет максимально допустимую длину волокон не комкующихся в прочные агломераты. При соотношении длины к диаметру волокнистых компонентов меньше заявленного нижнего предела не происходит формирования чередующихся разряженных зон и плотно сжатых пучков активированных углеродных волокон, связанных полимерными волокнами.
Затем смесь перемещается в зону переменного зазора между гребнем шнека 5 и внутренней поверхностью емкости 6, в которой осуществляется формирование пористой структуры с увеличением плотности по толщине в направлении от периферии к центру. Постепенное уменьшение ширины гребня шнека 5 трапециевидной формы приводит к формированию зоны шнека, где форма сечения гребня переходит в треугольную, причем уменьшающуюся по высоте в направлении выхода из емкости.
При уменьшении высоты гребня шнека уменьшается площадь контакта передней стенки гребня шнека, продвигающей смесь в направлении к экструдерной головке и, следовательно, увеличивается давление, развивающееся на поверхности контакта, необходимое для преодоления приложенного усилия торможения. Поэтому существует однозначная взаимосвязь высоты гребня шнека, или расстояния до поверхности сердечника шнека, и давления при которой формируется пористая структура. Повышение давления, при котором формируется пористая структура вызывает увеличение плотности пористой структуры. Следовательно плотность пористой структуры в любой точке, лежащей в слое, удаленном на одинаковое расстояние от поверхности сердечника, также постоянна. Таким образом за счет постепенного уменьшения ширины гребня в направлении отвода смеси к экструзионной головке при шаге передней стенки гребня меньше шага задней стенки структура формируется из слоев постоянной плотности. Причем плотность слоистой пористой структуры увеличивается в направлении от периферии к центру и сохраняется в осевом направлении. Увеличение плотности на микро-уровне приводит к уменьшению эквивалентного диаметра пор и размера частиц загрязнений, которые могут быть задержаны фильтром с такой пористой структурой. Поэтому в данном случае формируется пористая структура глубинного фильтра, в котором частицы загрязнений различного размера отфильтровываются на разном расстоянии от наружной поверхности в направлении от периферии к центру. Причем чем меньше размер задерживаемых частиц загрязнений, тем глубже они проникают в стенку фильтрующего элемента. Таким образом отфильтровываемые частицы в процессе работы фильтрующего элемента оказываются распределенными в виде рыхлых структур по толщине стенки элемента, что позволяет увеличить общую массу частиц загрязнений, которое фильтрующий элемент может остановить при условии сохранения приемлемого для эксплуатации гидравлического сопротивления, то есть повысить ресурс фильтрующего элемента.
Сформированная пористая структура выходит из емкости и проходит через дивергентный зазор между коническими поверхностями средства 20, соединяющего емкость 6 и экструзионную головку 13, обеспечивающий сохранение этой структуры в поперечном сечении готового изделия. В экструзионной головке 13 происходит формирование элемента, при скорости вращения дорна 17, меньшей скорости вращения шнека 5, в условиях охлаждения с помощью жидкого хладагента, с температурой ниже температуры плавления полимерного связующего, протекающего через холодильник 19. Окончательное охлаждение полученного фильтрующего элемента может быть осуществлено обдувом воздухом или естественной конвекцией.
Разность скоростей дает возможность сформировать элемент, пористая структура которого в тонком слое, прилегающем к поверхности дорна содержит меньшее количество пылевой фракции, образующейся при истирании активированных углеродных компонентов чем в результате интенсивного трения по поверхности вращающегося с большой угловой скоростью дорна, жестко соединенного со шнеком. За счет чего предотвращается повышение гидравлического сопротивления в выше упомянутом слое.
Для доказательства возможности промышленной применимости способа и устройства непрерывной экструзии пористых фильтрующих элементов приведен пример их реализации.
Пример.
55 мас. частей гранулированного активированного угля (Calgon Carbon Corp. , 80 x 325 mesh, USA) и 10 мас. частей рубленного полипропиленового волокна (Нить крученая, техническая, 83,5 текс, АО "Курскхимволокно", г. Курск, Россия, рубленное, отношение длины волокон к диаметру от 10 до 15) смешивают в турбулентном четырехлопастном смесителе в течение 4 минут при скорости вращения ротора 500 об/мин. Затем в смеситель добавляют 10% активированного углеродного волокна (отношение длины волокон к диаметру от 10 до 15), от массы гранулированного активированного угля, что соответствует соотношению активированного углеродного волокна к гранулированному активированному углю 10:100 по массе и проводят вторую стадию смешения в течение 1 минуты при скорости вращения ротора 200 об/мин. Активированные углеродные волокна изготовлены ООО "Аквафор", Санкт-Петербург, Россия по способу, описанному в патенте США N 5521008. Полученную смесь загружают в приемный бункер 1. Через загрузочное отверстие 4 смесь подается в емкость 6. Смесь с помощью шнека 5, вращающегося со скоростью 15 об/мин, продвигаясь по емкости 6 последовательно нагревается в двух обогреваемых зонах емкости 6 с помощью нагревателей 9 до температур 130oC и 180oC и перемещается в зону переменного зазора между гребнем шнека 5 и внутренней поверхностью емкости 6, в которой осуществляется формирование пористой структуры с увеличением плотности по толщине в направлении от периферии к центру. Шаг передней стенки гребня шнека 29,5 мм, шаг задней стенки гребня 30 мм. Диаметр шнека - 59 мм. Сформированная пористая структура выходит из емкости 6 и проходит по зазору между дивергентными коническими поверхностями средства 20, соединяющего выходной конец емкости 6 с экструзионной головкой 13, чем обеспечивается сохранение этой структуры в поперечном сечении готового изделия. Угол конической поверхности перехода от сердечника шнека к дорну 10o, а угол конической поверхности перехода от емкости к матрице экструзионной головки 15o. Величины смещений начала и конца конической поверхности перехода от сердечника шнека к дорну относительно конической поверхности перехода от емкости к матрице экструзионной головки составляют по 0,5 мм. В экструзионной головке 13 происходит формирование элемента при скорости вращения дорна 17- 0,1 об/мин (что соответствует отношению скорости вращения дорна к скорости вращения шнека 0,0066), в условиях охлаждения с помощью жидкого хладагента, (с температурой 80oC, что ниже температуры плавления полипропилена, равной 166oC), протекающего через холодильник 19. Окончательное охлаждение полученного фильтрующего элемента может быть осуществлено обдувом воздухом или естественной конвекцией. Полученные фильтрующие элементы обладают средней плотностью 0,73 г/см3 в продольном направлении, а в поперечном направлении плотность меняется от 0,61 г/см3 на наружной поверхности до 0,79 г/см3 на внутренней поверхности.
Испытания фильтрующих элементов проводили на установке для очистки питьевой воды производительностью не менее 2,5 л/мин. Ресурс фильтрующего элемента по очистке от органических примесей не менее 6000 литров при степени очистки не менее 99,9%.
Ресурс работы по очистке воды от органических примесей, л:
USFilter,
Plymouth Products (паспорт изделия ССВС-10,1999, USFilter, Plymouth Products, USA) - 5000;
по изобретению - 6000.
Испытания фильтрующих элементов, в состав которых входит сложная по составу полимерная связка (смесь полимерных волокон разной природы или смесь волокнистых и порошкообразных полимеров) при сохранении того же соотношения компонентов смеси с активированными угольными материалами дают идентичные вышеприведенному примеру результаты.
Полученные фильтрующие элементы могут быть использованы в фильтрах и фильтрационных системах, предназначенных для очистки жидких и газообразных сред от органических примесей, хлора, коллоидных частиц, в том числе гидроксида железа и бактерий, в частности для очистки воды, в том числе питьевой воды и воздуха.
Реферат
Изобретение относится к области переработки экструзией, в частности к способам и устройствам для непрерывной экструзии пористых фильтрующих элементов на основе активированного углеродного материала. Фильтрующие элементы изготавливают из активированных углеродных волокон, гранулированного активированного угля при соотношении компонентов 1:100 - 20:100 по массе и полимерного связующего в виде волокон, в виде смеси волокнистых полимеров или в виде смеси порошкообразного и волокнистого полимеров. Способ заключается в смешении компонентов в две стадии: подачи смеси в емкость, перемещении смеси в емкости со скоростью вращения шнека с последовательным нагреванием ее выше температуры плавления полимерного связующего и формировании пористой структуры. При этом происходит увеличение плотности по толщине пористой структуры в направлении от периферии к центру структуры в зоне переменного зазора между гребнем шнека и внутренней поверхностью емкости. Последующее продвижение сформированной структуры осуществляют по зазору между дивергентными коническими поверхностями средства, соединяющего выходной конец емкости с экструзионной головкой, с возможностью обеспечения сохранения сформированной структуры в зазоре и формированием пористого элемента со скоростью вращения дорна экструзионной головки при отношении скорости вращения дорна к скорости вращения шнека 0,001 - 0,99. Устройство для непрерывной экструзии фильтрующих элементов содержит средство для загрузки смеси, емкость со средством подвода смеси, сообщающуюся со средством для загрузки смеси, шнек, расположенный коаксиально емкости по всей ее длине и снабженный спиральным гребнем. Гребень выполнен с постепенным уменьшением ширины гребня в направлении отвода смеси к экструзионной головке. Шаг передней стенки гребня меньше шага задней стенки. Устройство содержит также нагреватели емкости, экструзионную головку, расположенную по продольной оси, смежной с емкостью, дорн и средство, соединяющее выходной конец емкости с экструзионной головкой. Конические переходы средства от емкости к матрице экструзионной головки выполнены со смещением в направлении к экструзионной головке относительно конических переходов от сердечника шнека к дорну. Угол конической поверхности перехода от емкости к матрице экструзионной головки больше угла конической поверхности перехода от сердечника шнека к дорну. Дорн закреплен на сердечнике шнека с обеспечением возможности свободного вращения относительно шнека. Изобретение позволяет снизить гидравлическое сопротивление при сохранении фильтрующих свойств и механической прочности фильтрующих элементов. 2 с. и 14 з.п. ф-лы, 3 ил.
Комментарии